Some Aspects of the Control for the Radial Distribution of Burden Material and Gas Flow in the Blast Furnace

 , , , , ,
, , , , , 
Abstract
:1. Introduction
- The development of radio-isotopic means for current control of burden surface texture on the throat of an operating blast furnace and the determination of its technical capacity;
- The substantiation of general parameters of burden surface texture under operating conditions;
- The study of the interrelations between general parameters of burden surface texture and the main parameters of blast furnace ironmaking;
- The development of recommendations for considering the parameters of burden surface texture in the control system for the radial distribution of the burden and gas flow.
2. Materials and Methods
- J = stands for the number of radii (segments) of the throat;
- Ij = stands for the number of texture points of the surface in j-segment, the first being in the periphery, the latter, in the center of the throat;
- = stands for volume j, of i-part of a hopper considered as a part of a truncated cone between i-point and (I + 1)-point of a surface profile in j-segment;
- hj,i = stands for y coordinate of i-point of j-profile;
- rj,i= stands for i-point distance of j-profile form a throat axis;
- DK = stands for a throat diameter.
- CCAA↓—reverse feed, first coke then agglomerate;
- CACA↓—reverse alternating feed in the system: coke—agglomerate; coke—agglomerate;
- CAAC↓—so-called feed: one coke forward;
- CA↓ CA↓—reverse two-stage feed: coke—agglomerate; coke—agglomerate;
- AACC↓—direct feed, first agglomerate then coke;
- ACAC↓—direct variable feed: agglomerate—coke; agglomerate—coke;
- AC↓ AC↓—direct two-stage feed: agglomerate—coke; agglomerate—coke.
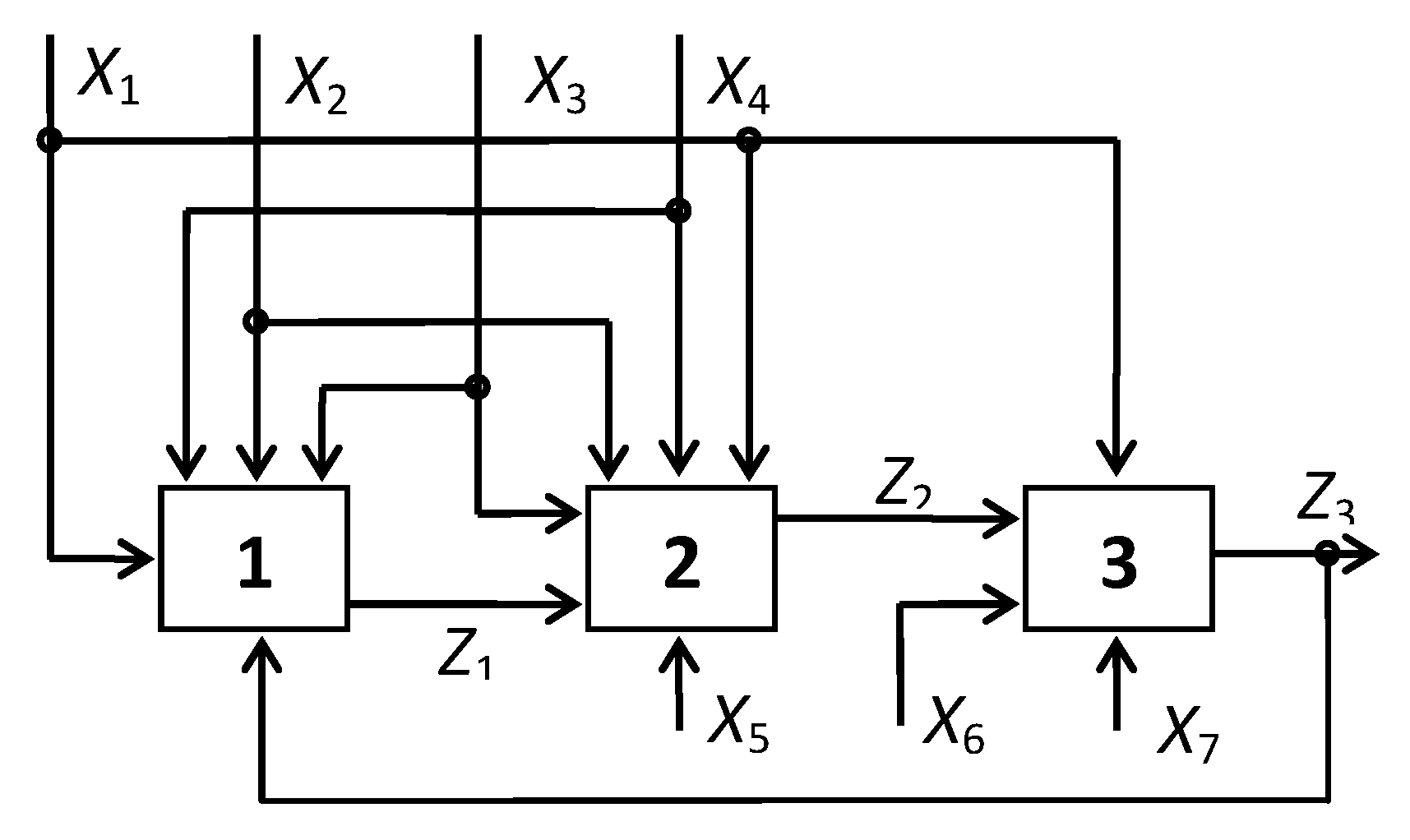
- X1—the charge backfills level (m);
- X2—the mass of the feed at each lowering of the large cone (t);
- X3—the relative number of pellets in the charge (%), and/or ore load (t ore/t coke, average content in the charge);
- X4—an index of filling and assign it the appropriate system sequence number;
- X5—ore load in the process of charge descent (mass of ore per t of cast iron);
