Process-Related Changes in Polyetherimide Joined by Friction-Based Injection Clinching Joining (F-ICJ)

 ,
,
Abstract
:1. Introduction
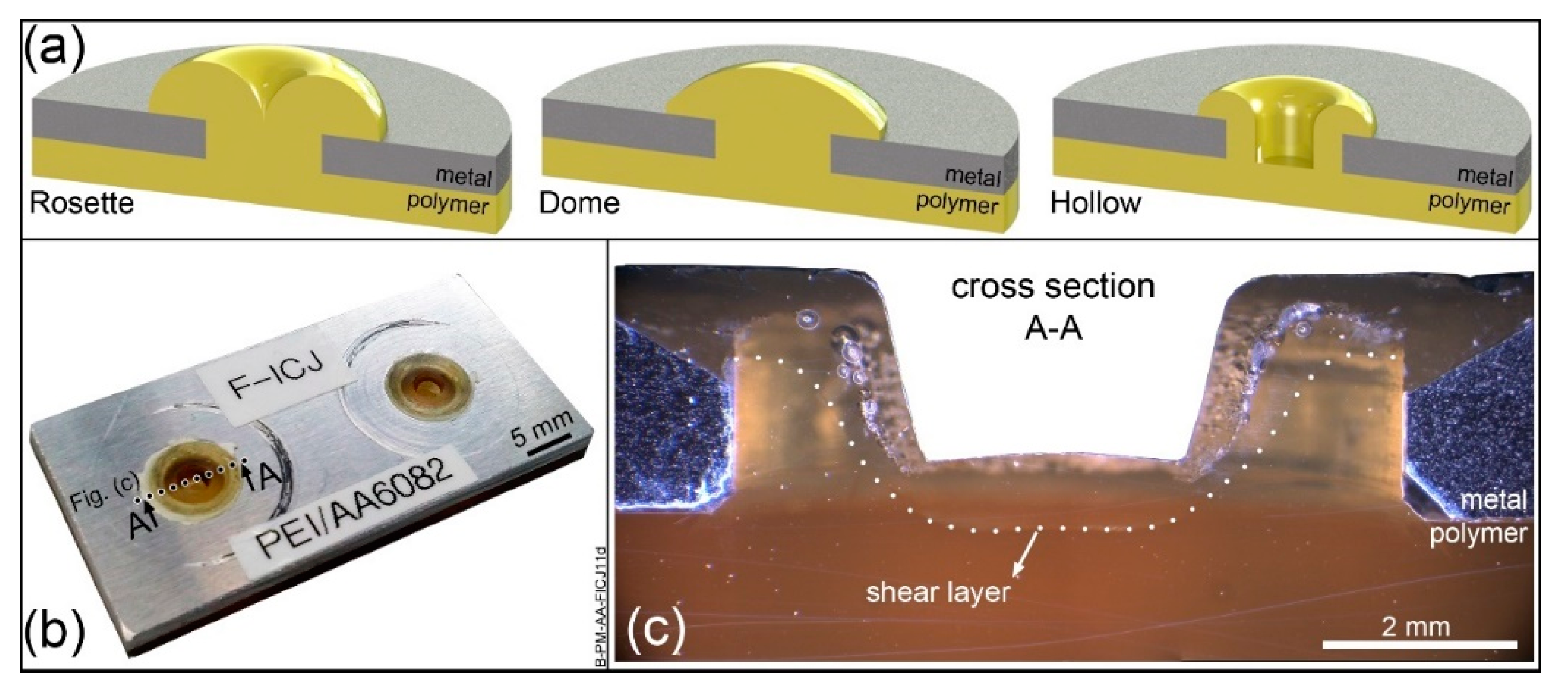
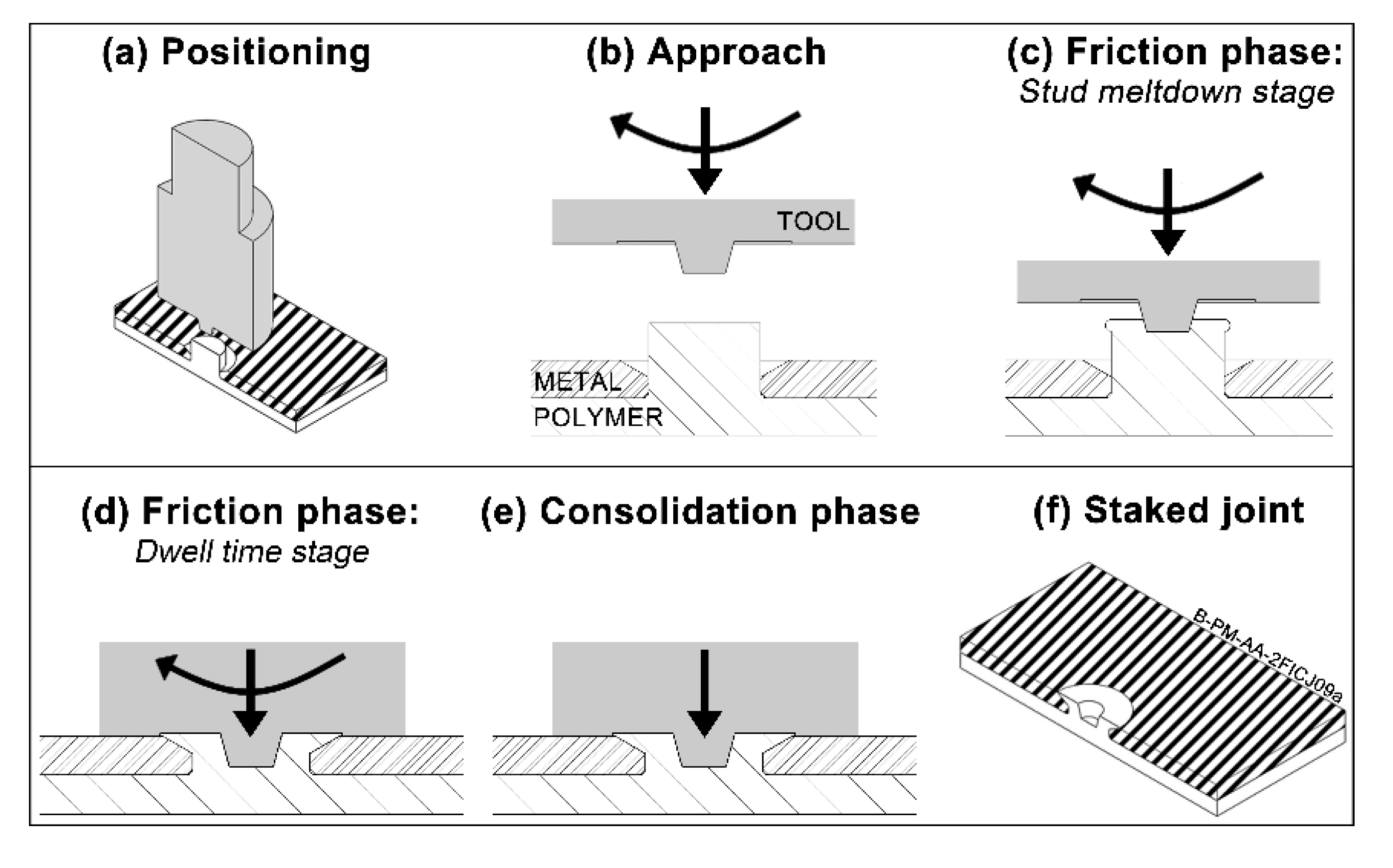
2. Friction-Based Injection Clinching Joining (F-ICJ)
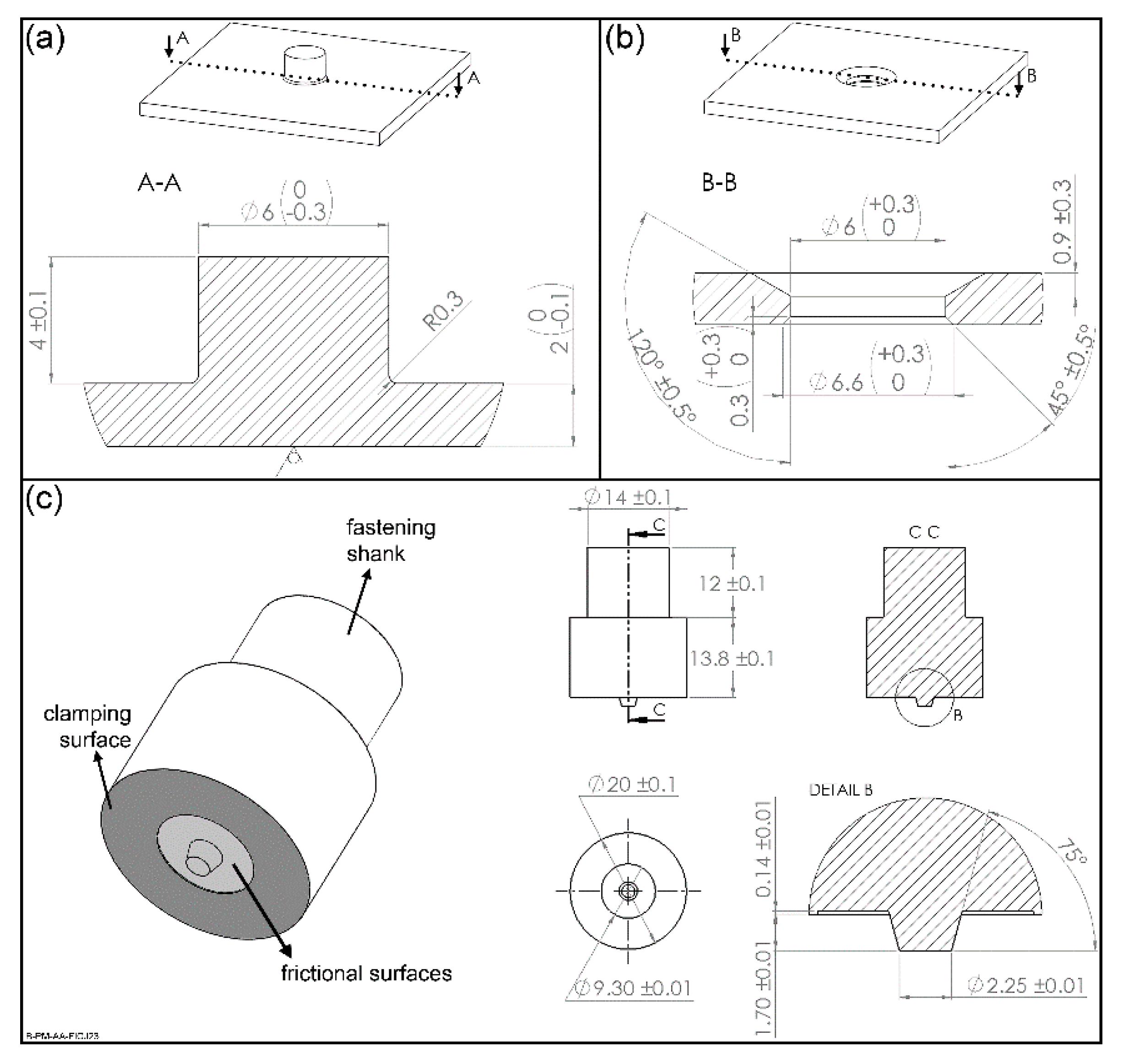
3. Materials and Methods
4. Results and Discussion
4.1. Overview of the Microstructure of the Polymeric Stud
