1. Introduction
Flexibility and reconfigurability have been investigated at multiple production levels, including production tools and resources using different technologies [
1]. Particularly in the robotics-automation fields [
2] dexterous tooling and mechatronic systems [
3], adaptable control strategies [
4], reconfigurable and mobile robots [
5] are key components used to achieve flexibility and reconfigurability in production lines [
6,
7]. Although a lot of progress has been made on the development of each component, the research community has not focused its effort so much on their efficient integration and combination due to the high complexity of the endeavor. Thus, despite the high interest from the industry, the researchers focused mainly on the development, testing and optimization of each individual technology, as described in more detail for each technology in the following paragraphs.
The flexibility of producing different product variants is manifested in multiple ways, starting with the physical/hardware reconfiguration of devices to accommodate variable product geometry. For instance, dexterous grippers with multiple fingers and degrees of freedom (DOFs) [
8], modular finger structures [
9], innovative gripping principles [
10] or actuation methods [
11] and model-based control schemes [
12] have been researched and developed. Such devices are partially able to reconfigure their structure or use modular contact points (interfaces) to handle different parts, but the key restriction is the difficulty to achieve flexibility in a modular way at the operational and control levels at the same time. These devices can be either: (a) part specific, with the disadvantage to have very limited flexibility or (b) operation specific, able to handle a range of parts for a limited number of operations (e.g., simply for pick & place activities) or (c) control independent, making them unable to be integrated in complex control architectures that support sensor fusion and cognitive functions.
Another important element that is required to achieve flexibility is the adaptable sensing technology able to perceive the environment and help the system to adjust the operational parameters of the machine to specific cases. There are sensing technologies that focus on the process perception executed by the resources [
13,
14], while there are other algorithms able to detect human operators and their activities [
15]. Apart from the sensing strategy, an important role plays the smart algorithm that processes the data and is able to apply different task execution strategies according to the vision results [
16]. Typically, the above types of perception run independently and individually in a dedicated embedded PC, without having a holistic perception approach that can match the human capabilities.
Referring to human capabilities, apart from perception capabilities, researchers are trying to replicate the human cognition capabilities. Thus, researchers’ vision is to create cognition enabled resources with high-level decision-making possibilities, adding another key element to implement flexible manufacturing lines. A lot of research activity has been focused on this technology in all production levels starting from the resource level up to the line level [
17], in swarm robotics [
18] even in social robotics [
19]. Additionally, similar research activities have been focused in more innovative directions such as in human-robot collaborative cells [
20], in logistics operations [
21] and in cyber-physical systems [
22], as well as in more traditional production lines [
23] such as the automotive industry assembly lines [
24]. This multi-level cognition approach may start from the high-level, namely task and motion planning to optimize the assembly operations, down to the differentiation of the local control strategy at tooling level. Additionally, the low-level control strategy takes into consideration perception data that provide information on the status of the resources and their surroundings. The key issue is that each of the suggested research focuses on a specific part of the cognition scale and does not offer a unique solution in all levels, adaptable to industrial needs. Thus, they are not modular and open control systems able to represent the reconfiguration potential required by the new production lines.
Last but not least, inherently flexible and reconfigurable resources, namely robots, have been introduced in multiple forms within production lines. Especially mobile robots seem to be quite promising since there are several types, such as industrial mobile manipulators [
