
Abstract
Among several methods to fabricate Aluminium metal matrix composites, stir-casting technique is used for large-scale production due to its being less expensive. This research is concerned with the fabrication of Aluminium composites with SiC and Jute Ash Particles, for sake of producing a cost-effective composite with enhanced properties. Wear behaviour was studied using pin on disc tribometer and it was found that wear resistance increases with-addition of reinforcement particles. Fabricated composite samples showed almost 4 times better wear resistance compared to base material. Matrix metal reinforced with SiC showed the best wear resistance of all fabricated samples. Coefficient of friction significantly decreased with the presence of reinforcement due to formation of mechanical mixed layer. Tensile Strength was escalated with the introduction of reinforcement as load is transferred to strongly bonded reinforcement particles. Microhardness was enhanced with the introduction of reinforcement and Sample 2 with SiC as reinforcement showed the best microhardness. Microstructure and fractography of the base metal and fabricated composites was analyzed by Scanning Electron Microscope (SEM).
Similar content being viewed by others

1 Introduction
Composite is a mixture of two or more materials which are not soluble in one another, they have superior properties compared to any of its component materials. Composite materials have acquired a large section of automotive industry due to their light weight & robust behavior i.e. being able to withstand harsh conditions [1]. Aluminium Metal Matrix Composites (AMMC) are used for various applications such as brake rotors, pistons, cylinder liner [2]. These are also used in aerospace and marine industries because of its lower production cost and balanced properties [3]. AMMC can be fabricated through various processes ranging from liquid metallurgy processing and solid metallurgy processing, some liquid metallurgy processing are compos casting, stir casting, liquid infiltration etc. [4]. Out of all liquid metallurgy processing ways out there, stir casting is one of the most flexible as it allows us react in case of change, less expensive and have the higher production rate [5].
Recent studies show that various natural fibre products can be utilized for advance engineering application. Mahesh et al. [6] fabricated jute rubber composite with different stacking sequences and studied the influence of process parameters on wear behavior of composite. They concluded that wear rate is most affected by abrading distance, compared to load and composite configuration. Praveen Kumar et al. [7], used Al-4.5%Cu alloy and reinforced it with 2%, 4% and 6% of bamboo leaf ash (BLA) respectively via stir casting. Slurry erosion behavior of hybrid matrix flexible composite (HyMFC) made from different stacking sequence of jute and rubber, and single matrix flexible composite (SMFC) were compared by Mahesh et al. Process parameter were optimized using Taguchi and they concluded that best erosion resistance in slurry medium was provided by HyMFC composed of vulcanized rubber bonding gum [8]. Ravi et al. [9], fabricated Aluminium metal matrix composite (AMMC) with natural fibre reinforcements like bagasse, GSA, RHA, coconut shell ash using stir casting.
Earlier many researchers have used stir casting to fabricate composites materials reinforced with various ceramic particle reinforcements, and found that fabricated composites have enhanced mechanical and wear performance [10,11,12,13,14,15,16]. Anshul et al. [17] reviewed the mechanical properties of variety of alloys like Mg–4Y–3Nd (WE43), Mg–ZrSiO4–N2O3, Al–Si hypoeutectic A356 alloy, 5210 steel (WC-12% CO coated) under the influence of friction stir processing. They concluded that in reinforced aluminium alloys wear resistance increased. Ravi et al. [18] studied different effects on mechanical and tribological properties of AMMC reinforced with SiC, boron halide, fly ash, Graphite and Rice husk ash. Kaushik et al. [19], studied the abrasive wear behavior of stir casted Al6082–SiC–Gr composites and compared it with Al 6082–SiC composites and Al6082 alloy. Wear resistance of Al–SiC–Gr hybrid composites surpassed all other fabricated composites. Alaneme et al. [20] studied the wear behavior Aluminium matrix hybrid composites reinforced with alumina, Rice husk ash and graphite. Composites without graphite showed better wear properties. Marigoudar et al. [21] studied the wear behavior of zin–Aluminium alloy reinforced with SiC. By integrating SiC particles wear resistance properties of the material were observed to enhance. It was also witnessed that with increase in SiC content the wear of composite decreased.
Md. Tanwir Alam et al. [22] fabricated AA356 composite using varying wt% of SiC nanoparticles as reinforcement via Stir Casting. They found that tribological properties were enhanced with increasing wt% of SiCn, and adhesive wear was the major wear mechanism. They also performed regression analysis and successfully developed a mahematical function for the same. Rao et al. [23] found that Al/SiC composite had significantly lesser wear coefficient than the alloy and it subdued further due to pressure applied and SiC particulate addition. Jo et al. [24] fabricated a hybrid metal matrix composite of aluminium–SiC–B4C, ballistic impact tests & various compressive test were performed. Hybrid composite was found to perform better in all the performed tests. Alam et al. [25] used two step stir casting to reinforce AA356 with SiCn, optimization and analysis of controlling factors were done using Taguchi and ANN. By SEM analysis they found that wear was decreased due to the presence of oxide layer and SiCn particles. It was concluded that Taguchi and ANN can be used to decrease time involvement in industries in various testing processes.
In order to fulfill the needs of the growing population there is an increase in agricultural activities resulting in increasing agricultural waste production. This agricultural waste needs to be disposed off, so in this research an attempt has been made to utilize this freely available natural fibre ash utilize for engineering application. In this work, tribological and mechanical properties of aluminium metal matrix composite reinforced with ceramic and natural fibre (Jute ash) has been studied. Jute is a lignocellulose fibre having promising mechanical and thermal properties. Its light-weight, less cost and ease of availability made it ideal to use it as reinforcement, using these type of natural fib re material as reinforcement is eco-friendly way of dealing the natural fibre [26,27,28], whereas SiC are ceramic particles used in order to increase the hardness of the composite.
2 Materials and method
2.1 Materials
In this study, the material selected is AA6061 was taken as the matrix material, chemical composition is mentioned in Table 1 [13]. Reinforcements used in this study are SiC having a particle size of 10 μm shown in Fig. 1a. Jute ash is prepared with the exterior part of the coconut known as jute shown in Fig. 1b. The jute was first made dried in the sun rays for 7 days. Dried part is burnt using Camphor balls and jute ash is prepared of fine size of 50 μm, by ball milling as shown in Fig. 1c.

