Effect of Coconut Fiber Length and Content on Properties of High Strength Concrete

 , , , , , ,
, , , , , ,
Abstract
:1. Introduction
1.1. High Strength Concrete
1.2. Natural Fibers in Normal Strength Concrete
1.3. Coconut Fiber with Mineral Admixture in Concrete
1.4. Durability of Coconut Fiber Reinforced Concrete
1.5. Significance of Current Work
2. Experimental Program
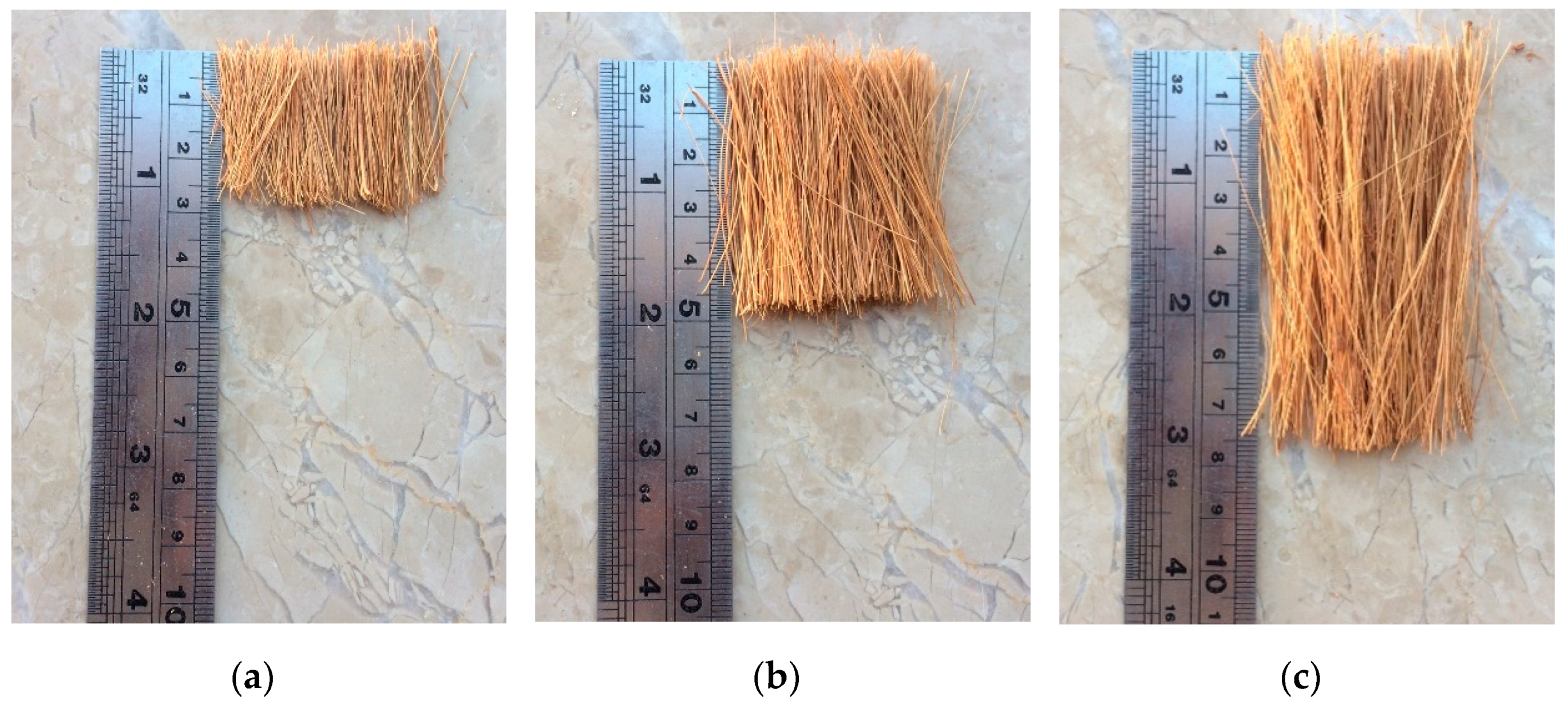
2.1. Material Properties
2.2. Mix Design and Casting Procedure
2.3. Testing Procedure
