
Directed Energy Deposition-Arc (DED-Arc) and Numerical Welding Simulation as a Hybrid Data Source for Future Machine Learning Applications

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
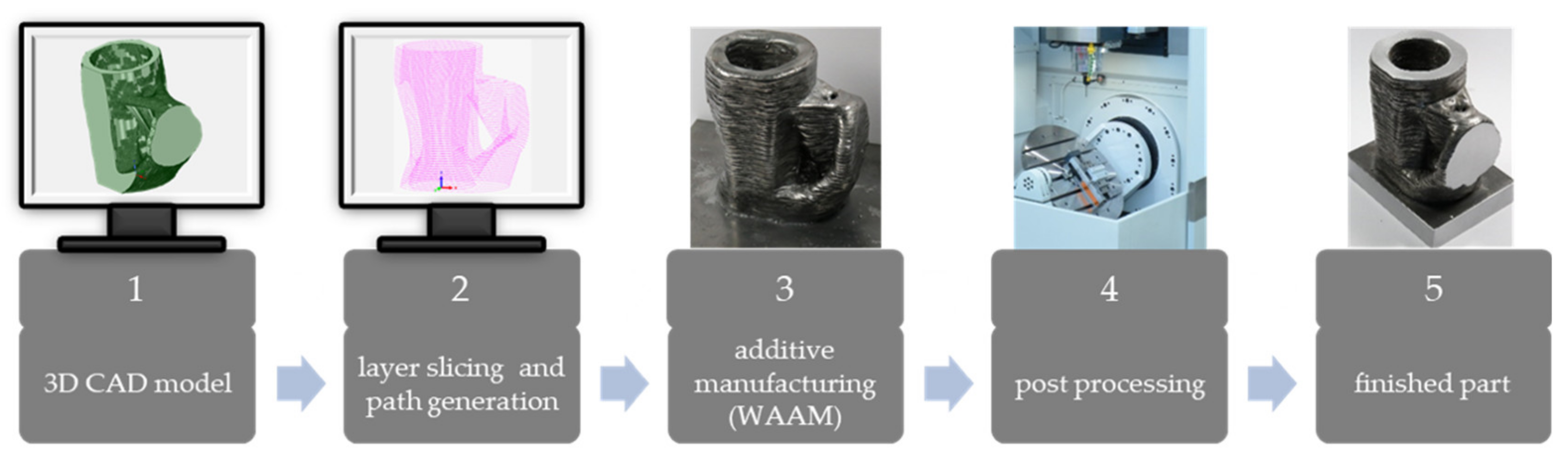
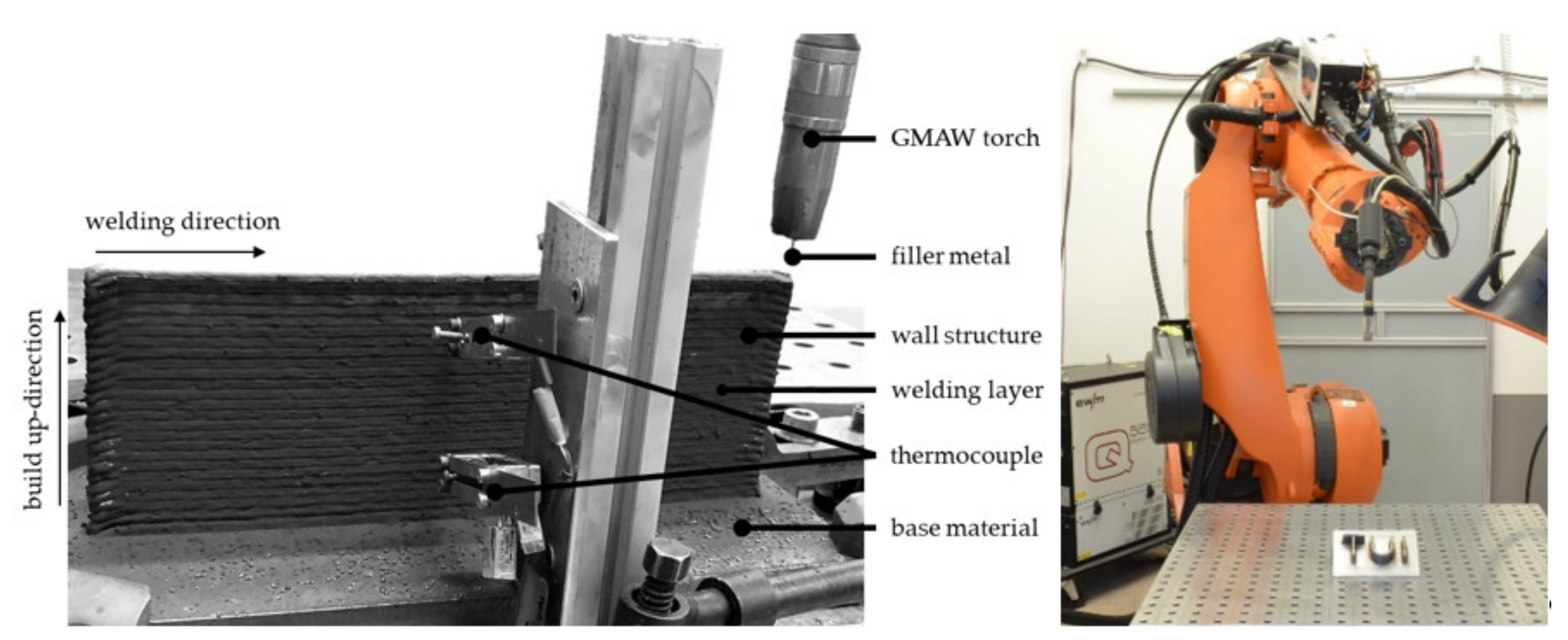
