Optimization of Progressive Freezing on Synthetic Produced Water by Circular Moving Cylindrical Crystallizer via Response Surface Methodology

 ,
,  ,
, 
Abstract
:
1. Introduction
2. Methodology
2.1. Materials
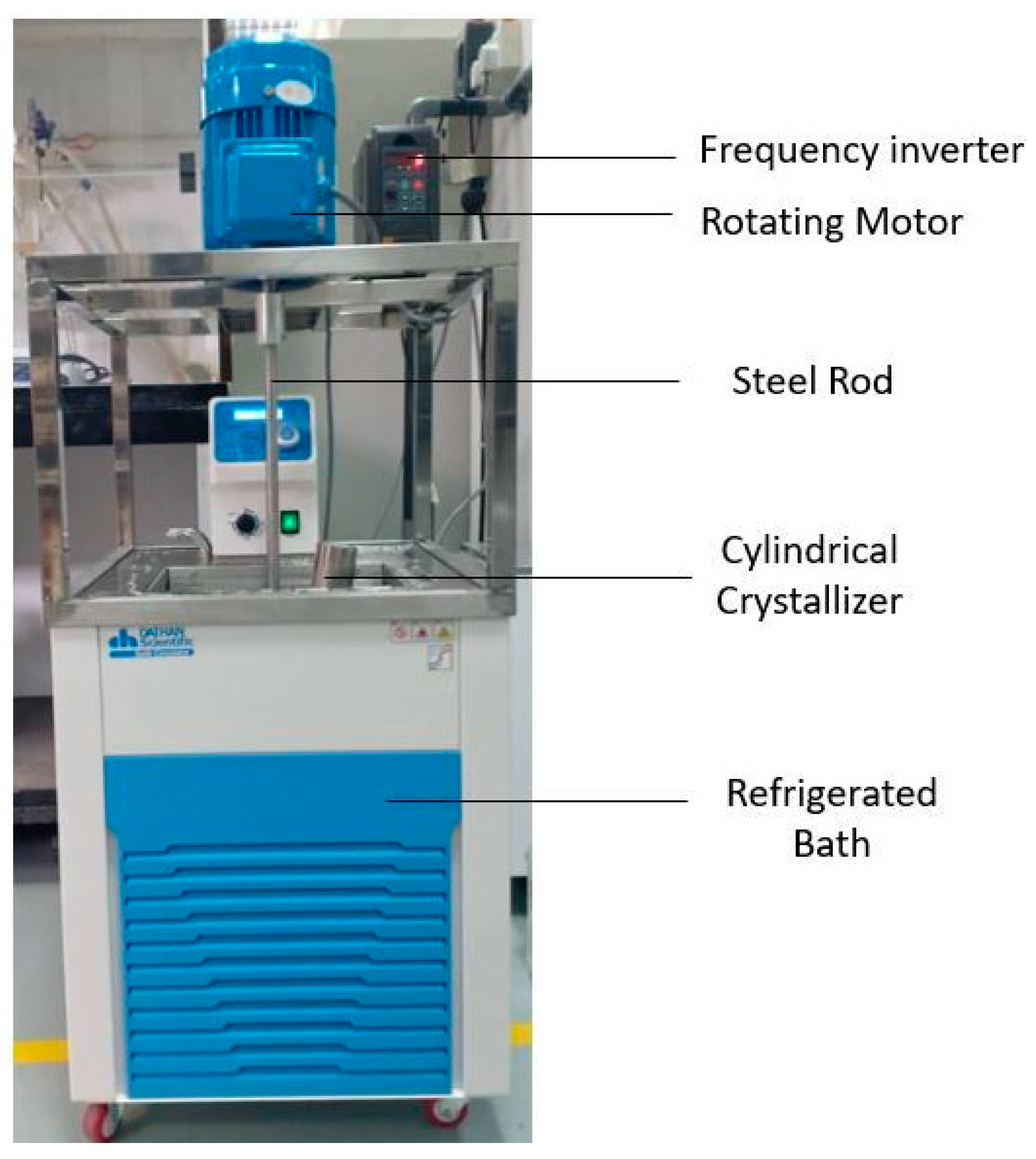
2.2. Design of Crystallizer
2.3. Experimental Procedures
2.4. Experimental Design
2.5. Water Analysis
2.5.1. Water Removal
2.5.2. Chemical Analysis
2.6. Progressive Freezing on Different Concentration
3. Results and Discussion
3.1. Ice Formation
3.2. Model Adequacy Check
3.3. Analysis of Variance
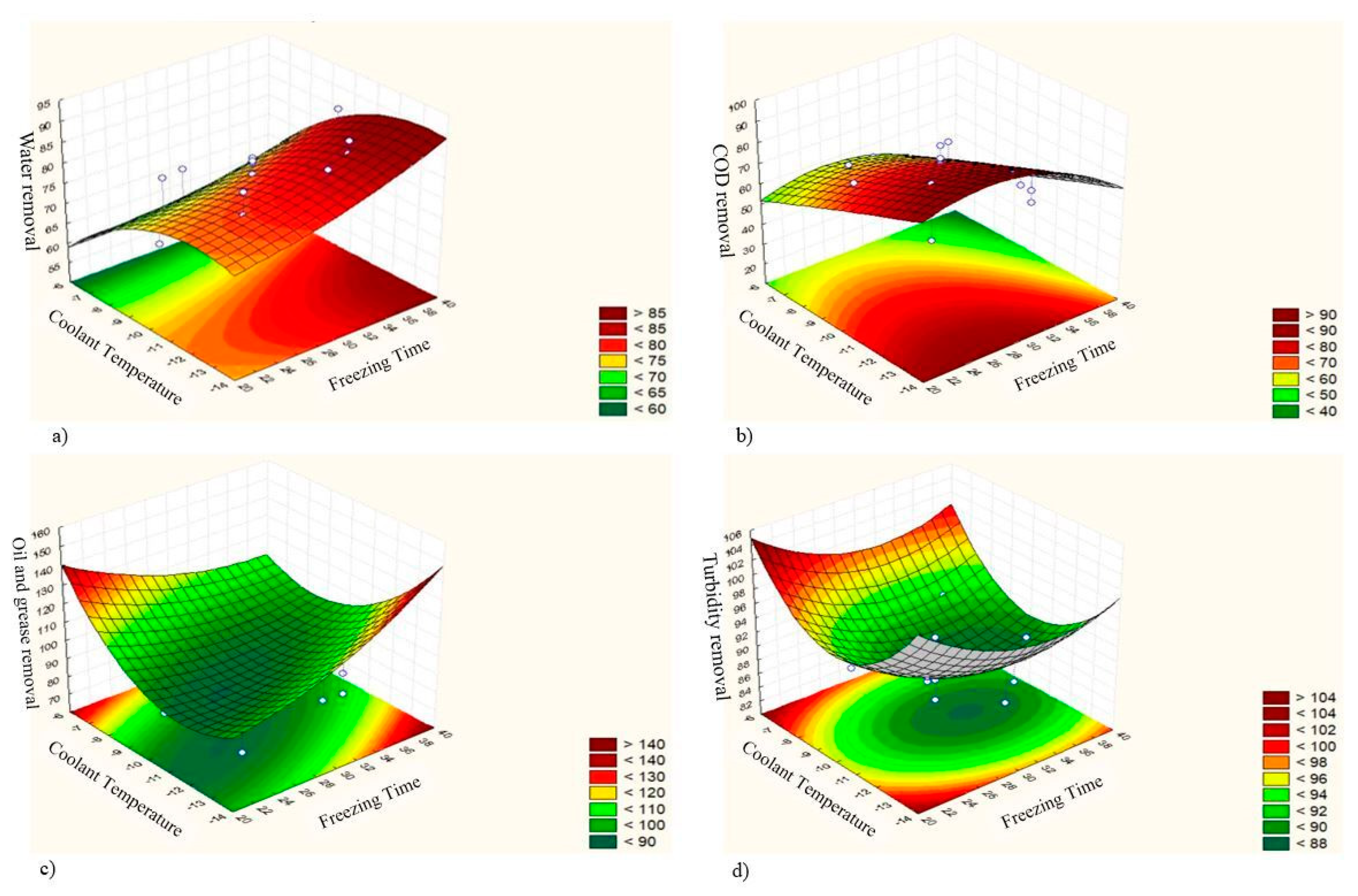
3.4. Response Surface Contour Plot Analysis
3.5. Optimum Operating Condition
3.6. Performance of Progressive Freezing on Different Concentration
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Igunnu, E.T.; Chen, G.Z. Produced water treatment technologies. Int. J. Low-Carbon Technol. 2014, 9, 157–177. [Google Scholar] [CrossRef] [Green Version]
- Clark, C.E.; Veil, J.A. Produced Water Volumes and Management Practices in the United States; UNT Libraries Government Documents Department, Argonne National Laboratory: Lemont, IL, USA, 2009. [Google Scholar]
- Veil, J.A.; Puder, M.G.; Elcock, D.; Redweik, R.J. A White Paper Describing Produced Water from Production of Crude Oil, Natural Gas, and Coal Bed Methane; UNT Libraries Government Documents Department, Argonne National Laboratory: Lemont, IL, USA, 2004. [Google Scholar]
