

Abstract
The single scale SiCp reinforcement has a limited effect on the comprehensive performance of the composite, which restricts the optimization and improvement of its comprehensive performance. In order to improve the material's strong plasticity, wear resistance, thermal expansion and other properties of the comprehensive requirements. The (micron and nano) dual-scale SiCp/A356 composites with different volume fractions were prepared using the combination of powder metallurgy and hot extrusion. The effects of different volume fractions of dual-scale SiCp (15, 20, 25, 30 vol.%) on the microstructure and mechanical properties of A356 composites were studied, and the strengthening mechanism of dual-scale SiCp/A356 composites was analyzed. The results show that with the increasing of dual-scale SiCp content, the distribution uniformity and mechanical properties of SiCp first increase and then decrease. When the content of dual-scale SiCp is 25%, the mechanical properties reach their maximum values, with the hardness, yield strength and tensile strength of 112.3 HBW, 228 MPa and 310 MPa, respectively. They are improved by 86.9%, 81.0%, 74.2% as compared with those of A356 alloy, respectively. The fracture modes of dual-scale SiCp/A356 composites are mainly Al matrix tearing and SiCp fracture. The main strengthening mechanism is Orowan strengthening, along with thermal mismatch strengthening, load transfer strengthening and fine grain strengthening.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Aluminum matrix composites (AMCs) is widely used in aerospace, high-end equipment manufacturing and other fields, owing to its excellent physical and mechanical properties [1–3]. The particle size is the most main factor, which affect the mechanical properties of particle reinforced AMCs [4–6]. It has been demonstrated that micron particles used as the reinforcement, it can significantly improve the strength, hardness and wear resistance of AMCs, while leading to a sharp decline in its plasticity and toughness [7]. As for nano particles, they have obvious size effect, thereby drastically improving the strength, plasticity and toughness of AMCs. However, the composites reinforced by nano particles are difficult to be prepare since nano particles are easy to agglomerate, limiting their application scopes [8, 9]. In this case, the addition of micron and nano particles simultaneously into AMCs helps to solve the problem of insufficient strength and toughness, which is of great significance to promote the development of lightweight and wear-resistant AMCs [10, 11].
In recent years, several researches about microstructure regulation and performance enhancement of dual-scale particle reinforced AMCs have been reported [12–17]. For instance, Khorshid et al [15] have prepared AMCs reinforced with dual-scale Al2O3 particles. It can be found that the content of nanoparticles in the composites is within 4 wt%, the strength of the composites increases with the increase of nanoparticles content, while the gradually decreases with further increase of nanoparticles content due to their agglomeration. Similarly, Hariharasakthisudhan et al [16] also demonstrate that the distribution and content of nanoparticles have a significant impact on the mechanical properties of AMCs reinforced with micron Al2O3 and nano Si3N4 particles. The addition of particles with dual-scale can improve the mechanical properties of the matrix alloy effectively. Moreover, Zhang et al [17] have investigated the effects of different scales of SiCp on the microstructure and properties of Al2014 composites. The research shows that as compared with Al2014 alloy, micron SiCp composite, and nano SiCp composite, dual-scale SiCp/Al2014 composites present excellent mechanical properties. All the works mentioned above show that dual scale particle reinforced aluminum matrix composites have better mechanical properties, comparing with single scale particle reinforced aluminum matrix composites. However, the microstructure and properties of dual-scale SiCp/A356 composites have not been reported yet, and the research on its strengthening mechanism is very limited.
In this paper, the dual-scale SiCp/A356 composites with different volume fractions were prepared by combining powder metallurgy and hot extrusion. The content of reinforcement and the preparation process of the composites were optimized. The distribution of SiCp in the composites and the influence of different volume fractions of dual-scale SiCp on the microstructure and mechanical properties were studied. Besides, tensile fracture behavior and strengthening mechanism of the composites were explored.
2. Experimental
2.1. Test materials and preparation methods
According to the previous work progress of the research group [18], the dual-scale SiCp/A356 composites with volume fractions of 15, 20, 25 and 30 vol.% were prepared. The volume fractions of nano sized SiCp (80 nm) and micro sized SiCp (10 μm) are 2 vol.% and 13, 18, 23 and 28 vol.%, respectively. The size of the base material is 7 μm. The chemical compositions of the A356 alloy used are given in table 1. The microstructure of the original powder used for the work is shown in figure 1.
