
Recent Advances in the Biosynthesis of Polyhydroxyalkanoates from Lignocellulosic Feedstocks

 ,
,  , and
, and 
Abstract
:1. Introduction
2. Current Situation of Global Plastic
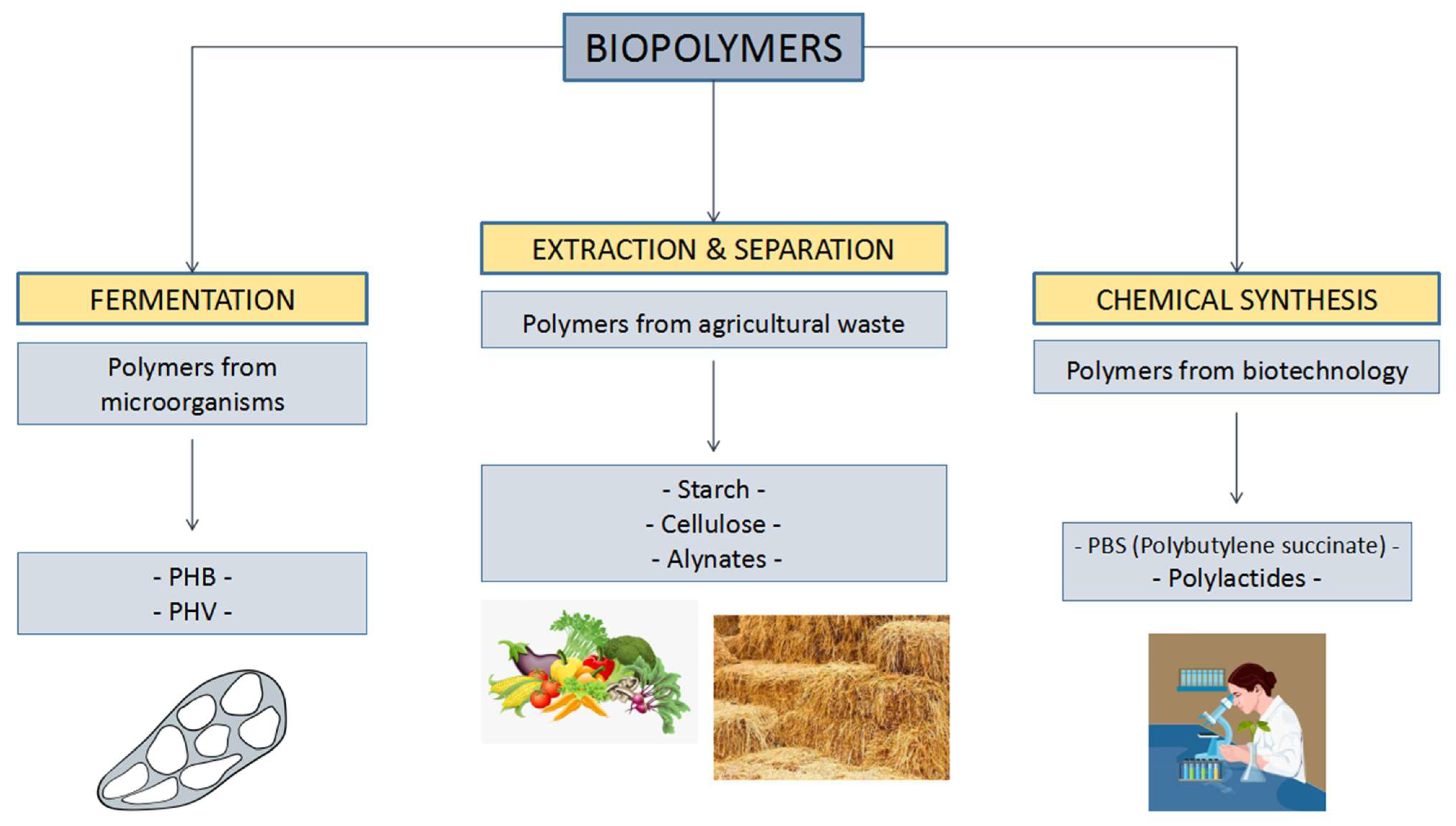
Bioplastics
3. Polyhydroxyalkanoate (PHA)
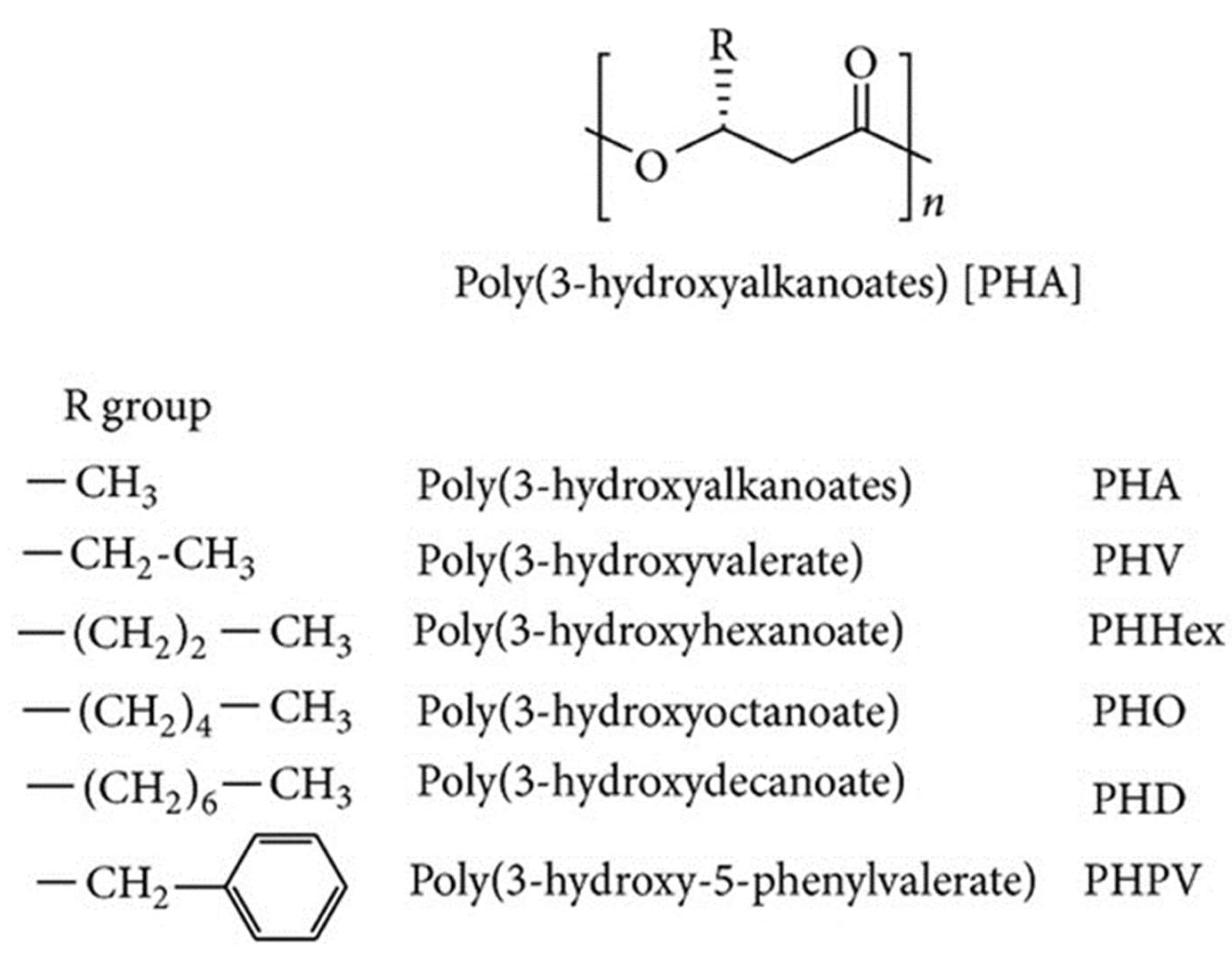
3.1. Structure and Classification of PHA
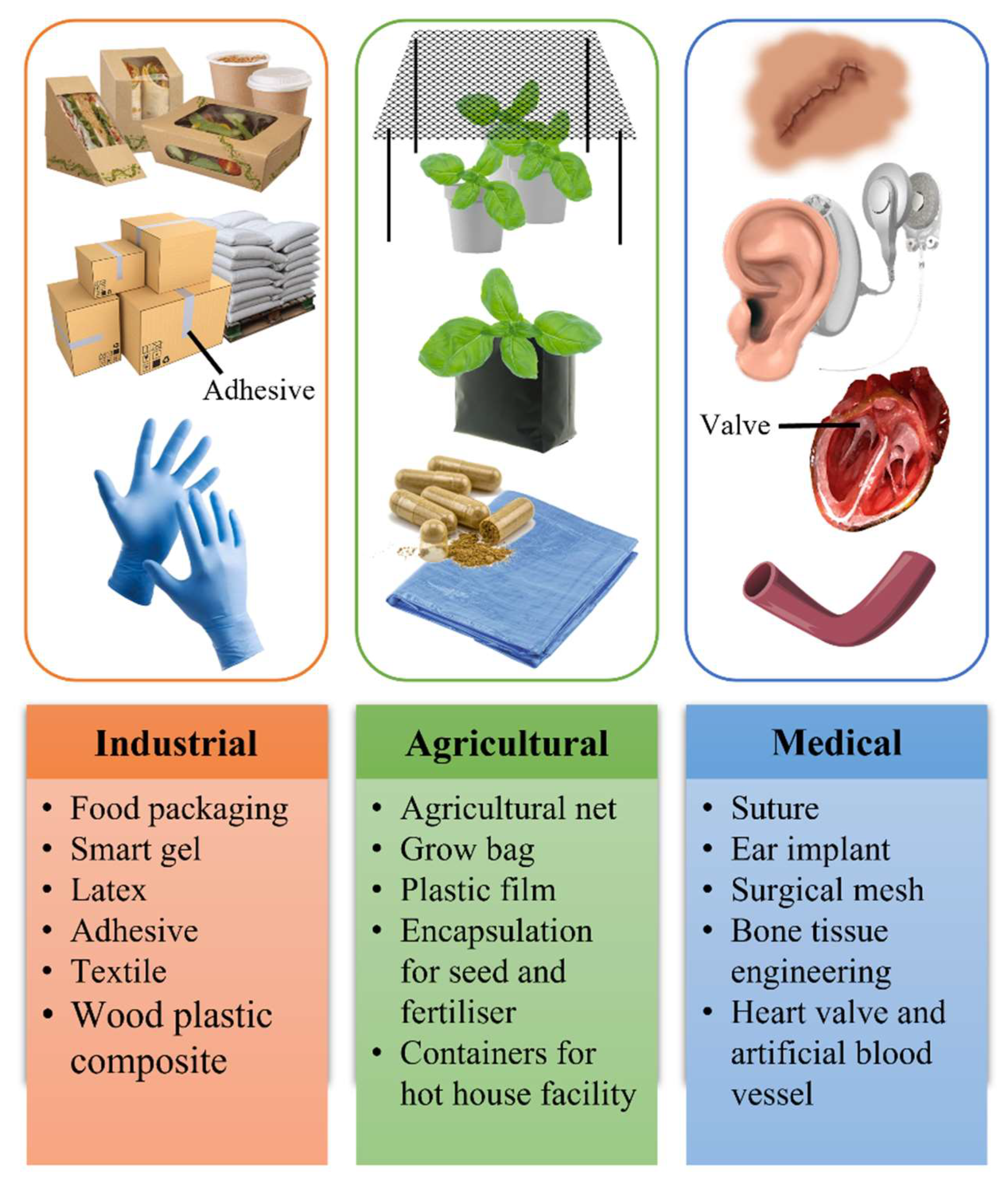
3.2. Properties and Application of PHA
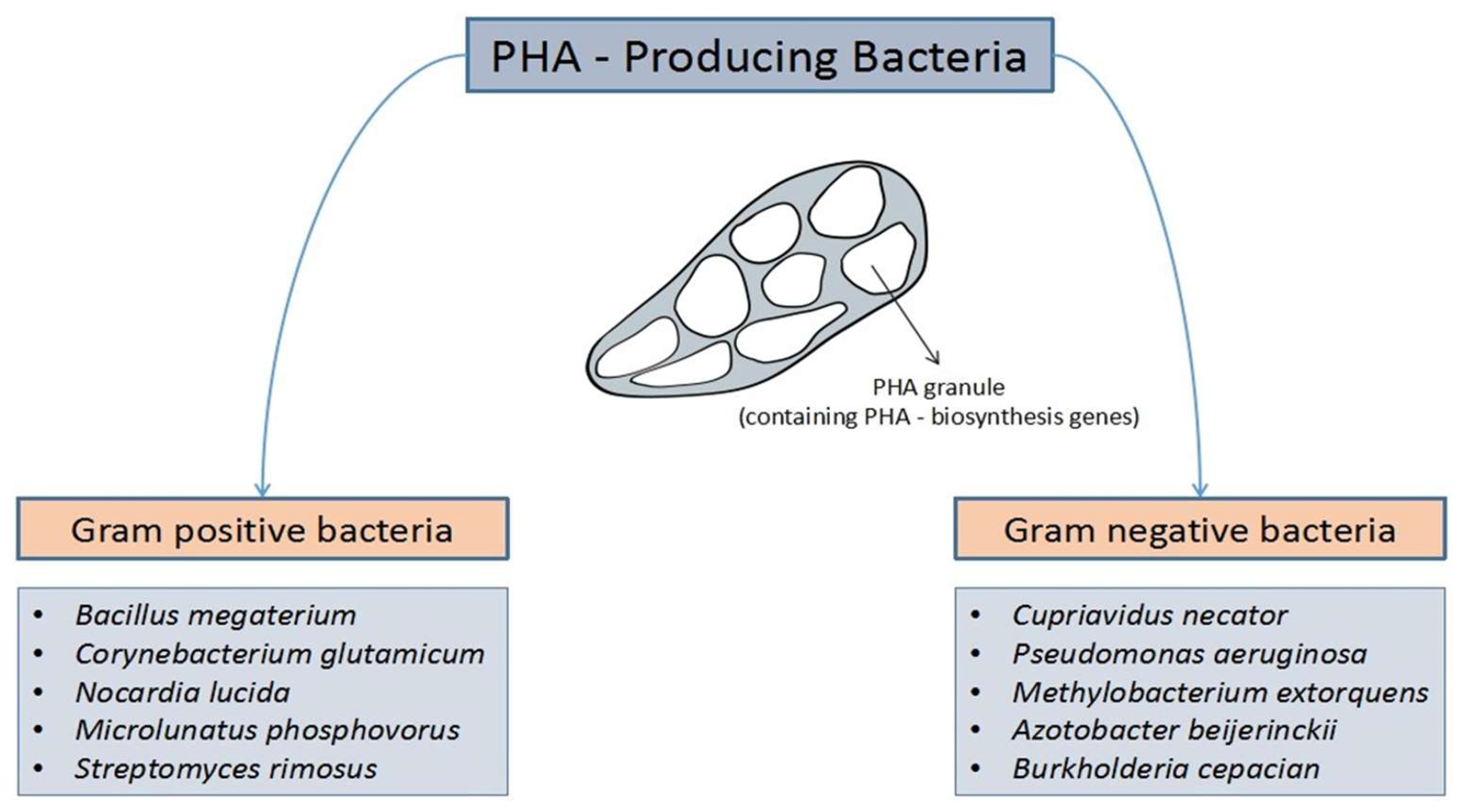
3.3. PHA-Producing Bacteria
4. Carbon Sources or Feedstocks for PHA Production
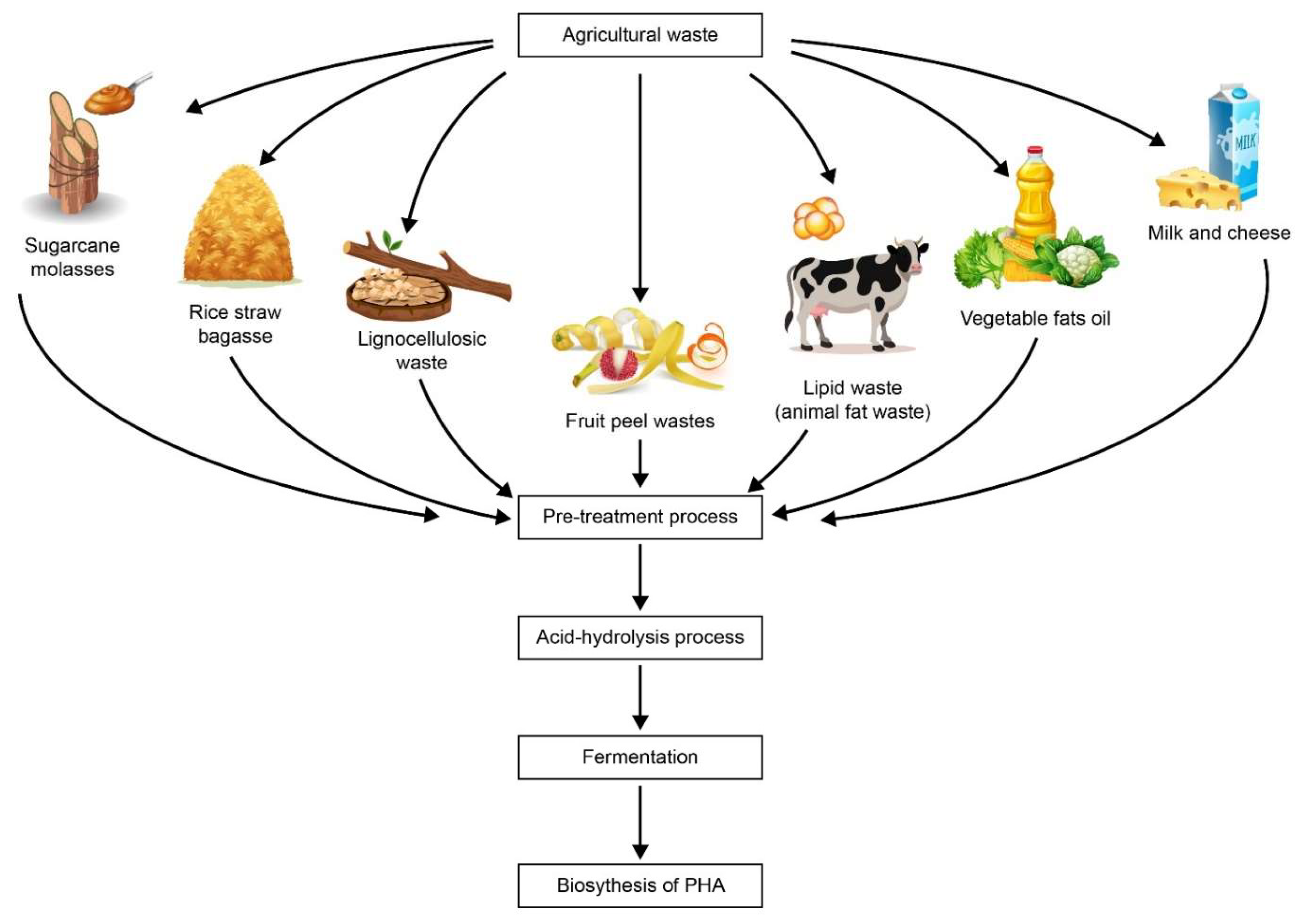
4.1. Waste Feedstocks
4.2. Lignocellulosic Feedstocks (LF)
4.3. LF for PHA Production
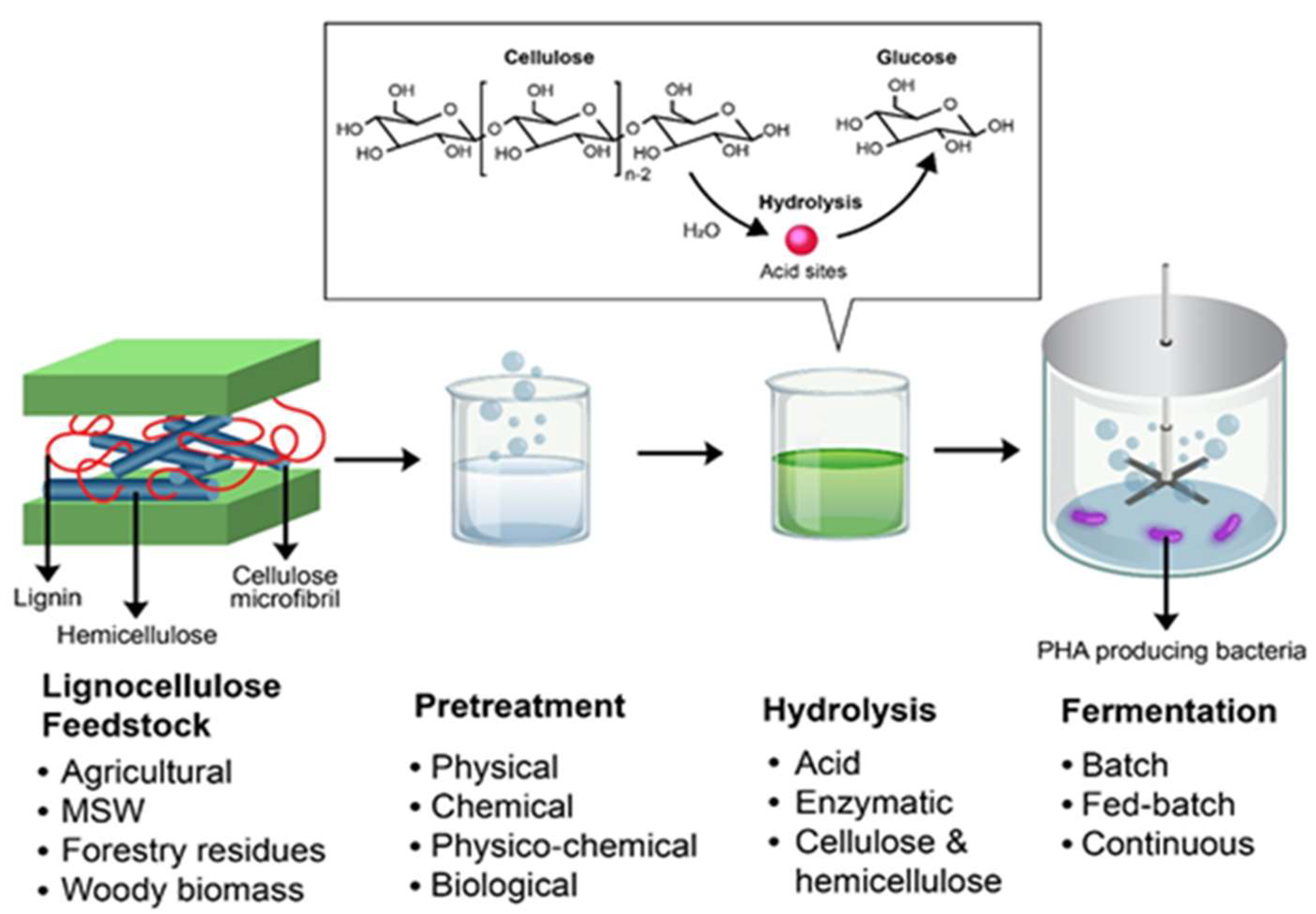
5. Conversion Processes of LF for PHA Production
5.1. Pretreatment
5.2. Hydrolysis
5.3. Bacterial Fermentaion of PHA
6. PHA in Commercial Scale
7. Challenges, Opportunities, and Way Forward
8. Conclusions and Recommendation
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Urtuvia, V.; Villegas, P.; González, M.; Seeger, M. Bacterial production of the biodegradable plastics polyhydroxyalkanoates. Int. J. Biol. Macromol. 2014, 70, 208–213. [Google Scholar] [CrossRef]
- Sirohi, R.; Prakash Pandey, J.; Kumar Gaur, V.; Gnansounou, E.; Sindhu, R. Critical overview of biomass feedstocks as sustainable substrates for the production of polyhydroxybutyrate (PHB). Bioresour. Technol. 2020, 311, 123536. [Google Scholar] [CrossRef] [PubMed]
- Yin, F.; Li, D.; Ma, X.; Li, J.; Qiu, Y. Poly(3-hydroxybutyrate-3-hydroxyvalerate) production from pretreated waste lignocellulosic hydrolysates and acetate co-substrate. Bioresour. Technol. 2020, 316, 123911. [Google Scholar] [CrossRef]
- Wijeyekoon, S.; Carere, C.R.; West, M.; Nath, S.; Gapes, D. Mixed culture polyhydroxyalkanoate (PHA) synthesis from nutrient rich wet oxidation liquors. Water Res. 2018, 140, 1–11. [Google Scholar] [CrossRef]
- Nitkiewicz, T.; Wojnarowska, M.; Sołtysik, M.; Kaczmarski, A.; Witko, T.; Ingrao, C.; Guzik, M. How sustainable are biopolymers? Findings from a life cycle assessment of polyhydroxyalkanoate production from rapeseed-oil derivatives. Sci. Total Environ. 2020, 749, 141279. [Google Scholar] [CrossRef]
- Meereboer, K.W.; Misra, M.; Mohanty, A.K. Review of recent advances in the biodegradability of polyhydroxyalkanoate (PHA) bioplastics and their composites. Green Chem. 2020, 22, 5519. [Google Scholar] [CrossRef]
- Yin, F.; Li, D.; Ma, X.; Zhang, C. Pretreatment of lignocellulosic feedstock to produce fermentable sugars for poly(3-hydroxybutyrate-co-3-hydroxyvalerate) production using activated sludge. Bioresour. Technol. 2019, 290, 121773. [Google Scholar] [CrossRef] [PubMed]
- Singh, A.K.; Srivastava, J.K.; Chandel, A.K.; Sharma, L.; Mallick, N.; Singh, S.P. Biomedical applications of microbially engineered polyhydroxyalkanoates: An insight into recent advances, bottlenecks, and solutions. Appl. Microbiol. Biotechnol. 2019, 103, 2007–2032. [Google Scholar] [CrossRef]
- Mohamad Fauzi, A.H.; Chua, A.S.M.; Yoon, L.W.; Nittami, T.; Yeoh, H.K. Enrichment of PHA-accumulators for sustainable PHA production from crude glycerol. Process Saf. Environ. Prot. 2019, 122, 200–208. [Google Scholar] [CrossRef]
- Mascarenhas, J.; Aruna, K. Production and characterization of polyhydroxyalkanoates (PHA) by Bacillus megaterium strain JHA using inexpensive agro-industrial wastes. Int. J. Rec. Sci. Res. 2019, 10, 33359–33374. [Google Scholar]
- Brojanigo, S.; Parro, E.; Cazzorla, T.; Favaro, L.; Basaglia, M.; Casella, S. Conversion of starchy waste streams into polyhydroxyalkanoates using Cupriavidus necator DSM 545. Polymers 2020, 12, 1496. [Google Scholar] [CrossRef] [PubMed]
- Sathya, A.B.; Sivasubramanian, V.; Santhiagu, A.; Sebastian, C.; Sivashankar, R. Production of Polyhydroxyalkanoates from Renewable Sources Using Bacteria. J. Polym. Environ. 2018, 26, 3995–4012. [Google Scholar] [CrossRef]
- Brodin, M.; Vallejos, M.; Opedal, M.T.; Area, M.C.; Chinga-Carrasco, G. Lignocellulosics as sustainable resources for production of bioplastics—A review. J. Clean. Prod. 2017, 162, 646–664. [Google Scholar] [CrossRef]
- Pakalapati, H.; Chang, C.K.; Show, P.L.; Arumugasamy, S.K.; Lan, J.C.W. Development of polyhydroxyalkanoates production from waste feedstocks and applications. J. Biosci. Bioeng. 2018, 126, 282–292. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [Green Version]
- Lebreton, L.C.M.; Van Der Zwet, J.; Damsteeg, J.W.; Slat, B.; Andrady, A.; Reisser, J. River plastic emissions to the world’s oceans. Nat. Commun. 2017, 8, 15611. [Google Scholar] [CrossRef]
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Gradus, R.H.J.M.; Nillesen, P.H.L.; Dijkgraaf, E.; Koppen, R.J. A cost-effectiveness analysis for incineration or recycling of Dutch household plastic waste. Ecol. Econ. 2017, 135, 22–28. [Google Scholar] [CrossRef]
- Samorì, C.; Abbondanzi, F.; Galletti, P.; Giorgini, L.; Mazzocchetti, L.; Torri, C.; Tagliavini, E. Extraction of polyhydroxyalkanoates from mixed microbial cultures: Impact on polymer quality and recovery. Bioresour. Technol. 2015, 189, 195–202. [Google Scholar] [CrossRef] [PubMed]
- Johnston, B.; Radecka, I.; Hill, D.; Chiellini, E.; Ilieva, V.I.; Sikorska, W.; Musioł, M.; Zięba, M.; Marek, A.A.; Keddie, D.; et al. The Microbial Production of Polyhydroxyalkanoates from Waste Polystyrene Fragments Attained Using Oxidative Degradation. Polymers 2018, 10, 957. [Google Scholar] [CrossRef] [Green Version]
- Koller, M.; Braunegg, G. Advanced approaches to produce polyhydroxyalkanoate (PHA) biopolyesters in a sustainable and economic fashion. EuroBiotech. J. 2018, 2, 89–103. [Google Scholar] [CrossRef] [Green Version]
- Yousuf, R.G.; Winterburn, J.B. Waste date seed oil extract as an alternative feedstock for Poly(3-hydroxybutyrate) synthesis. Biochem. Eng. J. 2017, 127, 68–76. [Google Scholar] [CrossRef] [Green Version]