a SiC powder b Dried Jute c Jute Ash after burning and ball milling
2.2 Fabrication of composite
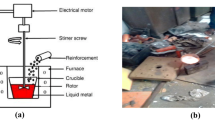
The stir casting experimental setup mainly comprised of an electric furnace and stirrer. The furnace can work with working temperature of 1000 °C and the working current rating of furnace is single phase 230V AC, 50 Hz. The AA6061 is taken in the form of fine scraps then, the scrap is placed in the furnace and heated to a temperature just above 600 °C and converted to semi-liquid state. The process is followed by the addition of preheated reinforcement powder which is heated to a temperature of 5000 °C, to the semi liquid matrix, and argon gas is made to enter into the furnace for 3 min. Mechanical stirring is used at a rotating speed of 150 rpm while reheating process is going on and this process is carried out for 14 mins. Then the molten AMMC is poured into the cylindrical shape molds and subjected to compaction to produce the required Sample. Four Samples were made, first composed of just the base material (AA6061), second consist 3.4 wt% of SiC taken on basis of the literature review, third Sample consisted of randomly take < 1 wt% of jute ash and forth Sample consisted of both jute ash and SiC, composition of Samples is mentioned in Table 2. The Schematic representation of the stir casting setup is shown in Fig. 2.

Schematic representation of the stir casting setup
2.3 Tensile testing
Sample for tensile were carved through the Wire EDM process. Large bone shaped tensile samples were drawn up according to ASTM: E8/E8M-011, and the prepared tensile sample are shown in Fig. 3. UTS and percentage elongation was given as the output by Tinius Olsen H50KS, computer controlled universal testing machine which was used to examine the tensile behavior of the samples.