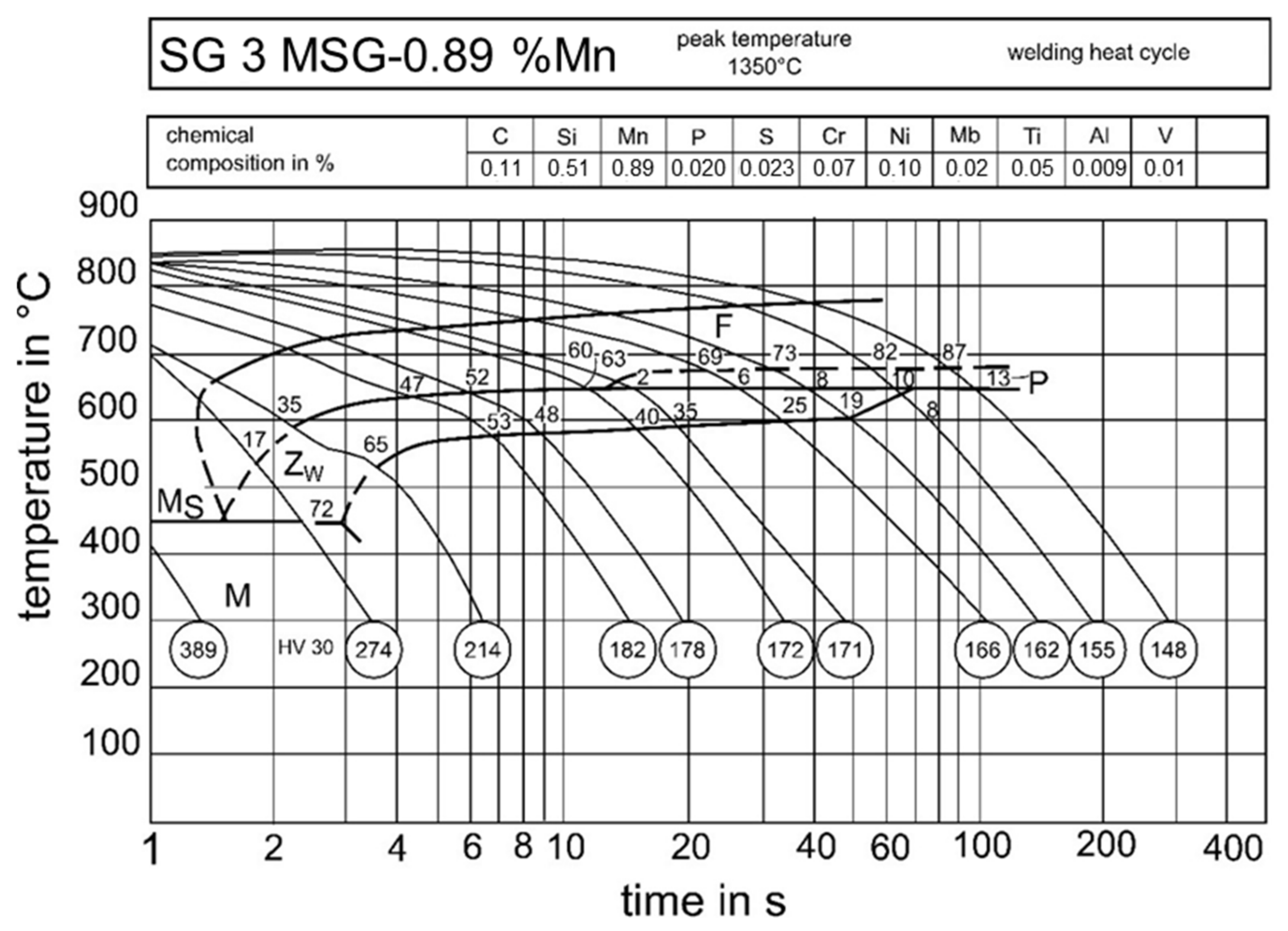
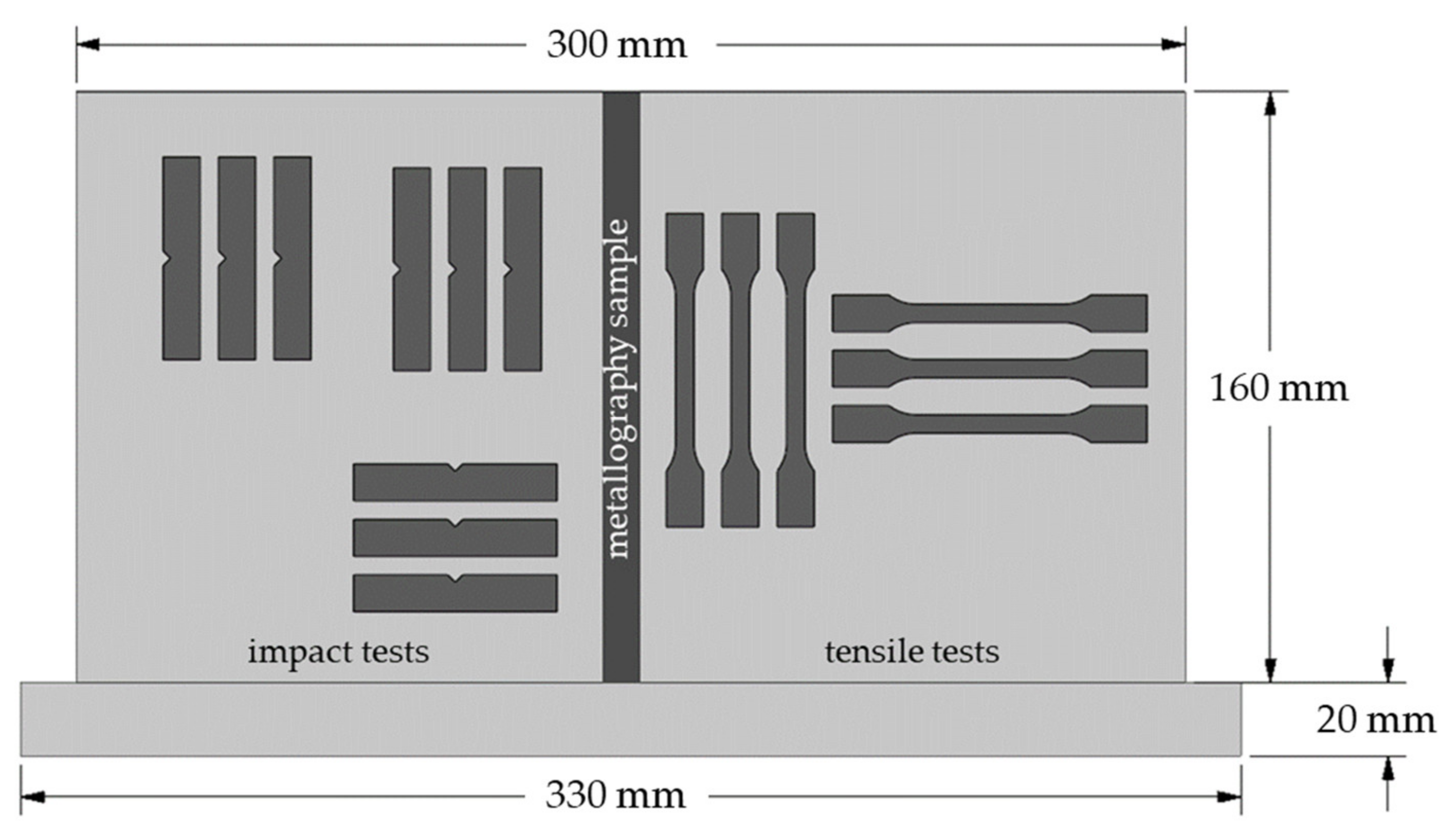
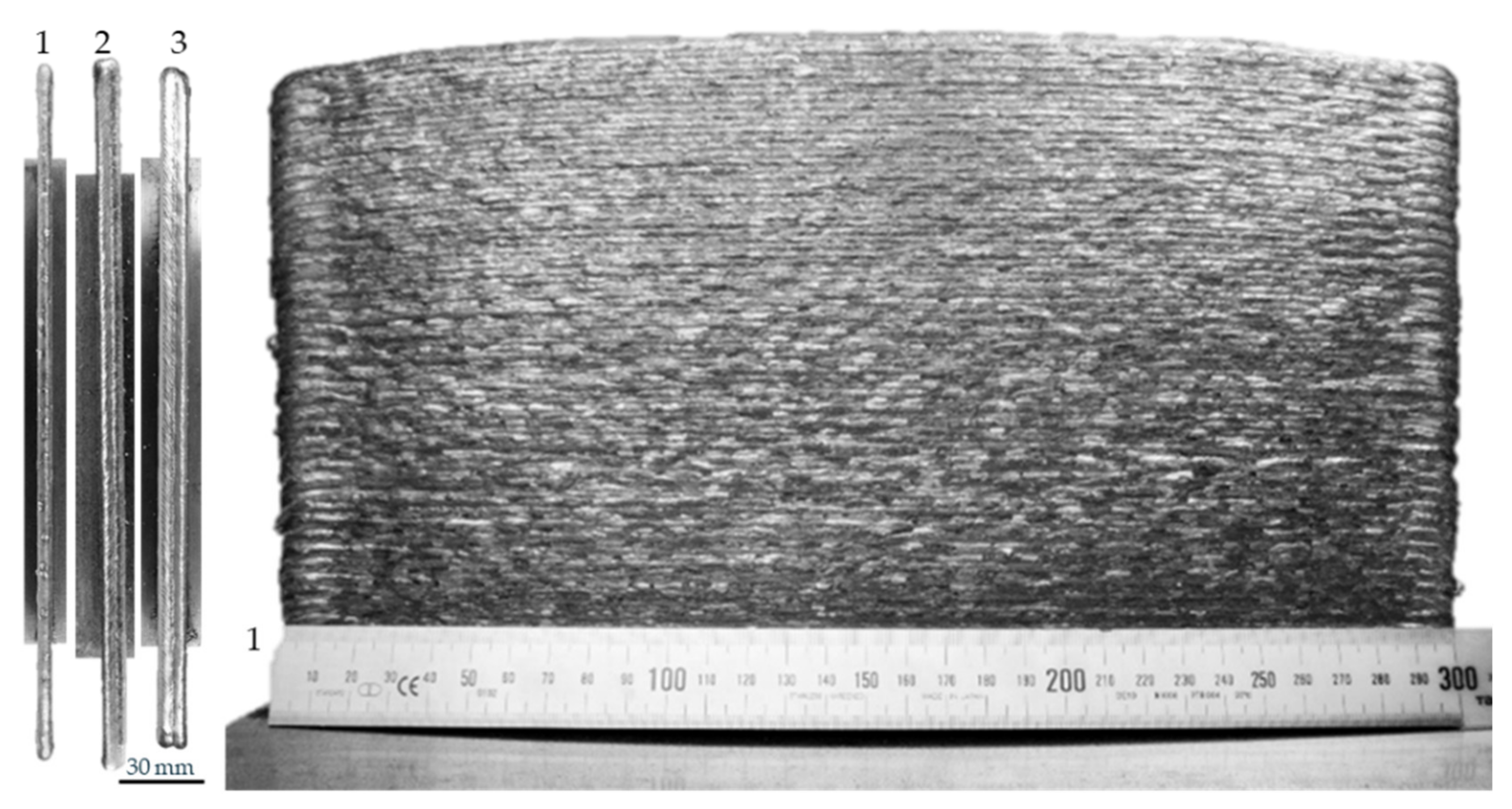
2.1. Materials and Additive Manufacturing
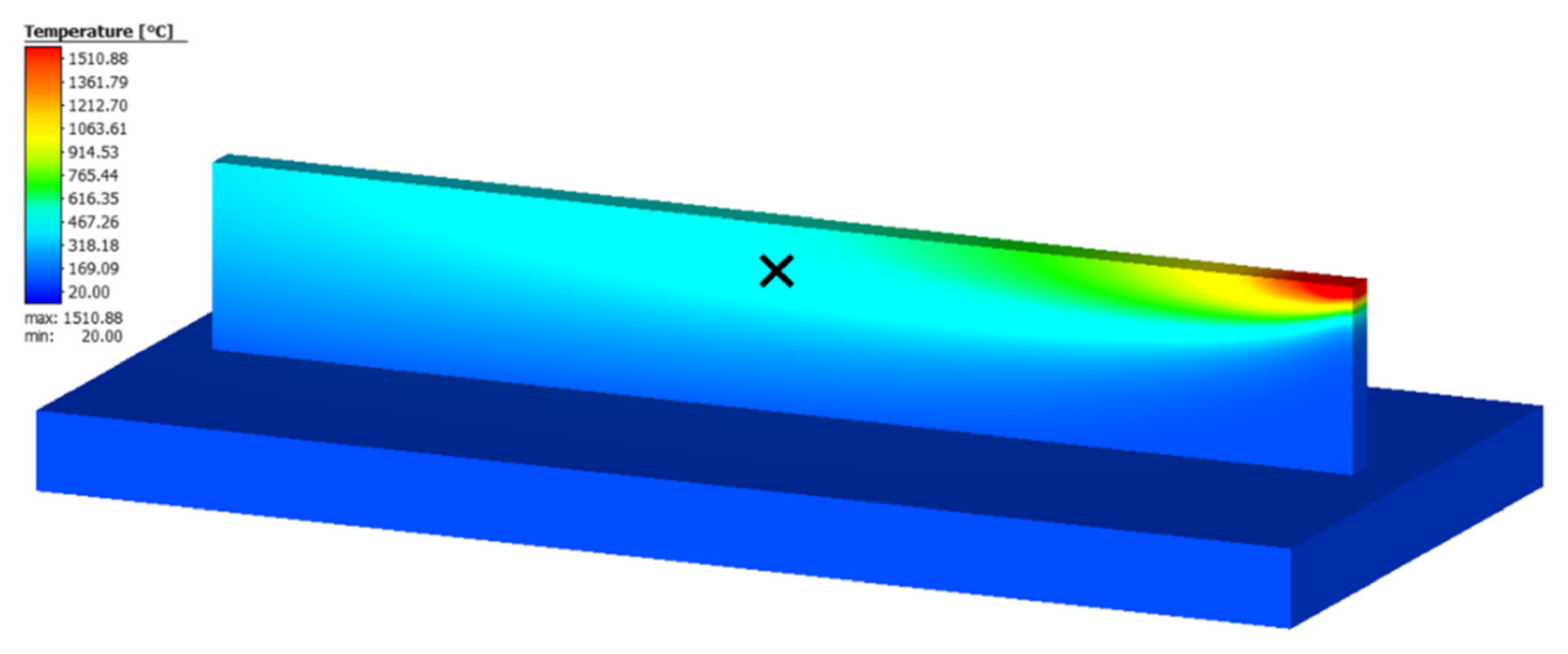
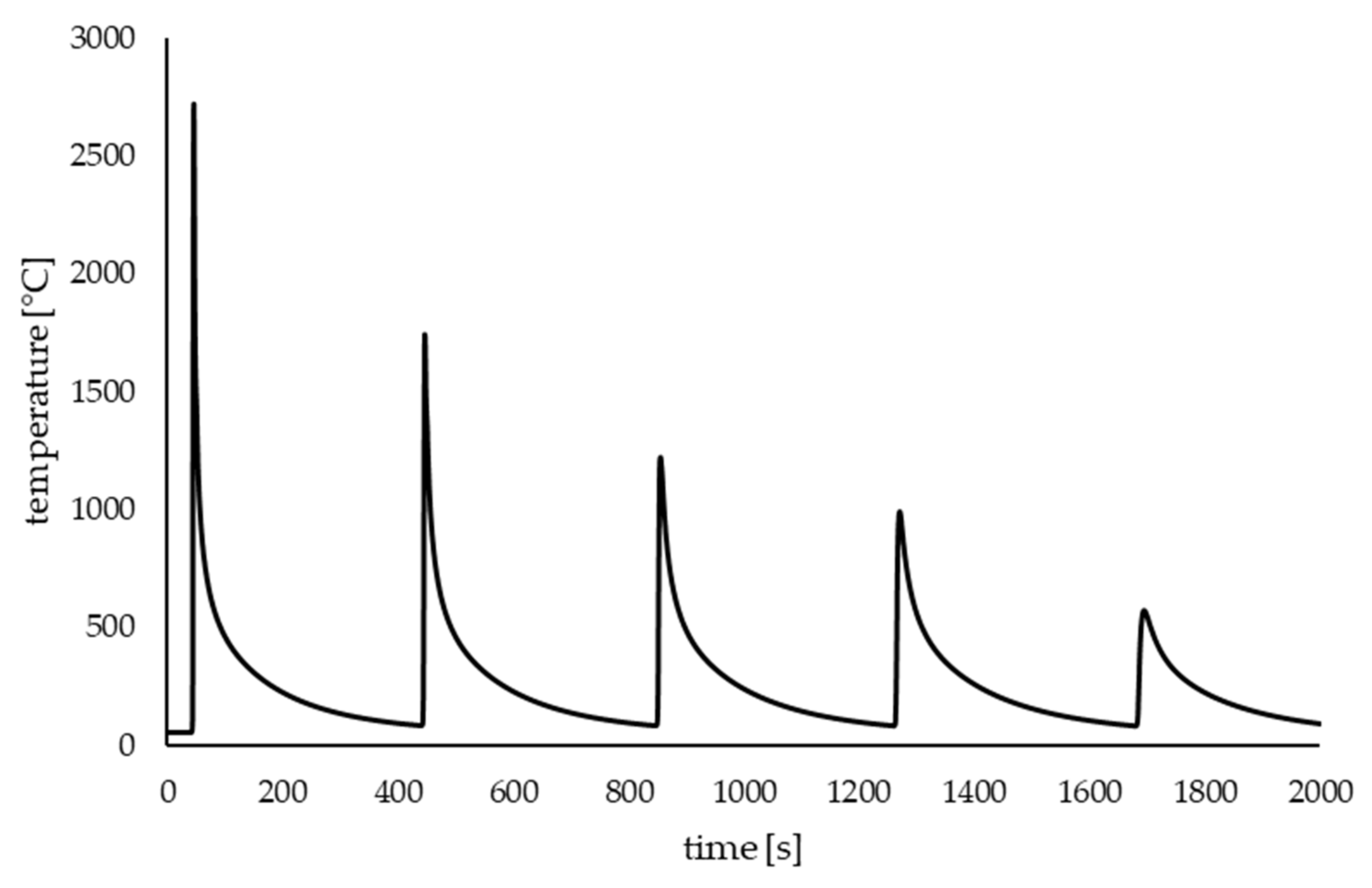
2.2. Numerical Simulation
2.3. Data Augmentation Procedure