4.2. Microstructural Zones and Interfaces at the Polymeric Stud
4.2.1. Plastically Deformed Zone (PDZ) and Base Material (BM)
4.2.2. Polymer Thermo-Mechanically-Affected Zone (PTMAZ)
4.3. Physical–Chemical Changes in the Microstructural Zones of F-ICJ Joints
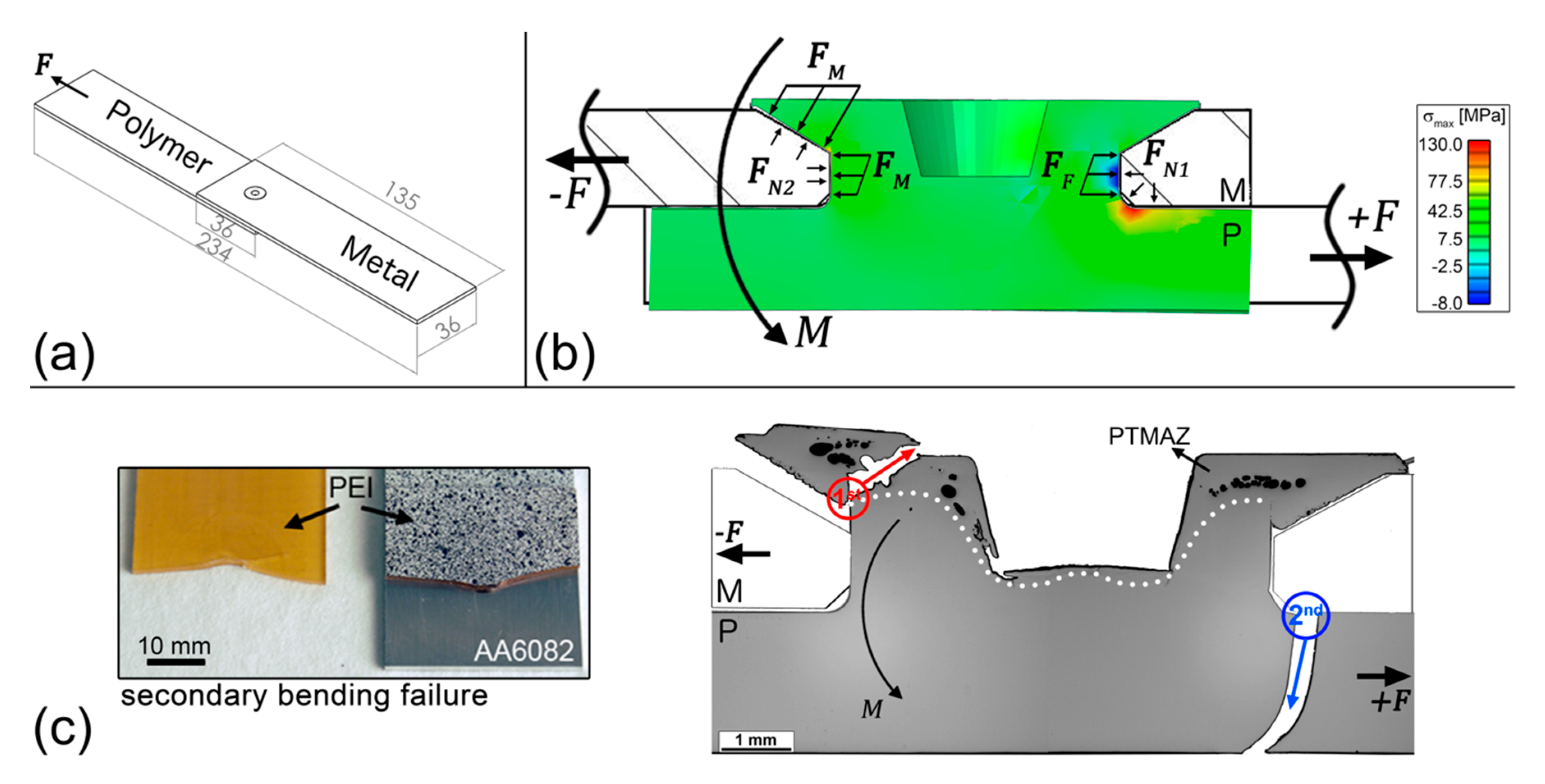
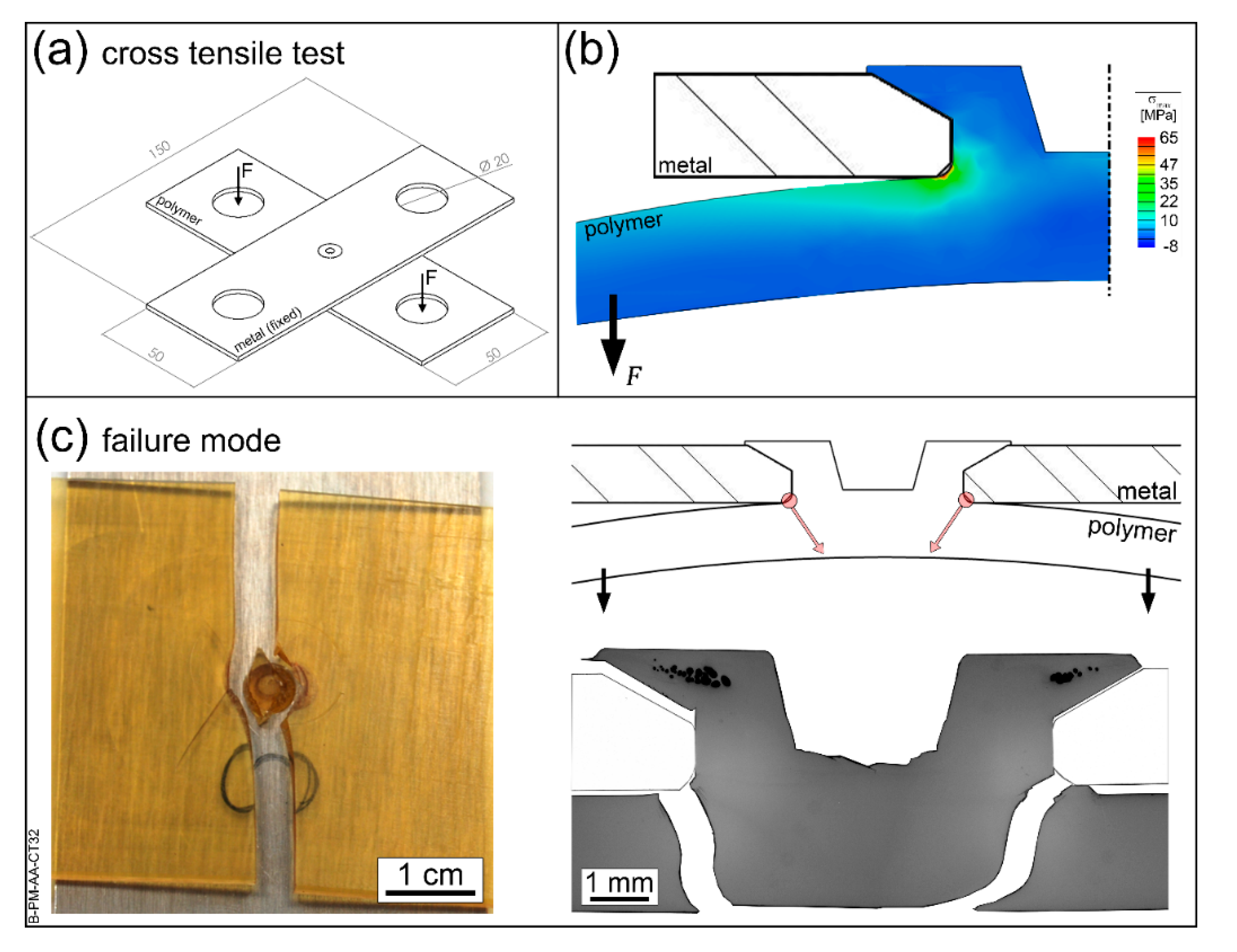
4.4. Effect of the PTMAZ on the Joint Mechanical Behavior
5. Conclusions
- The joining of polyetherimide (PEI) amorphous engineering thermoplastic to aluminum alloy through the new F-ICJ staking joining process was presented. A comprehensive study on the effects of processing on the microstructure and local properties was carried out through light optical microscopy, microhardness testing, and size exclusion chromatography techniques.