- X6—the degree of filling of blast furnace products (%);
- X7—kinetic energy of the blast (kgf·m/s).
3. Results and Discussion
3.1. Study of Interrelations between General Parameters of Burden Surface Texture and Main Parameters of Blast Furnace Ironmaking
3.2. The Development of Recommendations for Considering the Parameters of the Burden Surface Texture in the Control System for the Radial Distribution of the Burden and the Gas Flow
- Predicted radial distribution of the known volume of each material charge (coke and ore material, respectively) in accordance with the existing parameters of trough charge equipment;
- The results of the gamma control of geometric parameters (texture) of coke surface and ore material surface, respectively, as well as their change dynamics (provided by means of measuring two surface profiles some minutes apart during the burden descent process);
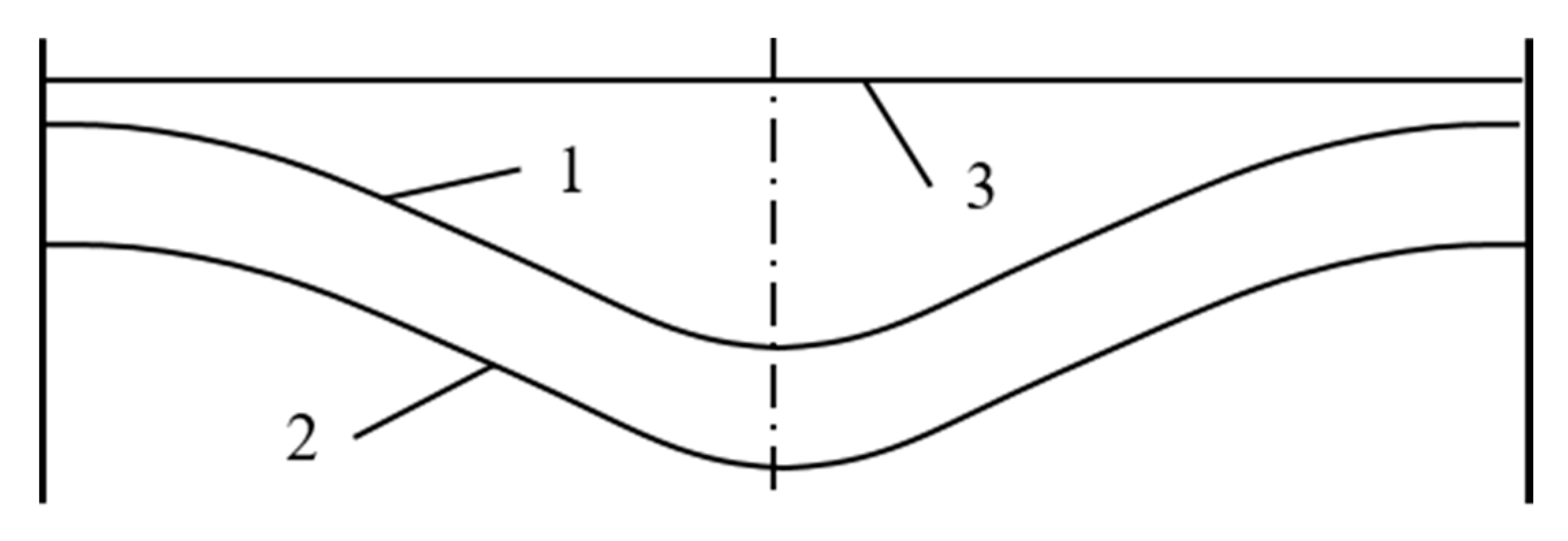
- Actual geometric parameters of the burden surface before charging and after charging the mass of coke or ore material with respect to the dynamics of the burden descent and the differences in gammas penetration into coke and ore material (the profile of coke surface is shifted down for approximately 70 mm more than ore material because of deeper penetration of gammas into coke);
- The results of the infrared temperature monitoring of the burden material surface by means of the GEOMET 800 infrared imaging system being a part of GEOTAPS.
4. Conclusions
- The formation process of the burden surface level and the gas flow on a blast furnace throat were studied. It was proved that the volume or depth of a hopper on the burden surface is the main generalizing indicator influencing significantly the radial burden distribution and it is change in proportion to the gas flow development almost without delay.
- The correlation analysis of the experimental results enabled determining the optimum depth of hopper on the burden surface within 0.14–0.2 of the throat diameter, as well as substantiating its stabilization methods in the optimum range using common control methods of radial gas flow distribution. The values are observed in the case of the best performance of the blast furnace. The possibility of stabilization is limited in the period of stable hopper depth being less than 0.08 of throat diameter.