- Getachew, A.; Woldesenbet, F. Production of biodegradable plastic by polyhydroxybutyrate (PHB) accumulating bacteria using low cost agricultural waste material. BMC Res. Notes 2016, 9, 509. [Google Scholar] [CrossRef] [Green Version]
- Maraveas, C. Production of sustainable and biodegradable polymers from agricultural waste. Polymers 2020, 12, 1127. [Google Scholar] [CrossRef]
- Alves, M.I.; Macagnan, K.L.; Rodrigues, A.A.; De Assis, D.A.; Torres, M.M.; De Oliveira, P.D.; Furlan, L.; Vendruscolo, C.T.; Moreira, A.D.S. Poly(3-hydroxybutyrate)-P(3HB): Review of Production Process Technology. Ind. Biotechnol. 2017, 13, 192–208. [Google Scholar] [CrossRef]
- Koller, M. Switching from petro-plastics to microbial polyhydroxyalkanoates (PHA): The biotechnological escape route of choice out of the plastic predicament? EuroBiotech J. 2019, 3, 32–44. [Google Scholar] [CrossRef] [Green Version]
- Preethi, R.; Sasikala, P.; Aravind, J. Microbial production of polyhydroxyalkanoate (PHA) utilizing fruit waste as a substrate. Res. Biotechnol. 2013, 3, 61–69. [Google Scholar]
- El-malek, F.A.; Khairy, H.; Farag, A.; Omar, S. The sustainability of microbial bioplastics, production and applications. Int. J. Biol. Macromol. 2020, 157, 319–328. [Google Scholar] [CrossRef] [PubMed]
- Kumar, P.; Ray, S.; Kalia, V.C. Production of co-polymers of polyhydroxyalkanoates by regulating the hydrolysis of biowastes. Bioresour. Technol. 2016, 200, 413–419. [Google Scholar] [CrossRef]
- Tan, G.Y.A.; Chen, C.L.; Li, L.; Ge, L.; Wang, L.; Razaad, I.M.N.; Li, Y.; Zhao, L.; Mo, Y.; Wang, J.Y. Start a research on biopolymer polyhydroxyalkanoate (PHA): A review. Polymers 2014, 6, 706–754. [Google Scholar] [CrossRef] [Green Version]
- Thakur, I.S.; Kumar, M.; Varjani, S.J.; Wu, Y.; Gnansounou, E.; Ravindran, S. Sequestration and utilization of carbon dioxide by chemical and biological methods for biofuels and biomaterials by chemoautotrophs: Opportunities and challenges. Bioresour. Technol. 2018, 256, 478–490. [Google Scholar] [CrossRef]
- Lemoigne, M. Produit de de’shydratation et de polyme’risation de l’acide b- oxybutyrique. Bull. Soc. Chim. Biol. 1926, 8, 770–782. [Google Scholar]
- Medeiros Garcia Alcântara, J.; Distante, F.; Storti, G.; Moscatelli, D.; Morbidelli, M.; Sponchioni, M. Current trends in the production of biodegradable bioplastics: The case of polyhydroxyalkanoates. Biotechnol. Adv. 2020, 42, 107582. [Google Scholar] [CrossRef]
- Keshavarz, T.; Roy, I. Polyhydroxyalkanoates: Bioplastics with a green agenda. Curr. Opin. Microbiol. 2010, 13, 321–326. [Google Scholar] [CrossRef] [PubMed]
- Tan, D.; Yin, J.; Chen, G.Q. Production of Polyhydroxyalkanoates. In Current Developments in Biotechnology and Bioengineering: Production, Isolation and Purification of Industrial Products; Elsevier Inc.: London, UK, 2016; pp. 655–692. ISBN 9780444636621. [Google Scholar]
- Kumar, M.; Rathour, R.; Singh, R.; Sun, Y.; Pandey, A.; Gnansounou, E.; Andrew Lin, K.Y.; Tsang, D.C.W.; Thakur, I.S. Bacterial polyhydroxyalkanoates: Opportunities, challenges, and prospects. J. Clean. Prod. 2020, 263, 121500. [Google Scholar] [CrossRef]
- Shrivastav, A.; Kim, H.Y.; Kim, Y.R. Advances in the applications of polyhydroxyalkanoate nanoparticles for novel drug delivery system. BioMed Res. Int. 2013, 2013, 581684. [Google Scholar] [CrossRef]
- Kourmentza, C.; Plácido, J.; Venetsaneas, N.; Burniol-Figols, A.; Varrone, C.; Gavala, H.N.; Reis, M.A.M. Recent advances and challenges towards sustainable polyhydroxyalkanoate (PHA) production. Bioengineering 2017, 4, 55. [Google Scholar] [CrossRef] [Green Version]
- Taguchi, S.; Doi, Y. Evolution of Polyhydroxyalkanoate (PHA) production system by “enzyme evolution”: Successful case studies of directed evolution. Proc. Macromol. Biosci. 2004, 4, 145–156. [Google Scholar] [CrossRef]
- Anjum, A.; Zuber, M.; Zia, K.M.; Noreen, A.; Anjum, M.N.; Tabasum, S. Microbial production of polyhydroxyalkanoates (PHAs) and its copolymers: A review of recent advancements. Int. J. Biol. Macromol. 2016, 89, 161–174. [Google Scholar] [CrossRef]
- Basnett, P.; Lukasiewicz, B.; Marcello, E.; Gura, H.K.; Knowles, J.C.; Roy, I. Production of a novel medium chain length poly(3-hydroxyalkanoate) using unprocessed biodiesel waste and its evaluation as a tissue engineering scaffold. Microb. Biotechnol. 2017, 10, 1384–1399. [Google Scholar] [CrossRef]
- Aldor, I.S.; Keasling, J.D. Process design for microbial plastic factories: Metabolic engineering of polyhydroxyalkanoates. Curr. Opin. Biotechnol. 2003, 14, 475–483. [Google Scholar] [CrossRef] [PubMed]
- Raza, Z.A.; Abid, S.; Banat, I.M. Polyhydroxyalkanoates: Characteristics, production, recent developments and applications. Int. Biodeterior. Biodegrad. 2018, 126, 45–56. [Google Scholar] [CrossRef]
- Bugnicourt, E.; Cinelli, P.; Lazzeri, A.; Alvarez, V. Polyhydroxyalkanoate (PHA): Review of synthesis, characteristics, processing and potential applications in packaging. Express Polym. Lett. 2014, 8, 791–808. [Google Scholar] [CrossRef] [Green Version]
- Czerniecka-Kubicka, A.; Frącz, W.; Jasiorski, M.; Błażejewski, W.; Pilch-Pitera, B.; Pyda, M.; Zarzyka, I. Thermal properties of poly(3-hydroxybutyrate) modified by nanoclay. J. Therm. Anal. Calorim. 2017, 128, 1513–1526. [Google Scholar] [CrossRef]
- Vaneechoutte, M.; Kämpfer, P.; De Baere, T.; Falsen, E.; Verschraegen, G. Wautersia gen. nov., a novel genus accomodating the phylogenetic lineage including Ralstonia eutropha and related species, and proposal of Ralstonia [Pseudomonas] syzygii (Roberts et al. 1990) comb. nov. Int. J. Syst. Evol. Microbiol. 2004, 54, 317–327. [Google Scholar] [CrossRef] [PubMed]
- Guzik, M.W.; Kenny, S.T.; Duane, G.F.; Casey, E.; Woods, T.; Babu, R.P.; Nikodinovic-Runic, J.; Murray, M.; O’Connor, K.E. Conversion of post consumer polyethylene to the biodegradable polymer polyhydroxyalkanoate. Appl. Microbiol. Biotechnol. 2014, 98, 4223–4232. [Google Scholar] [CrossRef]
- Muhammadi; Shabina; Afzal, M.; Hameed, S. Bacterial polyhydroxyalkanoates-eco-friendly next generation plastic: Production, biocompatibility, biodegradation, physical properties and applications. Green Chem. Lett. Rev. 2015, 8, 56–77. [Google Scholar] [CrossRef] [Green Version]