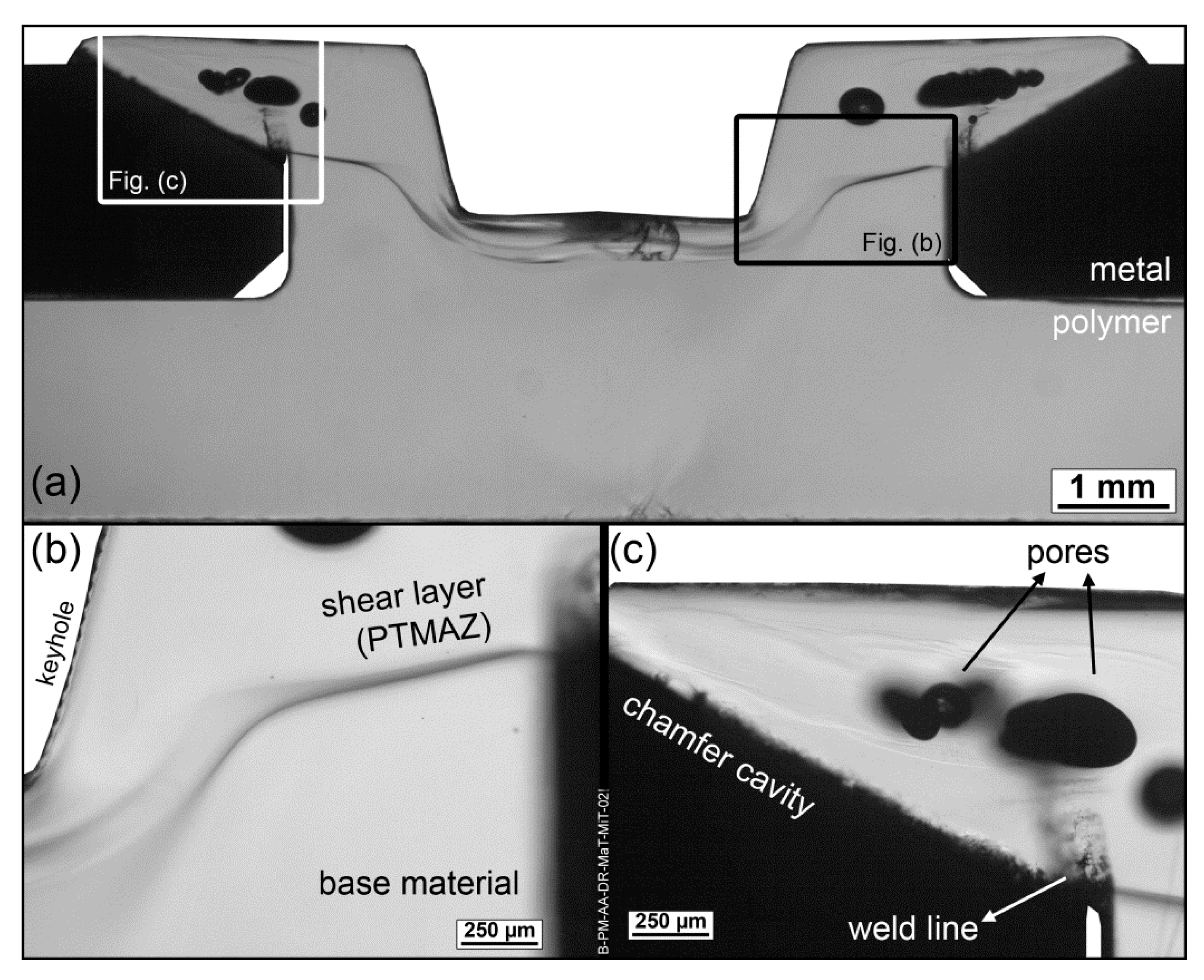
- An analysis through qualitative transmitted-light optical microscopy combined with quantitative microhardness testing allowed to identify and clearly delimitate two microstructural zones in the stake head of PEI: a thermo-mechanically-affected zone (PTMAZ) and a plastically-deformed zone (PDZ).
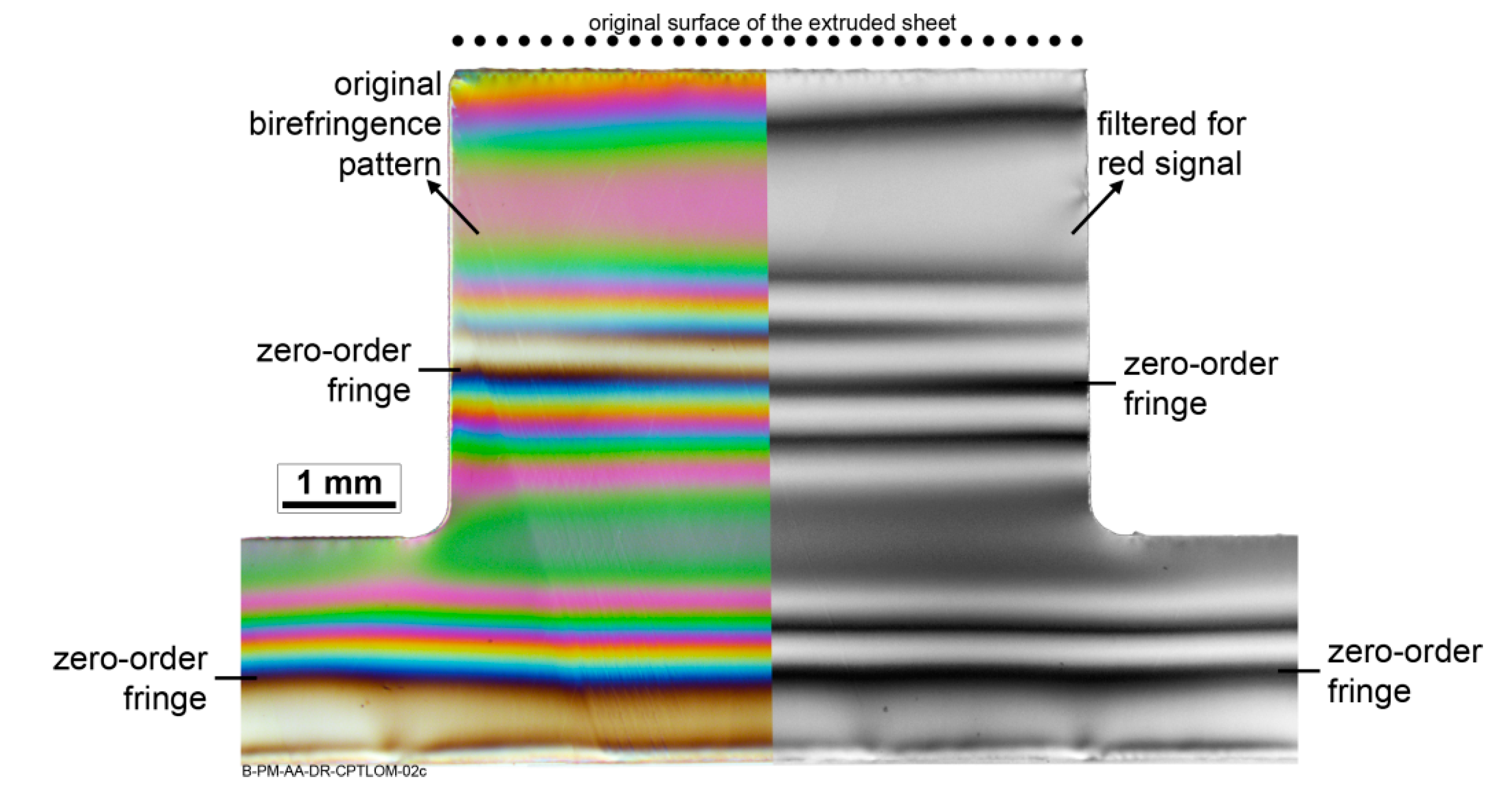
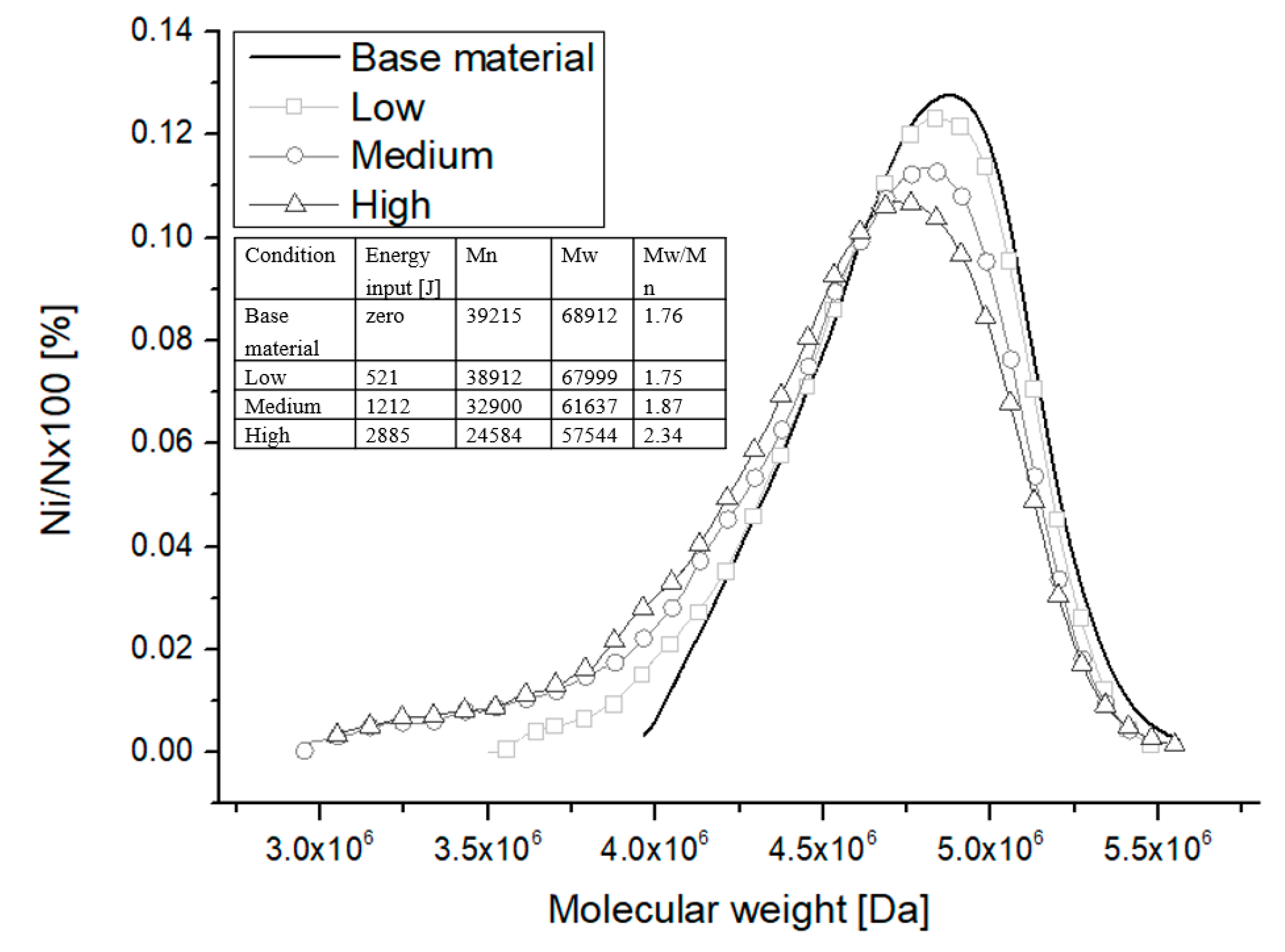
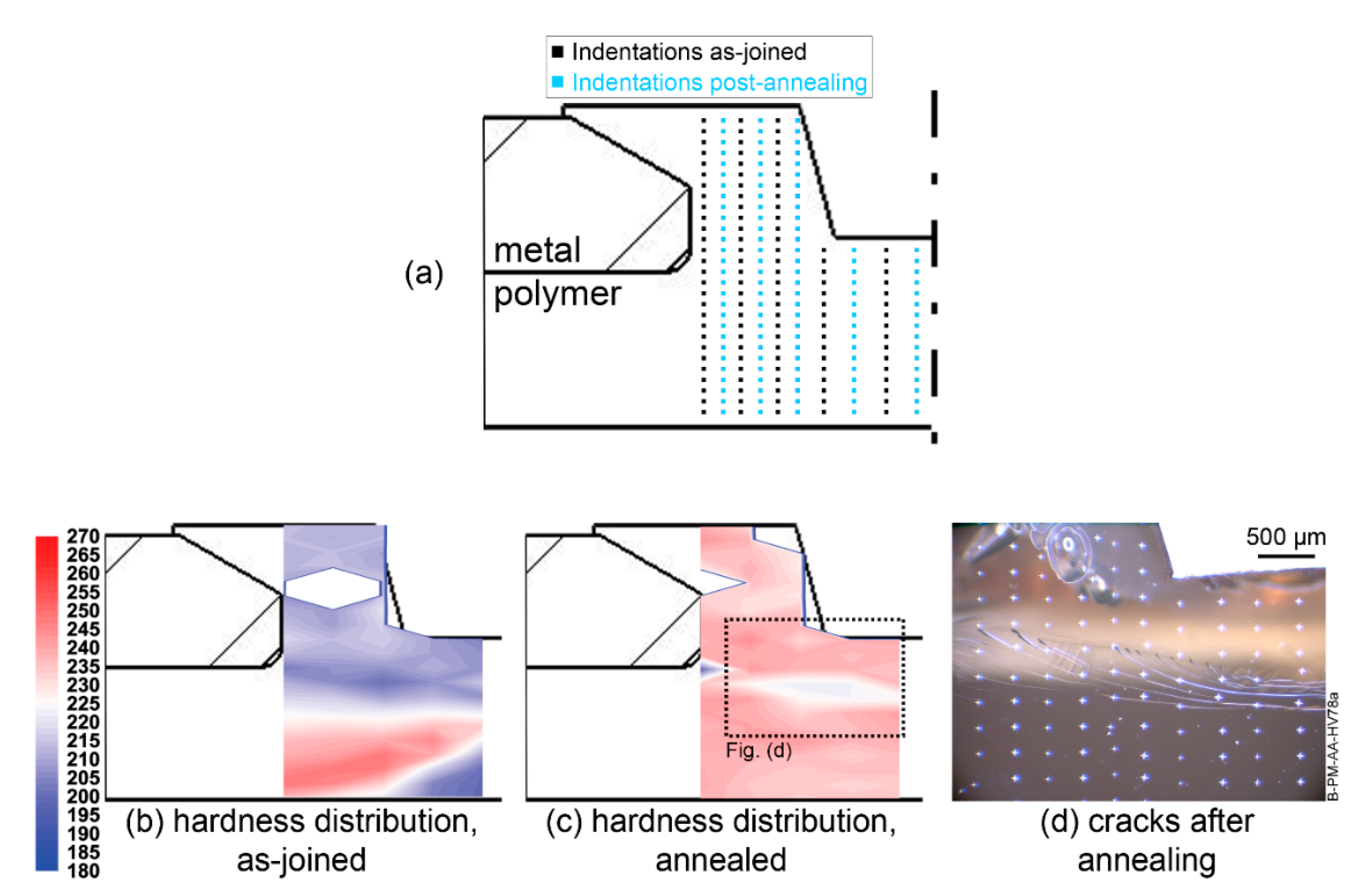
- The PTMAZ, a polymer layer below the keyhole that was molten and sheared by the action the stirring tool at temperatures up to 385 °C well above the Tg of PEI (215 °C), and quickly cooled (≈35 °C s−1) afterwards, presented an 8%–12% reduction in the