3. Results and Discussions
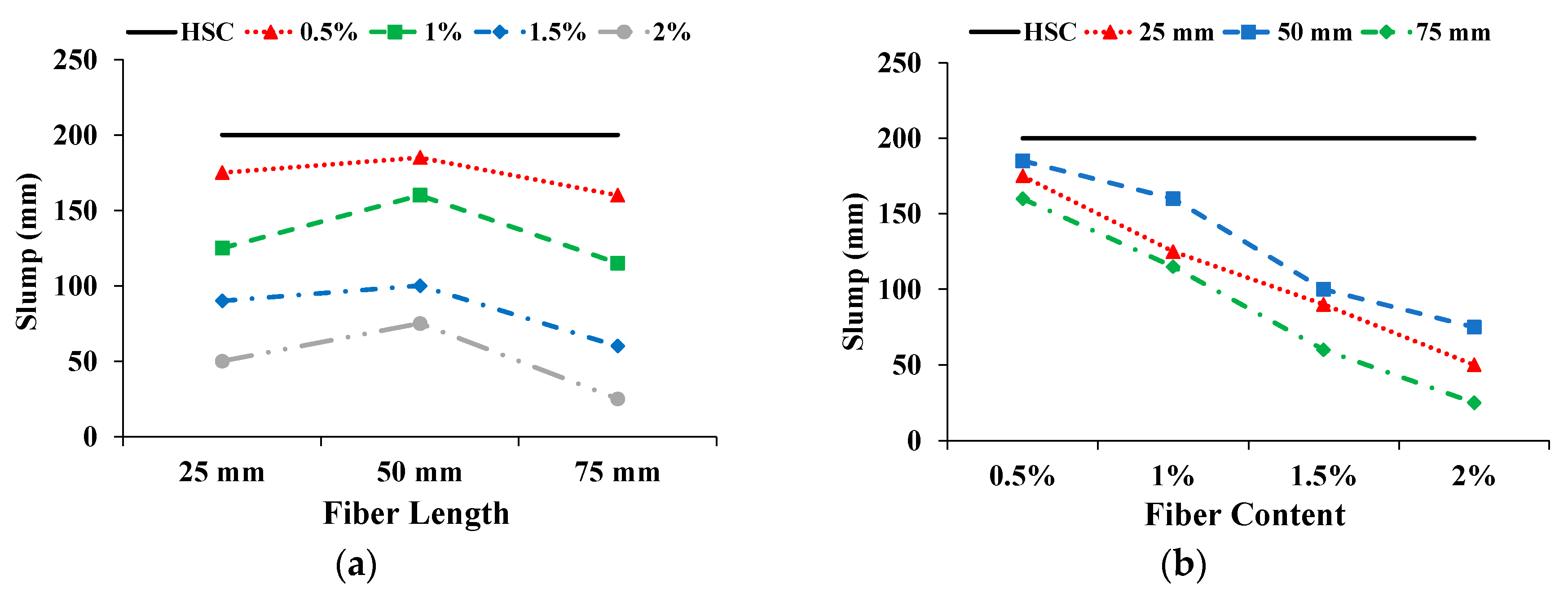
3.1. Slump of Fresh Concrete
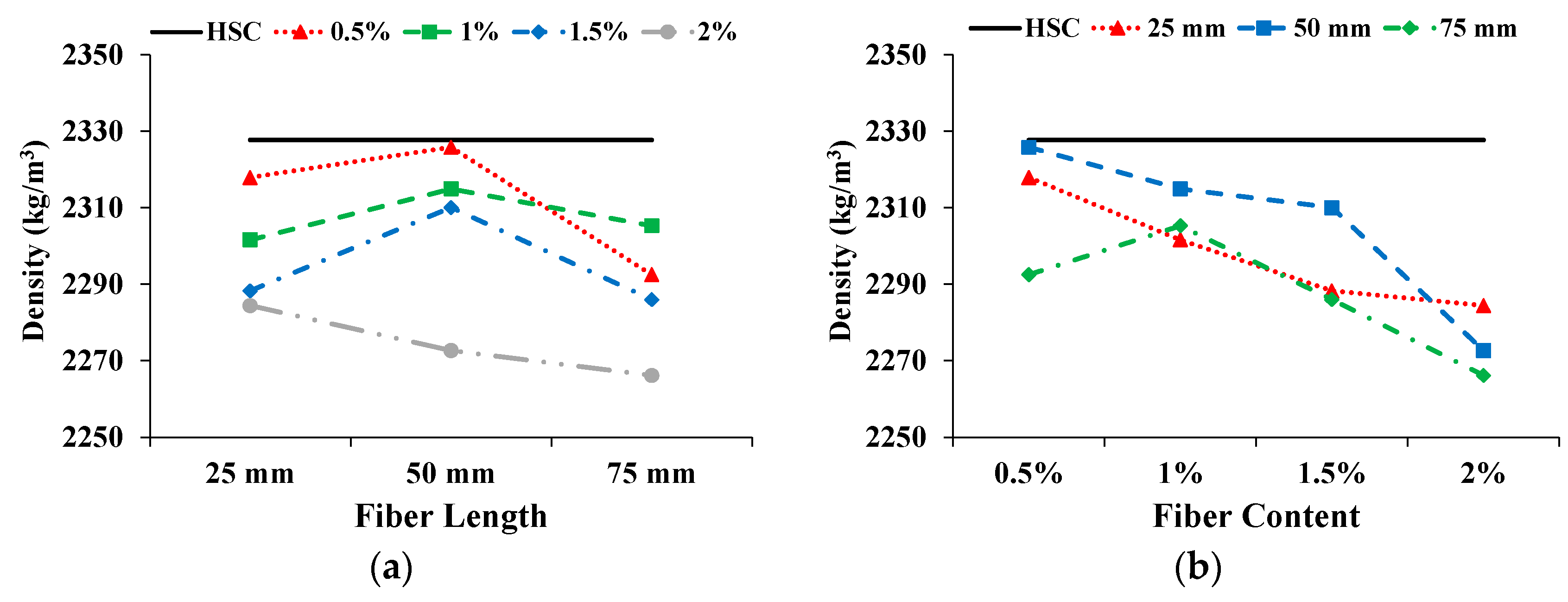
3.2. Density of Hardened Concrete