Tensile Samples
2.4 Microhardness
Fisher scope HM2000S was used for studying microhardness of the prepared Samples, microhardness can be tested for materials ranging from very soft to hard, and testing can also be done on heavy loads. Microhardness was studied at 4 different points for constant 300 gm load for 20 s according to ASTM E8/E8M-011 standard. The average of all 4 values for a single Sample was taken as the resulting microhardness.
2.5 Wear testing
Pins of diameter 10 mm were carved out from the casted composite, in order to test the wear on pin on disc tribometer (DUCOM) as shown in Fig. 4. Disc made of material EN 24 of diameter 100 mm, hardness 58 HRC and roughness 0.2 μm was used, wear test was conducted at load of 20 N on two different track diameter and rpm mentioned in Table 3, with a sliding speed of 2 m/s and sliding distance of 3000 m, this test was conducted according to ASTM G99-04 standard. These test conditions were taken as reference from the previous studies done by the researchers, all test conditions are mentioned in Table 3.

Pin on disc tribometer
3 Results and discussion
3.1 Tensile strength
Stress Strain relation and tensile test results of the Samples can be seen in Fig. 5. It can be concluded that total elongation of the fabricated composites is more than that of base metal, it means ductility has improved with the introduction of reinforcements. This change in ductility can be attributed to proper dispersion and abutting packing of reinforcement particle in the matrix [29]. There is drastic increase in tensile strength of the fabricated samples compared to the base material. This can be attributed to transfer of load to strongly bonded reinforcement particles in matrix [30]. Sample 2, having SiC as reinforcement showed the best results with an Ultimate Tensile Strength (UTS) of 123 MPa. Similar types of results were reported from kumara et al. [29], aluminium metal matrix composite materials reinforced with SiC. Whereas, Sample 3, with Jute Ash as reinforcement showed a UTS of 122MPa followed by sample 4, having both SiC and Jute Ash as reinforcement with UTS of 113 MPa. Adhesion of matrix and reinforcement effect mechanical properties [31], the above decrease in UTS might be due to the improper adherence when jute ash and SiC are reinforced simultaneously with the matrix metal. When reinforced jute epoxy reinforced composite with high wt% of Al2O3 found tensile strength to decrease because of improper adhesion of filler and matrix [32]. Toughness of a sample is corresponding to its UTS values i.e. sample having more toughness will have higher UTS value. Sample 2 is toughest of all fabricated samples followed by sample 3, then sample 4 and at last sample 1 or base material has the minimum toughness.

Stress–Strain diagram of all the samples
3.2 Microhardness
From Fig. 6 it can be observed that with the introduction of reinforcement microhardness of the base material was enhanced. Sample 2, having only ceramic as reinforcement showed the best microhardness of 66 HV as ceramic are hard. These ceramic particles hinder the movement of dislocation hence increasing the microhardness. This increase in microhardness might also be ascribed to dynamic process of recovery, re-crystallization [29, 30]. Sample 3 had better microhardness than base material because of presence of hardness of ash particles. Similar type of results were reported by Butola et al., when reinforced Al 6061 with various natural fibres reinforcement [5]. The recorded microhardness of Sample 3 was less than that of Sample 2 as jute ash is not as hard particles as compared to SiC particles. Sample 4 had the least microhardness than all other fabricated composite samples. This degradation of mechanical property might be due to the unseemly adhesion of jute ash and SiC particles with the matrix [31].

Microhardness of Samples
3.3 Wear
Wear loss of the tested samples is shown in Fig. 7, with the introduction of reinforcement wear loss decreased. Minimum wear loss was recorded for Sample 2 which contains only SiC as reinforcement; as well dispersed SiC particles bear most of the load and allow minimal metal to metal contact [23]. Sample 3 showed less wear loss than other samples but more than the Sample 2, as scattered jute ash bears most of the load but these are not as hard as compared to SiC particles. Sample 4 had the highest wear loss of all composite samples because of increased ductility of the Sample, still its wear loss was almost 70% less than that of the base material. Enhanced wear resistance of the fabricated samples is corresponding to their increased hardness. Similar type of results were reported by Mahesh et al. [33] assimilated areca nut filler in coir fiber reinforced areca nut and reported that main factor influencing the wear resistance of any composite is its hardness and results.

