
Abstract
In this study, we performed electric pulse treatment (EPT) on the cold-rolled pure copper sheets. And the effects of the current density of EPT on the microstructure and mechanical properties of the cold-rolled pure copper sheets were investigated. It has been found that the change in the current density of EPT has a remarkable influence on the surface temperature, microstructure, strength, plasticity and microhardness of the samples. Compared with the untreated sample, the elongation after fracture increased by about 3.2 times at a current density of 200 A mm−2, whereas the ultimate tensile strength decreased by only 38.0%. Microstructures indicate that the electric pulse can induce rapid recrystallization in cold-rolled pure copper sheets within a short time, while reducing the dislocation density, weakening the rolling textures and increasing microstructure uniformity, thereby improving the plasticity of the material. Therefore, the present research has the potential to provide an effective alternative way to the traditional heat treatment of copper sheets and strips.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Copper and copper alloys are widely used in industries such as electric, electronic, transportation and machinery manufacturing due to their high electrical and thermal conductivity, good processability, etc [1, 2]. Copper and copper alloy sheets and strips are typical copper processed products, and their typical manufacturing methods mainly include Semicontinuous casting and thermo-roll forming, continuous casting and rolling forming, and continuous extrusion and rolling forming, no matter what kind of production method, before getting the required products, will go through the process of 'cold rolling → heat treatment' [3–5]. During the cold-rolling process, the grains of copper sheets slip and rotate, forming a cold-rolled texture and generating a large number of point defects, dislocations, and other crystal defects [6, 7], so heat treatment is usually required after cold rolling to regulate the microstructure of cold-rolled copper sheets for subsequent forming or to obtain products with the desired properties [8, 9]. Heat treatment is usually performed in a hot furnace, which provides the required thermal energy by conduction or radiation. However, conventional heat treatment using hot furnaces usually has the disadvantage of being time-consuming and energy-intensive, which may cause a large amount of energy loss during the long-term heating and cooling process, resulting in low energy utilization [10].
In recent years, electric pulse treatment (EPT), an advanced process with instantaneous high energy input [11], has been actively investigated, which is more efficient than conventional heat treatment in optimizing the microstructure and improving the properties of metallic materials [12–14]. As a novel developing process, electric pulse treatment can generate both thermal and non-thermal effects, which can increase the mobility of dislocations [15] and greatly enhance the kinetics of various microstructural evolutions such as recovery [16], recrystallization [17], phase transformation [18], and diffusion [19]. Also, EPT has been extensively used to modulate the microstructure and properties of cold plastic deformed metallic materials. Guan L et al [20] analyzed the evolution of the texture of cold-rolled AZ31 magnesium alloy under the EPT process and found that the recrystallized grains rotated 45°∼ 60° from the rolling direction (RD) to the normal direction (ND) after EPT, forming a tilted basal texture. Ma YR et al [21] carried out an electric pulse treatment on the cold-rolled 316L austenitic stainless steel, and they found that the hardness and strength of the sample were enhanced under relatively low discharge voltage, while higher voltages will result in the opposite effect. Xiao H et al [22] found that EPT could make the cold-rolled Al-Mg-Li alloy complete recrystallization rapidly and weaken its texture in a very short time. Zhu J et al [23] performed EPT on the pure copper sheets formed by the repetitive roll-bending and straightening (RRBS) process, and the results showed that the grain size of EPTed samples was refined and the elongation was improved, but did not provide a detailed analysis of the thermal and non-thermal effects and their synergistic effects of EPT as well as their respective extent of contribution. Zhu R et al [24] found that the strength, plasticity and conductivity of cold-rolled Cu-Ni-Si alloy were enhanced after EPT, the reason for which was that the electropulsing and dislocation affect the nucleation and growth of precipitates.
In this study, cold-rolled pure copper sheets were treated with the electric pulse of different current densities, and the correlation between current density and mechanical properties and microstructure was studied. The microstructure and mechanical properties of the cold-rolled pure copper sheets before and after the electric pulse treatment were evaluated by x-ray diffraction (XRD), optical microscopy (OM), scanning electron microscopy (SEM), electron backscatter diffraction (EBSD), tensile testing machine and hardness tester. By electric pulse treatment of cold-rolled pure copper sheets, it is possible to quickly achieve similar results to conventional heat treatment in a very short time. In the production process of copper sheets and strips, if the traditional heat treatment can be replaced by electric pulse treatment, it will be expected to reduce the production cycle and energy consumption and improve energy utilization, which provides a new idea for the copper sheets and strips processing industry to achieve clean production.
