
Abstract
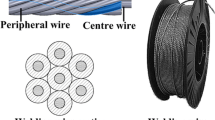
A novel welding method termed cable-type welding wire (CWW) arc welding is proposed in this study, wherein the CWW is used as a consumable electrode. The CWW is composed of seven welding wires, with one welding wire in the center and the other six wires distributed uniformly around the center wire. During the welding process, only one welding power source, one wire feeder and one welding torch are used. The deposition rate can be greatly improved due to the simultaneous melting of the seven wires. The six peripheral wires rotate around the center wire, forming a self-rotating arc, which improves the welding quality. The deposition rate of CWW CO2 welding improved by 40% relative to that of single-wire CO2 welding under the same conditions. The energy saving of CWW submerged arc welding (SAW) improved by 25% relative to that of single-wire SAW under the same conditions. CWW arc welding is an innovative welding method with high efficiency, energy saving, simple equipment, welding automation and high welding quality, which has a wide range of market prospect.
Similar content being viewed by others

References
Olsson R, Stemvers M, Staers I (1995) High-speed welding gives a competitive edge. Weld Rev Int 14:128–131
Kawahito Y, Mizutani M, Katayama S (2009) High quality welding of stainless steel with 10kW high power fibre laser. Sci Technol Weld Join 14:288–294
Matthews JR, Porter JF, Church J (1991) An evaluation of T.I.M.E. welding of HY80 plate. Weld J 70:35–41
Lahnsteiner R (1992) The T.LM.E. process—an innovative MAG welding process. Weld Rev Int 11:17–20
Chruch J (2001) T.I.M.E. process produces fracture-proof welds. Weld Des Fabr 74:32–35
Layus P, Kah P, Martikainen V, Gezha V, Bishokov RV (2014) Multi-wire SAW of 640 MPa Arctic shipbuilding steel plates. Int J Adv Manuf Technol 75:771–782
Kiran DV, Cho DW, Lee HK, Kang CY, Na SJ (2015) A study on the quality of two-wire tandem submerged arc welds under iso-heat input conditions. Int J Adv Manuf Technol 78:53–62
Tusek J, Suban M (2003) High-productivity multiple-wire submerged-arc welding and cladding with metal-powder addition. J Mater Process Technol 133:207–213
Ueyama T, Uezono T, Era T, Tanaka M, Nakata K (2009) Solution to problems of arc interruption and arc length control in tandem plused gas metal arc welding. Sci Technol Weld Join 14:305–314
Ueyama T, Ohnawa T, Tanaka M, Nakata K (2007) Occurrence of arc interaction in tandem pulsed gas metal arc welding. Sci Technol Weld Join 12:523–529
Fang CF, Meng XH, Hu QX, Wang FJ, Ren H, Wang HS, Guo Y, Mao M (2012) TANDEM and GMAW twin wire welding of Q690 steel used in hydraulic support. J Iron Steel Res Int 19:79–85
Ghosal S, Chaki S (2010) Estimation and optimization of depth of penetration in hybrid CO2 LASER-MIG welding using ANN-optimization hybrid model. Int J Adv Manuf Technol 47:1149–1157
Zhang X, Zhao ZY, Wang CM, Yan F, Hu XY (2016) The effect of external longitudinal magnetic field on laser-MIG hybrid welding. Int J Adv Manuf Technol 85:1735–1743
Zhang YM, Jiang M, Lu W (2004) Double electrodes improve GMAW heat input control. Weld J 83:39–41
Li KH, Chen JS, Zhang YM (2007) Double-electrode GMAW process and control. Weld J 86:231–237
Li KH, Zhang YM (2007) Metal transfer in double-electrode gas metal arc welding. J Manuf Sci E-T ASME 129:991–999
