
Abstract
Powder layer density is an important measure for understanding the effect of powder on part quality in powder bed fusion. The density of thin layers, as they are deposited in powder bed fusion, differs from the density of powder in large containers. This study investigates this difference. Therefore, six monomodal powders with different particle size distributions, from coarse to fine, are spread in an 84.5 µm deep cavity to determine their powder layer densities for a single layer. A linear dependence of powder layer density on the D50 of powder is discovered for monomodal powders with good flowability. This dependence can be explained by the wall effect. Fine powders with low flowability show an increase in the standard deviation of the powder layer density. These findings suggest the existence of a particle size distribution that is sufficiently small to minimize the wall effect in a thin layer while still being sufficiently large to guarantee a good flowability of the powder.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Powder significantly affects part quality in powder fusion bed (PBF) of metals [1, 2]. Meiners [3] demonstrated the effect of the particle size distribution (PSD) on part density, which was then confirmed in later studies [4, 5]. However, the effect of powder on final part properties is yet to be elucidated. A link between powder and part properties is the powder layer, most notably the powder layer density (PLD), as emphasized in several studies [2, 6,7,8]. The most frequently published method to measure powder bed density is to build cavities with a height of several powder layers during PBF and then measure the powder density in these cavities [6, 9,10,11,12,13].
However, Chen et al. [14], Wischeropp et al. [15], and Mahmoodkhani et al. [1] showed that the true PLD and the effective thickness of a single powder layer differ from the values obtained by measuring several layers at once. Wischeropp et al. [15] measured relative powder layer densities, as a fraction of the solid material density, to be between 0.44 and 0.56 in an experiment on a PBF machine for the powders and layer heights listed in Table 1.
Chen et al. [14] investigated nine different powders, each at three different layer thicknesses, both experimentally and in a discrete element simulation. They obtained powder layer densities between 0.25 and 0.45 for layer thicknesses between 60 and 180 μm, for which they showed a decreasae in the PLD for a decreasing layer height. Chen et al. [14] identified three effects that dominate the powder spreading process and affect the density of a single powder layer: the cohesion, wall, and percolation effect. Mindt et al. [16] numerically simulated the powder spreading process for PBF in a discrete element simulation. They numerically determined that the packing density for Ti6Al4V powder with particles between 15 and 75 µm in diameter for effective layer heights of 30 and 50 µm is 0.2 and 0.38, respectively. Muñiz-Lerma et al. [17] investigated the PLD of the three powders listed in Table 2. They spread a powder layer that was approximately 100 µm thick using a doctor blade and performed a computed tomography scan of the spread powder. The measured relative densities were between 0.41 and 0.55.
Chen et al. [14] showed that coarser powders and smaller layer thicknesses result in lower powder layer densities; however, this relationship was discovered and quantified for only a few powders. Therefore, this study further investigates how PLD is affected by the PSD. In addition, a novel approach for measuring the PLD of a single powder layer is presented herein. In contrast to previously published methods, the PLD is not measured on a machine but ex-situ on a test bench in a cavity.
2 Materials and methods
2.1 Powder characterization methods and powders
All powders were characterized before their PLD was measured. The PSD was measured via laser diffraction using an LS230 laser diffractometer from Beckman Coulter. The particle circularity was measured using a Leica DM6 light microscope from Leica Microsystems GmbH. Images were captured via transmitted light microscopy and then processed in MATLAB, where all agglomerates were manually removed until 3000 particles per powder were identified. The circularity fcirc was then calculated according to the formula used by Bouwman [18] as
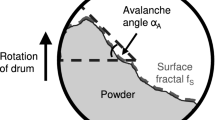
where \(A\) is the area and \(P\) perimeter of the projected particle. The apparent and tap densities of each powder were measured three times according to ASTM B417-18 [19] and ASTM B527-15 [20], respectively. Subsequently, the Hausner ratios were calculated as the ratios of the tap to apparent density. The powder flowability was also measured using a REVOLUTION powder analyzer by Mercury Scientific Inc. The avalanche angle and surface fractal were measured according to the procedure described by Spierings et al. [21].
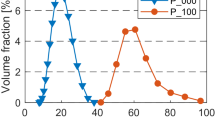
Six monomodal, gas atomized, 316L-powders with approximately the same distribution width (D90–D10), high circularity, and different D50 (10–60 µm) were used. The PSD and distribution width of all powders are shown in Table 3. The scanning electron microscopy images of the powders are shown in Fig. 1. The designation of all powders was selected to reflect their D50.

