
Abstract
This present study deals with production of biodiesel from waste beef tallow using co-solvent based transesterification. Waste tallow was dry rendered from discarded fleshing and processing wastes; whose maximum fat content was estimated to be 48.35 ± 0.87%, collectively. Following this, biodiesel was produced from rendered tallow using methanol as primary solvent; and ethanol as co-solvent in presence of potassium hydroxide as base catalyst. Ideal range for reaction parameters were decided based on reaction parameters optimized for methanol based and ethanol based transesterification separately. Accordingly, the optimal reaction conditions for methanol-ethanol based transesterification are as follows: (1) oil to alcohol molar ratio: 1:6; (2) methanol to ethanol molar ratio: 3/3; (3) catalyst concentration: 0.55% KOH; (4) reaction temperature: 70 °C; (5) reaction time: 35 min and produced a maximum yield of 97.2 ± 1.08%. Apart from production optimization, the resultant biodiesel/tallow methyl ethyl ester (TMEE) was evaluated for its thermal & physicochemical properties as per ASTM D6751 standards. Interestingly, the fuel properties of TMEE were found to be superior than compared to tallow methyl esters and was accounted by presence of ethyl esters in them.
Graphic abstract

Similar content being viewed by others

1 Introduction
Substantial growth in market for biofuels to satisfy the global energy demand has made biodiesel to be reckoned as promising biofuel due to its self-sustainability and robustness. This alternate biofuel is highly renewable, ecofriendly with high oxygen content and good energy density. Furthermore, this biofuel exhibits reduced emission characteristics and enhanced engine performance due to zero sulphur & aromatic compound and oxygen content [1]. In practice, feedstocks with high lipid content are preferred for biodiesel production; and most commonly used feedstocks are as follows: inedible seed oils [2, 3], discarded waste fats [4, 5] & greases [6] and pyrolyzed oils [7].
In specific, waste animal fats are regarded as effective feedstock in view of their easy availability, no food over fuel conflicts and serious concerns regarding their effects on environment. Technically, animal fats are made up of highly saturated fatty acids than oils; thereby contributing a significant role in developing high quality biofuel upon transesterification. Moreover, waste fats are rendered from fleashing and meat processing wastes collected from tanneries and slaughter houses, respectively. In theory, each ton of raw hides yield approximately 70–230 kg of fleshing wastes with more than 1–2% (on dry weight basis) fat in them [8]; whereas, nearly 4% (on average) of bovine livestock weight is distributed as its fatty tissues, with most of it being inedible [9]. Consequently, these data fairly briefs out about the sufficient availability of these waste fat that can be processed into sustaining high energy density biodiesel.
Conventionally, biodiesel is produced by transesterifying triglycerides in oil/fat into fatty acid esters (FAEs) by reacting them with short chained alcohols (methanol, ethanol etc.) in presence of suitable catalyst (for enhancing the reaction rate) [10]. As a matter of fact, various techniques have been followed globally for improvising rate of this reaction and reducing the consumption of energy & resources in order to make biodiesel sustain as a global competitor for existing petro diesel. For instance, Hsiao et al. [11] carried out transesterification on waste cooking oil using sodium methoxide as homogeneous catalyst in high speed homogenizer and recorded higher conversion rate of 97.1% with a reduced reaction time of 8 min. In similar manner, Varghese et al. [12] reported a higher yield of 96% inspite of its reduced reaction time to 15 min, upon using ultrasonic-assisted catalytic transesterification on waste cooking oil. Following this, high quality biodiesel was produced from waste date seed oil upon transesterifying with assist of microwaves and yielded 98.72% of biodiesel within a reaction time of 1.75 min. Surprisingly, the properties of resultant biodiesel were well within the permissible range and were found to readily suitable for engine applications [13]. Adding this, biodiesel yields were also increased by employing novel heterogeneous catalysts which simultaneously enhanced the reaction rate and also avoided saponification of feedstocks [2, 14]. Adding on, biodiesel with poor quality were improvised by blending it with solvents in form of oxidant/additive [15, 16] or with other biodiesel [17]. Nonetheless, efforts taken in developing high quality biodiesel with minimal resources consumed higher amount of energy, thereby leaving these unconventional techniques not suitable for commercial production. However, these challenges can be overcome by simply introducing these additives as co-solvent during transesterification reaction, which will simultaneously reduce the reaction time and may give rise to new sub species of ester molecules that improvises the overall fuel quality of resultant biodiesel.
In recent times, co-solvent based transesterification has been preferred as an effective technique among other state of art techniques used for biodiesel production. Some of their distinguishable benefits are as follows, (1) superior qualities of binary solvents were reflected in resultant biodiesel, (2) reduced reaction time and increased reaction and (3) increased miscibility of oil and solvent thereby reducing the mass transfer resistance [18], which makes this technique advantageous than others. Predominantly, an ideal transesterification reaction separates the fatty acid moieties from glyceride spine by bond cleavage and recombines with an alkyl ion by undergoing nucleophilic substitution to form fatty acid alkyl esters [19]. In case of co-solvent system, addition of co-solvent increased the pace of this nucleophilic substitution and also served as an ester exchange agent. Apart from improvising the miscibility, this technique reduced the complexity in biodiesel-glycerol separation and eventually, remained inert towards soap formation [18].
Numerous studies have been carried out and reported the benefits of co-solvent transesterification on various types of feedstocks, mostly compromising of vegetable, non-edible seed and waste cooking oils. For example, Alhasaan et al. [20] studied the effect of various co-solvents and their reaction parameters on transesterification of cotton seed oil. For this study purpose, diethyl ether, dicholorobenze and acetone were used as co-solvent by maintaining methanol as base solvent. The most optimal condition for the reaction was maintained as molar ratio: 1:6; catalyst concentration: (0.75% w/w), reaction temperature: 55 °C and reaction time: 10 min. Interestingly, use of minimal amount of co-solvent volume reduced the reaction time by 60%; however, upon using optimum volume, 90% of yield was obtained within first 10 min of the reaction. Indeed, acetone was chosen as Ideal co-solvent for transesterification of cotton seed oil [20].
