
Abstract
Slag is an industrial waste generated during the steelmaking process. Electric arc furnace slag (EAFS) and ladle furnace slag (LFS) are both produced at different stages of steelmaking process, respectively, in electric arc furnaces and refining ladle furnaces. As part of this research, an extensive suite of engineering and environmental tests were undertaken on steel slag aggregates to evaluate their potential usage as road construction materials. The engineering assessment included particle size distribution, hydrometer, organic content, flakiness index, Atterberg limits, particle density, water absorption, pH, minimum and maximum dry densities with a vibrating table, modified compaction, California bearing ratio (CBR) and Los Angeles abrasion tests. In addition, a suite of environmental tests comprising total and leachable heavy metal tests were undertaken on both types of steel slag aggregates. From an environmental perspective, EAFS and LFS were found to pose no environmental risks for use as aggregates in roadwork applications. The engineering properties of LFS aggregates with its satisfactory geotechnical and environmental results, particularly its high CBR values, indicated that the material was ideal for usage as a construction material in roadwork applications such as pavement base/subbases and engineering fills. EAFS, with its comparatively lower CBR value, was found to be only suitable to use as a construction material for pavement subbases and engineering fills. The usage of steel slag aggregates in roadwork applications would bring about a practical end-of-life alternative for their sustainable reuse and possibly divert large amount of these waste materials from landfills.
Similar content being viewed by others

Introduction
Waste materials are commonly described as material by-products rising from all human industrial, commercial, building and demolition activities, which have no lasting value (Arulrajah et al. 2014). The sustainable reuse of waste materials has become critical due to the enforcement of more stringent environmental regulations during the past few decades. Significant amounts of virgin material are being used annually in roadwork construction and development. Furthermore, traditional quarry materials are becoming scarce as a result of high worldwide demand from civil and construction sector. In recent years, significant attempts have been made to investigate the engineering properties of various waste materials to use as a substitute for natural quarry aggregates in the construction industry (Arulrajah et al. 2014). The reuse of recycled materials in civil, construction and infrastructure applications could significantly reduce the demand for virgin materials and potentially divert waste materials from landfills and stockpiles.
Steel is one of the world’s most recycled materials in terms of reuse. Over 1400 million tonnes of this never-ending product is produced around the world per annum (Brooks et al. 2011). The steelmaking process creates an industrial by-product termed as slag. The World Steel Association (2014) stated approximately 400 million tonnes of different types of slag is generated annually worldwide. In Australia alone, nearly 2.4 million tonnes of iron and steel slags were produced in 2014 (ASA 2014). In past years, noticeable amount of slags was effectively utilized within civil and construction material applications such as cementitious and non-cementitious applications, general civil and fill applications. Almost 60 % of the utilized slag was granulated blast furnace slag, which is in high demand in the cement and concrete sector (ASA 2002). However, certain types of slag including LFS currently have limited reuse applications.
Steelmaking slag is produced from either a basic oxygen system as a part of integrated steelworks or an electric arc furnace. The electric arc furnace can operate using 100 % scraps and mainly uses electrical energy and fluxes to melt and refine the recycled steel (Heidrich and Woodhead 2010). EAFS is generated during the initial steelmaking process in an electric arc furnace. The EAFS is tapped out of the electric arc furnace, and molten steel is then transferred to refining ladle furnace for further processing. After the molted steel was refined and poured out of the ladle, the resulting by-product on the bottom of the refining ladle is known as LFS. On average, the production of one tonne of steel in steelmaking plants results in 120–150 kg of EAFS and 30–50 kg of LFS (Heidrich and Woodhead 2010).
In recent years, several researchers have evaluated the reuse of EAFS as aggregates in engineering applications such as road base asphalt concrete (Pasetto and Baldo 2010), asphalt mixture in road construction (Oluwasola et al. 2015), sealing aggregates (Dippenaar 2005) for tunnel structures (Wu et al. 2015), aggregates for stabilizing riverbanks to prevent erosion (Motz and Geiseler 2001), unpaved roads (Geiseler 1996), in low-volume roads (Rohde et al. 2003) and as additives materials in ground improvement (Shen et al. 2013).