25] and mobile platforms with few DoF for logistics applications [
26]. Simulation tools and control models for such cases are already available and can be easily integrated in production applications [
27,
28]. Further types of robots such as collaborative manipulators have captured the interest of researchers over the last years [
29,
30,
31] and provide further opportunities for integrating humans in the loop. Their potential of robots relies on the fact that when equipped with tool-changers, they can undertake different roles such as assembly, logistics, inspection & maintenance, quality control and others making them extremely reconfigurable when compared to stationary machinery. The key issue that is faced by such resources is the performance, due to having extra times for their transition to different stations as well as the computational time to implement sensing and safe manipulation in order not to affect the product quality. In this paper decentralize cognitive functions that are implemented on the station/resource/tool/device levels are used to overcome this limitation.
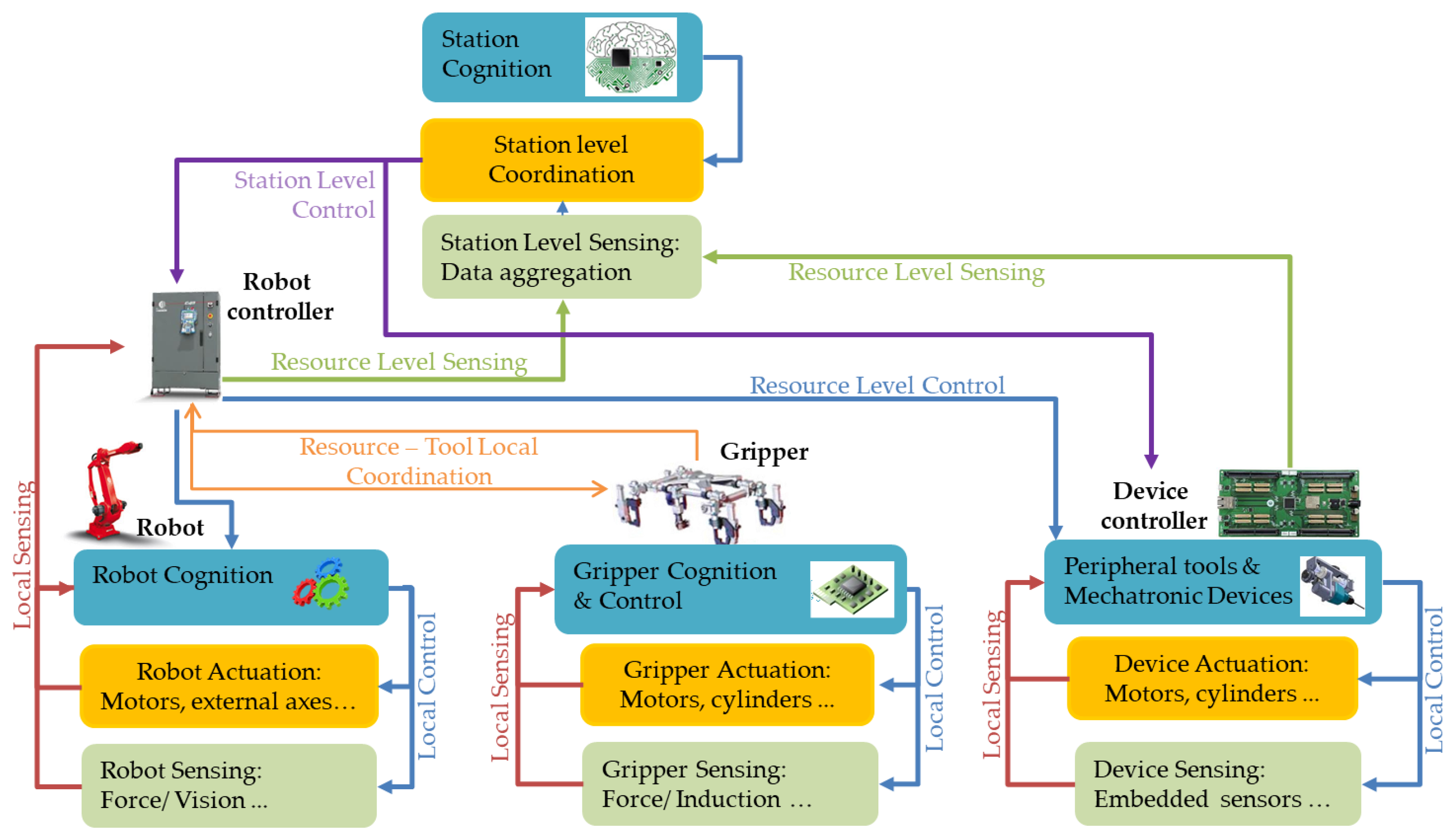
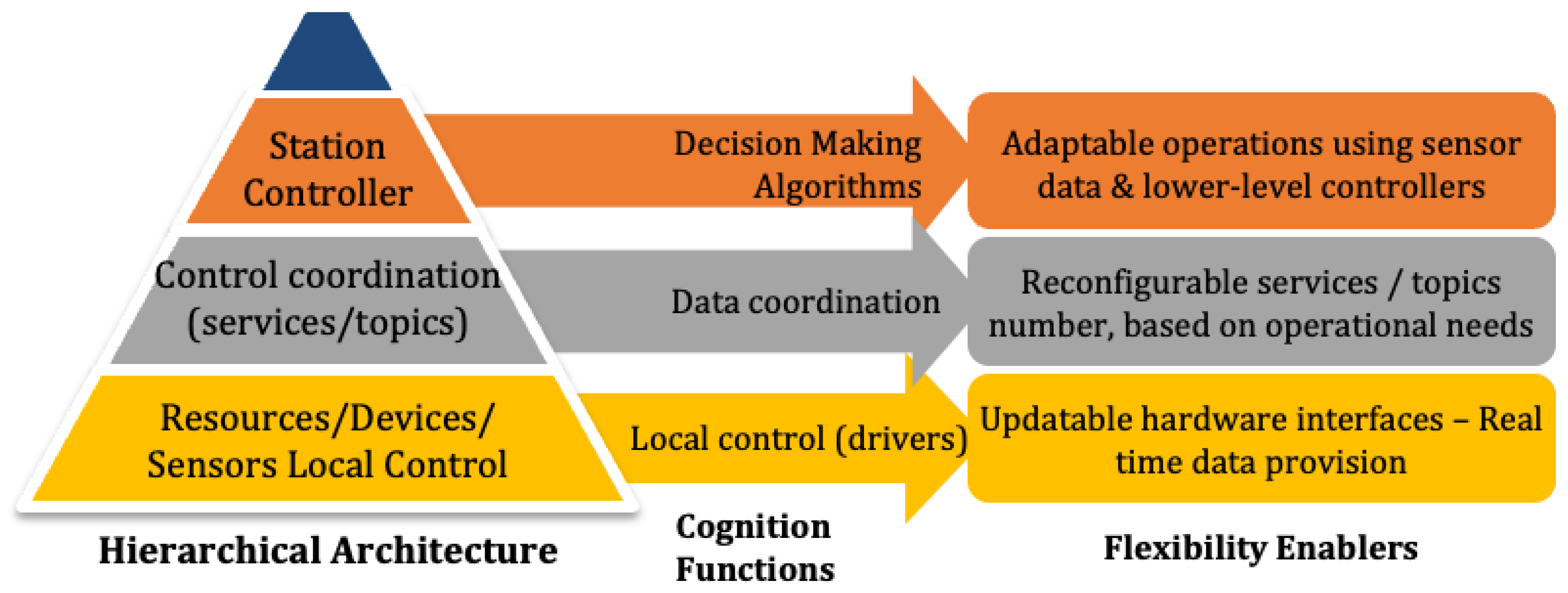
The research community has addressed the above fields mainly by focusing on the development, testing and optimization of each technology individually. The efficient combination of these technologies under a common system leads to a complex result that is very difficult to deploy and maintain in an industrial application. However, the industrial world expresses high interest on this integration and dictates that these technologies should be combined to cover their requirements and form reconfigurable robotic systems (
Figure 1). As it is shown in
Figure 1 different components should be integrated together sharing sensor information from the lower levels to the higher ones, while the top levels should provide instructions and other control-related commands based on sensor data input. At the same time, each component follows local sensing and control loops to update its status and make low-level decisions on the fly. Thus, the future aim is to achieve better production performance as well as to achieve optimal production control once the new technologies are integrated into the respective hardware and software.
In this paper, the implementation of a robotic assembly system is described, similar to the one illustrated in the figure above, focusing on the integration of mechatronic devices which possess their own cognition capabilities on a local level using their local sensors. Additionally, a high-level control framework (station cognition) is included, which monitors the operations to be performed by the local control systems of the individual resources. The innovative part of this study is the integration of different components, including both the hardware (robot, tools and mechatronic devices), and the software (control and sensing algorithms) under a common architecture that can implement cognitive functions at different levels. Data from sensors integrated into the assembly station are used both locally by the resources to execute the processes assigned to them but also escalated to higher control levels so that they can be used to orchestrate the operation of all devices.
The sections of this paper are organized as follows:
Section 2 provides the description of the industrial problem addressed in this paper. In
Section 3 the different modules that have been developed and integrated within the actual cell are discussed. The execution of the assembly scenario, with the use of the developed modules and the evaluation of the achieved results, is outlined in
Section 4 and
Section 5, respectively. Finally, the conclusions and some areas for future work are presented in
Section 6.
2. Industrial Problem Description
The industrial problem examined in this study involves the manipulation and assembly of geometrically complex products, namely, shaver handles and razor heads, including several products of their variants. The challenge presented by this type of products is the absence of symmetry along more than one axes and the non-uniform geometrical transition between the different section of the product.
Figure 2 shows two variants of shaver handles and the possible states of equilibrium that can be found when they are freely placed on a surface. The proposed assembly system needs to be dexterous enough to accurately orient and position each variant from any of these states, exhibiting robustness and repeatability.