Wear loss in grams
3.4 Coefficient of friction as a function of sliding distance
The friction coefficient significantly decreased with the presence of reinforcement, sliding wear counterparts leads to the formation of carbide particles layer on the surface and friction coefficient is decreased. A tribo-layer i.e. mechanical mixed layer (MML) is formed which reduces the direct contact surface between the disc and the composite as a result friction coefficient and wear loss is decreased. The variation of friction coefficient with the sliding distance for all tested wear is shown in Fig. 8. Initially there are big spikes, due to the initial metal to metal contact after the wear of base material when reinforcement comes to the surface due to the introduction of tribo-layer steadiness comes in the plot.

Coefficient of friction v/s sliding distance of a Sample 1, b Sample 2, c Sample 3, d Sample 4
3.5 Microstructure analysis
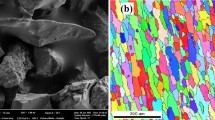
Scanning Electron Microscope (SEM) was done in order to get high quality microstructure image of the surface of the base metal and surface of the fabricated composite samples. In order to get more refined grain boundaries on the surface, the surface was polished with different grade emery paper ranging from lower to higher grade i.e. 200, 400, 600, 800, 1000, 1200, 1600 and 2000. After this wet polishing was done in order to get fine finished surface, and then SEM images were generated. A SEM image confirms the existence of SiC and jute ash particles in the matrix and at some places clustering of particles can be seen. Grain boundaries can be seen in the microstructure images in Fig. 9a–d of the Samples. Increase in wear resistance and hardness can be attributed to distribution of reinforcement particles in the matrix which is confirmed in the SEM images, similar type of results were reported by other researchers [22].

SEM images of a Sample 1, b Sample 2, c Sampe 3, d Sample 4
3.6 Fractography analysis
After tensile test fractured surfaces were examined using scanning electron microscope and fractography images obtained are shown in Fig. 10. It can be asserted that the main reason of fracture was the presence of voids and tearing of matrix. In Fig. 10b crack formation on the fractured surface can be observed. This might be attributed to the resistance offered by the hard SiC particles dispersed all along the matrix. Small dimples on the fractured surface can be seen in Fig. 10c. These dimples indicate that the composites have experienced the ductile fracture, enhanced ductility has also been discussed in this study earlier. Craters formation can be observed in Fig. 10d. These might have formed due the lumping of the reinforcement, this clustering can also be observed in Fig. 9d. Similar pores have been reported by K. Logesh et al. [34] in their study. These craters support and accelerate the crack formation resulting in untimely fracture.