On the other hand, limited studies on engineering and environmental characteristics of LFS have been reported to date. The quality and chemical composition of LFS vary depending on a variety of elements such as source of steel scraps, amount and types of fluxes added, furnace processing conditions and refining techniques. Serjun et al. (2013) ranked LFS as a low-quality material due to its fine grain size, adverse leaching potential and expansive behavior. Manso et al. (2005) stated LFS is a useful by-product after it has been turned into a dusty product through weathering, and its expansive characteristics can be reduced in this form.
Pasetto and Baldo (2013) investigated the mechanical characterization of various cement bound mixtures of EAFS, LFS and foundry sands for road construction. This study suggested a mix with high proportion of EAFS and small amount of foundry sand and 10 % of LFS in roadwork construction. The behavior of several soils stabilized with LFS was found to be similar to the behavior of the same soils after mixing with lime (Manso et al. 2013). The plasticity index and free swelling behavior of soils were reduced, and unconfined compressive strength (UCS) significantly increased in the soils blended with LFS powder. LFS has the potential to be used as a supplementary cementing material in numerous civil and construction applications due to its cementitious hydraulic properties (Serjun et al. 2013). The use of industrial wastes as engineering fill or pavement base/subbase materials will be a positive outcome for the waste management hierarchy, provided that the use takes into account the required environmental and engineering considerations (EPA 2012).
The main objective of this research is to evaluate the engineering properties and environmental impacts and performance of unbound EAFS and LFS as road construction materials, as this aspect has yet to be studied to date. Usage of EAFS and LFS as a road construction material will divert substantial quantities of these traditional waste by-products from landfills and will, furthermore, allow these materials to be reused as a sustainable resource material.
Limited knowledge and research on the relevant environmental and engineering properties of unbound EAFS and LFS are the main obstacle for using these steelmaking by-products in roadwork applications. Although preliminary investigations have been undertaken previously in the evaluation of the mechanical properties of these industrial by-products, the environmental aspects have yet to be studied to date, hence the focus of this research on this critical aspect. An extensive suite of engineering and environmental investigations were carried out on EAFS and LFS to assess the viability of using these steel slag aggregates as road construction materials.
Materials and methods
EAFS and LFS samples were obtained from a major steel manufacturer in Melbourne, Australia. EAFS is produced in the first stage of steelmaking in an electric arc furnace. Lime is added as flux to molten steel to form slag and to remove silicate and phosphorus. Steel slag floats to and resides on the top of the molten steel as it has a lower density than steel (Hosseini et al. 2016). At this stage, EAFS is formed and tapped out of the slag door by tilting the EAF. The red-hot EAFS then starts to harden fairly quickly into a rock-shaped product. Molten steel is then transferred to a ladle furnace to be processed further.
LFS is generated during the secondary steelmaking process in the ladle furnace. Decarburization, de-oxidation, vacuum treatment to remove hydrogen and trimming of ferro alloys are all the steps taking place in ladle refining to allow steelmakers more control of the final steel product (Dippenaar 2005). As the melted refined steel is poured out of the furnace, the resulting product on the bottom of the ladle is known as LFS. LFS is poured out from the ladle in a liquid state and is cooled down from approximately 1600 °C to room temperature (Maghool et al. 2016).
LFS and EAFS samples were then sieved on an excavator sieve bucket with 75-mm aperture and stockpiled at the steel manufacturing plant. In this study, LFS and EAFS samples were collected from the top of various stockpiles and then separately split and sieved through a 20-mm sieve to obtain representative samples for further laboratory testing. A laboratory assessment was undertaken to evaluate the properties of the LFS and EAFS comprising a suite of geotechnical engineering tests, according to relevant established Australian and American standards.
The suite of engineering tests included, particle size distribution, hydrometer, organic content, flakiness index, Atterberg limits, particle density, water absorption, pH, minimum and maximum dry densities with a vibrating table, modified compaction, California bearing ratio (CBR) and Los Angeles (LA) abrasion tests. In addition, the environmental assessment comprising total concentration and leachable heavy metal tests was undertaken on both materials.