- Nitschke, M.; Costa, S.G.; Contiero, J. Rhamnolipids and PHAs: Recent reports on Pseudomonas-derived molecules of increasing industrial interest. Process Biochem. 2011, 46, 621–630. [Google Scholar] [CrossRef]
- Rathika, R.; Janaki, V.; Shanthi, K.; Kamala-Kannan, S. Bioconversion of agro-industrial effluents for polyhydroxyalkanoates production using Bacillus subtilis RS1. Int. J. Environ. Sci. Technol. 2019, 16, 5725–5734. [Google Scholar] [CrossRef]
- Pais, J.; Serafim, L.S.; Freitas, F.; Reis, M.A.M. Conversion of cheese whey into poly(3-hydroxybutyrate-co-3-hydroxyvalerate) by Haloferax mediterranei. New Biotechnol. 2016, 33, 224–230. [Google Scholar] [CrossRef]
- Kovalcik, A.; Kucera, D.; Matouskova, P.; Pernicova, I.; Obruca, S.; Kalina, M.; Enev, V.; Marova, I. Influence of removal of microbial inhibitors on PHA production from spent coffee grounds employing Halomonas halophila. J. Environ. Chem. Eng. 2018, 6, 3495–3501. [Google Scholar] [CrossRef]
- Cruz, M.V.; Paiva, A.; Lisboa, P.; Freitas, F.; Alves, V.D.; Simões, P.; Barreiros, S.; Reis, M.A.M. Production of polyhydroxyalkanoates from spent coffee grounds oil obtained by supercritical fluid extraction technology. Bioresour. Technol. 2014, 157, 360–363. [Google Scholar] [CrossRef]
- Verlinden, R.A.J.; Hill, D.J.; Kenward, M.A.; Williams, C.D.; Piotrowska-Seget, Z.; Radecka, I. Production of polyhydroxyalkanoates from waste frying oil by Cupriavidus necator. AMB Express 2011, 1, 11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kachrimanidou, V.; Kopsahelis, N.; Papanikolaou, S.; Kookos, I.K.; De Bruyn, M.; Clark, J.H.; Koutinas, A.A. Sunflower-based biorefinery: Poly(3-hydroxybutyrate) and poly(3-hydroxybutyrate-co-3-hydroxyvalerate) production from crude glycerol, sunflower meal and levulinic acid. Bioresour. Technol. 2014, 172, 121–130. [Google Scholar] [CrossRef]
- Tufail, S.; Munir, S.; Jamil, N. Variation analysis of bacterial polyhydroxyalkanoates production using saturated and unsaturated hydrocarbons. Braz. J. Microbiol. 2017, 48, 629–636. [Google Scholar] [CrossRef]
- Alsafadi, D.; Al-Mashaqbeh, O. A one-stage cultivation process for the production of poly-3-(hydroxybutyrate-co-hydroxyvalerate) from olive mill wastewater by Haloferax mediterranei. New Biotechnol. 2017, 34, 47–53. [Google Scholar] [CrossRef]
- Elain, A.; Le Grand, A.; Corre, Y.M.; Le Fellic, M.; Hachet, N.; Le Tilly, V.; Loulergue, P.; Audic, J.L.; Bruzaud, S. Valorisation of local agro-industrial processing waters as growth media for polyhydroxyalkanoates (PHA) production. Ind. Crops Prod. 2016, 80, 1–5. [Google Scholar] [CrossRef]
- Korkakaki, E.; Mulders, M.; Veeken, A.; Rozendal, R.; van Loosdrecht, M.C.M.; Kleerebezem, R. PHA production from the organic fraction of municipal solid waste (OFMSW): Overcoming the inhibitory matrix. Water Res. 2016, 96, 74–83. [Google Scholar] [CrossRef] [PubMed]
- Cesário, M.T.; Raposo, R.S.; de Almeida, M.C.M.; Van Keulen, F.; Ferreira, B.S.; Telo, J.P.; da Fonseca, M.M.R. Production of poly(3-hydroxybutyrate-co-4-hydroxybutyrate) by Burkholderia sacchari using wheat straw hydrolysates and gamma-butyrolactone. Int. J. Biol. Macromol. 2014, 71, 59–67. [Google Scholar] [CrossRef]
- Dietrich, K.; Dumont, M.J.; Orsat, V.; Del Rio, L.F. Consumption of sugars and inhibitors of softwood hemicellulose hydrolysates as carbon sources for polyhydroxybutyrate (PHB) production with Paraburkholderia sacchari IPT 101. Cellulose 2019, 26, 7939–7952. [Google Scholar] [CrossRef]
- Lopes, M.S.G.; Gomez, J.G.C.; Taciro, M.K.; Mendonça, T.T.; Silva, L.F. Polyhydroxyalkanoate biosynthesis and simultaneous remotion of organic inhibitors from sugarcane bagasse hydrolysate by Burkholderia sp. J. Ind. Microbiol. Biotechnol. 2014, 41, 1353–1363. [Google Scholar] [CrossRef]
- Shi, Y.; Yan, X.; Li, Q.; Wang, X.; Liu, M.; Xie, S.; Chai, L.; Yuan, J. Directed bioconversion of Kraft lignin to polyhydroxyalkanoate by Cupriavidus basilensis B-8 without any pretreatment. Process Biochem. 2017, 52, 238–242. [Google Scholar] [CrossRef]
- Linger, J.G.; Vardon, D.R.; Guarnieri, M.T.; Karp, E.M.; Hunsinger, G.B.; Franden, M.A.; Johnson, C.W.; Chupka, G.; Strathmann, T.J.; Pienkos, P.T.; et al. Lignin valorization through integrated biological funneling and chemical catalysis. Proc. Natl. Acad. Sci. USA 2014, 111, 12013–12018. [Google Scholar] [CrossRef] [Green Version]
- Colombo, B.; Sciarria, T.P.; Reis, M.; Scaglia, B.; Adani, F. Polyhydroxyalkanoates (PHAs) production from fermented cheese whey by using a mixed microbial culture. Bioresour. Technol. 2016, 218, 692–699. [Google Scholar] [CrossRef]
- Walsh, M.; O’Connor, K.; Babu, R.; Woods, T.; Kenny, S. Plant oils and products of their hydrolysis as substrates for polyhydroxyalkanoate synthesis. Chem. Biochem. Eng. Q. 2015, 29, 123–133. [Google Scholar] [CrossRef]
- Valentino, F.; Villano, M.; Bertin, L.; Beccari, M.; Majone, M. Olive Oil Wastewater as a Renewable Resource for Production of Polyhydroxyalkanoates. In Renewable Polymers: Synthesis, Processing, and Technology; John Wiley and Sons: Austin, TX, USA, 2011; pp. 175–219. ISBN 9780470938775. [Google Scholar]
- Sharma, P.K.; Munir, R.I.; de Kievit, T.; Levin, D.B. Synthesis of polyhydroxyalkanoates (PHAs) from vegetable oils and free fatty acids by wild-type and mutant strains of pseudomonas chlororaphis. Can. J. Microbiol. 2017, 63, 1009–1024. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dehghan Shasaltaneh, M.; Moosavi-Nejad, Z.; Gharavi, S.; Fooladi, J. Cane molasses as a source of precursors in the bioproduction of tryptophan by Bacillus subtilis. Iran. J. Microbiol. 2013, 5, 285–292. [Google Scholar]