Fractography images of a sample 1, b Sample 2, c Sample 3, d Sample 4
4 Conclusion
In this research, attempts have been made to fabricate a composite using jute ash and SiC as reinforcement. The fabricated composites showed enhanced tensile and tribological properties than its matrix material. The following conclusion can be drawn from this study:
-
Tensile Strength and elongation increased with the introduction of reinforcement due to proper dispersion of reinforcement particles.
-
Out of all fabricated composite samples, sample 2 showed the maximum UTS value as the load is transferred to strongly bonded reinforcement, releasing most of the stress from the Al matrix.
-
Sample 2 showed the minimum wear loss as SiC beared most of the load, followed by sample 3, and then sample 4, which had significantly less wear loss than base material.
-
Wear resistance increased with introduction of reinforcement as wear is dependent on hardness and reinforcements used are harder than the matrix.
-
Microhardness was improved with the presence of reinforcement particles and all reinforced samples had microhardness more than the base material.
-
Sample 2 showed the maximum microhardness because of presence of hard SiC. Sample 3 showed the minimum microhardness of all reinforced samples, because of improper adhesion of reinforcements with the matrix.
References
Safri S, Sultan M, Jawaid M, Jayakrishna K (2018) Impact behaviour of hybrid composites for structural applications: A review. Compos B Eng 133:112–121. https://doi.org/10.1016/j.compositesb.2017.09.008
Gurusamy P, Prabu S, Paskaramoorthy R (2015) Influence of processing temperatures on mechanical properties and microstructure of squeeze cast aluminum alloy composites. Mater Manuf Proces 30(3):367–373. https://doi.org/10.1080/10426914.2014.973587
Yuvaraj N, Aravindan S (2016) Wear characteristics of Al5083 Surface hybrid nano-composites by friction stir processing. Trans Indian Inst Met 70(4):1111–1129. https://doi.org/10.1007/s12666-016-0905-9
Butola R, MS Ranganath Murtaza, Q., (2019) Fabrication and optimization of AA7075 matrix surface composites using Taguchi technique via friction stir processing (FSP). Eng Res Express. https://doi.org/10.1088/2631-8695/ab4b00
Butola R, Pratap C, Shukla A, Walia R (2019) Effect on the mechanical properties of aluminum-based hybrid metal matrix composite using stir casting method. Mater Sci Forum 969:253–259. https://doi.org/10.4028/www.scientific.net/msf.969.253
Mahesh V, Joladarashi S, Kulkarni M, S. (2019) Experimental study on abrasive wear behaviour of flexible green composite intended to be used as protective cladding for structures. Int J Modern Manuf Technol 11(1):1–2
Kumar B, Birru A (2017) Microstructure and mechanical properties of aluminium metal matrix composites with addition of bamboo leaf ash by stir casting method. Trans Nonferrous Metals Soc China 27(12):2555–2572. https://doi.org/10.1016/s1003-6326(17)60284-x
Mahesh V, Joladarashi S, Kulkarni S (2020) Slurry erosive study and optimization of material and process parameters of single and hybrid matrix flexible composites using Taguchi approach. In: Proceedings of The 35th International Conference of the Polymer Processing Society
Butola R, Malhotra A, Yadav M, Singari R, Murtaza Q, Chandra P (2019). Experimental Studies on Mechanical Properties of Metal Matrix Composites Reinforced with Natural Fibres Ashes. SAE Technical Paper 2019-01-1123. https://doi.org/10.4271/2019-01-1123
Poovazhagan L, Jayakumar K, Bharat R, Viswanathan K, Akshay M, Jaikumar A (2016) Synthesis and machining characterization of ultrasonication assisted stir cast SiCp reinforced aluminum nanocomposites. Mater Today 3(6):2339–2346. https://doi.org/10.1016/j.matpr.2016.04.145
Pazhouhanfar Y, Eghbali B (2018) Microstructural characterization and mechanical properties of TiB2 reinforced Al6061 matrix composites produced using stir casting process. Mater Sci Eng, A 710:172–180. https://doi.org/10.1016/j.msea.2017.10.087
Ravi B, Naik B, Prakash J (2015) Characterization of aluminium matrix composites (AA6061/B4C) fabricated by stir casting technique. Mater Today 2(4–5):2984–2990. https://doi.org/10.1016/j.matpr.2015.07.282
Ezatpour H, Sajjadi S, Sabzevar M, Huang Y (2014) Investigation of microstructure and mechanical properties of Al6061-nanocomposite fabricated by stir casting. Mater Des 55:921–928. https://doi.org/10.1016/j.matdes.2013.10.060
Umanath K, Selvamani S, PalanikumarK K, Niranjanavarma D (2014) Metal to metal worn surface of AA6061 Hybrid Composites Casted By Stir Casting Method. Procedia Engg 97:703–712. https://doi.org/10.1016/j.proeng.2014.12.300