2. Experiment
Cold-rolled pure copper sheets (99.97% purity) with 80% deformation were utilized as the test material, which was processed into specimens with the dimensions shown in figure 1(a), and the length direction of the specimens parallels the rolling direction. The coordinate system of the samples involves the rolling direction (RD), the transverse direction (TD), and the normal direction (ND) perpendicular to the rolling plane. A self-developed electric pulse generator was applied to treat the copper sheets. Figure 1(b) presents the schematic diagram of the electric pulse processing, the specimen was fixed between the anode and cathode of the device so that the pulse current flowed along the rolling direction of the copper sheet, and the electric pulse treatment (EPT) parameters of the sample were shown in table 1. The sample of the as-received cold-rolled pure copper sheet with 80% deformation was termed UT (untreated). During the EPT process, the temperature of the sample was measured by attaching a thermocouple to the rolling plane (RD-TD plane) of the sample. A tensile testing machine (ETM305D) was used to perform the tensile test at an average speed of 2 mm min−1 at room temperature, and the fracture surface after the tensile test was observed with a Phenom tabletop scanning electron microscope (SEM). The HVS-1000 hardness tester was used to test the microhardness of the RD-ND plane of the sample with a test load of 100g and a holding time of 10s. The phase constituents were determined by EMPYREAN x-ray diffraction (XRD) using Cu-Kα radiation (λ = 1.54 Å) and the test surface was the RD-TD plane. The metallographic images of the RD-ND plane of the sample were observed with an OLYMPUS optical microscope, and the crystallographic information of the samples was further characterized by electron backscatter diffraction (EBSD) of the SYMMETRY type. To investigate the contribution of thermal and non-thermal effects generated during the electric pulse treatment to recrystallization, the samples were subjected to conventional heat treatment (CHT) in a preheated (395 °C) box furnace and electric pulse treatment in a deionized water cooling environment (WCEPT), respectively, and the actual picture of the WCEPT as shown in figure 1(c). The temperature of the samples was measured in real-time with a thermocouple during the treatment and air-cooled to room temperature at the end of the treatment. Finally, their tensile properties were tested and compared with the normal electric pulse treatment.

Figure 1. (a) The dimensions of the specimen, (b) schematic diagram of electric pulse treatment and (c) actual picture of electric pulse treatment in a deionized water cooling environment.
Download figure:
Standard image High-resolution imageTable 1. Electric pulse treatment parameters.
| Samples | Pulse-Width (ms) | Duty Ratio (%) | Current density (A/mm2) | Time (s) |
|---|---|---|---|---|
| UT | 0 | 0 | 0 | 0 |
| EPT-170 | 50 | 50 | 170 | 62 |
| EPT-185 | 50 | 50 | 185 | 62 |
| EPT-200 | 50 | 50 | 200 | 62 |
| EPT-215 | 50 | 50 | 215 | 62 |
| EPT-230 | 50 | 50 | 230 | 62 |
3. Result and discussion
3.1. Surface temperature
Figure 2 demonstrates the surface temperature profiles of the copper sheets during the electric pulse treatment. All the temperature profiles include both electric pulse treatment (EPT) and air cooling stages. In the EPT stage, the surface temperature of all samples increases sharply from room temperature to peak temperature as the treatment time increases. In the air cooling stage, the surface temperature shows a trend of a sharp decrease followed by a slow decrease. Further analysis reveals that, with the increment of the current density, the temperature rise rate and the increment of the peak temperature of the sample show a gradually increasing trend. The temperature variation can be accounted for by the Joule heating of the current. Firstly, due to the resistance of the specimen, the Joule heating effect is generated when the current flows through the specimen, which leads to a temperature increase. Secondly, when other conditions are the same, the Joule heating effect of the specimen during the EPT process is proportional to the square of the current density [18], so both the temperature rise rate and the increment of the peak temperature gradually increase with increasing the current density.