microhardness values compared to the base material (BM), as well as a few volumetric defects. This zone was characterized by a distinct birefringence pattern, as revealed by cross-polarized transmitted-light optical microscopy (CP-TLOM) analysis, resulting from thermomechanically-induced residual stresses. Furthermore, thermomechanical degradation of PEI by chain scission was identified through size exclusion chromatography (SEC) analysis.
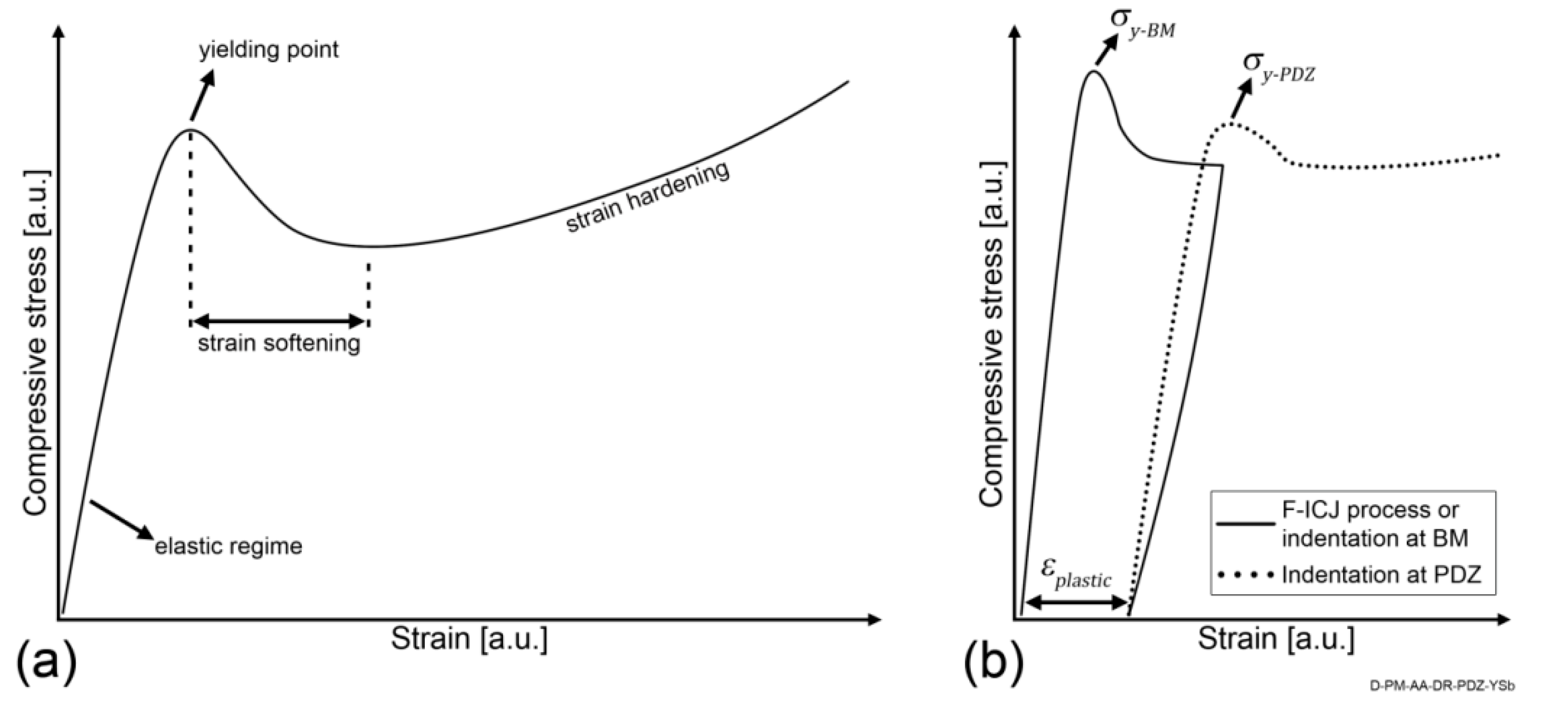
- The PDZ, a polymer volume beneath the PTMAZ boundary that underwent strain softening as a consequence of developed compressive stresses resulting from F-ICJ, showed a 12%–16% reduction in the microhardness values and a different birefringence pattern. The boundary between the PDZ and the base material (BM) was characterized by the difference in the number of fringes presented in the CP-TLOM image.
- A post-joining annealing treatment eliminated residual stresses in the PTMAZ and PDZ, as a consequence of physical ageing of PEI. This helped to identify the nature of the above-mentioned microstructural local changes as distinct volumes of loosely packed PEI chains with unsteady chain conformation and thus larger free volume, which in turn reduced microhardness values. Although thermomechanical degradation of PEI on the staked head was evidenced by SEC, it seems not to contribute to the reduction in joint global mechanical strength.
