
Abstract
It is widely acknowledged that the allocation of part tolerances is a highly responsible task due to the complex repercussions on both product quality and cost. As a consequence, since its beginnings in the 1960s, least-cost tolerance allocation using optimization techniques, i.e. tolerance-cost optimization, was continuously in focus of numerous research activities. Nowadays, increasing cost and quality pressure, availability of real manufacturing data driven by Industry 4.0 technologies, and rising computational power result in a continuously growing interest in tolerance-cost optimization in both research and industry. However, inconsistent terminology and the lack of a classification of the various relevant aspects is an obstacle for the application of tolerance-cost optimization approaches. There is no literature comprehensively and clearly summarizing the current state of the art and illustrating the relevant key aspects. Motivated to overcome this drawback, this article provides a comprehensive as well as detailed overview of the broad research field in tolerance-cost optimization for both beginners and experts. To facilitate the first steps for readers who are less familiar with the topic, the paper initially outlines the fundamentals of tolerance-cost optimization including its basic idea, elementary terminology and mathematical formulation. These fundamentals serve as a basis for a subsequent detailed discussion of the key elements with focus on the different characteristics concerning the optimization problem, tolerance-cost model, technical system model and the tolerance analysis model. These aspects are gathered and summarized in a structured mind map, which equips the reader with a comprehensive graphical overview of all the various facets and aspects of tolerance-cost optimization. Beside this, the paper gives a retrospect of the past fifty years of research in tolerance cost-optimization, considering 290 relevant publications. Based thereon, current issues and future research needs in tolerance-cost optimization were identified.
Similar content being viewed by others


1 Motivation
Despite the continuous improvements of manufacturing and measurement, geometrical deviations are unavoidable due to manufacturing and measurement imperfections [1]. These deviations, however, mainly influence the quality of mechanical products throughout their entire product life cycle [2, 3]. In order to limit the unintentional part deviations, the designer specifies and allocates tolerances to ensure the fulfillment of specified quality requirements. In this regard, tolerance allocation is a key task in design engineering and associated with high responsibility for product functionality as well as for profitability.
In general, tolerances are allocated on the basis of experimental data, previous drawings and expertise [4]. In this context, manual approaches are common to check and assign the tolerance values on a trial-and-error basis [5,6,7,8]. In doing so, the resulting manufacturing costs are mostly neglected or merely indirectly considered by qualitative thumb rules like “the lower the tolerance the higher the cost of manufacturing” [4]. Moreover, traditional tolerance allocation methods require extensive time and effort [4] and do not lead to a least-cost tolerance design due to their unsystematic procedure and the lack of considering quantitative (tolerance-) cost information [5].
For a more efficient and sophisticated tolerance allocation considering both quality and cost issues, various methods for optimal tolerance allocation using optimization techniques, i.e. tolerance-cost optimization, steadily evolved since its beginnings in the mid-twentieth century [9]. Especially in times of rising cost and quality awareness and the availability of manufacturing data in a digitalized, highly computerized production, it is seen as an important key element in industry [10,11,12,13] to bridge the gap between manufacturing and design [14] and to create a balance between manufacturing costs and quality [15].
However, the complexity of tolerance-cost optimization with its interdisciplinary elements is currently an obstacle for its profitable implementation and application in the industry [5]. In comparison with tolerance analysis, it is regarded as complex and challenging [5, 16].
Despite the broad field of related domains, the number of publications reflecting the state-of the art is limited. Existing review articles, e.g. [9, 17,18,19,20,21], indeed address the relevant topics in a suitable and illustrative manner but are either not up-to-date or focus merely on certain specific aspects. However, a comprehensive review of tolerance-cost optimization is missing so far.
With the aim to close this gap, the following review article gives a comprehensive overview of tolerance-cost optimization and discusses the relevant topics in detail. In doing so, the different aspects of manufacturing, tolerancing, optimization and their interrelations are illustrated using a car disk brake system as a case study of industrial complexity (see Fig. 1).

Case study: car disk brake system [22]
The article is subdivided into three major parts: Firstly, Section 2 illustrates the role of tolerance allocation in the design process and presents the basic idea and the mathematical description of tolerance-cost optimization. Based on these fundamentals, Section 3 discusses the different aspects in detail. While Section 3 initially summarizes and categorizes all relevant aspects in a comprehensive mind map, the subsequent Sections 3.1–3.4 present the various details of tolerance-cost optimization and their interrelations. After that, Section 4.1 gives a comprehensive review of the last five decades of research in the field of tolerance-cost optimization. For this purpose, an extensive literature review of 290 research articles serves as a basis for discussing the current and future trends and to identify future research needs in Section 4.2. Finally, Section 5 summarizes the article.
2 Fundamentals of tolerance allocation and tolerance-cost optimization
The following section equips the reader with the fundamentals of tolerance allocation and tolerance-cost optimization and is particularly tailored to interested researchers and practitioners who are less experienced in these topics. As a consequence, experienced readers may skip this section and straightly continue with Section 3.
2.1 The role of tolerancing in design engineering
A successful development of high-quality products necessitates the fulfillment of requirements of a wide variety of interest groups. Consequently, conflicts of interests and competing objectives dominate and shape the product development process [23]. When detailing the product design in the different phases of the design engineering process, a balance must be created between the conflicting objectives, especially between quality and cost, to increase productivity [24, 25]. Motivated by this need, Taguchi proposed a three-step approach for a successful assignment of the nominal design parameter values and tolerances [24, 25] (see Fig. 2).

Off-line quality control in design engineering according to Taguchi: system design, parameter design, tolerance design
Firstly, the system design is used to define the product configuration by applying different methods for the identification, evaluation and selection of solutions with respect to product robustness [24, 25]. Secondly, the nominal values for the design parameters are determined in the parameter design [25]. Thirdly, the tolerance design is intended to assure product quality by limiting the deviation of the geometry from nominal [24, 25]. In doing so, first general ideas are systematically turned into conceptual solutions and finally into the documented detailed product design.
2.1.1 Robust design
All these early and late phases of the design engineering process are accompanied by the paradigm of robust design [26, 27], i.e. improving the robustness of a system in terms of quality, reliability and costs [28]. Focusing on this global aim, a huge number of robust design techniques for system, parameter and tolerance design are used to reduce the sensitivity of design parameters of a system under uncertainties [9, 24, 29]. In tolerance design, this aspect is mainly incorporated by a concurrent optimization of dimensions and tolerances to achieve a so-called robust tolerance design at minimum cost [30, 31]. In doing so, numerous authors adopt the basic idea of Taguchi’s quality loss and integrate this aspect in tolerance design (see Section 3.2.2) [9]. These approaches take into account that any deviation from the target value results in an additional loss for the customer [32,33,34].
2.1.2 Tolerance design for manufacturing
Besides the important aspects from design, tolerance design has to consider numerous manufacturing issues to enable a profitable fabrication of quality products. Process planning is often seen as the missing link between design and manufacturing [35] that can help to bring the manufacturing concerns into the design process (see Fig. 2) [36]. While the design tolerances t are assigned with focus on the requirements of a mechanical assembly or a component in use, the machine or process tolerances δ are required to create a process plan for part manufacturing [17]. Therefore, the design tolerances are the result of a sequence of machining tolerances realized by a sequence of different machining operations (see Fig. 3).

Car brake disk: manufacturing and design tolerances in comparison freely adapted from [9]
Traditionally, the specification and allocation of design and process tolerances are done by two separated divisions, by design and manufacturing [37, 38]. Door by door, methods supporting the assignment of manufacturing tolerances have concurrently evolved over the years. Therefore, tolerance transfer plays an important role as it attempts to convert the design tolerances into a production plan by using tolerance analysis and synthesis methods [39]. Thereby, a tolerance chart is used as a graphical representation of the process plan and serves as a basis to control the dimensions of a workpiece with its tolerances [40,41,42,43]. The tolerance chart balancing techniques aim to widen the tolerances without violating the blueprint specifications using both qualitative and quantitative cost information [44]. In its beginnings, these methods were associated with a great deal of manual effort and their usage was mainly experience-driven [43, 45, 46]. By successively computerizing them, they nowadays play an important role in computer-aided process planning (CAPP) [17, 47,48,49]. Huge effort was incurred to create mathematical models for tolerance chart allocation and solving them using optimization algorithms [39].
2.1.3 Concurrent tolerance design
For a long period of time, this separated view of design and manufacturing was quite common [50]. Pushed by the revolutionary stream of concurrent and simultaneous engineering, the machine tolerances were steadily integrated in the framework of tolerance design [17, 46, 51]. By linking both disciplines, various aspects of process planning, such as multi-station manufacturing processes, stock removal allowance, tolerance charting, process scheduling and tolerance-cost models including process parameters and machine accuracy, can simultaneously be considered [14, 51,52,53,54,55]. Such integrated approaches intend to better link design and manufacturing by transferring the relevant elements from process planning into tolerance design. In doing so, numerous information and aspects from manufacturing and inspection have to be incorporated in tolerance design. Due to this, tolerancing plays a responsible and decisive key role in the product development process.
2.2 Important issues in tolerancing
Tolerances are primarily assigned to control the inevitable part deviations and their effects on the total product quality [1, 56]. However, a proper assignment of part tolerances is a demanding task necessitating a number of different tolerancing activities (see Fig. 4) [56].

Classification of tolerance specification, allocation, analysis, synthesis and optimization according to [56]
Initially, the product requirements must be translated into a set of geometrical requirements which are subsequently decomposed from product to assembly and part level. In doing so, essential features, often called key characteristics (KC), are identified. They significantly influence the fulfillment of the product requirements if they vary from nominal [57].
Afterwards, the tolerance specification is used to define the tolerance types for all relevant features in compliance with current tolerancing standards addressing the qualitative issues of tolerancing [58, 59]. Based on the tolerance specification, an appropriate value for each tolerance has to be assigned in the subsequent step of tolerance allocation (see Section 2.3). The initially allocated tolerances serve as a basis for the tolerance analysis which helps to study the effects of the part deviations and to check the fulfillment of the predefined quality objectives [39, 60].
In contrast to tolerance analysis, tolerance synthesis starts with the requirements of the KCs and identifies suitable tolerance values as well as tolerance types by considering the results of iterative tolerance specification, tolerance allocation and tolerance analysis in a common synthesis step (see Fig. 4) [61].
Driven by the demands of high-quality products, tolerance optimization aims to achieve an optimal tolerance allocation by selecting a set of tolerance values while the tolerance specification is fixed [39]. The usage of optimization techniques helps to identify the best tolerance values in terms of quality [9].
Challenging enough, the tolerance engineer is also responsible for the resultant costs caused by the assigned tolerances. For this purpose, tolerance-cost optimization plays an important role since it covers both quantitative quality and cost information to realize an optimal tolerance allocation [12].
2.3 Tolerance allocation
As highlighted, tolerance allocation corresponds to assigning and distributing the tolerance values among the parts of an assembly [59, 62]. In general, tolerances are primarily assigned for functionality mostly based on expertise or empirical data. In doing so, the cost aspect is neglected or only indirectly taken into account [63]. As a consequence, tolerances are typically chosen tighter as necessary to ensure product quality [64]. This leads to high-quality products but also to higher manufacturing costs [63, 65]. The identification of a valid set of tolerance values creating a balance between quality and cost is a challenging task. In order to solve this conflict (see Fig. 5), three main questions must be answered [66]:
- 1.
”How good does the product have to be?”
- 2.
”What can be done to improve the quality of the product?”
- 3.
”What is the most profitable action to take?”

Quality-cost conflict in tolerance allocation according to [67]
With the aim to answer these questions, various methods have been developed over the last decades:
2.3.1 Traditional methods
Numerous approaches of tolerance allocation date back to a time where computer technology was either not available at all or their capability was strongly limited. Besides graphical approaches [68, 69], several analytical methods have emerged in those years, e.g. equal scaling by the same tolerance or same influence method or proportional scaling by using different weighting factors [70,71,72,73]. However, these methods are often based on rough rules of thumb [72, 74] and do not consider any quantitative cost information [21, 72]. As a consequence, their applicability is strongly limited and they are not sufficient for defining a tolerance design that withstands the quality and cost pressure in modern product development. Consequently, they are mostly used for a preliminary tolerance assignment in early design stages [21, 74] serving as a basis for subsequent optimization procedures today.
2.3.2 Manual, iterative application of tolerance analysis
In contrast, the iterative application of tolerance analysis is more common to check and assign the tolerance values on a trial-and-error basis [6, 8, 75]. Beginning with guessed or purposely assigned tolerances, the designer analyzes the design for the current tolerances and checks if the quality requirements are met. If the current allocation fails, tighter tolerances have to be assigned. Otherwise, wider tolerances leading to reduced manufacturing costs can be chosen [76]. Hence, the additional use of sensitivity analyses helps to identify the relevant tolerances by determining the contribution of each tolerance to the KC [77, 78]. Afterwards, the most relevant tolerances are manually adapted. This manual re-allocation step is repeated until the tolerance expert is satisfied with the current solution [78]. Despite its usability, this approach is very time-consuming [75] and leads to non-optimal solutions since there is no quantitative cost information taken into account [78].
2.3.3 Quality engineering methods
Alternatively, quality engineering and statistical methods are applied to solve the tolerance-cost conflict [18] since they are regarded as practicable for complex mechanical assemblies [39, 79] and they convey process knowledge [80]. Hence, different methods of design of experiments (DOE) in combination with analyses of variance (ANOVA) are used to identify an optimal tolerance design [18, 81,82,83]. However, these approaches are not universally applicable and do not necessarily lead to optimal results.
2.4 Tolerance-cost optimization
To overcome the drawbacks of the previously discussed approaches, the tolerance allocation problem can be formulated as a mathematical optimization problem and solved with the aid of deterministic and stochastic optimization algorithms [9]. In contrast to the open loop structure of the manual, repetitive application of tolerance analysis [84], the tolerance re-allocation is automatically performed within the optimization process considering both quality and cost information quantitatively [12]. Using the example of the brake disk, the tolerance values of the individual components are thus optimally chosen to both assure the braking performance and to achieve a cost-efficient tolerance design by considering the relations between the assigned tolerances and the resultant manufacturing costs.
Not least due to its great potential, the usage of optimization techniques for tolerance allocation has arisen the interest of a great number of research activities over the last years. As a consequence, several terms for tolerance-cost optimization were coined and synonymously used in literature. In addition to the term tolerance(-cost) optimization [12, 85,86,87], any combination of the terms optimum [38, 88,89,90], (cost-) optimal [91,92,93,94,95], minimum cost [64, 76, 96, 97] or least-cost [98,99,100,101,102] and a more or less interchangeable term for tolerance allocation [98, 99, 103, 104], such as tolerance assignment [76, 88, 105,106,107], tolerance selection [38, 63, 86, 108, 109], tolerance allotment [91, 110,111,112], tolerance distribution [62, 72, 113], tolerance synthesis [89, 90, 114, 115] or tolerance design [6, 93, 110, 116, 117], is used. Since first applications in the 1960s, tolerance-cost optimization has successively evolved and is the preferred approach for (cost-) optimal tolerance allocation today.
2.4.1 Basic idea
Since the type of tolerance-cost optimization and its implementation strongly depends on its objective [18], it can be interpreted in different ways. In most cases, however, it aims to minimize the manufacturing costs Csum (objective) while ensuring the fulfillment of the quality requirements by keeping the lower and/or upper specification limits for the KCs to \(Q_{\min \limits }\) (constraint) [39, 98].
Therefore, the optimizer has to identify an optimal combination of tolerances \( {t}=[t_{i},\dots ,t_{I}]^{\text {T}}\). The design variables ti define the design space which is constrained by the lower \(t_{i,\min \limits }\) and upper boundaries \(t_{i,\max \limits }\) in compliance with the manufacturing process limits. Mathematically spoken, least-cost tolerance-cost optimization corresponds in its most simple way to a single-objective optimization [9, 99]:
For the sake of completeness, it must be mentioned that, besides the popular least-cost tolerance-cost optimization, best-quality tolerance cost-optimization by maximizing the quality \(\hat {Q}(t)\) without exceeding a predefined cost limit \(C_{\max \limits }\) has been reported [118]. Therefore, objective and constraint are reversed leading to an optimization problem of maximize \(\hat {Q}( {t})\) subject to \(C_{\text {sum}}( {t}) \leq C_{\max \limits }\) and \(t_{i,\min \limits } \leq t_{i} \leq t_{i,\max \limits } ~\forall ~i=1,\dots ,I.\).
For both optimization problem formulations, the detailed optimization procedure for solving the tolerance-cost problem is mostly shaped by the chosen optimization algorithm with its individual settings to handle the relevant design variables, objectives and constraints. Nevertheless, the basic workflow for tolerance-cost optimization can generally be represented by Fig. 6.

