
Effect of New Eco-Polyols Based on PLA Waste on the Basic Properties of Rigid Polyurethane and Polyurethane/Polyisocyanurate Foams



Abstract
:1. Introduction
2. Results and Discussion
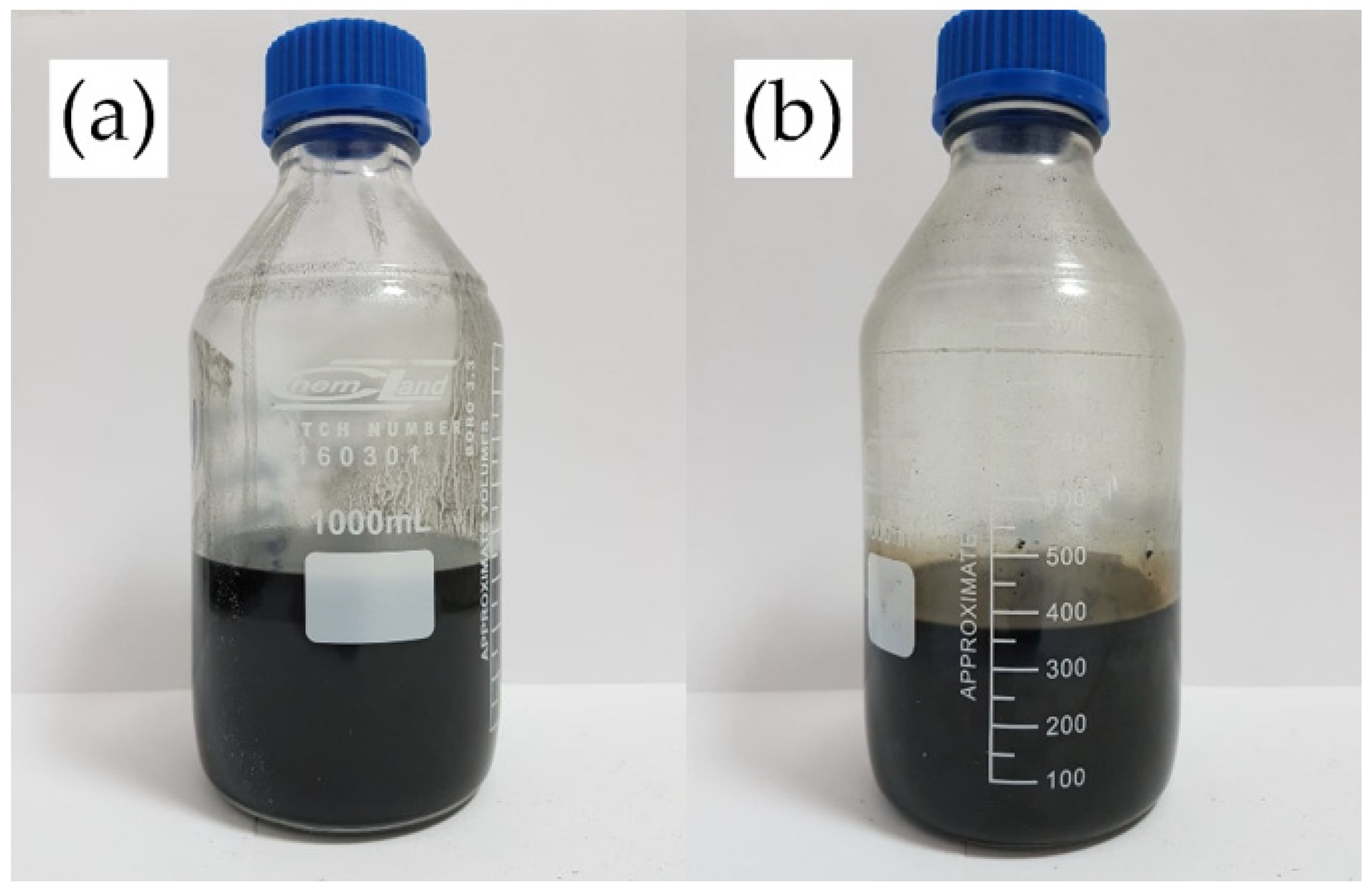
2.1. Properties of New Eco-Polyols
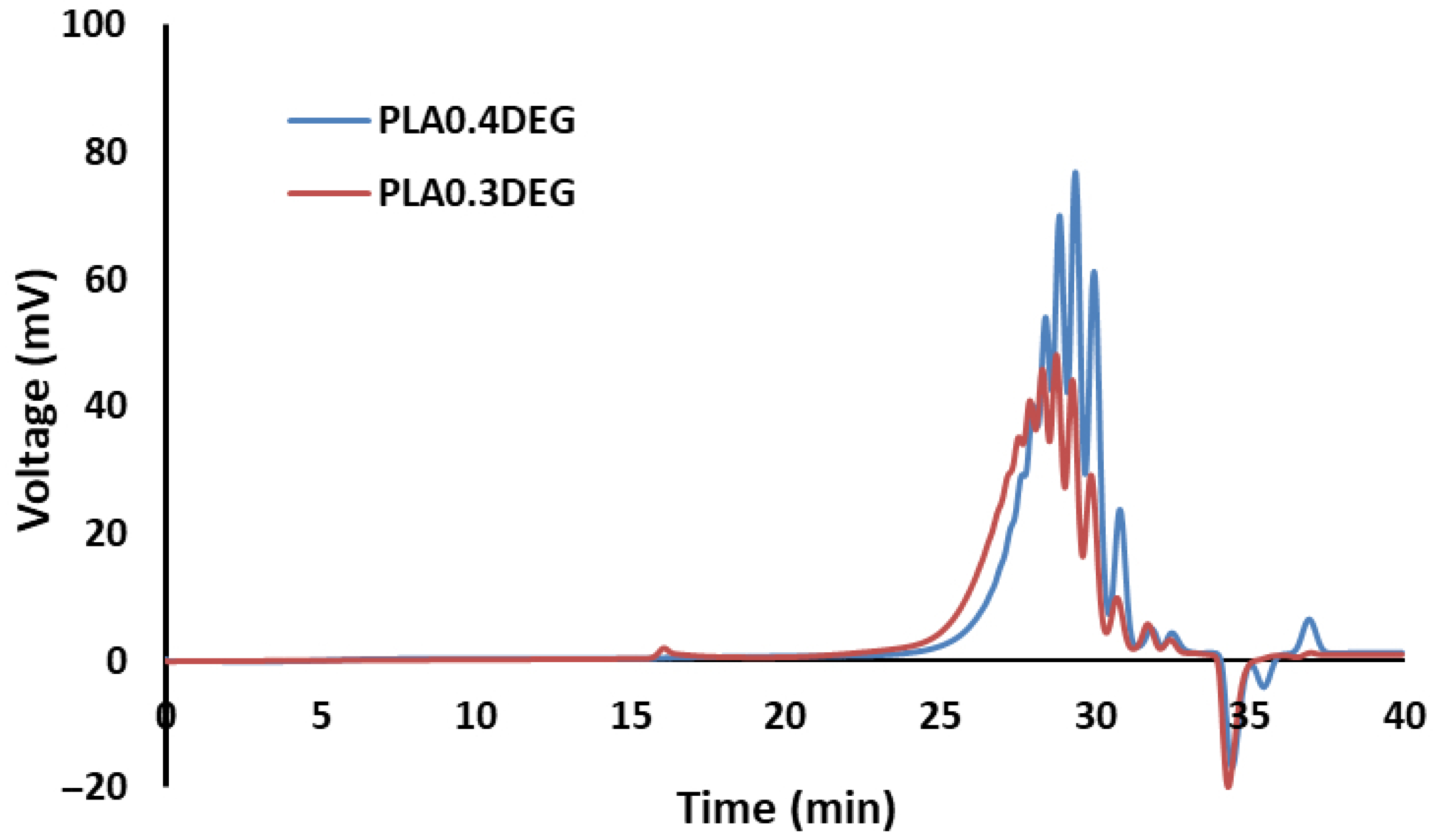
2.1.1. Physicochemical and Analytical Tests
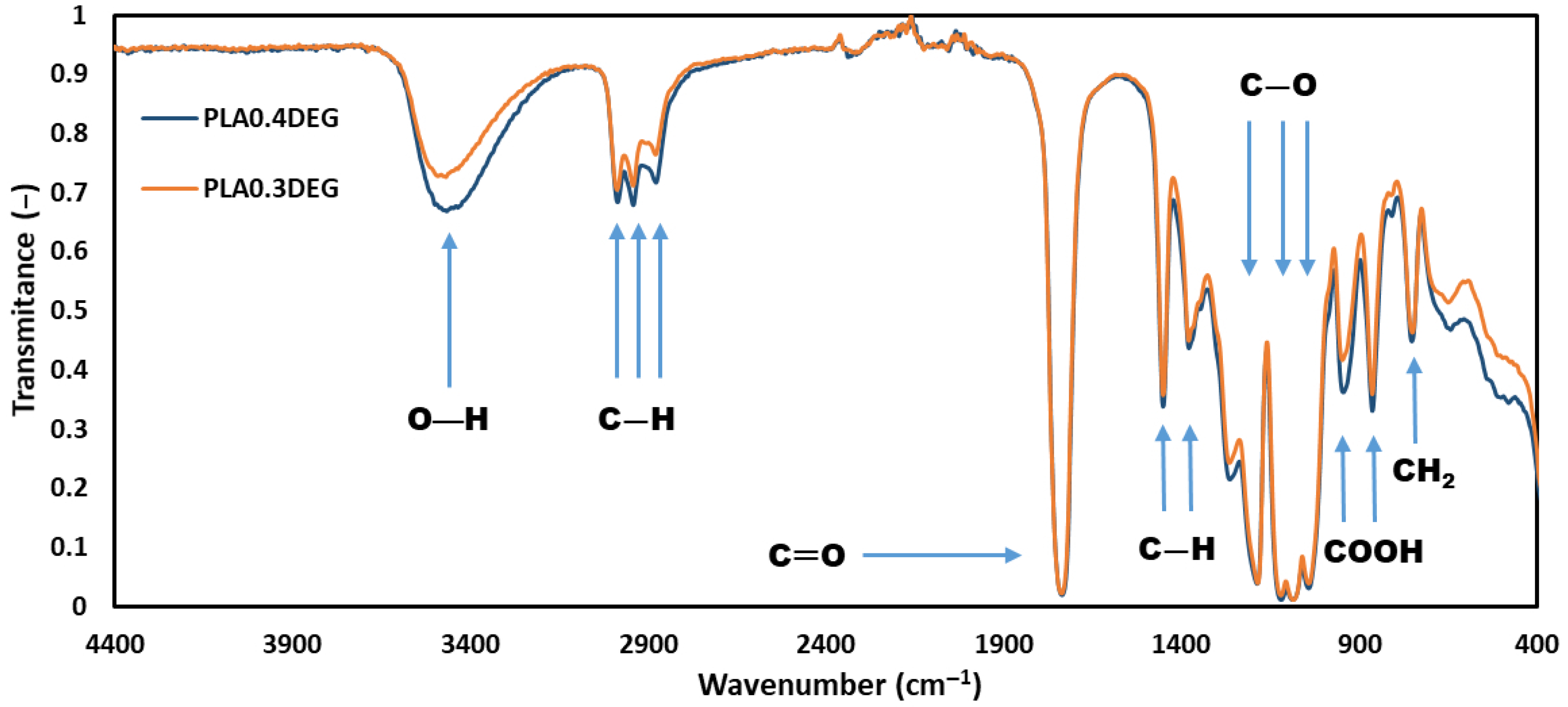
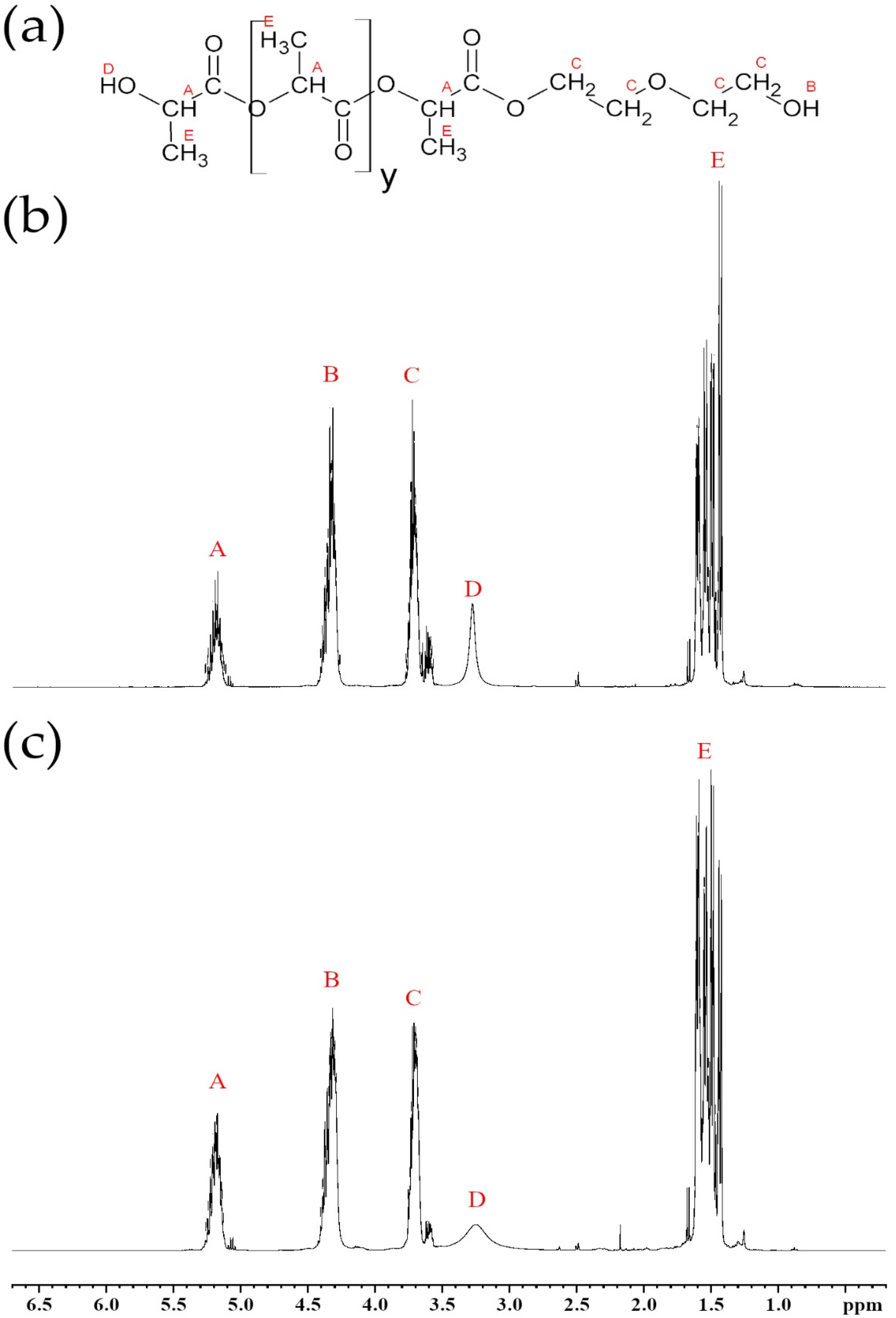