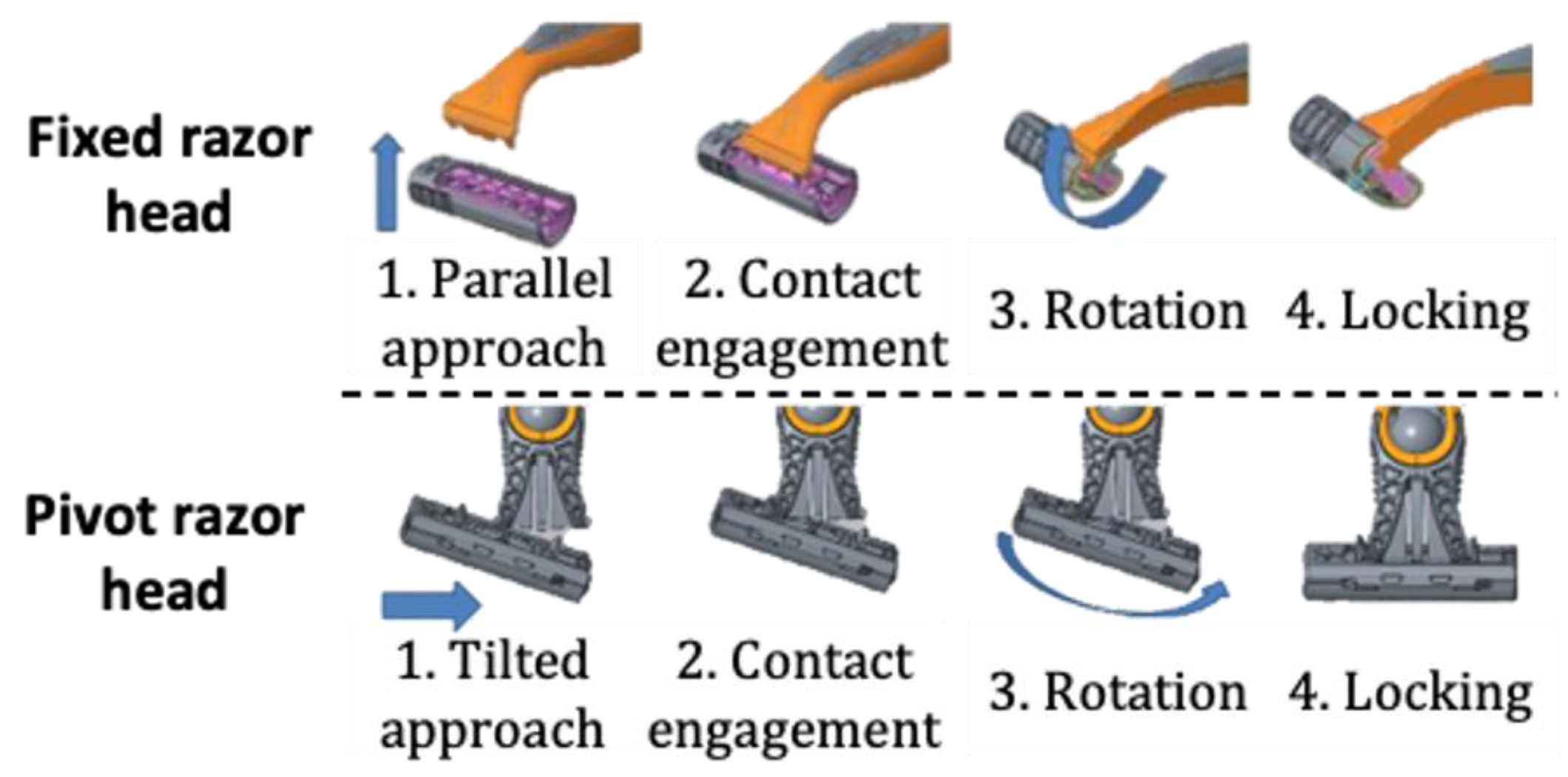
The assembly of each variant requires further dexterity and control since the process requires a different sequence of complex motions (both rotational and translational along multiple axes) between the two components. As demonstrated in
Figure 3, the first variant has a spring-loaded pivoting razor head, whereas the second one comes with a fixed razor head.
Both assembly operations involve the elastic deformation of parts, for the creation of the assembly joints. For the implementation of these motions, four degrees of freedom (DoFs) are required. Finally, for the packaging of the final product, picking, manipulation (90 degrees rotation along the longitudinal axis) and placement in packaging trays are again required.
The human hand can very easily grasp, manipulate and assemble such objects thanks to the analogue sensorial feedback from the nerve endings, complemented with the visual perception provided by the eyes and the real time processing of this info by the brain. However, when discussing the automation of such process, a flexible system is required that would be able to adapt to different products geometries and assembly steps. Current approaches rely on hard automation devices which are custom-made and dedicated the product, making it obsolete once a new product is launched in market.
3. Approach
The scope of this paper is to investigate a complete hardware and control system that can perform equally efficiently the in-hand manipulation and assembly of such objects. By incorporating flexible resources such as robots, dexterous grippers and mechatronic assembly devices and integrating them under a multilevel control architecture, a modular and reconfigurable solution can be achieved. These elements are described in detailed in the following paragraphs and then validated in a case study as presented in
Section 4.
3.1. 6-DoF Electromechanical Gripper
Aiming at avoiding the use of stationary devices, for the intermediate manipulation and the consequent cycle time increase, an electromechanical gripper with in-hand manipulation capabilities has been developed to serve both feeding and packaging operations. A decomposition of handling tasks, as performed by human operators has been used to define the required manipulation degrees of freedom. Results will drive the design of end-effector’s configuration space and the enlistment of actuation components. Integral design constraint is the achievement of multiple-products manipulation without hardware modifications.