General workflow of tolerance-cost optimization according to [12]
The optimization process starts with a combination of initial tolerances tinit [12]. The costs for the current tolerance assignment are estimated via a cost analysis based on a tolerance-cost model which links the allocated tolerances and the resulting manufacturing costs [12]. Hence, the relationships between the costs and each tolerance ti are described by a tolerance-cost function Ci(ti) and together they form the tolerance-cost model Csum(t) [9]. In addition to the cost analysis, tolerance analysis using worst-case and statistical approaches intends to analyze the system for the currently allocated tolerances [12]. The results verify whether the resultant product quality \(\hat {Q}( {t})\) meets the requirements and the current tolerance assignment provides a feasible solution [12]. Afterwards, both information of cost and quality are used to evaluate the current solution. Based on this information, a new set of tolerances is selected for the subsequent evaluation in terms of quality and cost by further tolerance and cost analyses [12]. In doing so, the optimization algorithm successively adapts the tolerance values ti in each iteration considering the previous optimization results until a predefined termination criterion is met and the optimal tolerance values topt are identified [12].
In summary, tolerance-cost optimization covers all methods that aim to identify an optimal set of tolerances with focus on cost and quality using optimization techniques. This implies that the cost aspect is covered by at least one objective or one constraint.
3 A comprehensive overview of tolerance-cost optimization
Based on the fundamentals illustrated in Section 2, the subsequent Sections 3.1–3.4 provide a deeper insight into tolerance-cost optimization. In doing so, an extensive literature review was carried out to obtain a comprehensive overview on the complex and interdisciplinary topic. The literature study has shown that tremendous work has already been done in the past leading to a continuous evolution over the years. However, the different perspectives and the inconsistent terminology make it difficult to identify the main aspects and the interrelations of the various publications.
With the aim to structure the different findings and to create a common, fundamental understanding, the gathered information was categorized into four key elements, viz. the optimization problem, tolerance-cost model, technical system model and tolerance analysis model with its respective categories. As a result, Figs. 7 and 8 present a comprehensive mind map illustrating tolerance-cost optimization at a glance and guiding the reader through the sections without losing track.

Holistic overview of tolerance-cost optimization with its key elements and characteristics—part 1

Holistic overview of tolerance-cost optimization with its key elements and characteristics—part 2
This classification additionally intends to assist the tolerance engineer in analyzing and characterizing a given or newly defined optimization problem. For researchers, the mind map serves as a useful basis to position their work in the overall context of tolerance-cost optimization. Thus, it facilitates to identify current research needs and the novelty of their publications since it is easier to find related work and the interrelations between the different categories.
Even though the proposed classification does not claim to be all-embracing, it takes the most relevant aspects of tolerance-cost optimization of mechanical systems into account. Since the linking of the information is essential to understand the interrelations between the different aspects and terms and to obtain a global understanding of the method, the individual elements are consequently described with respect to the other key elements. Relevant sources are referenced at the respective text passages, however, they are limited to a representative selection for reasons of traceability.
3.1 Optimization problem
Optimization generally corresponds to the search of an optimal combination of the design variables X optimizing, i.e. minimizing or maximizing, a given objective function f(X). Equality lj(X) and inequality conditions gj(X) constrain the design space by defining regions of infeasibility (see Fig. 9) [119]:
subject to

Two-dimensional design space of function f(X) = f(x1,x2) constrained by the inequality condition g1(X)
The design space is further limited by upper and lower boundaries of the design variables [119]:
In tolerance-cost optimization it is the most challenging task to adapt the basic formulation of the optimization problem in Eqs. 2–5 to the given tolerance-cost problem. Therefore, the aforementioned aspects have to be interpreted from the perspective of tolerancing.
3.1.1 Objective(s)
The objective serves as the criterion to which the design is optimized and is described by a function of the design variables [119]. In tolerance-cost optimization, the choice of the objective function depends on the users global aim and intent [18].
In general, the total costs caused by the allocated tolerances are in focus of tolerance-cost optimization and are thus forming the objective(s) (see Eq. 1). Hence, the costs can either be expressed by the manufacturing costs, by the quality loss, or by both in context of robust tolerance design. In doing so, the tolerance-cost model serves as the objective function. In quality-driven or best-quality tolerance-cost optimization, the objective function predicts the resultant quality by a suitable quality metric, e.g. the manufacturing yield or the process capability (see Section 3.4.5) using the information of the tolerance analysis model.
The type of the objective function significantly influences the choice of the optimization algorithm and its results (see Fig. 7). Linear objective functions are in general easy to solve, but they are insufficient to describe most of real engineering problems. In tolerance-cost optimization, most objective functions are nonlinear (see Section 3.2.1 or Section 3.2.2). By linearization, the initially nonlinear objectives get easier to compute but the results are less accurate due to approximation errors. Instead of simplifying the functions, it is more expedient to apply and enhance powerful algorithms to identify the global optimum of the objectives.
If multiple objectives are concurrently optimized, multiobjective algorithms are required to identify the best combinations of the different conflicting objectives [119]:
Alternatively, multiple objectives are frequently reduced to a single-objective problem and optimized by one linear, weighted objective function [119]:
3.1.2 Design variables
The main design variables in tolerance-cost optimization are the tolerances t. The tolerances are in general considered uncorrelated, i.e. independent from each other (see Fig. 7). However, there are also approaches to consider the correlations of the tolerances within the optimization, which is especially relevant in the context of selective assembly [7, 120].
The boundaries for the tolerances are defined by the precision limits of the respective manufacturing machines (see Section 3.2.1). Although the limits do mostly not necessarily have to be set, it makes sense to limit the design space to only technically feasible solutions to minimize the computing time [121]. In addition, the nominal dimensions in combined parameter and tolerance design are considered as design variables [109, 122, 123].
Tolerances are mostly considered as continuous design variables. The restriction to a number of fixed tolerances using discrete tolerance-cost functions necessitates to consider the tolerances as discrete variables in the optimization process. If both discrete and continuous design parameters form the design vector, the problem is called a mixed-discrete problem and makes the optimization more challenging [119].
The complexity further increases with the number of design variables since it leads to a more noisy and multi-dimensional solution surface [121]. A previous reduction of the number of variables to the relevant parameters influencing cost and quality is useful to shrink the dimensionality of the design space [124].
3.1.3 Constraints
In general, the tolerance-cost optimization problem is constrained by at least one inequality condition. It primarily depends on the objective of the optimization if the fulfillment of a quality or a cost limit is expressed by a set of constraints (see Eq. 1). The optimization problem is further extended by additional constraints to consider specific aspects, such as machining and process capacities [125, 126] or stock removal allowance [17].
There are different ways to deal with these constraints within the optimization (see Fig. 7). Using a direct approach, the information of a current solution is only used if all conditions are fulfilled without exception, otherwise it is directly discarded [127]. Thus, this approach leads to slow and inefficient procedures [127]. In contrast, the Lagrange multiplier method transform the constrained in an unconstrained optimization problem using optimality conditions, whereas the penalty method extends the objective function by adding further terms that penalize non-compliance with the conditions [127].
While the penalty and direct approach is independent from the type of the constraints, the mathematical formulation of the Lagrange multipliers can be a challenging task to consider the numerous linear and particularly nonlinear constraints (see Fig. 7) [127]. The realization of these closed-form approaches requires advanced computational and mathematical skills [127].
Not least due to their easier implementation [127], the penalty method in combination with stochastic algorithms is often preferred to the usage of Lagrange multipliers for tolerance-cost optimization.
3.1.4 Optimization algorithms
A number of optimization algorithms has evolved over the years and can be classified into deterministic and stochastic algorithms (see Fig. 7) [128]. Traditional optimization algorithms are generally deterministic since they deliver the same results in different optimization runs [128, 129]. Thus, most of these mathematical programming methods are based on the gradients of both objective function and constraints [128].
Numerous researchers proved the suitability of deterministic optimization techniques, e.g. linear programming [50, 72], nonlinear programming [14, 105, 130, 131] or integer-programming [63, 132] to solve most basic tolerance allocation problems [9]. However, they reach their limits when tolerance-cost optimization becomes more complex through:
Sophisticated cost functions [133],
Alternative process selection and stock removal allowance [133, 136, 137],
Process precision limits and non-overlapping cost curves [133, 135] and
Discrete design variables [135].
As a consequence, more powerful, derivative-free algorithms are required that can problem-independently be applied and do not force the user to oversimplify the optimization problem [39, 138, 139]. Therefore, stochastic algorithms are a suitable alternative to explore the whole, severely constrained design space and to reach the global optimum for multidimensional and -modal problems by the means of trial and error [128, 129, 139]
Despite the randomness of the identified solutions in different runs, most researchers nowadays preferably apply but also enhance both single- and multiobjective, stochastic optimization algorithms for optimal tolerance allocation (see Section 4.1).
Besides well-established algorithms, such as simulated annealing (SA) [3, 66, 134], genetic algorithm (GA) [92, 137, 138, 140], (multiobjective) differential evolution [122, 141, 142], non-dominated sorting genetic algorithm II [143,144,145], (multiobjective) particle swarm optimization (PSO) [95, 146,147,148] and ant colony algorithm [123], more uncommon algorithms, such as imperial competitive algorithm [149], self-organizing migration algorithm [150], artificial immune algorithm [151], seeker optimization algorithm [152], bat algorithm [153], artificial bee algorithm [154], cuckoo search [155] or teaching-learning based algorithm [156, 157], are used for tolerance-cost optimization. Moreover, hybrid algorithms, a combination of a stochastic and a deterministic or another stochastic optimization algorithm, are studied to improve the optimization results [158,159,160,161].
In doing so, numerous publications focus on tolerance-cost optimization with the aim to benchmark a newly developed or modified algorithm with other stochastic or deterministic algorithms. Thus, they do not study the different tolerance and cost aspects in detail. However, these studies are often less useful since the results are highly dependent on the algorithm-specific settings which have to be chosen individually. A reasonable choice of one or more termination criteria, such as a maximum number of iterations, total computing time or the achievement of a predefined quality of result, is essential for the identification of the global tolerance-cost optimum (see Fig. 7). Therefore, researchers strive to develop user-friendly algorithms with a small number of required settings to ensure the applicability and reproducibility of the optimization [156, 157].
3.2 Tolerance-cost model
The main benefit of tolerance-cost optimization compared with other allocation methods lies in the usage of quantitative information about the relation of cost and tolerance (see Section 2.3). For this purpose, a tolerance-cost model is needed to represent the relations between cost and tolerance for several processes and process sequences [72] and thus is a key element in tolerance-cost optimization (see Fig. 7).
Driven by the aim to model these relationships as realistically as possible, tolerance-cost models try to include all relevant cost drivers and their contribution to the resulting manufacturing costs as a function of the assigned tolerances [162].
In addition to their direct impact on the internal manufacturing costs, tolerance allocation further influences numerous internal and external costs incurred in the entire product life cycle [3]. Tolerance-cost models thus cover a wide range of different cost aspects (see Fig. 7), such as costs for assembly and tooling [163, 164], inspection [66, 165], scrap [166], rework [167], rejection [167, 168] maintenance and service [169, 170] or ecological and social costs [171,172,173]. Their modelling is however complicated by the fact that many costs are not directly measurable [174, 175]. The identification of the costs caused by intangible quality losses, e.g. by decreasing customers’ satisfaction or loyalty [174], is challenging, especially since quality loss changes over the product lifetime by product degradation [175, 176].
Although the establishment of a practical tolerance-cost model is a tedious and not easy task [14, 177], its efforts are rewarding [43] and seen as a decisive competitive advantage [178] in industrial mass production.
3.2.1 Manufacturing costs
The availability of quality empirical tolerance-cost data is an essential prerequisite for the establishment of a reliable tolerance-cost model [107, 178]. Therefore, most studies in literature are based on approximative data from charts and tables published in a small number of textbooks and publications [179,180,181,182,183]. Not least for reasons of industrial confidentiality, the amount of available manufacturing data is strongly limited which is critically recognized in literature [9, 18]. In any case, the general suitability of the tolerance-cost data is restricted since the information is tailored to the manufacturing of specific features by installed and available machines and tools for the different processes [70, 184]. Consequently, the data must fit to the given case to ensure reliable optimization results [178].
The empirical data serves as a basis to identify the correlation between tolerance and cost [177, 178]. In literature, the terms tolerance-cost (or cost-tolerance) curve, function, relationship or relation are synonymously used for the correlation of the cost Ci and the tolerance ti or δi (see Fig. 10).

Tolerance-cost function for a single process based on [185]
The tolerance-cost curve consists of several constant and variable cost elements. The fix costs, e.g. for material, are constant and independent from the chosen tolerance [185]. Nevertheless, they can be of importance in tolerance-cost optimization when selecting the minimum-cost machine from a number of machine alternatives. The machining costs vary with tolerance since the manufacturing of more accurate parts requires more precise tools or additional manufacturing operations, adjustment of the processing parameters, e.g. lower process rate, or particular care of the manufacturer [167, 185]. Furthermore, tighter tolerances increase the number of parts to be reworked, cause higher inspection costs to ensure their measureability and lead to a higher number of scrap parts and costs [185].
Depending on the data, different types of regression functions are suitable to derive continuous tolerance-cost function with acceptable fitting errors [45, 75, 177]. As a consequence, a number of traditional- and non-traditional, linear and nonlinear functions were presented in literature over the years (see Fig. 7) [9, 178]. The most relevant and frequently used functions in literature [178] can suitably be described by a generalized tolerance-cost function according to [144]:
Thus, a number of linear and non-linear tolerance-cost functions with two up to four parameters can be expressed by the proper determination of the coefficients m,k (see Table 1).
Combinations of these approaches, e.g. the linear and the exponential function
or the reciprocal power and the exponential function
as well as third- and higher-order polynomial functions
are occasionally used to reduce model uncertainty [75].
However, a proper application of analytical functions requires a reasonable selection of the model type and determination of the coefficients with respect to the given data [54, 145, 186]. Motivated to overcome this limitation, advanced approaches based on fuzzy and artificial neural networks [141, 145, 162, 177, 187, 188] have been developed to establish tolerance-cost functions without predefining the form of the curve by choosing a specific function [162].
Nevertheless, analytical functions with less coefficients are often preferred because they are easier to optimize, especially if gradient-based optimization algorithms are applied [75, 178, 188]. Exponential and polynomial functions and more sophisticated models, in contrast, approximate the curves with a higher accuracy [75, 189] but the objective function becomes more complex to be solved by optimization.
Moreover, discrete data is directly used in tolerance-cost optimization to avoid uncertainty from the choice of model type and its coefficients [186]. In addition to manufacturing, discrete tolerance-cost functions are used to address external supply in combination with alternative supplier selection [190, 191] or make-or-buy decisions (see Fig. 11a) [192]. However, besides the great amount of data, optimization algorithms handling discrete variables are required to solve the optimization problem correctly [38].

Tolerance-cost model: a mapping of manufacturing costs using tolerance-cost functions and external supply with discrete tolerance classes, b gaps and overlapping areas
Traditionally, the tolerance-cost function is a function of dimensional and rarely of geometrical tolerances [193]. Alternative approaches substitute the tolerance as an input by the variance [104], process procession [194] or process capability indices [92, 195] to enhance the informative value of the tolerance-cost curves. This enables the consideration of further important aspects from serial production, e.g. discontinuous cost functions with a sharp increase in costs through a 100%-inspection if a specified process capability limit is not fulfilled [13].
However, most of the aforementioned aspects are not rigorously considered if the tolerance-cost models are just a means to an end. Thus, tolerance-cost functions and its parameters are often only arbitrarily chosen in literature, neglecting relevant manufacturing issues [178].
Since a number of tolerances is optimally allocated in tolerance-cost optimization, at least one tolerance-cost function is needed for each individual tolerance ti to define the total tolerance-cost model [64, 101]:
So far, Eq. 12 is valid if only one machine per tolerance ti is available. However, the selection of a cost-optimal machine realized by the most cost-effective machine alternative j is of particular importance in the industrial manufacturing environment (see Fig. 11a) [196, 197]. Mathematically spoken, the tolerance-cost model considering alternative process selection is defined as:
while the selection parameter xij is used to choose a production machine/process to realize the tolerance ti [63, 109]. Achieving a least-cost design, the minimum-cost machine is selected with the aid of a total minimum-cost curve of all machines with respect to their individual process limits\(t_{ij,\min \limits }\) and \(t_{ij,\max \limits }\) [36, 100] or the usage of mixed-discrete optimization techniques [117]. Besides the number of tolerances and available process alternatives, tolerance-cost optimization is further complicated by regions of non-overlapping, non-feasible solutions in the total tolerance-cost model (see Fig. 11b) [17, 99].
For a single-stage process, the design tolerance t corresponds to the process tolerance δ. In reality, multiple manufacturing steps are generally needed to realize the design tolerance ti and the manufacturing costs for the sequence of multi-stage processes are considered by one tolerance-cost curve [50, 198]. Optimizing both design and manufacturing tolerances simultaneously, the tolerance-cost model of Eq. 13 further extends to:
while the machine selection parameter xijk is used to choose the best production machine k for each process j to realize the tolerance δij [17].
3.2.2 Quality loss
Traditionally, it is assumed that as long as deviations from the target value of a KC are within predefined limits, they do not influence the customers’ awareness of quality [16]. In doing so, the quality loss for the customer is neglected since non-optimal products are perceived as products of same quality [16]. Only non-conformance is assumed to be critical and is considered in tolerance-cost optimization in terms of scrap or rework costs (see Fig. 12a). However, Taguchi’s basic idea of quality loss provoke a paradigm shift in the perception of quality. Any deviation from the optimum target value is noticed by the customer as a loss of quality (see Fig. 12b) [32].