Following this, Luu et al. [21] carried out co-solvent transesterification on waste cooking oil in a small pilot plant using acetone as co-solvent with reaction parameters as follows: catalyst concentration: 1 wt% of KOH, co-solvent volume: 20% wt acetone, molar ratio: 1:5, reaction temperature: 40 °C and reaction time: 30 min. Reduced reaction time was in view of blending acetone as co-solvent which increased the reaction rate by inducing the reaction mixture to overcome mass transfer resistance. Post separation, the concentration of residual methanol and acetone was found to be reduced as 95 ppm and 247 ppm [21]. Again, Julianto et al. [22] determined the optimum acetone to methanol molar ratio required for transesterifying waste cooking oil at room temperature using 1% (w/w) KOH for a reduced reaction time of 15 min. here, oil to methanol molar ratio was maintained as 1:12 whereas acetone to methanol was maintained in different molar ratios (1:4, 1:2,1:1) among which optimal acetone to methanol ratio was found to be 1: 4 that produced maximum yield of 99.93%.
Furthermore, waste chicken fat and oil was transesterified with ethanol and hexane, as co-solvent, by means of base catalyzed transesterification; and produced a maximum ester yield of 96.94%. The reaction parameters were optimized as: ethanol to oil molar ratio—8:1, hexane to ethanol ratio—1.5:1 (volume basis), catalyst concentration- 0.75 wt% potassium hydroxide, reaction temperature- 60 °C, and reaction time-60 min. The overall reaction followed up first order kinetics (activation energy: 13.31 kJ/mol) and hexane in the system improvised the overall yield of FAEE as well as its fuel properties, that were evaluated as per ASTM D6751 standards [23].Likewise, Shi et al. [24] achieved a maximum yield of 93% upon transesterifying jatropha oil by means of co-solvent assisted transesterification oil using eggshell based heterogeneous catalyst. The reaction was maintained at methanol to oil molar ratio—9:1, acetone to oil ratio—1:1 (weight basis), catalyst concentration- 7 wt% eggshell-derived catalyst, reaction temperature- 65 °C and reaction time- 120 min. This study strongly concluded that the overall reaction time was reduced drastically than compared to conventional method [24].
In the similar manner, copious amount of research works have been carried out related to methanol-ethanol transesterification of various non-edible feedstocks. To demonstrate, Issariyakul et al. [6] carried out the methanol-ethanol mixed solvent transesterification reaction on waste fryer grease by maintaining a constant molar ratio as 1:6 and potassium hydroxide as base catalyst. This study proposed that better solvency and increased rate of phase equilibrium attainment contributed by ethanol and methanol respectively. In addition, it concluded that reduced concentration of ethyl esters was in view of less reactive intermediate ethoxide [6].
Next up, waste fish oil was transesterified using methanol-ethanol system in presence of KOH as base catalyst wherein the reaction parameters are as follows: oil to methanol molar ratio—1:6; methanol to ethanol molar ratio- 1:1; catalyst concentration—1% KOH; reaction temperature- 40 °C; reaction time- 30 min. This study proposed that maximum biodiesel yield that can be achieved using these parameters was found to be 97.3% and concluded that co-solvency reduced the overall production cost by reducing the resources required for achieving maximum conversion [25]. In another case, Ma et al. [26] carried out transesterification of waste cooking oil by means of methanol-ethanol based co-solvent system in presence of p‐toluenesulfonic acid as acid catalyst and proposed that addition of ethanol enhanced the solubility of oil in solvent which eventually resulted in higher biodiesel yields. Also, adding ethanol played a dual role in serving as co-solvent and also as an ester exchange agent. In addition, introducing ethanol into reaction system simply increased the heating value (40.47 kJ/KG) of resultant biodiesel due to increased alcohol moiety [26]. Even though, many literatures have reported the use of methanol-ethanol system on different feedstocks, no studies have been reported for waste animal fats; thereby creating a necessity for understanding the behavior of these fats and their triglyceride molecules in methanol/ethanol system and influence of various reaction parameters in converting them into FAEs.
Addressing it, this present study aims in producing higher yield of biodiesel with improvised fuel properties with minimal resource consumption by choosing waste beef tallow as ideal feedstock and methanol as solvent along with ethanol as co-solvent. The optimized reaction parameters were decided based on the TMEE yield obtained upon varying the individual parameter while maintaining others as constant. Apart from production optimization, the produced TMEE was characterized using GC spectra and was evaluated for its fuel properties as per ASTM D6751 standards.
2 Materials and methodology
2.1 Collection of raw materials
Waste beef tallow was dry rendered from fleshing and processing wastes discarded from leather tanneries and slaughterhouses by means of lab scale autoclave operated at temperature of 120 °C with 2 bar pressure. Following this, the rendered tallow was filtered, water washed and dehydrated prior to degumming using orthophosphoric acid [14] to remove residual phospholipids. Solvents (methanol, ethanol), catalyst (potassium hydroxide), orthophosphoric acids used for in this study were procured from Sigma Aldrich chemical company. Supporting for the study, physicochemical properties of methanol, ethanol and rendered tallow were consolidated and tabulated (Table 1) based on the data collected from previous literatures for better understanding of optimizing the transesterification reaction effectively.