- Obruca, S.; Petrik, S.; Benesova, P.; Svoboda, Z.; Eremka, L.; Marova, I. Utilization of oil extracted from spent coffee grounds for sustainable production of polyhydroxyalkanoates. Appl. Microbiol. Biotechnol. 2014, 98, 5883–5890. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Wusiman, A.; Liu, X.; Wan, C.; Lee, D.J.; Tay, J.H. Polyhydroxyalkanoates (PHA) production from phenol in an acclimated consortium: Batch study and impacts of operational conditions. J. Biotechnol. 2018, 267, 36–44. [Google Scholar] [CrossRef]
- Ravindran, R.; Jaiswal, A.K. Enzymes in bioconversion and food processing. In Enzymes in Food Technology: Improvements and Innovations; Springer: Singapore, 2018; pp. 19–40. ISBN 9789811319334. [Google Scholar]
- Mohd Yatim, A.F.; Syafiq, I.M.; Huong, K.H.; Abdullah Amirul, A.A.; Mohd Effendy, A.W.; Bhubalan, K. Bioconversion of novel and renewable agro-industry by-products into a biodegradable poly(3-hydroxybutyrate) by marine Bacillus megaterium UMTKB-1 strain. Biotechnologia 2017, 98, 141–151. [Google Scholar] [CrossRef] [Green Version]
- Kataria, R.; Woods, T.; Casey, W.; Cerrone, F.; Davis, R.; O’Connor, K.; Ruhal, R.; Babu, R. Surfactant-mediated hydrothermal pretreatment of Ryegrass followed by enzymatic saccharification for polyhydroxyalkanoate production. Ind. Crops Prod. 2018, 111, 625–632. [Google Scholar] [CrossRef]
- Philip, S.; Keshavarz, T.; Roy, I. Polyhydroxyalkanoates: Biodegradable polymers with a range of applications. J. Chem. Technol. Biotechnol. 2007, 82, 233–247. [Google Scholar] [CrossRef]
- Gómez Cardozo, J.R.; Mora Martínez, A.L.; Yepes Pérez, M.; Correa Londoño, G.A. Production and Characterization of Polyhydroxyalkanoates and Native Microorganisms Synthesized from Fatty Waste. Int. J. Polym. Sci. 2016, 2016, 6541718. [Google Scholar] [CrossRef] [Green Version]
- Rodriguez-Perez, S.; Serrano, A.; Pantión, A.A.; Alonso-Fariñas, B. Challenges of scaling-up PHA production from waste streams. A review. J. Environ. Manag. 2018, 205, 215–230. [Google Scholar] [CrossRef] [Green Version]
- Chee, J.-Y.; Yoga, S.-S.; Lau, N.; Ling, S.; Abed, R.M.M.; Sudesh, K. Bacterially Produced Polyhydroxyalkanoate (PHA): Converting Renewable Resources into Bioplastics. Curr. Res. Technol. Educ. Top. Appl. Microbiol. Microb. Biotechnol. 2010, 2, 1395–1404. [Google Scholar]
- Al-Battashi, H.S.; Annamalai, N.; Sivakumar, N.; Al-Bahry, S.; Tripathi, B.N.; Nguyen, Q.D.; Gupta, V.K. Lignocellulosic biomass (LCB): A potential alternative biorefinery feedstock for polyhydroxyalkanoates production. Rev. Environ. Sci. Biotechnol. 2019, 18, 183–205. [Google Scholar] [CrossRef]
- Favaro, L.; Basaglia, M.; Casella, S. Improving polyhydroxyalkanoate production from inexpensive carbon sources by genetic approaches: A review. Biofuels Bioprod. Biorefining 2019, 13, 208–227. [Google Scholar] [CrossRef] [Green Version]
- Anwar, Z.; Gulfraz, M.; Irshad, M. Agro-industrial lignocellulosic biomass a key to unlock the future bio-energy: A brief review. J. Radiat. Res. Appl. Sci. 2014, 7, 163–173. [Google Scholar] [CrossRef]
- Zhang, X.; Tang, H.; Chen, G.; Qiao, L.; Li, J.; Liu, B.; Liu, Z.; Li, M.; Liu, X. Growth performance and nutritional profile of mealworms reared on corn stover, soybean meal, and distillers’ grains. Eur. Food Res. Technol. 2019, 245, 2631–2640. [Google Scholar] [CrossRef]
- Li, M.; Wilkins, M.R. Recent advances in polyhydroxyalkanoate production: Feedstocks, strains and process developments. Int. J. Biol. Macromol. 2020, 156, 691–703. [Google Scholar] [CrossRef] [PubMed]
- Tomizawa, S.; Chuah, J.A.; Matsumoto, K.; Doi, Y.; Numata, K. Understanding the limitations in the biosynthesis of polyhydroxyalkanoate (PHA) from lignin derivatives. ACS Sustain. Chem. Eng. 2014, 2, 1106–1113. [Google Scholar] [CrossRef]
- Sandhya, M.; Aravind, J.; Kanmani, P. Production of polyhydroxyalkanoates from Ralstonia eutropha using paddy straw as cheap substrate. Int. J. Environ. Sci. Technol. 2013, 10, 47–54. [Google Scholar] [CrossRef]
- Bonin, C.L.; Lal, R. Aboveground productivity and soil carbon storage of biofuel crops in Ohio. GCB Bioenergy 2014, 6, 67–75. [Google Scholar] [CrossRef] [Green Version]
- Hadar, Y. Sources for lignocellulosic raw materials for the production of ethanol. In Lignocellulose Conversion: Enzymatic and Microbial Tools for Bioethanol Production; Springer: Berlin/Heidelberg, Germany, 2013; pp. 21–38. ISBN 9783642378614. [Google Scholar]
- Bertrand, J.-L.; Ramsay, B.A.; Ramsay, J.A.; Chavarie, C. Biosynthesis of Poly-p-Hydroxyalkanoates from Pentoses by Pseudomonas pseudoflava. Appl Environ Microbiol. 1990, 56, 3133–3138. [Google Scholar] [CrossRef] [Green Version]
- Heng, K.S.; Hatti-Kaul, R.; Adam, F.; Fukui, T.; Sudesh, K. Conversion of rice husks to polyhydroxyalkanoates (PHA) via a three-step process: Optimized alkaline pretreatment, enzymatic hydrolysis, and biosynthesis by Burkholderia cepacia USM (JCM 15050). J. Chem. Technol. Biotechnol. 2017, 92, 100–108. [Google Scholar] [CrossRef]
- Lu, Y.; Lu, Y.-C.; Hu, H.-Q.; Xie, F.-J.; Wei, X.-Y.; Fan, X. Structural characterization of lignin and its degradation products with spec-troscopic methods. J. Spectros. 2017, 2017, 8951658. [Google Scholar] [CrossRef] [Green Version]
- Pan, W.; Perrotta, J.A.; Stipanovic, A.J.; Nomura, C.T.; Nakas, J.P. Production of polyhydroxyalkanoates by Burkholderia cepacia ATCC 17759 using a detoxified sugar maple hemicellulosic hydrolysate. J. Ind. Microbiol. Biotechnol. 2012, 39, 459–469. [Google Scholar] [CrossRef]
- Talebian-Kiakalaieh, A.; Amin, N.A.S.; Mazaheri, H. A review on novel processes of biodiesel production from waste cooking oil. Appl. Energy 2013, 104, 683–710. [Google Scholar] [CrossRef]
- Raud, M.; Tutt, M.; Olt, J.; Kikas, T. Dependence of the hydrolysis efficiency on the lignin content in lignocellulosic material. Int. J. Hydrog. Energy 2016, 41, 16338–16343. [Google Scholar] [CrossRef]
- Nduko, J.M.; Suzuki, W.; Matsumoto, K.; Kobayashi, H.; Ooi, T.; Fukuoka, A.; Taguchi, S. Polyhydroxyalkanoates production from cellulose hydrolysate in Escherichia coli LS5218 with superior resistance to 5-hydroxymethylfurfural. J. Biosci. Bioeng. 2012, 113, 70–72. [Google Scholar] [CrossRef] [Green Version]