Customer’s perception of quality: a equally good quality vs. b loss of quality based on [16]
As a consequence, product quality can only be improved by incorporating the customer into optimal tolerance allocation [16, 32]. As a result, the quality loss has successively been integrated in the framework of tolerance-cost optimization over the years–in literature often discussed under the term of robust tolerance design. Hence, quality loss can most easily be described by a symmetrical, quadratic quality loss function:
to estimate the monetary loss L in dependence of the systems response Y and its target value m [16]. The quality loss coefficient k must be assigned with respect to the given case. However, the identification of suitable quality loss coefficients can be crucial since the quality perception is both customer- and product-specific [16, 32]. Driven by the global aim of a realistic representation of the mostly intangible loss of quality, numerous analytical functions for the symmetrical and asymmetrical nominal-the-best, smaller-the-betterlarger-the-better case have been developed and integrated in least-cost tolerance-cost optimization (see Fig. 7) [33, 34, 53, 170, 175, 176, 199,200,201,202,203,204,205,206,207,208]. The quality loss functions were further adapted to different probability distributions, e.g. to the folded normal [209], trapezoid and triangular [210] or Weibull probability distribution [199] or alternatively expressed by fuzzy modelling [192, 211,212,213].
However, by additionally incorporating the customers’ expectation of quality into the optimization framework, the cost-quality dilemma is further intensified [214] since a balance between the manufacturing costs and quality loss must be struck [32]. Consequently, this leads to the fact that two conflicting objectives are concurrently optimized in least-cost tolerance-cost optimization. Either they are previously weighted and considered in one single-objective function [34, 126, 215] or they are optimized by multiobjective optimization algorithms creating a set of non-dominated solutions (see Section 3.1.1) [143]. Multiple, interrelated KCs thus function as dependent objectives and their correlations have to be considered in optimization [15, 216, 217].
3.3 Technical system model
Since it is the global aim to optimally allocate the tolerances for a newly or (re-)designed product, the representation of the technical system with its individual components is an important issue in the tolerance-cost optimization process (see Fig. 8). In general, any system under variations, which have a significant influence on the system behaviour and have to be limited by suitable tolerances, can be optimized. The size and complexity of the technical systems range from small assemblies with a manageable number of components and tolerances up to whole assemblies with multiple parts and sub-assemblies. Besides the optimization of mechanical systems, products of other disciplines are also in focus, such as electrical networks [76, 84, 88, 116, 218, 219], optical devices [220, 221] or chemical and pharmaceutical processes [222,223,224,225]. Therefore, the relevant key characteristics are often non-geometrical (see Section 3.3.1) and the tolerances are allocated to non-geometrical parameters (see Section 3.3.8). The subsequent discussion is however limited to mechanical systems.
With the aim to analyze the system of interest, it must be represented by a suitable model. By making assumptions, simplifications and neglectibilities the system becomes manageable in tolerance analysis. Therefore, the decision of the right level of detail to model a realistic system behaviour can become a challenging task since it influences the optimization process with respect to computation time and quality of results.
3.3.1 Key characteristics
Although technical systems primarily serve to fulfill a function in use, they must meet a number of different quality requirements. Therefore, the requirements are converted into geometrical requirements and expressed by a set of (functional) key characteristics (F)KC as measures of quality (see Section 2.2) [57].
The geometrical (F)KC, also known as assembly response function [60], is mathematically expressed by a geometrical measure. In addition, the effect of geometrical part deviations can directly be mapped on non-geometrical KCs by a function of tolerances but also of additional variables such as nominal dimensions and non-geometrical parameters (see Section 3.3.8). In the case of the car brake, the angle of the brake disk and the brake pads function as a geometrical key characteristic, while the performance of the system could further be described by the brake potential as a function of the brake angle [189].
The quantification of the KC is generally a complex task [19, 226] since it requires a good product expertise [227] or the correlations of part deviations and the resulting quality are simply not directly known (see Section 3.4) [228]. Hence, it is necessary to derive the KC functions by gathering information from simulations and experiments and transforming them in mathematical functions and surrogate models.
Moreover, it is quite common to further differ between linear and nonlinear KC functions (see Fig. 8). The type has a significant influence on the choice of the tolerance analysis model with its different aspects (see Section 3.4) and the definition of the optimization problem in combination with the selection of a suitable optimization algorithm (see Section 3.1).
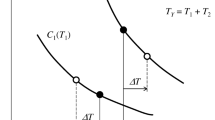
In this context, increasing product complexity leads to the fact that multiple KCs represent the total quality of a product in accordance with the KC-flowdown [57, 229]. Depending on the correlation of the KCs (see Fig. 8), they can either be called simple, since they are independent from each other, or they are interrelated, because they are or connected by mutual elements and can conflict [9, 72, 73, 229]. As exemplarily illustrated in Fig. 13, the gaps between the brake disk and the pads Y1 and Y2 are interrelated by the distance of the brake disk X4:

Car brake system: interrelated key characteristics
Although existing design methods help to create a robust design by de- and uncoupling the KCs [230], they cannot completely be eliminated [229] and have to be considered in tolerance-cost optimization. As a consequence, the number of KCs and their correlation mainly influence the optimization problem and its solution procedure, especially the handling of multiple constraints in terms of establishing non-iterative, closed-form solutions by Lagrange multipliers [15, 65, 99, 231,232,233,234] and their proper consideration in tolerance evaluation and scrap rate estimation [235]. Over the years, various publications addressed the integration of multiple FKCs in the framework of tolerance-cost optimization, e.g. [15, 65, 99, 231,232,233,234,235,236,237,238].
3.3.2 Dimensionality
In order to model the technical system, the dimensionality of the system is decisive for a realistic tolerance analysis (see Fig. 8) [39]. If the KC can be described by a linear tolerance chain to consider only dimensional tolerances, it is sufficient to reduce the problem to a 1D-problem. The tolerance analysis of nonlinear KCs and geometrical tolerances often require a geometrical 2D- or even 3D-model [39, 239]. As a consequence, the dimensionality influences the tolerance analysis approach with its mathematical model (see Section 3.4.3) and the optimization process. However, it always depends on the effects to be considered and the dimensionality that has to be chosen as a compromise of model accuracy and computational effort.
3.3.3 Assembly type
In mechanical engineering, the development of a technical system generally corresponds to the process of designing an assembly consisting of various parts contributing to the overall system functionality. With respect to how the parts are assembled, systems can be classified into two different types [229]. The assembly process of a Type-1-assembly is typically part-driven since the system is exact constraint by the pre-fabricated mates positioning the different parts with respect to the others [229]. Focusing on the car brake from Fig. 1, the disk is put on the wheel hub which locates the disk by its mates [229]. In contrast, the assembly of a Type-2-assembly, e.g. a car door, requires fixtures for firstly defining the positions of the individual parts with the help of locators by temporarily locking the open degrees of freedom [229]. Secondly, the positions of the parts are fixed by joining the parts together by a joining operation such as welding, riveting or clinching [229].
As a consequence, the KC deviation of an Type-1-assembly is a direct result of the individual part deviations, whereas the total assembly process with its multiple, additional deviations mainly contributes to the overall deviation of the KC of a Type-2-assembly [229]. Several multi-station assembly steps with different manufacturing processes are required for the process-driven assembly of even small systems. Thus, the in-process deviations flow like a stream of variations over the different assembly stations [240]. Hence, tolerance-cost optimization of Type-2-assemblies is strongly related to the optimal selection of process parameters, optimal fixture layout design and the optimization of assembly and joining sequences for the realization of over-constrained systems of numerous compliant parts [18, 144, 164, 169, 241,242,243,244].
Accordingly, the focus of tolerance-cost optimization literature strongly depends on the assembly type of interest (see Fig. 8). Thus, an initial classification of the type is helpful to identify the scope and to make clear which aspects are most relevant.
3.3.4 Structural behaviour
In general, technical systems are often assumed to be rigid in tolerancing. Even if the compliance influences the KCs, which is especially relevant for Type-2-assemblies consisting of multiple, compliant sheet parts (see Section 3.3.3), this fact is often neglected in tolerance-cost optimization. Although several authors strive to integrate compliance in tolerance-cost optimization, especially in context of process-oriented tolerance-optimization [241, 244,245,246,247], mostly just simple cases are considered whose structural behaviour is approximated by simple analytical equation. If the system gets more complex, the use of finite element simulation in combination with meta modelling methods is favoured, primarily for reasons of computing time [246, 248,249,250]. Thereby, non-geometrical influence parameters play an important role and the tolerance expert has to identify, if their variations influence the compliance and thus the functionality of the system or if they can be assumed to be constant (see Section 3.3.8) [250].
3.3.5 Statical determinacy
The basic principle of a clear and robust design is to create an isostatic, exact constraint system ensuring a robust and predictable product functionality. Thus, each degree of freedom should exactly be constrained once [251]. Structured procedures based on screw theory [229] or so-called Schlussartenmatrizen [252] prevent the designer to mistakenly break this basic rule [229] prior to the parameter and tolerance design.
In reality, there are different reasons to consciously deviate from an exact constraint design. With the primary goal to increase system rigidity parts are often redundantly constrained several times by multiple fixing thus leading to over-constrained or also called hyperstatic systems [229, 253]. Thus, thermal or mechanical influences lead to stress and non-negligible part deformations significantly influencing the KCs [229]. As a consequence, additional information of finite element analysis is needed for the prediction of the geometrical part variations [229].

Car brake system: time-variant KC for a system in motion
Besides, gaps between parts are purposefully added for function or used as clearances to ensure assemblability [229, 254]. In doing so, the system becomes under-constrained since some degrees of freedom are left open and thus the positions and orientations of individual parts in an assembly are not exactly defined [229]. Additional information is thus needed to compensate the uncertainty of part positions and to make the problem evaluable in tolerance analysis. Therefore, the unknown part locations can either be modelled probabilistic or deterministic by considering forces from assembly or gravity or identifying worst-case positions with the aid of additional optimization approaches [254,255,256,257,258,259].
Studies on tolerance analysis of statically indeterminate assemblies are gaining more importance in the last years, whereas their findings are just rarely transferred to tolerance-cost optimization [260] and mostly neglected. The fact that the status of constraintness can change under variation and over time [229] further complicates the analysis and optimization of these systems.
3.3.6 Mobility of systems
Besides static systems, systems in motion have arisen the interest of various research activities (see Fig. 8) [98, 118, 122, 234, 261,262,263,264,265]. If the total movement behaviour or parts of a defined motion of a kinematic system are relevant for its functionality, such as for the accuracy of motion over a period of time [98], the KCs are optimized as function of time for a whole motion with respect to a discrete time step i (see Section 3.3.7). Thus, the KCs are analyzed for each time step i and the time-variant results are evaluated according to a predefined quality criterion (see Section 3.4.5) within each optimization step (see Fig. 6) [98, 234]. However, depending on the type of the KCs and the system behaviour, the analysis can often be reduced to one discrete point in time. If selected positions of a time-dependent system are of interest, e.g. the initial or the final position of a mechanism, it is sufficient to only consider these points in time in the tolerance analysis to reduce the computation time. Moreover, dynamic aspects such as inertia can be considered by coupling tolerance-cost optimization with multi-body simulations to describe the dynamic system behaviour under motion [122, 266].
3.3.7 Time dependency
If the status of system changes over time, the time-variant KCs are described by a function of time τ and are solved for a number of time steps I to ensure the quality fulfillment for a predefined time period [98, 118]:
As exemplarily shown in Fig. 14, the angle γ between the brake disk and the brake pads influencing the clining pressure of the brake disk is analyzed for a whole rotation to consider the radial run-out and wobbling of the disk discretized by I time steps.
However, the I-times evaluation of the KCs in each optimization results in long computation times, especially for the application of sampling-based tolerance analysis and stochastic optimization algorithms (see Sections 3.1.4 and 3.4.4). Thus, the identification of the critical points in time are decisive for the evaluation of the quality of the product. Besides systems in motion (see Section 3.3.6), the consideration of short-time and long-time variant effects, such as wear or part deformations by varying loads, require a time-variant description of the KCs to cover the entire lifetime of a product [98].
3.3.8 Influences
In addition to the nominal geometrical parameters and its tolerances, non-geometrical internal and external influences on the KCs can also be in focus (see Fig. 8), such as temperature, forces, torques, gravity, loads or material properties, e.g. density, modulus of elasticity or thermal expansion coefficient [5, 98, 267,268,269,270]. Thus, it is a critical task to asses which influence parameters are relevant and have to be considered within the tolerance-cost optimization and to what extent. However, it is always case-specific and depends on the type of technical system and its purpose of use. In the case of the car brake system, the material properties for example strongly influences the braking performance in addition to the geometry.
In doing so, these parameters can be considered as constant or variable to be additionally optimized, also under the presence of uncertainty in context of robust tolerance design [98, 268]. Thereby, their effects on the KCs are either described by elementary analytical equations, e.g. the linear thermal expansion law, or derived from the results of experiments and simulations, which are often indirectly integrated in the KCs by surrogate models to reduce the computational effort [98, 267, 271, 272].
3.4 Tolerance analysis model
Tolerance analysis plays an important role in tolerance-cost optimization since it is used to analyze the technical system under variation (see Section 3.3) and to check the fulfillment of the requirements defined by the KCs (see Section 3.3.1). Thus, the efficiency and the results of the optimization strongly depend on the tolerance analysis model with its subsequently discussed aspects (see Fig. 8) [273].
3.4.1 Tolerance specification
As shown in Fig. 4, tolerance-cost optimization is based on a predefined tolerance specification [58]. Therefore, structured procedures as well as software tools assist the designer in the correct specification of dimensional and geometrical tolerances according to the current standards of ISO and ASME [58, 274,275,276]. Even if tolerance specification and analysis frequently address both geometrical and dimensional tolerances (GD&Ts), tolerance-cost optimization is mostly limited to dimensional tolerances (see Section 4.1).
3.4.2 Concurrent tolerance design
The general objective of optimal tolerance allocation differs from its application in design or manufacturing (see Section 2.1). The designer allocates design tolerances to the final part geometry features ensuring product functionality, whereas the manufacturer deals with the issue how to realize the defined design tolerances in manufacturing [4, 46]. Accordingly, each design tolerance has to be transformed in a set of manufacturing tolerances for a sequence of process operations [277]. In doing so, tolerances are sequentially defined for a different reason, for product functionality or for manufacturability [17].
In context of concurrent tolerance-cost optimization, both disciplines are combined and the design tolerance is considered as a sum of individual machine tolerances under the consideration of a sufficient stock removal allowance [17].
In doing so, the basic idea of tolerance balancing is integrated in the tolerance-cost optimization framework and manufacturing tolerances are optimally allocated with respect to product functionality [3].
Besides, the optimization of tolerance values for non-geometrical parameters, e.g. for temperature or loads, is addressed in robust tolerance design (see Section 3.3.8) [277].
3.4.3 Mathematical model
The representation of the individual part deviations within their limiting tolerance ranges is a key element in tolerancing since it serves as a basis to predict their influence on the KCs [226, 278]. In general, tolerance-cost optimization is not restricted to a specific mathematical model (see Fig. 8). However, it influences the tolerance analysis procedure and thus indirectly the optimization process in terms of its results and computing times. As a consequence, the tolerance expert should thoroughly choose the mathematical model with respect to the given technical system model and reasonable assumptions.
In most cases, vector loops with comparatively low computing times are sufficient for the optimization of simple, rigid assemblies with few components and dimensional tolerances. If commercial CAT-software is integrated in the optimization framework (see Section 3.4.4), the representation of the geometrical deviations are mostly represented by variational models based on the nominal CAD-model geometry [78, 198, 279, 280]. Besides, the application of polytopes [281] and torsor models [282,283,284] can occasionally be found in literature.
3.4.4 Tolerance evaluation
Tailored to the specific academic and industrial needs, a variety of worst-case and statistical approaches for tolerance evaluation have been developed over the years [60, 226, 285] (see Fig. 8). Especially in the early years of tolerance-cost optimization, worst-case approaches were quite popular to ensure a 100%-fit of the specification limits [96, 101, 102, 105]. Despite their unrealistic claim of a full acceptance [64, 71], they are still used since most designers are familiar with the easily applicable approach [60, 82]. Since the computational effort is similar to the most statistical methods but lead to tighter tolerances and consequently to higher manufacturing costs, they are increasingly losing importance. Rather, they are sensibly used for an initial estimation today [82].
Statistical approaches mitigate this unrealistic claim of a worst-case scenario by accepting a small percentage of non-conformance [286]. In doing so, the probability of each part deviation within their associated tolerances are considered in tolerance analysis [71, 286]. A number of statistical approaches were established for tolerancing and are frequently applied in tolerance-cost optimization, e.g. the root sum square method [32, 99, 137, 287], different variants of estimated mean shift methods [142, 207, 288, 289] and the Hasofer Lind reliability index [38, 85] (see Fig. 8).
Especially in times when deterministic optimization techniques were preferred, numerous authors studied the handling of the constraints by Lagrange multipliers with respect to the different approaches for tolerance analysis [45, 64, 101, 131, 234]. However, in most modern articles, the decision for a specific method is not made consciously but rather randomly in context of tolerance-cost optimization. Their integration in tolerance-cost optimization became scientifically less interesting with the emergence of stochastic optimization algorithms.
Besides, the usage of sampling techniques for statistical tolerance analysis is quite popular, especially in industry. Since they do not need to linearize KC functions and can consider any distribution [285], they are problem-independently applicable [290] and reflect a more realistic interpretation of part manufacturing and assembly [18, 194]. Driven by these benefits, sampling-based tolerance analysis software has successively been developed and was consequently integrated in the optimization framework, e.g. Sigmund®; [291] eMTolMate®; [279], RD&T [173, 292,293,294], VisVSA®; [30, 78] and 3DCS®; [249, 295, 296]. However, the principle of randomness leads to a noisy, non-deterministic system response which complicates the application of gradient-based optimization algorithms [297,298,299]. More sophisticated approaches are required to estimate the gradient information [131, 273, 297, 298, 300]. Therefore, stochastic optimization algorithms are preferably applied to overcome this problem since they do not need any gradient information and can properly handle the stochastic inputs (see Section 3.1.4). In this context, the Monte Carlo sampling, e.g. applied in [78, 118, 235, 260, 301] is frequently chosen for tolerance-cost optimization while alternatives, e.g. the Latin hypercube sampling [12, 302] or the Hammersley sequence sampling [222], are just rarely addressed. Thereby, the increasing computer powers enable the handling of huge sample sizes n which are necessary to get a reliable prediction of the probabilistic system response [12]. As a consequence, the function for each KC must be evaluated n-times in every iteration (see Fig. 6). Consequently, the usage of the computationally intensive sampling techniques with suitable large sampling sizes in combination with stochastic optimization algorithms require comparatively large time effort for the optimization approach [62, 70, 106]. Thus, optimization with increasing sample sizes over the optimization progress reduces the computational effort while achieving reliable results [155, 260].