Table 1. The chemical composition of the A356 alloy powder (wt%).
| Element | Si | Mg | Cu | Fe | Al |
|---|---|---|---|---|---|
| Weight Percent | 7.18 | 0.27 | 0.08 | 0.09 | Bal. |
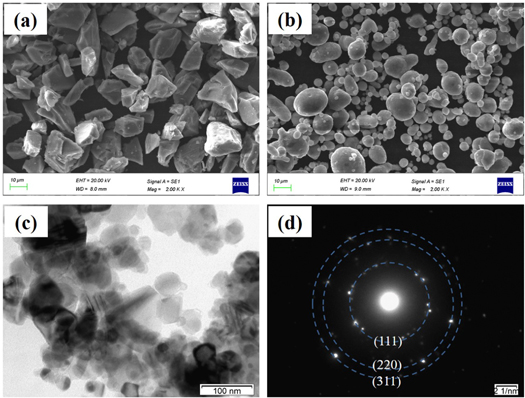
Figure 1. Microstructure of the original powder. (a) SEM image of micron SiCp, (b) SEM image of A356 alloy powder, (c) TEM image of nano SiCp, (d) diffraction spots of nano SiCp.
Download figure:
Standard image High-resolution imageThe preparation process of dual-scale SiCp/A356 composites was as follows: Firstly, the micron A356 powder was mixed with nano sized SiCp by the high energy ball milling (QM-BP type, Zhuo De Instrument (Shanghai) Co., LTD., Shanghai, China) for 12 h with a rotation speed of 150 rpm and ball-to-powder weigh ratio of 8:1, the microstructure of the composite powders was shown in figure 2(a); and then the pre-prepared composite powders and micron SiCp were mixed by the same process to obtain the mixed powder(figure2(b)). Secondly, LDJ 200/600–300 YS cold isostatic press was used to press the mixed powders under the pressure of 240 MPa for 15 s. Thirdly, the cold-pressed specimens were vacuum sintering using a VAF-7720 vacuum furnace (Shenyang Shenzhen Vacuum Technology Co. LTD., Shenyang, China) at 550 °C for 4 h. And then the sample was extruded into composite bar by an XJ-500 extruder (Wuxi Jishun Air Separation Equipment Co. LTD., Wuxi, China) with an extrusion ratio of 15:1 and a speed of 1 mm s−1. Finally, the bars were annealed at 300 °C for 2 h.

Figure 2. Microscopic characterization of mixing process. (a) SEM image of nano SiCp and micron A356 powder, (b) SEM image of the mixed powders.
Download figure:
Standard image High-resolution image2.2. Characterization and performance test methods
The composites samples were corroded with Keller reagent after grinding and polishing. The microstructure of the composites was observed by ZEISS 200MAT metallographic microscope (OM, Carl Zeiss AG, Jena, Germany), ZEISS EVO18 scanning electron microscope (SEM, Carl Zeiss AG, Jena, Germany) and JEOL JEM-2100 transmission electron microscope (TEM, Japan Electronics Co. LTD., Tokyo, Japan). The samples for TEM observation were thin foils with the diameter of 3 mm and about 50 μm, and then the ion beam thinned.
Archimede's drainage method was used to measure and calculate the density of composite samples. The hardness of the AMCs was performed by the HB-3000 C Brinell hardness tester (Laizhou Huayin Test Instrument Co., Ltd., Shandong, China), and its average value was obtained by measuring 5 points. The tensile properties of the AMCs were carried out using DDL200 tensile testing machine (Sinotest Equipment Co., Ltd., Changchun, China), with a tensile rate of 1.0 mm min−1. Each material was cut into three samples used for repeat tensile tests. The dimensions of the tensile specimens were shown in figure 3. Besides, the fracture morphology was observed by SEM.
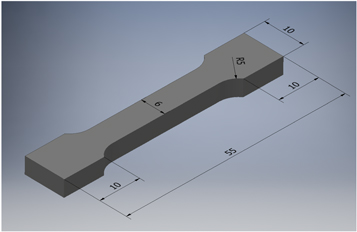
Figure 3. Dimensions of tensile test samples (in mm).