Figure 1 presents the LFS and EAFS samples appearance after passing through a 20-mm aperture sieve. Figure 1a shows that the LFS samples used for this research contain some EAFS and natural aggregates. The morphology of LFS and EAFS samples is also shown using scanning electron microscopy (SEM) in Fig. 2. SEM photographs with intended magnitude were undertaken for better understanding of the LFS and EAFS particle shapes in which the both sample particles are found to be irregular in shape.

a LFS sample appearance b EAFS sample appearance (scale in cm)

a SEM image of LFS b SEM image of EAFS
The initial moisture content of the EAFS and LFS was measured by drying the material at an oven temperature of 105 °C. Organic content percentage of both slags was tested using the loss of ignition technique according to the procedure explained in ASTM standard (ASTM 2007c). The pH value of the LFS and EAFS sample was determined using the electrometric method as outlined in Australian standards (AS 1997a). Particle size distribution tests were undertaken in accordance with Australian standards (AS 1996). According to the standard, 3 kg of representative sample of each material was washed over a 75-μm sieve, oven-dried and sieved on a mechanical sieve shaker. Flakiness index test was performed to determine the particle shape of EAFS and LFS aggregates in accordance with British standard (BS 2000).
The Los Angeles (LA) abrasion test was undertaken to measure the resistance to degradation of the EAFS and LFS aggregates by abrasion and impact in the LA machine following ASTM practice (ASTM 2006b). The apparent particle density and the water absorption of fine fraction and coarse aggregates of EAFS and LFS were determined, respectively, in accordance with Australian standard (AS 2000b) for fine fraction (passing 4.75-mm sieve) and according to Australian standard (AS 2000a) for coarse aggregates (retained on 4.75-mm sieve).
Minimum and maximum dry density tests were performed on EAFS sample due to its cohesionless and free-draining nature using the vibratory table method (ASTM 2006c). Modified proctor compaction test was performed to determine maximum dry density (MDD) and the accompanied optimum moisture content (OMC) relationships of LFS sample in accordance with the Australian standards (AS 2003), which is similar to ASTM standard (ASTM 2009). Hydraulic conductivity test was conducted to determine the coefficient of permeability for the flow of water through a compacted sample by a falling head method for LFS and constant head method for EAFS (AS 2001a, b).
California bearing ratio (CBR) tests were undertaken on LFS samples compacted under modified proctor compaction effort at OMC to reach the minimum MDD of 98 % (ASTM 2007b). The EAFS samples were compacted in the CBR mold using a plastic hammer and vibration to reach the MDD of 2.06 Mg/m3 attained from the compaction. All CBR samples were then soaked for 4 days with a surcharge of 4.5 kg on top. A metal tripod to support the dial gauge was placed on the edge of CBR mold for measuring the amount of swell during soaking. The penetration test was carried out at the end of the soaking period on samples at a rate of 1 mm/min. The soaked CBR test were commonly required to simulate the worst-case scenario for a pavement (Arulrajah et al. 2014).
Waste needs to be categorized into one of four types: fill material, solid inert waste, putrescible waste and prescribed industrial waste to determine the appropriate management option (EPA 2010). The soil hazard categorization and management guideline applies only to soils (such as clay, silt/sand, gravel and rock) and is not suitable for other wastes (EPA 2009a). Waste rising from all industrial, commercial, building and demolition activities requires contaminate analysis to be categorized as one of the solid industrial waste hazard categories prior to being reused, recycled or accepted at any landfills (EPA 2010). If the soil is not contaminated, it can be categorized as a suitable engineering fill material. If the industrial waste has a negligible effect on environment and contaminant concentrations do not exceed those specified limits, waste can be categorized as an inert solid waste and is suitable for reuse, recycling and landfill (EPA 2010).
The hazard category of slag samples as solid industrial wastes was determined by following the Environmental Protection Authority (EPA) Victoria and Australian Standard Leaching Procedure (ASLP). If the result of total concentration (TC) test is below the specified limit, EAFS and LFS can be categorized as a suitable road construction material. Leaching tests must, however, be performed in all cases (EPA 2009b). Every country adopts different test criteria to determine the concentration of leached elements that contributes to confusion about the slag environmental safety (Mombellie et al. 2016). Consequently, the environmental properties of EAFS and LFS were inspected for different types of heavy metals, and the method outlined in Australian Standard was followed in preparation of leachate (AS 1997b). According to this method, specified leaching buffers (acidic leaching fluid with pH value of 5 and alkaline leaching fluid with pH value of 9.2) were used for leachability test (AS 1997b).