Figure 2. Surface temperature during the electric pulse treatment.
Download figure:
Standard image High-resolution image3.2. Microstructure analysis
Figures 3 and 4 show the metallographic pictures of the untreated and electric pulse treated specimens, and the corresponding average grain size is shown in table 2. The metallographic structure of the untreated cold-rolled pure copper sheet is presented in figure 3(a), which is mainly composed of elongated fibrous grains along the rolling direction. After electric pulse treatment with a current density of 170A mm−2, some new small grains can be observed inside the fibrous grains in the sample. At an electric pulse treatment with a current density of 185 A mm−2, further growth of small grains in the fibrous grains is accompanied by the appearance of new small grains, and only a few fibrous grains are retained in the sample. Increasing the current density to 200 A mm−2, the fibrous grains are completely reorganized into new equiaxed grains, and a large number of twin crystals are also present. When the current density was further increased from 200A mm−2 to 215 A mm−2 and 230 A mm−2, the grains of the samples are slightly growing and the number of twin crystals is slightly reduced with the increase in current density. Based on the changes in microstructure, it is clear that rapid recrystallization occurred in the rolled pure copper sheet after the electric pulse treatment, and the samples are at the beginning and end of recrystallization at current densities of 175 A mm−2 and 200 A mm−2, respectively.
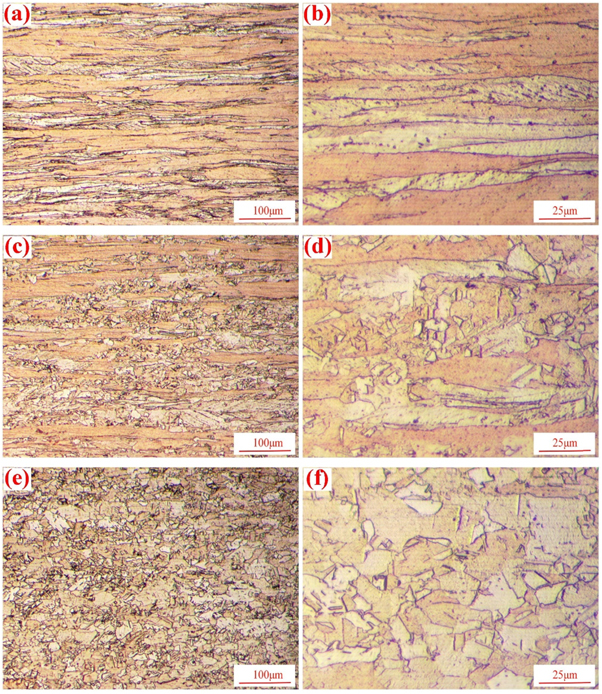
Figure 3. Metallographic pictures of untreated and electric pulse treated specimens: (a) untreated, (b) magnification of (a), (c) 170 A mm−2, (d) magnification of (c), (e)185 A mm−2, (f) magnification of (e).
Download figure:
Standard image High-resolution image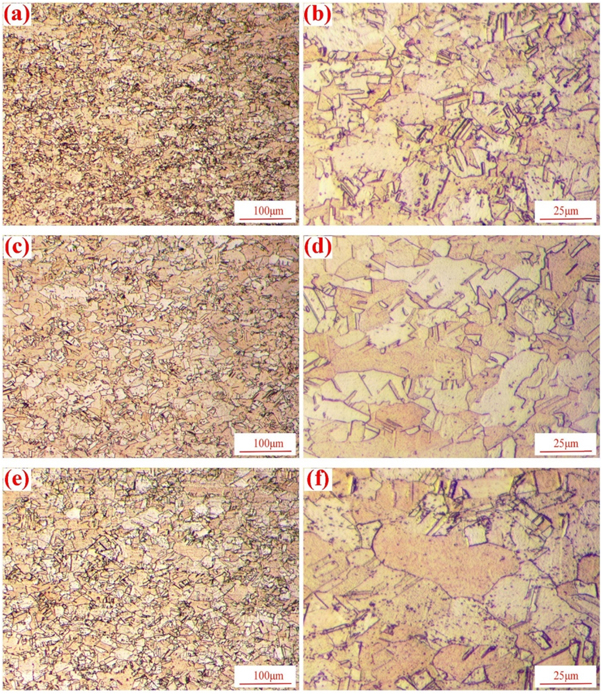
Figure 4. Metallographic pictures of untreated and electric pulse treated specimens: (a) 200 A mm−2, (b) magnification of (a), (c) 215 A mm−2, (d) magnification of (c), (e) 230 A mm−2, (f) magnification of (e).