2.2 Characterization of fatty acid profile
The composition of fatty acids distributed in triglycerides of the rendered tallow was determined by means of gas chromatographic quantification, where their availability was decided by the peaks in the GC spectra with each signifying their corresponding FAE. For characterization, rendered tallow was treated with ethanol in presence of 1–2% concentrated sulfuric acid as per standard preparation technique proposed by Christe [27]. Similarly, the resultant biodiesel was quantified using GC spectra to identify the distribution of methyl esters and ethyl esters among the fatty acids in them. Table 2 summarizes the technical specifications of GC–MS equipment used for characterization study. Later on, the stoichiometric amount of alcohol required for completing the transesterification reaction was calculated based on the characterized fatty acids using Eq. 1:
where Valcohol- volume of alcohol required for reaction (in ml); V- volume of tallow (in ml); m- molar ratio; Malcohol- molecular weight of alcohol, MTG- molecular weight of triglyceride, ρalcohol- density of alcohol, MFAE- molecular weight of individual fatty acid ester, xi-availability (in %).
2.3 Optimization of transesterification reaction
In general, transesterification of oil/fat must be always carried out under optimized conditions to avoid saponification or lower conversion yields. To begin with, ideal range for reaction parameters for transesterifying the rendered tallow using co-solvency were decided by optimizing the reaction parameters of mono solvent (methanol and ethanol based) transesterification independently. These initial optimizations were carried out in DESIGNEXPERT 11 using Response Surface Methodology (RSM) under Box Behnken Design (BBD) by maintaining 4 independent input variables namely: molar ratio (A), catalyst concentration (B), reaction temperature (C) and reaction time (D)while biodiesel yield as output variable. For optimization, a set of 29 experimental runs were analyzed for each solvent; following which, the response of output variable for individual input variables were decided using a quadratic response surface. Table 3 consolidates the reaction parameters with their minima and maxima. Also, Analysis of Variance (ANOVA) and test of significance were calculated to ensure the fit of model compromising of a simple quadratic equation developed using significant factors of input variables based on following polynomial Eq. 2 [4, 29]:
where y- biodiesel yield and \(b_{o} ,b_{i} ,b_{ii} ,b_{ij}\)—coefficient of variables, (i = 1, 2, 3 … k)
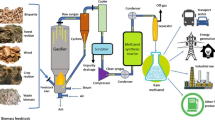
Following this, the optimum reaction parameters (methanol-ethanol ratio, catalyst concentration, reaction temperature and reaction time) were decided for methanol-ethanol based co-solvent tranesterifcation by varying individual parameter while maintaining others as constant. Interestingly, the methanol to ethanol ratio was varied by maintaining the optimized molar ratio whereas other parameters were varied according to the need of the reaction. Figure 1 illustrates the simple schematic diagram of biodiesel production setup used in this study.

Schematic diagram of biodiesel setup
2.4 Evaluation of biodiesel properties
The physicochemical and thermal properties were determined for the tallow methyl ethyl ester (TMEE) along with tallow methyl ester (TME) and tallow ethyl ester (TEE), and were compared with ordinary diesel as reference sample. In fact, these properties were determined as per ASTM D 6751 standards and were found to be well within the permissible limits. Following this, Density was determined for test samples using simple hydrometer (BS718 M50SP, ± 0.0006 g/ml @ 15 °C), tested as per ASTM D1298 method and was helpful in predicting the amount of fuel that would be consumed during combustion; while kinematic viscosity defines the degree of atomization of the test samples and were calculated according to ASTM D445 method using calibrated glass-viscosity tube (accuracy: ± 0.02 mm2/s). Next up, Cetane number signifies its ignition delay period during combustion and was measured for the test samples using ASTM D613 method; whereas bomb calorimeter (as per ASTM D240) was used for evaluating the calorific value of the test samples, which debriefs about the net energy content available in them. Likewise, flash point of the test samples ensure their safety, hand ability; and were determined as per ASTM D93-16 method, to identify their lowest temperature at which their vapors get ignited upon introducing flame using Pensky-Martens closed-cup apparatus. Again, cloud point of the samples defines the temperature of at which they begin to display cloudy appearances and was determined by ASTM D2500 method; and then, pour point was noted for all test samples based on ASTM D7346-15 testing method to report the temperature at which the fuels start losing its flow characteristics. Also, acid values were estimated as per ASTM D664 method, to ensure the concentration of free fatty acids available in the test samples. Lastly, elemental compositional analysis was carried out on the test samples to evaluate the distribution of carbon, hydrogen, oxygen and sulphur content in them.
2.5 Uncertainty analysis
To ensure accuracy in the optimized reaction parameters and evaluated fuel properties, the resultant values were analyzed for any uncertainty in their result accounted either due to human or technical error. Accordingly, all the optimized reaction parameters and fuel properties were evaluated for deviation in their result by carrying out the experiments in triplicates. Equation 3 represents the ideal formula used for determining standard deviation and following this, all the experimental results were given in terms of their mean ± standard deviation [30, 31]. In case of reaction parameters, optimized using response surface methodology (RSM), uncertainty in their results were decided based on the R2 values of the models developed for optimizing methanol and ethanol based transesterification.
where σ = population standard deviation, N = population size, xi = value from population and μ = population mean
3 Results and discussions
3.1 Tallow description and dominant fatty acids
Maximum fat content found in the discarded wastes were found to be 48.35 ± 0.87% collectively and maximum renderable fat was estimated as 42.19 ± 1.64%. Following this, preliminary assessment on rendered tallow reported its FFA content as 1.78 ± 0.2%, which was fairly enough for transesterifying it directly without undergoing any pretreatment. Upon characterizing the rendered tallow, fatty acid profile indicated higher degree of saturation (69.78%) and reduced unsaturation content (30.22%) signifying the presence of high concentration of saturated fatty acids. Accordingly, Palmitic acid (33.74%), oleic acid (26.84%), stearic acid (17.23%) and myristic acid (16.71%) were characterized as dominant fatty acids while palmitic acid and oleic acid predominantly contributed 48.35% and 88.82% of saturation and unsaturation to the rendered tallow respectively. Moreover, presence of long chain fatty acids in triglycerides of rendered tallow demanded higher molar ratio and reaction temperature for their successful conversion into fatty acid esters [32].