- The possibility of the self-stabilization effect for the burden surface texture and the gas flow in an operating blast furnace with a bell-type charging device was experimentally proved for the first time in the case of using an energy-saving charge system; in addition, the conditions in which the effect occurs were determined. The previously unknown regularity of burden surface formation on the throat of the operating blast furnace was found. It consists of the fact that the hopper depth on the surface is mainly changed during the charging process rather than during the burden material column descend after charging.
- The radio-isotopic means of current control for the burden surface texture on the blast furnace throat were proposed for the first time. They allow the timely formation of control actions for gas dynamics stabilization of blast furnace ironmaking. A range of energy-saving ways and variants of their implementation are substantiated. They consist of the use of the self-stabilization effect of the hopper depth and the gas flow. The methods imply using direct charges in the blast furnace charge system and a timely refusal from the direct charge in the case of hopper existence with the depth of 0.08 throat diameter for more than 30 min.
- The practical possibility for current simultaneous monitoring of geometric and temperature parameters of the burden material surface by means of a unique monitoring system GEOTAPS using gamma and infrared radiation was demonstrated.
- The recommendations on efficiency improvements for the existing control systems of the radial distribution of the burden and the gas flow in the case of the deficiency of direct monitoring instruments for the surface burden texture were developed and proved experimentally. The control efficiency is increased as a result of applying radial distribution indicators of the gas flow in the blast furnace as the intermediated data of the burden surface texture and using the self-stabilization effect of the hopper depth on the surface.
