
Abstract
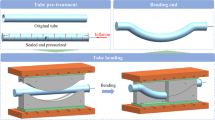
Tube bending is widely used in aerospace, automotive, and several other industries. The main problems of this operation include wrinkling, cross-section deformation, and variations in wall thickness of thin-walled tubes during process. If bending radius to tube diameter ratio (R/D) is less than 1.5, the bending process will fail using conventional methods. Proposing a new technique capable of eliminating wrinkles from the tube cross section which results in minimal changes in tube wall thickness would be very important. One of these bending methods is hydroforming, in which compressive force and internal pressure can be simultaneously used to better control the bending process. In this study, in order to uniformly apply the pressure of fluid to the inner surface of the tube, thin-walled tubes with closed ends were first fabricated. Since this fabrication is difficult, initially, seamless tubes with closed-ends were fabricated using multi-stage deep drawing and ironing processes. Then, the tube bending process with R/D ratio of 1, using a new hydro-bending process, was investigated through experiments and simulations. After examining different pressure paths, the path by which the tube completely took the shape of the die without wrinkles was obtained. In addition, the effect of pressure variations on the distribution of wall thickness along the inner and outer radii of the bend area was studied. The formation of tubes with fixed R/D ratios through changing bending radii and tube diameters simultaneously was also compared with that of tubes with variable R/D ratios of less than 1. Finally, the effects of friction coefficient between the die and tube and the tube length were evaluated.
Similar content being viewed by others


References
Yang H, Lin Y (2004) Wrinkling analysis for forming limit of tube bending processes. J Mater Process Technol 152:363–369
Fang J, Lu S, Wang K, Xu J, Xu X, Yao Zh (2013) Effect of punch on cross-section quality in numerical control bending process of stainless steel 2169 small diameter tube. Adv Mater Sci Eng 2013 9
Heng L, He Y, Mei Z, Zhichao S, Ruijie G (2007) Role of punch in NC precision bending process of thin-walled tube. J Mach Tools Manuf 47:1164–1175
Li H, Yang H, Zhan M, Gu RJ (2007) The interactive effects of wrinkling and other defects in thin-walled tube NC bending process. J Mater Process Technol 187–188:502–507
Heng L, He Y (2011) A study on multi-defect constrained bendability of thin-walled tube NC bending under different clearance. Chin J Aeronaut 24:102–112
Zhiqianga J, Mei Z, He Y, Xudongb X, Guangjun L (2011) Deformation behavior of medium-strength TA18 high-pressure tubes during NC bending with different bending radii. Chin J Aeronaut 24:657–664
Li H, Yang H, Zhan M, Gu RJ (2006) A new method to accurately obtain wrinkling limit diagram in NC bending process of thin-walled tube with large diameter under different loading paths. J Mater Process Technol 177:192–196
Zeng YS, Li ZQ (2002) Experimental research on the tube push bending process. J Mater Process Technol 122:237–240
Zhang Y, Redekop D (2006) Shell element simulation of the push method of tube bending. J Achieve Mater Manuf Eng 17:301–304
Kami A, Molaee B, Biglari F (2009) Finite element simulation of the push bending of rectangular tubes, The Ninth Conference on Manufacturing (in Persian)
Yang JB, Joen BH, Oh SI (2001) The bending technology of a hydroforming process for an automotive part. J Mater Process Technol 111:175–181
Wang J, Agarwal R (2006) Tube bending under axial force and internal pressure. J Manuf Sci Eng 128:598–605
Bardelcik A, Worswick MJ (2005) Numerical investigation into the effects of bending boost and hydroforming end-feed on the hydroform ability of dp600 tube. SAE Technical Paper
Gorji A (2012) Experimental and finite element simulation method for forming a sharp conical parts, Ph.D. thesis, Department of Mechanical Engineering, Noshirvani University (in Persian)
Aue-U-Lan Y, Ngaile G, Altan T (2004) Optimizing tube hydroforming using process simulation and experimental verification. J Mater Process Technol 146:137–143
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Montazeri, S., Gorji, A. & Bakhshi, M. A new method for compression bending of thin-walled tubes in hydro-bending process. Int J Adv Manuf Technol 85, 557–571 (2016). https://doi.org/10.1007/s00170-015-7910-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-015-7910-8