Likewise, from GC spectral characterization, methyl and ethyl esters of palmitic acid (18.30%; 16.26%), stearic acid (10.25%; 7.57%), oleic acid (18.80%; 10.63%) and Myristic acid (8.94%; 7.58%) were quantified as dominant fatty acid esters. Primarily, overall saturation content of resultant biodiesel was measured as (70.57%) and was contributed up to (49%) by methyl & ethyl palmitate. Similarly, unsaturated content in biodiesel (29.43%) was contributed by dominant methyl & ethyl oleate. Interestingly, increased concentration of methyl esters over ethyl esters was explained by the higher reactivity of methoxide radicals [6] than ethoxide radicals. Besides that, concentration of methyl esters was found to be 76.86% higher than its ethyl esters for oleic acids, thereby indicating the lesser involvement of ethanol in reacting with unsaturated fatty acids. Figures 2 and 3 portrays the GC spectra of beef tallow and TMEE.

GC spectra of beef tallow

GC spectra of Tallow methyl ethyl ester
3.2 Optimization of mono solvent transesterification
From molar ratio-catalyst concentration plots (Figs. 4 and 5), it was clearly evident that biodiesel yield increased up to molar ratio of 1:6 signifying the stoichiometry in the reaction mixture, while further increase in molar ratio increased the availability of alcohol resulting in ester-glycerol recombination. Likewise, steady rise in biodiesel yield was noted up to catalyst concentration of 0.55% on account of enhanced catalytic activity but reduced with further rise in concentration as a result of soap formation. From temperature-time plot (Figs. 6 and 7), reaction was found to be reciprocating well up to 60 °C (in case of methanol) and 70 °C (in case of ethanol) owing to enhanced phase mixture; however, further rise in temperature resulted in slightly reduced yields in view of solvent evaporation. In same manner, transesterification reaction responded well and produced higher biodiesel yields until first 90 min (in case of methanol) and 70 min (in case of ethanol) of reaction time; meanwhile, further lapse in time reverted back the reaction to monoglyceride formation. In contrast to ideal molar ratio of 1:3, excess molar ratio by 1:6 was used in the reaction on account of long chain fatty acids in triglyceride molecule whereas increased saturation content resulted in higher reaction temperature. In addition, increased reaction time was acknowledged to overcome the mass transfer barrier followed by time required for bond cleavage to reconfigure into ester molecule. Based on statistical optimization, set of optimal reaction parameters suitable for transesterifying the rendered tallow using methanol and ethanol are as follows: methanol based transesterification (molar ratio- 1:6, catalyst concentration- 0.55% KOH, reaction temperature-60 °C and reaction time-90 min) and ethanol based transesterification (molar ratio- 1:6, catalyst concentration- 0.55% KOH, reaction temperature-75 °C and reaction time-70 min). Upon using these optimized set of reaction parameters, highest biodiesel yield was noted for both reactions in a range of 95–96% and were used for deciding the range for reaction parameters of co-solvent transesterification.

Surface plot of yield for varying molar ratio and catalyst concentration of Methanol based transesterification

Surface plot of yield for varying molar ratio and catalyst concentration of Ethanol based transesterification

Surface plot of yield for varying reaction temperature and time of Methanol based transesterification

Surface plot of yield for varying reaction temperature and time of Ethanol based transesterification
Next up, the R2 value of the developed methanol and ethanol based transesterification models, were found to be 0.9739 and 0.9908 respectively; while their corresponding predicted R2 values were found to be 0.9214 and 0.9473 respectively. It was clearly evident that the developed models fitted well with the experimental results; thereby exhibiting minimal chances for uncertainty in the models and their optimized reaction parameters. Supporting this, average standard deviations between the experimental and predicted values were found to be ± 1.69% and ± 1.05% for methanol and ethanol based transesterification models, respectively.
3.3 Optimization of co-solvent transesterification
3.3.1 Effect of molar ratio
In practice, ideal molar ratio for beef tallow is around 1:6 (tallow: alcohol) and was in agreement with the molar ratio optimized upon using mono solvent transesterification in both cases. Accordingly, the same molar ratio was maintained throughout the study and variation in TMEE yield was studied for different proportions of methanol/ethanol molar ratio by adding ethanol with methanol in different proportion of 0/6 (methanol only), 1/5, 2/4, 3/3, 4/2, 5/1 and 6/0 (ethanol only). From Fig. 8, steady rise is TMEE yield was noted up to equivalent proportion of methanol-ethanol followed by gradual decrease in yield with further rise in ethanol concentration. This was explained by the poor performance of methyl based system owing to reduced reaction time inspite of its favorable conditions and ethyl based system in view of reduced reaction temperature & time. As a result, the most optimal methanol/ethanol molar ratio for rendered tallow was found to be 3/3; and, was found to be slightly greater than the methanol/ethanol molar ratio (4/2) proposed by Ma et al. [26] upon transesterifying waste cooking oil using co-solvency. Furthermore, Encinar et al. [33] concluded that the optimal co-solvent/solvent ratio was entirely dependent on the composition of fatty acids available in the feedstock as well as the alcohol used in the reaction. Accordingly, variation in optimal co-solvent/solvent ratio was noted for methanol and ethanol based transesterification; and reported their ideal ratio as 1:1 and 1.5:1, respectively [33]. However, increased availability of co-solvent in the reaction mixture simply resulted in the dilution effect on the primary solvent, thereby reducing the overall yield of the biodiesel [21, 24].