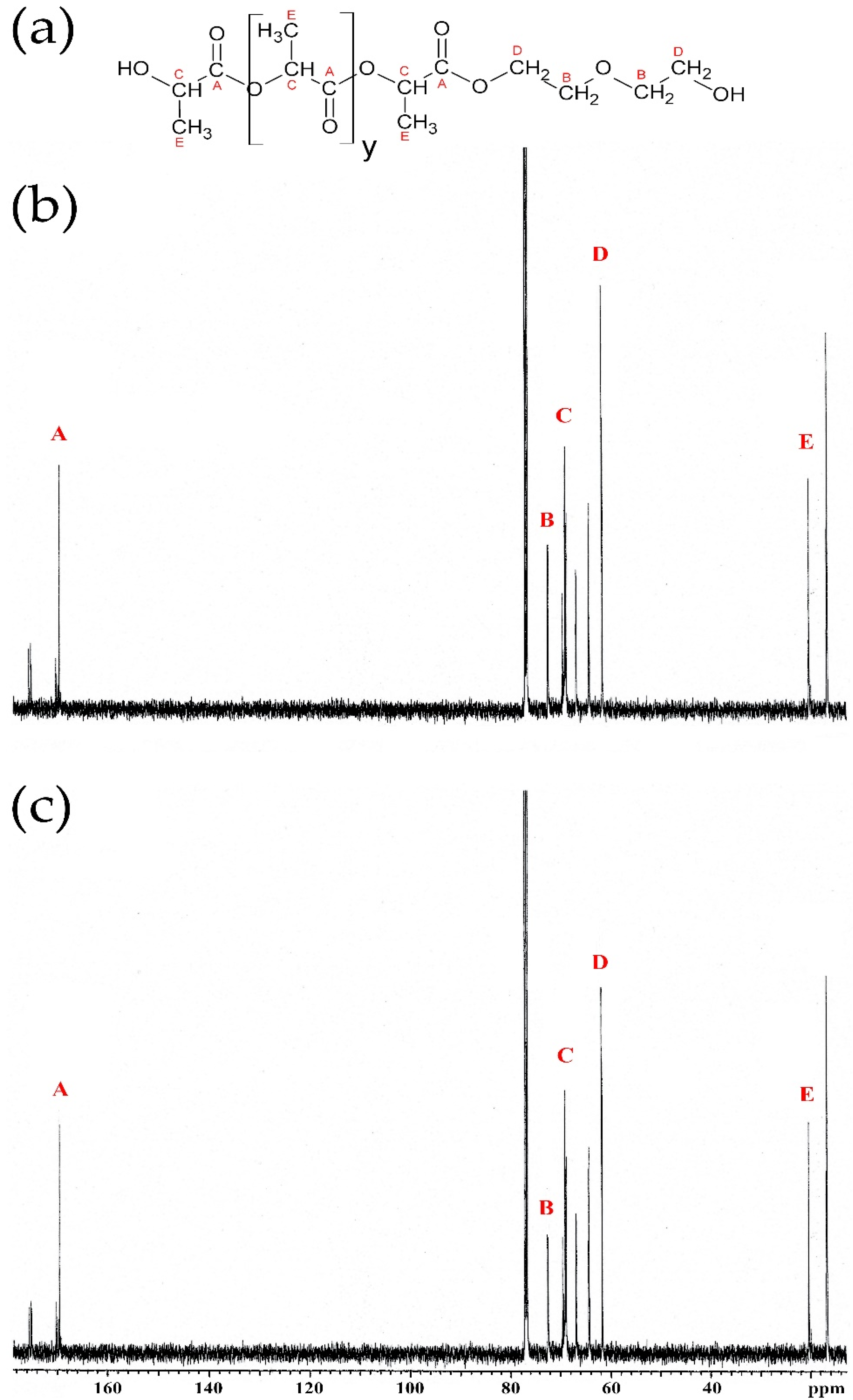
2.1.2. Spectroscopy Tests
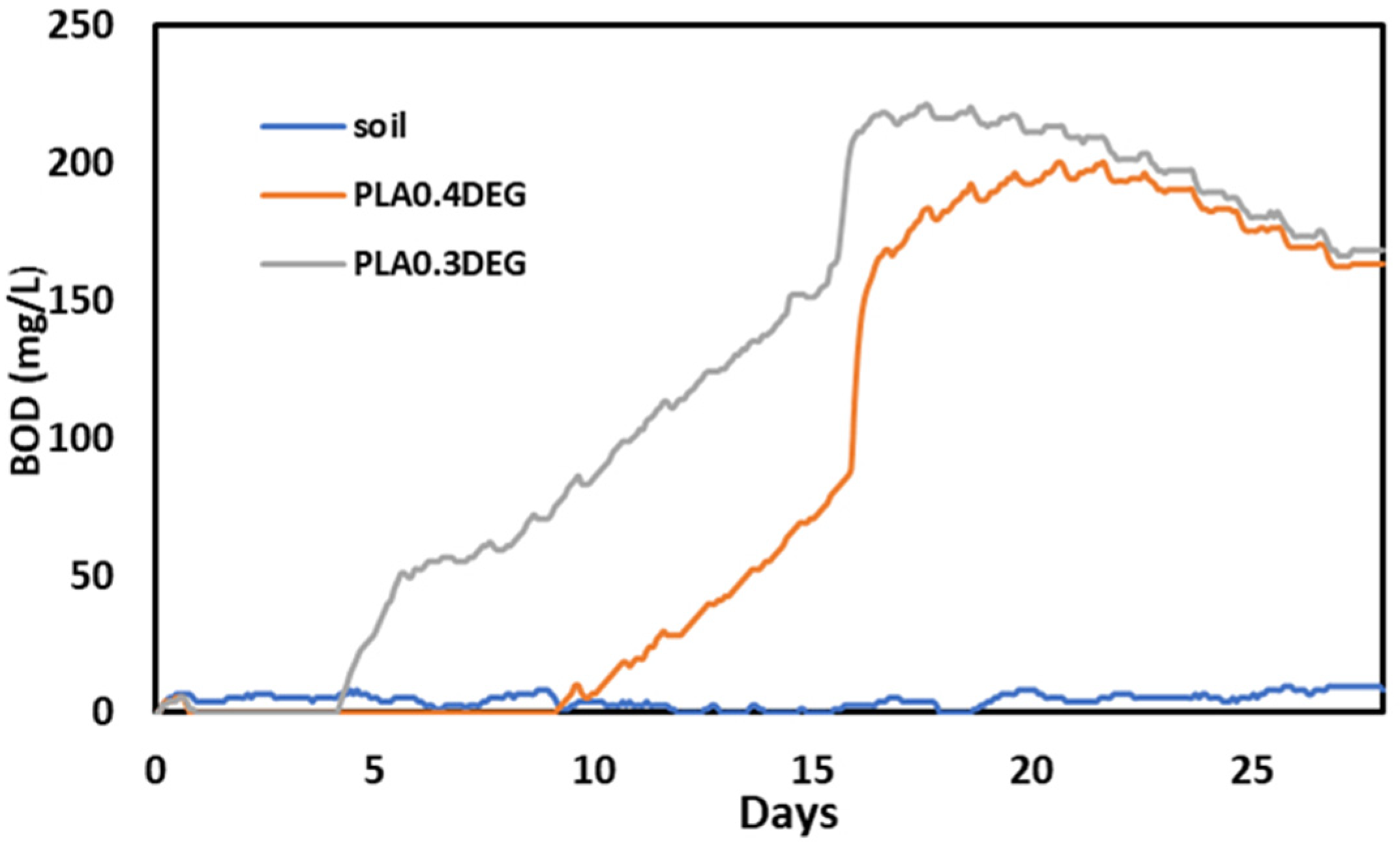
2.1.3. Susceptibility to Biodegradation
2.2. Selected Properties of RPU and RPU/PIR Foams
2.2.1. Foaming Process
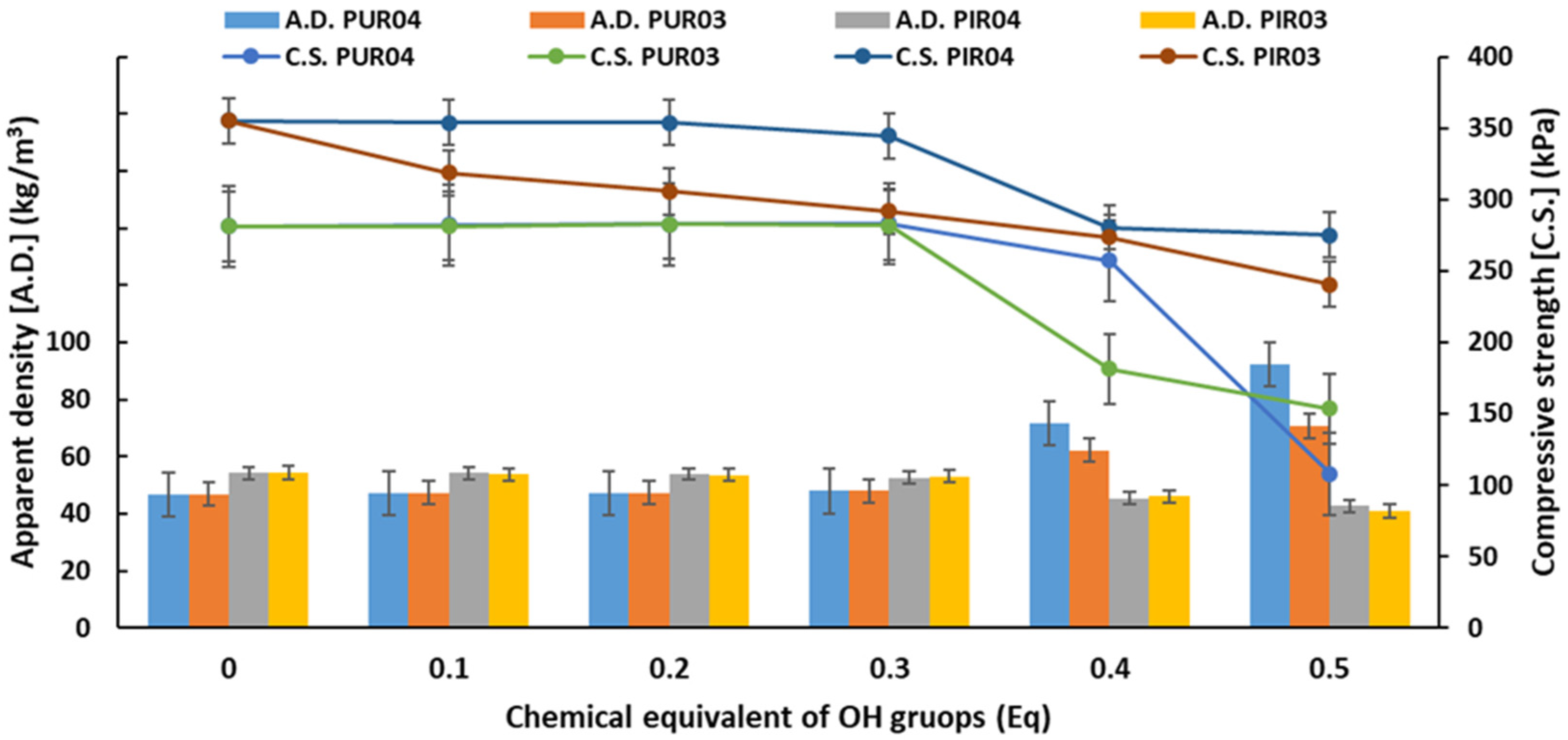
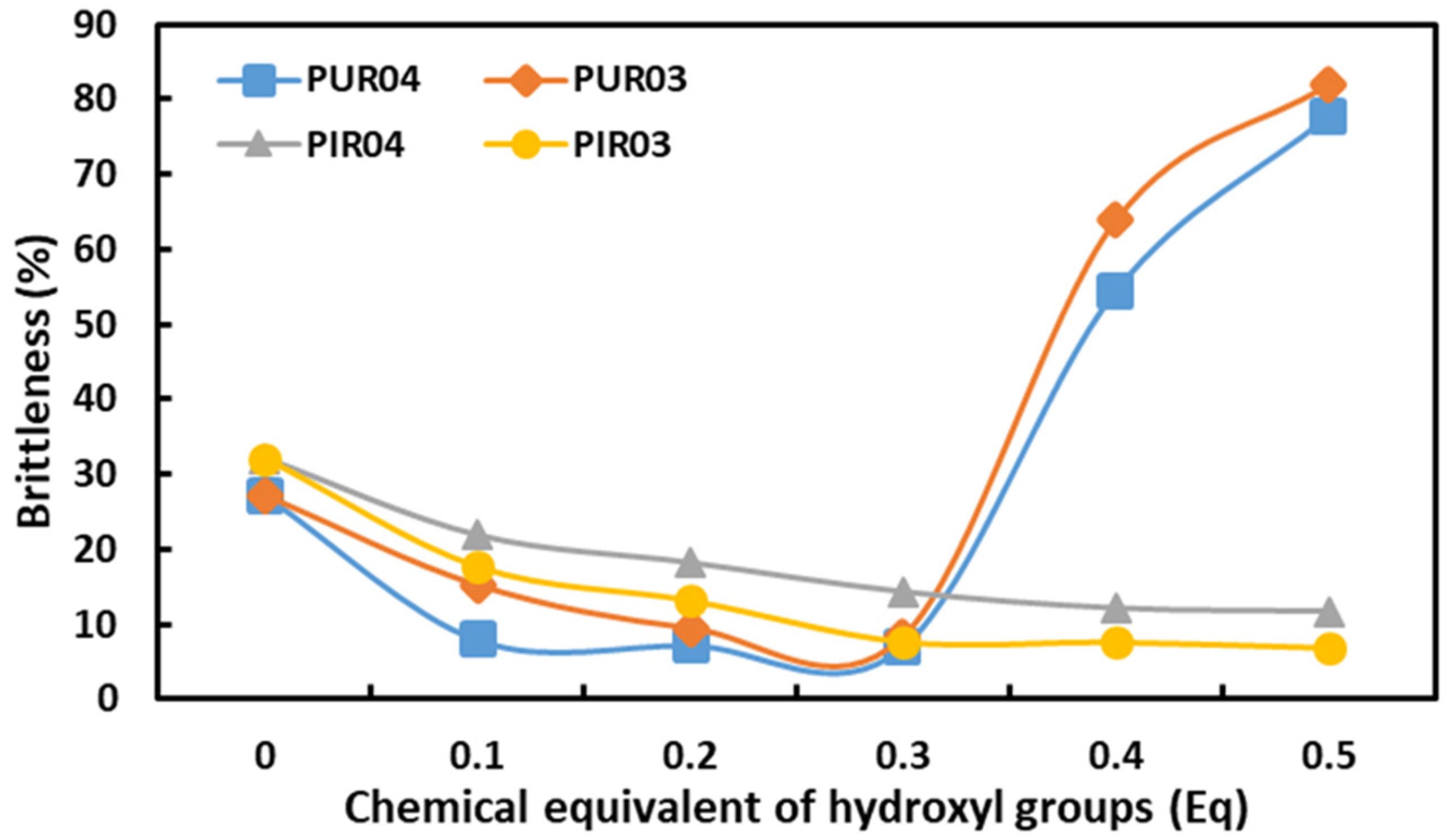
2.2.2. Physicomechanical Properties of New Polyurethane Materials
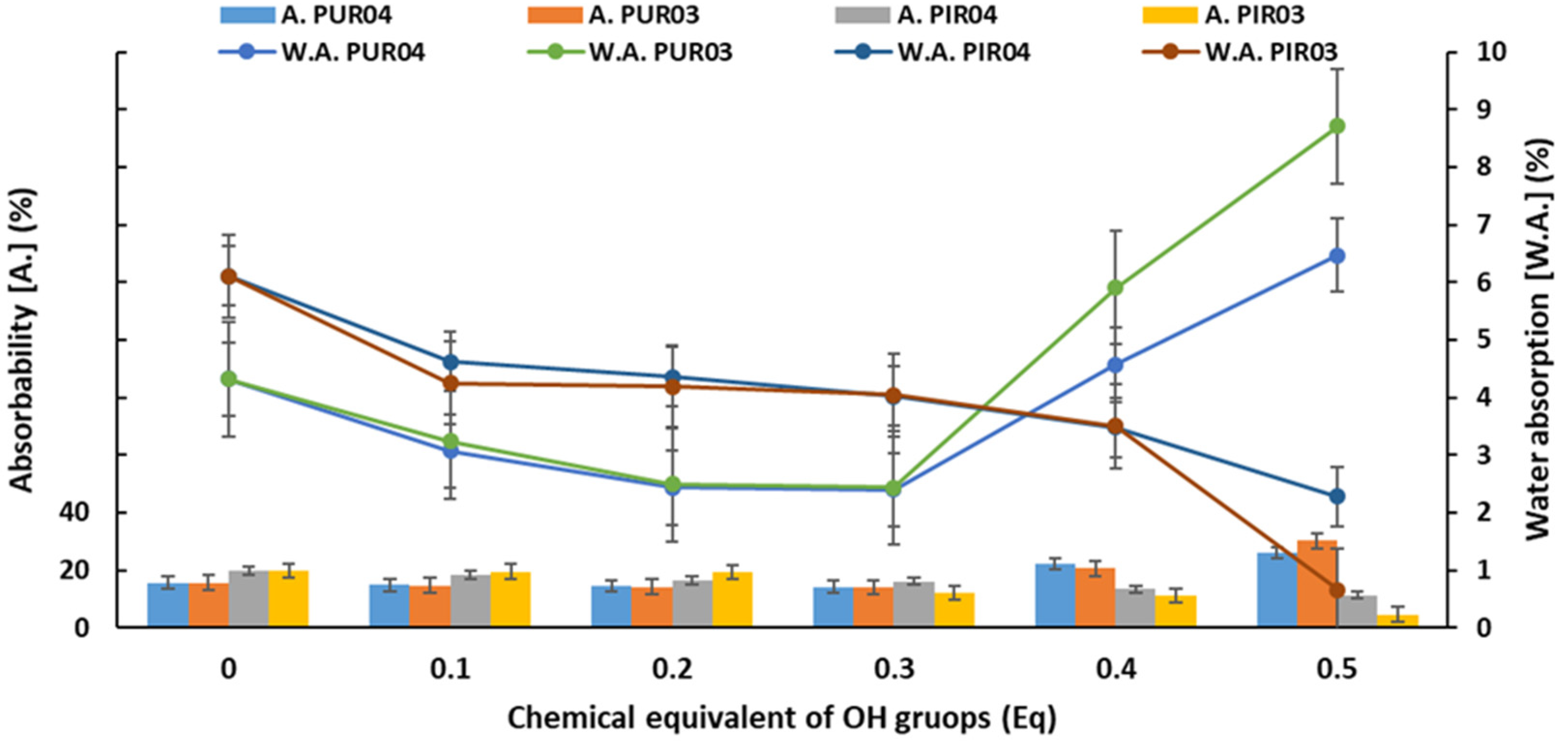