- Al-Ghouti, M.A.; Al-Kaabi, M.A.; Ashfaq, M.Y.; Da’Na, D.A. Produced water characteristics, treatment and reuse: A review. J. Water Process. Eng. 2019, 28, 222–239. [Google Scholar] [CrossRef]
- Hernández, E.; Raventós, M.; Auleda, J.; Ibarz, A. Freeze concentration of must in a pilot plant falling film cryoconcentrator. Innov. Food Sci. Emerg. Technol. 2010, 11, 130–136. [Google Scholar] [CrossRef]
- Lorain, O.; Thiebaud, P.; Badorc, E.; Aurelle, Y. Potential of freezing in wastewater treatment: Soluble pollutant applications. Water Res. 2001, 35, 541–547. [Google Scholar] [CrossRef]
- Samsuri, S.; Amran, N.A.; Yahya, N.; Jusoh, M. Review on Progressive Freeze Concentration Designs. Chem. Eng. Commun. 2016, 203, 345–363. [Google Scholar] [CrossRef]
- Samsuri, S.; Amran, N.A.; Jusoh, M. Spiral finned crystallizer for progressive freeze concentration process. Chem. Eng. Res. Des. 2015, 104, 280–286. [Google Scholar] [CrossRef]
- Williams, P.M.; Ahmad, M.; Connolly, B.S.; Oatley-Radcliffe, D.L. Technology for freeze concentration in the desalination industry. Desalination 2015, 356, 314–327. [Google Scholar] [CrossRef]
- Lewis, A.; Nathoo, J.; Thomsen, K.; Kramer, H.; Witkamp, G.; Reddy, S.; Randall, D.G. Design of a Eutectic Freeze Crystallization process for multicomponent waste water stream. Chem. Eng. Res. Des. 2010, 88, 1290–1296. [Google Scholar] [CrossRef]
- Miyawaki, O.; Liu, L.; Shirai, Y.; Sakashita, S.; Kagitani, K. Tubular ice system for scale-up of progressive freeze-concentration. J. Food Eng. 2005, 69, 107–113. [Google Scholar] [CrossRef]