In order to prepare the leachate of steel slag aggregates, a representative solid portion of material was placed into the extraction bottle. The leaching fluid was then added slowly to extraction bottle. The bottle was sealed tightly and placed on the rotator to rotate for 20 h for 30 revolutions per minute at an ambient temperature of 25°C. The solid leachate was then filtered carefully through a fresh glass fiber filter into the clean, dry, pressure filtration device for further analysis (AS 1997b).
Results and discussion
The engineering and geotechnical properties of LFS and EAFS are summarized in Table 1. Figure 3 illustrates the particle size distribution curve of both samples along with ASTM upper and lower limits (ASTM 2007a). The particle size distribution curves imply that the EAFS sample contains basically no fine particles and mostly gravel and sand sized. The degradation is required for EAFS samples to meet the ASTM requirements to use as base/subbase aggregate. However, the gradation plot of LFS entirely conforms to the requirements of ASTM standard (ASTM 2007a) for a type I (gradation C) material suitable for usage in road construction including as engineered fills and pavement bases/subbases. In addition, the coefficient of uniformity (Cu) and coefficient of curvature (Cc) values are reported in Table 1. According to the Unified Soil Classification System (ASTM 2006a), LFS is classified as a silty sand (SM) and EAFS is as a well-graded gravel (GW).

Particle size distribution curves for LFS and EAFS
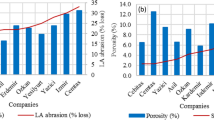
Both slag samples were found to be non-plastic. The apparent particle density of both LFS and EAFS was found to be very high, even higher than that of other waste materials previously used in roadwork applications such as construction and demolition materials with specific gravity (Gs) values in the range between 2.2 and 2.8 (Arulrajah et al. 2014). The high G s value of 3.43 for coarse fraction in LFS sample confirmed that the gravel contents in the LFS samples were mainly EAFS. The organic content values of LFS and EAFS were found to be very low, probably due to the high temperatures used in the steelmaking process. The pH values of samples indicated both slags were alkaline by nature. The maximum LA abrasion value of 40 is normally accepted by state road authority for pavement base/subbase materials (VicRoads 1998). LFS and EAFS both meet this maximum criterion, LFS with a LA abrasion value of 31 and EAFS with a value of 29. EAFS was slightly more durable in abrasion than LFS. The flakiness index of LFS particles was significantly higher than EAFS as LFS contains some natural aggregates.
Compressibility characterization of LFS was evaluated by modified compaction. This method was not a suitable method for EAFS as it is a cohesionless material. Thus, the maximum and minimum dry density values of EAFS were obtained using vibratory table method. The results of both methods indicated that the both slags had high MDD values, higher than that of demolition materials which have been previously used in road applications (Arulrajah et al. 2014). The high MDD values can be attributed to very high Gs of these materials particles. Hydraulic conductivity of the LFS was evaluated using falling head method and was found to be 9.81 × 10−9 m/s, which can be described as a very low permeable material in accordance with the hydraulic conductivity classification chart presented by Terzaghi et al. (1996). However, the hydraulic conductivity of EAFS was assessed using constant head method and noted to be 1.19 × 10−6 m/s. The coefficient of permeability of EAFS was significantly higher than LFS, and it can be attributed to containing more than 70 % gravel particles, being cohesionless and free-draining material.
The CBR samples were tested after 4 days of soaking, and the swell characteristic of samples was measured and is reported in Table 1. Figure 4 indicates the range of load–penetration curve obtained from three CBR tests for each samples. CBR values of EAFS were found to be noticeably lower than those of the LFS sample. This trend seems to be related to the compaction method of these materials. Modified compaction, higher MDD value and cohesion among the LFS particles can result in better particle contact and eventually higher CBR values. The CBR test results indicated that only LFS with average CBR value of 160 % met the typically specified and minimum requirement of 80 % for usage in pavement base and minimum requirement of 2–5 % for engineering fill applications (Arulrajah et al. 2013). The soaked CBR value of 55 % indicates that the EAFS meets the requirements to safely use in other roadwork applications such as subbase and engineering fill applications.