Li KH, Zhang YM (2008) Consumable double-electrode GMAW part 1: the process. Weld J 87:11s–17s
Li KH, Zhang YM (2008) Consumable double-electrode GMAW part II: monitoring, modeling, and control. Weld J 87:44s–50s
Ma GH, Zhang YM (2012) A novel DE-GMAW method to weld steel tubes on simplified condition. Int J Adv Manuf Technol 63:147–153
Zhang CY, Ma GH, Nie J, Ye J (2015) Numerical simulation of AZ31B magnesium alloy in DE-GMAW welding process. Int J Adv Manuf Technol 78:1259–1264
Wei HL, Li H, Yang LJ, Gao Y (2013) Consumable double electrode with a single arc GMAW. Int J Adv Manuf Technol 68:1539–1550
Wu CS, Zhang MX, Li KH, Zhang YM (2007) Study on the process mechanism of high-speed arc welding DE-GMAW. Acta Metall Sin 43:663–667
Wu CS, Hu ZH, Zhong LM (2012) Prevention of humping bead associated with high welding speed by double-electrode gas metal arc welding. Int J Adv Manuf Technol 63:573–581
Shi Y, Liu XP, Zhang YM, Johnson M (2008) Analysis of metal transfer and correlated influences in dual-bypass GMAW of aluminum. Weld J 87:229s–236s
Shi Y, Chen ZY, Xue C, Liu XP, Zhang YM (2010) Research on metal transfer in dual bypass MIG welding of aluminum. J Mech Eng 46:76–79
Shi Y, Han RH, Huang JK, Fan D (2012) Numerical simulation of temperature field of DE-GMAW and its comparison with experimental measurements. Acta Phys Sin 61:1–7
Huang JK, Han RH, Shi Y, Fan D, Zhang YM (2012) Force analysis of metal transfer in dual bypass MIG welding. J Mech Eng 48:44–48
Shi Y, Zhu M, Huang JK, Zhang YM (2012) Control system for high-efficiency double-electrode MIG welding. Trans China Weld Inst 33:17–20
Zhu M, Fan D, Shi Y (2013) Multi-input multi-output control of consumable DE-GMAW. Appl Mech Mater 395-396:1114–1117
Zhu M, Shi Y, Wang GL, Fan D (2013) Metal transfer behaviors in consumable double-electrode GMAW process. J Mech Eng 49:50–54
Fang CF, Chen ZW, Xu GX, Hu QX, Zhou HY, Shi Z (2012) Study on the process of CWW CO2 gas shielded welding. Acta Metall Sin 48:1299–1305
Fang CF, Wang HS, Liu C, Hu QX, Shi Z (2012) Efficient numerical simulation and experimental study on residual stress induced by GMAW with cable-type wire. Trans China Weld Inst 33:17–20
Yang ZD, Fang CF, Chen Y, Xu GX, Hu QX, Gu XY (2016) Arc behavior and droplet transfer of CWW CO2 welding. J Iron Steel Res Int 23:808–814
Fang CF, He B, Zhao ZC, Hu XG, Jiang JZ, Shi Z (2013) Comparative study on the processing property between the cable welding wire CO2 gas shielded welding and SAW. J Iron Steel Res Int 20:81–86
Pardo E, Weckman DC (1989) Prediction of weld pool and reinforcement dimensions of GMA welds using a finite-element model. Metall Mater Trans B Process Metall Mater Process Sci 20:937–947
Tsao KC, Wu CS (1988) Fluid flow and heat transfer in GMA weld pools. Weld J 67:70s–75s
Xu GX, Wu CS, Ma XZ, Wang XY (2013) Numerical analysis of welding residual stress and distortion in laser+GMAW hybrid welding of aluminum alloy T-joint. Acta Metall Sin 26:52–60
Xu GX, Cao QN, Zhang WW, Liu P, Du BS (2016) Modelling of bead hump formation in high speed gas metal arc welding. Sci Technol Weld Join 21:700–710
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Chen, Y., Fang, C., Yang, Z. et al. Cable-type welding wire arc welding. Int J Adv Manuf Technol 94, 835–844 (2018). https://doi.org/10.1007/s00170-017-0943-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-017-0943-4