- Takisawa, K.; Ooi, T.; Matsumoto, K.; Kadoya, R.; Taguchi, S. Xylose-based hydrolysate from eucalyptus extract as feedstock for poly(lactate-co-3-hydroxybutyrate) production in engineered Escherichia coli. Process Biochem. 2017, 54, 102–105. [Google Scholar] [CrossRef]
- Annamalai, N.; Sivakumar, N. Production of polyhydroxybutyrate from wheat bran hydrolysate using Ralstonia eutropha through microbial fermentation. J. Biotechnol. 2016, 237, 13–17. [Google Scholar] [CrossRef]
- Aremu, O.M.; Layokun, S.K.; Solomon, B.O. Production of Poly (3-hydroxybutyrate) from cassava starch hydrolysate by Pseudomonas aeruginosa NCIB 950. Am. J. Sci. Ind. Res. 2010, 1, 421–426. [Google Scholar] [CrossRef]
- Obruca, S.; Snajdar, O.; Svoboda, Z.; Marova, I. Application of random mutagenesis to enhance the production of polyhydroxyalkanoates by Cupriavidus necator H16 on waste frying oil. World J. Microbiol. Biotechnol. 2013, 29, 2417–2428. [Google Scholar] [CrossRef]
- Cesário, M.T.; Raposo, R.S.; de Almeida, M.C.M.D.; van Keulen, F.; Ferreira, B.S.; da Fonseca, M.M.R. Enhanced bioproduction of poly-3-hydroxybutyrate from wheat straw lignocellulosic hydrolysates. New Biotechnol. 2014, 31, 104–113. [Google Scholar] [CrossRef] [Green Version]
- Saratale, G.D.; Oh, M.K. Characterization of poly-3-hydroxybutyrate (PHB) produced from Ralstonia eutropha using an alkali-pretreated biomass feedstock. Int. J. Biol. Macromol. 2015, 80, 627–635. [Google Scholar] [CrossRef]
- Allegue, L.D.; Ventura, M.; Melero, J.A.; Puyol, D. Integrated sustainable process for polyhydroxyalkanoates production from lignocellulosic waste by purple phototrophic bacteria. GCB Bioenergy 2021, 13, 862–875. [Google Scholar] [CrossRef]
- Kourilova, X.; Novackova, I.; Koller, M.; Obruca, S. Evaluation of mesophilic Burkholderia sacchari, thermophilic Schlegelella thermodepolymerans and halophilic Halomonas halophila for polyhydroxyalkanoates production on model media mimicking lignocellulose hydrolysates. Bioresour. Technol. 2021, 325, 124704. [Google Scholar] [CrossRef]
- De Souza, L.; Manasa, Y.; Shivakumar, S. Bioconversion of lignocellulosic substrates for the production of polyhydroxyalkanoates. Biocatal. Agric. Biotechnol. 2020, 28, 101754. [Google Scholar] [CrossRef]
- Davis, R.; Kataria, R.; Cerrone, F.; Woods, T.; Kenny, S.; O’Donovan, A.; Guzik, M.; Shaikh, H.; Duane, G.; Gupta, V.K.; et al. Conversion of grass biomass into fermentable sugars and its utilization for medium chain length polyhydroxyalkanoate (mcl-PHA) production by Pseudomonas strains. Bioresour. Technol. 2013, 150, 202–209. [Google Scholar] [CrossRef]
- Sathesh, P.; Murugesan, G. Effective Utilization and Management of Coir Industrial waste for the Production of poly-β-hydroxybutyrate (PHB) using the Bacterium Azotobacter Beijerinickii. Int. J. Environ. Res. 2010, 4, 519–524. [Google Scholar]
- Obruca, S.; Benesova, P.; Petrik, S.; Oborna, J.; Prikryl, R.; Marova, I. Production of polyhydroxyalkanoates using hydrolysate of spent coffee grounds. Process Biochem. 2014, 49, 1409–1414. [Google Scholar] [CrossRef]
- Sawant, S.S.; Salunke, B.K.; Kim, B.S. Degradation of corn stover by fungal cellulase cocktail for production of polyhydroxyalkanoates by moderate halophile Paracoccus sp. LL1. Bioresour. Technol. 2015, 194, 247–255. [Google Scholar] [CrossRef]
- Narayanan, A.; Kumar, V.A.S.; Ramana, K.V. Production and characterization of poly (3-hydroxybutyrateco-3- hydroxyvalerate) from Bacillus mycoides DFC1 using rice husk hydrolyzate. Waste Biomass Valorization 2014, 5, 109–118. [Google Scholar] [CrossRef]
- Follonier, S.; Goyder, M.S.; Silvestri, A.C.; Crelier, S.; Kalman, F.; Riesen, R.; Zinn, M. Fruit pomace and waste frying oil as sustainable resources for the bioproduction of medium-chain-length polyhydroxyalkanoates. Int. J. Biol. Macromol. 2014, 71, 42–52. [Google Scholar] [CrossRef]
- Gowda, V.; Shivakumar, S. Agrowaste-based Polyhydroxyalkanoate (PHA) production using hydrolytic potential of Bacillus thuringiensis IAM 12077. Braz. Arch. Biol. Technol. 2014, 57, 55–61. [Google Scholar] [CrossRef] [Green Version]
- Radhika, D.; Murugesan, A.G. Bioproduction, statistical optimization and characterization of microbial plastic (poly 3-hydroxy butyrate) employing various hydrolysates of water hyacinth (Eichhornia crassipes) as sole carbon source. Bioresour. Technol. 2012, 121, 83–92. [Google Scholar] [CrossRef]
- Kim, H.S.; Oh, Y.H.; Jang, Y.A.; Kang, K.H.; David, Y.; Yu, J.H.; Song, B.K.; Choi, J.-i.; Chang, Y.K.; Joo, J.C.; et al. Recombinant Ralstonia eutropha engineered to utilize xylose and its use for the production of poly(3-hydroxybutyrate) from sunflower stalk hydrolysate solution. Microb. Cell Fact. 2016, 15, 95. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Neelamegam, A.; Al-Battashi, H.; Al-Bahry, S.; Nallusamy, S. Biorefinery production of poly-3-hydroxybutyrate using waste office paper hydrolysate as feedstock for microbial fermentation. J. Biotechnol. 2018, 265, 25–30. [Google Scholar] [CrossRef]
- Bowers, T.; Vaidya, A.; Smith, D.A.; Lloyd-Jones, G. Softwood hydrolysate as a carbon source for polyhydroxyalkanoate production. J. Chem. Technol. Biotechnol. 2014, 89, 1030–1037. [Google Scholar] [CrossRef]
- Shamala, T.R.; Vijayendra, S.V.N.; Joshi, G.J. Agro-industrial residues and starch for growth and co-production of polyhydroxyalkanoate copolymer and α-amylase by bacillus SP. CFR-67. Braz. J. Microbiol. 2012, 43, 1094–1102. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sindhu, R.; Silviya, N.; Binod, P.; Pandey, A. Pentose-rich hydrolysate from acid pretreated rice straw as a carbon source for the production of poly-3-hydroxybutyrate. Biochem. Eng. J. 2013, 78, 67–72. [Google Scholar] [CrossRef]
- Shivakumar, S. Polyhydroxybutyrate (PHB) production using agro-industrial residue as substrate by Bacillus thuringiensis IAM 12077. Int. J. ChemTech Res. 2012, 4, 1158–1162. [Google Scholar]