Conformance and non-conformance defined by the upper and lower specification limits
3.4.5 Quality metric
After the application of an tolerance evaluation technique, its results are assessed by a suitable quality metric to check if the assigned tolerances can fulfill the predefined quality requirements (see Fig. 8). The choice of quality metric depends on the chosen evaluation technique in combination with the definition of quality [12].
Using sampling techniques, the system response Y is calculated for all individual samples. As exemplarily shown in Fig. 15, the resultant probability distribution serves as the basis to determine the yield as the number of samples, which are in the acceptance range between the lower and upper specification limits LSL and USL [12]. Thus, the yield is decreased by the non-conform samples failing the specification limits [12]. The non-conformance ratez is thus expressed in parts-per-million in accordance with the philosophy of Six Sigma [303].
Even if the terms non-conformance rate [144, 260], scrap rate [12, 98], defect rate [304, 305] or rejection rate [88, 94] are not exactly synonymous, they are often used simultaneously in this context to define the percentage of samples which do not lie within the specification limits. The yield is calculated by the integral over the probability distribution ϱ. Subsequently, the non-conformance rate \(\hat {z}\) is compared with the specified, maximum conformance rate \(z_{\max \limits }\) and functions as a constraint in least-cost tolerance-cost optimization [12, 118]:
If the distribution type ϱ is known, the cumulative frequency distribution can be used to calculate or rather predict the resultant (non-)conformance rate \(\hat {z}\) [12]. Otherwise, distribution-independent estimation procedures are required [12]. Thus, the choice of a suitable estimation technique in combination with the sample size is decisive to avoid over- as well as underestimations of the (non-)conformance rate since they cause the allocation of either unnecessary tight or unacceptable wide tolerances [12].
In contrast to sampling techniques, convolution-based approaches are tailored to an idealized distribution of the resultant KC. The root sum square equation, for instance, assumes that the KC corresponds to a centred standard normal distribution. Thus, it determines the tolerance range TRSS for a 99,73% yield (\(\widehat {=} \pm 3 \sigma \)) [285, 303]. In doing so, the conformance rate is indirectly checked by comparing the evaluated tolerance range TRSS with the specified acceptable assembly toleranceTRSS, max = USL −LSL [285]:
In accordance with statistical process control for series production, capability indices are also used to measure the quality fulfillment [195, 269, 279]. In context of robust tolerance design, the variance serves as a measure for the sensitivity of the system [80, 306].
3.5 Computer-aided systems for tolerance-cost optimization
Besides the development of the method, several authors concentrated on the integration of tolerance-cost optimization in the virtual product development environment using the functionalities of CAD-systems for product geometry representation and extending their functional scope [113, 283, 307,308,309,310]. In comparison with CAT-software for tolerance analysis, the integration of additional optimization modules and information basis of manufacturing knowledge are essential to assist the designer in the (semi-)automatic process of tolerance-cost optimization [46, 134, 197, 308, 311,312,313,314]. Hence, specific expert systems were developed for optimal tolerance allocation with the aim to cope with the complexity and to provide applicable, efficient and user-friendly software tools avoiding simulation code to be written [46, 76, 134, 197, 313, 315]. However, commercial stand-alone software programs for tolerance-cost optimization are not established yet. In most cases, suitable CAT-software modules are combined with optimization tools (see Section 3.4.4).

Tolerance-cost optimization through the ages: number of publications focusing on tolerance-cost optimization from 1970 to 2019
4 Tolerance-cost optimization through the ages
Already in the early years of tolerancing, the impact of tolerances on quality and cost was addressed by optimal tolerance allocation. Traditional approaches were gradually substituted by optimization-based methods from the middle of the twentieth century up to modern days. Thus, the interest in tolerance-cost optimization has steadily grown and is reflected in the number of current research activities (see Fig. 16). A review on more than fifty years of research in the field of tolerance-cost optimization is presented in the following and serves as a basis to identify current drawbacks and future trends.