Download figure:
Standard image High-resolution image3. Results and discussion
3.1. Microstructure of dual-scale SiCp/A356 composites
Figure 4 shows the metallographic structure of dual-scale SiCp/A356 composites with different volume fractions. As can be seen from figure 4(a) that Si particles uniformly distribute on the aluminum matrix. With the increase of dual-scale SiCp content, the size of Si particles does not change significantly. Figures 4(b)–(d) shows that the micron SiCp in the aluminum matrix is evenly distributed without particle agglomeration. When the content of dual-scale SiCp is 30 vol.%, micron SiCp appears agglomeration, and several micron hole defects occur in the agglomeration area, as shown in figure 4(e). Therefore, as the content of dual-scale SiCp increases, the uniformity of SiCp distribution first increases and then decreases. When the content of dual-scale SiCp is 25%, the uniformity reaches the maximum. Nano SiCp was not observed in the metallographic structure due to the low magnification of the metallographic microscope. The distribution of nano SiCp in the composite was subsequently observed by TEM.

Figure 4. Metallographic structure of dual-scale SiCp/A356 composites with different volume fractions. (a) 0 vol.%, (b) 15 vol.%, (c) 20 vol.%, (d) 25 vol.%, (e) 30 vol.%.
Download figure:
Standard image High-resolution imageFigure 5 presents the SEM images of dual-scale SiCp/A356 composites with various volume fractions. When the content of dual-scale SiCp is less than 25%, the microstructure of the composite is compact, and no hole defects are found. The distribution of micron SiCp is relatively uniform, as shown in figures 5(a)–(c). When the content of dual-scale SiCp is 30%, SiCp agglomeration and some holes can be observed in the composites (figure 5(d)). When the dual-scale SiCp content is too high, the local SiCp will aggregate together, resulting in leaving holes in the composite. It is consistent with the metallographic analysis of the composites.

Figure 5. SEM micrographs of dual-scale SiCp/A356 composite with different volume fractions. (a) 15 vol.%, (b) 20 vol.%, (c) 25 vol.%, (d) 30 vol.%.
Download figure:
Standard image High-resolution imageFigure 6 shows the EDS spectrum of dual-scale SiCp/A356 composites. The second phases of SiC and Si exist in the matrix, and Al, Si, Mg and C elements in the matrix are evenly distributed, as shown in figure 6(a). Figures 6(b)–(d) correspond to EDS data at point A, B and C in figure 6(a), respectively. The results show the irregular large-size particles in the matrix are micron SiCp (point A). The dark gray particles with regular shapes, round, oval and smooth edges are Si particles (point B), while the gray matrix phase is the α-Al phase (point C).
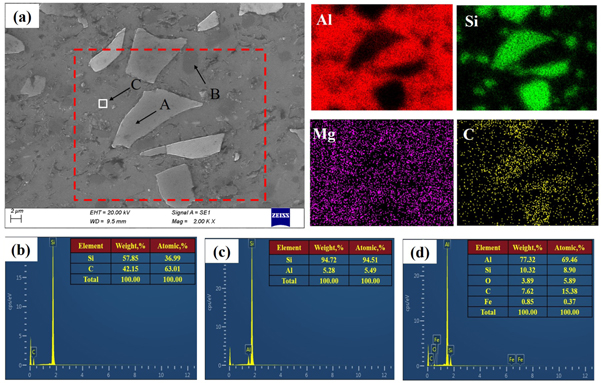
Figure 6. EDS spectrum of dual-scale SiCp/A356 composite: (a) SEM image of composite and corresponding energy spectrum surface scanning, (b) EDS of point A, (c) EDS of point B, (d) EDS of point C.
Download figure:
Standard image High-resolution imageThe TEM images of the dual-scale SiCp/A356 composites are shown in figure 7. As shown in figure 7(a), the nano SiCp is evenly distributed in the Al matrix, and no nano SiCp agglomeration is found. Figures 7(b)–(c) shows the electron diffraction spots of micron SiCp and nano SiCp, respectively. It is determined that the micron SiCp is of dense hexagonal structure α-SiCp, nano SiCp with face-centered cubic structure β-SiCp. Figures 7(d)–(e) shows HRTEM images of the interface between dual-scale SiCp and the Al matrix. It can be seen that micron and nano SiCp are closely bonding with the matrix, and no reaction products are found at the interface. The results show that the micron and nano SiCp in the composite form a good interface with the matrix, which provides a favorable structural basis for load transfer and contributes to the improvement of the strength of the composite [19].