- Amran, N.A.; Samsuri, S.; Ngadi, N.; Zakaria, Y.Z.; Jusoh, M. Behaviour of ice crystal growth in a vertical finned cylindrical freeze concentrator. Appl. Mech. Mater. 2014, 695, 451–454. [Google Scholar]
- Verma, A.K.; Bhunia, P.; Dash, R.R. Decolorization and COD Reduction Efficiency of Magnesium over Iron based Salt for the Treatment of Textile Wastewater Containing Diazo and Anthraquinone Dyes. Int. J. Chem. Biol. Eng. 2012, 6, 116–123. [Google Scholar]
- Tir, M.; Moulai-Mostefa, N. Optimization of oil removal from oily wastewater by electrocoagulation using response surface method. J. Hazard. Mater. 2008, 158, 107–115. [Google Scholar] [CrossRef] [PubMed]
- Bevilacqua, A.; Corbo, M.R.; Sinigaglia, M. Design of experiments: A powerful tool in food microbiology. In Current Research, Technology and Education Topics in Applied Microbiology and Microbial Biotechnology; Méndez-Vilas, A., Ed.; Formatex Research Center: Norristown, PA, USA, 2010; pp. 1419–1429. ISBN -13 978-84-614-6195-0. [Google Scholar]
- Safiei, N.Z.; Danuri, N.F.N.; Rosly, M.K.; Shaharuddin, S. Optimization of Fractional Freezing Process for Orange Juice Concentration. Mater. Today Proc. 2019, 19, 1591–1598. [Google Scholar] [CrossRef]
- Department of Environment, Ministry of Natural Resources and Environment. Environmental Requirements: A Guide for Investors; Ministry of Natural Resources and Environment: Putrajaya, Malaysia, 2010.