- Dietrich, K.; Oliveira-Filho, E.R.; Dumont, M.J.; Gomez, J.G.C.; Taciro, M.K.; da Silva, L.F.; Orsat, V.; Rio, L.F.D. Increasing PHB production with an industrially scalable hardwood hydrolysate as a carbon source. Ind. Crops Prod. 2020, 154, 112703. [Google Scholar] [CrossRef]
- González-García, Y.; Grieve, J.; Meza-Contreras, J.C.; Clifton-García, B.; Silva-Guzman, J.A. Tequila agave bagasse hydrolysate for the production of polyhydroxybutyrate by burkholderia sacchari. Bioengineering 2019, 6, 115. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kucera, D.; Benesova, P.; Ladicky, P.; Pekar, M.; Sedlacek, P.; Obruca, S. Production of polyhydroxyalkanoates using hydrolyzates of spruce sawdust: Comparison of hydrolyzates detoxification by application of overliming, active carbon, and lignite. Bioengineering 2017, 4, 53. [Google Scholar] [CrossRef] [Green Version]
- Obruca, S.; Benesova, P.; Kucera, D.; Petrik, S.; Marova, I. Biotechnological conversion of spent coffee grounds into polyhydroxyalkanoates and carotenoids. New Biotechnol. 2015, 32, 569–574. [Google Scholar] [CrossRef]
- Du, C.; Sabirova, J.; Soetaert, W.; Ki Carol Lin, S. Polyhydroxyalkanoates Production from Low-cost Sustainable Raw Materials. Curr. Chem. Biol. 2012, 6, 14–25. [Google Scholar] [CrossRef]
- Taherzadeh, M.J.; Karimi, K. Pretreatment of lignocellulosic wastes to improve ethanol and biogas production: A review. Int. J. Mol. Sci. 2008, 9, 1621–1651. [Google Scholar] [CrossRef] [Green Version]
- Jia, L.; Gonçalves, G.A.L.; Takasugi, Y.; Mori, Y.; Noda, S.; Tanaka, T.; Ichinose, H.; Kamiya, N. Effect of pretreatment methods on the synergism of cellulase and xylanase during the hydrolysis of bagasse. Bioresour. Technol. 2015, 185, 158–164. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.; Hu, F.; Hubbell, C.A.; Ragauskas, A.J.; Wyman, C.E. Comparison of laboratory delignification methods, their selectivity, and impacts on physiochemical characteristics of cellulosic biomass. Bioresour. Technol. 2013, 130, 372–381. [Google Scholar] [CrossRef]
- Adeleye, A.T.; Odoh, C.K.; Enudi, O.C.; Banjoko, O.O.; Osigbeminiyi, O.O.; Toluwalope, O.E.; Louis, H. Sustainable synthesis and applications of polyhydroxyalkanoates (PHAs) from biomass. Process Biochem. 2020, 96, 174–193. [Google Scholar] [CrossRef]
- Wang, L.; Templer, R.; Murphy, R.J. High-solids loading enzymatic hydrolysis of waste papers for biofuel production. Appl. Energy 2012, 99, 23–31. [Google Scholar] [CrossRef]
- Sun, S.; Sun, S.; Cao, X.; Sun, R. The role of pretreatment in improving the enzymatic hydrolysis of lignocellulosic materials. Bioresour. Technol. 2016, 199, 49–58. [Google Scholar] [CrossRef] [PubMed]
- An, Y.X.; Zong, M.H.; Wu, H.; Li, N. Pretreatment of lignocellulosic biomass with renewable cholinium ionic liquids: Biomass fractionation, enzymatic digestion and ionic liquid reuse. Bioresour. Technol. 2015, 192, 165–171. [Google Scholar] [CrossRef]
- Wu, L.; Lee, S.H.; Endo, T. Effect of dimethyl sulfoxide on ionic liquid 1-ethyl-3-methylimidazolium acetate pretreatment of eucalyptus wood for enzymatic hydrolysis. Bioresour. Technol. 2013, 140, 90–96. [Google Scholar] [CrossRef]
- Wu, L.; Kumagai, A.; Lee, S.H.; Endo, T. Synergistic effect of delignification and treatment with the ionic liquid 1-ethyl-3-methylimidazolium acetate on enzymatic digestibility of poplar wood. Bioresour. Technol. 2014, 162, 207–212. [Google Scholar] [CrossRef]
- Liu, J.F.; Cao, Y.; Yang, M.H.; Wang, X.J.; Li, H.Q.; Xing, J.M. Enhanced saccharification of lignocellulosic biomass with 1-allyl-3-methylimidazolium chloride (AmimCl) pretreatment. Chinese Chem. Lett. 2014, 25, 1485–1488. [Google Scholar] [CrossRef]
- Galbe, M.; Zacchi, G. Pretreatment of lignocellulosic materials for efficient bioethanol production. Adv. Biochem. Eng. Biotechnol. 2007, 108, 41–65. [Google Scholar] [CrossRef]
- Chen, H. Lignocellulose Biorefinery Engineering: Principles and Applications; Elsevier Ltd.: Amsterdam, The Netherlands, 2015; ISBN 9780081001455. [Google Scholar]
- Han, J.-I.; Chisti, Y.; Kim, I.; Rehman, M.S.U. Use of ultrasound in the production of bioethanol from lignocellulosic biomass. Energy Educ. Sci. Technol. Part A Energy Sci. Res. 2012, 30, 359–378. [Google Scholar]
- Bajpai, P. Pretreatment of Lignocellulosic Biomass for Biofuel Production; SpringerBriefs in Molecular Science; Springer: Singapore, 2016; ISBN 978-981-10-0686-9. [Google Scholar]
- Maitan-Alfenas, G.; Visser, E.; Guimarães, V. Enzymatic hydrolysis of lignocellulosic biomass: Converting food waste in valuable products-ScienceDirect. Curr. Opin. Food Sci. 2015, 1, 44–49. [Google Scholar] [CrossRef]
- Lenihan, P.; Orozco, A.; O’Neill, E.; Ahmad, M.N.M.; Rooney, D.W.; Walker, G.M. Dilute acid hydrolysis of lignocellulosic biomass. Chem. Eng. J. 2010, 156, 395–403. [Google Scholar] [CrossRef]
- Świątek, K.; Gaag, S.; Klier, A.; Kruse, A.; Sauer, J.; Steinbach, D. Acid hydrolysis of lignocellulosic biomass: Sugars and furfurals formation. Catalysts 2020, 10, 437. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Pu, Y.; Ragauskas, A.; Yang, B. From lignin to valuable products–strategies, challenges, and prospects. Bioresour. Technol. 2019, 271, 449–461. [Google Scholar] [CrossRef] [PubMed]
- Vermaas, J.V.; Petridis, L.; Qi, X.H.; Schulz, R.; Lindner, B.; Smith, J.C. Mechanism of lignin inhibition of enzymatic biomass deconstruction. Biotechnol. Biofuels 2015, 8, 217. [Google Scholar] [CrossRef] [Green Version]
- Al-Kharousi, M.M.; Sivakumar, N.; Elshafie, A. Characterization of cellulase enzyme produced by chaetomium sp. Isolated from books and archives. Eur. Asian J. Biosci. 2015, 9, 52–60. [Google Scholar] [CrossRef]
- Balat, M. Production of bioethanol from lignocellulosic materials via the biochemical pathway: A review. Energy Convers. Manag. 2011, 52, 858–875. [Google Scholar] [CrossRef]
- Ienczak, J.L.; Schmidell, W.; De Aragão, G.M.F. High-cell-density culture strategies for polyhydroxyalkanoate production: A review. J. Ind. Microbiol. Biotechnol. 2013, 40, 275–286. [Google Scholar] [CrossRef]