Tolerance-cost optimization through the ages: a historical review on distinctive aspects from 1970 to 2019: a applied optimization algorithms, b consideration of manufacturing tolerances, c incorporation of quality loss, d dimensionality of studied systems, e type of tolerances, f applied tolerance evaluation methods
4.1 Historical development
Driven by the efforts and findings of numerous research activities, the method has constantly evolved over the years. While at the beginning, its fundamentals were studied, current research activities can make use of them and focus on specific partial aspects of the key elements (see Section 3). As a consequence, the tolerance-cost models are further enhanced, the technical system can be modelled and analyzed in a more realistic way and the optimization procedures are improved in terms of efficiency, accuracy and applicability. With the aim to represent the change and development through the ages, 290 publications were studied and analyzed with respect to the key elements of Figs. 7 and 8. Therefore, the subsequent discussion focuses on a selection of the most relevant categories and their change over the years which is illustrated in Fig. 17. A detailed list of the considered publications can be found in the Appendix in Table 2. The assigned keywords emphasizes the main focus of the individual contributions.
Optimization algorithms
In early years, the existing optimization techniques forced to oversimplify the optimization problems. Until the end of the twentieth century, mainly deterministic optimization algorithms were used. Mostly they are just valid to a very limited extent since their application require in-depth knowledge of programming and optimization and they neglect important aspects (see Fig. 17a). However, this situation changed with the integration of stochastic optimization algorithms in product development aiming to solve the engineering problems in a more realistic way. Due to their strengths, first successful applications of stochastic optimization techniques in the context of tolerance-cost optimization were not long in coming after their initial introductions, e.g of SA in 1983 [316], GA in 1989 [317] or PSO in 1995 [318] (see Fig 17a). Since then, these methods have become more and more popular and are frequently used to solve the different multi-constrained, single- and multiobjective optimization problems with continuous but also discrete variables (see Fig. 7). The rapid development of computer technology has made a significant contribution to this change [12, 233, 319]. While the limited computer performance severely restricted the applicability of optimization algorithms in the beginning, today’s computer technology enables the solving of complex, computing-intensive tolerance-cost optimization problems [53].
Concurrent tolerance design
Fostered by the increasing technical possibilities, the method itself has further been improved with respect to the cost and tolerance analysis model. The traditional separation of the individual divisions has changed to a concurrent perception of product development (see Section 2.1). Thus, the increasing merge of manufacturing and design is reflected by the rising concurrent allocation of design and manufacturing tolerances (see Fig. 8). Although the solely consideration of design tolerances still predominates the optimal tolerance allocation, an increasing link of both disciplines in tolerance-cost optimization can be recognized (see Fig. 17b).
Quality Loss
Focusing on the tolerance-cost model, it can be seen that Taguchi’s idea of quality was already recognized in the early 90s and integrated into tolerance-cost optimization (see Fig. 7). The loss of quality significantly shaped the subsequent research activities and is considered additionally to the manufacturing costs in context of robust tolerance design (see Fig. 17c).
Technical system and tolerance analysis model
Although most problems in engineering are 3D problems, they are mostly reduced to 1D or 2D. Thus, the geometrical KCs are mostly described by linear and simple nonlinear KCs to reduce the complexity of tolerance analysis and thus the computational effort (see Fig. 17d). In comparison with tolerance analysis, optimal tolerance allocation is mainly based on dimensional tolerances [39]. Geometrical tolerances are just rarely allocated and current standards are often neglected (see Fig. 17e). The strengths of statistical tolerancing have already been recognized at the beginnings and have mostly been applied over the years (see Fig. 17f). Worst-case approaches are usually only used if other aspects are mainly in focus and the aspects of tolerance analysis are moved to the background. However, simplified statistical approaches, especially the root sum square approach, are preferred to sampling techniques due to shorter computing times (see Fig. 8).
4.2 Current drawbacks and future research needs
Since its first ideas in the middle of the twentieth century, tolerance-cost optimization tremendously evolved to a powerful instrument for optimal tolerance allocation. Nevertheless, several problems are still unsolved and currently an obstacle for its consistent industrial implementation.
Sophisticated tolerance analysis models
While industry struggles with high system complexity mostly driven by increasing digitalization and mechatronization, most studies focus on relatively simple applications under more but rather less realistic simplifications and assumptions (see Section 4.1). To ensure the applicability of tolerance-cost optimization to industrial problems, the tolerance analysis model must consequently be tailored to the present and future needs of industry. This will require a further expansion of the methods to consider the various effects on non-geometrical KCs with focus on (robust) tolerance design. Hence, the convenient assumption that problems can easily be reduced to 1D or at least 2D, is often too optimistic and unrealistic. Rather, tolerance-cost optimization must be enhanced to efficiently consider 3D effects. Therefore, the obsolete idea of a tolerance specification only based on dimensional tolerances must continuously be discarded. New approaches and strategies are essential to properly consider GD&Ts in alignment with current standards in tolerance-cost optimization. This consequently implies the development of mathematical models to efficiently and properly represent geometrical part deviations. However, especially when sampling techniques are used in combination with stochastic optimization algorithms, current approaches reach the limit of a reasonable computing time, especially for the optimization of time-variant and over- and under-constrained systems. The development of efficient optimization algorithms and procedures will thus become even more important in future to cope with the compellingly increasing complexity of tolerance analysis models.
Availability of tolerance-cost data
However, all these efforts to improve the tolerance analysis model are in vain if the tolerance-cost data and thus the objective function are too imprecise [88]. Since it beginnings, the lack of suitable and accurate tolerance-cost information has been criticized in literature over and over [9, 18, 81, 88, 97, 177, 178, 320]. However, little progress has been made over the years and reliable, up-to-date tolerance-cost data is still missing [178]. As a consequence, tolerance-cost optimization cannot thoroughly address new manufacturing technologies, e.g. additive manufacturing or the manufacturing of fibre-reinforced plastic parts, since reliable tolerance-cost data has not been published yet. While academic literature mostly deals with randomly chosen or obsolete tolerance-cost data, it is not really known whether and to what extent tolerance-cost data is available in industry and used for tolerance-cost optimization [9, 18]. Despite the well-known benefits of tolerance-cost optimization, the huge effort to gather, to process and to provide appropriate data in sufficient quantities often prevents industry from its application. Information from manufacturing and measurement must consequently flow back to tolerance design to provide up-to-date data taking advantage of the increasing digitalization of product development [321]. Therefore, suitable strategies and methods for the automatic acquisition and conversion of information from measurement and manufacturing into tolerance-cost models have to be developed. In addition, currently missing information from manufacturing, assembly and measurement must also be integrated in the total framework of tolerance-cost optimization. Even though design and manufacturing are more closely linked by concurrent tolerance design today (see Fig. 17b), a further shift from a mere product-related to a process-oriented tolerance allocation is necessary [18].
Applicability
Last but not least, the initially discussed complexity of tolerance-cost optimization often dissuades from using it. Therefore, countermeasures, e.g. in the form of expert systems or the development of more easy-applicable optimization algorithms, are important and have to further be investigated to ensure and improve its usability of the steadily enhanced method. In addition, a comprehensible presentation of tolerance-cost optimization in literature is essential to make the method more accessible and transparent for practitioners and researchers.
5 Conclusion
Tolerance-cost optimization has been studied for over half a century. In comparison with tolerance analysis, it is more sophisticated and complex since it requires knowledge in optimization, tolerancing, manufacturing, cost modelling and programming. Although its strengths and benefits are well known in research and industry, its potential remains mostly unused since the method with its different, interrelated aspects is often not correctly and fully understood.
With the aim to overcome this drawback, this review article gave a holistic overview of tolerance-cost optimization. The first part of this article illustrated the fundamental idea of tolerance-cost optimization step-by-step and thus is particularly suitable for inexperienced readers. In the second part, a comprehensive mind map covering all relevant aspects of tolerance-cost optimization was presented and discussed in detail. A retrospect on the last fifty years of research studying 290 publications with focus on tolerance-cost optimization illustrated its historical development and served as a basis to identify the current drawbacks and future research needs.
References
Srinivasan V (2007) Computational metrology for the design and manufacture of product geometry: a classification and synthesis. J Comput Inf Sci Eng 7(1):3–9. https://doi.org/10.1115/1.2424246
Wartzack S, Meerkamm H, Stockinger A, Stoll T, Stuppy J, Voß R, Walter M, Wittmann S (2011) Lifecycle-oriented tolerance simulation. Konstruktion 2011(6):63—67 + 74
Zhang C, Wang H P B (1993) Integrated tolerance optimisation with simulated annealing. Int J Adv Manuf Technol 8(3):167–174. https://doi.org/10.1007/BF01749907
Sfantsikopoulos M M (1990) A cost-tolerance analytical approach for design and manufacturing. Int J Adv Manuf Technol 5(2):126–134. https://doi.org/10.1007/BF02601602
Dong Z (1997) Tolerance synthesis by manufacturing cost modeling and design optimization. In: Zhang H C (ed) Advanced tolerancing techniques. Wiley-Interscience, New York, pp 233–260
Haq A N, Sivakumar K, Saravanan R, Muthiah V (2005) Tolerance design optimization of machine elements using genetic algorithm. Int J Adv Manuf Technol 25(3-4):385–391. https://doi.org/10.1007/s00170-003-1855-z
Chen M S (1996) Optimising tolerance allocation for mechanical components correlated by selective assembly. Int J Adv Manuf Technol 12(5):349–355. https://doi.org/10.1007/BF01179810
Patel AM (1980) Computer-aided assignment of manufacturing tolerances. In: DAC ’80 Proceedings of the 17th Design Automation Conference, pp 129–133. https://doi.org/10.1145/800139.804521
Singh P K, Jain P K, Jain S C (2009) Important issues in tolerance design of mechanical assemblies. Part 2: Tolerance synthesis. Proc Inst Mech Eng Part B J Eng Manuf 223(10):1249–1287. https://doi.org/10.1243/09544054JEM1304B
Chou CY, Chang CL (2000) Bivariate tolerance design for lock wheels by considering quality loss. Qual Reliab Eng Int 16(2):129–138. https://doi.org/10.1002/(SICI)1099-1638(200003/04)16:2>129::AID-QRE310<3.0.CO;2-J
Schmitt R, Behrens C (2007) A statistical method for analyses of cost- and risk- optimal tolerance allocations based on assured input data. In: Weckenmann A (ed) Book of abstracts - 10th CIRP conference on computer aided tolerancing, specification and verification for assemblies. Shaker Verlag GmbH , Aachen
Hallmann M, Schleich B, Heling B, Aschenbrenner A, Wartzack S (2018) Comparison of different methods for scrap rate estimation in sampling-based tolerance-cost-optimization. Procedia CIRP 75:51–56. https://doi.org/10.1016/j.procir.2018.01.005
Brückner K, Storch M, Hallmann M, Heling B, Schleich B, Wartzack S (2019) A novel approach to the identification of tolerance-cost-relationships in serial production. Konstruktion 11-12:84–90
Zhang G (1996) Simultaneous tolerancing for design and manufacturing. Int J Prod Res 34(12):3361–3382. https://doi.org/10.1080/00207549608905095
Peng H P, Jiang X Q, Liu X J (2008) Concurrent optimal allocation of design and process tolerances for mechanical assemblies with interrelated dimension chains. Int J Prod Res 46(24):6963–6979. https://doi.org/10.1080/00207540701427037
Creveling C M (1997) Tolerance design: a handbook for developing optimal specifications. Prentice Hall, New Jersey
Zhang C, Wang H P, Li J K (1992) Simultaneous optimization of design and manufacturing – tolerances with process (machine) selection. CIRP Ann - Manuf Technol 41(1):569–572. https://doi.org/10.1016/S0007-8506(07)61270-0
Karmakar S, Maiti J (2012) A review on dimensional tolerance synthesis: paradigm shift from product to process. Assem Autom 32(4):373–388. https://doi.org/10.1108/01445151211262438
Roy U, Liu C, Woo T (1991) Review of dimensioning and tolerancing: representation and processing. Comput Des 23(7):466–483. https://doi.org/10.1016/0010-4485(91)90045-X
Purohit K, Sharma C S (1999) Recent developments in tolerancing techniques. Def Sci J 49(4):291–298. https://doi.org/10.14429/dsj.49.3841
Sampath Kumar R, Soundararajan V, Alagumurthi N (2011) Review of Tolerance Analysis, Allocation and Constraints in Manufacturing. J Manuf Sci Prod 10(1):1–16. https://doi.org/10.1515/ijmsp.2009.10.1.1
Hallmann M, Goetz S, Schleich B (2019) Mapping of GD&t information and PMI between 3D product models in the STEP and STL format. CAD Comput Aided Des 115:293–306. https://doi.org/10.1016/j.cad.2019.06.006
Ulrich K T, Eppinger S D (2011) Product design and development. McGraw-Hill, New York
Kackar R N (1985) Off-Line Quality control, parameter design, and the Taguchi method. J Qual Technol 17 (4):176–188. https://doi.org/10.1080/00224065.1985.11978964
Taguchi G, Chowdhury S, Wu Y (2005) Taguchi’s quality engineering handbook. Wiley, New Jersey
Goetz S, Hartung J, Schleich B, Wartzack S (2019) Robustness evaluation of product concepts based on function structures. Proc Des Soc Int Conf Eng Des 1(1):3521–3530. https://doi.org/10.1017/dsi.2019.359
Eifler T, Ebro M, Howard TJ (2013) A classification of the industrial relevance of robust design methods. In: International Conference on Engineering Design, ICED13, Seoul, pp 427– 436
Tsui K L (1992) An overview of Taguchi method and newly developed statistical methods for robust design. IIE 24(5):44–57. https://doi.org/10.1080/07408179208964244
Kusiak A, Feng C X (1996) Robust tolerance design for quality. J Eng Ind 118(1):166–169. https://doi.org/10.1115/1.2803639
Jeang A (2001) Computer-aided tolerance synthesis with statistical method and optimization techniques. Qual Reliab Eng Int 17(2):131–139. https://doi.org/10.1002/qre.387
Hu J, Peng Y (2007) Tolerance modelling and robust design for concurrent engineering. Proc Inst Mech Eng Part C J Mech Eng Sci 221(4):455–465. https://doi.org/10.1243/0954406JMES438
Sȯderberg R (1993) Tolerance allocation considering customer and manufacturer objectives. In: Gilmore B J (ed) Advances in design automation, vol 65-2. ASME, Albuquerque, pp 149– 157
Jeang A (1994) Tolerance design: choosing optimal tolerance specifications in the design of machined parts. Qual Reliab Eng Int 10(1):27–35. https://doi.org/10.1002/qre.4680100107
Cheng BW, Maghsoodloo S (1995) Optimization of mechanical assembly tolerances by incorporating Taguchi’s quality loss function. J Manuf Syst 14(4):264–276. https://doi.org/10.1016/0278-6125(95)98879-B
Weill R (1988) Integrating dimensioning and tolerancing in computer-aided process planning. Robot Comput Integr Manuf 4(1-2):41–48. https://doi.org/10.1016/0736-5845(88)90058-0
Cagan J, Kurfess TR (1991) Optimal design for tolerance and manufacturing allocation. https://doi.org/10.1184/R1/6490064.v1
Dong Z, Wang GG (1998) Integrated concurrent design of tolerance using empirical manufacturing cost models, pp 1–18
Lee W J, Woo T C (1989) Optimum selection of discrete tolerances. J Mech Transm Autom Des 111 (2):243–251. https://doi.org/10.1115/1.3258990
Hong Y S, Chang T C (2002) A comprehensive review of tolerancing research. Int J Prod Res 40 (11):2425–2459. https://doi.org/10.1080/00207540210128242
Irani S A, Mittal R O, Lehtihet E A (1989) Tolerance chart optimization. Int J Prod Res 27(9):1531–1552. https://doi.org/10.1080/00207548908942638
Whybrew K, Britton G A, Robinson D F, Sermsutianuwat Y (1990) A graph-theoretic approach to tolerance charting. Int J Adv Manuf Technol 5(2):175–183. https://doi.org/10.1007/BF02601605
Wade O R (1967) Tolerance control in design and manufacturing. Industrial Press Inc, New York
Bryan N K A, Michael S M S (1996) Tolerance synthesis adopting a nonlinear programming approach. Int J Adv Manuf Technol 11(6):387–393. https://doi.org/10.1007/BF01178964
Ngoi B K A (1992) Applying linear programming to tolerance chart balancing. Int J Adv Manuf Technol 7 (4):187–192. https://doi.org/10.1007/BF02601622