Download figure:
Standard image High-resolution imageTable 2. Average grain size of untreated and electric pulse treated specimens.
| Sample | UT | EPT-170 | EPT-185 | EPT-200 | EPT-215 | EPT-230 |
|---|---|---|---|---|---|---|
| Size/μm | 42.5 | 25.4 | 13.0 | 8.5 | 11.9 | 13.7 |
XRD results of the untreated and electric pulse treated specimens were depicted in figure 5(a), and only diffraction peaks of Cu appear in all of the specimens. In addition, the diffraction peaks of the samples changed significantly after EPT, where the (111) diffraction peaks are enhanced to different levels and the (200) diffraction peaks are weakened to various extents, which is corroborated with the transformation of grains. Figure 5(b) shows the full width at half maximum (FWHM) of the x-ray diffraction peaks. We can find that the value of FWHM becomes significantly smaller after the electric pulse treatment compared with the untreated counterpart, and the value of FWHM is the smallest when the current density is 200 A mm−2. FWHM is a parameter that is closely correlated with the dislocation density of the material, and a reduction in dislocation density will make the value of FWHM to be smaller [25, 26]. The literature [27–29] suggests that it can be assumed that the variation trend of the total dislocation density of the samples is consistent with that of the geometrically necessary dislocations (GND) density, hence we further estimate the change of the dislocation density in the material from the distribution of GND density. Figure 6 demonstrates the GND density maps of the UT and 200 A mm−2 of EPTed samples and their corresponding statistical results, which were gained based on the EBSD test results. Compared with the UT specimen, the average GND density and the standard deviation of GND density of the EPTed specimen decreased by 10.0% and 7.7%, respectively. This phenomenon indicates that the electric pulse treatment may induce the dislocations in the cold-rolled pure copper sheet to undergo annihilation and migration, which reduces the dislocation density and improves the uniformity of the dislocation distribution.
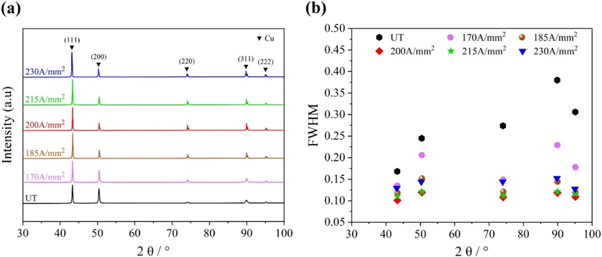
Figure 5. (a) XRD patterns of the untreated and electric pulse treated specimens and (b) FWHM of the x-ray diffraction peaks.
Download figure:
Standard image High-resolution image
Figure 6. GND density maps of the (a) untreated and (c) 200A mm−2 of electric pulse treated specimens and their corresponding statistics (b, d).