- Amache, R.; Sukan, A.; Safari, M.; Roy, I.; Keshavarz, T. Advances in PHAs production. Chem. Eng. Trans. 2013, 32, 931–936. [Google Scholar]
- Kaur, G.; Roy, I. Strategies for large-scale production of polyhydroxyalkanoates. Chem. Biochem. Eng. Q. 2015, 29, 157–172. [Google Scholar] [CrossRef]
- Ibrahim, M.H.A.; Steinbüchel, A. High-cell-density cyclic fed-batch fermentation of a poly (3-hydroxybutyrate)-accumulating thermophile, Chelatococcus sp. strain MW10. Appl. Environ. Microbiol. 2010, 76, 7890–7895. [Google Scholar] [CrossRef] [Green Version]
- Shamala, T.R.; Rohinishree, Y.S.; Vijayendra, S.V.N. Biosynthesis of multiple biopolymers by Sinorhizobium meliloti CFR 14 in high cell density cultures through fed batch fermentation. Biocatal. Agric. Biotechnol. 2014, 3, 316–322. [Google Scholar] [CrossRef]
- Alkotaini, B.; Koo, H.; Kim, B.S. Production of polyhydroxyalkanoates by batch and fed-batch cultivations of Bacillus megaterium from acid-treated red algae. Korean J. Chem. Eng. 2016, 33, 1669–1673. [Google Scholar] [CrossRef]
- Możejko-Ciesielska, J.; Kiewisz, R. Bacterial polyhydroxyalkanoates: Still fabulous? Microbiol. Res. 2016, 192, 271–282. [Google Scholar] [CrossRef] [PubMed]
- Aramvash, A.; Moazzeni Zavareh, F.; Gholami Banadkuki, N. Comparison of different solvents for extraction of polyhy-droxybutyrate from Cupriavidus necator. Eng. Life Sci. 2018, 18, 20–28. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Snell, K.D.; Singh, V.; Brumbley, S.M. Production of novel biopolymers in plants: Recent technological advances and future prospects. Curr. Opin. Biotechnol. 2015, 32, 68–75. [Google Scholar] [CrossRef] [PubMed]
- Anjum, K.; Abbas, S.Q.; Shah, S.A.; Akhter, N.; Batool, S.; Hassan, S.S. Erratum to “Marine Sponges as a Drug Treasure”. Biomol. Ther. 2016, 24, 347–362. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tsang, Y.F.; Kumar, V.; Samadar, P.; Yang, Y.; Lee, J.; Ok, Y.S.; Song, H.; Kim, K.H.; Kwon, E.E.; Jeon, Y.J. Production of bioplastic through food waste valorization. Environ. Int. 2019, 127, 625–644. [Google Scholar] [CrossRef]
- Sabapathy, P.C.; Devaraj, S.; Meixner, K.; Anburajan, P.; Kathirvel, P.; Ravikumar, Y.; Zabed, H.M.; Qi, X. Recent developments in Polyhydroxyalkanoates (PHAs) production—A review. Bioresour. Technol. 2020, 306, 123132. [Google Scholar] [CrossRef]
- Gahlawat, G.; Kumari, P.; & Bhagat, N.R. Technological Advances in the Production of Polyhydroxyalkanoate Biopolymers. Curr. Sustain. Renew. Energy Rep. 2020, 7, 73–83. [Google Scholar] [CrossRef]
- Hamieh, A.; Olama, Z.; Holail, H. Microbial production of polyhydroxybutyrate, a biodegradable plastic using agro-industrial waste products. Glo. Adv. Res. J. Microbiol. 2013, 2, 54–64. [Google Scholar]
- Degli Esposti, M.; Morselli, D.; Fava, F.; Bertin, L.; Cavani, F.; Viaggi, D.; Fabbri, P. The role of biotechnology in the transition from plastics to bioplastics: An opportunity to reconnect global growth with sustainability. FEBS Open Biol. 2021, 11, 967–983. [Google Scholar] [CrossRef]
- Döhler, N.; Wellenreuther, C.; Wolf, A. Market Dynamics of Biodegradable Bio-Based Plastics: Projections and Linkages to European policies (No. 193); Hamburg Institute of International Economics, Ed.; HWWI Research: Hamburg, Germany, 2020. [Google Scholar]
- Chen, S.S.; Maneerung, T.; Tsang, D.C.W.; Ok, Y.S.; Wang, C.H. Valorization of biomass to hydroxymethylfurfural, levulinic acid, and fatty acid methyl ester by heterogeneous catalysts. Chem. Eng. J. 2017, 328, 246–273. [Google Scholar] [CrossRef]
- Neifar, M.; Naili, F.; Chouchane, H. Potential use of microbial thermo-bioplastic polyhydroxyalkanoate as promising tissue engineering biomaterial in biomedicine. Adv. Tissue Eng. Regen. Med. 2018, 4, 35. [Google Scholar]
- Govindasamy, S.; Syafiq, I.M.; Amirul, A.A.; Amin, R.M.; Bhubalan, K. Dataset on controlled production of polyhydroxyalkanoate-based microbead using double emulsion solvent evaporation technique. Data Brief 2019, 23, 103675. [Google Scholar]
- Cao, L.; Yu, I.K.M.; Liu, Y.; Ruan, X.; Tsang, D.C.W.; Hunt, A.J.; Ok, Y.S.; Song, H.; Zhang, S. Lignin valorization for the production of renewable chemicals: State-of-the-art review and future prospects. Bioresour. Technol. 2018, 269, 465–475. [Google Scholar] [CrossRef]
- Mak, T.M.W.; Xiong, X.; Tsang, D.C.W.; Yu, I.K.M.; Poon, C.S. Sustainable food waste management towards circular bioeconomy: Policy review, limitations and opportunities. Bioresour. Technol. 2020, 297, 122497. [Google Scholar] [CrossRef] [PubMed]
- Koller, M.; Niebelschütz, H.; Braunegg, G. Strategies for recovery and purification of poly[(R)-3-hydroxyalkanoates] (PHA) biopolyesters from surrounding biomass. Eng. Life Sci. 2013, 13, 549–562. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Year | Global Plastic Production (Mt) |
|---|---|
| 1960 | 1.5 |
| 2000 | 100 |
| 2010 | 250 |
| 2018 | 330 |
| 2020 | 400 |
| Group | Number of Carbon (C) Atoms | Examples | References |
|---|---|---|---|
| Short chain length (SCL) | 3–5 | Poly(3-hydroxybutyrate) | [37] |
| Poly(4-hydroxybutyrate) | [40] | ||
| Poly(3-hydroxyvalerate) | [41] | ||
| Poly(3-hydroxybutrate-co-3-hydroxyvalerate) | [41] | ||
| Medium chain length (MCL) | 6–14 | Poly(3-hydroxyhexanoate) | [42] |
| Poly(3-hydroxyoctanoate) | [41] | ||
| Poly(3-hydroxyhexanoate-co-3-hydroxyoctanoate) | [43] | ||
| Long chain length (LCL) | Above 14 | Poly(3-hydroxypentadecanoate) | [31] |
| Poly(3-hydroxyhexadecanoate) | [44] |
| Strain | Substrates | PHA Type | References |
|---|---|---|---|
| B. subtilis RS1 | Pretreated molasses | PHA | [51] |
| H. mediterranei | Enzyme hydrolysed cheese whey | P(3HBHV) | [52] |
| H. halophilia | Diluted acid pretreated spend coffee ground | P(3HB) | [53] |
| C. necator H16 | Waste frying rapeseed oil | P(3HB) | [54] |
| C. necator DSM 428 | Oil from spend coffee ground | SCL PHA | [55] |
| C. necator DSM 7237 | Crude glycerol, sunflower meal hydrolysates and levulinic acid | P(3HBHV) | [56] |