2.2.3. Aging Resistance Properties
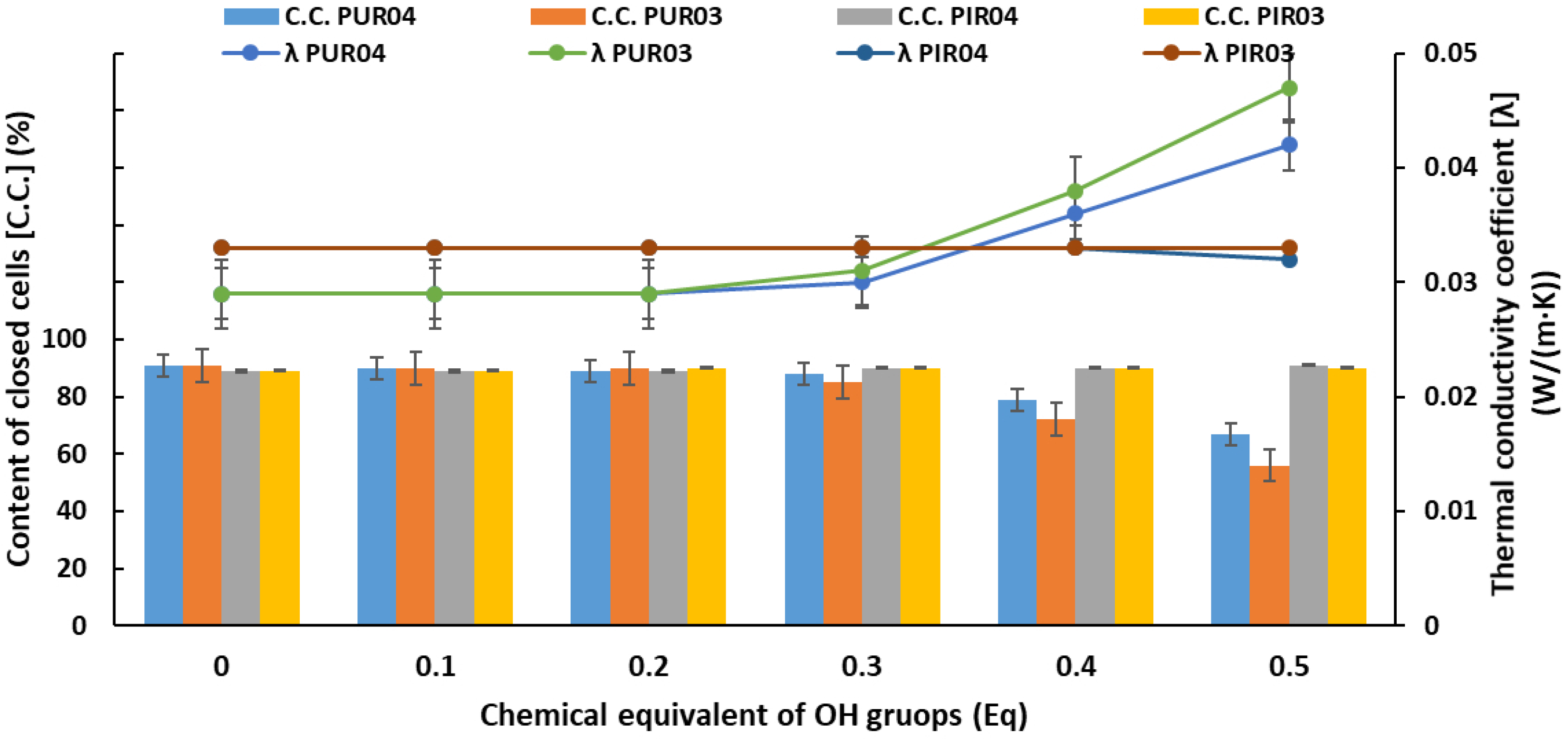
2.2.4. Thermal Insulation Properties
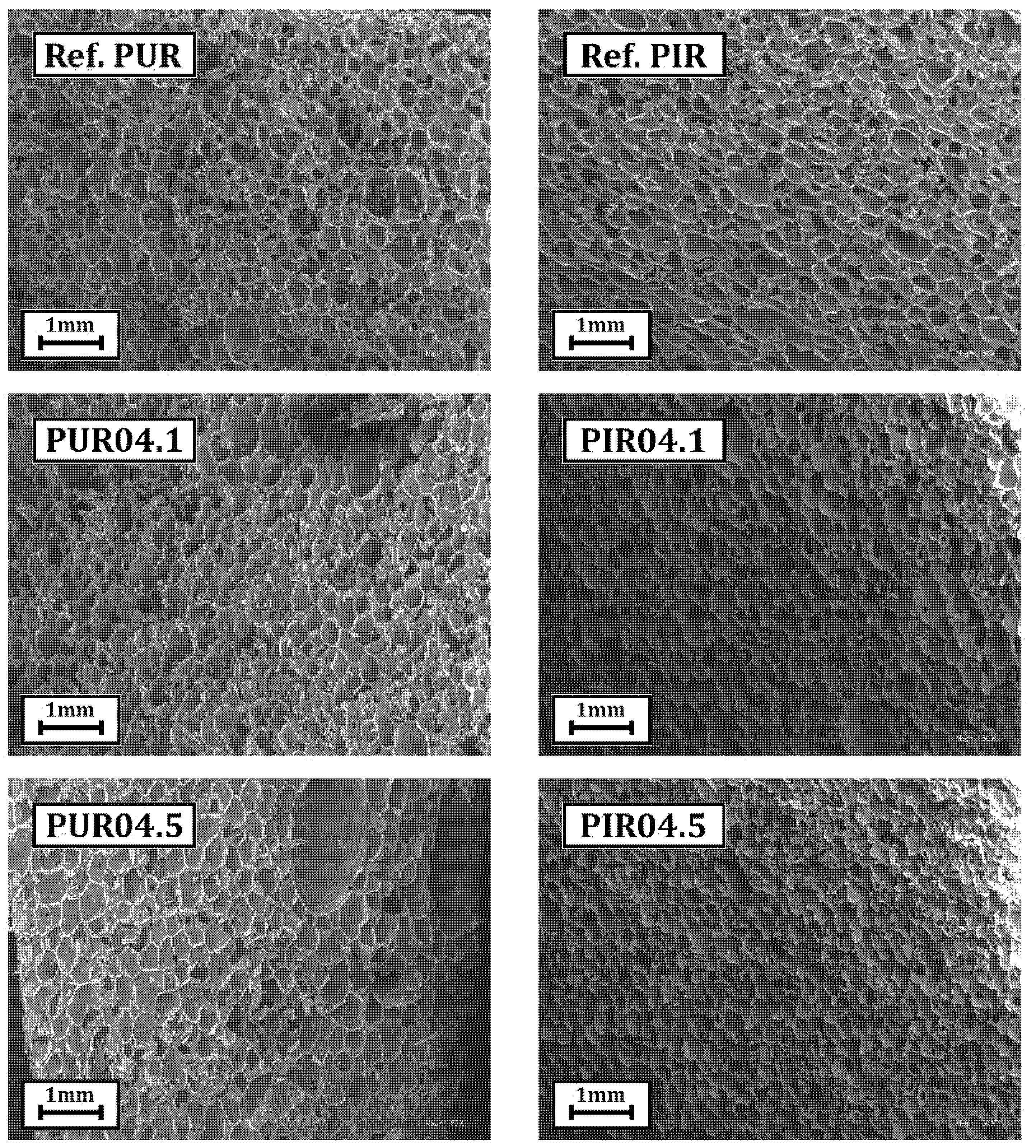
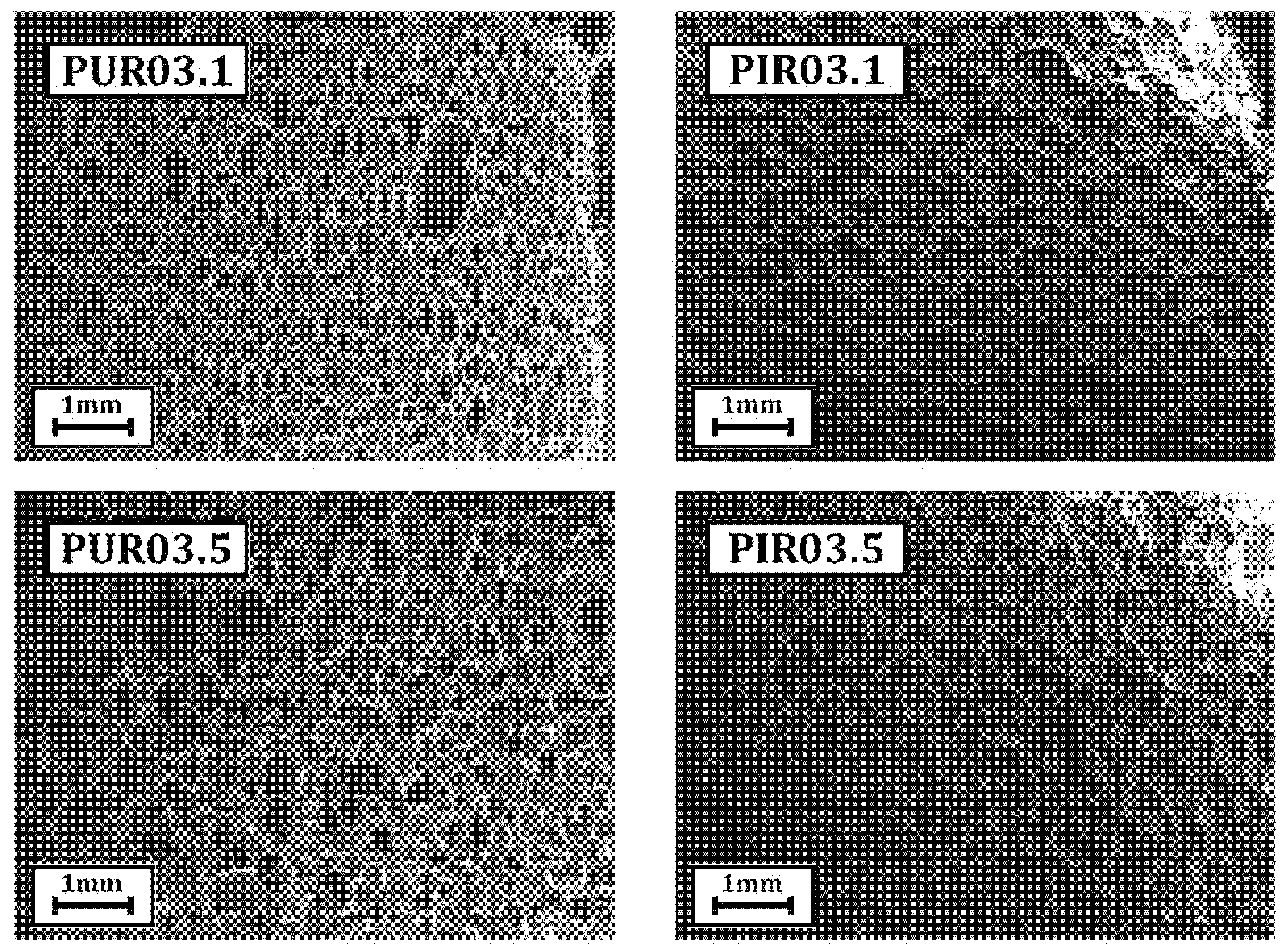
2.2.5. Structure of New Polyurethane Materials
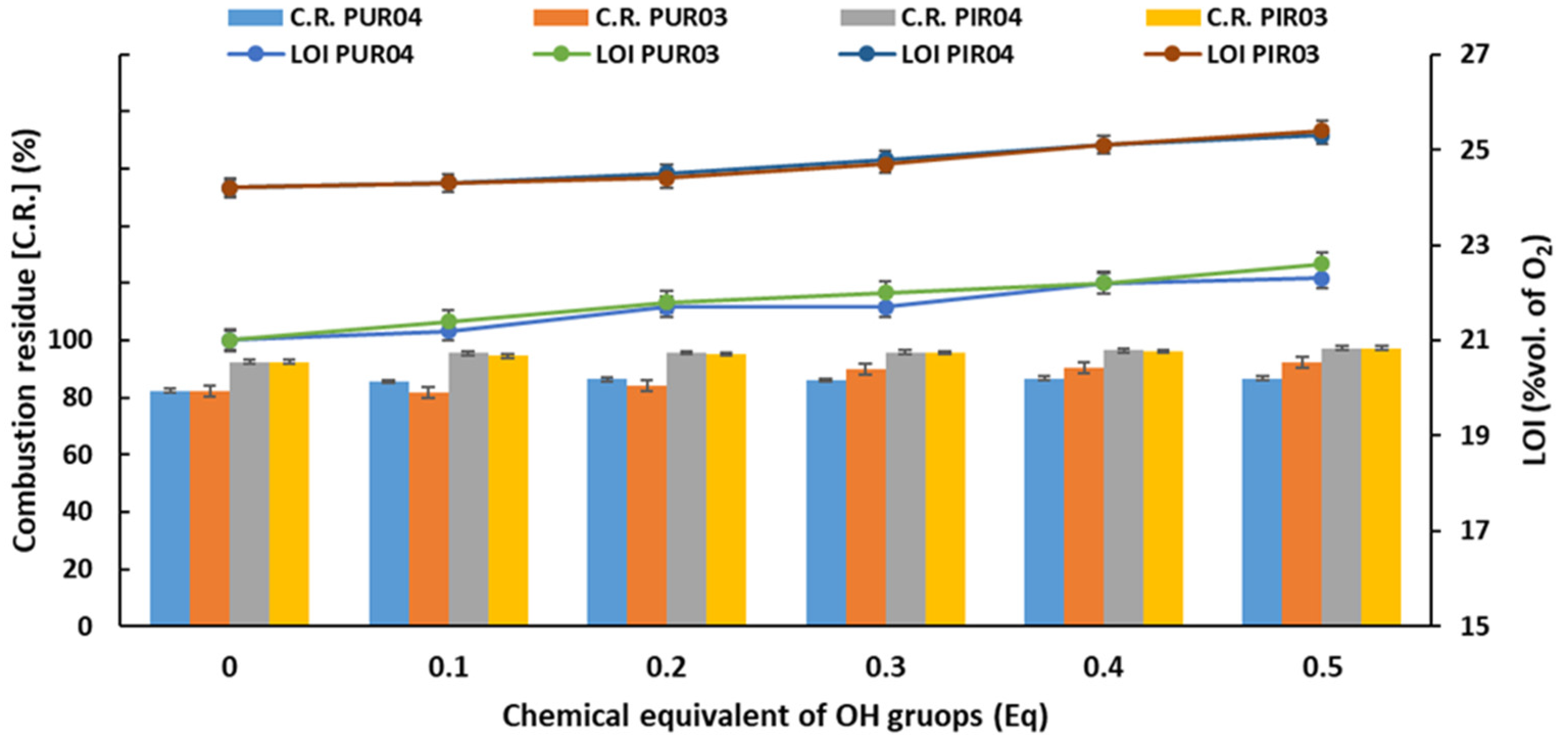
2.2.6. Flammability Tests
3. Materials and Methods
3.1. Raw Materials
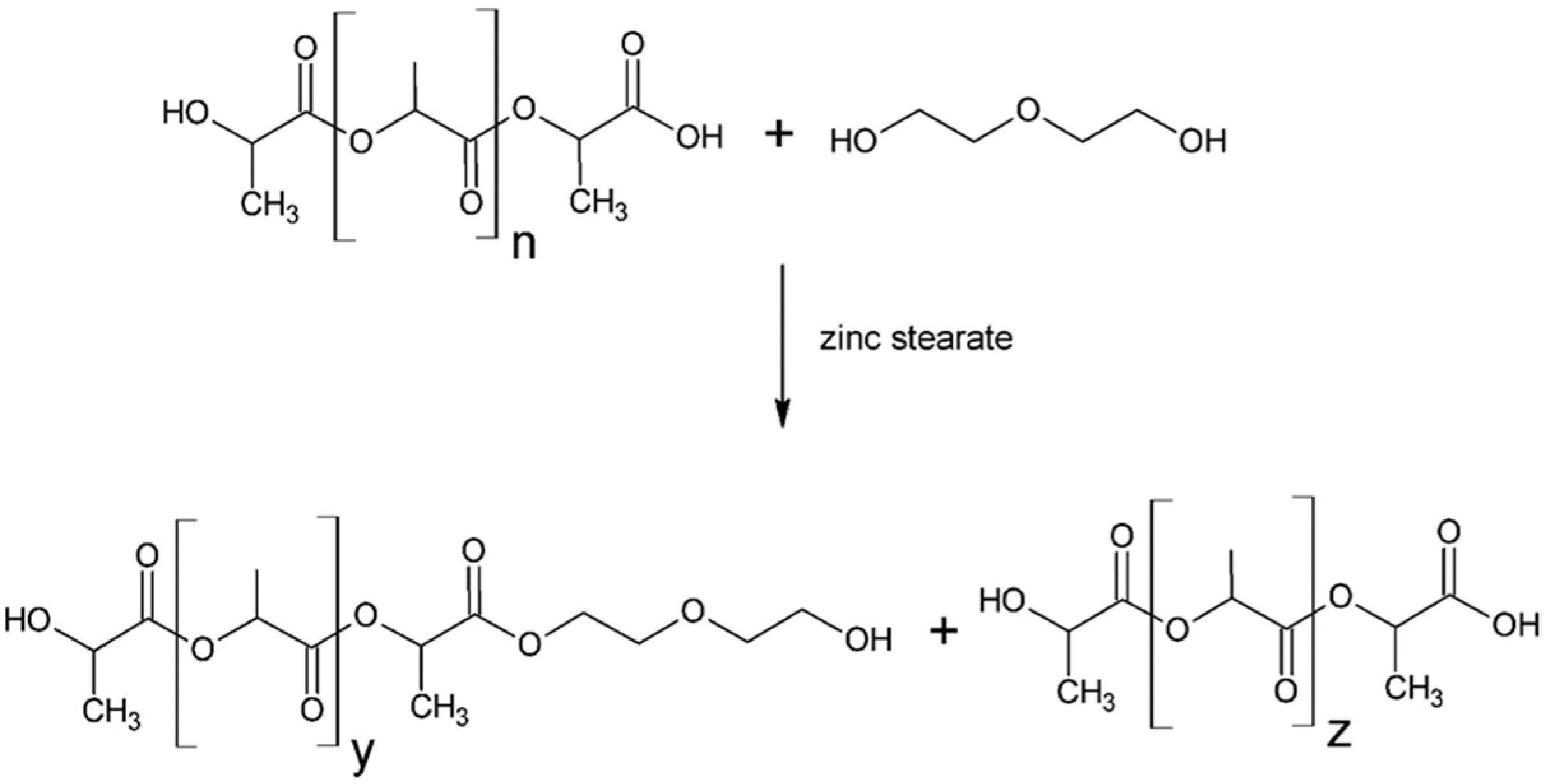
3.2. Synthesis of New Eco-Polyols
3.3. Examining the Properties of Eco-Polyols
3.3.1. Physicochemical and Analytical Tests
3.3.2. Spectroscopy Tests
3.3.3. Susceptibility to Biodegradation in Soil Environment
3.4. Preparation of RPU and RPU/PIR Foams
3.5. Selected Properties of RPU and RPU/PIR Foams
3.5.1. Foaming Process
3.5.2. Physicomechanical Properties of New Polyurethane Materials
3.5.3. Aging Resistance Properties
3.5.4. Thermal Insulation Properties
3.5.5. Structure of New Polyurethane Materials
3.5.6. Flammability Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ionescu, M. Polyols for Polyurethanes: Chemistry and Technology, 3rd ed.; De Gruyter: Berlin, Germany, 2019. [Google Scholar] [CrossRef]
- Plastic—The Facts 2020. Available online: https://www.plasticseurope.org/application/files/5716/0752/4286/AF_Plastics_the_facts-WEB-2020-ING_FINAL.pdf (accessed on 12 August 2021).