Load–penetration curve of LFS and EAFS
In consideration of the usage of LFS and EAFS in roadwork applications such as engineering fill and pavement base/subbase layers, all the possible environmental risks and hazards need to be determined to guarantee that environmental contamination will not emerge (Arulrajah et al. 2015). A total concentration (TC) test needs to be completed first to verify the presence of certain contaminates (EPA 2010). Table 2 presents TC values of LFS and EAFS and compares these values with allowable values of EPA Victoria requirement for solid inert waste and fill materials. The comparison indicated that TC values of LFS sample completely lie within EPA Victoria requirement for solid inert waste. All TC values of EAFS sample except chromium were also far below the EPA Victoria requirement (EPA 2009b).
Chromium metal can be found in a few oxidation states such as hexavalent chromium (VI) and trivalent chromium (III) (Disfani et al. 2012). The chromium values reported for both slags in Table 2 were the total chromium, while the presented value for inert solid waste was chromium (VI). The total chromium is a combination of hexavalent chromium (VI) and trivalent chromium (III). Pasetto and Baldo (2010) also measured the TC of EAFS and reported that total chromium of this slag was around 585 (mg/kg). However, only less than 5 (mg/kg) of that chromium in their EAFS is labeled as hexavalent chromium (VI). However, both slags in this study are classified as non-hazardous or non-dangerous good according to their TC values.
Once the presence of certain contaminates was found to be below those specified for solid inert waste, leachable concentration test was conducted. Leaching hazard and exposure of contaminants can occur anytime during the lifetime of the project into soil, surface surrounding areas and ground water (Disfani et al. 2012). The leachable concentration results for both slags are presented and compared with allowable values for drinking water standard and solid inert waste in Table 3. Two ASLP values were reported for each sample: one acidic and one alkaline. The ASLP values for both materials were far below the threshold of solid inert waste, proving that these slags could be categorized as non-hazardous waste according to EPA Victoria (EPA 2009b). Furthermore, a waste can be labeled as a hazardous one if any detected metal exists at concentrations greater than 100 times the drinking water standards according to the US EPA (EPA 1999). Based on this criterion, the comparison between the leachability results of the slags and drinking water standard indicated that all contaminants lie perfectly within allowable limits. Therefore, LFS and EAFS will not pose any environmental risks to the groundwater table or water streams beyond what is commonly accepted for fill material and solid inert waste.
Embodied energy can be described as the entire energies (in joules) that are required to bring an object to its current state (Soga et al. 2011). The production of both LFS and EAFS is directly linked to steel demand. Consequently, the embodied energy of LFS and EAFS as industrial waste is considered as zero. The effective use of EAFS and LFS in various applications can reduce the use of fossil fuel and electricity compared with natural quarried materials (Woodhead et al. 2011). Finding an innovative way to utilize EAFS and LFS into valuable materials can bring environmental (lowering carbon footprint), social and economic benefits to our community.
From an engineering evaluation, low organic content, high density, durability of aggregates and high CBR values indicate that both slags are high-quality aggregates and ideal for usage in roadwork applications. LFS is suitable for base/subbase and engineering fill applications, while EAFS is only suitable for subbase and engineering fill applications due to its lower CBR value. Figure 5 presents a schematic and a framework for water flow balance in a base layer (LFS layer) and in a subbase layer (LFS or EAFS layer) of a typical pavement. A part of precipitation due to rainfall will evaporate and runoff the surface layer and apparently does not get into the base and subbase layers. The remaining fraction infiltrates into the base and then subbase layer from surface and some from shoulders of the pavement. The leachate from the base and subbase layers will then seep down into the ground water table and some flows into surface water streams through the drainage pipes. Consequently, the requirement for the environmental testing analysis is implemented in this research.

Schematic and water flow balance for LFS and EAFS layers in road pavement
It is noted that environmental impacts of leached heavy metals on the groundwater quality also depend on the retardative, hydraulic and diffusive properties and initial degree of saturation of the pavement base/subbase layer, rainfall percolation rate through the pavement base/subbase layer and horizontal groundwater flux in the aquifer. Also, the geometry of the pavement base/subbase layer and aquifer as well as hydrological conditions is required for conducting the analysis via closed-form solution or numerical method (Du and Hayashi 2006). Nevertheless, once the leached heavy metal concentrations meet the drinkable water standard, the concentrations of heavy metals transported into the aquifer will also meet this specific requirement, therefore resulting in negligible environmental impact to groundwater quality.