| P. aeruginosa STN-10 | Frying oil | PHA | [57] |
| H. mediterranei | Olive oil wastewater with inhibitory polyphenols | PHA | [58] |
| Halomonas i4786 | Fruit processing wastewater | PHA | [59] |
| Fresh activated sludge | Organic fraction of municipal solid waste (MSW) | PHA | [60] |
| B. sacchari DSM 17165 | Wheat straw hydrolysate | P(3HB) | [61] |
| P. sacchari IPT 101 | Softwood hemicelulose hydrolysate | P(3HB) | [62] |
| Burkholderia sp. F24 | Xylose and levulinic acid | P(3HBHV) | [63] |
| C. basilensis CGMC 4240 | Kraft lignin | P(3HB) | [64] |
| P. putida KT2440 | Alkaline pretreated liquor (APL) | MCL PHA | [65] |
| C. necator DSM 545 | APL | P(3HB) | [65] |
| Category | Description | Examples |
|---|---|---|
| Woody biomass |
|
|
| Perennial bioenergy crops |
|
|
| Agricultural residues |
|
|
| Municipal solid waste (MSW) |
|
|
| LF Material | Microorganisms | Type of PHA | PHA Concentration (g/L) | PHA Performance (%) | References |
|---|---|---|---|---|---|
| Grass biomass | Pseudomonas strains | MCL PHA | 0.3 | 33 | [104] |
| Coir pitch | Azotobacter beijerinickii | PHB | 2.4 | 48 | [105] |
| Wheat bran hydrolysate | Bacillus sacchari | PHB | 105.0 | 72 | [99] |
| Spent coffee ground | Burkholderia cepacia | P(3HB-co-3HV) | 2.69 | 54.79 | [106] |
| Corn stover | Paracoccus sp. LL1 | PHB | 9.71 | 72 | [107] |
| Rice husk hydrolysate | Bacillus mycoides | P(3HB-co-3HV) | 0.39 | 21.6 | [108] |
| Wood hydrolysate | Burkholderia cepacian | PHB | 8.72 | 51.4 | [91] |
| Fruit pomace and waste frying oil | Pseudomonas resinovorans | MCL PHA | 1.8 | 12.4 | [109] |
| Jackfruit seed powder | Bacillus thuringiensis IAM 12077 | PHB | 4.03 | 51.3 | [110] |
| Mango peel | Bacillus thuriengiensis IAM 12077 | PHB | 8.03 | 51.7 | [110] |
| Water hyacinth | Cupriavidus necator | PHB | 7 | 58 | [111] |
| Sunflower hydrolysate | Recombinant R. eutropha | PHB | 7.86 | 72.53 | [112] |
| Wheat bran | Ralstonia eutropha NCIMB 11599 | PHB | 14.82 | 62 | [96] |
| Waste office paper | Ralstonia eutropha NCIMB 11599 | PHB | 4.45 | 57.52 | [113] |
| Lignin | C. necator DSM 545 | PHB | 4.5 | - | [83] |
| Pinus radiata wood | Novosphingobium nitrogenifigens and Sphingobium scionense | PHB | 0.39 | 32 | [114] |
| Sugar cane bagasse, wheat bran and rice bran hydrolysate, with unhydrolyzed corn starch | Bacillus sp. CFR-67 | PHBV | 5.9 | - | [115] |
| Rice straw hydrolysate | Bacillus firmus NII 0830 | PHA | 1.7 | - | [116] |
| Sugar maple hemicellulosic hydrolysate | Burkholderia cepacian ATCC 17759 | PHA | 8.7 | 51 | [91] |
| Rice straw | Ralstonia eutropha | PHB | 11.42 | - | [100] |
| Lignin | Ralstonia eutropha H16 | PHA | 0.6 | - | [83] |
| Wastewater hydrolysate | Burkholderia sacchari | PHB | - | 44.2 | [80] |
| Cane bagasse | Bacillus sp. | PHB | 5.00 | 55.6 | [24] |
| Rice husk | Burkhaderia cepacian USM (JCM 15050) | PHB | 4.85 | 40.0 | [24] |
| Corn cob | Bacillus sp. | PHB | 4.80 | 51.6 | [24] |
| Teff straw | Bacillus sp. | PHB | 3.20 | 38.6 | [117] |
| Ragi bran | Bacillus thuringiensis IAM 12077 | PHB | 0.32 | 26.7 | [117] |
| Rice bran | Bacillus thuringiensis IAM 12077 | PHB | 0.21 | 31.8 | [117] |
| Wood hydrolysate | Paraburkholderia sacchari | PHB | 34.5 | 58 | [118] |
| Tequila agave bagasse hydrolysate | Burkholderia sacchari | PHB | 24 | - | [119] |
| Spruce sawdust hydrolysate | Burkholderia cepacia | PHB | 1.45 | 74.7 | [120] |
| Spent coffee grounds hydrolysate | Bacillus megaterium | PHB | 1.7 | 51 | [121] |
| Physical | Physico-Chemical | Mechanico-Chemical | Thermo-Chemical | Chemical | Biological |
|---|---|---|---|---|---|
|
|
|
|
|
|
| Pretreatment | Advantages | Disadvantages | Reference |
|---|---|---|---|
| Physical | |||
| Comminution |
|
| [133] |
| Irradiation |
|
| [134] |
| Ultrasound |
|
| [135] |
| Microwave |
|
| [136] |
| Chemical | |||
| Ozonolysis |
|
| [80] |
| Ionic liquid (IL) |
| - | [80] |
| Wet oxidation |
|
| [80] |
| Physico-chemical | |||
| Superheated steam |
|
| [136] |
| Liquid hot water |
| - | [80] |
| Mechanico-chemical | |||
| Steam explosion (SE) |
|
| [136] |
| Ammonia fibre expansion (AFEX) |
|
| [136] |
| Thermo-chemical | |||
| Acid |
|
| [136] |
| Alkaline |
|
| [112] |
| Organosolv |
|
| [80] |
| Biological | |||
| Microbial enzymes (delignification) |
|
| [136] |
| Company | Country | Year of Starting | Product | Substrate | Production Volume (Tonne/Year) |
|---|---|---|---|---|---|
| Kaneka | Japan | 1949 | PHBH | Plant | 50,000 |
| Novamont | Italy | 1989 | PHA | Natural waste | - |
| Metabolix | Massachusetts | 1992 | PHA, PHB | Switchgrass | 50,000 |
| Rodenburg Biopolymer | The Netherlands | 2000 | PHA | Renewable materials | - |
| TianAn Biological Material Co. Ltd. | China | 2000 | PHBV | - | 10,000 |
| Danimer Scientific | Georgia | 2007 | MCL PHA | - | 272,000 |
| Bio-On | Italy | 2007 | PHA | Renewable waste | 10,000 |
| Newlight Technologies, LLC | US | 2007 | PHA | Greenhouse gases | - |
| Vinmar | - | 2008 | PHA | Greenhouse gases | - |
| NAFIGATE Corporation | Czech | 2015 | P(3HB) | Coconut peeling milk | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vigneswari, S.; Noor, M.S.M.; Amelia, T.S.M.; Balakrishnan, K.; Adnan, A.; Bhubalan, K.; Amirul, A.-A.A.; Ramakrishna, S. Recent Advances in the Biosynthesis of Polyhydroxyalkanoates from Lignocellulosic Feedstocks. Life 2021, 11, 807. https://doi.org/10.3390/life11080807
Vigneswari S, Noor MSM, Amelia TSM, Balakrishnan K, Adnan A, Bhubalan K, Amirul A-AA, Ramakrishna S. Recent Advances in the Biosynthesis of Polyhydroxyalkanoates from Lignocellulosic Feedstocks. Life. 2021; 11(8):807. https://doi.org/10.3390/life11080807
Chicago/Turabian StyleVigneswari, Sevakumaran, Muhammad Shahrul Md Noor, Tan Suet May Amelia, Karthnee Balakrishnan, Azila Adnan, Kesaven Bhubalan, Al-Ashraf Abdullah Amirul, and Seeram Ramakrishna. 2021. "Recent Advances in the Biosynthesis of Polyhydroxyalkanoates from Lignocellulosic Feedstocks" Life 11, no. 8: 807. https://doi.org/10.3390/life11080807