Download figure:
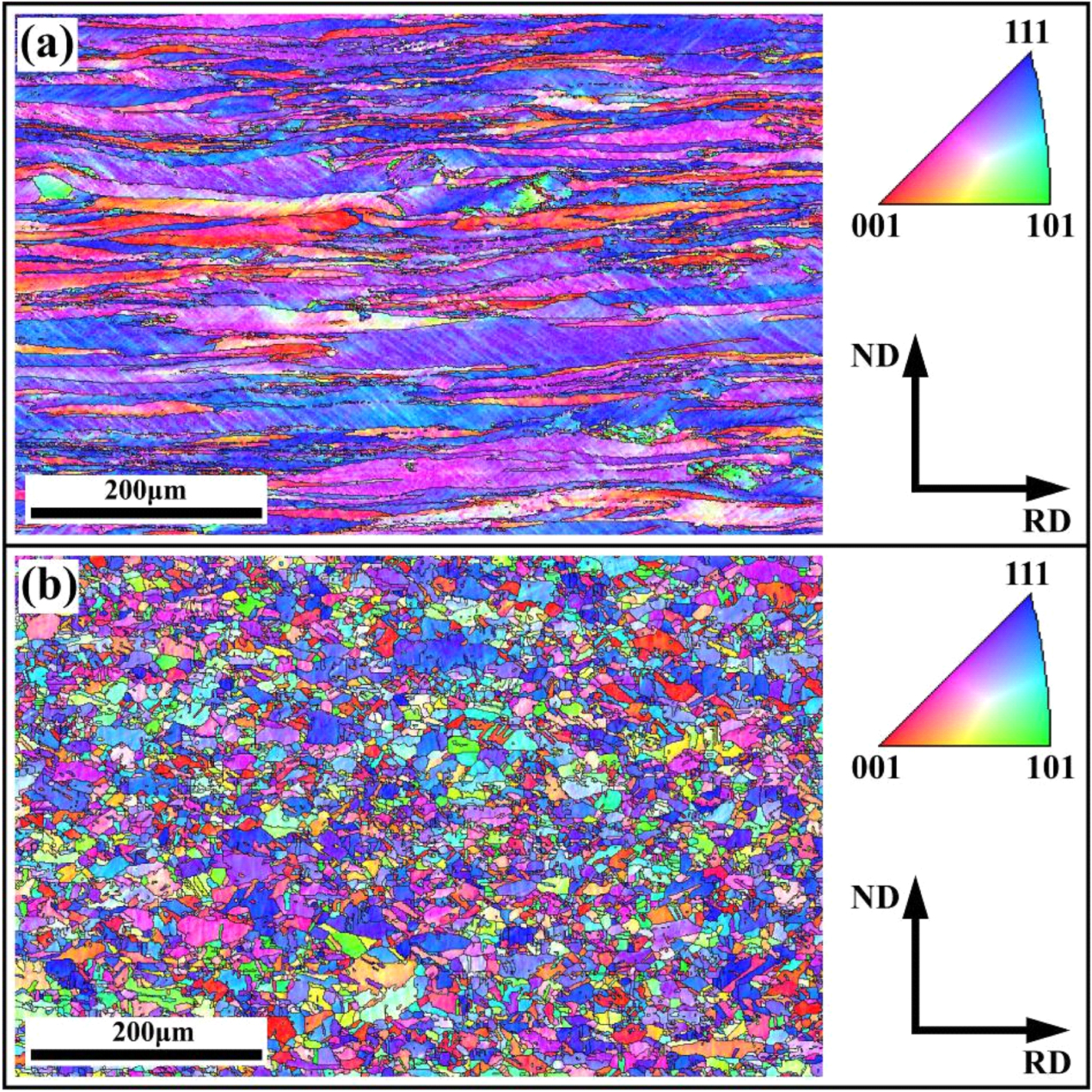
Standard image High-resolution imageFigure 7 shows the EBSD images of the untreated and 200 A mm−2 of the electric pulse treated samples. The grain orientations of the untreated sample are mainly in the <111> and <001> directions, with only a small number of grains in the <101> orientation. After the electric pulse treatment, the grains of the sample are rotated and the orientations are randomly distributed. Figure 8 demonstrates the grain size distribution of the specimens before and after electric pulse treatment obtained from the EBSD data. The dispersion of the grain size of the untreated sample is larger, with a distribution range of 3 ∼137 μm, and after the electric pulse treatment with a current density of 200 A mm−2, the dispersion of the grain size is significantly reduced, with a distribution range of 3 ∼ 41 μm.

Figure 7. EBSD images of the (a) untreated and (b) 200A mm−2 of electric pulse treated samples.
Download figure:
Standard image High-resolution image
Figure 8. (a) Grain size distribution of the untreated and 200A mm−2 of electric pulse treated sample obtained from the EBSD data, (b) magnification of selected zone in (a).
Download figure:
Standard image High-resolution imageFigure 9 displays the inverse pole figures of the untreated and the 200 A mm−2 of electric pulse treated samples. The untreated sample has a strong <111> texture in the rolling direction (RD). After the electric pulse treatment with a current density of 200 A mm−2, the textures are apparently reduced in all directions and are diffusely distributed. Combined with figures 7 and 8, it is obvious that the electric pulse treatment can make the cold-rolled copper sheets recrystallize rapidly, while greatly improving the uniformity of the microstructure and weakening the texture.