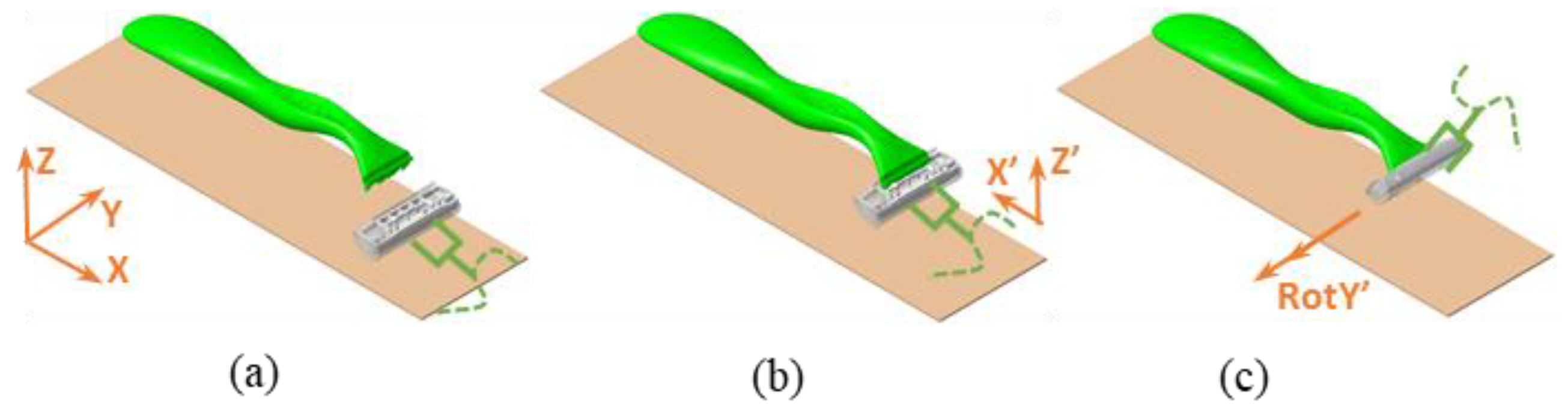
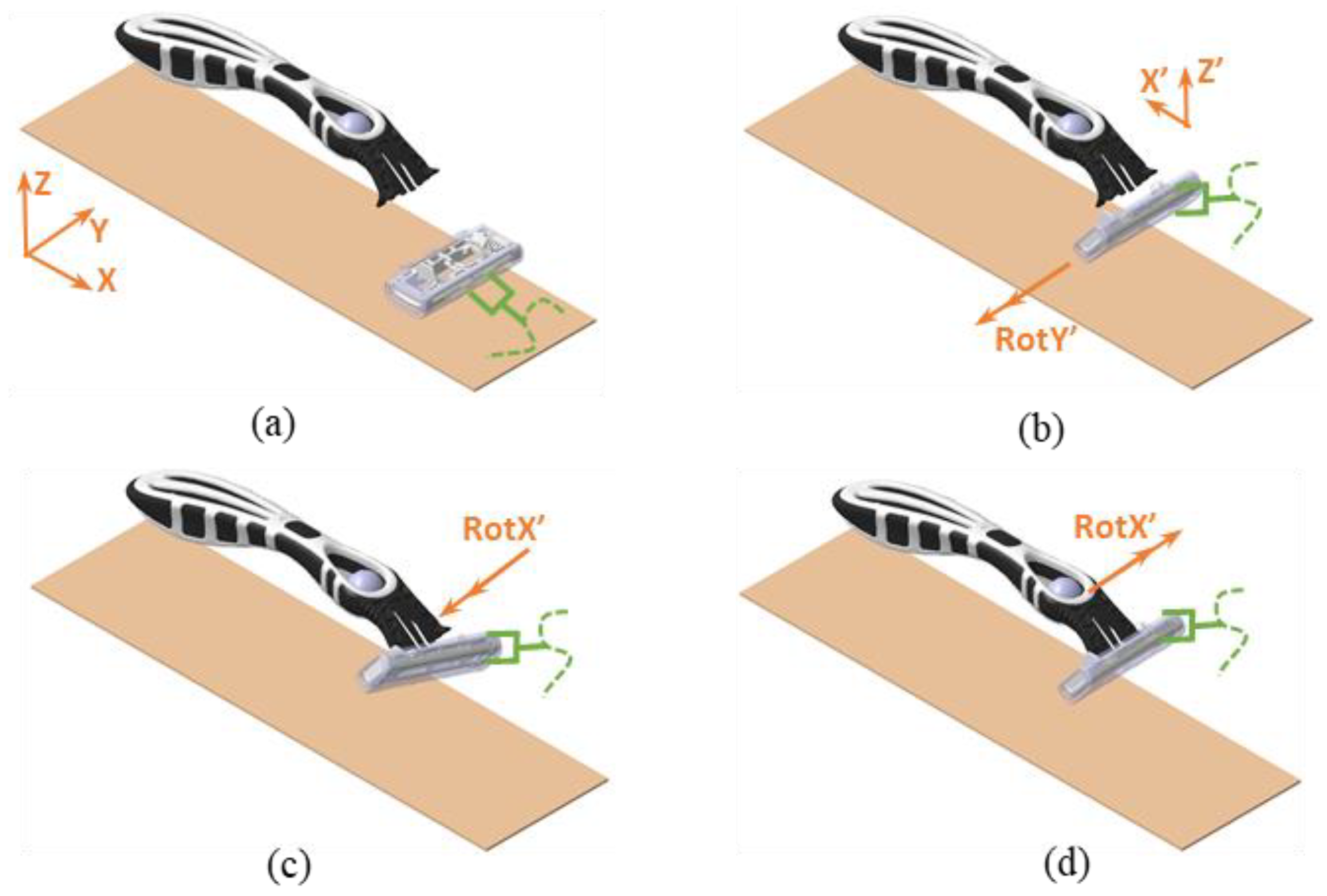
Focusing on the decomposition of handling procedure, all variants entail a sequence of eight steps, namely: approach, grasp, align, regrasp, rotate, translate, regrasp, place and release. By using robot’s degrees of freedom, “approach” and “place” can be excepted from design methodology. Referring to
Figure 4, the required mechanisms and respective degrees of freedom, for feeding and packaging operations of all product variants, are summarized in
Table 1.
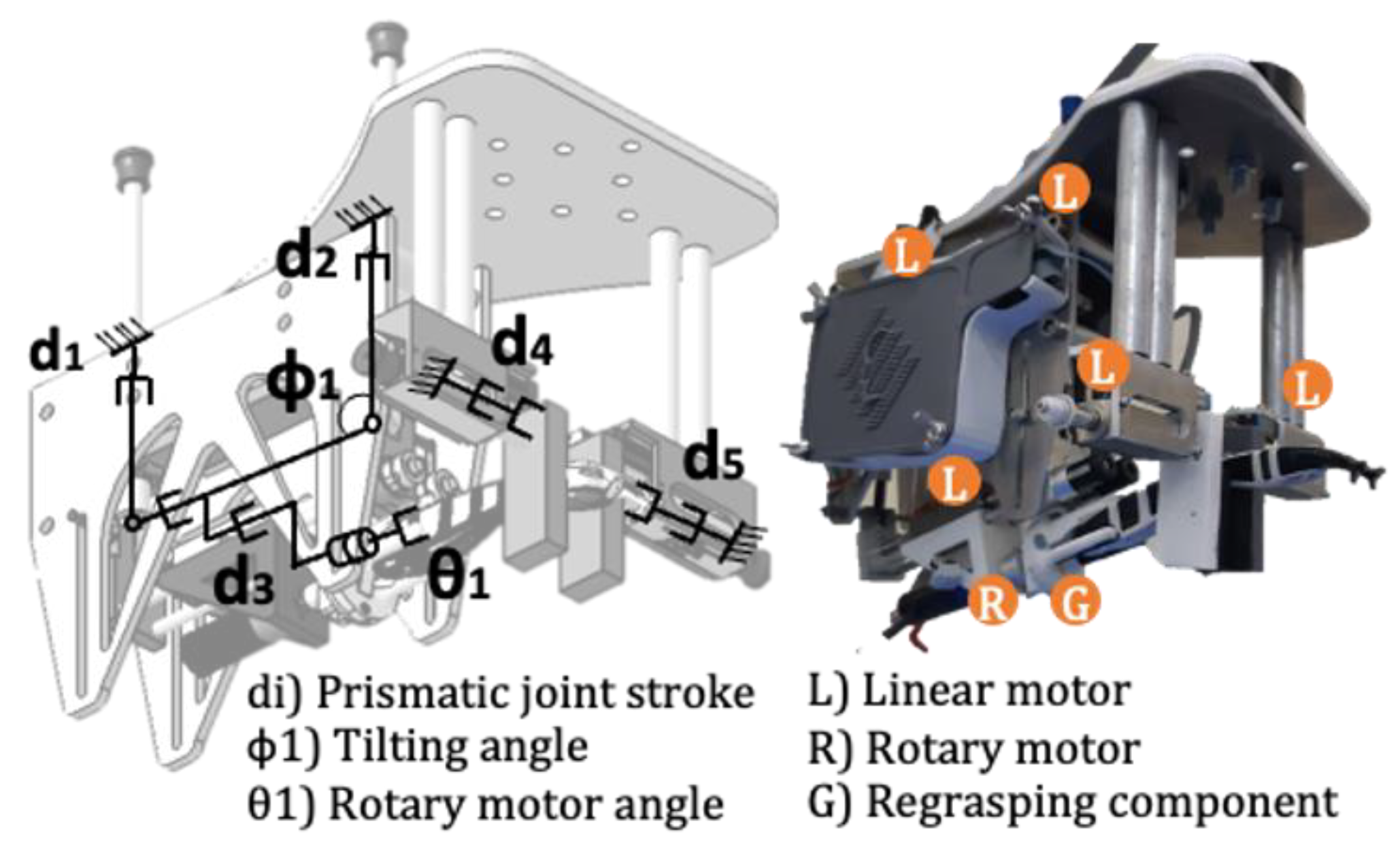
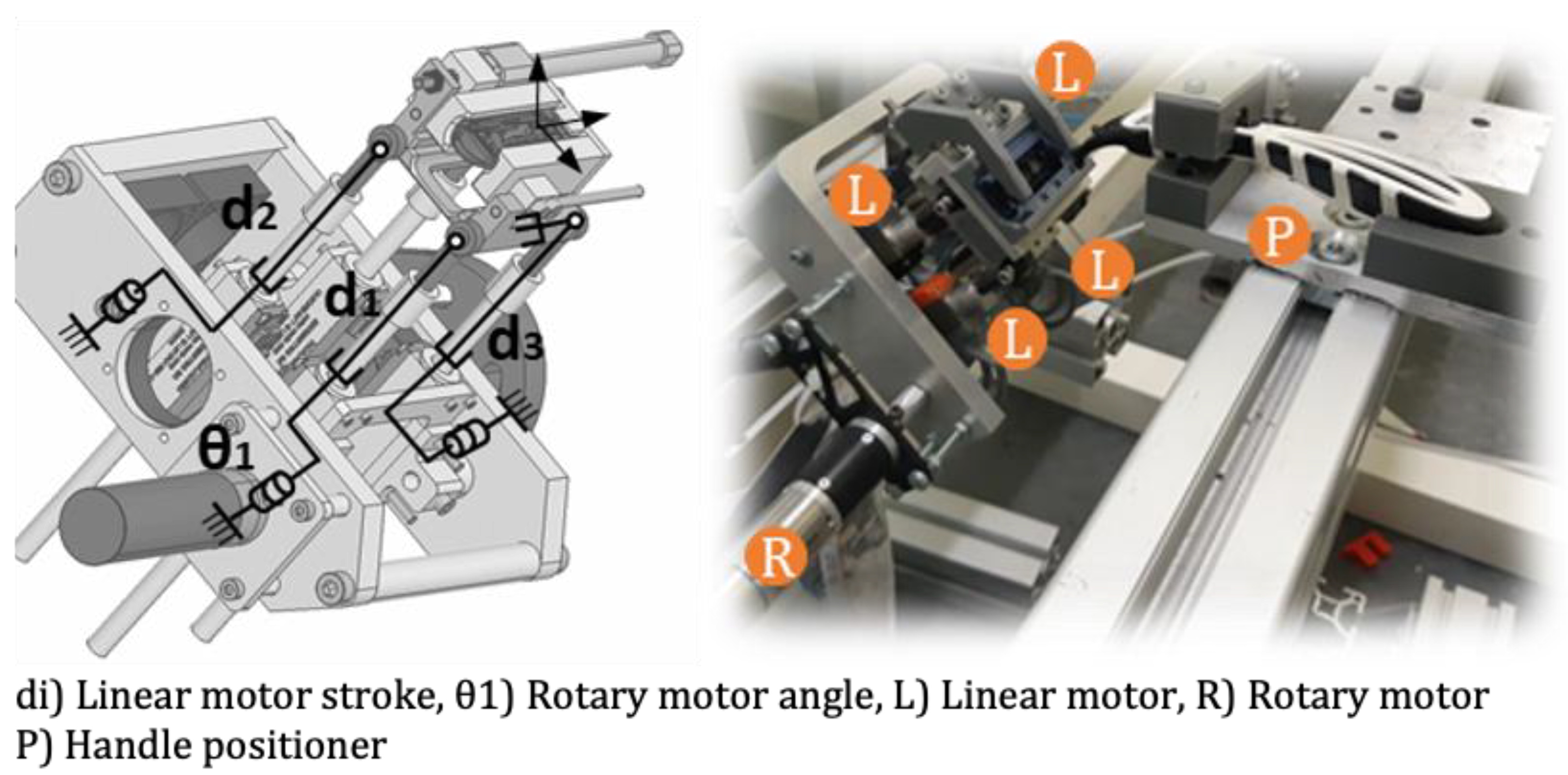
The end-effector includes two mechanisms, namely “Grasping mechanism” and “Manipulation Mechanism”. Considering the grasping fingers as independent kinematic chains, the overall gripper consists of one closed and two open kinematic chains, leading to a total of six DoFs. The two open kinematic chains comprise of one active prismatic joint (P), actuated by a linear actuator. These chains correspond to the fingers of a parallel gripper that is used for the parts’ grasping and re-grasping. This gripper configuration (
Figure 5) offers the capability of grasping compensation (due to different object geometries), as well as alignment correction before and after the in-hand manipulation process. The same result is achieved by an articulated open chain including two rotary and two prismatic joints with position control. However, this configuration was avoided since open chains require heavier duty supports and bearings increasing implementation costs.
The in-hand manipulation process is performed by a re-grasping component, attached onto the end-effector of the closed-loop kinematic chain. This chain consists of three active prismatic (P), one active rotational (R), two passive rotational (R) and one passive prismatic (P) joints leading to four DoF. This configuration space enables the manipulated object to be planarly moved and rotated around two axes, thus achieving the desired pose, before regrasping.