Biodiesel yield for varying methanol to ethanol ratio
Maximum TMEE yield obtained upon using optimal methanol-ethanol molar ratio (3/3) was calculated as 97.64 ± 1.18%; and, significantly, it was estimated to be 3.57% and 2.29% greater than methanol and ethanol based solvency respectively. This significant rise in yield was explained by the blending of ethanol with methanol, where the former served as an effective ester exchange agent and enhanced the solubility of tallow into the reaction mixture due to its low polarity (as fat is non-polar), thereby reducing the mass transfer limitation which led to ester formation rapidly. Surprisingly, the emulsifying nature of ethanol on tallow was inhibited by the methanol which also reduced its stearic effect. In addition, this technique increased the rate of nucleophilic substitution which enhanced the overall rate of the reaction and also simultaneously reduced the energy consumption. Moreover, slightly excess methanol must be supplied into the reaction mixture in view of higher reaction temperature due to addition of ethanol as co-solvent.
The amount of co-solvent required for transesterifying the rendered tallow for varying methanol-ethanol molar ratio was computed using the following modified equation (Eq. 4):
where, a & b are the proportions of methanol and ethanol used.
3.3.2 Effect of reaction temperature
In general, transesterification reaction must be carried out at temperatures closer to the boiling point of the solvents used (methanol: 64.7 °C, ethanol: 78.37 °C); whereas temperatures above it reduced the yield. Accordingly, the range of temperatures was decided regarding the boiling points of solvents and optimized reaction temperatures of mono solvent based reactions. From Fig. 9, it was noticed that biodiesel yield increased significantly with rise in temperature up to ~ 68–70 °C beyond which it decreased gradually; therefore, most optimum reaction temperature for transesterifying rendered tallow using methanol-ethanol based reaction was optimized as 70 °C. Indeed, this enhanced reaction temperature was 16.67% greater than methanol based transesterification and was accounted by addition of ethanol as co-solvent. Eventually, the addition of ethanol in equivalent ratio with methanol (3/3) increases the boiling point of latter by 8.19%, thus extending the operating temperature of the system [34]. Continuing on, this increased reaction temperature enhanced the achievement of phase equilibrium by enhancing the activation energy, which speeded up the rate of reaction. Like mono solvency system, this co-solvent system also failed to operate effectively at reduced and elevated temperatures as lower temperatures failed to provide sufficient energy for all molecules to overcome the energy barrier whereas the latter condition resulted in evaporation of solvent. Interestingly, increased reaction temperatures yielded higher conversion rates in view of enhanced reaction rates; however, these temperatures demanded high molar ratio/surplus solvent as solvents exist in gaseous phase (upon nearing their boiling temperatures) due to evaporation. Comparatively, lower reaction temperatures (45–65 °C) were reported for carrying out co-solvent based transesterification of unsaturated feedstocks (like jatropha oil, waste fish oil, soybean oil etc.) [24, 25, 35]; yet, high reaction temperatures were used in the study owing to the presence of long chain saturated fatty acids in rendered tallow [25].

Biodiesel yield for varying reaction temperature
3.3.3 Effect of reaction time
Ideal reaction time for co-solvent transesterification was found to be 35 min and was found to be 61.11% & 50% less than reaction time meant for methanol and ethanol based transesterification. Significantly, 85% of the reaction was completed within first 20 min of the reaction time; however, remaining portion of the reaction was completed during another 15 min of the reaction time and no change in yield was noticed beyond the recorded time. Here, yield of TMEE increased with elapsing reaction time as a result of collision and adsorption between the reactants with each other until attaining equilibrium. Moreover, this reduced reaction time was accounted by the lesser time required for attaining phase equilibrium between the reactants since ethanol improvised the solubility of tallow due to its low polarity than compared to methanol, in addition to its role as an ester exchange agent [26]. Inspite of enhanced reaction rate, poor yields were noted during initial stages of reaction assuming the incomplete immiscibility of reactants due to mass transfer resistance and sufficient time required for these reactants to overcome their inter and intra molecular forces of attraction between them. In fact, reaction time was found to be greatly influenced by the chemical nature of the co-solvent used rather than the catalytic activity; and was found to be reduced (< 60 °C) for feedstocks with higher composition of unsaturated fatty acids in it [21, 30, 35, 36]. Figure 10 portrays the biodiesel yield for varying reaction time of methanol-ethanol transesterification.

Biodiesel yield for varying reaction time
3.3.4 Effect of catalyst concentration
For the purpose of this study, Potassium hydroxide (KOH) was used as effective homogeneous catalyst owing to its increased basic strength, inertness towards decomposing long chain fatty acids and higher affinity towards animal fat [1, 37]. Supporting this, KOH performed well for the rendered beef tallow and was found to be effective up to 0.55% of catalyst concentration wherein the maximum yield was closer to 97.31 ± 1.61%. In comparison, Fadhil et al. [30] also reported their maximum biodiesel yield (98.55 ± 1.02%) upon using 0.6% KOH w/w in the hexane assisted methanol based transesterification of C.carpio fish oil (oil to methanol molar ratio-1:5, reaction time- 30 min and reaction temperature- 50 °C) [30]. From Fig. 11, it was evident that the overall yield of biodiesel decreased with further increase in catalyst loading beyond the threshold value. Interestingly, increased catalyst concentration ensured sufficient availability of KOH which exhibited increased number of O2− active sites, where they extracted H+ from alcohol forming catalytic active centre CH3O− [20]. Following this, these catalytic active centers interacted with triglyceride molecules by means of continuous stirring, which further increased the yield. Besides, any unreacted catalyst/slightly increased catalyst concentration favored backward reaction resulting in monoglyceride formation in view of high availability of fatty acid ester and glycerol; however excess catalyst simply resulted in saponification of beef tallow. Moreover, unreacted catalyst complicated the separation and refining of resultant biodiesel which summed up to increased productivity cost and resources consumption.