- Samsuri, S.; Muhammad Muhaimin, M.B. Optimization of Fractional Crystallization on Crude Biodiesel Purification via Response Surface Methodology. Sep. Sci. Technol. 2018, 53, 567–572. [Google Scholar] [CrossRef]
- Amran, N.A.; Low, S.N.A.M.K.; Samsuri, S. Optimization of fractional freezing process for bioethanol purification. IOP Conf. Ser. Mater. Sci. Eng. 2020, 736. [Google Scholar] [CrossRef]
- Mohamed Noor, N.N.; Yahya, N.; Samsuri, S.; Ariffin, M.A.; Said, M.A.; Jusoh, M. Progressive freeze concentration of dairy wastewater: Effect of flowrate and circulation time. In Proceedings of the 3rd International Conference on Engineering and ICT, Melaka, Malaysia, 4–6 April 2012. [Google Scholar]
- El-Dessouky, H.T.; Ettouney, H.M.; Mandani, F. Performance of parallel feed multiple effect evaporation system for seawater desalination. Appl. Therm. Eng. 2000, 20, 1679–1706. [Google Scholar] [CrossRef]
- Jusoh, M.; Yunus, R.M.; Hassan, M.A.A. Effect of Flowrate and Coolant Effect of Fowrate and Coolant Temperature on the Efficiency of Progressive Freeze Concentration on Simulated Wastewater. Int. J. Chem. Mol. Nucl. Mater. Metall. Eng. 2008, 2, 308–311. [Google Scholar]
- Amran, N.A.; Samsuri, S.; Safiei, N.Z.; Zakaria, Z.Y.; Jusoh, M. Review: Parametric Study on the Performance of Progressive Cryoconcentration System. Chem. Eng. Commun. 2016, 203, 957–975. [Google Scholar] [CrossRef]
- Yahya, N.; Ismail, N.; Zakaria, Z.Y.; Ngadi, N.; Abdul Rahman, R.; Jusoh, M. The Effect of Coolant Temperature and Stirrer Speed for Concentration of Sugarcane via Progressive Freeze Concentration Process. Chem. Eng. Trans. 2017, 56, 1147–1152. [Google Scholar]
- Schulte, K.; Weigand, B. On the analytical modelling of the initial ice growth in a supercooled liquid droplet. Int. J. Heat Mass Transf. 2018, 127, 1070–1081. [Google Scholar] [CrossRef]
- Jusoh, M.; Nor, N.N.M. Progressive Freeze Concentration of Coconut Water: Effect of Circulation Flowrate and Circulation Time. J. Teknol. 2014, 67, 91–96. [Google Scholar] [CrossRef] [Green Version]
- Qin, F.; Chen, X.D.; Free, K. Freezing on subcooled surfaces, phenomena, modeling and applications. Int. J. Heat Mass Transf. 2009, 52, 1245–1253. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Range and Levels | ||||
|---|---|---|---|---|---|
| −α | −1 | 0 | +1 | +α | |
| X1 (min) | 20 | 25 | 30 | 35 | 40 |
| X2 (°C) | −14 | −12 | −10 | −8 | −6 |
| X3 (RPM) | 15 | 30 | 45 | 60 | 75 |
| Run | Manipulated Variable | Response | |||||
|---|---|---|---|---|---|---|---|
| X1 (min) | X2 (°C) | X3 Rotation per Minute (RPM) | (%)Water Removal | (%) COD Removal | (%) Oil and Grease Removal | (%) Turbidity Removal | |
| 1 | 35 | −8 | 30 | 72 | 64.67 | 66.67 | 91.95 |