3. Results and Discussion
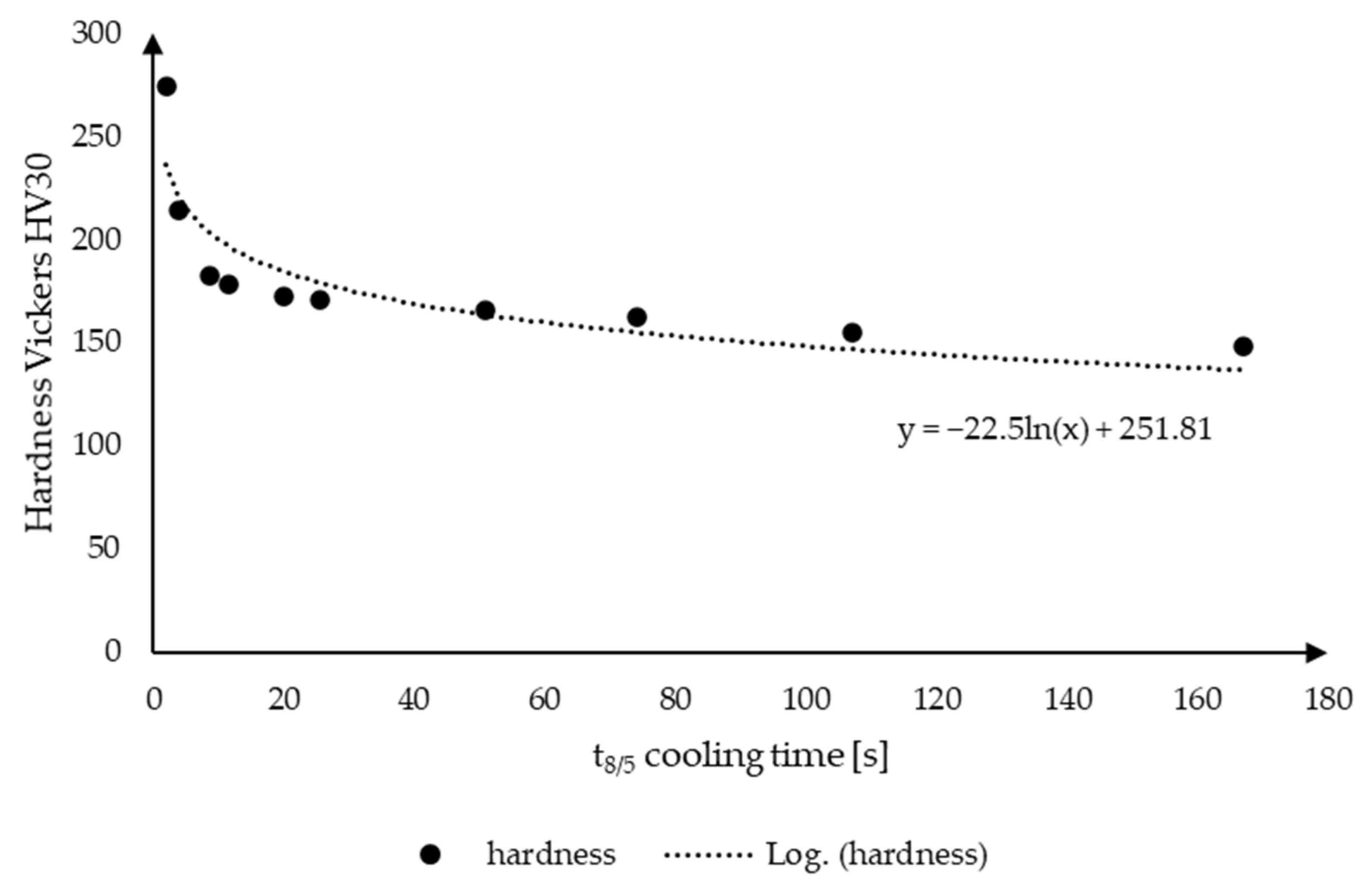
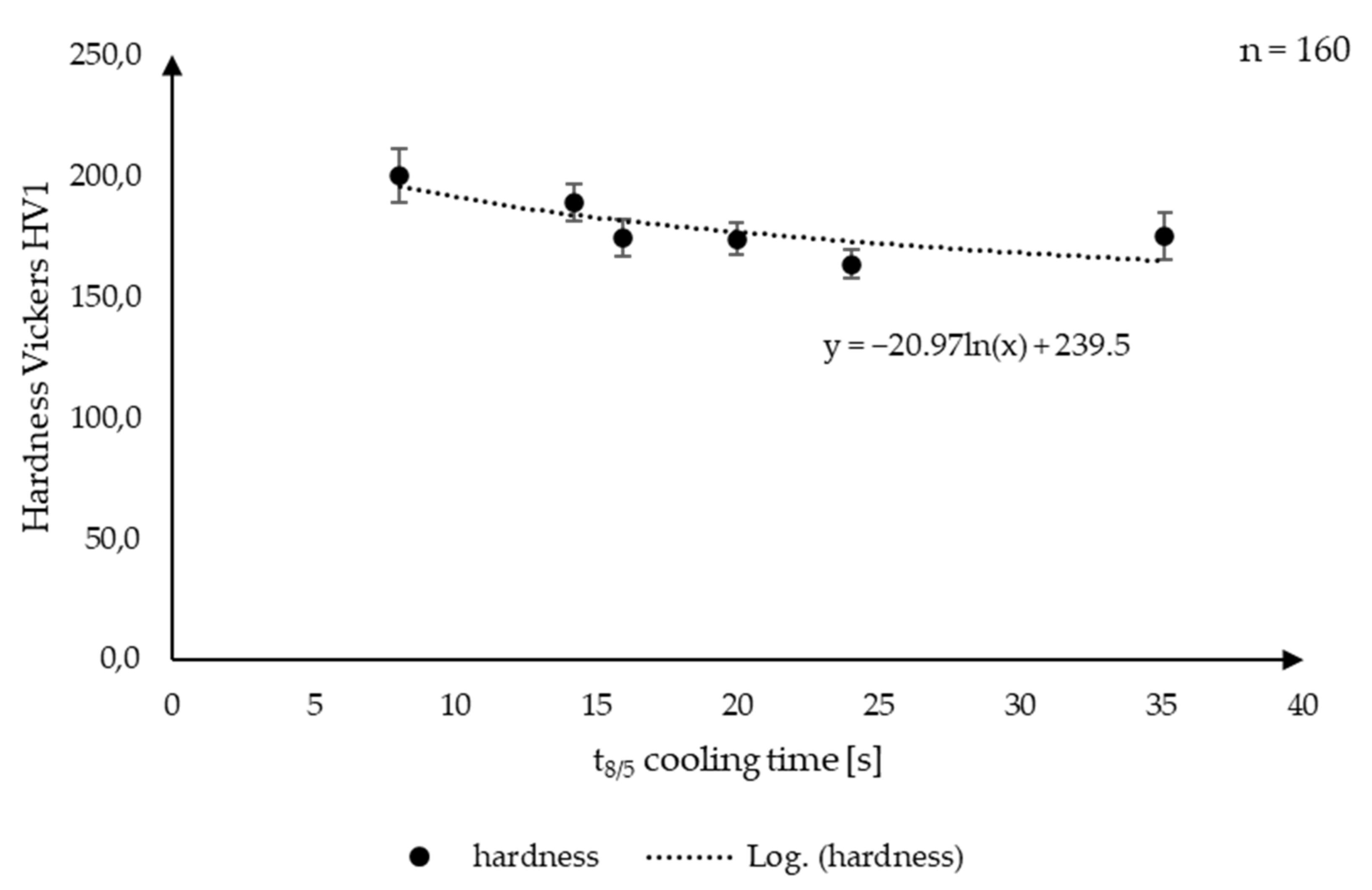
3.1. Experimental Data
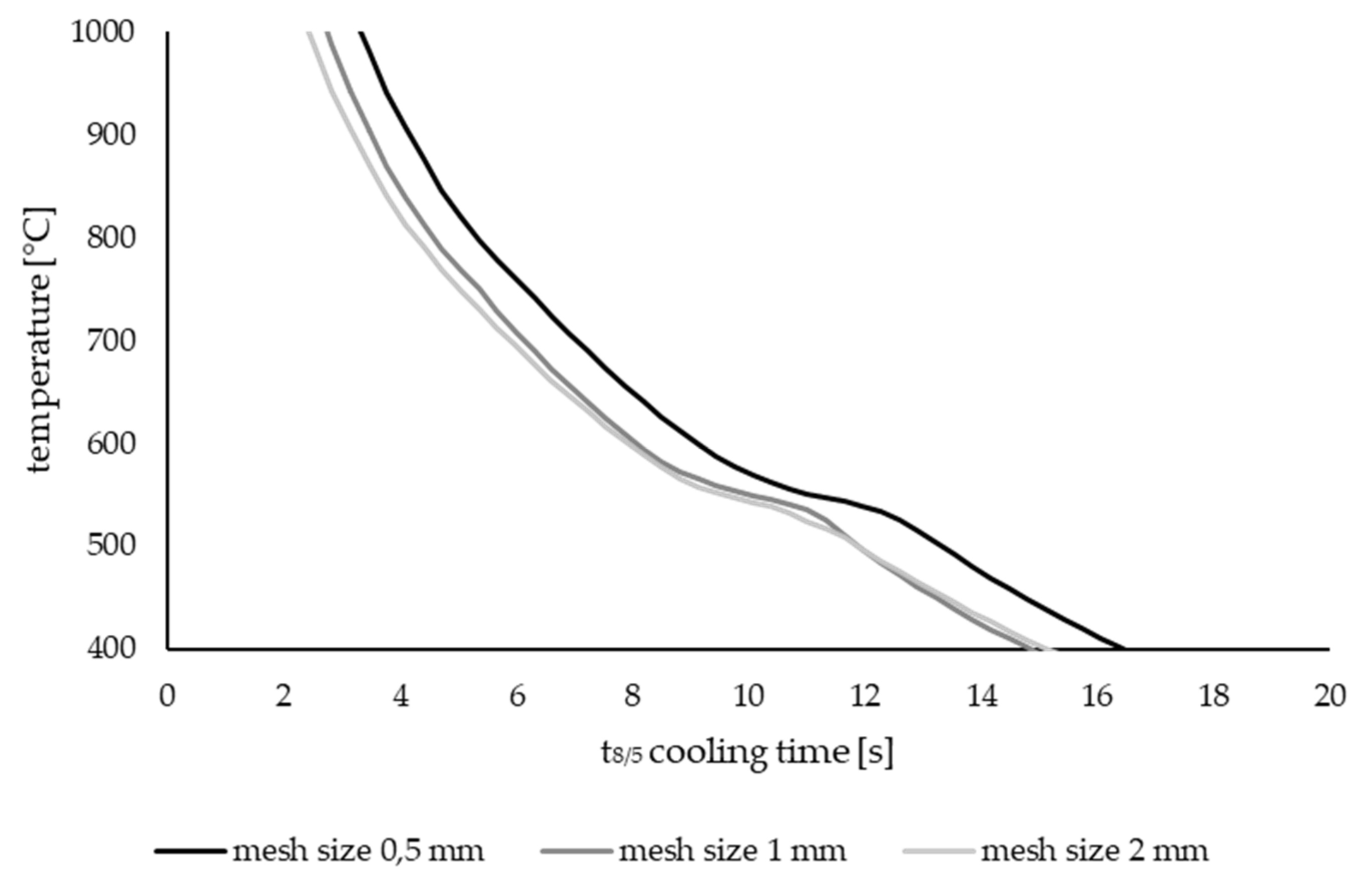
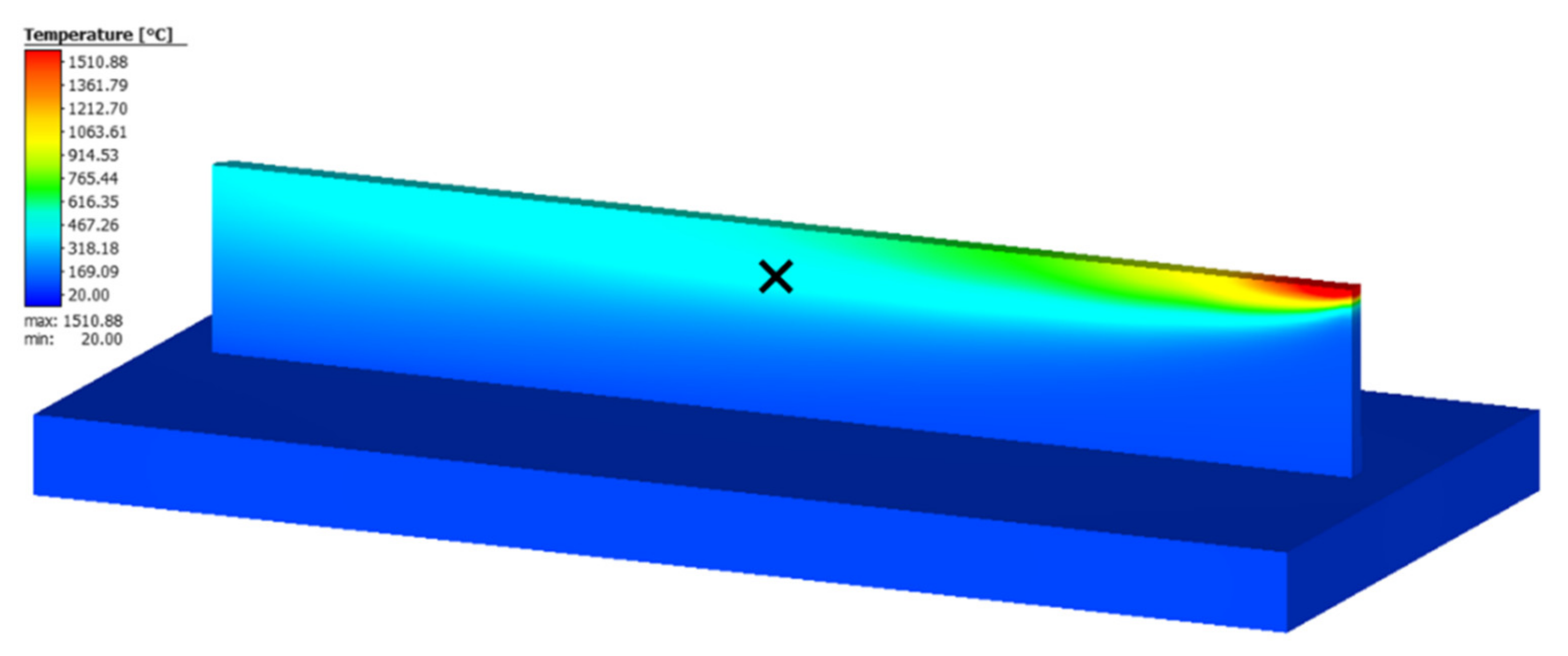
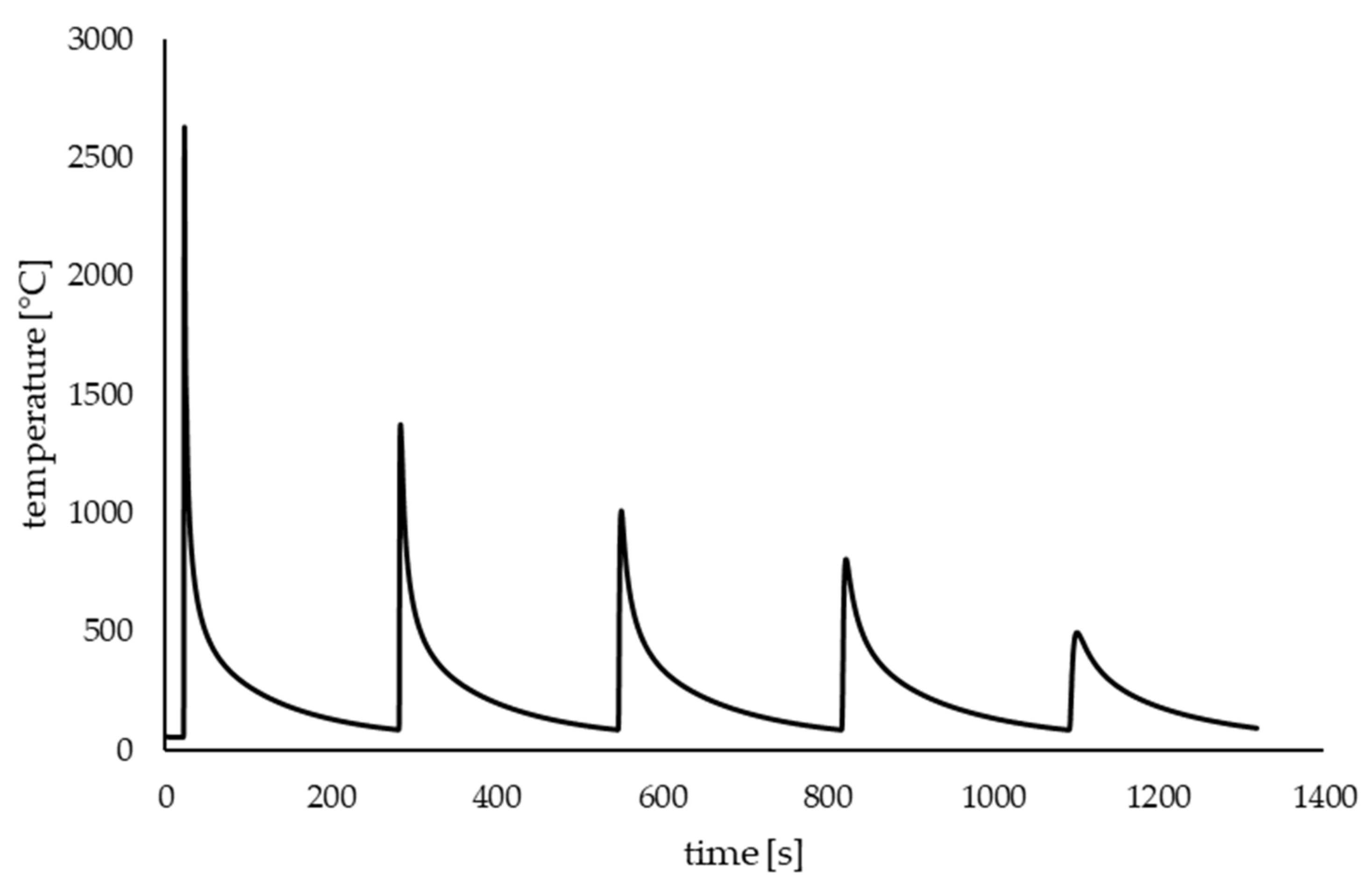
3.2. Numerical Simulation