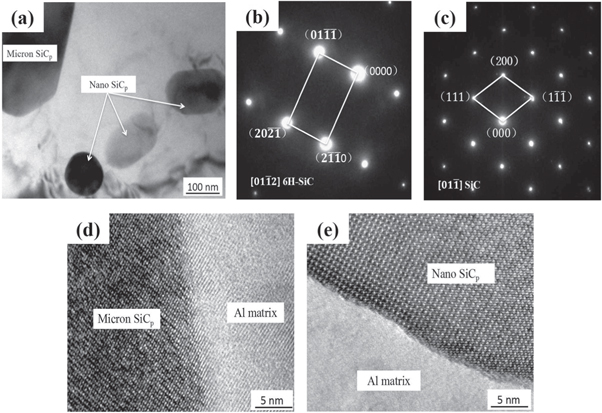
Figure 7. TEM image of the dual-scale SiCp/A356 composite. (a) the distribution of dual-scale SiCp, (b) the electron diffraction spots of micron-SiCp, (c) the electron diffraction spots of nano-SiCp, (d) the interface between micron-SiCp and matrix, and (e) TEM of the interface between nano-SiCp and matrix.
Download figure:
Standard image High-resolution imageFigure 8 shows the microstructure and dislocation morphology at the interface of dual-scale SiCp/A356 composites. As shown in figure 8(a), there are high-density dislocations around micron SiCp. Figure 8(b) shows the sub-grain morphology near micron-SiCp, with low dislocation density in the grain and its size of about 200 ∼ 400 nm. Figure 8(c) shows that the sub-grain near the nano SiCp is fine, and the grain size is about 100 ∼ 300 nm. It is mainly because that the nanoparticles pin the grain boundary and inhibit the grain growth. Figure 8(d) shows the sub-grain morphology in the matrix away from SiCp, and the grain size is about 400 ∼1000 nm. The results show that the grain size of the matrix near micron and nano SiCp is smaller than that of the blank matrix, resulting in fine grain size strengthening. It is consistent with the results of Bagherpour et al [20]. It can be seen from figure 8(e) that nano SiCp will be encountered during dislocation movement. Then Orowan strengthening will occur when dislocations are difficult to cut and bypass nano SiCp, thereby improving the properties of the composite [21, 22].
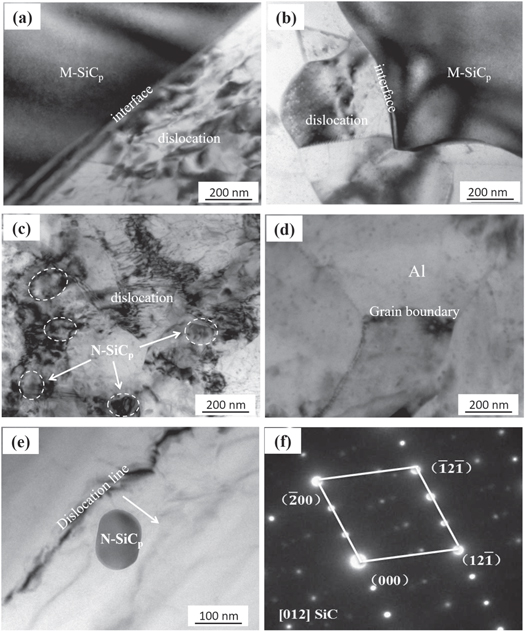
Figure 8. Microstructure and dislocation morphology in the interface of dual-scale SiCp/A356 composite. (a)–(b) microstructure at the interface of M-SiCp/Al, (c) the structure at the N-SiCp/Al interface, (d) blank matrix, (e) dislocation motion meets nano SiCp, (f) corresponding nano SiCp diffraction pattern.
Download figure:
Standard image High-resolution image3.2. Properties of dual-scale SiCp/A356 composites
Figure 9 exhibits the properties of dual-scale SiCp/A356 composites with different volume fractions. It can be seen from figure 9(a) that the density of 15 ∼ 25 vol.% dual-scale SiCp/A356 composites is more than 98.1%. However, the content of SiCp is 30%, and its density decreases significantly due to the SiCp accumulation and the more gas adsorbed in the process of sintering and hot extrusion, which results in a significant reduction in density. These results are consistent with microstructure analysis.