Wu Z, ElMaraghy W H, ElMaraghy H A (1988) Evaluation of Cost-Tolerance algorithms for design tolerance analysis and synthesis. Manuf Rev ASME 1(3):168–179
Dong Z, Wang GG (1990) Automated tolerance optimization using feature-driven, production operation-based cost models
Ahluwalia R S, Karolin A V (1984) CATC–a computer aided tolerance control system. J Manuf Syst 3 (2):153–160. https://doi.org/10.1016/0278-6125(84)90006-2
Ngoi B K, Fang S L (1994) Computer-aided tolerance charting. Int J Prod Res 32(8):1939–1954. https://doi.org/10.1080/00207549408957051
Li W, Bai G, Zhang C, Wang B (2000) Optimization of machining datum selection and machining tolerance allocation with genetic algorithms. Int J Prod Res 38(6):1407–1424. https://doi.org/10.1080/002075400188924
Ngoi B K A, Teck O C (1997) A tolerancing optimisation method for product design. Int J Adv Manuf Technol 13(4):290–299. https://doi.org/10.1007/BF01179611
Huang M, Zhong Y (2008) Dimensional and geometrical tolerance balancing in concurrent design. Int J Adv Manuf Technol 35(7-8):723–735. https://doi.org/10.1007/s00170-006-0749-2
Geetha K, Ravindran D, Siva Kumar M, Islam MN (2015) Concurrent tolerance allocation and scheduling for complex assemblies. Robot Comput Integr Manuf 35:84–95. https://doi.org/10.1016/j.rcim.2015.03.001
Balamurugan C, Saravanan A, Dinesh Babu P, Jagan P, Ranga S, Narasimman S (2017) Concurrent optimal allocation of geometric and process tolerances based on the present worth of quality loss using evolutionary optimisation techniques. Res Eng Des 28(2):185–202. https://doi.org/10.1007/s00163-016-0230-7
Dupinet É, Balazinski M, Czogala E (1996) Tolerance allocation based on fuzzy logic and simulated annealing. J Intell Manuf 7(6):487–497. https://doi.org/10.1007/BF00122838
Diplaris S C, Sfantsikopoulos M M (2000) Cost–tolerance function. a new approach for cost optimum machining accuracy. Int J Adv Manuf Technol 16(1):32–38. https://doi.org/10.1007/PL00013129
Schleich B (2017) Skin model shapes: a new paradigm for the tolerance analysis and the geometrical variations modelling in mechanical engineering. VDI Verlag, Du̇sseldorf
Thornton A C (1999) A mathematical framework for the key characteristic process. Res Eng Des 11 (3):145–157. https://doi.org/10.1007/s001630050011
Armillotta A (2013) A method for computer-aided specification of geometric tolerances. CAD Comput Aided Des 45(12):1604–1616. https://doi.org/10.1016/j.cad.2013.08.007
Morse E, Dantan J Y, Anwer N, Sȯderberg R, Moroni G, Qureshi A, Jiang X, Mathieu L (2018) Tolerancing: managing uncertainty from conceptual design to final product. CIRP Ann 67(2):695–717. https://doi.org/10.1016/j.cirp.2018.05.009
Singh P K, Jain P K, Jain S C (2009) Important issues in tolerance design of mechanical assemblies. Part 1: Tolerance analysis. Proc Inst Mech Eng Part B J Eng Manuf 223(10):1225–1247. https://doi.org/10.1243/09544054JEM1304A
Schleich B, Anwer N, Mathieu L, Wartzack S (2017) Shaping the digital twin for design and production engineering. CIRP Ann - Manuf Technol 66(1):141–144. https://doi.org/10.1016/j.cirp.2017.04.040
Lee W J, Woo T C (1990) Tolerances: their analysis and synthesis. J Eng Ind 112(2):113. https://doi.org/10.1115/1.2899553
Ostwald P F, Huang J (1977) A method for optimal tolerance selection. J Eng Ind 99(3):558–565. https://doi.org/10.1115/1.3439279
Speckhart F H (1972) Calculation of tolerance based on a minimum cost approach. J Eng Ind 94(2):447–453. https://doi.org/10.1115/1.3428175
Singh P K, Jain S C, Jain P K (2004) A genetic algorithm based solution to optimum tolerance synthesis of mechanical assemblies with alternate manufacturing processes - benchmarking with the exhaustive search method using the Lagrange multiplier. Proc Inst Mech Eng Part B J Eng Manuf 218(7):765–778. https://doi.org/10.1177/095440540421800709
Vasseur H, Kurfess T, Cagan J (1992) Optimal tolerance allocation for improved productivity. IFAC Proc 25(8):211–218. https://doi.org/10.1016/s1474-6670(17)54066-5
Cheikh A, McGoldrick P F (1988) The influence of cost, function and process capability on tolerance. Int J Qual Reliab Manag 5(3):15–28. https://doi.org/10.1108/eb002904
Peters J (1970) Tolerancing the components of an assembly for minimum cost. J Eng Ind 92(3):677–682. https://doi.org/10.1115/1.3427830
Latta L W (1963) Least-cost tolerancing. Prod Eng 16:111–113
Chase K W (1988) Design issues in mechanical tolerance analysis. Manuf Rev ASME 1(1):50–59
Mansoor E M (1963) The application of probability to tolerances used in engineering designs. Proc Inst Mech Eng 178(1):29–39. https://doi.org/10.1177/002034836317800104
Bjørke Ø (1979) Computer-aided tolerancing. Tapir, Trondheim
Fortini E T (1967) Dimensioning for interchangeable manufacture. Inustrial Press Inc, New York
Ji S, Li X, Ma Y, Cai H (2000) Optimal tolerance allocation based on fuzzy comprehensive evaluation and genetic algorithm. Int J Adv Manuf Technol 16(7):461–468. https://doi.org/10.1007/s001700070053
Dong Z, Hu W, Xue D (1994) New production cost-tolerance models for tolerance synthesis. J Eng Ind 116(2):199–206. https://doi.org/10.1115/1.2901931
Sayed S E Y, Kheir N A (1985) An efficient technique for minimum-cost tolerance assignment. Simulation 44(4):189–195. https://doi.org/10.1177/003754978504400404
Schleich B, Anwer N, Zhu Z, Qiao L, Mathieu L, Wartzack S (2014) A comparative study on tolerance analysis approaches. 1st Int Symp Robust Des ISoRD14 pp 29–39
Iannuzzi MP, Sandgren E (1996) Tolerance optimization using genetic algorithms: benchmarking with manual analysis. In: Kimura F (ed) Computer-aided tolerancing. https://doi.org/10.1007/978-94-009-1529-9_15. Chapman & Hall, London, pp 219–234
Lin C Y, Huang W H, Jeng M C, Doong J L (1997) Study of an assembly tolerance allocation model based on Monte Carlo simulation. J Mater Process Technol 70(1-3):9–16. https://doi.org/10.1016/S0924-0136(97)00034-4
Feng C X, Kusiak A (2000) Robust tolerance synthesis with the design of experiments approach. J Manuf Sci Eng 122(3):520–528. https://doi.org/10.1115/1.1285860
Gerth RJ, Klonaris P, Pfeiffer T (1999) Cost tolerance sensitivity analysis for concurrent engineering design support. In: van Houten F, Kals H (eds) Global consistency of tolerances. https://doi.org/10.1007/978-94-017-1705-2_32. Springer, Dordrecht, pp 313–324
Kusiak A, Feng C X (1995) Deterministic tolerance synthesis: a comparative study. Comput Des 27 (10):759–768. https://doi.org/10.1016/0010-4485(94)00028-C
Şehirlioğlu A K, Ȯzler C (2008) The use of mixture experiments in tolerance allocation problems. Int J Adv Manuf Technol 35(7-8):769–777. https://doi.org/10.1007/s00170-006-0754-5
Karafin B J (1971) Statistical circuit design: the optimum assignment of component tolerances for electrical networks. Bell Syst Tech J 50(4):1225–1242. https://doi.org/10.1002/j.1538-7305.1971.tb02552.x
Parkinson D B (1985) Assessment and optimization of dimensional tolerances. Comput Des 17(4):191–199. https://doi.org/10.1016/0010-4485(85)90216-7
Gadallah MH, ElMaraghy HA (1994) A new algorithm for discrete tolerance optimization. In:Proceedings of the Fourth International Conference on Computer Integrated Manufacturing and Automation Technology, Troy, pp 292–297. https://doi.org/10.1109/cimat.1994.389058
Ngoi B K A, Ong C T (1998) Product and process dimensioning and tolerancing techniques. a state-of-the-art review. Int J Adv Manuf Technol 14(12):910–917. https://doi.org/10.1007/BF01179081
Evans D H (1958) Optimum tolerance assignment to yield minimum manufacturing cost. Bell Syst Tech J 37(2):461–484. https://doi.org/10.1002/j.1538-7305.1958.tb01529.x
Siva Kumar M, Stalin B (2009) Optimum tolerance synthesis for complex assembly with alternative process selection using Lagrange multiplier method. Int J Adv Manuf Technol 44 (3-4):405–411. https://doi.org/10.1007/s00170-008-1866-x
Geetha K, Ravindran D, Siva Kumar M, Islam MN (2013) Multi-objective optimization for optimum tolerance synthesis with process and machine selection using a genetic algorithm. Int J Adv Manuf Technol 67 (9-12):2439–2457. https://doi.org/10.1007/s00170-012-4662-6
Lee J, Johnson G E (1993) Optimal tolerance allotment using a genetic algorithm and truncated Monte Carlo simulation. Comput Des 25(9):601–611. https://doi.org/10.1016/0010-4485(93)90075-Y
Lin S S, Wang H P B, Zhang C C (1997) Optimal tolerance design for integrated design, manufacturing, and inspection with genetic algorithms. In: Zhang H C (ed) Advanced tolerancing techniques. Wiley-Interscience, New York, pp 261–281
Dimitrellou S C, Diplaris S C, Sfantsikopoulos MM (2007) A systematic approach for cost optimal tolerance design. Proceedings of ICED 2007, the 16th International Conference on Engineering Design, 16th Int. Conf. Eng. Des., Paris, pp 1–9
Prabhaharan G, Asokan P, Ramesh P, Rajendran S (2004) Genetic-algorithm-based optimal tolerance allocation using a least-cost model. Int J Adv Manuf Technol 24(9-10):647–660. https://doi.org/10.1007/s00170-003-1606-1
Muthu P, Dhanalakshmi V, Sankaranarayanasamy K (2009) Optimal tolerance design of assembly for minimum quality loss and manufacturing cost using metaheuristic algorithms. Int J Adv Manuf Technol 44 (11-12):1154–1164. https://doi.org/10.1007/s00170-009-1930-1
Wilde D, Prentice E (1975) Minimum exponential cost allocation of sure-fit tolerances. J Eng Ind 97 (4):1395–1398. https://doi.org/10.1115/1.3438796
Chase KW (1999) Minimum-cost tolerance allocation. In: Drake PJ (ed) Dimensioning and tolerancing handbook. McGraw-Hill, New York, pp 14–1–23
Walter M S J, Spruegel T C, Wartzack S (2015) Least cost tolerance allocation for systems with time-variant deviations. Procedia CIRP 27:1–9. https://doi.org/10.1016/j.procir.2015.04.035
Chase K W, Greenwood W H, Loosli B G, Hauglund L F (1990) Least cost tolerance allocation for mechanical assemblies with automated process selection. Manuf Rev 3(1):49–59
Nagarwala M Y, Simin Pulat P, Raman SA (1995) Slope-based method for least cost tolerance allocation. Concurr Eng 3(4):319–328. https://doi.org/10.1177/1063293X9500300407
Bennett G, Gupta LC (1970a) Least-cost tolerances–I. Int J Prod Res 8(1):65–74. https://doi.org/10.1080/00207547008929830
Bennett G, Gupta LC (1970b) Least-cost tolerances–II. Int J Prod Res 8(2):169–182. https://doi.org/10.1080/00207547008929838
Söderberg R (1994) Robust design by tolerance allocation considering quality and manufacturing cost. In: Gilmore B J (ed) Advances in design automation, vol 69-2. ASME, Minneapolis, pp 219–226
Wang Y, Li L, Hartman N W, Sutherland J W (2019) Allocation of assembly tolerances to minimize costs. CIRP Ann 68(1):13–16. https://doi.org/10.1016/j.cirp.2019.04.027
Michael W, Siddall J N (1981) The optimization problem with optimal tolerance assignment and full acceptance. J Mech Des 103(4):842–848. https://doi.org/10.1115/1.3254996
Michael W, Siddall J N (1982) The optimal tolerance assignment with less than full acceptance. J Mech Des 104(4):855–860. https://doi.org/10.1115/1.3256448
Dong Z, Hu W (1991) Optimal process sequence identification and optimal process tolerance assignment in computer-aided process planning. Comput Ind 17(1):19–32. https://doi.org/10.1016/0166-3615(91)90100-N
Monte M E, Datseris P (1982) Optimum tolerance selection for minimum manufacturing cost and other design criteria. ASME Tech Pap DECT ASME Paper, pp 1–9
Singh P K, Jain S C, Jain P K (2006) Concurrent optimal adjustment of nominal dimensions and selection of tolerances considering alternative machines. CAD Comput Aided Des 38 (10):1074–1087. https://doi.org/10.1016/j.cad.2006.05.006
Cao S K, Li Z Q, Gao Q, Xu J (2008) Tolerance optimal design system development and application based on UG quick stack module. Appl Mech Mater 10-12:801–805. https://doi.org/10.4028/www.scientific.net/AMM.10-12.801
Sivakumar K, Balamurugan C, Ramabalan S (2012) Evolutionary multi-objective concurrent maximisation of process tolerances. Int J Prod Res 50(12):3172–3191. https://doi.org/10.1080/00207543.2010.550637
Sampath Kumar R, Ramesh R, Alagumurthi RN (2010) Integrated optimization of machining tolerance and asymmetric quality loss cost for rotor key base assembly, International conference on recent advances in Mechanical Engineering (ICRAME2010)
Guo C, Zhao B, Hu B, Xi P (2010) The research and realization on computer-aided aircraft tolerance design based on UG. 2010 Int Conf Mech Autom Control Eng MACE2010, pp 388–391. https://doi.org/10.1109/MACE.2010.5535581
Vignesh Kumar D, Ravindran D, Siva Kumar M, Islam MN (2016) Optimum tolerance synthesis of simple assemblies with nominal dimension selection using genetic algorithm. Proc Inst Mech Eng Part C J Mech Eng Sci 230(19):3488–3508. https://doi.org/10.1177/0954406215613366
Deng J, Deng S (2002) The adaptive branch and bound method of tolerance synthesis based on the reliability index. Int J Adv Manuf Technol 20(3):190–200. https://doi.org/10.1007/s001700200142
Jeang A, Chang C L (2002) Concurrent optimisation of parameter and tolerance design via computer simulation and statistical method. Int J Adv Manuf Technol 19(6):432–441. https://doi.org/10.1007/s001700200045
Singh P K, Jain S C, Jain P K (2005) Advanced optimal tolerance design of mechanical assemblies with interrelated dimension chains and process precision limits. Comput Ind 56(2):179–194. https://doi.org/10.1016/j.compind.2004.06.008
Walter MSJ, Wartzack S (2013) Statistical tolerance-cost-optimization of systems in motion taking into account different kinds of deviations. In: Abramovici M, Stark R (eds) Smart product engineering. Lecture Notes in Production Engineering. https://doi.org/10.1007/978-3-642-30817-8_69. Springer, Berlin, pp 705–714
Rao S S (2009) Engineering optimization: theory and practice. Wiley, New Jersey
Gonzalez I, Sánchez I (2009) Statistical tolerance synthesis with correlated variables. Mech Mach Theory 44(6):1097—1107.10-12:801–805. https://doi.org/10.1016/j.mechmachtheory.2008.10.006
Zhang C, Ben Wang HP (1993) Tolerance analysis and synthesis for cam mechanisms. Int J Prod Res 31 (5):1229–1245. https://doi.org/10.1080/00207549308956785
Rout B K, Mittal R K (2010) Simultaneous selection of optimal parameters and tolerance of manipulator using evolutionary optimization technique. Struct Multidiscip Optim 40:513–528. https://doi.org/10.1007/s00158-009-0368-2
Prabhaharan G, Asokan P, Rajendran S (2005) Sensitivity-based conceptual design and tolerance allocation using the continuous ants colony algorithm (CACO). Int J Adv Manuf Technol 25(5-6):516–526. https://doi.org/10.1007/s00170-003-1846-0
Shoukr DSL, Gadallah MH, Metwalli SM (2017) The reduced tolerance allocation problem. In: Proceedings of the ASME 2016 International Mechanical Engineering Congress and Exposition, pp 1–10. https://doi.org/10.1115/imece2016-65848
Robles N, Roy U (2004) Optimal tolerance allocation and process-sequence selection incorporating manufacturing capacities and quality issues. J Manuf Syst 23(2):127–133. https://doi.org/10.1016/S0278-6125(05)00002-6
Mao J, Cao Y L, Liu S Q, Yang J X (2009) Manufacturing environment-oriented robust tolerance optimization method. Int J Adv Manuf Technol 41(1-2):57–65. https://doi.org/10.1007/s00170-008-1460-2
Yang X S (2010) Nature-inspired metaheuristic algorithms. Luniver Press, Frome
Siddique N, Adeli H (2015) Nature inspired computing: an overview and some future directions. Cognit Comput 7(6):706–714. https://doi.org/10.1007/s12559-015-9370-8
Nesmachnow S (2014) An overview of metaheuristics: accurate and efficient methods for optimisation. Int J Metaheuristics 3(4):320–346. https://doi.org/10.1504/ijmheur.2014.068914
Bandler J W (1974) Optimization of design tolerances using nonlinear programming. J Optim Theory Appl 14(1):99–114. https://doi.org/10.1007/BF00933176
Lee W J, Woo T C, Chou S Y (1993) Tolerance synthesis for nonlinear systems based on nonlinear programming. IIE Trans 25(1):51–61. https://doi.org/10.1080/07408179308964265
Feng C X, Kusiak A (1997) Robust tolerance design with the integer programming approach. J Manuf Sci Eng 119(4A):603–610. https://doi.org/10.1115/1.2831193
Singh P K, Jain P K, Jain S C (2004) A genetic algorithm-based solution to optimal tolerance synthesis of mechanical assemblies with alternative manufacturing processes: focus on complex tolerancing problems. Int J Prod Res 42(24):5185–5215. https://doi.org/10.1080/00207540410001733931
Ashiagbor A, Liu H C, Nnaji B O (1998) Tolerance control and propagation for the product assembly modeller. Int J Prod Res 36(1):75–94. https://doi.org/10.1080/002075498193949
Zhang C, Wang H P (1993) The discrete tolerance optimization problem. Manuf Rev 6(1):60–71
Singh P K, Jain S C, Jain P K (2005) Comparative study of genetic algorithm and simulated annealing for optimal tolerance design formulated with discrete and continuous variables. Proc Inst Mech Eng Part B J Eng Manuf 219(10):735–760. https://doi.org/10.1243/095440505X32643
Chen T C, Fischer G W (2000) A GA-based search method for the tolerance allocation problem. Artif Intell Eng 14(2):133–141. https://doi.org/10.1016/S0954-1810(00)00006-6
Shan A, Roth R N, Wilson R J (2003) Genetic algorithms in statistical tolerancing. Math Comput Model 38(11-13):1427–1436. https://doi.org/10.1016/S0895-7177(03)90146-4
Sivakumar K, Balamurugan C, Ramabalan S (2011) Concurrent multi-objective tolerance allocation of mechanical assemblies considering alternative manufacturing process selection. Int J Adv Manuf Technol 53 (5-8):711–732. https://doi.org/10.1007/s00170-010-2871-4
Al-Ansary M D, Deiab I M (1997) Concurrent optimization of design and machining tolerances using the genetic algorithms method. Int J Mach Tools Manuf 37(12):1721–1731. https://doi.org/10.1016/S0890-6955(97)00033-3
Jayaprakash G, Sivakumar K, Thilak M (2010) Parametric tolerance analysis of mechanical assembly using FEA and cost competent tolerance synthesis using neural network. J Softw Eng Appl 3(12):1148–1154. https://doi.org/10.4236/jsea.2010.312134
Sivakumar K, Balamurugan C, Ramabalan S (2010) Evolutionary sensitivity-based conceptual design and tolerance allocation for mechanical assemblies. Int J Adv Manuf Technol 48(1-4):307–324. https://doi.org/10.1007/s00170-009-2256-8