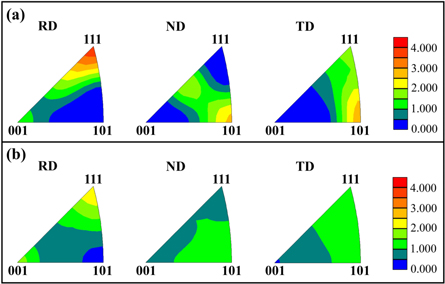
Figure 9. Inverse pole figures of the untreated and the 200 A mm−2 of electric pulse treated samples.
Download figure:
Standard image High-resolution image3.3. Mechanical properties
Figure 10 shows the mechanical properties of the untreated and electric pulse treated specimens. We can see from figures 9(a)–(b) that the ultimate tensile strength (UTS) exhibits a trend of rapidly decreasing and then slightly decreasing as the current density increases. After the electric pulse treatment at 170 A mm−2, the UTS is 266.5MPa, a decrease of 24.8% compared to the untreated sample (354.2MPa). Increasing the current density from 170A mm−2 to 185 A mm−2, the UTS decreases from 266.5MPa to 225.2MPa, a decrease of 15.5%. When the current density reached 200 A mm−2, there is only a slight decrease in the UTS of the samples as the current density increased. According to figures 10(a) and (c), the elongation after fracture of the untreated samples is 13.6%. After the electric pulse treatment, the elongation after fracture of the samples is all improved and shows a trend of sharp increase at first and then a slight decrease with the increase of current density. At a current density of 200 A mm−2, the elongation after fracture reached a peak of 57.0%, corresponding to a UTS of 219.6 MPa. Compared with the untreated sample, the elongation after fracture increased by about 3.2 times, while the ultimate tensile strength decreased by only 38.0%. In addition, as can be seen in figures 10(b) and (d), the trend of changes in microhardness with increasing current density is consistent with that of UTS. The phenomenon of dramatic changes in the mechanical properties of samples at a certain current density parameter is consistent with the findings in many reports, when the electric pulse is used to regulate the properties of metallic materials, a significant effect can be observed only after the current density is higher than a certain critical value referred to as the threshold [30–32].

Figure 10. Mechanical properties of untreated and electric pulse treated specimens: (a) engineering stress-strain curve, (b) variation of ultimate tensile strength and (c) elongation after fracture and (d) microhardness with current density.
Download figure:
Standard image High-resolution imageThe fracture morphologies of the untreated and electric pulse treated samples are shown in figure 11. It can be seen that dimples and holes are distributed on the fracture surfaces of all samples. There are some large holes and dimples in untreated samples, and their distribution is not uniform. After the electric pulse treatment with relatively low current density (170 and 185 A mm−2), the size of the large holes is reduced, but the dimples are almost unchanged. At the relatively high current density (200 and 215 A mm−2), the size of the holes and dimples is decreased appreciably and distributed more uniformly. When the current density is further increased (230 A mm−2), there is a slight increase in the size of the dimples and a slight decrease in the uniformity, while no significant change in the pores. These phenomena show, from another perspective, that the EPTed samples have better ductility than the UT one.

Figure 11. Fracture morphologies of the untreated and electric pulse treated specimens: (a) untreated, (b) 170 A mm−2, (c)185 A mm−2, (d) 200 A mm−2, (e) 215 A mm−2, (f) 230 A mm−2.
Download figure:
Standard image High-resolution imageIn the literature [33] and [34], pure copper sheets were prepared using plastic flow machining (PFM) at room temperature and rolled at room temperature (RTR), respectively, and annealed in a hot furnace at different temperatures, and their results are compared with the present work as shown in table 3. It can be observed that the match between the ultimate tensile strength and elongation after fracture of the cold-deformed pure copper sheet after EPT under suitable electrical pulse parameters is consistent with that of the conventional annealing treated counterpart. However, the time required for the EPT is only 62s, which is much less than that of the conventional annealing treatment (1800s or 3000s). Therefore, this study has the potential to provide an effective alternative way to the traditional heat treatment of copper sheets and strips.