3.3. Validation of Regression Equation
4. Conclusions
- •
- •
- •
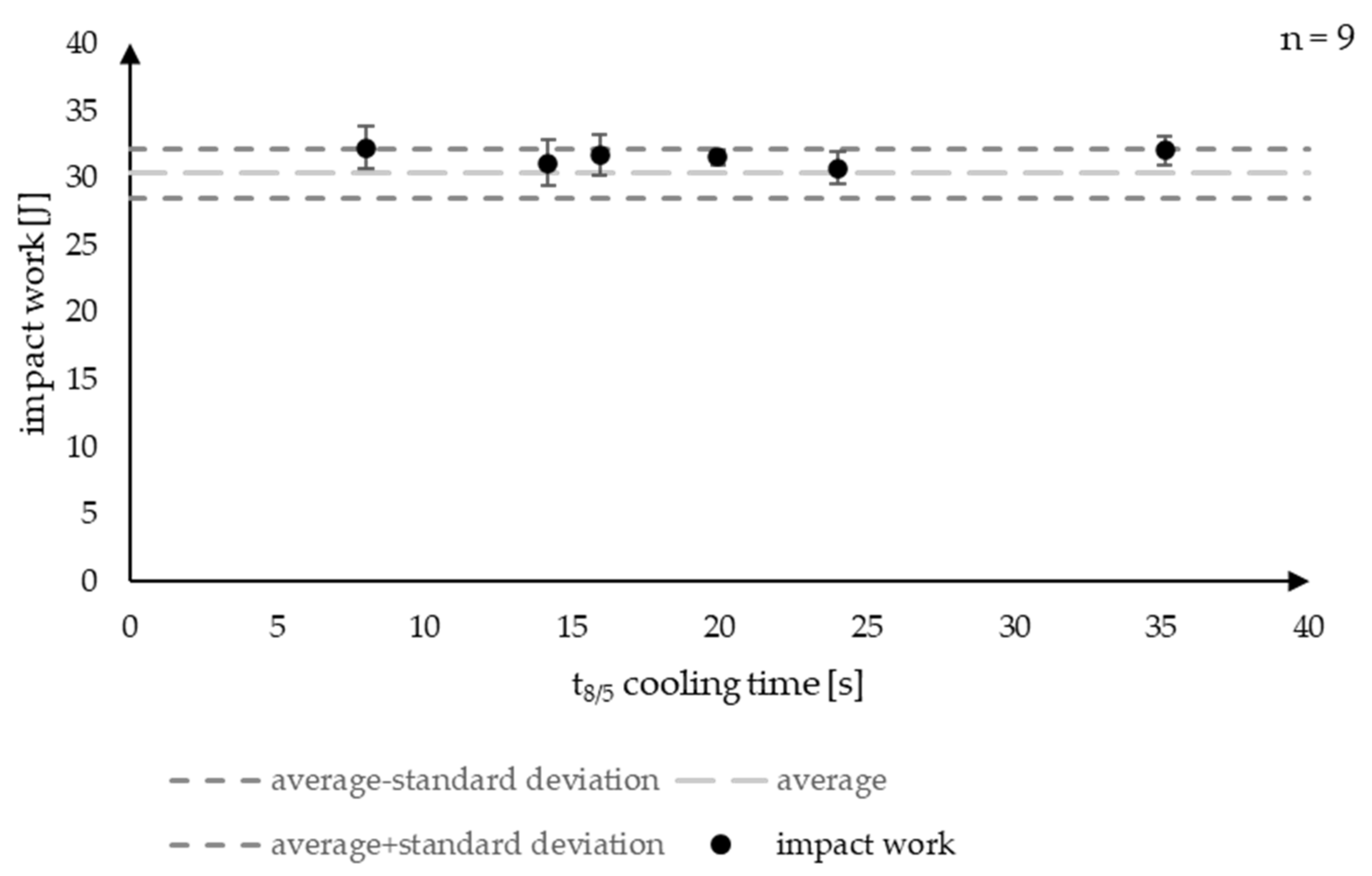
- The impact work was the only mechanical property tested in this research with no obvious relation to the t8/5 cooling times (Figure 11).
- •
- •