Scanning electron microscopy images of a P10, b P20, c P30, d P40, e P50, and f P60
2.2 Layer density measurement
The PLD was measured by filling the cavity shown in Fig. 2a using the coating blade shown in Fig. 2b. Subsequently, the density was calculated from the powder mass and the known volume of the cavity. Coating blades from softer materials, e.g. rubber, cannot be used in this setup as they deform during coating and deliver inconsistent results. The cavity was made from hardened 1.2379 steel with an outer cylinder diameter of 44.0 mm, a total height of 15.2 mm, and a mass of 133.993 g. The inner cavity with a diameter of 40 mm was created via electrical discharge machining; its average depth was 84.5 µm and its bottom surface roughness \(R_{{\text{a}}} = 5.09\) µm, as measured using a GelSight Benchtop system by GelSight Inc. The volume of the cavity was 106.2 mm3, as calculated using the diameter and average depth.

Cavity (a) and coating blade (b) made from steel
The resulting top surface roughness of the cavity, \(R_{{\text{a}}} = 5.09\) µm, is approximately the roughness of a PBF surface, which ranges from \(R_{{\text{a}}} = 4.25\) µm for 316L [22], \(R_{{\text{a}}} = 4.25\) µm and \(R_{{\text{a}}} = 15\) µm for 1.2709 [23], and \(R_{{\text{a}}} = 20.925{ }\) µm for AlSi10Mg [24]. Lower end values of effective layer thicknesses reported in the literature were selected for the cavity depth such that the wall effect, as described in [25], for the deposition of thin powder layers becomes more pronounced.
The cavity was coated on a test bench, which was propelled with a toothed belt drive on the coater axis and a spindle screw drive on the z-axis. The cavity was placed on the build platform and leveled such that the tip of the coating blade lightly touched the rim of the cavity along the entire movement on top of the cavity. Subsequently, the build platform was raised by 50 µm to create pressure between the coating blade and the cavity rim. This pressure ensured that no powder remained on the cavity rim after coating. The position of the cavity in coating direction was secured using two mechanical stops on the build platform.
The PLD of all powders was measured five times for each powder. Therefore, the coating blade was moved to its starting position in front of the build platform. The cavity was then placed on the build platform and the powder placement platform was placed around the cavity, as shown in Fig. 3. Powder with a volume of 12 cm3 at apparent density was positioned in front of the cavity on the powder placement platform. Subsequently, the coater was moved across the cavity at a speed of 100 mm/s. Finally, the cavity was removed, cleaned from the outside, and weighed on an AX205 Delta Range scale (Mettler Toledo).

a Powder (12 cm3) placed in front of the cavity before the coating process; b powder in the cavity after the coating process
3 Results
The PLD is affected by the particle shape [17]. Therefore, the particle circularity was measured, and the values for all powders are shown in Table 4. The finer powders have a slightly higher circularity than the coarse powders; however, the difference is insignificant and will be disregarded hereinafter.
The apparent density, tap density, and Hausner ratio of all powders are shown in Fig. 4. For P30–P60, those values are similar. However, P10 and P20 exhibit a decrease in apparent density, an increase in tap density, and a resulting increase in Hausner ratio for a decreasing D50.

Mean and SD of Hausner ratio, tap density, and apparent density of P10–P60
Figure 5 shows the avalanche angle and surface fractal measured using the REVOLUTION powder analyzer. The mean and standard deviation of the avalanche angle are similar for P40–P60 and increase with decreasing particle diameter. Meanwhile, the mean and standard deviation of the surface fractal are similar for P30–P60. Both P10 and P20 indicate a higher standard deviation of the surface fractal; however, only P10 indicates a higher mean surface fractal than the other powders. This dependency of the Hausner ratio, avalanche angle, and surface fractal on the D50 is caused by interparticular forces, primarily the Van der Waals forces [14], which decrease the powder flowability.

Mean and SD of avalanche angle and surface fractal of P10–P60
The PLD of all powders is shown in Fig. 6, where the relative PLD is plotted over the ratio of the D50 of a powder to the cavity depth \(h = 84.5\) µm. The data show the dependency of the PLD on the D50 of a powder as the PLD increases with decreasing D50. Furthermore, the results indicate that P30–P60 exhibit a relatively low standard deviation of the PLD, whereas P10 and P20 exhibit a relatively large standard deviation.