Table 3. Comparison of the present work with published results.
| References | Samples | Temperature (℃) | Time (s) | Ultimate tensile strength (MPa) | Elongation after fracture (%) |
|---|---|---|---|---|---|
| Present work | UT | — | — | 354.2 | 13.6 |
| EPT-170 | 202.0 | 62 | 266.5 | 15.9 | |
| EPT-185 | 237.7 | 62 | 225.2 | 35.4 | |
| EPT-200 | 287.3 | 62 | 219.6 | 57.0 | |
| EPT-215 | 341.8 | 62 | 213.1 | 55.7 | |
| EPT-230 | 402.0 | 62 | 211.7 | 54.4 | |
| [34] | RTR | — | — | 347.0 | 2.1 |
| RTR+ annealing | 180 | 1800 | 320.7 | 5.9 | |
| 200 | 1800 | 254.2 | 23.2 | ||
| 220 | 1800 | 237.7 | 35.6 | ||
| [33] | PFM | — | — | 408.3 | 23.6 |
| PFM+ annealing | 150 | 3000 | 366.5 | 26.5 | |
| 200 | 3000 | 300.0 | 39.3 | ||
| 250 | 3000 | 250.1 | 46.0 | ||
| 300 | 3000 | 229.9 | 49.0 | ||
| 350 | 3000 | 218.6 | 51.3 |
RTR: rolled at room temperature; PFM: Plastic flow machining.
4. Discussion
In this study, the electric pulse treatment resulted in significant changes in the mechanical properties (strength, plasticity and hardness) of the cold-rolled pure copper sheets, and the elongation after fracture reached a peak of 57.0% (increased by about 3.2 times compared with the untreated sample) at a current density of 200 A mm−2, which are mainly related to the changes in grain and dislocation distribution within the material. The cold-rolled copper sheet experienced large plastic deformation with high dislocation density, and the grains are all fibrous and extend along the rolling direction, with a strong rolling texture. After the electric pulse treatment, the specimens occurred rapid recrystallization, and the dislocation density was reduced. At the current density not higher than 200 A mm−2, as the current density increases, the fibrous grains are constantly transformed into new equiaxed crystals, and the rolling textures are continually weakened. After the fibrous grain of the sample was completely reformed into equiaxed crystals at a current density of 200 A mm−2, the grains are slightly growing when the current density continues to increase. The reduction of dislocation density and textures and the transformation of fibrous grains to equiaxed grains can weaken the strength and hardness of the samples and improve the plasticity of the samples, while the growth of grains will weaken the strength, plasticity, and hardness simultaneously [33]. Therefore, the ultimate tensile strength and microhardness of the samples show a rapid decrease followed by a slight decrease with the current density, while the elongation after fracture of the samples shows a dramatic increase followed by a slight decrease.
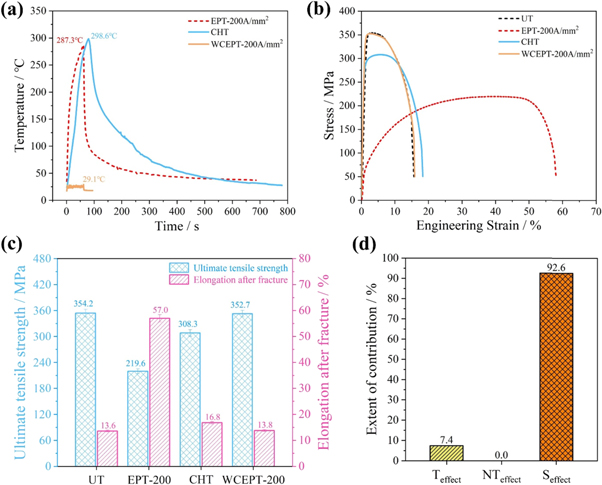
The literature [35, 36] shows that both thermal and non-thermal effects generated by electric pulse affect the recrystallization process of materials. The thermal effect can provide the necessary temperature basis for the recrystallization of the material, and the non-thermal effect can accelerate the atomic diffusion and dislocation migration rate, thus accelerating the recrystallization process [37]. To investigate the contribution of the thermal and non-thermal effects to recrystallization, the samples were subjected to conventional heat treatment (CHT) in a hot furnace and electric pulse treatment in a water-cooled environment (WCEPT), respectively. Figure 12(a) shows the temperature history of specimens, and it can be seen that the CHTed specimen has a similar temperature experience to the EPTed specimen (the current density is 200 A mm−2), and the WCEPTed specimen has the same current density as the EPTed specimen, while its temperature only varies very slightly, so the performances of the CHTed and WCEPTed specimens can be used to evaluate the thermal and non-thermal effects of the EPT, respectively. According to figures 12(b), (c), it can be seen that elongation after fracture (EAF) of the CHTed specimen has increased compared to the UT specimen, and the enhancement rate is recorded as a (a = 23.5%). The tensile properties of the WCEPTed specimen have not changed, and the enhancement rate of the EAF is recorded as b (b = 0). For the normal EPTed specimen, the enhancement rate of its EAF is recorded as c (c = 319.1%). Obviously, c is much larger than a plus b, which indicates that there is a very powerful synergistic effect of thermal and non-thermal effects existing in the process of EPT. Usually, the mechanical properties of a material are closely correlated with its microstructure, so we can estimate the extent of contribution (EOC) of each effect to the recrystallization process (the results are shown in figure 12(d)) based on the variation of the EAF. The EOC is calculated through equation (1):