| 2 | 35 | −12 | 60 | 85 | 56.47 | 88.31 | 92.97 |
| 3 | 25 | −12 | 30 | 79.33 | 83.72 | 66.39 | 92.06 |
| 4 | 30 | −10 | 45 | 83 | 65.38 | 65.85 | 86.60 |
| 5 | 25 | −8 | 60 | 60.67 | 70.91 | 91.02 | 91.79 |
| 6 | 25 | −12 | 60 | 84.67 | 56.87 | 89.53 | 92.87 |
| 7 | 30 | −10 | 45 | 82 | 73.16 | 83.91 | 86.09 |
| 8 | 35 | −12 | 30 | 88 | 62.30 | 77.04 | 92.80 |
| 9 | 35 | −8 | 60 | 62.67 | 41.83 | 92.24 | 92.61 |
| 10 | 25 | −8 | 30 | 68.67 | 56.47 | 90.37 | 91.40 |
| 11 | 38.37 | −10 | 45 | 87.67 | 47.76 | 85.58 | 81.17 |
| 12 | 30 | −6.65 | 45 | 71.33 | 58.99 | 91.3 | 92.27 |
| 13 | 30 | −13.35 | 45 | 89 | 86.57 | 92.95 | 88.60 |
| 14 | 21.63 | −10 | 45 | 85.67 | 79.40 | 82.47 | 92.49 |
| 15 | 30 | −10 | 45 | 82.33 | 60.57 | 72.90 | 83.22 |
| 16 | 30 | −10 | 19.90 | 67 | 81.88 | 83.01 | 90.73 |
| 17 | 30 | −10 | 70.1 | 79 | 76.00 | 79.78 | 92.31 |
| Sources | Sum of Square of Error (SSE) | Degree of Freedom (DF) | Mean Squares (MS) | F-Value |
|---|---|---|---|---|
| Regression (SSR) | 1127.071 | 9 | 125.230 | 3.88 |
| Residual | 225.911 | 7 | 32.273 | |
| Total (SST) | 1352.982 | 16 | ||
| R2 | 0.83303 |
| Factor | Coefficient | Standard Error | F | p |
|---|---|---|---|---|
| X3 | 1.45976 | 1.2523 | 6.75824 | 0.035443 |
| X12 | 0.01820 | 0.0681 | 0.07135 | 0.797073 |
| X2X3 | −0.08196 | 0.0670 | 1.49858 | 0.260488 |
| X1X3 | −0.01612 | 0.0268 | 0.36218 | 0.566272 |
| X32 | −0.0196 | 0.0076 | 6.75824 | 0.035443 |
| X1X2 | −0.04587 | 0.2009 | 0.05217 | 0.825862 |
| X22 | −0.046709 | 0.4258 | 1.20359 | 0.308906 |
| X1 | −0.56534 | 4.7209 | 0.71190 | 0.426702 |
| X2 | −8.04800 | 10.8851 | 23.96397 | 0.001763 |
| Response | X1 (min) | X2 (°C) | X3 (RPM) | (%) Water Removal (Prediction) | (%)Water Removal (Validation) |
|---|---|---|---|---|---|
| Value | 22.79 | −14.89 | 59 | 91.25 | 89.67 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mazli, W.N.A.; Samsuri, S.; Amran, N.A.; Hernández Yáñez, E. Optimization of Progressive Freezing on Synthetic Produced Water by Circular Moving Cylindrical Crystallizer via Response Surface Methodology. Crystals 2021, 11, 103. https://doi.org/10.3390/cryst11020103
Mazli WNA, Samsuri S, Amran NA, Hernández Yáñez E. Optimization of Progressive Freezing on Synthetic Produced Water by Circular Moving Cylindrical Crystallizer via Response Surface Methodology. Crystals. 2021; 11(2):103. https://doi.org/10.3390/cryst11020103
Chicago/Turabian StyleMazli, Wan Nur Athirah, Shafirah Samsuri, Nurul Aini Amran, and Eduard Hernández Yáñez. 2021. "Optimization of Progressive Freezing on Synthetic Produced Water by Circular Moving Cylindrical Crystallizer via Response Surface Methodology" Crystals 11, no. 2: 103. https://doi.org/10.3390/cryst11020103