- Austin, A. The global PU industry 2013/2014 review and forecast. PU Mag. Int. 2014, 11, 25–31. [Google Scholar]
- Ionescu, M. Chemistry and Technology of Polyols for Polyurethanes; Rapra Technology Limited: London, UK, 2015. [Google Scholar]
- Akindoyo, J.O.; Beg, M.; Ghazali, S.; Islam, M.R.; Jeyaratnam, N.; Yuvaraj, A.R. Polyurethane types, synthesis and applications—A review. RSC Adv. 2016, 6, 114453–114482. [Google Scholar] [CrossRef] [Green Version]
- Kausar, A. Polyurethane composite foams in high-performance applications: A review. Polym. Plast. Technol. 2018, 57, 346–369. [Google Scholar] [CrossRef]
- Prociak, A. High-Tech Polyurethane Insulation Materials; Wydawnictwo Politechniki Krakowskiej: Kraków, Poland, 2008. [Google Scholar]
- Peacock, R. The Global Polyurethane Industry 2005–2012: Future Prospects in an Uncertain World. In Proceedings of the International Conference UTECH’2009, Maastricht, The Netherlands, 31 March–2 April 2009. [Google Scholar]
- Prociak, A.; Rokicki, G.; Ryszkowska, J. Polyurethane Materials; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2014. (In Polish) [Google Scholar]
- Lubczak, J.; Łukasiewicz, B. Oligoetherols and polyurethane foams with azacyclic and boron. Chemik 2013, 67, 275–288. [Google Scholar]
- Czupryński, B. Issues from Chemistry and Technology of Polyurethanes; Wydawnictwo Akademii Bydgoskiej: Bydgoszcz, Poland, 2004. (In Polish) [Google Scholar]
- Walczyk, W.; Żabski, L. Fire retardancy of polyurethane foams. Polimery 1982, 27, 4. [Google Scholar] [CrossRef]
- Zion Market Research. Polyols Market. Available online: https://www.zionmarketresearch.com/news/polyols-market (accessed on 7 June 2021).
- Research and Market, 2019. Polyols Market Size, Share & Trends Analysis Report 2014–2018 & 2025 by Product (Polyether, Polyester) & Application (Flexible Foam, Rigid Foam, Coatings, Adhesives & Sealants) And Segment Forecasts, 2018–2025. Available online: https://apnews.com/1b6019ca04994fc38f39be8ee7c78347 (accessed on 8 June 2021).
- Paciorek-Sadowska, J. Research on the Influence of Boric Acid and N, N- (Dihydroxymethyl) Urea Derivatives on the Properties of Rigid Polyurethane-Polyisocyanurate Foams; WU UKW: Bydgoszcz, Poland, 2011. (In Polish) [Google Scholar]
- Randall, D.; Lee, S. The Polyurethanes Book, 1st ed.; John Wiley & Sons Ltd.: New York, NY, USA, 2003. [Google Scholar]
- Plastics Europe Website. Available online: https://www.plasticseurope:application/files/9715/7129/9584/FINAL_web_version_Plastics_the_facts2019_14102019.pdf (accessed on 9 June 2021).
- European Union. Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on Waste and Repealing Certain Directives (Text with EEA Relevance); European Union: Brussels, Belgium, 2008. [Google Scholar]
- Czop, M. Complex management of plastic waste from the stream of municipal waste. In Current Issues in Environmental Engineering; Barbusiński, K., Ed.; The Silesian Technical University: Gliwice, Poland, 2015. [Google Scholar]
- Ferronato, N.; Torretta, V. Waste Mismanagement in Developing Countries: A Review of Global Issues. Int. J. Environ. Res. Public Health 2019, 16, 1060. [Google Scholar] [CrossRef] [Green Version]
- Paciorek-Sadowska, J.; Borowicz, M.; Isbrandt, M. New poly(lactide-urethane-isocyanurate) foams based on bio-polylactide waste. Polymers 2019, 11, 481. [Google Scholar] [CrossRef] [Green Version]
- Borowicz, M.; Paciorek-Sadowska, J.; Isbrandt, M.; Grzybowski, Ł.; Czupryński, B. Glycerolysis of Poly(lactic acid) as a Way to Extend the “Life Cycle” of This Material. Polymers 2019, 11, 1963. [Google Scholar] [CrossRef] [Green Version]
- Gaidukova, G.; Ivdre, A.; Fridrihsone, A.; Verovkins, A.; Cabulis, U.; Gaidukovs, S. Polyurethane rigid foams obtained from polyols containing bio-basedand recycled components and functional additives. Ind. Crop. Prod. 2017, 102, 133–143. [Google Scholar] [CrossRef]
- Barczewski, M.; Matykiewicz, D.; Krygier, A.; Andrzejewski, J.; Skórczewska, K. Characterization of poly(lactic acid) biocomposites filled with chestnut shell waste. J. Mater. Cycles Waste Manag. 2018, 20, 914–924. [Google Scholar] [CrossRef]
- Kale, G.; Auras, R.; Singh, S.P.; Narayan, R. Biodegradability of polylactide bottles in real and simulated composting conditions. Polym. Test. 2007, 26, 1049–1061. [Google Scholar] [CrossRef]
- WWF. Living Planet Report 2016: Risk and Resilience in a New Era. Available online: https://awsassets.panda.org/downloads/lpr_2016_full_report_low_res.pdf (accessed on 5 June 2021).
- Jastrzębska, E. Circular economy—A new idea or the old approach? Good practices of socially responsible companies. Wydaw. Uniwersytetu. Ekon. We Wrocławiu 2017, 491, 220–234. [Google Scholar] [CrossRef] [Green Version]
- Waste Information. 2020. Available online: http://ec.europa.eu/environment/waste/target_review.html (accessed on 31 June 2021).
- European Parliament. Communication from the Commission to the European Parliament, The Council, The Eureopean Economic and Social Committee and the Committee of the Regions, 2015.Closing the Loop—An EU Action Plan for the Circular Economy, COM(2015) 614 Final; European Parliament: Brussels, Belgium, 2015. [Google Scholar]
- Leibfarth, F.A.; Moreno, N.; Hawker, A.P.; Shand, J.D. Transforming polylactide into value-added materials. J. Polym. Sci. Pol. Chem. 2012, 50, 4814–4822. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Czupryński, B.; Isbrandt, M. Effect of evening primrose oil-based polyol on the properties of rigid polyurethane–polyisocyanurate foams for thermal insulation. Polymers 2018, 10, 1334. [Google Scholar] [CrossRef] [Green Version]
- Zieleniewska, M.; Leszczyński, M.K.; Kurańska, M.; Prociak, A.; Szczepkowski, L.; Krzyżowska, M.; Ryszkowska, J. Preparation and characterisation of rigid polyurethane foams using a rapeseed oil-based polyol. Ind. Crop. Prod. 2015, 74, 887–897. [Google Scholar] [CrossRef]
- de Haro, J.C.; Rodríguez, J.F.; Pérez, Á.; Carmona, M. Incorporation of azide groups into bio-polyols. J. Clean. Prod. 2016, 138, 77–82. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Czupryński, B.; Tomaszewska, E.; Liszkowska, J. Oenothera biennis seed oil as an alternative raw material for production of bio-polyol for rigid polyurethane-polyisocyanurate foams. Ind. Crop. Prod. 2018, 126, 208–217. [Google Scholar] [CrossRef]
- Członka, S.; Sienkiewicz, N.; Strąkowska, A.; Strzelec, K. Keratin feathers as a filler for rigid polyurethane foams on the basis of soybean oil polyol. Polym. Test. 2018, 72, 32–45. [Google Scholar] [CrossRef]
- Patel, M.R.; Patel, J.V.; Sinha, V.K. Polymeric precursors from PET waste and their application in polyurethane coatings. Polym. Deg. Stab. 2005, 90, 111–115. [Google Scholar] [CrossRef]
- Fornasieri, M.; Alves, J.W.; Muniz, E.C.; Ruvolo-Filho, A.; Otaguro, H.; Rubira, A.F.; de Carvalho, G.M. Synthesis and characterization of polyurethane composites of wood waste and polyols from chemically recycled PET. Compos. Part A Appl. Sci. Manuf. 2011, 42, 189–195. [Google Scholar] [CrossRef] [Green Version]
- de Mello, D.; Pezzin, S.H.; Amico, S.C. The effect of post-consumer PET particles on the performance of flexible polyurethane foams. Polym. Test. 2009, 28, 702–708. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Isbrandt, M.; Czupryński, B.; Apiecionek, Ł. The use of waste from the production of rapeseed oil for obtaining of new polyurethane composites. Polymers 2019, 11, 1431. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barczewski, M.; Kurańska, M.; Sałasińska, K.; Michałowski, S.; Prociak, A.; Uram, K.; Lewandowski, K. Rigid polyurethane foams modified with thermoset polyester-glass fiber composite waste. Polym. Test. 2020, 81, 106190. [Google Scholar] [CrossRef]
- Członka, S.; Bertino, M.F.; Strzelec, K.; Strąkowska, A.; Masłowski, M. Rigid polyurethane foams reinforced with solid waste generated in leather industry. Polym. Test. 2018, 69, 225–237. [Google Scholar] [CrossRef]
- Ahmed, J.; Varshney, S.K. Polylactides—Chemistry, properties and green packaging technology: A review. Int. J. Food Prop. 2011, 14, 37–58. [Google Scholar] [CrossRef]
- Polylactic Acid Properties, Production, Price, Market and Uses. Available online: https://www.plasticsinsight.com/resin-intelligence/resin-prices/polylactic-acid/ (accessed on 6 July 2021).
- Perepelkin, K.E. Polylactide fibres: Fabrication, properties, use, prospects. A review. Fibre Chem. 2002, 34, 85–100. [Google Scholar] [CrossRef]
- Barrett, A. The Density of PLA Filament. Bioplastics News. 17 September 2019. Available online: https://bioplasticsnews.com/2019/09/17/the-density-of-pla-filament/ (accessed on 8 July 2021).