Biodiesel yield for varying catalyst concentration
Taken into account, optimal reaction parameters for co-solvent transesterification of rendered tallow using methanol-ethanol solvency was found to be as follows: molar ratio: 1:6 (tallow to alcohol), methanol-ethanol ratio: 3/3, catalyst concentration: 0.55% KOH, reaction temperature: 70 °C, reaction time: 35 min. From these optimized reaction parameters, maximum yield of the resultant biodiesel (TMEE) was reported as 97.2 ± 1.08%; and remained significantly higher than the yields of TME and TEE biodiesel.
3.4 Properties of co-solvent based biodiesel
To begin with, the density of TMEE was found to be 0.34% lesser than TME and 0.43% greater than TEE; however, increased rate of density by 28.6% than compared to ordinary diesel was reported due to the presence of long chain fatty acids available in the ester molecules. Besides, the densities of ester samples were found to be in closer range with each other signifying the contribution of fatty acid moiety in deciding them rather than the alcohol moieties. Likewise, using ASTM D445, kinematic viscosity of TMEE was calculated as 4.63 ± 0.03 mm2/s and was slightly greater (2.89%) than TME. Certainly, this increased value was accounted by the presence of ethyl esters added upon transesterifying tallow using co-solvent system, and resulted in steady combustion inspite of poor atomization due to increased viscosity.
Cetane number of TMEE was improved by 4.76% than TME, and was explained by the high cetane numbers from the saturated fatty acid ethyl esters (32.23%) in them. Furthermore, high cetane number for ester samples were accounted by their higher degree of saturation, presence of long chain fatty acids and increased oxygen content; whereas, diesel reported reduced cetane number in view of its short carbon chain length, increased aromatic and chained hydrocarbon content [38]. Eventually, this increased cetane number resulted in shorter ignition delay which reduced NOx emissions and also provided longer combustion duration due to its increased viscosity. In addition, calorific value of TMEE was calculated as 40.14 MJ/Kg and was 1.49% greater than calorific value of TME, which enabled it to produce higher BTE and reduced fuel consumption upon combusting in CI engines. In similar manner, flash point of TMEE increased by 11.6% than compared to the TME and was explained by the ethyl esters in it. Consequently, the presence of ethyl esters in TMEE reduced its cloud point by 35.71% than compared to TME and its pour point to − 0.5 °C, thus ensuring its flow characteristics even at low temperatures.
On average, FFA content of ester samples were found to be 0.12% and was caused by the conversion of fatty acids into FAEs due to the enhanced reactivity of methanol and solvent activity of ethanol. Based on elemental composition, the molecular formula of the resultant TMEE was formulated as C18H36O2 with molecular weight slightly greater than the molecular weight of TME by 2.55%. Inspite of introducing ethanol in reaction mixture, the average composition of carbon remained same in both TMEE and TME. Table 4 consolidates the properties of TMEE along with TME, TEE and diesel.
From these results, it is clearly evident that addition of ethanol as co-solvent significantly improvised the overall reaction rate and yield; and fuel properties of resultant biodiesel (TMEE) than compared to biodiesel (TME) produced using mono-solvent (methanol) based transesterification. In specific, this technique reported significant rise in reaction temperature and reduction in reaction time; eventually, resulting in increased biodiesel yield. Also, fuel properties of resultant TMEE were found to be enhanced than TME in view of the presence of TEE in them. Supporting this, the present study was compared with previous literatures reporting the optimized reaction parameters and fuel properties of other biodiesel produced using co-solvent based and mono-solvent based transesterification, which would provide better understanding on role of co-solvent during these reactions. Table 5 consolidates the comparison of optimized reaction parameters and fuel properties between the present study with methanol, ethanol and co-solvent based transesterification reaction.
3.5 Economic analysis
Since, this co-solvent technique tends to use two different solvents in order to produce increased biodiesel yield and enhanced fuel properties, it is highly necessary to calculate the cost associated with its production. Accordingly, the economic analysis has been carried out for the biodiesel produced using co solvent technique on lab scale. Overall cost of the biodiesel was entirely decided based on the quantity of consumption against its unit price, which were decided based on the previous literatures reporting the economic analysis of different biodiesel. Continuing on, unit price of chemicals used (CH3OH, C2H5OH, KOH, H3PO4) were taken from similar economic analyses [41,42,43]; whereas the unit price of electricity consumption was decided based on the government’s electricity tariff allocated for education institutes and research labs. Table 6 consolidates the detailed economic analysis (cost estimate analysis) of biodiesel produced using co-solvent based transesterification.
In general, biodiesel is highly acclaimed for its renewability in view of its organic feedstock and solvent along with minimal use of non-toxic, inorganic chemicals associated with its production. Eventually, introducing ethanol into the system, in form of ethyl esters, reduced the risks associated with methanol; and increased the overall non-toxicity and organicity of resultant TMEE. However, considering its increased cetane number and increased viscosity, TMEE will tend to produce higher concentration of NOX emission (within permissible range) during CI engine applications, which has a significant impact on environment in terms of air pollution. On the other hand, these NOX emissions can be drastically reduced by making minor adjustments to the CI engine or introducing axillary engine components like exhaust gas recirculation (EGR) and catalytic convertors.
4 Conclusion
Thus, production and process optimization of biodiesel from rendered waste beef tallow was successfully carried out by means of methanol based transesterification using ethanol as co-solvent and potassium hydroxide as homogeneous base catalyst. Major conclusions drawn from this co-solvent based biodiesel production study are as follows:
-
1.
Maximum renderable fat content in leather fleshing and processing wastes were estimated to be 42.19 ± 1.64% (on average) using dry rendering technique. Majority of fat content was found in the fleshing wastes in form of subcutaneous fat enriched with triglycerides (93%).
-
2.