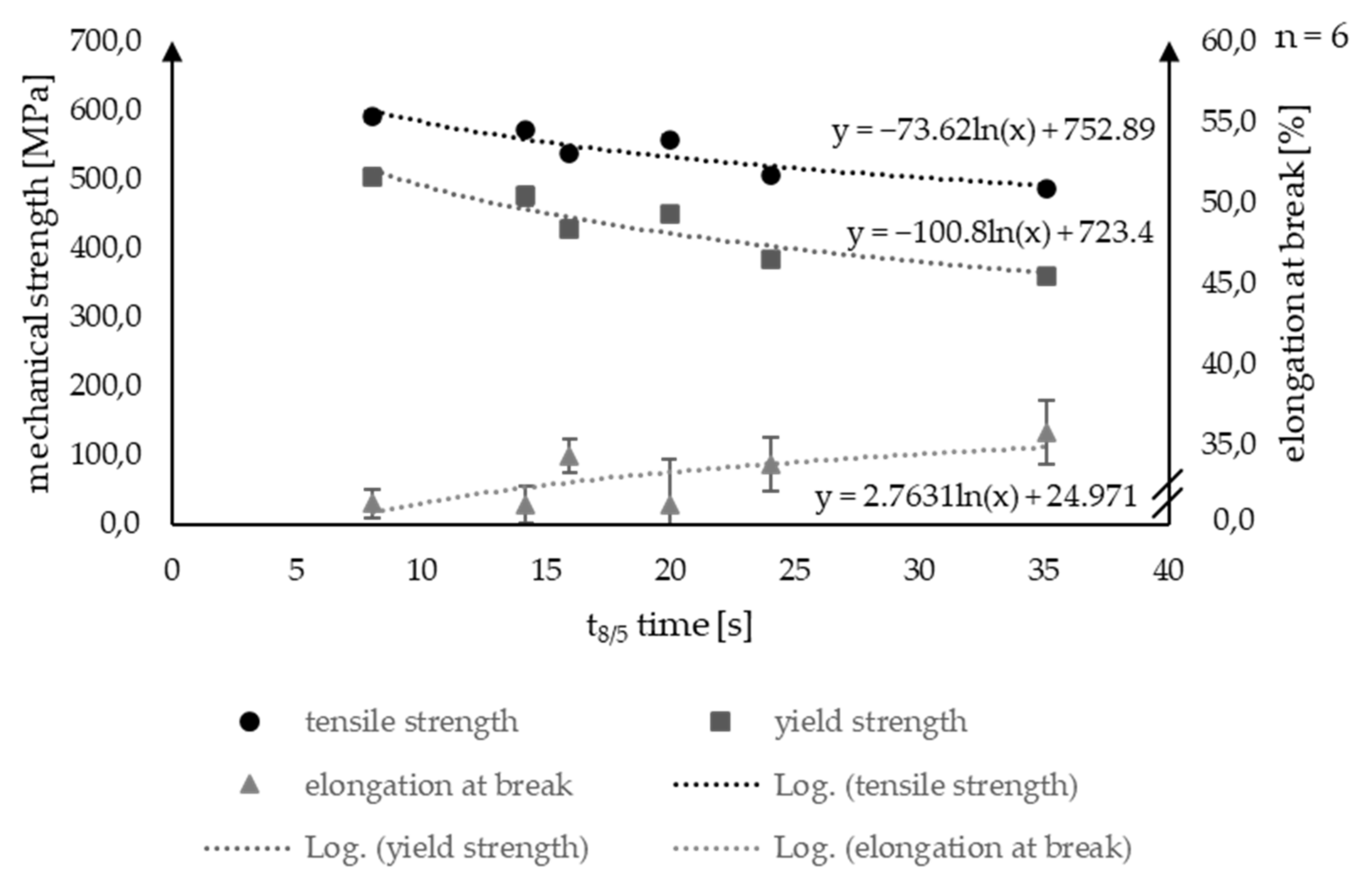
- The regression equations have proven to have a high prediction accuracy, with only small deviations from the measured values of 1.2% for the hardness, 1.1% for the tensile strength, 0.7% for the yield strength and 2.6% for the elongation at break (Table 4).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Wohlers Report 2019 Details Striking Range of Developments in Am Worldwide. Available online: https://www.3dprintingmedia.network/wohlers-report-2019-details-striking-range-of-developments-in-am-worldwide/ (accessed on 16 June 2021).