Author Contributions
Funding
Conflicts of Interest
References
- Medunić, G.; Mondol, D.; Rađenović, A.; Nazir, S. Review of the latest research on coal, environment, and clean technologies. Rud. Geol. Naft. Zb. 2018, 33, 13–21. [Google Scholar] [CrossRef]
- Iwaszenko, S.; Howaniec, N.; Smoliński, A. Determination of random pore model parameters for underground coal gasification simulation. Energy 2019, 166, 972–978. [Google Scholar] [CrossRef]
- Wojtacha-Rychter, K.; Smolinski, A. A study of dynamic adsorption of propylene and ethylene emitted from the process of coal self-heating. Sci. Rep. 2019, 9, 18277. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Howaniec, N.; Smoliński, A. Biowaste utilization in the process of co-gasification with hard coal and lignite. Energy 2017, 118, 18–23. [Google Scholar] [CrossRef]
- Rozin, V.M. Technology as a time challenge: Study, concept and types of technology. Philos. Cosmol. 2017, 19, 133–142. [Google Scholar]
- Basu, R. Evaluation of some renewable energy technologies. Min. Min. Depos. 2017, 11, 29–37. [Google Scholar] [CrossRef] [Green Version]
- Smil, V. A new world of energy. Camb. World Hist. 2015, 7, 164–184. [Google Scholar]
- Nosić, A.; Karasalihović Sedlar, D.; Jukić, L. Oil and gas futures and options market. Rud. Geol. Naft. Zb. 2017, 32, 45–54. [Google Scholar] [CrossRef]
- Beshta, O.S. Electric drives adjustment for improvement of energy efficiency of technological processes. Nauk. Visnyk Natsionalnoho Hirnychoho Universytetu 2012, 4, 98–107. [Google Scholar]
- Pivnyak, G.; Razumny, Y.; Zaika, V. The problems of power supply and power saving in the mining industry of Ukraine. Arch. Min. Sci. 2009, 54, 5–12. [Google Scholar]
- Vorob’ev, A.; Chekushina, T.; Vorob’ev, K. Russian national technological initiative in the sphere of mineral resource usage. Rud. Geol. Naft. Zb. 2017, 32, 1–8. [Google Scholar] [CrossRef]
- Pazynich, Y.; Kolb, A.; Potempa, M. Implementation of energy safety policy in Ukraine by means of energy saving in electric drive systems. Adv. Eng. Forum 2017, 25, 96–105. [Google Scholar] [CrossRef]
- Voloshyn, O.; Potapchuk, I.; Zhevzhyk, O.; Yemelianenko, V.; Horiachkin, V.; Zhovtonoha, M.; Semenenko Ye Tatarko, L. Study of the plasma flow interaction with the borehole surface in the process of its thermal reaming. Min. Min. Depos. 2018, 12, 28–35. [Google Scholar] [CrossRef]
- Xin, L.; Wang, Z.; Huang, W.; Kang, G.; Lu, X.; Zhang, P.; Wang, J. Temperature field distribution of burnt surrounding rock in UCG stope. Int. J. Min. Sci. Technol. 2014, 24, 573–580. [Google Scholar] [CrossRef]