Conclusions
Results of an extensive series of environmental and geotechnical engineering tests on two types of steel slags; LFS and EAFS produced in Victoria, Australia, provide a platform for evaluating the possibility of using these waste materials in road construction applications. The particle size distribution curves indicate that the EAFS sample contains mostly gravel and sand with no fines fraction. The gradation plot of LFS entirely conforms to the requirements specified for usage in pavement base/subbase.
A range of environmental tests comprising total and leachate concentration were conducted to fill the knowledge gap on environmental impacts of using LFS and EAFS as an aggregates in road construction. The result of total and leachable heavy metals analysis on LFS and EAFS implies no environmental risks or leaching issue for their use as aggregates in roadwork applications. A comparison between the leachability results of slags and drinking water standard indicates that all contaminants entirely lie within allowable limits. Both slags are categorized as inert solid wastes according to EPA Victoria industrial waste resource guideline.
From an engineering fill material perspective, low organic content, high density and durability of aggregates indicate that both LFS and EAFS are high-quality aggregates and ideal for usage in roadwork applications. CBR values of EAFS are found to be noticeably lower than those of the LFS sample. This trend seems to be related to the compaction method and the cohesion among the LFS particles that resulted in the higher MDD, better particle contact and eventually higher CBR value in LFS.
The cohesionless nature of the EAFS implies it is not a suitable material for use in base layer for which much higher CBR values are desired. EAFS may, however, be blended with other higher-quality materials to conform with the local road authority specifications (better gradation, higher CBR value) to be used in base layer.
The engineering properties of LFS aggregates with their satisfactory geotechnical and environmental results, particularly their high CBR values, indicate that the material is ideal for usage as a construction material in roadwork applications such as pavement base/subbases and engineering fills. EAFS, with its comparatively lower CBR value, is found to be a suitable construction material for pavement subbases and engineering fills.
Although this research has achieved its intended aims, there are some limitations which could be considered for future research. This research was conducted and reported on properties of LFS and EAFS samples produced in Australia. The quality and chemical compositions of steel slags vary depending on a variety of elements such as source of steel, furnace processing conditions and refining techniques. Therefore, the properties of steel slags can be different around the globe and should be studied on a case by case basis to meet the requirement of the end users such as road authorities.
This experimental study can be studied further with the implementation of a fully instrumented field trial. The implementation in a field demonstration site would enable the EAFS and LFS to be assessed under true field conditions and monitoring for some period of time. This will allay any concern of end users as to the implementation of these slag aggregates in the field.
The usage of EAFS and LFS in roadwork applications would bring about a practical end-of-life alternative for their sustainable reuse and divert large amount of these waste materials from landfills and stockpiles.