Where  represents the total effect of the EPT and assumes a value of 1,
represents the total effect of the EPT and assumes a value of 1,  is the EOC of the thermal effect and
is the EOC of the thermal effect and 
 is the EOC of the non-thermal effect and
is the EOC of the non-thermal effect and 
 is the EOC of the synergistic effect.
is the EOC of the synergistic effect.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 12. (a) History of specimens. (b, c) Tensile properties (b) engineering stress-strain curve and (c) ultimate tensile strength and elongation after fracture. (d) The extent of contribution of thermal and non-thermal effects and their synergy to the recrystallization process.
Download figure:
Standard image High-resolution image{kind=link}
From figure 12(d), it can be seen that the synergistic effect (its EOC accounts for 97% of the total effect of the EPT) makes a major contribution to the generation of the recrystallization process. It is also interesting to note that the tensile properties of the WCEPTed specimen show no change compared to the UT specimen, meaning that the non-thermal effect alone cannot induce the recrystallization of the cold-rolled pure copper sheet after the thermal effect of the EPT is removed. The reasons for this may be as follows, during the recrystallization process, the formation and growth of the crystal nucleus depend on atomic diffusion, and the current density under the present experimental conditions is not large enough to activate the atoms at a lower temperature and induce them to migrate. Li W et al [38] performed electric pulse treatment on a pure aluminum TEM sample in a liquid nitrogen bath, and the current density of the sample was as high as 10000 A mm−2 when observed dislocation glides.
Based on these phenomena, we can speculate that, in this study, only when the thermal effect of the EPT activates the atoms of cold-rolled pure copper sheet, the non-thermal effect of the EPT can effectively exert its ability to accelerate atomic diffusion and dislocation migration, and thereby accelerate the recrystallization process, that is, only when the non-thermal effect of the EPT acts synergistically with its thermal effect on the material, the rapid recrystallization is more easily induced.
5. Conclusions
In this study, the cold-rolled pure copper sheet was processed with an electric pulse with different current densities and the microstructure and mechanical performance were investigated. The conclusions are summarized as follows.
- (1)For cold-rolled pure copper sheets, the introduction of the electric pulse allows the recrystallization to occur rapidly and the synergistic effect of thermal and non-thermal effects makes a major contribution to the generation of the recrystallization process, while substantially reducing the dislocation density improving the uniformity of the microstructure and weakening textures.
- (2)Electric pulse treatment can reduce the tensile strength and hardness of cold-rolled copper sheets and improve their plasticity. At a current density of 200 A mm−2, the elongation after fracture reached a peak of 57.0% (increased by about 3.2 times compared with the untreated one).
- (3)The variation of the current density has a significant influence on the microstructure and mechanical properties of the materials. With the increase of the current density, the tensile strength and hardness exhibit a trend of rapidly decreasing and then slightly decreasing, and the plasticity presents a trend of rapidly increasing and then slightly decreasing.
Acknowledgments
This work was funded by the Natural Science Foundation of Sichuan Province 2022NSFC0336.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).