- Karunakaran, K.P.; Bernard, A.; Suryakumar, S.; Dembinski, L.; Taillandier, G. Rapid manufacturing of metallic objects. Rapid Prototyp. J. 2012, 18, 264–280. [Google Scholar] [CrossRef]
- Hildebrand, J. Additive Fertigung von temperierten Großwerkzeugen mittels Lichtbogen-und Diffusionsschweißtechnik. In Rapid.Tech + FabCon 3.D: International Trade Show + Conference for Additive Manufacturing: Proceedings of the 15th Rapid Tech Conference, Erfurt, Germany, 5–7 June 2018; Kynast, M., Eichmann, M., Witt, G., Eds.; Hanser: München, Germany, 2018; pp. 29–44. ISBN 3446458115. [Google Scholar]
- Jahn, S.; Gemse, F.; Broich, U.; Saendig, S. Efficient Diffusion Bonding of Large Scale Parts. MSF 2016, 838–839, 500–505. [Google Scholar] [CrossRef]
- Karunakaran, K.P.; Suryakumar, S.; Pushpa, V.; Akula, S. Low cost integration of additive and subtractive processes for hybrid layered manufacturing. Robot. Comput. Integr. Manuf. 2010, 26, 490–499. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Candel-Ruiz, A.; Kaufmann, S.; Muellerschoen, O. Strategies for high deposition rate additive manufacturing by laser metal deposition. Lasers Manuf. Conf. 2015, 2015, 584. [Google Scholar]
- Bergmann, J.P.; Henckell, P.; Ali, Y.; Hildebrand, J.; Reimann, J. Grundlegende Wissenschaftliche Konzepterstellung zu Bestehenden Herausforderungen und Perspektiven für die Additive Fertigung Mit Lichtbogen: Studie im Auftrag der Forschungsvereinigung Schweißen und Verwandte Verfahren e.V. des DVS; DVS Media: Düsseldorf, Germany, 2018; ISBN 978-3-96144-038-2. [Google Scholar]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Asala, G.; Khan, A.K.; Andersson, J.; Ojo, O.A. Microstructural Analyses of ATI 718Plus® Produced by Wire-ARC Additive Manufacturing Process. Metall. Mater. Trans. A 2017, 48, 4211–4228. [Google Scholar] [CrossRef] [Green Version]
- Dhinakaran, V.; Ajith, J.; Fathima Yasin Fahmidha, A.; Jagadeesha, T.; Sathish, T.; Stalin, B. Wire Arc Additive Manufacturing (WAAM) process of nickel based superalloys—A review. Mater. Today Proc. 2020, 21, 920–925. [Google Scholar] [CrossRef]
- Mehnen, J.; Ding, J.; Lockett, H.; Kazanas, P. Design study for wire and arc additive manufacture. Int. J. Prod. Dev. 2014, 19, 2. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Nicastro, L.; Kent, D.; Chen, Y.; Dargusch, M.S. Optimising the mechanical properties of Ti-6Al-4V components produced by wire + arc additive manufacturing with post-process heat treatments. J. Alloy. Compd. 2018, 753, 247–255. [Google Scholar] [CrossRef]
- Lu, X.; Zhou, Y.F.; Xing, X.L.; Shao, L.Y.; Yang, Q.X.; Gao, S.Y. Open-source wire and arc additive manufacturing system: Formability, microstructures, and mechanical properties. Int. J. Adv. Manuf. Technol. 2017, 93, 2145–2154. [Google Scholar] [CrossRef]
- Reimann, J.; Hildebrand, J.; Bergmann, J.P. 3D-Weld-3D Gedruckte Knotenpunkte aus Stahllegierungen für Bionische Tragstrukturen; Fraunhofer IRB Verlag: Stuttgart, Germany, 2020; ISBN 9783738804720. [Google Scholar]
- Reimann, J.; Henckell, P.; Ali, Y.; Hammer, S.; Rauch, A.; Hildebrand, J.; Bergmann, J.P. Production of Topology-optimised Structural Nodes Using Arc-based, Additive Manufacturing with GMAW Welding Process. J. Civ. Eng. Constr. 2021, 10, 101–107. [Google Scholar] [CrossRef]
- Abdelwahab, M.; Tsavdaridis, K.D. Optimised 3D-Printed Metallic Node-Connections for Reticulated Structures. In Proceedings of the 9th International Conference on Steel and Aluminium Structures, Bradford, UK, 3–5 July 2019. [Google Scholar] [CrossRef] [Green Version]
- Galjaard, S.; Hofman, S.; Ren, S. New Opportunities to Optimize Structural Designs in Metal by Using Additive Manufacturing. In Advances in Architectural Geometry 2014; Block, P., Knippers, J., Mitra, N.J., Wang, W., Eds.; Springer: Cham, Switzerland; New York, NY, USA, 2015; pp. 79–93. ISBN 978-3-319-11417-0. [Google Scholar]
- Feucht, T.; Lange, J.; Waldschmitt, B.; Schudlich, A.-K.; Klein, M.; Oechsner, M. Welding Process for the Additive Manufacturing of Cantilevered Components with the WAAM. In Advanced Joining Processes; da Silva, L.F.M., Martins, P.A.F., El-Zein, M.S., Eds.; Springer: Singapore, 2020; pp. 67–78. ISBN 978-981-15-2956-6. [Google Scholar]
- Ghaffari, M.; Vahedi Nemani, A.; Rafieazad, M.; Nasiri, A. Effect of Solidification Defects and HAZ Softening on the Anisotropic Mechanical Properties of a Wire Arc Additive-Manufactured Low-Carbon Low-Alloy Steel Part. JOM 2019, 71, 4215–4224. [Google Scholar] [CrossRef]
- Müller, J.; Grabowski, M.; Müller, C.; Hensel, J.; Unglaub, J.; Thiele, K.; Kloft, H.; Dilger, K. Design and Parameter Identification of Wire and Arc Additively Manufactured (WAAM) Steel Bars for Use in Construction. Metals 2019, 9, 725. [Google Scholar] [CrossRef] [Green Version]
- Rafieazad, M.; Ghaffari, M.; Vahedi Nemani, A.; Nasiri, A. Microstructural evolution and mechanical properties of a low-carbon low-alloy steel produced by wire arc additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 105, 2121–2134. [Google Scholar] [CrossRef]
- Gordon, J.; Hochhalter, J.; Haden, C.; Harlow, D.G. Enhancement in fatigue performance of metastable austenitic stainless steel through directed energy deposition additive manufacturing. Mater. Des. 2019, 168, 107630. [Google Scholar] [CrossRef]
- Wu, W.; Xue, J.; Wang, L.; Zhang, Z.; Hu, Y.; Dong, C. Forming Process, Microstructure, and Mechanical Properties of Thin-Walled 316L Stainless Steel Using Speed-Cold-Welding Additive Manufacturing. Metals 2019, 9, 109. [Google Scholar] [CrossRef] [Green Version]
- Ali, Y.; Henckell, P.; Hildebrand, J.; Reimann, J.; Bergmann, J.P.; Barnikol-Oettler, S. Wire arc additive manufacturing of hot work tool steel with CMT process. J. Mater. Process. Technol. 2019, 269, 109–116. [Google Scholar] [CrossRef]
- Gierth, M.; Henckell, P.; Ali, Y.; Scholl, J.; Bergmann, J.P. Wire Arc Additive Manufacturing (WAAM) of Aluminum Alloy AlMg5Mn with Energy-Reduced Gas Metal Arc Welding (GMAW). Materials 2020, 13, 2671. [Google Scholar] [CrossRef] [PubMed]
- Gu, J.; Gao, M.; Yang, S.; Bai, J.; Zhai, Y.; Ding, J. Microstructure, defects, and mechanical properties of wire + arc additively manufactured Al Cu4.3-Mg1.5 alloy. Mater. Des. 2020, 186, 108357. [Google Scholar] [CrossRef]
- Geng, H.; Li, J.; Xiong, J.; Lin, X. Optimisation of interpass temperature and heat input for wire and arc additive manufacturing 5A06 aluminium alloy. Sci. Technol. Weld. Join. 2017, 22, 472–483. [Google Scholar] [CrossRef]
- Zhao, Y.; Jia, Y.; Chen, S.; Shi, J.; Li, F. Process planning strategy for wire-arc additive manufacturing: Thermal behavior considerations. Addit. Manuf. 2020, 32, 100935. [Google Scholar] [CrossRef]
- Montevecchi, F.; Venturini, G.; Scippa, A.; Campatelli, G. Finite Element Modelling of Wire-arc-additive-manufacturing Process. Procedia CIRP 2016, 55, 109–114. [Google Scholar] [CrossRef] [Green Version]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Sequeira Almeida, P.M.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef] [Green Version]
- Graf, M.; Pradjadhiana, K.P.; Hälsig, A.; Manurung, Y.H.P.; Awiszus, B. Numerical simulation of metallic wire arc additive manufacturing (WAAM). In Proceedings of the 21st International ESAFORM Conference on Material Forming: ESAFORM 2018, Palermo, Italy, 23–25 April 2018; p. 140010. [Google Scholar]
- Graf, M.; Hälsig, A.; Höfer, K.; Awiszus, B.; Mayr, P. Thermo-Mechanical Modelling of Wire-Arc Additive Manufacturing (WAAM) of Semi-Finished Products. Metals 2018, 8, 1009. [Google Scholar] [CrossRef] [Green Version]
- Hu, Z.; Qin, X.; Shao, T. Welding Thermal Simulation and Metallurgical Characteristics Analysis in WAAM for 5CrNiMo Hot Forging Die Remanufacturing. Procedia Eng. 2017, 207, 2203–2208. [Google Scholar] [CrossRef]
- Montevecchi, F.; Venturini, G.; Grossi, N.; Scippa, A.; Campatelli, G. Heat accumulation prevention in Wire-Arc-Additive-Manufacturing using air jet impingement. Manuf. Lett. 2018, 17, 14–18. [Google Scholar] [CrossRef]
- Ding, J. Thermo-Mechanical Analysis of Wire and Arc Additive Manufacturing Process; Cranfield University: Cranfield, UK, 2012. [Google Scholar]
- Perez, L.; Wang, J. The Effectiveness of Data Augmentation in Image Classification using Deep Learning. arXiv 2017, arXiv:1712.04621. [Google Scholar]
- Fawaz, H.I.; Forestier, G.; Weber, J.; Idoumghar, L.; Muller, P.-A. Deep Learning for Time Series Classification: A review No. 4. Data Min. Knowl. Discov. 2019, 33, 917–963. [Google Scholar] [CrossRef] [Green Version]
- Wen, Q.; Sun, L.; Yang, F.; Song, X.; Gao, J.; Wang, X.; Xu, H. Time Series Data Augmentation for Deep Learning: A Survey. arXiv 2020, arXiv:2002.12478. [Google Scholar]
- Jäckel, M.; Falk, T.; Georgi, J.; Drossel, W.-G. Gathering of Process Data through Numerical Simulation for the Application of Machine Learning Prognosis Algorithms. Procedia Manuf. 2020, 47, 608–614. [Google Scholar] [CrossRef]
- Zhang, Z.; Wen, G.; Chen, S. Weld image deep learning-based on-line defects detection using convolutional neural networks for Al alloy in robotic arc welding. J. Manuf. Process. 2019, 45, 208–216. [Google Scholar] [CrossRef]
- Pu, X.; Zhang, C.; Li, S.; Deng, D. Simulating welding residual stress and deformation in a multi-pass butt-welded joint considering balance between computing time and prediction accuracy. Int. J. Adv. Manuf. Technol. 2017, 93, 2215–2226. [Google Scholar] [CrossRef]
- Rikken, M.; Pijpers, R.; Slot, H.; Maljaars, J. A combined experimental and numerical examination of welding residual stresses. J. Mater. Process. Technol. 2018, 261, 98–106. [Google Scholar] [CrossRef]
- Salzgitter, F.G. S355J2+N: Unlegierte Baustähle. Available online: https://www.salzgitter-flachstahl.de/fileadmin/mediadb/szfg/informationsmaterial/produktinformationen/warmgewalzte_produkte/deu/S355J2_N.pdf (accessed on 17 July 2021).