References
Arulrajah A, Disfani M, Suthagaran V, Bo M (2013) Laboratory evaluation of the geotechnical characteristics of wastewater biosolids in road embankments. J Mater Civil Eng 25:1682–1691. doi:10.1061/(Asce)Mt.1943-5533.0000739
Arulrajah A, disfani MM, Horpibulsuk S, Suksiripattanapong C, Prongmanee N (2014) Physical properties and shear strength responses of recycled construction and demolition materials in unbound pavement base/subbase applications. Constr Build Mater 58:245–257
Arulrajah A, Disfani MM, Maghoolpilehrood F, Horpibulsuk S, Udonchai A, Imteaz M, Du YJ (2015) Engineering and environmental properties of foamed recycled glass as a lightweight engineering material. J Clean Prod 94:369–375. doi:10.1016/j.jclepro.2015.01.080
AS (1996) Methods for sampling and testing aggregates Method 11: particle size distribution by sieving. Standards Australia, sydney
AS (1997a) Soil chemical tests—determination of the pH value of a soil—electrometric method. Australian Standard 1289.4.3.1. Australian standard, Sydney
AS (1997b) Wastes, sediments and contaminated soils, Part 3: preparation of leachates-bottle leaching procedure. Standards Australia, Homebush
AS (2000a) Particle density and water absorption of coarse aggregate—weighing-in-water method. Australian Standard 1141.6.1. Australian Standard, Sydney
AS (2000b) Particle density and water absorption of coarse aggregate—weighing-in-water method. Australian Standard 1141.5. Australian Standard, Sydney
AS (2001a) Soil strength and consolidation tests—determination of permeability of a soil—constant head method for a remoulded specimen. Australian Standard 1289.6.7.1. Australian Standard, Sydney
AS (2001b) Soil strength and consolidation tests—determination of permeability of a soil—constant head method for a remoulded specimen. Australian Standard 1289.6.7.2. Australian Standard, Sydney
AS (2003) Soil compaction and density tests—determination of the dry density/moisture content relation of a soil using modified compactive effort. Australian Standard 1289.5.2.1. Australian Standard, Sydney
ASA (2002) A guide to the use of slag in roads. Revision 2 Wollongong, Australasian (iron & steel) Slag Association Inc
ASA (2014) Membership Annual Survey Results Wollongong, Australasian (iron & steel) Slag Association Inc
ASTM (2006a) Standard practice for classification of soils for engineering purposes (unified soil classification system). ASTM D2487-06. ASTM International, West Conshohocken
ASTM (2006b) Standard test method for resistance to degradation of small-size coarse aggregate by abrasion and impact in the Los Angeles machine. ASTM Standard C131. ASTM International, West Conshohocken
ASTM (2006c) Standard test methods for maximum index density and unit weight of soils using a vibratory table. ASTM International, West Conshohocken
ASTM (2007a) Standard specification for materials for soil-aggregate subbase, base, and surface courses. ASTM Standard D1241. ASTM International, West Conshohocken
ASTM (2007b) Standard Test Method for CBR (California Bearing Ratio) of Laboratory-Compacted Soils.ASTM-D1883 Annual Book of ASTM Standards. ASTM International, West Conshohocken
ASTM (2007c) Standard test methods for moisture, ash, and organic matter of peat and other organic soils. ASTM Standard D2974. ASTM International, West Conshohocken
ASTM (2009) Standard test methods for laboratory compaction characteristics of soil using modified effort (56,000 ft-lbf/ft3(2,700 kN-m/m3)). ASTM Standard D1557. ASTM International, West Conshohocken
Brooks GA, Dogan N, Alam M, Naser J, Rhamdhani MA (2011) Developments in the modelling of oxygen steelmaking. Proceeding of the 2011 Guthrie Symposium, Montreal, Canada, pp 292–301
BS (2000) Method for determination of particle shape; flakiness index. British Standard 812-105.1. British Standard Institution, London
Dippenaar R (2005) Industrial uses of slag (the use and re-use of iron and steelmaking slags) Maney Online, Maney publishing’s online platform 32:35–46
Disfani MM, Arulrajah A, Bo MW, Sivakugan N (2012) Environmental risks of using recycled crushed glass in road applications. J Clean Prod 20:170–179
Du YJ, Hayashi S (2006) A study on sorption properties of Cd2+ on Ariake clay for evaluating its potential use as a landfill barrier material. Appl Clay Sci 32:14–24. doi:10.1016/j.clay.2006.01.003
EPA (1999) National primary drinking water standards. Environment Protection Agency, Washington
EPA (2009a) Soil hazard categorisation and management, industrial waste resource guidelines, Publication No. IWRG 621. Environmental Protection Agency of Victoria, Australia