Most optimal reaction parameters yielded highest biodiesel yields as: 94.3 ± 0.86% for methanol based transesterification, 95.9 ± 0.24% for methanol based transesterification and 97.2 ± 1.08% for co-solvent based transesterification.
-
3.
Effectiveness of ethanol as co-solvent on account of its low polarity and active ester exchange agent improvised the reaction rate by reducing the overall reaction time by 61.11% and increasing the overall yield of TMEE by 3.08% than compared to TME. In addition, this co-solvent system avoided saponification of tallow and reduced the mass transfer limitation fairly.
-
4.
Characterization of TMEE reported increased distribution of saturated FAEs (70.57%), with oleic and palmitic acids as its dominant fatty acids. Interestingly, all the saturated fatty acids were distributed evenly with methyl and ethyl esters; however, in case of oleic acid, concentration of methyl esters was found to be 76.86% higher than its ethyl esters.
-
5.
Upon comparing with TME, resultant TMEE displayed reduced density by 0.34% and increased kinematic viscosity (2.89%), cetane number (1.41%) and calorific value (1.49%). Adding this, thermal properties like flash point, cloud point and pour point were also found enhanced. Superior properties in TMEE were eventually contributed by the ethyl esters available in them.
-
6.
From uncertainty analysis, the average standard deviation in the experimental results of biodiesel yield for different reaction parameters (± 1.08%) and fuel properties of resultant biodiesel were found to be within the permissible range. On the other hand, cost estimate analysis associated with the production of TMEE using co-solvent based transesterification on the lab scale estimated its overall cost as Rs. 32.77/litre.
This study strongly concludes that discarded animal wastes serves as an effective feedstock for producing this high energy density biofuel; furthermore, this co-solvent technique is simple-yet effective method in enhancing their fuel properties. In addition, this technique reduces the consumption of any solvent by supplementing it with a co-solvent, which provides a better opportunity of introducing different pairs of solvent and co-solvent for biodiesel production. Conclusively, this study will pave a definite path in developing high quality biofuel from wastes thereby paving a better way towards cleaner environment through sustainable development.
References
Srinivasan GR, Jambulingam R (2018) Comprehensive study on biodiesel produced from waste animal fats-a review. J Environ Sci Technol 11(3):157–166
Munir M, Ahmad M, Saeed M, Waseem A, Rehan M, Nizami AS, Zafar M, Arshad M, Sultana S (2019) Sustainable production of bioenergy from novel non-edible seed oil (Prunus cerasoides) using bimetallic impregnated montmorillonite clay catalyst. Renew Sustain Energy Rev 109:321–332
Singh TS, Verma TN (2019) Biodiesel production from Momordica Charantia (L.): extraction and engine characteristics. Energy 189:116198
Ranjitha J, Raghavendra SG, Vijayalakshmi S, Deepanraj B (2019) Production, optimisation and engine characteristics of beef tallow biodiesel rendered from leather fleshing and slaughterhouse wastes. Biomass Conv Bioref. https://doi.org/10.1007/s13399-019-00501-6
Canoira L, Rodríguez-Gamero M, Querol E, Alcántara R, Lapuerta M, Oliva F (2008) Biodiesel from low-grade animal fat: production process assessment and biodiesel properties characterization. Ind Eng Chem Res 47(21):7997–8004
Issariyakul T, Kulkarni MG, Dalai AK, Bakhshi NN (2007) Production of biodiesel from waste fryer grease using mixed methanol/ethanol system. Fuel Process Technol 88(5):429–436
Arbogast S, Bellman D, Paynter JD, Wykowski J (2013) Advanced biofuels from pyrolysis oil. Opportunities for cost reduction. Fuel Process Technol 106:518–525
Li Y, Guo R, Lu W, Zhu D (2019) Research progress on resource utilization of leather solid waste. J Leather Sci Eng 1(1):6
Jayathilakan K, Sultana K, Radhakrishna K, Bawa AS (2012) Utilization of byproducts and waste materials from meat, poultry and fish processing industries: a review. J Food Sci Technol 49(3):278–293
Van Gerpen J (2005) Biodiesel processing and production. Fuel Process Technol 86(10):1097–1107
Hsiao MC, Kuo JY, Hsieh PH, Hou SS (2018) Improving biodiesel conversions from blends of high-and low-acid-value waste cooking oils using sodium methoxide as a catalyst based on a high speed homogenizer. Energies 11(9):2298
Varghese R, Henry JP, Irudayaraj J (2018) Ultrasonication-assisted transesterification for biodiesel production by using heterogeneous ZnO nanocatalyst. Environ Progress Sustain Energy 37(3):1176–1182
Inayat A, Ghani C, Jamil F, Alobaidli AS, Bawazir HM, Ali NA (2018) Biodiesel production from date seeds via microwave assisted technique. In: 2018 5th international conference on renewable energy: generation and applications (ICREGA). IEEE, pp 61–63
Srinivasan GR, Palani S, Jambulingam R (2018) Biodiesel production from waste animal fat using a novel catalyst HCA immobilized AuNPS amine grafted SBA-15. J Eng Sci Technol 13(8):2632–2643
Rajak U, Nashine P, Verma TN (2020) Numerical study on emission characteristics of a diesel engine fuelled with diesel-spirulina microalgae-ethanol blends at various operating conditions. Fuel 262:116519
Rajak U, Nashine P, Verma TN (2019) Characteristics of microalgae spirulina biodiesel with the impact of n-butanol addition on a CI engine. Energy 189:116311