3.3. Compressive Properties
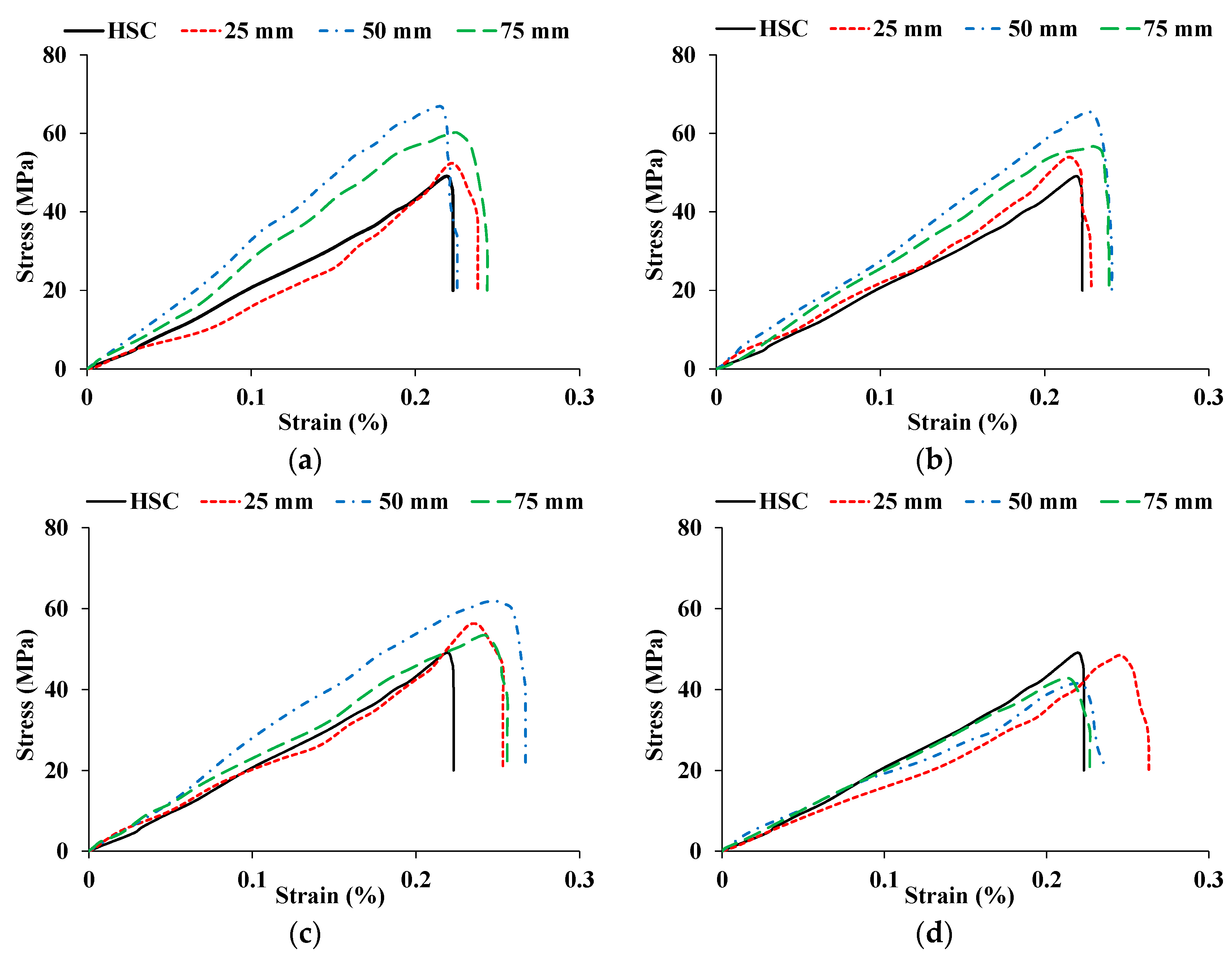
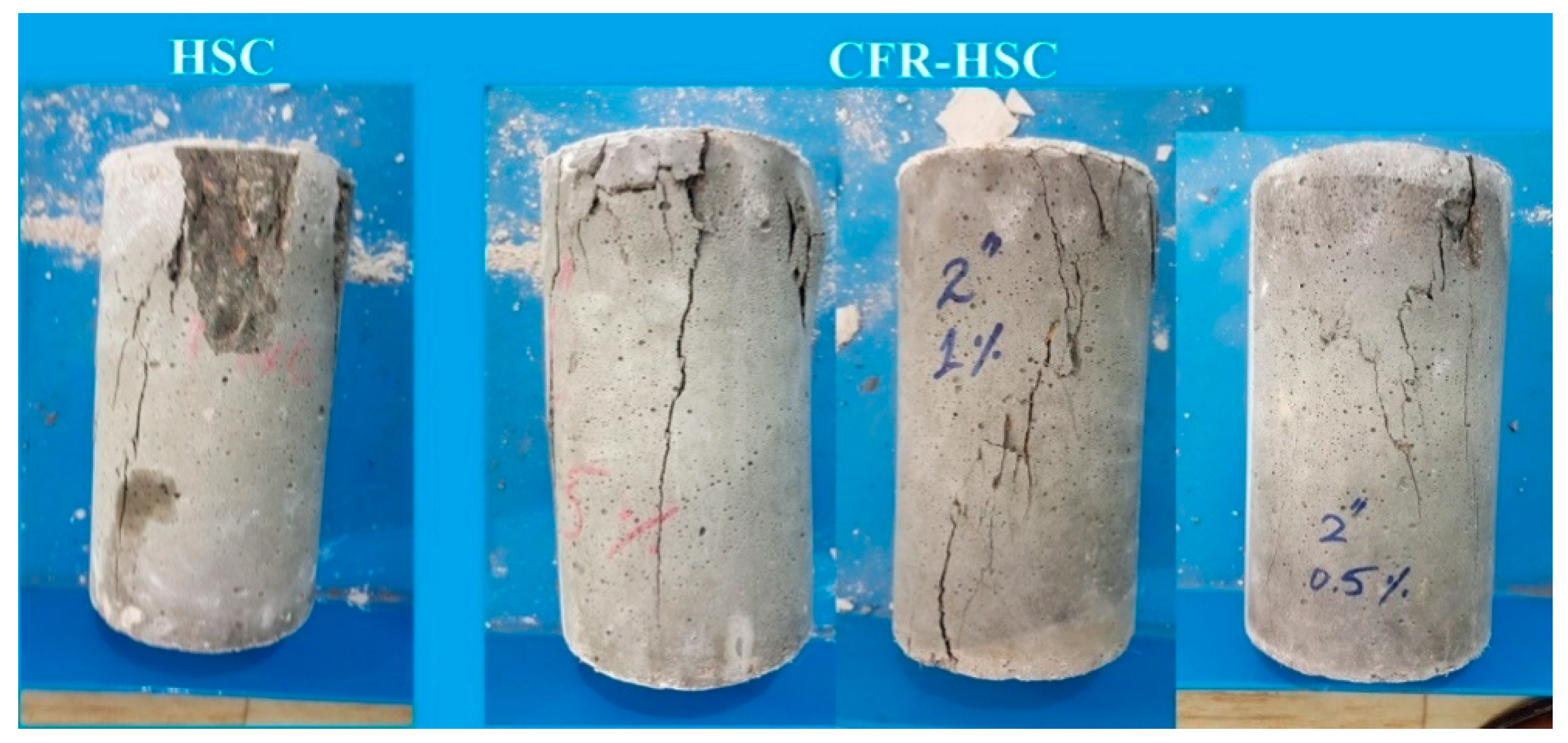
3.3.1. Compressive Behavior
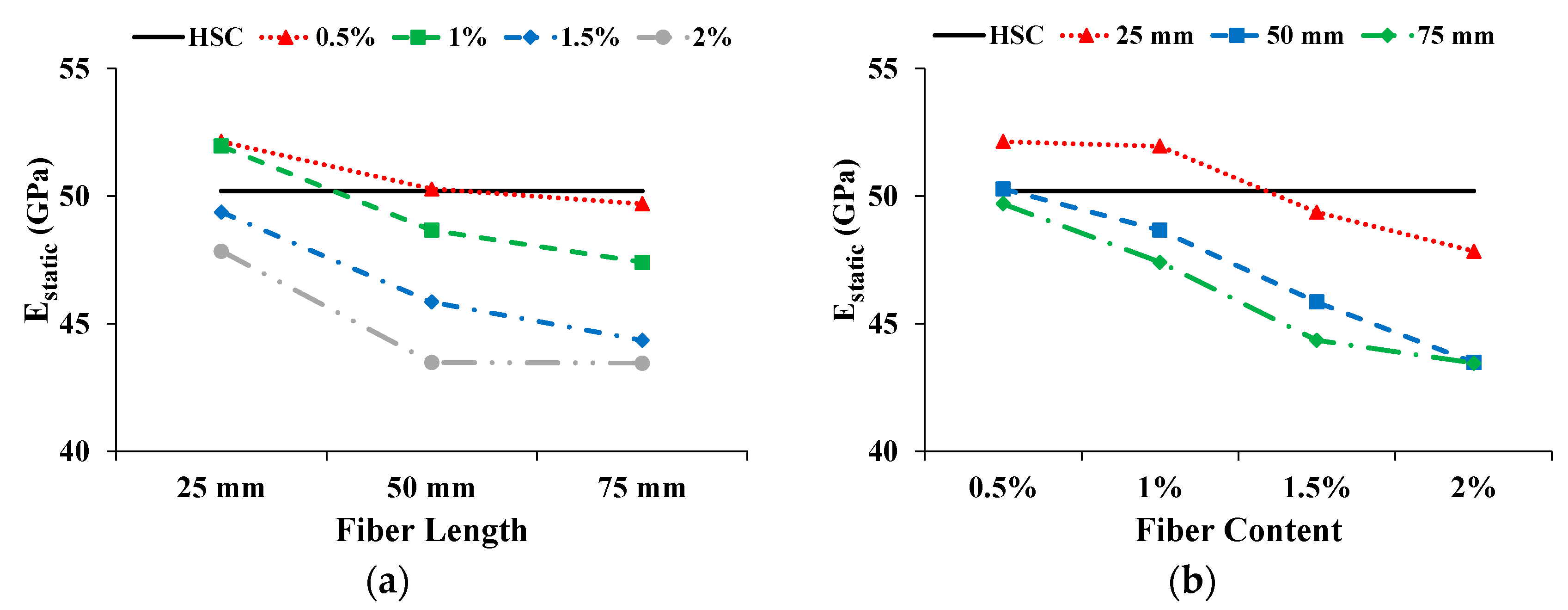