Kandpal B, Kumar J, Singh H (2017) fabrication and characterisation of al2o3/aluminium alloy 6061 Composites fabricated by Stir casting. Mater Today 4(2):2783–2792. https://doi.org/10.1016/j.matpr.2017.02.157
Uthayakumar M, Aravindan S, Rajkumar K (2013) Wear performance of Al–SiC–B4C hybrid composites under dry sliding conditions. Mater Des 47:456–464. https://doi.org/10.1016/j.matdes.2012.11.059
Chaudhary A, Kumar Dev A, Goel A, Butola R, Ranganath M (2018) The Mechanical properties of different alloys in friction stir processing: a review. Mater Today 5(2):5553–5562. https://doi.org/10.1016/j.matpr.2017.12.146
Butola R, Singari RM, Bandhu A, Walia RS (2017) Characteristics and Properties of different reinforcements in hybrid aluminium composites: a review. Int J Adv Product Ind Eng-SI-MM 511:71–80
Kaushik N, Rao R (2016) Effect of grit size on two body abrasive wear of Al 6082 hybrid composites produced by stir casting method. Tribol Int 102:52–60. https://doi.org/10.1016/j.triboint.2016.05.015
Alaneme K, Sanusi K (2015) Microstructural characteristics, mechanical and wear behaviour of aluminium matrix hybrid composites reinforced with alumina, rice husk ash and graphite. Eng Sci Technol Int J 18(3):416–422. https://doi.org/10.1016/j.jestch.2015.02.003
Marigoudar R, Sadashivappa K (2011) Dry sliding wear behaviour of SiC Particles reinforced zinc-aluminium (ZA43) alloy metal matrix composites. J Minerals Mater Charact Eng 10(05):419–425. https://doi.org/10.4236/jmmce.2011.105031
Alam M, Arif S, Ansari A (2018) Wear behaviour and morphology of stir cast aluminium/SiC nanocomposites. Mater Res Express. https://doi.org/10.1088/2053-1591/aab7b3
Rao R, Das S (2010) Wear coefficient and reliability of sliding wear test procedure for high strength aluminium alloy and composite. Mater Des 31(7):3227–3233. https://doi.org/10.1016/j.matdes.2010.02.017
Jo M, Choi J, Yoo J, Lee D, Shin S, Jo I, Lee S, Lee S (2019) Novel dynamic compressive and ballistic properties in 7075–T6 Al-matrix hybrid composite reinforced with SiC and B4C particulates. Compos B Eng https://doi.org/10.1016/j.compositesb.2019.107041
Alam M, Arif S, Ansari A, Alam M (2019) Optimization of wear behaviour using Taguchi and ANN of fabricated aluminium matrix nanocomposites by two-step stir casting. Mater Res Express. https://doi.org/10.1088/2053-1591/ab0871
Mahesh V, Joladarashi S, Kulkarni S (2019) An experimental study on adhesion, flexibility, interlaminar shear strength, and damage mechanism of jute/rubber-based flexible “green” composite. J Thermoplast Compos Mater. https://doi.org/10.1177/0892705719882074
Mahesh V, Joladarashi S, Kulkarni S (2019) An experimental investigation on low-velocity impact response of novel jute/rubber flexible bio-composite. Compos Struct https://doi.org/10.1016/j.compstruct.2019.111190
Mahesh V, Joladarashi S, Kulkarni S (2019) Physio-mechanical and wear properties of novel jute reinforced natural rubber based flexible composite. Mater Res Express. https://doi.org/10.1088/2053-1591/ab0164
Mohanakumara K, Rajashekar H, Ghanaraja S, Ajitprasad S (2014) Development and mechanical properties of SiC reinforced Cast and extruded Al based metal matrix composite. Procedia Mater Sci 5:934–943. https://doi.org/10.1016/j.mspro.2014.07.381
Rahman M, Rashed H (2014) Characterization of silicon carbide reinforced aluminum matrix composites. Procedia Eng 90:103–109. https://doi.org/10.1016/j.proeng.2014.11.821
Gwon J, Lee S, Chun S, Doh G, Kim J (2010) Effects of chemical treatments of hybrid fillers on the physical and thermal properties of wood plastic composites. Compos A Appl Sci Manuf 41(10):1491–1497. https://doi.org/10.1016/j.compositesa.2010.06.011
Ahmed K, Mallinatha V, Amith S (2011) Effect of ceramic fillers on mechanical properties of woven jute fabric reinforced epoxy composites. J Reinf Plast Compos 30(15):1315–1326. https://doi.org/10.1177/0731684411420606
Mahesh V (2019) Influence of areca nut nano filler on mechanical and tribological properties of coir fiber reinforced epoxy based polymer composite. Sci Iran. https://doi.org/10.24200/sci.2019.52083.2527
Logesh K, Hariharasakthisudhan P, Arul Marcel Moshi A, Rajan B, Sathickbasha K (2019) Mechanical properties and microstructure of A356 alloy reinforced AlN/MWCNT/graphite/Al composites fabricated by stir casting. Mater Res Express. https://doi.org/10.1088/2053-1591/ab587d
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Coyal, A., Yuvaraj, N., Butola, R. et al. An experimental analysis of tensile, hardness and wear properties of aluminium metal matrix composite through stir casting process. SN Appl. Sci. 2, 892 (2020). https://doi.org/10.1007/s42452-020-2657-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-2657-8