Mean and SD of PLD of P10–P60 with least-squares linear regression (LR) line for P30–P60 from Eq. 2
Because the data in Fig. 6 show a linear dependency, a least-squares regression was fitted to the data to quantify the dependency and determine the goodness-of-fit to a linear model. The homoscedasticity of the data was verified, as it is a precondition for linear regression. Levene’s test for equal variance shows that the PLD data of P10–P60 (p < 0.001) and P20–P60 (p = 0.024) are not homoscedastic. The same test indicates homoscedasticity for a dataset comprising the densities of P30–P60 (p = 0.424). Therefore, the least-squares linear regression in Eq. 2 was fitted to the density data of P30–P60 as
where \(\rho_{{{\text{pl}}}}\) (between 0 and 1) is the relative PLD as a fraction of the solid material density, \(\rho_{0}\) the intersection of the regression line with the y-axis, \(\Phi_{{{\text{reg}}}}\) the particle size-dependent powder layer porosity, \(d\) the particle diameter (in this case approximated with the D50), and \(h = 84.5\) µm the cavity depth. The regression shows a good fit with the coefficient of determination \(R^{2}\) of 0.951. The high \(R^{2}\) indicates a linear relationship between the D50 and PLD of powders P30–P60.
4 Discussion
4.1 Wall effect
All the measured PLDs are lower than the apparent densities and within the range of experimental values reported in the literature for a single powder layer: 0.44–0.56 [15]; 0.25–0.45 [14]. Furthermore, the PLD decreases with the increasing ratio of the particle diameter to the layer thickness. The dependency of the layer density on the particle diameter can be explained by the wall effect, which is the reduction of packing density through vacant sites in a packed powder in the presence of a wall, as illustrated in Fig. 7.

Wall effect of a thin powder layer between two walls for face-centered cubic packing; lost particle volume shown by dashed semi-circles
The wall effect for a single powder layer in PBF is often discussed [5, 14, 15, 26]; however, only one analytical estimation has been reported, i.e., that by Karapatis et al. [25]. Karapatis approximated the wall effect based on an orthorhombic arrangement with a bulk porosity \(\Phi_{{{\text{bulk}}}} = 0.4\) of monodisperse particles with a diameter \(d\) in a disk layer of diameter \(D\) and height \(h\) as
where \(\Phi_{{{\text{wall}}}}\) is the layer porosity due to the wall effect and \(\Phi_{{{\text{total}}}} = \Phi_{{{\text{bulk}}}} + \Phi_{{{\text{wall}}}}\) is the total porosity of the powder layer. This equation was simplified by Chen et al. [14] for \(D \gg d\) as
If \(\Phi_{{{\text{total}}}}\) is substituted with \(\Phi_{{{\text{total}}}} = \Phi_{{{\text{bulk}}}} + \Phi_{{{\text{wall}}}} = 0.4 + \Phi_{{{\text{wall}}}}\), the layer porosity due to the wall effect can be estimated as
This value overestimates the measured wall effect \(\Phi_{{{\text{reg}}}}\) of the linear regression in Eq. 2 by more than a factor of 2.5. This is because several assumptions of the Karapatis model are violated. The particles in the experiment were not arranged in an orthorhombic packing. Furthermore, polydisperse particles were used for the experiment, and the equation was simplified. However, the model predicts a linear dependency of the wall effect based on the ratio of the particle diameter to layer thickness, as observed in the experiments. The cause of linearity in the experiment is yet to be elucidated.
The numerical results of the layer densities and the contribution of the wall effect during the experiment must be handled with caution, as the cavity depth of \(h = 84.5{ }\) µm is lower than the effective layer thickness in PBF, which was measured to be more than 150 µm in some cases [1, 15].
4.2 Cohesion of powder
The Hausner ratio is a widely used indicator of the flowability of powders [21]. Spierings et al. [21] proposed the avalanche angle and surface fractal as flowability indicators for powders in PBF. Figures 4 and 5 show that the flowability, measured using the Hausner ratio, avalanche angle, and surface fractal, increases with the particle diameter for P10 and P20, whereas the improvement in flowability is only slight for P30–P60. This finding is consistent with that of Abdullah and Geldart [27], who reported that flowability of powder generally increases with the particle size up to a critical range above which the flowability does not show any improvement. The relationship between flowability of powder and particle size is mainly governed by interparticular forces [28], of which the Van der Walls forces dominate the deposition of powder in a powder bed [29].
The effect of the interparticular forces measured by the Hausner ratio on the PLD is shown in Fig. 8, where the Hausner ratio is plotted against the standard deviation of the PLD for all six powders. The standard deviation of the PLD of P10 and P20 increases as the flowability of the powders decreases. All the other powders, with a Hausner ratio below 1.15, exhibit similar standard deviations of the PLD. This effect is qualitatively similar for the avalanche angle and surface fractal; therefore, it is omitted herein.