- The consequences of the microstructural changes and thermal degradation of PEI on the global mechanical properties of staked joints were evaluated in terms of typical mechanical loading in lap shear (average ultimate force of 1419 ± 43 N) and cross tensile (average ultimate force of 430 ± 44 N) testing. Neither of the loading situations rely largely on the PDZ and PTMAZ, therefore the process-induced local strength reduction and PEI degradation by chain scission in the stake head do not compromise global mechanical properties of staked PEI-aluminum joints.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Karami Pabandi, H.; Movahedi, M.; Kokabi, A.H. A new refill friction spot welding process for aluminum/polymer composite hybrid structures. Compos. Struct. 2017, 174, 59–69. [Google Scholar] [CrossRef]
- Huang, Y.; Meng, X.; Xie, Y.; Li, J.; Wan, L. New technique of friction-based filling stacking joining for metal and polymer. Compos. Part B Eng. 2019, 163, 217–223. [Google Scholar] [CrossRef]
- Hahn, O.; Finkeldey, C. Ultrasonic Riveting and Hot-Air-Sticking of Fiber-Reinforced Thermoplastics. J. Thermoplast. Compos. Mater. 2003, 16, 521–528. [Google Scholar] [CrossRef]
- Simões, F.; Rodrigues, D.M. Material flow and thermo-mechanical conditions during Friction Stir Welding of polymers: Literature review, experimental results and empirical analysis. Mater. Des. 2014, 59, 344–351. [Google Scholar] [CrossRef]
- Kiss, Z.; Czigány, T. Effect of welding parameters on the heat affected zone and the mechanical properties of friction stir welded poly(ethylene-terephthalate-glycol). J. Appl. Polym. Sci. 2012, 125, 2231–2238. [Google Scholar] [CrossRef]
- Krishnan, C.; Toussant, D.; Benatar, A. Comparison of weld morphology of polycarbonate and polypropylene for hot plate, vibration and ultrasonic welding. In SPE ANTEC 2004; Proceedings of the Technical Conference & Exhibition (ANTEC 2004); Society of Plastics Engineers: Chicago, IL, USA, 2004; Volume 1, pp. 1241–1245. [Google Scholar]
- BaltáCalleja, F.J.; Fakirov, S. Microhardness of Polymers; Cambridge University Press: New York, NY, USA, 2007; ISBN 0-521-064218-3. [Google Scholar]
- Flores, A.; Ania, F.; Baltá-Calleja, F.J. From the glassy state to ordered polymer structures: A microhardness study. Polymer (Guildf). 2009, 50, 729–746. [Google Scholar] [CrossRef] [Green Version]
- Rueda, D.R.; Gutiérrez, M.C.G.; Calleja, F.J.B.; Piccarolo, S. Order in the amorphous state of poly(ethylene terephthalate) as revealed by microhardness: Creep behavior and physical aging. Int. J. Polym. Mater. Polym. Biomater. 2002, 51, 897–908. [Google Scholar] [CrossRef]
- Chen, X.; Yan, J.; Karlsson, A.M. On the determination of residual stress and mechanical properties by indentation. Mater. Sci. Eng. A 2006, 416, 139–149. [Google Scholar] [CrossRef] [Green Version]
- Xiao, L.; Ye, D.; Chen, C. A further study on representative models for calculating the residual stress based on the instrumented indentation technique. Comput. Mater. Sci. 2014, 82, 476–482. [Google Scholar] [CrossRef]
- Hahn, O.; Finkeldey, C. Warmluftnieten von Langglasfaserverstärkten Thermoplasten mit Beschichteten Metallischen Werkstoffen; Shaker Verlag: Aachen, Germany, 2004; Volume 63, ISBN 3-8322-3332-6. [Google Scholar]
- Ghosh, S.; Reddy, R. Ultrasonic sealing of polyester and spectra fabrics using thermo plastic properties. J. Appl. Polym. Sci. 2009, 113, 1082–1089. [Google Scholar] [CrossRef]
- Tan, X.; Zhang, J.; Shan, J.; Yang, S.; Ren, J. Characteristics and formation mechanism of porosities in CFRP during laser joining of CFRP and steel. Compos. Part B Eng. 2015, 70, 35–43. [Google Scholar] [CrossRef]
- Amancio-Filho, S.T.; Roeder, J.; Nunes, S.P.; dos Santos, J.F.; Beckmann, F. Thermal degradation of polyetherimide joined by friction riveting (FricRiveting). Part I: Influence of rotation speed. Polym. Degrad. Stab. 2008, 93, 1529–1538. [Google Scholar] [CrossRef] [Green Version]
- Sônego, M.; Abibe, A.B.; Santos, J.F.; Canto, L.B.; Amancio-Filho, S.T. Chemical Changes in Polyetherimide ( PEI ) Joined by Friction-based Injection Clinching Joining ( F-ICJ ) Technique. In Proceedings of the Regional Conference Graz 2015—Polymer Processing Society PPS: Conference paper, AIP Conference Proceedings, Graz, Austria, 21–25 September 2015; 2016; Volume 1779. Article number 070007. [Google Scholar] [CrossRef] [Green Version]
- Abibe, A.B.; Amancio-Filho, S.T.; Sônego, M.; dos Santos, J.F. A Method for Joining a Plastic Workpiece to a Further Workpiece. European Patent EP 2 990 178 B1, 26 December 2018. [Google Scholar]
- Abibe, A.B.; Sônego, M.; dos Santos, J.F.; Canto, L.B.; Amancio-Filho, S.T. On the feasibility of a friction-based staking joining method for polymer-metal hybrid structures. Mater. Des. 2016, 92, 632–642. [Google Scholar] [CrossRef] [Green Version]
- Abibe, A.B. Friction-Based Injection Clinching Joining (F-ICJ): A New Joining Method for Hybrid Lightweight Structures. Ph.D. Thesis, Technische Universität, Hamburg, Germany, December 2015. [Google Scholar]
- Rotheiser, J. Joining of Plastics: Handbook for Designers and Engineers; Carl Hanser Verlag: Munich, Germany, 1999; ISBN 1-56990-253-4. [Google Scholar]
- Krahmer, D.M.; Polvorosa, R.; López de Lacalle, L.N.; Alonso-Pinillos, U.; Abate, G.; Riu, F. Alternatives for Specimen Manufacturing in Tensile Testing of Steel Plates. Exp. Tech. 2016, 40, 1555–1565. [Google Scholar] [CrossRef]
- Silva, C.M.A.; Rosa, P.A.R.; Martins, P.A.F. Innovative Testing Machines and Methodologies for the Mechanical Characterization of Materials. Exp. Tech. 2016, 40, 569–581. [Google Scholar] [CrossRef]