- Król, P.; Żmihorska-Godfryd, A. Studies on synthesis of oligomeric urethane prepolymers as intermediates to make linear polyurethanes. Polimery 2000, 45, 775–785. [Google Scholar] [CrossRef]
- Prociak, A.; Szczepkowski, L.; Ryszkowska, J.; Kurańska, M.; Auguścik, M.; Malewska, E.; Gloc, M.; Michałowski, S. Influence of chemical structure of petrochemical polyol on properties of bio-polyurethane foams. J. Polym. Environ. 2019, 27, 2360–2368. [Google Scholar] [CrossRef] [Green Version]
- Dubey, S.P.; Abhyankar, H.A.; Marchante, V.; Brighton, J.L.; Blackburn, K. Chronological review of the catalytic progress of polylactic acid formation through ring opening polymerization. Int. Res. J. Pure Appl. Chem. 2016, 12, 1–20. [Google Scholar] [CrossRef] [Green Version]
- International Organization for Standardization. Plastics—Determination of the Ultimate Aerobic Biodegradability of Plastic Materials in Soil by Measuring the Oxygen Demand in a Respirometer or the Amount of Carbon Dioxide Evolved; ISO Standard 17556; International Organization for Standardization: Geneva, Switzerland, 2019. [Google Scholar]
- Datta, J. Effect of glycols used as glycolysis agents on chemical structure and thermal stability of the produced glycolysates. J. Therm. Anal. Calorim. 2012, 109, 517–520. [Google Scholar] [CrossRef] [Green Version]
- Datta, J.; Kopczyńska, P.; Simón, D.; Rodríguez, J.F. Thermo-chemical decomposition study of polyurethane elastomer through glycerolysis route with using crude and refined glycerine as a transesterification agent. J. Polym. Environ. 2018, 26, 166–174. [Google Scholar] [CrossRef] [Green Version]
- Dutta, A.S. Chapter 2—Polyurethane Foam Chemistry. In Recycling of Polyurethane Foams, Plastics Design Library; Thomas, S., Rane, V.A., Kanny, K., Abitha, V.K., Thomas, M.G., Eds.; William Andrew: Oxford, UK, 2018. [Google Scholar] [CrossRef]
- SDBS—Spectral Database for Organic Compounds. Available online: https://sdbs.db.aist.go.jp/sdbs/cgi-bin/direct_frame_top.cgi (accessed on 9 July 2021).
- SDBS—Spectral Database for Organic Compounds. FTIR Spectrum of Lactic Acid. Available online: https://sdbs.db.aist.go.jp/sdbs/cgi-bin/IMG.cgi?imgdir=ir&fname=NIDA20634&sdbsno=12682 (accessed on 9 July 2021).
- SDBS—Spectral Database for Organic Compounds. FTIR Spectrum of Lactide. Available online: https://sdbs.db.aist.go.jp/sdbs/cgi-bin/IMG.cgi?imgdir=ir&fname=NIDA9314&sdbsno=5501 (accessed on 9 July 2021).
- SDBS—Spectral Database for Organic Compounds. FTIR Spectrum of Diethylene Glycol. Available online: https://sdbs.db.aist.go.jp/sdbs/cgi-bin/IMG.cgi?imgdir=ir&fname=NIDA60823&sdbsno=123 (accessed on 9 July 2021).
- Pourfarzad, A.; Ahmadian, Z.; Habibi-Najafi, M.B. Interactions Between Polyols and Wheat Biopolymers in a Bread Model System Fortified with Inulin: A Fourier Transform Infrared Study. Heliyon 2018, 4, e01017. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- SDBS—Spectral Database for Organic Compounds. 1H NMR Spectrum of Lactic Acid. Available online: https://sdbs.db.aist.go.jp/sdbs/cgi-bin/img_disp.cgi?disptype=disp3&imgdir=hpm&fname=HR201002140NS&sdbsno=12682 (accessed on 9 July 2021).
- SDBS—Spectral Database for Organic Compounds. 1H NMR Spectrum of Lactide. Available online: https://sdbs.db.aist.go.jp/sdbs/cgi-bin/img_disp.cgi?disptype=disp3&imgdir=hpm&fname=HPM00354&sdbsno=5501 (accessed on 9 July 2021).
- SDBS—Spectral Database for Organic Compounds. 1H NMR Spectrum of Diethylene Glycol. Available online: https://sdbs.db.aist.go.jp/sdbs/cgi-bin/img_disp.cgi?disptype=disp3&imgdir=hsp&fname=HSP40503&sdbsno=1236 (accessed on 9 July 2021).
- SDBS—Spectral Database for Organic Compounds. 13C NMR Spectrum of Lactic Acid. Available online: https://sdbs.db.aist.go.jp/sdbs/cgi-bin/img_disp.cgi?disptype=disp3&imgdir=cds&fname=CR201002140NS&sdbsno=12682 (accessed on 9 July 2021).
- SDBS—Spectral Database for Organic Compounds. 13C NMR Spectrum of Lactide. Available online: https://sdbs.db.aist.go.jp/sdbs/cgi-bin/img_disp.cgi?disptype=disp3&imgdir=cds&fname=CDS07522&sdbsno=5501 (accessed on 9 July 2021).
- SDBS—Spectral Database for Organic Compounds. 13C NMR Spectrum of Diethylene Glycol. Available online: https://sdbs.db.aist.go.jp/sdbs/cgi-bin/img_disp.cgi?disptype=disp3&imgdir=cds&fname=CDS00155&sdbsno=1236 (accessed on 9 July 2021).
- Tokiwa, Y.; Calabia, B.P. Biodegradability and biodegradation of poly(lactide). Appl. Microbiol. Biotechnol. 2006, 72, 244–251. [Google Scholar] [CrossRef]
- Pattanasuttichonlakul, W.; Sombatsompop, N.; Prapagdee, B. Accelerating biodegradation of PLA using microbial consortium from dairy wastewater sludge combined with PLA-degrading bacterium. Int. Bioter. Biodegr. 2018, 132, 74–83. [Google Scholar] [CrossRef]
- Borowicz, M. Synthesis and Application of New Bio-Polyols Based on Vegetable Raw Materials for the Production of Bio-Composites in the Form of Rigid Polyurethane-Polyisocyanurate Foams. Ph.D. Thesis, West Pomeranian University of Technology, Szczecin, Poland, 2019. [Google Scholar]
- Alzner, B.G.; Frisch, K.C. Effect of Catalysts on Urethane Foam Properties. Ind. Eng. Chem. 1959, 51, 715–716. [Google Scholar] [CrossRef]
- Silva, A.L.; Bordado, J.C. Recent developments in polyurethane catalysis: Catalytic mechanisms review. Catal. Rev. Sci. Eng. 2008, 46, 31–51. [Google Scholar] [CrossRef]
- Chevali, V.; Kandare, E. Chapter 13—Rigid biofoam composites as eco-efficient construction materials. In Biopolymers and Biotech Admixtures for Eco-Efficient Construction Materials; Pacheco-Torgal, F., Ivanov, V., Karak, N., Jonkers, H., Eds.; Woodhead Publishing: Sawston, UK, 2016. [Google Scholar]
- Kurańska, M.; Prociak, A.; Michałowski, S.; Zawadzińska, K. The influence of blowing agents type on foaming process and properties of rigid polyurethane foams. Polimery 2018, 10, 672–677. [Google Scholar] [CrossRef]
- Luo, X.; Li, Y. Synthesis and characterization of polyols and polyurethane foams from PET waste and crude glycerol. J. Polym. Environ. 2014, 22, 318–328. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Czupryński, B.; Tomaszewska, E.; Liszkowska, J. New bio-polyol based on white mustard seed oil for rigid PUR-PIR foams. Pol. J. Chem. Technol. 2018, 20, 24–31. [Google Scholar] [CrossRef] [Green Version]
- Paciorek-Sadowska, J.; Czupryński, B.; Liszkowska, J. Glycolysis of rigid polyurethane–polyisocyanurate foams with reduced flammability. J. Elastom. Plast. 2016, 48, 340–353. [Google Scholar] [CrossRef]
- Radziszewska-Zielina, E. Comparative analysis of parameters of thermal insulation materials using as an external insulation of wall. Przegląd Bud. 2009, 4, 32–37. [Google Scholar]
- Paciorek-Sadowska, J. Chemical recycling of rigid PUR-PIR foams with boronitrile flame retardant. Inżynieria i Apar. Chememiczna 2010, 49, 93–94. (In Polish) [Google Scholar]
- Borowicz, M.; Paciorek-Sadowska, J.; Lubczak, J.; Czupryński, B. Biodegradable, Flame-Retardant, and Bio-Based Rigid Polyurethane/Polyisocyanurate Foams for Thermal Insulation Application. Polymers 2019, 11, 1816. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liszkowska, L. Properties of Rigid PUR-PIR Foams Obtained with the Use of Condensation Products of Citric Acid with Diols and Selected Glycolysates; Wydawnictwo UKW: Bydgoszcz, Poland, 2016. [Google Scholar]
- Chmiel, E.; Lubczak, J. Synthesis of oligoetherols from mixtures of melamine and boric acid and polyurethane foams formed from these oligoetherols. Polym. Bull. 2019, 76, 2253–2275. [Google Scholar] [CrossRef]