SD of P10–P60 plotted against mean Hauser ratio
Similar powder behaviors have been reported previously. Spierings [30] observed that for powders with a low flowability, the layer became less smooth and agglomerates tended to form in the layer. These findings are consistent with the results of Ma et al. [29], who demonstrated that powder flowability decreased consistently with the increase in the fraction of fine powder until the particles agglomerated and were pushed across the powder bed instead of spreading out. These agglomerates are likely responsible for the effect shown in Fig. 8. Chen et al. [14] termed this effect as the cohesion effect, which denotes the reduction in the powder layer packing density owing to cohesive forces, e.g., van der Waals forces, which impede the spreading process.
5 Conclusion and outlook
In this study, a cavity was used to measure the density of a single powder layer for monomodal, spherical powders. The results indicate that the density of a single powder layer is significantly smaller than the apparent density and is governed by the wall effect and powder cohesion.
The linear relationship between the PLD and D50 of monomodal powders with a D50 of 30 µm and above show that fine powders result in higher powder layer densities in PBF. The increased standard deviation of the PLD for monomodal powders with a D50 of 20 µm and below indicates the existence of a threshold for the PSD, below which the spreadability is impeded. The Hausner ratio, avalanche angle, and surface fractal are suitable indicators for this effect. The cause of the linear dependency of the PLD on the PSD is still unclear; hence, further research is necessitated. Other influences, such as coating material, coater geometry, and coater speedy, were not investigated in this study and will be examined with a modified setup for other recoating technologies in the future.
Data availability
All Data are available.
References
Mahmoodkhani Y, Ali U, Imani Shahabad S, Rani Kasinathan A, Esmaeilizadeh R, Keshavarzkermani A, Marzbanrad E, Toyserkani E (2019) On the measurement of effective powder layer thickness in laser powder-bed fusion additive manufacturing of metals. Prog Addit Manuf 4(2):109–116. https://doi.org/10.1007/s40964-018-0064-0
Ali U, Mahmoodkhani Y, Imani Shahabad S, Esmaeilizadeh R, Liravi F, Sheydaeian E, Huang KY, Marzbanrad E, Vlasea M, Toyserkani E (2018) On the measurement of relative powder-bed compaction density in powder-bed additive manufacturing processes. Mater Des 155:495–501. https://doi.org/10.1016/j.matdes.2018.06.030
Meiners W (1999) Direktes Selektives Laser Sintern einkomponentiger metallischer Werkstoffe. PhD Thesis, RWTH Aachen, Aachen, Germany
Spierings AB, Levy G (2009) Comparison of density of stainless steel 316L parts produced with selective laser melting using different powder grades. Paper presented at the Solid freeform fabrication Symposium, Austin, Texas
Spierings AB, Herres N, Levy G (2011) Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts. Rapid Prototyp J 17(3):195–202. https://doi.org/10.1108/13552541111124770
Seyda V (2018) Werkstoff- und Prozessverhalten von Metallpulvern in der laseradditiven Fertigung. Springer, Berlin. https://doi.org/10.1007/978-3-662-58233-6_10
Abu-Lebdeh T, Damptey R, Lamberti V, Hamoush S (2019) Powder packing density and its impact on SLM-based additive manufacturing. In: Cham, TMS 2019 148th annual meeting & exhibition supplemental proceedings. Springer International Publishing, pp 355–367
Rausch AM, Küng VE, Pobel C, Markl M, Körner C (2017) Predictive simulation of process windows for powder bed fusion additive manufacturing: influence of the powder bulk density. Mater Des. https://doi.org/10.3390/ma10101117
Jacob G, Donmez A, Slotwinski J, Moylan S (2016) Measurement of powder bed density in powder bed fusion additive manufacturing processes. Meas Sci Technol. https://doi.org/10.1088/0957-0233/27/11/115601
Elliott AM, Nandwana P, Siddel DH, Compton B (2016) A method for measuring powder bed density in binder jet additive manufacturing process and the powder feedstock characteristics influencing the powder bed density. Conference: Solid Freeform Fabrication Symposium, Austin, TX, USA, 20160808, 20160810
Choi J-P, Shin G-H, Lee H-S, Yang D-Y, Yang S, Lee C-W, Brochu M, Yu J-H (2017) Evaluation of powder layer density for the selective laser melting (SLM) Process. Mater Trans 58(2):294–297. https://doi.org/10.2320/matertrans.M2016364