Based on the configuration space illustrated in
Figure 4, the position and orientation of the manipulation mechanism’s end-effector can be calculated based on the closed kinematic chain forward kinematic Equation (1).
where d
i is the stroke of “prismatic joint” of finger i, φ
1 is the rotation caused by the two vertical prismatic joints, θ
1 is the rotation of the rotational joint and L
12 is the distance of between the two vertical motors.
Two layers have been developed for the control of the specific device. Controllers that regulate the position of each actuator according to proportional–integral–derivative (PID) controller, acceleration and velocity parameters. Those parameters form the lower-level control that is run locally on the device. This layer communicates with the intermediate layer, which is responsible for the generation of trajectories and synchronized motions, in respect of a device’s forward and inverse kinematics. Control layer communication involves the exchanging of messages through Controller Area Network bus (CAN-bus), related to trajectory goals execution and the actuator status monitoring. The grasping, release and the in-hand manipulation operations are triggered and synchronized by the station controller, according to sensor data. For object identification, those data are summarized as object type, pose, 2D position and orientation.
3.2. Parallel Manipulator for Assembly Operations
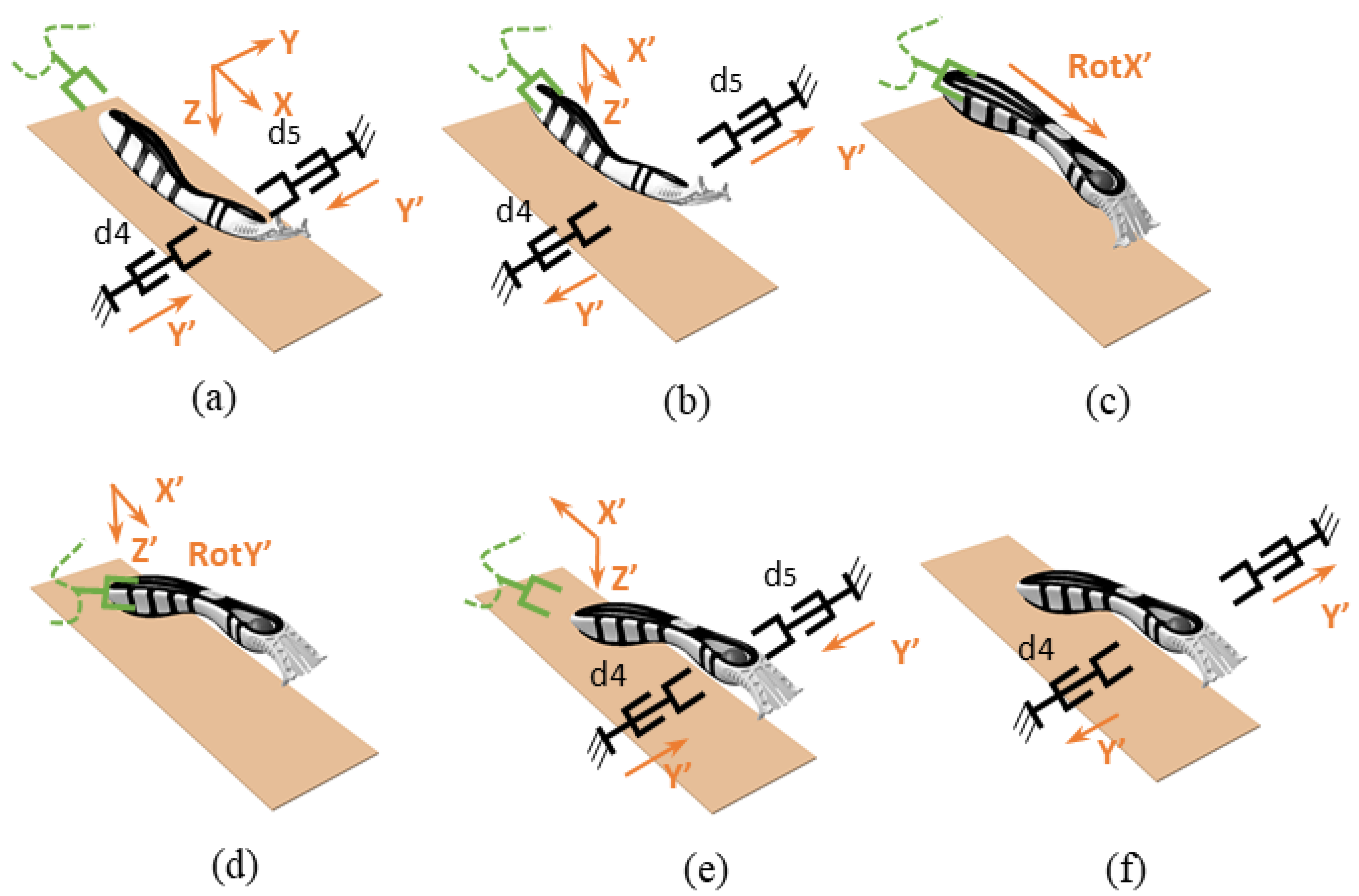
In current practice, hard-automated cam-actuated assembly machines are used for every variant. These machines have great repeatability and production rates; however, any change in the product geometry or material, condenses them obsolete. For this restriction to be overcome, a mechatronic device has been designed and developed. The designed manipulator needs to be capable of high-speed, accurate and delicate motions for assembling the parts of interest. Elaborating on the assembly procedures of
Figure 3, a series primitive translational and rotational relative movements between the parts need to take place. Having a device able to assemble both variants (
Figure 6 and
Figure 7) without hardware modifications prerequires that the manipulator comprises all degrees of freedom as listed in
Table 2.