Sivakumar K, Balamurugan C, Ramabalan S, Venkata Raman SB (2009) Optimal concurrent dimensional and geometrical tolerancing based on evolutionary algorithms. In: 2009 World congress on nature and biologically inspired computing, NABIC 2009 - proceedings. IEEE, Coimbatore, pp 300–305. https://doi.org/10.1109/NABIC.2009.5393725
Andolfatto L, Thiébaut F, Lartigue C, Douilly M (2014) Quality- and cost-driven assembly technique selection and geometrical tolerance allocation for mechanical structure assembly. J Manuf Syst 33(1):103–115. https://doi.org/10.1016/j.jmsy.2013.03.003
Jayaprakash G, Sivakumar K, Thilak M (2011) Integration of thermo mechanical strains into optimal tolerance design of mechanical assembly using NSGA II and FE simulations. J Mech Eng Res 3(6):168–180
Forouraghi B (2009) Optimal tolerance allocation using a multiobjective particle swarm optimizer. Int J Adv Manuf Technol 44(7-8):710–724. https://doi.org/10.1007/s00170-008-1892-8
Qiu HB, Dong YY, Wang Y, Gao L (2011) Tolerance optimization design based on physical programming methods and PSO algorithm. Adv Mater Res 346(7):584–592. https://doi.org/10.4028/www.scientific.net/amr.346.584
Zhou C, Gao L, Gao HB, Zan K (2006) Particle swarm optimization for simultaneous optimization of design and machining tolerances. In: Wang TD (ed) Simulated evolution and learning. SEAL 2006. Lecture Notes in Computer Science. https://doi.org/10.1007/11903697_110, vol 4247. Springer, Berlin, pp 873–880
Towsyfyan H (2013) The comparison of imperialist competitive algorithm applied and genetic algorithm for machining allocation of clutch assembly. Int J Eng 26(12(C)):1485–1494
dos Santos Coelho L (2009) Self-organizing migration algorithm applied to machining allocation of clutch assembly. Math Comput Simul 80(2):427–435. https://doi.org/10.1016/j.matcom.2009.08.003
Chen TC, Hsu TC (2006) An immune algorithm for least cost advanced tolerance design problem. Mater Sci Forum 505-507:511–516. https://doi.org/10.4028/www.scientific.net/MSF.505-507.511
Zhijie Z, Li Y, Yu J, Tang S (2010) Optimal assembly tolerance design based on fuzzy information entropy and seeker optimization algorithm. In: 2010 3rd International Conference on Advanced Computer Theory and Engineering (ICACTE), vol 5, Chengdu, pp 610–613. https://doi.org/10.1109/ICACTE.2010.5579339
Ramesh Kumar L, Padmanaban KP, Kumar SG, Balamurugan C (2016) Design and optimization of concurrent tolerance in mechanical assemblies using bat algorithm. J Mech Sci Technol 30(6):2601–2614. https://doi.org/10.1007/s12206-016-0521-y
Vignesh Kumar D, Ravindran D, lenin N, Siva Kumar M (2018) Tolerance allocation of complex assembly with nominal dimension selection using Artificial Bee Colony algorithm. Proc Inst Mech Eng Part C J Mech Eng Sci 233(1):18–38. https://doi.org/10.1177/0954406218756439
Zeng W, Rao Y, Wang P (2017) An effective strategy for improving the precision and computational efficiency of statistical tolerance optimization. Int J Adv Manuf Technol 92(5-8):1933–1944. https://doi.org/10.1007/s00170-017-0256-7
Rao R V, More K C (2013) Simultaneous optimal selection of design and manufacturing tolerances with different stack- up conditions using TLBO algorithm. International Conference on Innovations in Engineering and Technology (ICIET’2013) Dec. 25–26, 2013 Bangkok (Thailand)
Rao R V, More K C (2014) Advanced optimal tolerance design of machine elements using teaching-learning-based optimization algorithm. Prod Manuf Res 2(1):71–94. https://doi.org/10.1080/21693277.2014.892845
Singh P K, Jain P K, Jain S C (2008) Optimal tolerance design of mechanical assemblies for economical manufacturing in the presence of alternative machines – a genetic algorithm-based hybrid methodology. Proc Inst Mech Eng Part B J Eng Manuf 222(5):591–604. https://doi.org/10.1243/09544054JEM967
Zahara E, Kao Y T (2009) A hybridized approach to optimal tolerance synthesis of clutch assembly. Int J Adv Manuf Technol 40(11-12):1118–1124. https://doi.org/10.1007/s00170-008-1418-4
Shringi D, Purohit K (2013) Simultaneous optimization of tolerances for prismatic part assembly in different stack up conditions. Int J Mining. Metall Mech Eng 1(2):183–186
Siva Kumar M, Kannan SM, Jayabalan V (2009) A new algorithm for optimum tolerance allocation of complex assemblies with alternative processes selection. Int J Adv Manuf Technol 40(7-8):819–836. https://doi.org/10.1007/s00170-008-1389-5
Wang Q, Stockton D J, Baguley P (2000) Process cost modelling using neural networks. Int J Prod Res 38(16):3811–3821. https://doi.org/10.1080/00207540050176021
Zhao Y M, Liu D S, Wen Z J (2014) Optimization design method of product general tolerance system. Int J Adv Manuf Technol 70(1-4):363–374. https://doi.org/10.1007/s00170-013-5193-5
Huang Q, Shi J (2003) Simultaneous tolerances synthesis through variation propagation modeling of multistage manufacturing processes. NAMRI/SME Trans 31:515–522
Moroni G, Petrȯ S, Tolio T (2011) Early cost estimation for tolerance verification. CIRP Ann 60 (1):195–198. https://doi.org/10.1016/j.cirp.2011.03.010
Lee Y H, Wei C C, Chen C B, Tsai C H (2000) Minimization of scrap and rework costs by process tolerances allocation. Eng Optim 32(5):619–633. https://doi.org/10.1080/03052150008941315
Shin S, Cho B R (2007) Integrating a bi-objective paradigm to tolerance optimization. Int J Prod Res 45 (23):5509–5525. https://doi.org/10.1080/00207540701325181
Jawahar N, Sivasankaran R, Ramesh M (2017) Optimal Pareto front for manufacturing tolerance allocation model. Proc Inst Mech Eng Part B J Eng Manuf 231(7):1190–1203. https://doi.org/10.1177/0954405415586548
Chen Y, Ding Y, Jin J, Ceglarek D (2006) Integration of process-oriented tolerancing and maintenance planning in design of multistation manufacturing processes. IEEE Trans Autom Sci Eng 3(4):440–453. https://doi.org/10.1109/TASE.2006.872105
Zhao Y M, Liu D S, Wen Z J (2016) Optimal tolerance design of product based on service quality loss. Int J Adv Manuf Technol 82(9-12):1715–1724. https://doi.org/10.1007/s00170-015-7480-9
Hoffenson S, Dagman A, Söderberg R (2013a) Tolerance specification optimization for economic and ecological sustainability. In: Abramovici M, Stark R (eds) Smart product engineering. Lecture Notes in Production Engineering. https://doi.org/10.1007/978-3-642-30817-8_85. Springer, Berlin, pp 865–874
Hoffenson S, Dagman A, Söderberg R (2013b) A multi-objective tolerance optimization approach for economic, ecological, and social sustainability. In: Nee A, Song B, Ong SK (eds) Re-engineering manufacturing for sustainability. https://doi.org/10.1007/978-981-4451-48-2_119. Springer, Singapore, pp 729–734
Hoffenson S, Dagman A, Söderberg R (2014) Tolerance optimisation considering economic and environmental sustainability. J Eng Des 25(10-12):367–390. https://doi.org/10.1080/09544828.2014.994481
Feng Q, Kapur KC (2008) Quality engineering: control, design and optimization. In: Misra KB (ed) Handbook of Performability Engineering. https://doi.org/10.1007/978-1-84800-131-2_13. Springer, London, pp 171–186
Terän A, Pratt D B, Case K E (1996) Present worth of external quality losses for symmetric nominal-is-better quality characteristics. Eng Econ 42(1):39–52. https://doi.org/10.1080/00137919608903168
Chou C Y, Chang C L (2001) Minimum-loss assembly tolerance allocation by considering product degradation and time value of money. Int J Adv Manuf Technol 17(2):139–146. https://doi.org/10.1007/s001700170202
Lin Z C, Chang D Y (2002) Cost-tolerance analysis model based on a neural networks method. Int J Prod Res 40(6):1429–1452. https://doi.org/10.1080/00207540110116282
Sanz-Lobera A, Gȯmez E, Pėrez J, Sevilla L (2016) A proposal of cost-tolerance models directly collected from the manufacturing process. Int J Prod Res 54(15):4584–4598. https://doi.org/10.1080/00207543.2015.1086036
Trucks H (1987) Designing for economical production. Society of Manufacturing Engineers, Dearborn
Peat A P (1968) Cost reduction charts for designers and production engineers. The Machinery Publishing Co, London
Dieter G E (1983) Engineering design: a materials and processing approach. McGraw-Hill, New York
Johnson RC (1958) The cost of finishes and tolerances. J Am Soc Nav Eng 70(4):607–614. https://doi.org/10.1111/j.1559-3584.1958.tb01777.x
Jamieson A (1982) Introduction to quality control. Reston Pub Co, Paramus
Gerth RJ, Pfeifer T (2000) Minimum cost tolerancing under uncertain cost estimates. IIE Trans 32(6):493–503. https://doi.org/10.1023/A:1007667818580
He J R (1991) Tolerancing for manufacturing via cost minimization. Int J Mach Tools Manuf 31(4):455–470. https://doi.org/10.1016/0890-6955(91)90029-3
Huele A F, Engel J (2006) A response surface approach to tolerance design. Stat Neerl 60(3):379–395. https://doi.org/10.1111/j.1467-9574.2006.00332.x
Chen M C (2001) Tolerance synthesis by neural learning and nonlinear programming. Int J Prod Econ 70 (1):55–65. https://doi.org/10.1016/S0925-5273(00)00044-X
Cao Y, Zhang H, Mao J, Yang J (2010) Novel cost-tolerance model based on fuzzy neural networks. Proc Inst Mech Eng Part B J Eng Manuf 224(11):1757–1765. https://doi.org/10.1243/09544054JEM1789
Siddall J N (1982) Optimal engineering design: principles and applications. CRC Press, Boca Raton
Feng C X, Wang J, Wang J S (2001) An optimization model for concurrent selection of tolerances and suppliers. Comput Ind Eng 40(1-2):15–33. https://doi.org/10.1016/S0360-8352(00)00047-4
Nur Rosyidi C, Rizkichani Akbar R, Ahmad Jauhari W (2014) Make or buy analysis model based on tolerance design to minimize manufacturing cost and quality loss. Makara J Technol 18(2):86–90. https://doi.org/10.7454/mst.v18i2.2947
Nur Rosyidi C, Murtisari R, Ahmad Jauhari W (2017) A concurrent optimization model for supplier selection with fuzzy quality loss. J Ind Eng Manag 10(1):98–110. https://doi.org/10.3926/jiem.800
Saravanan A, Balamurugan C, Sivakumar K, Ramabalan S (2014) Optimal geometric tolerance design framework for rigid parts with assembly function requirements using evolutionary algorithms. Int J Adv Manuf Technol 73(9-12):1219–1236. https://doi.org/10.1007/s00170-014-5908-2
Vasseur H, Kurfess T R, Cagan J (1997) Use of a quality loss function to select statistical tolerances. J Manuf Sci Eng 119(3):410–416. https://doi.org/10.1115/1.2831121
Hsieh K L (2006) The study of cost-tolerance model by incorporating process capability index into product lifecycle cost. Int J Adv Manuf Technol 28(5-6):638–642. https://doi.org/10.1007/s00170-004-2385-z
Yeo SH, Ngoi BK, Chen H (1998) Process sequence optimization based on a new cost-tolerance model. J Intell Manuf 9(1):29–37. https://doi.org/10.1023/A:1008895224256
Yeo S H, Ngoi B K, Chen H (1996) A cost-tolerance model for process sequence optimisation. Int J Adv Manuf Technol 12(6):423–431. https://doi.org/10.1007/BF01186931
Dong J, Shi Y (1997) Tolerance analysis and synthesis in variational design. In: Zhang H C (ed) Advanced tolerancing techniques. Wiley-Interscience, New York, pp 310–325
Kao S C (2010) Deciding optimal specification limits and process adjustments under quality loss function and process capability indices. Int J Ind Eng Theory Appl Pract 17(3):212– 222
Huang Y M, Shiau C S (2009) An optimal tolerance allocation model for assemblies with consideration of manufacturing cost, quality loss and reliability index. Assem Autom 29(3):220–229. https://doi.org/10.1108/01445150910972903
Yang K, Xie W, He Y (1994) Parameter and tolerance design in the engineering modelling stage. Int J Prod Res 32(12):2803–2816. https://doi.org/10.1080/00207549408957101
Jeang A (1995) Economic tolerance design for quality. Qual Reliab Eng Int 11(2):113–121. https://doi.org/10.1002/qre.4680110207
Cho B R, Kim Y J, Kimbler D L, Phillips M D (2000) An integrated joint optimization procedure for robust and tolerance design. Int J Prod Res 38(10):2309–2325. https://doi.org/10.1080/00207540050028115
Maghsoodloo S, Li M H C (2000) Optimal asymmetric tolerance design. IIE Trans 32(12):1127–1137. https://doi.org/10.1080/07408170008967467
Plante R (2002) Multivariate tolerance design for a quadratic design parameter model. IIE Trans 34(6):565–571. https://doi.org/10.1023/A:1013926727053
Natarajan J, Sivasankaran R, Kanagaraj G (2018) Bi-objective optimization for tolerance allocation in an interchangeable assembly under diverse manufacturing environment. Int J Adv Manuf Technol 95(5-8):1571–1595. https://doi.org/10.1007/s00170-017-1232-y
Sampath Kumar R, Alagumurth N, Ramesh R (2009) Calculation of total cost, tolerance based on Taguchi’s, asymmetric quality loss function approach. Am J Eng Appl Sci 2(4):628–634. https://doi.org/10.3844/ajeassp.2009.628.634
Li M H C (2000) Quality loss function based manufacturing process setting models for unbalanced tolerance design. Int J Adv Manuf Technol 16(1):39–45. https://doi.org/10.1007/PL00013130
Liao M Y (2010) Economic tolerance design for folded normal data. Int J Prod Res 48(14):4123–4137. https://doi.org/10.1080/00207540902960307
Jin Q, Liu S, Wang P (2015) Optimal tolerance design for products with non-normal distribution based on asymmetric quadratic quality loss. Int J Adv Manuf Technol 78(1-4):667–675. https://doi.org/10.1007/s00170-014-6681-y
Cao Y, Mao J, Ching H, Yang J (2009) A robust tolerance optimization method based on fuzzy quality loss. Proc Inst Mech Eng Part C J Mech Eng Sci 223(11):2647–2653. https://doi.org/10.1243/09544062JMES1451
Wang M L, Liu X T, Wang Y S, Wang X L, Guo H, Xing Y F (2016) Research on assembly tolerance allocation and quality control based on fuzzy reliability. Proc Inst Mech Eng Part C J Mech Eng Sci 230 (20):3755–3766. https://doi.org/10.1177/0954406215615909
Yang B, Yang T, Ze X (2007) Functional tolerance theory in incremental growth design. Front Mech Eng China 2(3):336–343. https://doi.org/10.1007/s11465-007-0059-x
Chen G, Kapur K C (1994) Tolerance design by break-even analysis for reducing variation and cost. Int J Reliab Qual Saf Eng 01(04):445–457. https://doi.org/10.1142/S0218539394000313
Rao Y S, Rao C S P, Janardhana G R, Vundavilli P R (2011) Simultaneous tolerance synthesis for manufacturing and quality using evolutionary algorithms. Int J Appl Evol Comput 2(2):1–20. https://doi.org/10.4018/jaec.2011040101
Zong Y, Mao J (2015) Tolerance optimization design based on the manufacturing-costs of assembly quality. Procedia CIRP 27:324–329. https://doi.org/10.1016/j.procir.2015.04.087
Huang Y M, Shiau C S (2005) Optimal tolerance allocation for a sliding vane compressor. J Mech Des 128(1):98–107. https://doi.org/10.1115/1.2114893
Pinel J F, Roberts K A (1972) Tolerance assignment in linear networks using nonlinear programming. IEEE Trans Circuit Theory 19(5):475–479. https://doi.org/10.1109/TCT.1972.1083506
Thorbjornsen A R, Director S W (1973) Computer-aided tolerance assignment for linear circuits with correlated elements. IEEE Trans Circ Theory 20(5):518–524. https://doi.org/10.1109/TCT.1973.1083737
Grey D S (1970) Tolerance sensitivity and optimization. Appl Opt 9(3):523–526. https://doi.org/10.1364/ao.9.000523
Jung S, Choi D H, Choi B L, Kim J H (2011) Tolerance optimization of a mobile phone camera lens system. Appl Opt 50(23):4688–4700. https://doi.org/10.1364/ao.50.004688
Bernardo F P, Saraiva P M (1998) Robust optimization framework for process parameter and tolerance design. AIChE J 44(9):2007–2017. https://doi.org/10.1002/aic.690440908
Li W, Wu C F J (1999) An integrated method of parameter design and tolerance design. Qual Eng 11 (3):417–425. https://doi.org/10.1080/08982119908919258
Kovach J, Chander V, Cho B R (2004) The tolerance optimization for a skewed process distribution. In: Proceedings of the 2004 Industrial Engineering Research Conference, pp 1925–1930
Jeong S H, Kongsuwan P, Truong N K V, Shin S (2013) Optimal tolerance design and optimization for a pharmaceutical quality characteristic. Math Probl Eng 2013:1–17. https://doi.org/10.1155/2013/706962
Dantan JY, Gayton N, Etienne A, Qureshi AJ (2012) Mathematical issues in mechanical tolerance analysis. In: Proceedings of the 13th Colloque National AIP PRIMECA, Le Mont Dore
Sigurdarson N, Eifler T, Ebro M (2018) The Applicability of CAT tools in industry – boundaries and challenges in tolerance engineering practice observed in a medical device company. Procedia CIRP 75:261–266. https://doi.org/10.1016/j.procir.2018.04.066
Gerth RJ, Islam Z (1998) Towards a designed experiments approach to tolerance design. In: ElMaraghy HA (ed) Geometric design tolerancing: theories, standards and applications. https://doi.org/10.1007/978-1-4615-5797-5_26. Springer, Boston, pp 337–345
Whitney D E (2004) Mechanical assemblies: their design, manufacture and role in product development. Oxford University Press, Oxford
Söderberg R, Lindkvist L (1999) Computer aided assembly robustness evaluation. J Eng Des 10 (2):165–181. https://doi.org/10.1080/095448299261371
Cheng KM, Tsai JC (2011) A closed-form approach for optimum tolerance allocation of assemblies with general tolerance-cost function. Adv Mater Res 201-203:1272–1278. https://doi.org/10.4028/www.scientific.net/amr.201-203.1272
Siva Kumar M, Islam MN, Lenin N, Vignesh Kumar D (2009) Optimum tolerance synthesis for complex assembly with alternative process selection using bottom curve follower approach. Int J Eng 3(4):380–402
Peng H P, Jiang X Q, Xu Z G, Liu X J (2008) Optimal tolerance design for products with correlated characteristics by considering the present worth of quality loss. Int J Adv Manuf Technol 39(1-2):1–8. https://doi.org/10.1007/s00170-007-1205-7
Sutherland G H, Roth B (1975) Mechanism design: accounting for manufacturing tolerances and costs in function generating problems. J Eng Ind 97(1):283–286. https://doi.org/10.1115/1.3438551
Heling B, Aschenbrenner A, Walter M S J, Wartzack S (2016) On connected tolerances in statistical tolerance-cost-optimization of assemblies with interrelated dimension chains. Procedia CIRP 43:262–267. https://doi.org/10.1016/j.procir.2016.02.031