3.3.2. Static Modulus of Elasticity (Estatic)
3.3.3. Compressive Strength (σ)
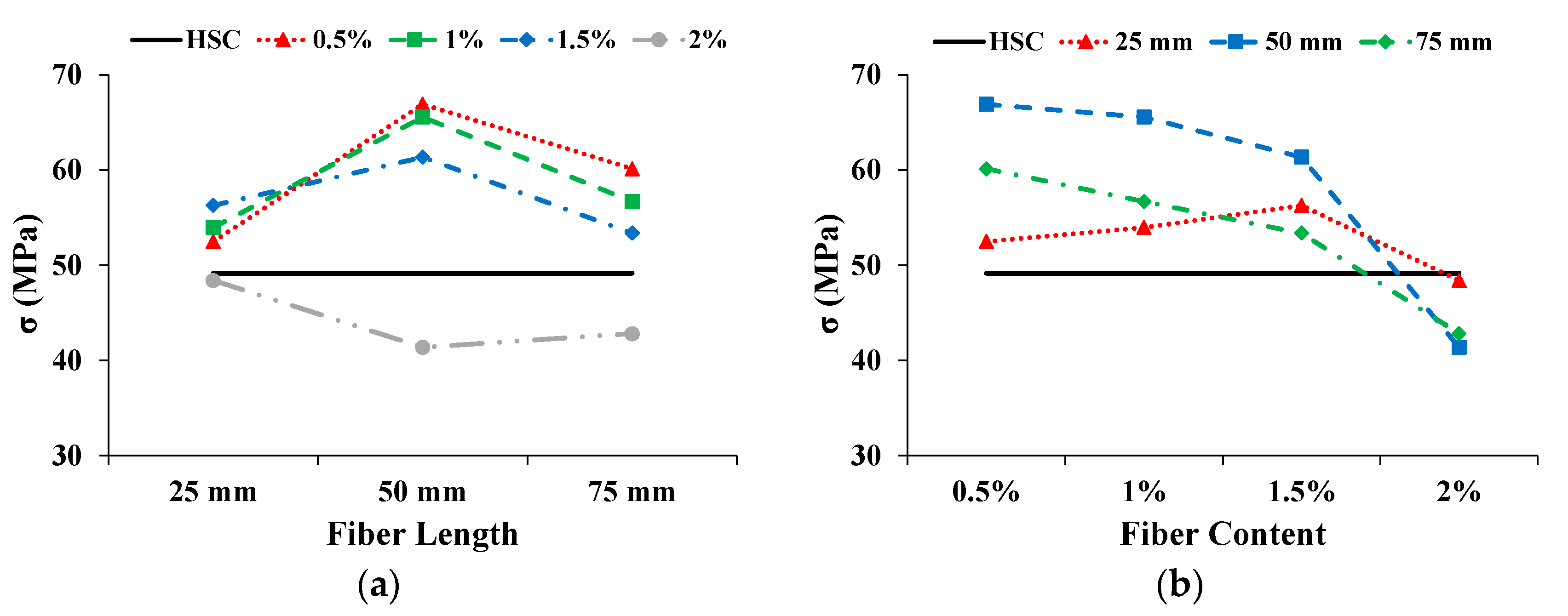
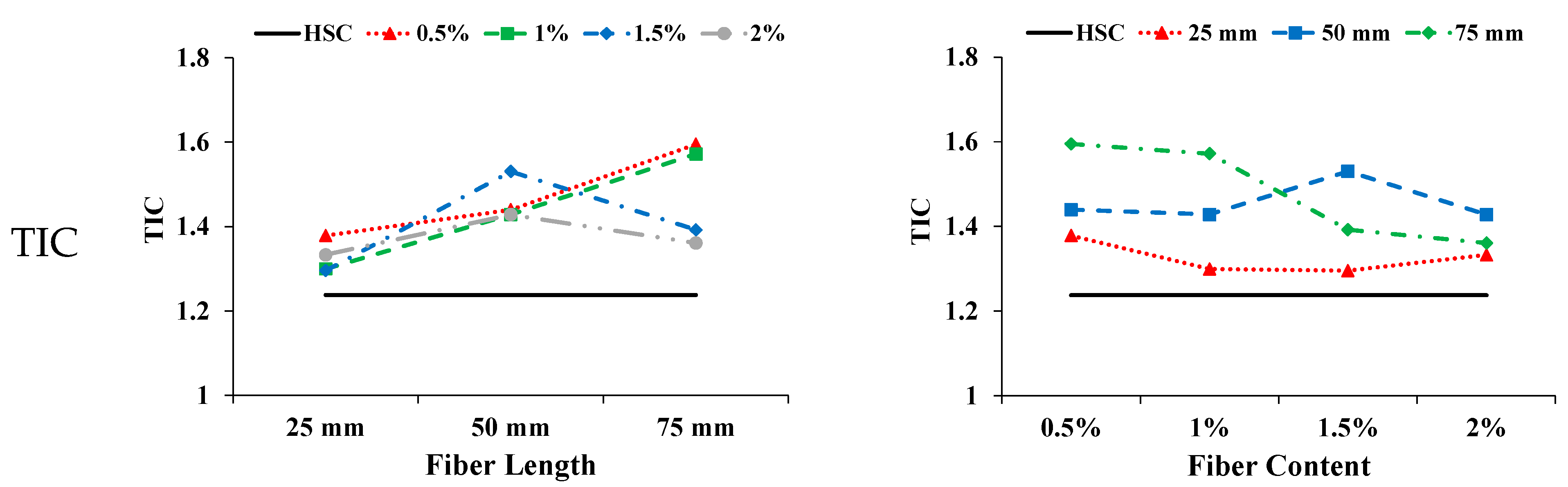