- Westfälische, D.G. Schweisstechnik: High Quality Welding Wire. Technisches Handbuch. Available online: https://www.wdi.de/fileadmin/user_upload/WDI_SFHandbuch_3_Edition_screen.pdf (accessed on 12 July 2021).
- DIN EN 1011-2:2001-05, Schweißen_- Empfehlungen zum Schweißen Metallischer Werkstoffe_- Teil_2: Lichtbogenschweißen von Ferritischen Stählen. In Deutsche Fassung EN_1011-2:2001; Beuth Verlag GmbH: Berlin, Germany, 2001.
- Stahlinstitut, V. Weldable Non-Alloy and Low-Alloy Steels: Recommendations for Processing, in Particular for Fusion Welding, SEW 088:2017-10; Stahleisen: Düsseldorf, Germany, 2017; (SEW088). [Google Scholar]
- Henckell, P.; Gierth, M.; Ali, Y.; Reimann, J.; Bergmann, J.P. Reduction of Energy Input in Wire Arc Additive Manufacturing (WAAM) with Gas Metal Arc Welding (GMAW). Materials 2020, 13, 2491. [Google Scholar] [CrossRef] [PubMed]
- Seyffarth, P.; Meyer, B.; Scharff, A. Großer Atlas Schweiß-ZTU-Schaubilder, 2., Aktualisierte und Erweiterte Auflage; DVS Media GmbH: Dusseldorf, Germany, 2018; ISBN 3961440107. [Google Scholar]
- Schulze, G. Die Metallurgie des Schweissens: Eisenwerkstoffe-Nichteisenmetallische Werkstoffe, 4., neu Bearbeitete Auflage; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 2010; ISBN 3642031838. [Google Scholar]
- Shassere, B.; Nycz, A.; Noakes, M.; Masuo, C.; Sridharan, N. Correlation of Microstructure and Mechanical Properties of Metal Big Area Additive Manufacturing. Appl. Sci. 2019, 9, 787. [Google Scholar] [CrossRef] [Green Version]
- Dirisu, P.; Ganguly, S.; Mehmanparast, A.; Martina, F.; Williams, S. Analysis of fracture toughness properties of wire + arc additive manufactured high strength low alloy structural steel components. Mater. Sci. Eng. A 2019, 765, 138285. [Google Scholar] [CrossRef]
- Aldalur, E.; Veiga, F.; Suárez, A.; Bilbao, J.; Lamikiz, A. High deposition wire arc additive manufacturing of mild steel: Strategies and heat input effect on microstructure and mechanical properties. J. Manuf. Process. 2020, 58, 615–626. [Google Scholar] [CrossRef]
- Prajadhiama, K.P.; Manurung, Y.H.P.; Minggu, Z.; Pengadau, F.H.S.; Graf, M.; Haelsig, A.; Adams, T.-E.; Choo, H.L. Development of Bead Modelling for Distortion Analysis Induced by Wire Arc Additive Manufacturing using FEM and Experiment. MATEC Web Conf. 2019, 269, 5003. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Cmax | Simax | Mnmax | Cumax | Femax | |
|---|---|---|---|---|---|---|
| base material | S355J2 + N (1.0570) | 0.20 | 0.55 | 1.60 | 0.55 | balance |
| welding wire | G4Si1/SG3 (1.5130) | 0.07 | 1.00 | 1.64 | 0.05 | balance |
| Energy Input per Unit Length [kJ/cm] | Movement-Speed [m/min] | Welding Strategy | Interpass Temperature |
|---|---|---|---|
| 4 | 0.4 | single track | 100 °C |
| 4 | 0.4 | double track | 100 °C |
| 4 | 0.4 | triple track | 100 °C |
| 4 | 0.4 | meandering | 100 °C |
| 6 | 0.2 | single track | 100 °C |
| 8 | 0.2 | single track | 100 °C |
| 8 | 0.2 | double track | 100 °C |
| Boundary Condition | 4 kJ/cm Single Track | 8 kJ/cm Single Track |
|---|---|---|
| Mesh elements | hexahedral | hexahedral |
| Mesh size x/z-direction | 2 mm | 2 mm |
| Mesh number of elements in thickness direction | 3 | 3 |
| Heat source | Goldak | Goldak |
| Heat source front length af | 2.5 mm | 2.5 mm |
| Heat source rear length ar | 5.0 mm | 7.0 mm |
| Heat source width b | 3.45 mm | 4.95 mm |
| Heat source depth d | 2.5 mm | 3.0 mm |
| Heat source power | 2650 W | 2650 W |
| Heat source movement speed | 0.4 m/min | 0.2 m/min |
| Convective heat transfer coefficient h | 30 W/(m² · K) | 30 W/(m² · K) |
| Contact heat transfer coefficient a | 1200 W/(m² · K) | 1200 W/(m² · K) |
| Emission coefficient ε | 0.8 | 0.8 |
| Interpass temperature | 100 °C | 100 °C |
| Sample with Energy Input per Unit Length 8 kJ | t8/5 | Hardness HV1 | Tensile Strength | Yield Strength | Elongation at Break |
|---|---|---|---|---|---|
| Experimental values | 30.06 s | 166.1 | 507.6 MPa | 377.3 MPa | 35.3% |
| Predicted values | 30.15 s | 168.1 | 502.1 MPa | 380.1 MPa | 34.4% |
| Deviation [%] | 0.3 | 1.2 | 1.1 | 0.7 | 2.6 |
| R² | Standard Error | |
|---|---|---|
| Hardness | 0.6520 | 8.60 |
| Tensile strength | 0.8445 | 17.74 |
| Yield strength | 0.8752 | 21.37 |
| Elongation at break | 0.5192 | 1.49 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reimann, J.; Hammer, S.; Henckell, P.; Rohe, M.; Ali, Y.; Rauch, A.; Hildebrand, J.; Bergmann, J.P. Directed Energy Deposition-Arc (DED-Arc) and Numerical Welding Simulation as a Hybrid Data Source for Future Machine Learning Applications. Appl. Sci. 2021, 11, 7075. https://doi.org/10.3390/app11157075
Reimann J, Hammer S, Henckell P, Rohe M, Ali Y, Rauch A, Hildebrand J, Bergmann JP. Directed Energy Deposition-Arc (DED-Arc) and Numerical Welding Simulation as a Hybrid Data Source for Future Machine Learning Applications. Applied Sciences. 2021; 11(15):7075. https://doi.org/10.3390/app11157075
Chicago/Turabian StyleReimann, Jan, Stefan Hammer, Philipp Henckell, Maximilian Rohe, Yarop Ali, Alexander Rauch, Jörg Hildebrand, and Jean Pierre Bergmann. 2021. "Directed Energy Deposition-Arc (DED-Arc) and Numerical Welding Simulation as a Hybrid Data Source for Future Machine Learning Applications" Applied Sciences 11, no. 15: 7075. https://doi.org/10.3390/app11157075