Shrivastava P, Salam S, Verma TN, Samuel OD (2020) Experimental and empirical analysis of an IC engine operating with ternary blends of diesel, karanja and roselle biodiesel. Fuel 262:116608
Sakthivel S, Halder S, Gupta PD (2013) Influence of co-solvent on the production of biodiesel in batch and continuous process. Int J Green Energy 10(8):876–884
Trejo-Zárraga F, de Jesús Hernández-Loyo F, Chavarría-Hernández JC, Sotelo-Boyás R (2018) Kinetics of transesterification processes for biodiesel production. In: Biofuels: state of development. IntechOpen, pp 149–179. https://doi.org/10.5772/intechopen.75927
Alhassan Y, Kumar N, Bugaje IM, Pali HS, Kathkar P (2014) Co-solvents transesterification of cotton seed oil into biodiesel: effects of reaction conditions on quality of fatty acids methyl esters. Energy Convers Manag 84:640–648
Luu PD, Takenaka N, Van Luu B, Pham LN, Imamura K, Maeda Y (2014) Co-solvent method produce biodiesel form waste cooking oil with small pilot plant. Energy Procedia 61:2822–2832
Julianto TS, Nurlestari R (2018) The effect of acetone amount ratio as co-solvent to methanol in transesterification reaction of waste cooking oil. In: IOP conference series: materials science and engineering, vol 349, no. 1. IOP Publishing, p 012063
Fadhil AB, Saeed IK, Saeed LI, Altamer MH (2016) Co-solvent ethanolysis of chicken waste: optimization of parameters and characterization of biodiesel. Energy Sources Part A Recovery Util Environ Effects 38(19):2883–2890
Shi Z, Jiang Y, Zhou L, Gao J (2017) Eggshell-derived catalyst for biodiesel production in the presence of acetone as co-solvent. Energy Sources Part A Recovery Util Environ Effects 39(3):320–325
Fadhil AB, Ahmed AI (2018) Production of mixed methyl/ethyl esters from waste fish oil through transesterification with mixed methanol/ethanol system. Chem Eng Commun 205(9):1157–1166
Ma Y, Wang Q, Zheng L, Gao Z, Wang Q, Ma Y (2016) Mixed methanol/ethanol on transesterification of waste cooking oil using Mg/Al hydrotalcite catalyst. Energy 107:523–531
Christie WW (1993) Preparation of ester derivatives of fatty acids for chromatographic analysis. Adv Lipid Methodol 2(69):e111
Srinivasan GR, Shankar V, Jambulingam R (2019) Experimental study on influence of dominant fatty acid esters in engine characteristics of waste beef tallow biodiesel. Energy Explor Exploit 37(3):1098–1124
Munir M, Saeed M, Ahmad M, Waseem A, Sultana S, Zafar M, Srinivasan GR (2019) Optimization of novel lepidium perfoliatum linn. Biodiesel using zirconium-modified montmorillonite clay catalyst. Energy Sources Part A Recovery Util Environ Effects 21:1–6
Fadhil AB, Al-Tikrity ET, Albadree MA (2015) Transesterification of a novel feedstock, Cyprinus carpio fish oil: influence of co-solvent and characterization of biodiesel. Fuel 162:215–223
Shrivastava P, Verma TN (2020) Effect of fuel injection pressure on the characteristics of CI engine fuelled with biodiesel from Roselle oil. Fuel 265:117005
Joram A, Sharma R, Sharma AK (2018) Synthesis, spectral and thermo-gravimetric analysis of novel macromolecular organo-copper surfactants. Open Chem J 5:145–157. https://doi.org/10.2174/1874842201805010145
Encinar JM, Gonzalez JF. Pardal H, Martinez GM (2010) Transesterification of rapeseed oil with methanol in the presence of various co-solvents. In: Proceedings of the third international symposium on energy from biomass and waste venice, Italy, pp 8–11
Aldrich EW, Querfeld DW (1931) Freezing and boiling points of the ternary system ethanol-methanol-water. Ind Eng Chem 23(6):708–711
Chueluecha N, Kaewchada A, Jaree A (2017) Enhancement of biodiesel synthesis using co-solvent in a packed-microchannel. J Ind Eng Chem 51:162–171
Guan G, Sakurai N, Kusakabe K (2009) Synthesis of biodiesel from sunflower oil at room temperature in the presence of various cosolvents. Chem Eng J 146(2):302–306
Özgünay H, Çolak S, Zengin G, Sari Ö, Sarikahya H, Yüceer L (2007) Performance and emission study of biodiesel from leather industry pre-fleshings. Waste Manag 27(12):1897–1901
Wadumesthrige K, Smith JC, Wilson JR, Salley SO, Ng KS (2008) Investigation of the parameters affecting the cetane number of biodiesel. J Am Oil Chem Soc 85(11):1073–1081
Nagappan B, Devarajan Y, Kariappan E, Philip SB, Gautam S (2020) Influence of antioxidant additives on performance and emission characteristics of beef tallow biodiesel-fuelled C.I engine. Environ Sci Pollut Res. https://doi.org/10.1007/s11356-020-09065-9
Singh V, Yadav M, Sharma YC (2017) Effect of co-solvent on biodiesel production using calcium aluminium oxide as a reusable catalyst and waste vegetable oil. Fuel 203:360–369
Rao KS, Ramakrishna A (2015) Cost estimation analysis of biodiesel production from waste chicken fat. Int J Appl Eng Res 10(4):8863–8870
Nevase SS, Gadge SR, Dubey AK, Kadu BD (2012) Economics of biodiesel production from Jatropha oil. J Agric Technol 8(2):657–662
Rajak U, Nashine P, Verma TN, Pugazhendhi A (2019) Performance, combustion and emission analysis of microalgae Spirulina in a common rail direct injection diesel engine. Fuel 255:115855
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
Authors wish to declare that there is no conflict of interest for this study.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jambulingam, R., Srinivasan, G.R., Palani, S. et al. Process optimization of biodiesel production from waste beef tallow using ethanol as co-solvent. SN Appl. Sci. 2, 1454 (2020). https://doi.org/10.1007/s42452-020-03243-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-03243-7