3.3.4. Energy Absorption in Compression and Toughness index
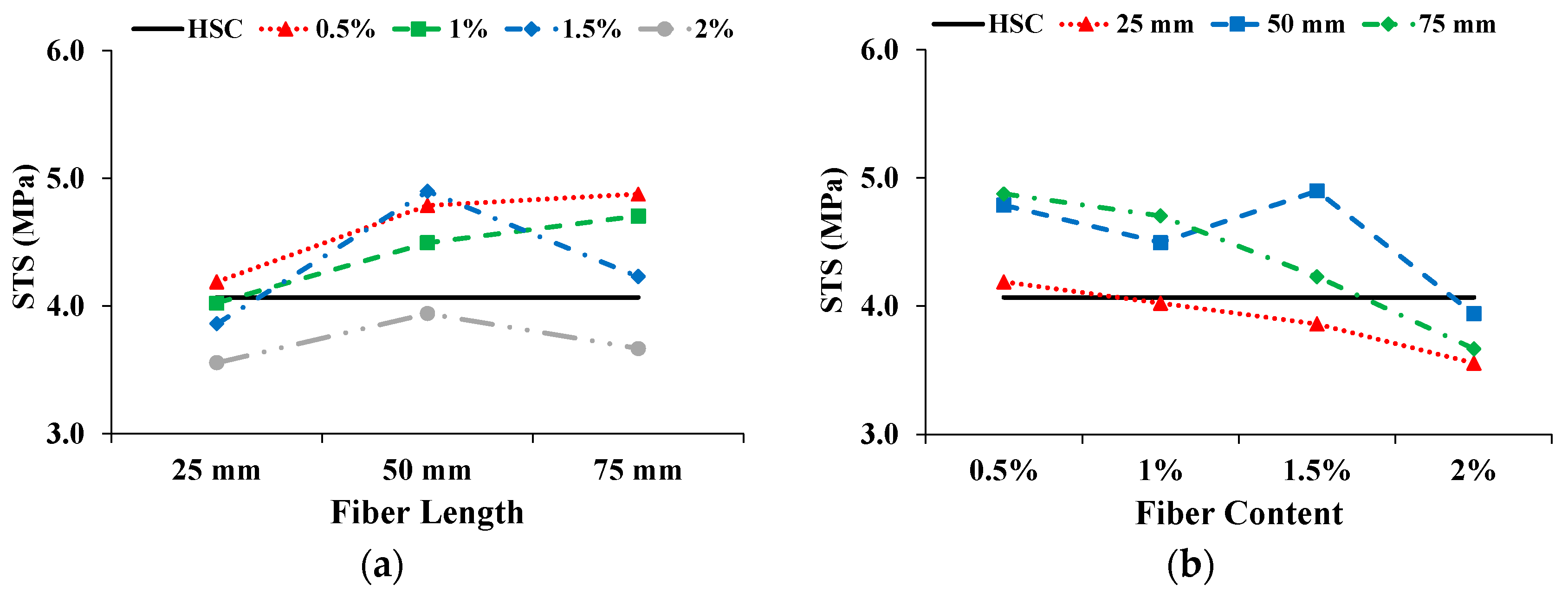
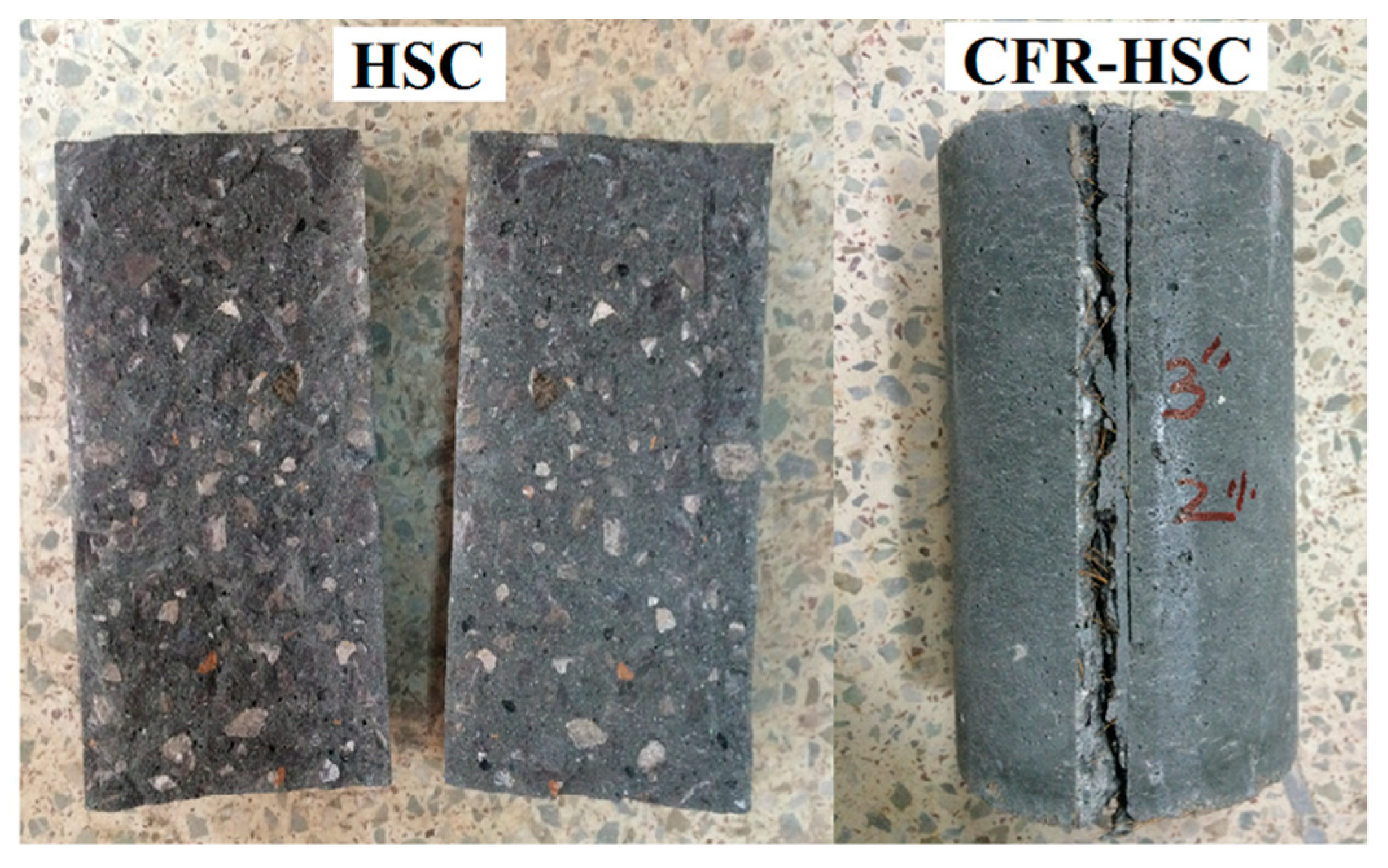