EPA (2009b) Solid industrial waste hazard categorization and management, industrial waste resource guidelines, Publication No. IWRG 631. Environmental Protection Agency of Victoria, Australia
EPA (2010) Waste Categorisation Environmental Protection Agency of Victoria, Australia
EPA (2012) Engineered/structural fill, industrial waste fact sheet, Publication No. 1440. Environmental Protection Agency of Victoria, Australia
Geiseler J (1996) Use of steelworks slag in Europe. Waste Manag 16:59–63
Heidrich C, Woodhead A (2010) Benchmarking Report for the Sustainability Victoria Business Partnerships Assessment & Benchmarking Module Wollongong, Australasian (iron and steel) Slag Association vol 1
Hosseini S, Soltani SM, Fennell PS, Choong TSY, Aroua MK (2016) Production and applications of electric-arc-furnace slag as solid waste in environmental technologies: a review. Environ Technol Rev 5:1–11. doi:10.1080/21622515.2016.1147615
Maghool F, Arulrajah A, Horpibulsuk S, Du Y (2016) Laboratory evaluation of ladle furnace slag in unbound pavement base/subbaseapplications. J Mater Civ Eng. doi:10.1061/(ASCE)MT.1943-5533.0001724
Manso JM, Losañez M, Polanco JA, Gonzalez JJ (2005) Ladle furnace slag in construction. J Mater Civ Eng 17:513–518. doi:10.1061/(Asce)0899-1561(2005)17:5(513)
Manso JM, Ortega-López V, Polanco JA, Setién Js (2013) The use of ladle furnace slag in soil stabilization. Constr Build Mater 40:126–134
Mombellie D, Mapelli C, Barella S, Di Cecca C, Le Saout G, Gracia-Diaz E (2016) The effect of chemical composition on the leaching behaviour of electric arc furnace (EAF) carbon steel slag during a standard leaching test. J Environ Chem Eng 4:1050–1060. doi:10.1016/j.jece.2015.09.018
Motz H, Geiseler J (2001) Products of steel slags an opportunity to save natural resources. Waste Manag 21:285–293
Oluwasola EA, Hainin MR, Aziz MMA (2015) Evaluation of asphalt mixtures incorporating electric arc furnace steel slag and copper mine tailings for road construction. Transp Geotech 2:47–55
Pasetto M, Baldo N (2010) Experimental evaluation of high performance base course and road base asphalt concrete with electric arc furnace steel slags. J Hazard Mater 181:938–948. doi:10.1016/j.jhazmat.2010.05.104
Pasetto M, Baldo N (2013) Cement bound mixtures with metallurgical slags for road constructions: mix design and mechanical characterization. J Pol Miner Eng Soc 14:15–20
Rohde L, Nunez WP, Ceratti JAP (2003) Electric arc furnace steel slag: base material for low-volume roads. Transport Research Record. doi:10.3141/1819b-26
Serjun VZ, Mirti B, Mladenovi A (2013) Evaluation of ladle slag as a potential material for building and civil engineering. Mater Technol 47:543–550
Shen SL, Wang ZF, Yang J, Ho CE (2013) Generalized approach for prediction of jet grout column diameter. J Geotech Geoenviron Eng 139:2060–2069. doi:10.1061/(Asce)Gt.1943-5606.0000932
Soga K, Chau C, Nicholson D, Pantelidou H (2011) Embodied energy: soil retaining geosystems. KSCE J Civ Eng 15:739–749
Terzaghi K, Peck R, Mesri G (1996) Soil mechanics in engineering practice. Wiley, New York
VicRoads (1998) Guide to general requirements for unbound pavement materials vol 39. Technical Bulletin 39. VicRoads, Melbourne, VIC, Australia
Woodhead A, Heidrich C, Cartwright D (2011) Low carbon product opportunities in the EAFS supply chain Wollongong, Australasian (iron & steel) Slag Association Inc
World Steel Association W (2014) Fact sheet; steel industry by-products. worldsteel.org
Wu HN, Shen SL, Liao SM, Yin ZY (2015) Longitudinal structural modelling of shield tunnels considering shearing dislocation between segmental rings. Tunn Undergr Sp Technol 50:317–323. doi:10.1016/j.tust.2015.08.001
Acknowledgments
The authors would like to thank Harsco Metals and Minerals Asia Pacific (Victoria, Australia) for providing the materials in this study. The third author is grateful for the financial support of the National Natural Science Foundation of China (Grant No. 51,278,100 and 41,472,258). The fourth and fifth authors are grateful to the Thailand Research Fund under the TRF Senior Research Scholar program Grant No. RTA5980005 and Suranaree University of Technology.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Maghool, F., Arulrajah, A., Du, YJ. et al. Environmental impacts of utilizing waste steel slag aggregates as recycled road construction materials. Clean Techn Environ Policy 19, 949–958 (2017). https://doi.org/10.1007/s10098-016-1289-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-016-1289-6