- Dixit, U.S.; Joshi, S.N.; Davim, J.P. Incorporation of material behavior in modeling of metal forming and machining processes: A review. Mater. Des. 2011, 32, 3655–3670. [Google Scholar] [CrossRef]
- ASTM International. Standard Test Method for Knoop and Vickers Hardness of Materials 2010; ASTM International: West Conshohocken, PA, USA, 2010; ASTM E384-10e1. [Google Scholar]
- Sawai, T.; Ogawa, K.; Yamaguchi, H.; Ochi, H.; Yamamoto, Y.; Suga, Y. Evaluation of joint strength of friction welded carbon steel by heat input. Weld. Int. 2002, 16, 432–441. [Google Scholar] [CrossRef]
- Su, P.; Gerlich, A.; North, T.H.; Bendzsak, G.J. Energy utilisation and generation during friction stir spot welding. Sci. Technol. Weld. Join. 2006, 11, 163–169. [Google Scholar] [CrossRef]
- Zuanetti, B. Characterization of Polyetherimide under Static, Dynamic, and Multiple Impact Conditions. Bachelor’s Thesis, University of Central Florida, Orlando, FL, USA, 2013. [Google Scholar]
- Brown, N.; Ward, I.M. Load drop at the upper yield point of a polymer. J. Polym. Sci. Part A-2 Polym. Phys. 1968, 6, 607–620. [Google Scholar] [CrossRef]
- Struik, L.C.E. Physical Aging: Influence on the Deformation Behavior of Amorphous Polymers. In Failure of Plastics; Brostow, W., Corneliussen, R.D., Eds.; Carl Hanser Verlag: Munich, Germany, 1986; pp. 209–234. ISBN 3-446-14199-5. [Google Scholar]
- Arruda, E.M.; Boyce, M.C. Evolution of plastic anisotropy in amorphous polymers during finite straining. Int. J. Plast. 1993, 9, 697–720. [Google Scholar] [CrossRef]
- Stachurski, Z.H.H. Deformation mechanisms and yield strength in amorphous polymers. Prog. Polym. Sci. 1997, 22, 407–474. [Google Scholar] [CrossRef]
- Brown, N. Yield Behaviour of Polymers. In Failure of Plastics; Brostow, W., Corneliussen, P., Eds.; Carl Hanser Verlag: Munich, Germany, 1986; pp. 98–118. ISBN 3-446-14199-5. [Google Scholar]
- Strobl, G. The Physics of Polymers, 3rd ed.; Springer: Berlin, Germany, 2007; ISBN 978-3-540-25278-8. [Google Scholar]
- Ajovalasit, A.; Petrucci, G.; Scafidi, M. Review of RGB photoelasticity. Opt. Lasers Eng. 2015, 68, 58–73. [Google Scholar] [CrossRef] [Green Version]
- Redner, A.S.; Hoffman, B.R. Measuring residual stress in transparent plastics. In Medical Plastics: Degradation Resistance & Failure Analysis; Strainoptic Technologies: North Wales, PA, USA, 1998; pp. 45–50. [Google Scholar]
- Scafidi, M.; Pitarresi, G.; Toscano, A.; Petrucci, G.; Alessi, S.; Ajovalasit, A. Review of photoelastic image analysis applied to structural birefringent materials: glass and polymers. Opt. Eng. 2015, 54, 81206. [Google Scholar] [CrossRef]
- Ajovalasit, A.; Barone, S.; Petrucci, G. A review of automated methods for the collection and analysis of photoelastic data. J. Strain Anal. Eng. Des. 1998, 33, 75–91. [Google Scholar] [CrossRef]
- Ajovalasit, A.; Petrucci, G.; Scafidi, M. RGB Photoelasticity: Review and Improvements. Strain 2010, 46, 137–147. [Google Scholar] [CrossRef]
- Hutchinson, J.M. Physical aging of polymers. Prog. Polym. Sci. 1995, 20, 703–760. [Google Scholar] [CrossRef]
- BaltáCalleja, F.J.; Flores, A.; Michler, G.H. Microindentation studies at the near surface of glassy polymers: Influence of molecular weight. J. Appl. Polym. Sci. 2004, 93, 1951–1956. [Google Scholar] [CrossRef]
- Elias, H.-G. An Introduction to Plastics, 2nd ed.; Wiley-VCH: Weinheim, Germany, 2003; ISBN 3-527-29602-6. [Google Scholar]
- Sônego, M.; Abibe, A.B.; Canevarolo, S.V.; Bettini, S.H.P.; dos Santos, J.F.; Canto, L.B.; Amancio-Filho, S.T. Thermomechanical Degradation of Polyetherimide (PEI) by Friction-Based Joining and the Effects on Quasi-Static Mechanical Strength of Hybrid Joints. Int. Polym. Process. 2019, 34, 100–110. [Google Scholar] [CrossRef]
- Belana, J.; Cañadas, J.C.; Diego, J.A.; Mudarra, M.; Díaz, R.; Friederichs, S.; Jaimes, C.; Sanchis, M.J. Physical ageing studies in polyetherimide ULTEM 1000. Polym. Int. 1998, 46, 29–32. [Google Scholar] [CrossRef]
- Rodríguez, A.; Calleja, A.; López de Lacalle, L.N.; Pereira, O.; González, H.; Urbikain, G.; Laye, J. Burnishing of FSWAluminum Al-Cu-Li components. Metals 2019, 9, 260. [Google Scholar] [CrossRef] [Green Version]
- Sánchez Egea, A.J.; Rodríguez, A.; Celentano, D.; Calleja, A.; López de Lacalle, L.N. Joining metrics enhancement when combining FSW and ball-burnishing in a 2050 aluminium alloy. Surf. Coatings Technol. 2019, 367, 327–335. [Google Scholar] [CrossRef] [Green Version]
- Salmon, S.; Swank, M.; Janaki Ram, G.D.; Stucker, B.E.; Palmer, J.A. Effectiveness of epoxy staking of fasteners in aerospace applications. Assem. Autom. 2009, 29, 341–347. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Duration [ms] | Rotational Speed [rpm] | Axial Force [N] |
|---|---|---|---|
| Stud meltdown | 765 | 7472 | 2551 |
| Dwell time | 1812 | 7018 | 2551 |
| Consolidation | 5000 | 0 | 5363 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abibe, A.B.; Sônego, M.; Canto, L.B.; dos Santos, J.F.; Amancio-Filho, S.T. Process-Related Changes in Polyetherimide Joined by Friction-Based Injection Clinching Joining (F-ICJ). Materials 2020, 13, 1027. https://doi.org/10.3390/ma13051027
Abibe AB, Sônego M, Canto LB, dos Santos JF, Amancio-Filho ST. Process-Related Changes in Polyetherimide Joined by Friction-Based Injection Clinching Joining (F-ICJ). Materials. 2020; 13(5):1027. https://doi.org/10.3390/ma13051027
Chicago/Turabian StyleAbibe, André B., Marilia Sônego, Leonardo B. Canto, Jorge F. dos Santos, and Sergio T. Amancio-Filho. 2020. "Process-Related Changes in Polyetherimide Joined by Friction-Based Injection Clinching Joining (F-ICJ)" Materials 13, no. 5: 1027. https://doi.org/10.3390/ma13051027