Mustajib M I (2012) Concurrent engineering of tolerance synthesis and process selection for products with multiple quality characteristics considering process capability. Makara J Technol 16(1):7–14. https://doi.org/10.7454/mst.v16i1.1040
Ramesh Kumar L, Padmanaban K P, Balamurugan C (2016) Least cost-tolerance allocation based on Lagrange multiplier. Concurr Eng Res Appl 24(2):164–177. https://doi.org/10.1177/1063293X15625722
Lee C L, Tang G R (2000) Tolerance design for products with correlated characteristics. Mech Mach Theory 35(12):1675–1687. https://doi.org/10.1016/S0094-114X(00)00022-7
Hu J, Xiong G (2005) Concurrent design of a geometric parameter and tolerance for assembly and cost. Int J Prod Res 43(2):267–293. https://doi.org/10.1080/00207540412331282051
Ceglarek D, Huang W, Zhou S, Ding Y, Kumar R, Zhou Y (2004) Time-based competition in multistage manufacturing: stream-of-variation analysis (SOVA) methodology – Review. Int J Flex Manuf Syst 16(1):11–44, https://doi.org/10.1023/B:FLEX.0000039171.25141.a4
Li Z, Yue J, Kokkolaras M, Camelio J, Papalambros P Y, Hu S J (2004) Product tolerance allocation in compliant multistation assembly through variation propagation and analytical target cascading. In: Proceedings of IMECE 2004 ASME International Mechanical Engineering Congress and Exposition, Anaheim, pp 813–820. https://doi.org/10.1115/imece2004-60521
Ding Y, Jin J, Ceglarek D, Shi J (2005) Process-oriented tolerancing for multi-station assembly systems. IIE Trans 37(6):493–508. https://doi.org/10.1080/07408170490507774
Cui A, Zhang HP (2010) Tolerance allocation and maintenance optimal design for fixture in multi-station panel assembly process. Appl Mech Mater 34-35:1039–1045. https://doi.org/10.4028/www.scientific.net/amm.34-35.1039
Li Z, Kokkolaras M, Papalambros P, Hu SJ (2008) Product and process tolerance allocation in multistation compliant assembly using analytical target cascading. J Mech Des 130(9):091701–1–091701–9. https://doi.org/10.1115/1.2943296
Xu S, Xing Y, Chen W (2017) Multi-objective optimization based on improved non-dominated sorting genetic algorithm II for tolerance allocation of auto-body parts. Adv Mech Eng 9(9):1–9. https://doi.org/10.1177/1687814017718123
Khodaygan S (2018) Meta-model based multi-objective optimisation method for computer-aided tolerance design of compliant assemblies. Int J Comput Integr Manuf 32(1):27–42. https://doi.org/10.1080/0951192X.2018.1543953
Shiu B W, Apley D W, Ceglarek D, Shi J (2003) Tolerance allocation for compliant beam structure assemblies. IIE Trans 35(4):329–342. https://doi.org/10.1080/07408170304376
Benzaken J, Doostan A, Evans JA (2019) Physics-informed tolerance allocation: a surrogate-based framework for the control of geometric variation on system performance
Litwa F, Gottwald M, Spudeiko S, Paetzold K, Vielhaber M (2016) Optimization coupling approach for/with non-static point based CAT-models. Procedia CIRP 43:166–171. https://doi.org/10.1016/j.procir.2016.02.034
Schleich B, Wartzack S (2012) How to determine the influence of geometric deviations on elastic deformations and the structural performance?. Proc Inst Mech Eng Part B J Eng Manuf 227(5):754–764. https://doi.org/10.1177/0954405412468994
Eifler T, Howard T J (2017) Exact constraint design and its potential for robust embodiment. Procedia CIRP 60:302–307. https://doi.org/10.1016/j.procir.2017.02.046
Roth K (2000) Die Theorie der logischen Schluß-Matrix. In: Konstruieren mit Konstruktionskatalogen. Springer, Berlin, pp 387–431. https://doi.org/10.1007/978-3-642-17466-7_9
Beaucaire P, Gayton N, Duc E, Lemaire M, Dantan J Y (2012) Statistical tolerance analysis of a hyperstatic mechanism, using system reliability methods. Comput Ind Eng 63(4):1118–1127. https://doi.org/10.1016/j.cie.2012.06.017
Liu X, An L, Wang Z, Tan C, Wang X (2018) Tolerance analysis of over-constrained assembly considering gravity influence: constraints of multiple planar hole-pin-hole pairs. Math Probl Eng 2018:1–18. https://doi.org/10.1155/2018/2039153
Dumas A, Dantan J Y, Gayton N (2015) Impact of a behavior model linearization strategy on the tolerance analysis of over-constrained mechanisms. CAD Comput Aided Des 62:152–163. https://doi.org/10.1016/j.cad.2014.11.002
Qureshi A J, Dantan J Y, Sabri V, Beaucaire P, Gayton N (2012) A statistical tolerance analysis approach for over-constrained mechanism based on optimization and Monte Carlo simulation. CAD Comput Aided Des 44(2):132–142. https://doi.org/10.1016/j.cad.2011.10.004
Dantan J Y, Qureshi A J (2009) Worst-case and statistical tolerance analysis based on quantified constraint satisfaction problems and Monte Carlo simulation. CAD Comput Aided Des 41(1):1–12. https://doi.org/10.1016/j.cad.2008.11.003
Ballu A, Plantec J Y, Mathieu L (2008) Geometrical reliability of overconstrained mechanisms with gaps. CIRP Ann - Manuf Technol 57(1):159–162. https://doi.org/10.1016/j.cirp.2008.03.038
Gouyou D, Ledoux Y, Teissandier D, Delos V (2018) Tolerance analysis of overconstrained and flexible assemblies by polytopes and finite element computations: application to a flange. Res Eng Des 29(1):55–66. https://doi.org/10.1007/s00163-017-0256-5
Wu F, Dantan J Y, Etienne A, Siadat A, Martin P (2009) Improved algorithm for tolerance allocation based on Monte Carlo simulation and discrete optimization. Comput Ind Eng 56(4):1402–1413. https://doi.org/10.1016/j.cie.2008.09.005
Gadallah M H, ElMaraghy H A (1993) A concurrent engineering approach to robust product design. Concurr Eng 1(4):237–251. https://doi.org/10.1177/1063293X9300100407
Choi JH, Lee SJ, Choi DH (1998) Tolerance optimization for mechanisms with lubricated joints. Multibody Syst Dyn 2(2):145–168. https://doi.org/10.1023/A:1009785211763
Rhyu J H, Kwak B M (1988) Optimal stochastic design of four-bar mechanisms for tolerance and clearance. J Mech Transm Autom Des 110(3):255. https://doi.org/10.1115/1.3267455
Rao S S, Hati S K (1979) Game theory approach in multicriteria optimization of function generating mechanisms. J Mech Des 101(3):398–406. https://doi.org/10.1115/1.3454072
Chun H, Kwon S J, Tak T (2008) Multibody approach for tolerance analysis and optimization of mechanical systems. J Mech Sci Technol 22(2):276–286. https://doi.org/10.1007/s12206-007-1024-7
Krishnaswami P, Kelkar A G (2003) Optimal design of controlled multibody dynamic systems for performance, robustness and tolerancing. Eng Comput 19(1):26–34. https://doi.org/10.1007/s00366-002-0246-
Jeang A, Chen T K, Hwan C L (2002) A statistical dimension and tolerance design for mechanical assembly under thermal impact. Int J Adv Manuf Technol 20(12):907–915. https://doi.org/10.1007/s001700200214
Parkinson A, Sorensen C, Pourhassan N (1993) A general approach for robust optimal design. J Mech Des 115(1):74–80. https://doi.org/10.1115/1.2919328
Mazur M, Leary M, Subic A (2015) Application of polynomial chaos expansion to tolerance analysis and synthesis in compliant assemblies subject to loading. J Mech Des 137(3):031701–103701–16. https://doi.org/10.1115/1.4029283
Jayaprakash G, Thilak M, SivaKumar K (2014) Optimal tolerance design for mechanical assembly considering thermal impact. Int J Adv Manuf Technol 73(5-8):859–873. https://doi.org/10.1007/s00170-014-5845-0
Moskowitz H, Plante R, Duffy J (2001) Multivariate tolerance design using quality loss. IIE Trans 33 (6):437–448. https://doi.org/10.1080/07408170108936843
Jayaprakash G, Sivakumar K, Thilak M (2012) A numerical study on effect of temperature and inertia on tolerance design of mechanical assembly. Eng Comput 29(7):722–742. https://doi.org/10.1108/02644401211257236
Skowronski V J, Turner J U (1996) Estimating gradients for statistical tolerance synthesis. Comput Aided Des 28(12):933–941. https://doi.org/10.1016/0010-4485(96)00032-2
Anselmetti B, Chavanne R, Yang J X, Anwer N (2010) Quick GPS : a new CAT system for single-part tolerancing. Comput Aided Des 42(9):768–780. https://doi.org/10.1016/j.cad.2010.04.006
Ballu A, Mathieu L (1999) Choice of functional specifications using graphs within the framework of education. In: van Houten F, Kals H (eds) Global Consistency of Tolerances. https://doi.org/10.1007/978-94-017-1705-2_20. Springer, Dodrecht, pp 197–206
Haghighi P, Mohan P, Kalish N, Vemulapalli P, Shah J J, Davidson J K (2015) Toward automatic tolerancing of mechanical assemblies: first-order GD&t schema development and tolerance allocation. J Comput Inf Sci Eng 15(4):1–9. https://doi.org/10.1115/1.4030939
Parkinson A (1995) Robust mechanical design using engineering models. J Vib Acoust 117(B):48–54. https://doi.org/10.1115/1.2838676
Mathieu L, Ballu A (2007) A model for a coherent and complete tolerancing process. In: Davidson JK (ed) Models for computer aided tolerancing in design and manufacturing. https://doi.org/10.1007/1-4020-5438-6_5. Springer, Dordrecht, pp 35–44
Governi L, Furferi R, Volpe Y (2012) A genetic algorithms-based procedure for automatic tolerance allocation integrated in a commercial variation analysis software. J Artif Intell 5(3):99–112. https://doi.org/10.3923/jai.2012.99.112
Jeang A (1999) Optimal tolerance design by response surface methodology. Int J Prod Res 37(14):3275–3288. https://doi.org/10.1080/002075499190284
Ledoux Y, Teissandier D, Sebastian P (2016) Global optimisation of functional requirements and tolerance allocations based on designer preference modelling. J Eng Des 27(9):591–612. https://doi.org/10.1080/09544828.2016.1191625
Chen H, Jin S, Li Z, Lai X (2015) A modified method of the unified Jacobian-Torsor model for tolerance analysis and allocation. Int J Precis Eng Manuf 16(8):1789–1800. https://doi.org/10.1007/s12541-015-0234-7
Li H, Zhu H, Zhou X, Li P, Yu Z (2016) A new computer-aided tolerance analysis and optimization framework for assembling processes using DP-SDT theory. Int J Adv Manuf Technol 86(5-8):1299–1310. https://doi.org/10.1007/s00170-015-8266-9
Pramanik N, Roy U, Sudarsan R, Sriram R D, Lyons K W (2005) A generic deviation-based approach for synthesis of tolerances. IEEE Trans Autom Sci Eng 2(4):358–368. https://doi.org/10.1109/TASE.2005.853584
Chase K W, Parkinson A R (1991) A survey of research in the application of tolerance analysis to the design of mechanical assemblies. Res Eng Des 3(1):23–37. https://doi.org/10.1007/BF01580066
Srinivasan V (1999) Statistical Tolerancing. In: Drake PJ (ed) Dimensioning and tolerancing handbook. McGraw-Hill, New York, pp 8–1–10
Singh P K, Jain P K, Jain S C (2003) Simultaneous optimal selection of design and manufacturing tolerances with different stack-up conditions using genetic algorithms. Int J Prod Res 41 (11):2411–2429. https://doi.org/10.1080/0020754031000087328
Di Stefano P (2003) Tolerance analysis and synthesis using the mean shift model. Proc Inst Mech Eng Part C J Mech Eng Sci 217(2):149–159. https://doi.org/10.1243/095440603762826477
Krishna A G, Rao K M (2006) Simultaneous optimal selection of design and manufacturing tolerances with different stack-up conditions using scatter search. Int J Adv Manuf Technol 30(3-4):328–333. https://doi.org/10.1007/s00170-005-0059-0
Mazur M, Leary M, Subic A (2014) A case study of efficient tolerance synthesis in product assemblies under loading. In: Proceedings of NordDesign 2014 Conference, pp 855–864
Ramos Barbero B, Pérez Azcona J, Gonzȧlez pėrez J (2015) A tolerance analysis and optimization methodology. The combined use of 3D CAT, a dimensional hierarchization matrix and an optimization algorithm. Int J Adv Manuf Technol 81(1-4):371–385. https://doi.org/10.1007/s00170-015-7068-4
Lööf J, Hermansson T, Söderberg R (2007) An efficient solution to the discrete least-cost tolerance allocation problem with general loss functions. In: Davidson JK (ed) Models for computer aided tolerancing in design and manufacturing. https://doi.org/10.1007/1-4020-5438-6_13. Springer, Dodrecht, pp 115–124
Lööf J, Söderberg R (2012) Discrete tolerance allocation for product families. Eng Optim 44(1):75–85. https://doi.org/10.1080/0305215X.2011.569545
Hoffenson S, Dagman A, Söderberg R (2015) Visual quality and sustainability considerations in tolerance optimization: a market-based approach. Int J Prod Econ 168:167–180. https://doi.org/10.1016/j.ijpe.2015.06.023
Wei C, Sun J, Xin-min L (2014) Tolerance optimization considerations applied to the sheet metal compliant assembly. Comput Aided Des Appl 11(sup1):68–76. https://doi.org/10.1080/16864360.2014.914413
Renzi C, Ceruti A, Leali F (2018) Integrated geometrical and dimensional tolerances stack-up analysis for the design of mechanical assemblies: an application on marine engineering. Comput Aided Des Appl 15(5):631–642. https://doi.org/10.1080/16864360.2018.1441229
Jordaan J P, Ungerer C P (2002) Optimization of design tolerances through response surface approximations. J Manuf Sci Eng Trans ASME 124(3):762–767. https://doi.org/10.1115/1.1381400
Han M, Yong Tan MH (2016) Integrated parameter and tolerance design with computer experiments. IIE Trans 48(11):1004–1015. https://doi.org/10.1080/0740817X.2016.1167289
Han M, Tan M H Y (2017) Optimal robust and tolerance design for computer experiments with mixture proportion inputs. Qual Reliab Eng Int 33(8):2255–2267. https://doi.org/10.1002/qre.2188
Bowman RA (2009) Efficient gradient-based tolerance optimization using Monte Carlo simulation. J Manuf Sci Eng 131(3):031005–1–8. https://doi.org/10.1115/1.3123328
Lin C W (2012) Simultaneous optimal design of parameters and tolerance of bearing locations for high-speed machine tools using a genetic algorithm and Monte Carlo simulation method. Int J Precis Eng Manuf 13 (11):1983–1988. https://doi.org/10.1007/s12541-012-0261-6
Nassef A O, ElMaraghy H A (1997) Allocation of geometric tolerances: New criterion and methodology. CIRP Ann 46(1):101–106. https://doi.org/10.1016/s0007-8506(07)60785-9
Kubiak T, Benbow D (2009) The certified six sigma black belt handbook. ASQ Quality Press, Milwaukee
Savage G J, Tong D, Carr S M (2006) Optimal mean and tolerance allocation using conformance-based design. Qual Reliab Eng Int 22(4):445–472. https://doi.org/10.1002/qre.721,
Di Stefano P (2006) Tolerances analysis and cost evaluation for product life cycle. Int J Prod Res 44 (10):1943–1961. https://doi.org/10.1080/00207540500465832
Zhang C C, Wang P H B (1998) Robust design of assembly and machining tolerance allocations. IIE Trans 30(1):17–29. https://doi.org/10.1080/07408179808966434
Etienne A, Dantan J Y, Qureshi J, Siadat A (2008) Variation management by functional tolerance allocation and manufacturing process selection. Int J Interact Des Manuf 2(4):207–218. https://doi.org/10.1007/s12008-008-0055-3
Söderberg R (1994) Tolerance allocation in a CAD environment considering quality and manufacturing cost. In: Lean production: from concept to product, Irish Manufacturing Comittee 11, Belfast, pp 789–800
Ramani B, Cheraghi S H, Twomey J M (1998) CAD-based integrated tolerancing system. Int J Prod Res 36(10):2891–2910. https://doi.org/10.1080/002075498192535
Kanai S, Onozuka M, Takahashi H (1996) Optimal tolerance synthesis by genetic algorithm under the machining and assembling constraints. In: Kimura F (ed) Computer-aided Tolerancing. https://doi.org/10.1007/978-94-009-1529-9_16. Chapman & Hall, London, pp 235–250
Lu S C Y, Wilhelm R G (1991) Automating tolerance synthesis: a framework and tools. J Manuf Syst 10 (4):279–296. https://doi.org/10.1016/0278-6125(91)90023-U
Xue D, Dong Z (1994) Developing a quantitative intelligent system for implementing concurrent engineering design. J Intell Manuf 5(4):251–267. https://doi.org/10.1007/BF00123697
Dong Z, Wang GG (1998) Automated cost modeling for tolerance synthesis using manufacturing process data, knowledge reasoning and optimization. In: ElMaraghy HA (ed) Geometric design tolerancing: theories, standards and applications. https://doi.org/10.1007/978-1-4615-5797-5_22. Springer, Dodrecht, pp 282–293
Domazet D S, Lu S C Y, Kalajdzic M (1992) Concurrent design and process planning of rotational parts. CIRP Ann - Manuf Technol 41(1):181–184. https://doi.org/10.1016/S0007-8506(07)61180-9
Janakiraman V, Saravanan R (2010) Concurrent optimization of machining process parameters and tolerance allocation. Int J Adv Manuf Technol 51(1-4):357–369. https://doi.org/10.1007/s00170-010-2602-x
Kirkpatrick S, Gelatt C D, Vecchi M P (1983) Optimization by simulated annealing. Science 220 (4598):671–680. https://doi.org/10.1126/science.220.4598.671
Goldberg DE (1989) Genetic algorithms in search, optimization, and machine learning. Addison-Wesley, Boston
Eberhart R, Kennedy J (1999) A new optimizer using particle swarm theory. Sixth Int Symp Micro Mach Hum Sci 0-7803-267:39–43. https://doi.org/10.1109/MHS.1995.494215
Wu C C, Chen Z, Tang G R (1998) Component tolerance design for minimum quality loss and manufacturing cost. Comput Ind 35(3):223–232. https://doi.org/10.1016/s0166-3615(97)00087-0
Sanz-Lobera A, Sebastián M A, Pérez J M (2010) New cost-tolerance model for mechanical part design. Int J Adv Manuf Technol 51(5-8):421–430. https://doi.org/10.1007/s00170-010-2661-z
Schleich B, Wärmefjord K, Söderberg R, Wartzack S (2018) Geometrical Variations Management 4.0: towards next generation geometry assurance. Procedia CIRP 75:3–10. https://doi.org/10.1016/j.procir.2018.04.078
Acknowledgements
The authors thank the German Research Foundation (DFG) for supporting the research project “Tolerance optimization of statically under- and over-constrained assemblies” under the grant number WA 2913/25-1.
Funding
Open Access funding provided by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix
A Summary of literature references
The references used to outline the development of tolerance-cost optimization in Section 4.1 are chronologically summarized in Table 2 including a selection of representative keywords. They were mostly chosen following to Figs. 7 and 8 emphasizing their main focus.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hallmann, M., Schleich, B. & Wartzack, S. From tolerance allocation to tolerance-cost optimization: a comprehensive literature review. Int J Adv Manuf Technol 107, 4859–4912 (2020). https://doi.org/10.1007/s00170-020-05254-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-05254-5