- Luo, J.; Wang, L.; Tang, F.; He, Y.; Zheng, L. Variation in the temperature field of rocks overlying a high-temperature cavity during underground coal gasification. Min. Sci. Technol. 2011, 21, 709–713. [Google Scholar] [CrossRef]
- Sobolev, V.V.; Usherenko, S.M. Shock-wave initiation of nuclear transmutation of chemical elements. J. De Phys. IV 2006, 134, 977–982. [Google Scholar] [CrossRef]
- Dychkovskyi, R.O. Forming the bilayer artificial shell of georeactor in underground coal gasification. Nauk. Visnyk Natsionalnoho Hirnychoho Universytetu 2015, 5, 37–42. [Google Scholar]
- Pivnyak, G.; Dychkovskyi, R.; Bobyliov, O.; Cabana, C.E.; Smoliński, A. Mathematical and geomechanical model in physical and chemical processes of underground coal gasification. Solid State Phenom. 2018, 277, 1–16. [Google Scholar] [CrossRef]
- Lampert, K.; Ziebik, A.; Stanek, W. Thermoeconomical analysis of CO2 removal from the Corex export gas and its integration with the blast-furnace assembly and metallurgical combined heat and power (CHP) plant. Energy 2010, 35, 1188–1195. [Google Scholar] [CrossRef]
- Shashenko, A.; Gapieiev, S.; Solodyankin, A. Numerical simulation of the elastic-plastic state of rock mass around horizontal workings. Arch. Min. Sci. 2009, 54, 341–348. [Google Scholar]
- Riva, L.; Surup, G.R. Therese Videm Buo & Henrik Kofoed Nielsen. A study of densified biochar as carbon source in the silicon and ferrosilicon production. Energy 2019, 181, 985–996. [Google Scholar] [CrossRef]
- Mikhlin, Y.V.; Zhupiev, A.L. An application of the ince algebraization to the stability of non-linear normal vibration modes. Int. J. Non-Linear Mech. 1997, 32, 393–409. [Google Scholar] [CrossRef] [Green Version]
- Sarycheva, L. Using GMDH in ecological and socio-economical monitoring problems. Syst. Anal. Model. Simul. 2003, 43, 1409–1414. [Google Scholar] [CrossRef]
- Asanov, A.; Mekenbaev, B.; Chalybekov, D.; Arziev, J. Study of the process of coal transfer by means of auger effector within the aggregate of boiling bed. Min. Min. Depos. 2017, 11, 79–85. [Google Scholar] [CrossRef] [Green Version]
- Falshtynskyi, V.S. Formation of thermal fields by the energy-chemical complex of coal gasification. Nauk. Visnyk Natsionalnoho Hirnychoho Universytetu 2017, 5, 36–42. [Google Scholar]
- Tabachenko, M. Features of setting up a complex, combined and zero-waste gasifier plant. Min. Min. Depos. 2016, 10, 37–45. [Google Scholar] [CrossRef] [Green Version]
- Dychkovskyi, R.; Vladyko, O.; Maltsev, D.; Cáceres Cabana, E. Some aspects of the compatibility of mineral mining technologies. Rud. Geol. Naft. Zb. 2018, 42, 73–82. [Google Scholar] [CrossRef] [Green Version]
- Chernai, A.V.; Sobolev, V.V.; Chernai, V.A.; Ilyushin, M.A.; Dlugashek, A. Laser ignition of explosive compositions based on di-(3-hydrazino-4-amino-1,2,3-triazole)-copper(II) perchlorate. Combust. Explos. Shock Waves 2003, 39, 335–339. [Google Scholar] [CrossRef]