Aiming for accuracy and robustness, a mini parallel robot configuration has been set up. The necessity of applying symmetrical forces and torques made platform manipulators more appealing that open kinematic chain configurations. The majority of parallel manipulators with multiple rotational and translational degrees of freedom are inspired by the Stewart platform [
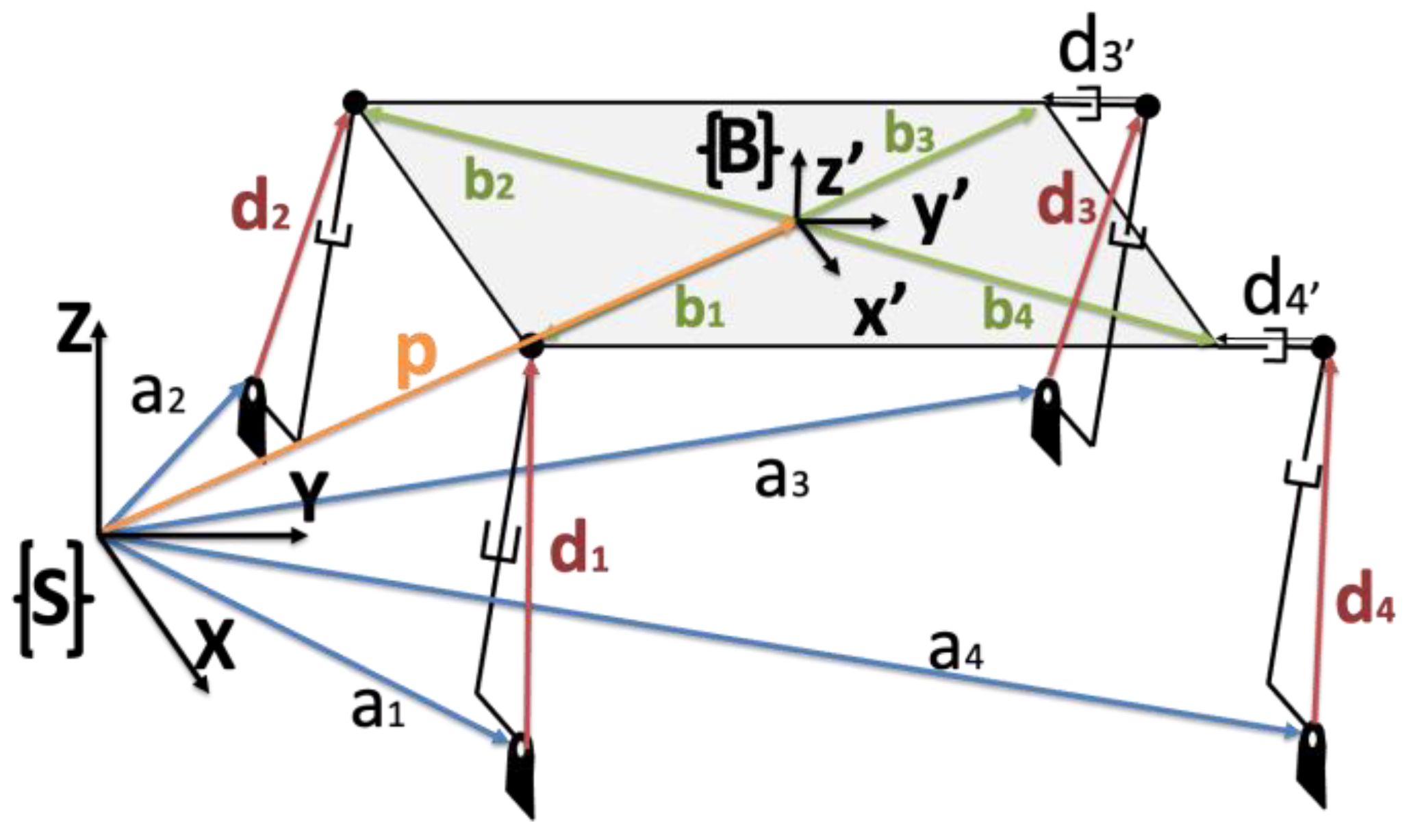
32]. However, this configuration comes with six degrees of freedom and a high number of actuators. For keeping control and implementation costs low, the parallel robotic device of this study has been designed having only the required degrees of freedom. The proposed robot is composed of a platform supported by four legs, which are characterized as d
1, d
2, d
3, d
4 in
Figure 8 and
Figure 9, whilst its components can secure the razor heads via pneumatic clamping, without hardware modifications. The same approach is followed for the positioning of the shavers’ handles. Each of the legs, supporting the platform, is a distinct kinematic chain consisting of a series of passive and active joints. The first kinematic chain is
RPRS and is the only one with an active rotational joint (the underlined joints are the active ones, while the rest are passive joints). The remaining kinematic chains have R
PS, R
PSP, R
PSP configurations (the underlined joints are the active ones, while the rest are passive joints). The platform (
Figure 8) has four DoF, enabling the execution of elegant high-speed trajectories for the assembly of both products. The number of DoF was confirmed by Gruebler’s equation as well as simulations using a CAD tool (i.e., DELMIA V5 by Dassault Systems, Paris, France).
In terms of control, there are two layers, which communicate through a CAN-bus for sending trajectories and monitoring the actuator status and actual position. The intermediate layer the forward and inverse kinematics require a series of computations through vector analysis and analytical methods, based on geometrical constraints.