- Lubczak, J.; Chmiel, E. Polyurethane foams with 1,3,5-triazine ring and silicon atoms. Macromol. Res. 2019, 27, 543–550. [Google Scholar] [CrossRef]
- Kim, S.H.; Lim, H.; Song, J.C.; Kim, B.K. Effect of blowing agent type in rigid polyurethane foam. J. Macromol. Sci. 2008, 45, 323–327. [Google Scholar] [CrossRef]
- Shalbafan, A.; Chaydarreh, K.C.; Welling, J. Effect of blowing agent concentration on rigid polyurethane foam and the properties of foam-core particleboard. Wood Mater. Sci. Eng. 2019. [Google Scholar] [CrossRef]
- Czupryński, B.; Liszkowska, J.; Paciorek-Sadowska, J. Glycolysis of rigid polyurethane-polyisocyanurate foams. Polimery 2010, 55, 314–319. [Google Scholar] [CrossRef]
- Kurańska, M.; Prociak, A.; Cabulis, U.; Kirpluks, M.; Ryszkowska, J.; Auguścik, M. Innovative porous polyurethane-polyisocyanurate foams based on rapeseed oil and modified with expandable graphite. Ind. Crop. Prod. 2017, 95, 316–323. [Google Scholar] [CrossRef]
- Niyogi, D.; Kumar, R.; Gandhi, K.S. Water blown free rise polyurethane foams. Polym. Eng. Sci. 1999, 39, 199–209. [Google Scholar] [CrossRef]
- Kurańska, M.; Cabulis, U.; Auguścik, M.; Prociak, A.; Ryszkowska, J.; Kirpluks, M. Bio-based polyurethane-polyisocyanurate composites with an intumescent flame retardant. Polym. Deg. Stab. 2016, 127, 11–19. [Google Scholar] [CrossRef]
- Paciorek-Sadowska, J.; Borowicz, M.; Czupryński, B.; Liszkowska, J.; Tomaszewska, E. Method for Obtaining Polyol Raw Material Based on the Waste Polylactide. Polish Patent Application PL 424629, 22 February 2018. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | PLA0.4DEG | PLA0.3DEG |
|---|---|---|
| Color (-) | black | black |
| Smell (-) | odorless | odorless |
| Density (g/cm3) | 1.24 ± 0.01 | 1.24 ± 0.02 |
| Viscosity (mPa·s) | 2459 ± 96 | 8681 ± 342 |
| pH (-) | 6.6 ± 0.1 | 6.6 ± 0.1 |
| Parameter | PLA0.4DEG | PLA0.3DEG |
|---|---|---|
| HV (mg KOH/g) | 261.64 ± 3.25 | 209.87 ± 2.87 |
| AV (mg KOH/g) | 1.93 ± 0.12 | 2.05 ± 0.14 |
| %H2O (%wt.) | 0.10 ± 0.01 | 0.25 ± 0.01 |
| Element | Carbon (%) | Hydrogen (%) | Oxygen (%) |
|---|---|---|---|
| PLA0.4DEG | 41.47 ± 0.13 | 7.94 ± 0.15 | 50.59 ± 0.18 |
| PLA0.3DEG | 41.15 ± 0.11 | 7.70 ± 0.08 | 51.15 ± 0.15 |
| Parameter | Mn (g/mol) | Mw (g/mol) | D (-) | f (-) |
|---|---|---|---|---|
| PLA0.4DEG | 341 | 401 | 1.18 | 1.59 |
| PLA0.3DEG | 414 | 529 | 1.27 | 1.55 |
| Parameter | BOD28 (mg/L) | TOD (mg/L) | Dt (%) |
|---|---|---|---|
| PLA0.4DEG | 154.5 | 26.41 | 100 * |
| PLA0.3DEG | 159.5 | 25.45 | 100 * |
| Sample | Cream Time(s) | String Gel Time (s) | Tack Free Time (s) | Free Rise Time (s) |
|---|---|---|---|---|
| Ref. PUR | 17 ± 1 | 54 ± 1 | 84 ± 1 | 75 ± 1 |
| PUR04.1 | 17 ± 1 | 56 ± 1 | 85 ± 1 | 77 ± 1 |
| PUR04.2 | 17 ± 1 | 60 ± 1 | 85 ± 1 | 78 ± 1 |
| PUR04.3 | 18 ± 1 | 72 ± 1 | 96 ± 1 | 89 ± 1 |
| PUR04.4 | 21 ± 1 | 102 ± 1 | 123 ± 2 | 115 ± 1 |
| PUR04.5 | 22 ± 1 | 115 ± 2 | 156 ± 2 | 134 ± 2 |
| PUR03.1 | 18 ± 1 | 102 ± 2 | 155 ± 2 | 119 ± 1 |
| PUR03.2 | 19 ± 1 | 125 ± 2 | 175 ± 2 | 142 ± 2 |
| PUR03.3 | 20 ± 1 | 139 ± 2 | 199 ± 2 | 162 ± 2 |
| PUR03.4 | 23 ± 1 | 275 ± 2 | 457 ± 5 | 296 ± 2 |
| PUR03.5 | 24 ± 1 | 326 ± 2 | 560 ± 6 | 372 ± 3 |
| Sample | Cell Size (μm) | Thickness of Cell Wall (μm) | Content of Cells per Area Unit (cells/mm2) |
|---|---|---|---|
| Ref. PUR | 332 ± 41 | 14 ± 3 | 11 ± 3 |
| PUR04.1 | 344 ± 51 | 14 ± 3 | 9 ± 3 |
| PUR04.5 | 517 ± 102 | 19 ± 3 | 6 ± 3 |
| PUR03.1 | 339 ± 62 | 14 ± 3 | 11 ± 2 |
| PUR03.5 | 441 ± 73 | 17 ± 2 | 7 ± 2 |
| Ref. PIR | 391 ± 52 | 15 ± 3 | 8 ± 3 |
| PIR04.1 | 373 ± 44 | 13 ± 3 | 10 ± 2 |
| PIR04.5 | 296 ± 39 | 13 ± 3 | 12 ± 2 |
| PIR03.1 | 356 ± 34 | 14 ± 2 | 10 ± 3 |
| PIR03.5 | 304 ± 43 | 12 ± 3 | 12 ± 2 |
| Sample | Rokopol RF-551 (EqOH) (g) | PLA0.4DEG (EqOH) (g) | Tegostab 8460 (g) | 33% DABCO (g) | Antiblaze TMCP (g) | Distilled Water (g) | Purocyn B (EqNCO) (g) |
|---|---|---|---|---|---|---|---|
| Ref. PUR | 1.0 100.00 | 0.0 0.00 | 1.70 | 3.00 | 30.00 | 4.73 | 1.7 172.71 |
| PUR04.1 | 0.9 90.00 | 0.1 16.08 | 1.80 | 3.18 | 31.82 | 4.71 | 1.7 172.71 |
| PUR04.2 | 0.8 80.00 | 0.2 32.16 | 1.91 | 3.36 | 33.65 | 4.69 | 1.7 172.71 |
| PUR04.3 | 0.7 70.00 | 0.3 48.24 | 2.01 | 3.55 | 35.47 | 4.68 | 1.7 172.71 |
| PUR04.4 | 0.6 60.00 | 0.4 64.33 | 2.11 | 3.73 | 37.30 | 4.66 | 1.7 172.71 |
| PUR04.5 | 0.5 50.00 | 0.5 80.41 | 2.22 | 3.91 | 39.12 | 4.64 | 1.7 172.71 |
| Sample | Rokopol RF-551 (EqOH) (g) | PLA0.4DEG (EqOH) (g) | Tegostab 8460 (g) | 33% DABCO (g) | 33% Potassium Acetate (g) | Antiblaze TMCP (g) | Distilled Water (g) | Purocyn B (EqNCO) (g) |
|---|---|---|---|---|---|---|---|---|
| Ref. PIR | 1.0 66.80 | 0.0 0.00 | 5.40 | 3.17 | 7.93 | 53.96 | 3.17 | 3.7 250.60 |
| PIR04.1 | 0.9 60.12 | 0.1 10.72 | 5.46 | 3.21 | 8.04 | 54.64 | 3.16 | 3.7 250.60 |
| PIR04.2 | 0.8 53.44 | 0.2 21.44 | 5.53 | 3.25 | 8.14 | 55.33 | 3.15 | 3.7 250.60 |
| PIR04.3 | 0.7 46.76 | 0.3 32.16 | 5.60 | 3.30 | 8.24 | 56.02 | 3.14 | 3.7 250.60 |
| PIR04.4 | 0.6 40.07 | 0.4 42.88 | 5.67 | 3.34 | 8.34 | 56.70 | 3.13 | 3.7 250.60 |
| PIR04.5 | 0.5 33.39 | 0.5 53.60 | 5.74 | 3.38 | 8.44 | 57.39 | 3.12 | 3.7 250.60 |
| Sample | Rokopol RF-551 (EqOH) (g) | PLA0.3DEG (EqOH) (g) | Tegostab 8460 (g) | 33% DABCO (g) | Antiblaze TMCP (g) | Distilled Water (g) | Purocyn B (EqNCO) (g) |
|---|---|---|---|---|---|---|---|
| Ref. PUR | 1.0 100.00 | 0.0 0.00 | 1.70 | 3.00 | 30.00 | 4.73 | 1.7 172.71 |
| PUR03.1 | 0.9 90.00 | 0.1 20.05 | 1.87 | 3.30 | 33.01 | 4.67 | 1.7 172.71 |
| PUR03.2 | 0.8 80.00 | 0.2 40.10 | 2.04 | 3.60 | 36.03 | 4.62 | 1.7 172.71 |
| PUR03.3 | 0.7 70.00 | 0.3 60.14 | 2.21 | 3.90 | 39.04 | 4.57 | 1.7 172.71 |
| PUR03.4 | 0.6 60.00 | 0.4 80.19 | 2.38 | 4.21 | 42.06 | 4.52 | 1.7 172.71 |
| PUR03.5 | 0.5 50.00 | 0.5 100.24 | 2.55 | 4.51 | 45.07 | 4.47 | 1.7 172.71 |
| Sample | Rokopol RF-551 (EqOH) (g) | PLA0.3DEG (EqOH) (g) | Tegostab 8460 (g) | 33% DABCO (g) | 33% Potassium Acetate (g) | Antiblaze TMCP (g) | Distilled Water (g) | Purocyn B (EqNCO) (g) |
|---|---|---|---|---|---|---|---|---|
| Ref. PIR | 1.0 66.80 | 0.0 0.00 | 5.40 | 3.17 | 7.93 | 53.96 | 3.17 | 3.7 250.60 |
| PIR03.1 | 0.9 60.12 | 0.1 13.37 | 5.51 | 3.24 | 8.10 | 55.09 | 3.14 | 3.7 250.60 |
| PIR03.2 | 0.8 53.44 | 0.2 26.73 | 5.62 | 3.31 | 8.27 | 56.23 | 3.10 | 3.7 250.60 |
| PIR03.3 | 0.7 46.76 | 0.3 40.10 | 5.74 | 3.37 | 8.44 | 57.37 | 3.07 | 3.7 250.60 |
| PIR03.4 | 0.6 40.07 | 0.4 53.46 | 5.85 | 3.44 | 8.60 | 58.50 | 3.04 | 3.7 250.60 |
| PIR03.5 | 0.5 33.39 | 0.5 66.83 | 5.96 | 3.51 | 8.77 | 59.64 | 3.00 | 3.7 250.60 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borowicz, M.; Isbrandt, M.; Paciorek-Sadowska, J. Effect of New Eco-Polyols Based on PLA Waste on the Basic Properties of Rigid Polyurethane and Polyurethane/Polyisocyanurate Foams. Int. J. Mol. Sci. 2021, 22, 8981. https://doi.org/10.3390/ijms22168981
Borowicz M, Isbrandt M, Paciorek-Sadowska J. Effect of New Eco-Polyols Based on PLA Waste on the Basic Properties of Rigid Polyurethane and Polyurethane/Polyisocyanurate Foams. International Journal of Molecular Sciences. 2021; 22(16):8981. https://doi.org/10.3390/ijms22168981
Chicago/Turabian StyleBorowicz, Marcin, Marek Isbrandt, and Joanna Paciorek-Sadowska. 2021. "Effect of New Eco-Polyols Based on PLA Waste on the Basic Properties of Rigid Polyurethane and Polyurethane/Polyisocyanurate Foams" International Journal of Molecular Sciences 22, no. 16: 8981. https://doi.org/10.3390/ijms22168981