- Golovchenko, A.; Pazynich, Y.; Potempa, M. Automated Monitoring of Physical Processes of Formation of Burden Material Surface and Gas Flow in Blast Furnace. Solid State Phenom. 2018, 277, 54–65. [Google Scholar] [CrossRef]
- Golovchenko, A.S. The Device for Determination of Level and Profile of Materials Surface. Ukraine Patent No. 31479, 15 December 2000. [Google Scholar]
- Golovchenko, A.S. The Way of Blast Furnace Melting Conducting. Ukraine Patent No. 31478, 15 December 2000. [Google Scholar]
- Pivnyak, G.; Dychkovskyi, R.; Smirnov, A.; Cherednichenko, Y. Some aspects on the software simulation implementation in thin coal seams mining. Energy Effic. Improv. Geotech. Syst. 2013, 1–10. [Google Scholar] [CrossRef]
- Dychkovskyi, R.O. Determination of the rock subsidence spacing in the well underground coal gasification. Naukovyi Visnyk Natsionalnoho Hirnychoho Universytetu 2015, 6, 30–36. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| # | Parameters of the Main Technological Blocks | Parameter Value | ||
|---|---|---|---|---|
| Minimum | Medium | Maximum | ||
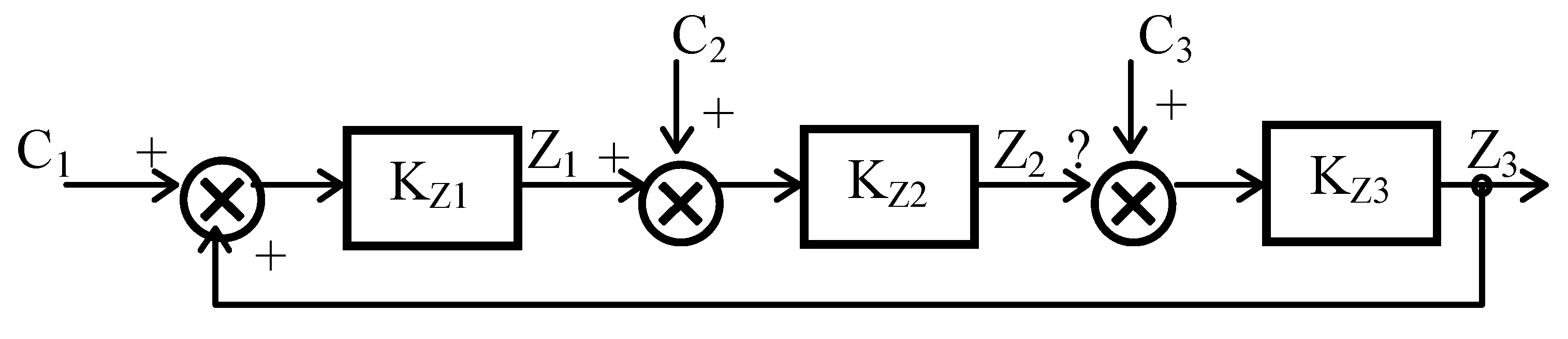
| 1 | Z1, m3 | 1.41 | 1.92 | 2.42 |
| 2 | Z2, (ore load, t ore/t coke, in the central area of the grate) | 3.69 | 3.75 | 3.81 |
| 3 | Z3, (dimensionless value) | 0.92 | 0.92 | 0.92 |
| 4 | X1, m | 0.55 | 0.61 | 0.66 |
| 5 | X2, t | 101 | 106 | 111 |
| 6 | X3, % (ore load, t ore/t coke, average content) | 45.9 (3.61) | 46.5 (3.71) | 47.1 (3.81) |
| 7 | X4, (dimensionless value) | 1–7 | 8–14 | 15–21 |
| 8 | X5 (mass of ore per ton of iron) | 0.83 | 0.85 | 0.87 |
| 9 | X6, % | 0.86 | 0.87 | 0.88 |
| 10 | X7, kgf·m/s | 2260 | 2635 | 3010 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Golovchenko, A.; Dychkovskyi, R.; Pazynich, Y.; Edgar, C.C.; Howaniec, N.; Jura, B.; Smolinski, A. Some Aspects of the Control for the Radial Distribution of Burden Material and Gas Flow in the Blast Furnace. Energies 2020, 13, 923. https://doi.org/10.3390/en13040923
Golovchenko A, Dychkovskyi R, Pazynich Y, Edgar CC, Howaniec N, Jura B, Smolinski A. Some Aspects of the Control for the Radial Distribution of Burden Material and Gas Flow in the Blast Furnace. Energies. 2020; 13(4):923. https://doi.org/10.3390/en13040923
Chicago/Turabian StyleGolovchenko, Anatoliy, Roman Dychkovskyi, Yuliya Pazynich, Cáceres Cabana Edgar, Natalia Howaniec, Bartłomiej Jura, and Adam Smolinski. 2020. "Some Aspects of the Control for the Radial Distribution of Burden Material and Gas Flow in the Blast Furnace" Energies 13, no. 4: 923. https://doi.org/10.3390/en13040923