As shown in
Figure 9, given the position p and orientation R of the platform, based on vector analysis, the solution of every chain d
i can be expressed as:
The synchronization of parallel manipulator trajectories, the PLC-controlled pneumatic clamps and the part feeding resources are performed by the station controller, presented in the next section.
3.3. Control Architecture of Mechatronic Devices
A multi-layer control system with cognitive capabilities, distributed at different levels, has been employed for the subsystems’ exploitation of flexibility and dexterity.
Figure 10 presents the control hierarchy and cognition functionalities for each level.
The lower level includes the hardware components that employ their own local controllers for sensing, actuation and networking operations, either autonomously or in coordination with the higher levels. A typical example, being the actuators of a mechatronic device, such as a robot or a gripper, which can adapt its operation (motion range, applied forces, speed, trajectory etc.) using input from the higher levels. The local control system can be instructed on the fly for the execution of different command sequences, customized to each individual operation. Additionally, this level includes the sensors installed in the production cell that provide real time data on the status of the production and the process execution, namely, part existence/position or the status of assembly. This is used either by the lower-level resources/devices or it is escalated to the higher control level explained hereafter.
The intermediate level is implemented in an Information and Communications Technology (ICT)/software context, including the services and topics, playing the role of middleman between the top and bottom layers of the hierarchy discussed. Its operation relies on Robot Operating System (ROS) topics, services and actions that are adapted for each hardware component of the lower level and have a double role. On the one hand, they are translating and dispatching the instructions, coming from the higher control level and on the other hand, they are responsible for publishing sensor data messages on the respective topics. This provides a more standardized configuration method for the programmer, who can use a common formatting to configure and program all devices and modules. Through this modular approach, multiple hardware devices, sensors or mechatronic machines, can be added, simply by introducing the respective ROS service/topic/action in the intermediate layer that will be able to parse, transform and transfer the information.
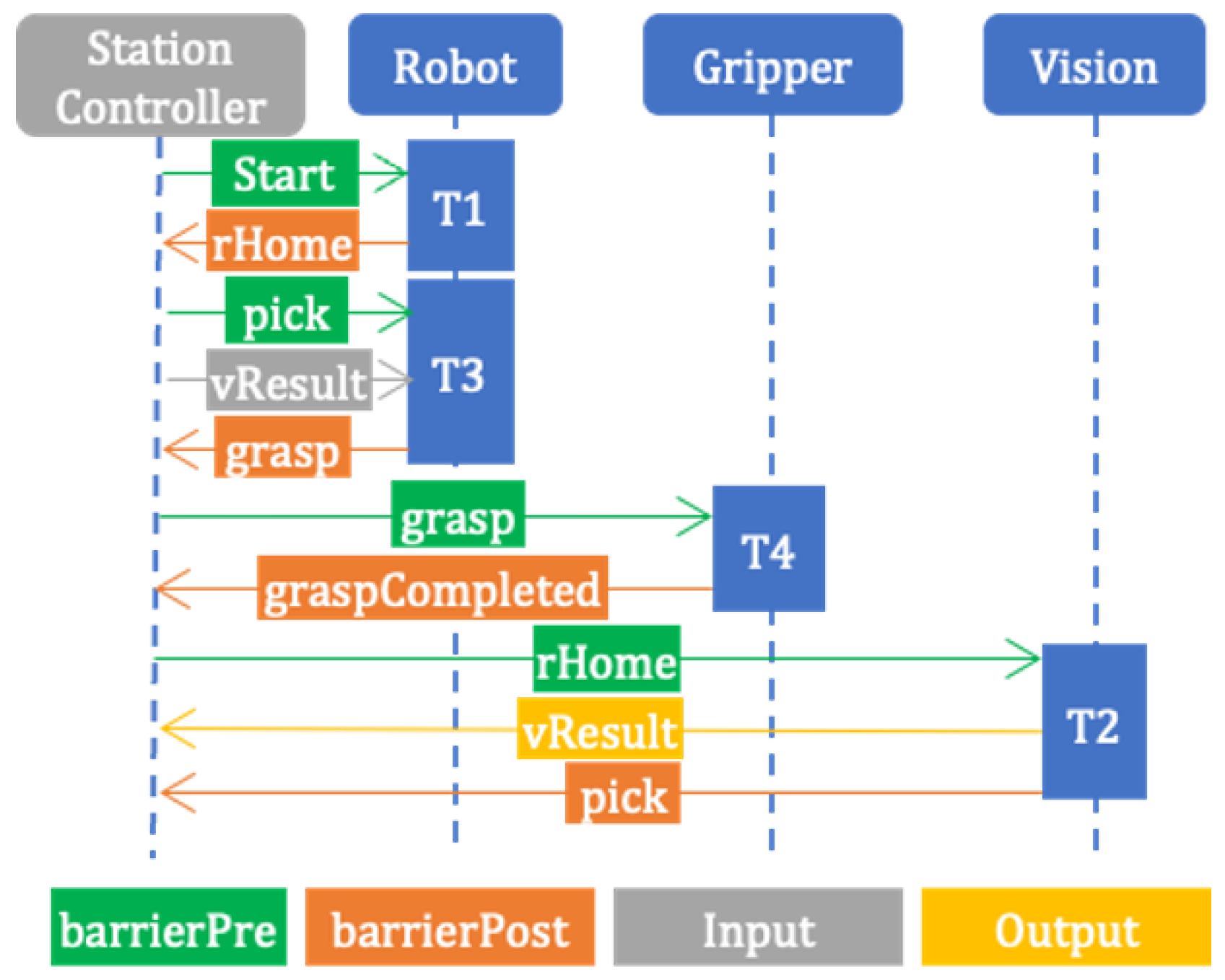
The central control system that receives sensor data, performs online decision-making and orchestrates the execution of different operations by the resources resides at the top level. The programmer can change the application structure and the connection between sensor input and task execution, through the update of an extensible markup language (XML-formatted) document that contains information on all the resources and their operations. This file is also used to generating the task orchestration sequence. At first, all resources are declared, and a list of tasks is loaded. Based on this list, each task is assigned to a resource, while the sequence of the tasks is generated via the keywords “barrierPre”, which is the enabling condition for the execution of the specific task and the “barrierPost” which is the condition that will be true after the execution. Additionally, in some tasks, specific input is expected, (e.g., a signal provided by a sensor), defined by the keyword “input”, while the tasks providing this information, contain the keyword “output”.
An example sequence of different tasks that are assigned to different resources and the way they are orchestrated by using the aforementioned conditions, is presented in
Figure 11.
The specific architecture aims at exploiting and combining the operation of local control hubs, which have specific roles and can be easily reconfigured. The system is an agnostic device and can be expanded with the addition of either new instructions or new modules; thus, the time and the effort of system reconfiguration is reduced.
4. Implementation in Consumer Goods Case Study
A case study from the consumer goods industry has been carried out in order to assess the performance of the approach. The uniqueness of the scenario has originated from the fact that in the same robotic cell, a combination of mechatronic devices, orchestrated under this multi-layer control scheme, was able to randomly assemble any components with complicate and variable geometry. The parts that were assembled are the ones shown in
Figure 2 and
Figure 3.