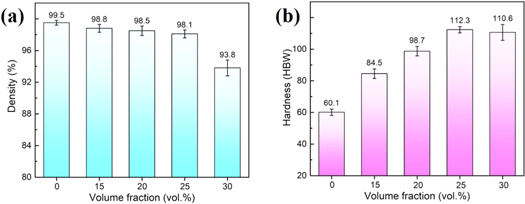
Figure 9. The properties of dual-scale SiCp/A356 composites with different volume fractions. (a) density, (b) hardness.
Download figure:
Standard image High-resolution imageThe hardness of composites increased first and then decreased. When the SiCp reached 30%, its hardness decreases slightly, as shown in figure 9(b). It is because the content of SiCp is within 25%, and the SiCp is evenly distributed, which can effectively restrict the deformation of the matrix, thereby improving the hardness (as high as 112.3 HBW) of the composites. When the content of SiCp exceeds 25%, SiCp agglomeration and micron holes appear in the composites, which reduces the number of effective SiCp that bears its strengthening effect and the density of the composites, resulting in decreased hardness.
Figure 10 confirms the tensile properties of dual-scale SiCp/A356 composites with different volume fractions. It can be seen that the strength of the composites increases with the increasing SiCp volume fraction, and when the content of SiCp is 25%, it reaches the maximum value with a yield strength of 228 MPa and tensile strength of 310 MPa, respectively. This is because the content of double-scale SiCp is within 25 vol.% and the distribution of SiCp is uniform. It can not only hinder the movement of dislocations, but also induce the initiation of many dislocations in the matrix due to the difference of thermal expansion coefficient, thus significantly enhancing the strength of the composite. However, when the dual-scale SiCp content reaches 30 vol.%, the SiCp distribution is not uniform, and it is easy to agglomerate. The amount of SiCp undertaking the strengthening effect decreases, resulting in the reduction of the strength of the composite. In addition, with the increase of SiCp content, the elongation of the composites gradually decreased from 5.2% to 4.6%, 3.1% and 1.8%, which is much lower than 11.6% of the matrix. According to reference [23], the mechanical properties of 15% dual-scale SiCp/A356 composite, such as yield strength, tensile strength and elongation, are much higher than other research results.

Figure 10. Tensile properties of dual-scale SiCp/A356 composites with different volume fractions.
Download figure:
Standard image High-resolution image3.3. Fracture morphology of dual-scale SiCp/A356 composites
Figure 11 displays the SEM images of the tensile fracture of dual-scale SiCp/A356 composites with different volume fractions. It can be seen from figure 11(a) that the fracture morphology of A356 alloy is mainly composed of dimples and tearing edges, which belong to the typical plastic fracture characteristics. The larger dimples are formed by separating Si particles, and the smaller dimples are formed by the plastic tearing of the matrix. Compared with figure 11(a), the tensile fracture morphologies displayed in figures 11(b)–(d) are changed from plastic fracture to brittle fracture due to the addition of dual-scale SiCp. There are not only dimples and tearing edges, but also exposed SiCp in the fracture of the composite. With the increase in SiCp content, there are more exposed SiCp. There is a significant difference in the coordinated deformation ability between SiCp and the matrix during the tensile deformation, which results in the deterioration of the plasticity and the reduction of the elongation. When the content of dual-scale SiCp is 30%, it can be seen from figure 11(e) that there are a large number of exposed and aggregated SiCp in the tensile fracture of the composites, the bonding force between these SiCp is inferior, which is easy to cause initial cracks. Therefore, the strength and elongation of 30 vol.% dual-scale SiCp/A356 composite are significantly reduced.

Figure 11. SEM images of the tensile fracture surface in the A356 alloy and dual-scale SiCp/A356 composites with different volume fractions. (a) 0 vol.%, (b) 15 vol.%, (c) 20 vol.%, (d) 25 vol.%, (e) 30 vol.%.