Olakanmi EO (2013) Selective laser sintering/melting (SLS/SLM) of pure Al, Al–Mg, and Al–Si powders: effect of processing conditions and powder properties. J Mater Process Technol 213(8):1387–1405. https://doi.org/10.1016/j.jmatprotec.2013.03.009
Gu H, Gong H, Dilip JJS, Stucker B (2014) Effects of powder variation on the microstructure and tensile strength of Ti6Al4V parts fabricated by selective laser melting. In: Paper presented at the 25th Annual International Solid Freeform Fabrication Symposium
Chen H, Wei Q, Zhang Y, Chen F, Shi Y, Yan W (2019) Powder-spreading mechanisms in powder-bed-based additive manufacturing: Experiments and computational modeling. Acta Mater 179:158–171. https://doi.org/10.1016/j.actamat.2019.08.030
Wischeropp TM, Emmelmann C, Brandt M, Pateras A (2019) Measurement of actual powder layer height and packing density in a single layer in selective laser melting. Addit Manuf 28:176–183. https://doi.org/10.1016/j.addma.2019.04.019
Mindt HW, Megahed M, Lavery NP, Holmes MA, Brown SGR (2016) Powder bed layer characteristics: the overseen first-order process input. Metall Mater Trans A 47(8):3811–3822. https://doi.org/10.1007/s11661-016-3470-2
Muñiz-Lerma JA, Nommeots-Nomm A, Waters KE, Brochu M (2018) A Comprehensive approach to powder feedstock characterization for powder bed fusion additive manufacturing: a case study on AlSi7Mg. Mater 11(12):2386. https://doi.org/10.3390/ma11122386
Bouwman AM, Bosma JC, Vonk P, Wesselingh JA, Frijlink HW (2004) Which shape factor(s) best describe granules? Powder Technol 146(1):66–72. https://doi.org/10.1016/j.powtec.2004.04.044
Materials ASfTa (2018) ASTM B417-18, Standard test method for apparent density of non-free-flowing metal powders using the Carney funnel. ASTM, West Conshohocken, PA, USA. https://doi.org/10.1520/B0417-18
Materials ASfTa (2015) B527-15 Standard test method for tap density of metal powders and compounds. ASTM, West Conshohocken, PA, USA. https://doi.org/10.1520/B0527-15
Spierings AB, Voegtlin M, Bauer T, Wegener K (2016) Powder flowability characterisation methodology for powder-bed-based metal additive manufacturing. Prog Addit Manuf 1(1):9–20. https://doi.org/10.1007/s40964-015-0001-4
Alsalla Hamza H (2018) Effect of build orientation on the surface quality, microstructure and mechanical properties of selective laser melting 316L stainless steel. Rapid Prototyp J 24(1):9–17. https://doi.org/10.1108/RPJ-04-2016-0068
Mumtaz K, Hopkinson N (2009) Top surface and side roughness of Inconel 625 Parts processed using selective laser melting. Rapid Prototyp J 15:96–103. https://doi.org/10.1108/13552540910943397
Calignano F (2018) Investigation of the accuracy and roughness in the laser powder bed fusion process. Virtual Phys Prototyp 13(2):97–104. https://doi.org/10.1080/17452759.2018.1426368
Karapatis NP, Egger G, Gygax PE, Glardon R (1999) Optimization of powder layer density in selective laser sintering. In: 10th solid freeform fabrication symposium (SFF), AUSTIN, TX, USA. https://doi.org/10.26153/tsw/746
Lee YS, Nandwana P, Zhang W (2018) Dynamic simulation of powder packing structure for powder bed additive manufacturing. Int J Adv Manuf Technol 96(1):1507–1520. https://doi.org/10.1007/s00170-018-1697-3
Abdullah EC, Geldart D (1999) The use of bulk density measurements as flowability indicators. Powder Technol 102(2):151–165. https://doi.org/10.1016/S0032-5910(98)00208-3
Führer C (1996) Interparticulate attraction mechanisms. In: Pharmaceutical powder compaction technology. pp 1–15. https://doi.org/10.1201/b14207-2
Ma Y, Evans TM, Philips N, Cunningham N (2019) Numerical simulation of the effect of fine fraction on the flowability of powders in additive manufacturing. Powder Technol. https://doi.org/10.1016/j.powtec.2019.10.041
Spierings AB (2018) Powder spreadability and characterization of Sc- and Zr-modified aluminium alloys processed by selective laser melting quality management system for additive manufacturing. ETH Zürich, Zürich
Funding
Open access funding provided by Swiss Federal Institute of Technology Zurich. There was no specific funding for this research.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest regarding the publication of this article.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Haferkamp, L., Spierings, A., Rusch, M. et al. Effect of Particle size of monomodal 316L powder on powder layer density in powder bed fusion. Prog Addit Manuf 6, 367–374 (2021). https://doi.org/10.1007/s40964-020-00152-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-020-00152-4