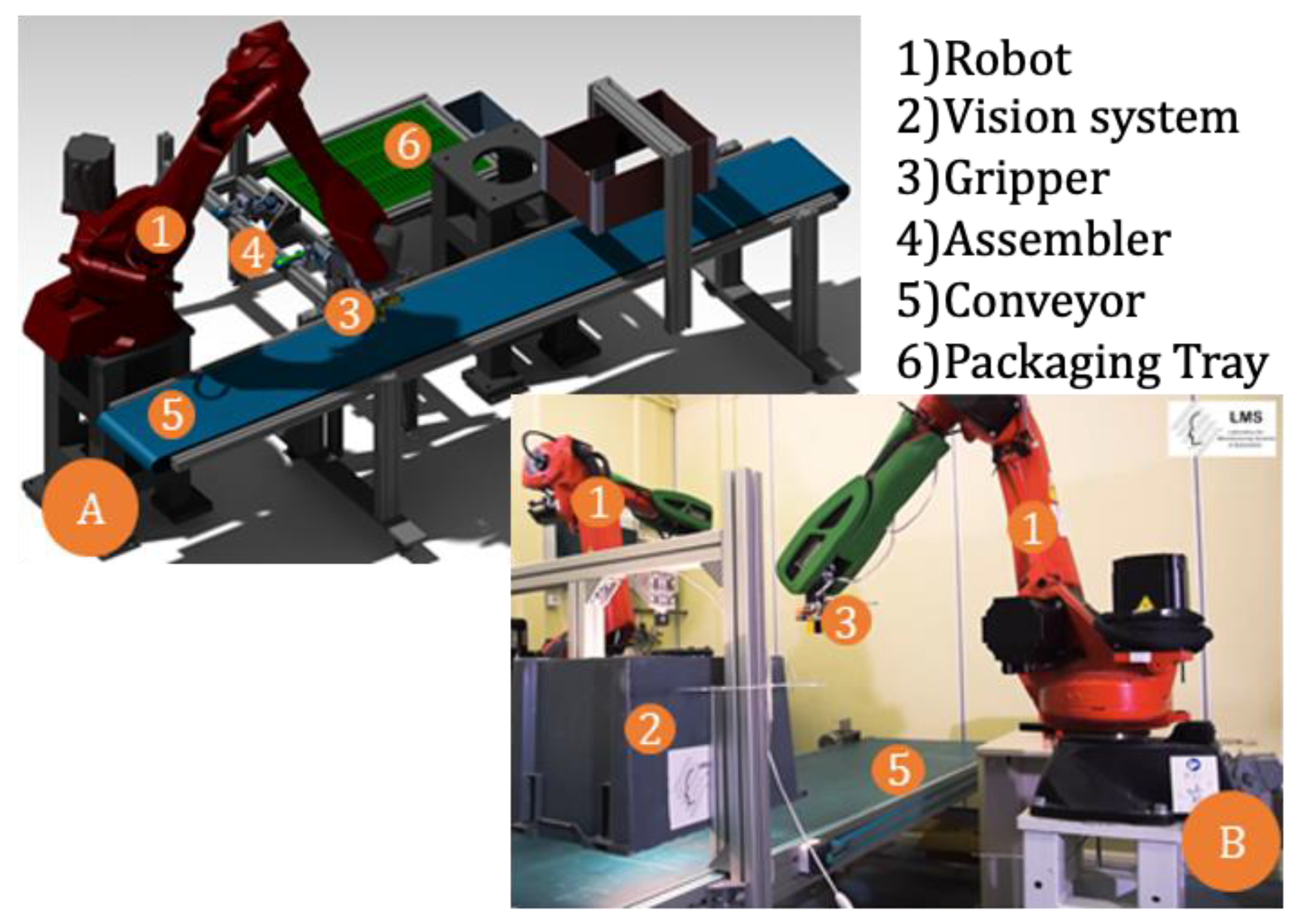
The design as well as a view of the actual setup are shown in
Figure 12. This cell comprises a Racer 7 robot (COMAU, Turin, Italy) for the pick and place operations, an active reconfigurable griper for the grasping and manipulation operations, a conveyor belt for the transfer of the handles, an assembly machine to connect the heads to the handles and a vision system for part detection.
The handles are randomly placed on the moving conveyor belt, while a controlled lighting area is used for acquiring images by the camera. Under the camera’s field of view, three parameters for each of the handles are determined:
Variant type—fixed or pivoting
Position—handles’ 2D coordinates on the conveyor surface
Orientation—detects which side the handle is laying on.
As the conveyor moves to the right, the handle goes through the vision-controlled area towards the robot, which moves above the handle. The gripper controller is then notified through the control architecture of the part’s detected orientation and is actuated accordingly (by its local control) to grasp the handle and perform the necessary manipulation.
During this manipulation, the robot brings the gripper to the feeding position of the assembly machine, which has also been instructed to assume its feeding configuration. After the handle has been released by the gripper, the assembler secures it and uses its DoFs to insert the head into the handle, following the necessary movements as shown in
Figure 3. Upon completion, the assembler publishes an operation completion message, enabling the robot/gripper controller to work together in removing the part from the feeder and proceeding with the next cycle.
5. Results and Discussion
The proposed solution has been set up and run in a laboratory environment, presenting a high repeatability rate at low production rates. The combination of technologies has managed to assemble more than 500 handles of both types that were randomly fed to the system, having demonstrated a 98% success rate. The robotic cell’s perception system was able to identify the variant of the product as well as its original pose with 100% accuracy. This contributed to the reconfiguration of mechatronics that with no hardware modifications were able accomplish all assembly operations. This shows that the system has achieved its flexibility goal, being able to assemble products of different geometries, following different processes and to accommodate the uncertainty attributed to the unconstrained motion of the complex parts on a conveyor surface. The experimental results (
Table 3) indicate that in-hand manipulation and assembly are the most susceptible operations, which result from their complexity. The performance evaluation aimed on the assessment of the system as whole rather the performance of the devices and modules as individual entities. Thus, the evaluation of operations towards the end of the assembly process (e.g., transferring to packaging area) consist of several tests that all preceding operations were successful.
Compared to the current practice, although it was not the primary target, the production rate is considered lower, since for the current product, the custom-made machines are optimized for large volumes and their repeatability is also closer to 100%. The implemented robotic cell demonstrated a mean cycle time over 11.2s whereas traditional assembly lines reach up to 2s per part. The performance of the robotic cell can be further increased, however, the robustness is affected, in terms of successful assembled products. Future work involves optimization of product-oriented components for ensuring more effective handling allowing greater velocities. Nevertheless, more robots and devices can be added to the system to increase the system’s output without being constrained to a single product. The use of easily exchangeable parts on the grippers and assemblers allows them to be used over multiple product generations when compared to hard automation. Unlike the case of hard automation, in the case of a machine break-down or a scheduled maintenance, the production can be transferred to another line thanks to the modular hardware and control software.
6. Conclusions
This paper introduced a flexible assembly cell composed by cognitive mechatronic devices able to handle complex parts, integrated in a hierarchical, multi-level control architecture for the implementation of flexible coordination and control schemes. The utilized devices performed manipulation, assembly and packaging operations of different parts and variants, proving that they can be easily updated and reconfigured both from software and hardware side. Additionally, the multi-level control approach allows the system configuration and enhancement with similar devices based on production needs, leading to a higher overall flexibility potential.
In the future, effort will be made on improving the production rate, with the use of several faster resources. For example, SCARA-type robots will be introduced to perform faster feeding, while stronger motors will be installed in the mechatronic devices. Apart from this, multiple assembly devices will be implemented to run in parallel and the break-even point for an efficient return of investments should be estimated. Optimization of the algorithms that coordinate all these resources is required.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}