Download figure:
Standard image High-resolution imageFigure 12(a) shows the Al element content on the SiCp surface is high, and its fracture mode is mainly the tearing of the matrix. The results show that the interface between SiCp and Al matrix in the composite is well bonded. It can be seen from figure 12(b) that the Al element is basically invisible on the surface of SiCp, which indicates that cleavage cracking occurs in the SiCp of the composites. The results show that SiCp in the composite is well bonded to the matrix, and the bonding strength of the interface is high. Therefore, the fracture mode of the composites is mainly matrix alloy tearing and SiCp fracture.
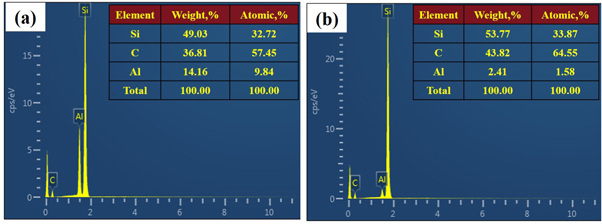
Figure 12. EDS patterns of the SiCp A (a) and B (b) marked in figure 11.
Download figure:
Standard image High-resolution image3.4. Strengthening mechanism of composites
3.4.1. Load transfer mechanism
For particle-reinforced AMCs, when the particles have a good interface with the matrix, the load can be effectively transferred from the matrix to the reinforcement through the interface [24]. The yield strength increment can be expressed by formula (1) [25]:

where, Δσload, vp and σm are the yield strength increment (MPa), particle volume fraction (vol.%) and matrix yield strength (MPa), respectively. It can be seen from formula (1), the Δσload increases with the increase of the particle volume fraction and matrix yield strength. Therefore, the load transfer mechanism is one of the main strengthening mechanisms for the dual-scale SiCp/A356 composites.
3.4.2. Orowan strengthening mechanism
The small hard particle (≤1 μm) in particle-reinforced AMCs can not only transfer load, but also hinder the dislocation movement, thus causing the Orowan strengthening. The increment of yield strength can be expressed by formula (2) [26, 27]:

in which, G, b, ν represent the shear modulus (2.64 × 104 MPa), Burgers vector (0.286 nm) and Poisson's ratio (0.33), respectively. ΔσOrowan is the yield strength increment (MPa), λ is particle spacing (μm), dp represents average particle size (μm). Particle spacing λ can be calculated by vp and dp [28]:

According to formulas (2) and (3), the smaller the average particle size, the larger the volume fraction is, and the more significant the Orowan strengthening effect is. For the dual-scale SiCp/A356 composites, although the Orowan strengthening effect of micron SiCp is minimal, however, the nano SiCp Orowan strengthening can play a significant role in improving the yield strength of the composites.
3.4.3. Hot mismatch strengthening mechanism
Due to the difference in thermal expansion coefficient between the particles and matrix, high-density dislocations are generated in the composite, which is the thermal mismatch (CTE) strengthening mechanism [29, 30]. Its contribution to yield strength can be expressed by formula (4) [31]:

where, G, b, α, dp, vp are shear modulus, Burger's vector, dislocation strengthening coefficient (taking 1.4), average particle size and particle volume fraction, respectively; ΔσCTE is yield strength increment (MPa), Δα is the difference of thermal expansion coefficient (23.7 × 10–6 /K), ΔT is the temperature difference between the preparation temperature and room temperature (°C).
It can be seen from formula (4) that when the particle size is smaller, the volume fraction is higher, and the temperature difference is larger, the contribution of thermal mismatch to the yield strength of the composite will be more significant. However, formula (4) is mainly proposed for micron-particle reinforced composites. As for nanoparticle reinforced composites, the contribution of dislocation proliferation strengthening to yield strength is ignored. So thermal mismatch strengthening of micron SiCp is one of the main strengthening mechanisms of dual-scale SiCp/A356 composites.
3.4.4. Fine grain strengthening mechanism
The dispersed reinforced particles in the composite matrix will reduce the size of the sub-grain and refine the matrix grain. At room temperature, grain boundaries hinder dislocation movement, resulting in grain boundary strengthening. The increment of yield strength caused by grain refinement can be described by the Hall Petch formula [32, 33]:

in which, ΔσHP, K,  are the yield strength increment (MPa), strengthening coefficient (0.1 MPa
are the yield strength increment (MPa), strengthening coefficient (0.1 MPa ) and variation of grain size (μm), respectively. From formula (5), it can be seen that the greater variety of grain size is, the more pronounced the effect of fine grain strengthening will be. Due to the addition of dual-scale SiCp, the matrix grains are refined, so fine grain size strengthening is also one of the strengthening mechanisms of the composites.
) and variation of grain size (μm), respectively. From formula (5), it can be seen that the greater variety of grain size is, the more pronounced the effect of fine grain strengthening will be. Due to the addition of dual-scale SiCp, the matrix grains are refined, so fine grain size strengthening is also one of the strengthening mechanisms of the composites.
3.4.5. Composite strengthening mechanism
To sum up, the strengthening mechanisms of AMCs mainly include Orowan strengthening, thermal mismatch strengthening, load transfer strengthening and fine grain strengthening. For the (10 μm + 80 nm) dual-scale SiCp/A356 composites, the strengthening mechanism of micro and nano SiCp reinforcing phase can be summarized as follows: (1) Thermal mismatch strengthening of micron SiCp (∆σM-CTE);(2) Orowan strengthening of nano SiCp (∆σN-Or);(3) Fine grain strengthening due to the combined action of micron and nano SiCp(∆σHP) and load transfer strengthening (∆σload) Based on the above analysis, the total contribution of dual-scale SiCp to the yield strength of A356 can be expressed as [34]:

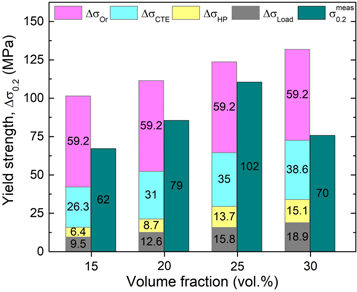
Figure 13 shows the theoretical and experimental values of the yield strength increment of the dual-scale SiCp/A356 composites. The results show that the theoretical value of the composite strength increment caused by the superposition of different strengthening mechanisms is higher than the experimental value. It is because the theoretical value is obtained under the ideal condition, such as the dual-scale SiCp is entirely uniformly distributed in the matrix, and there are no defects in the composites.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 13. Theoretical and experimental values of yield strength increment of dual-scale SiCp/A356 composites.
Download figure:
Standard image High-resolution image{kind=link}
Taking the 25 vol.% dual-scale SiCp/A356 composites as an example, the yield strength increment (123.7 MPa) of the composite with different strengthening mechanisms is higher than the experimental value (102 MPa). The specific calculation results of the theoretical value increment are as follows: the Orowan strengthening of nano SiCp of 59.2 MPa; Micron SiCp thermal mismatch strengthening of 35.0 MPa; Load transfer strengthening of 15.8 MPa; Fine-grain strengthening of 13.7 MPa. The above analysis shows that the room temperature strengthening mechanism of dual-scale SiCp/A356 composites is mainly Orowan strengthening along with thermal mismatch strengthening, load transfer strengthening and fine grain strengthening.
4. Conclusion
The present work investigates the microstructure and mechanical properties of different volume fractions dual-scale SiCp/A356 composites fabricated using powder metallurgy and hot extrusion. The strengthening mechanism of the composites is analyzed and discussed. The following conclusions can be drawn from the study:
- (1)With the increase of dual-scale SiCp volume fraction, the uniformity of SiCp distribution first increases and then decreases. When the SiCp volume fraction is 25%, the uniformity reaches the maximum. When the content of SiCp is 30%, SiCp appears to have obvious agglomeration, and micron holes appear in the agglomeration area of SiCp.
- (2)With the increase of SiCp volume fraction, the mechanical properties of the composites first increase and then decrease. When the content of SiCp reaches 25%, the mechanical properties are the highest with a hardness of 112.3 HBW, yield strength of 228 MPa, and tensile strength of 310 MPa, respectively.
- (3)Fracture analysis results show that the fracture modes of dual-scale SiCp/A356 composites are mainly matrix alloy tearing and SiCp fracture, resulting in low elongation of the composites.
- (4)Theoretical calculation and experimental comparative analysis show that the strengthening mechanism of dual-scale SiCp/A356 composites is mainly Orowan strengthening of nano SiCp along with the thermal mismatch strengthening of micron SiCp, load transfer strengthening and fine grain strengthening.
Acknowledgments
The authors acknowledge the financial support from the National Natural Science Foundation of China (Grant No. 52171138).
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).