3.4. Splitting-tensile Properties
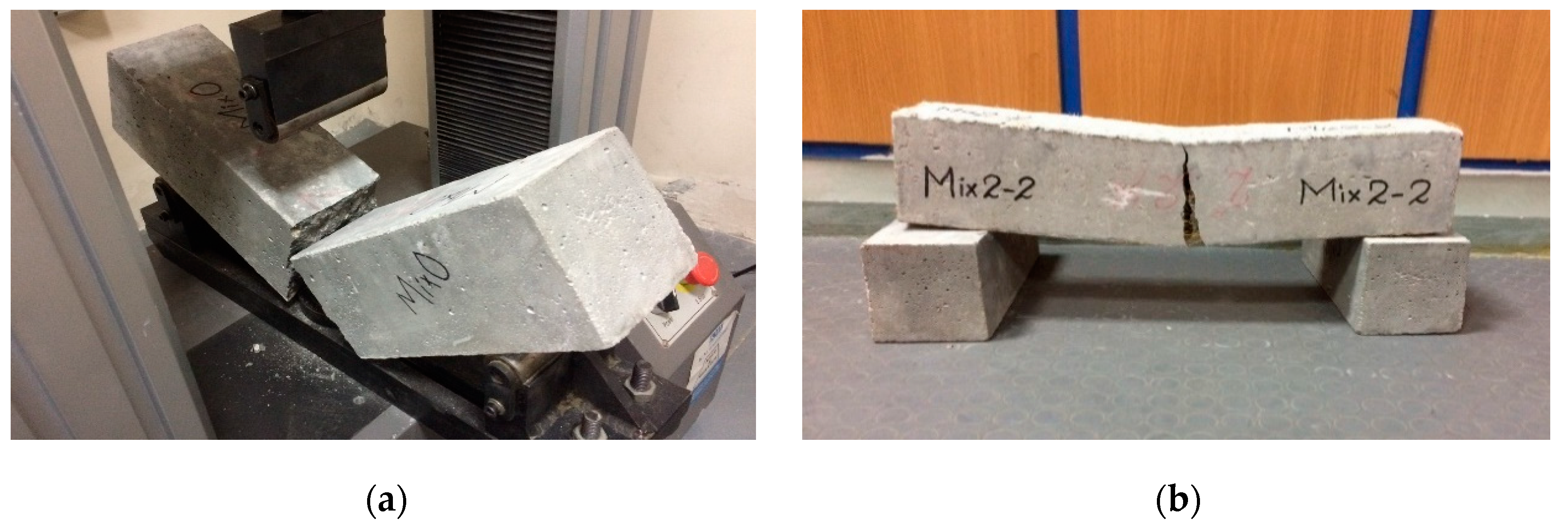
3.5. Flexural Properties
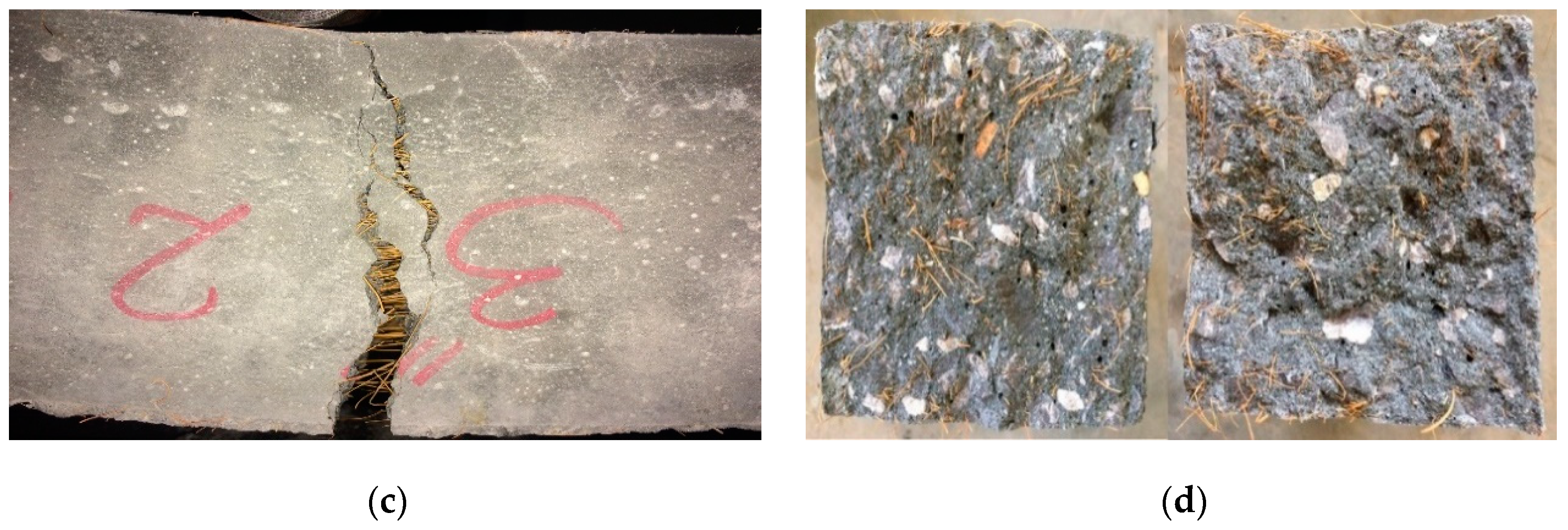
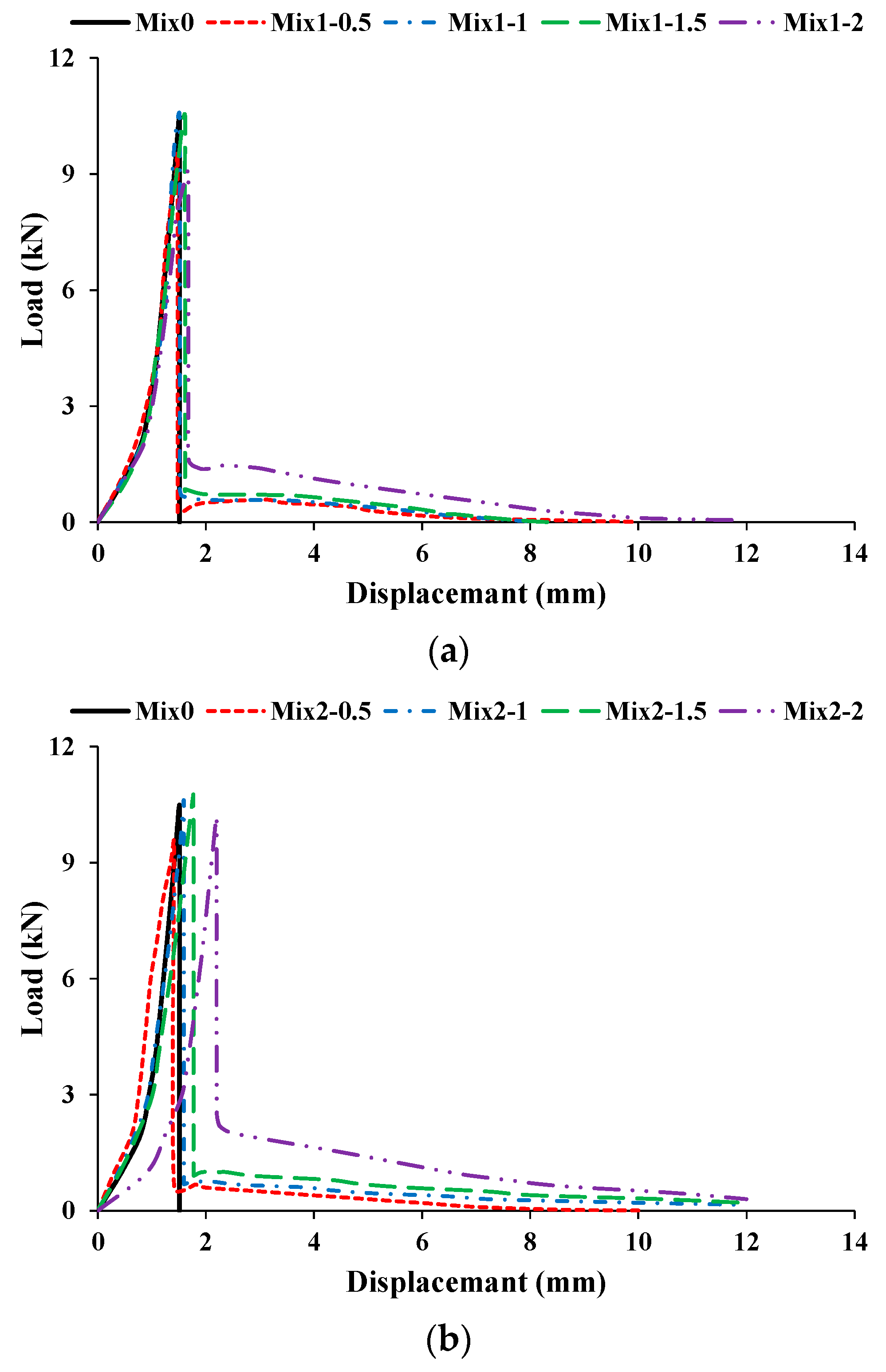
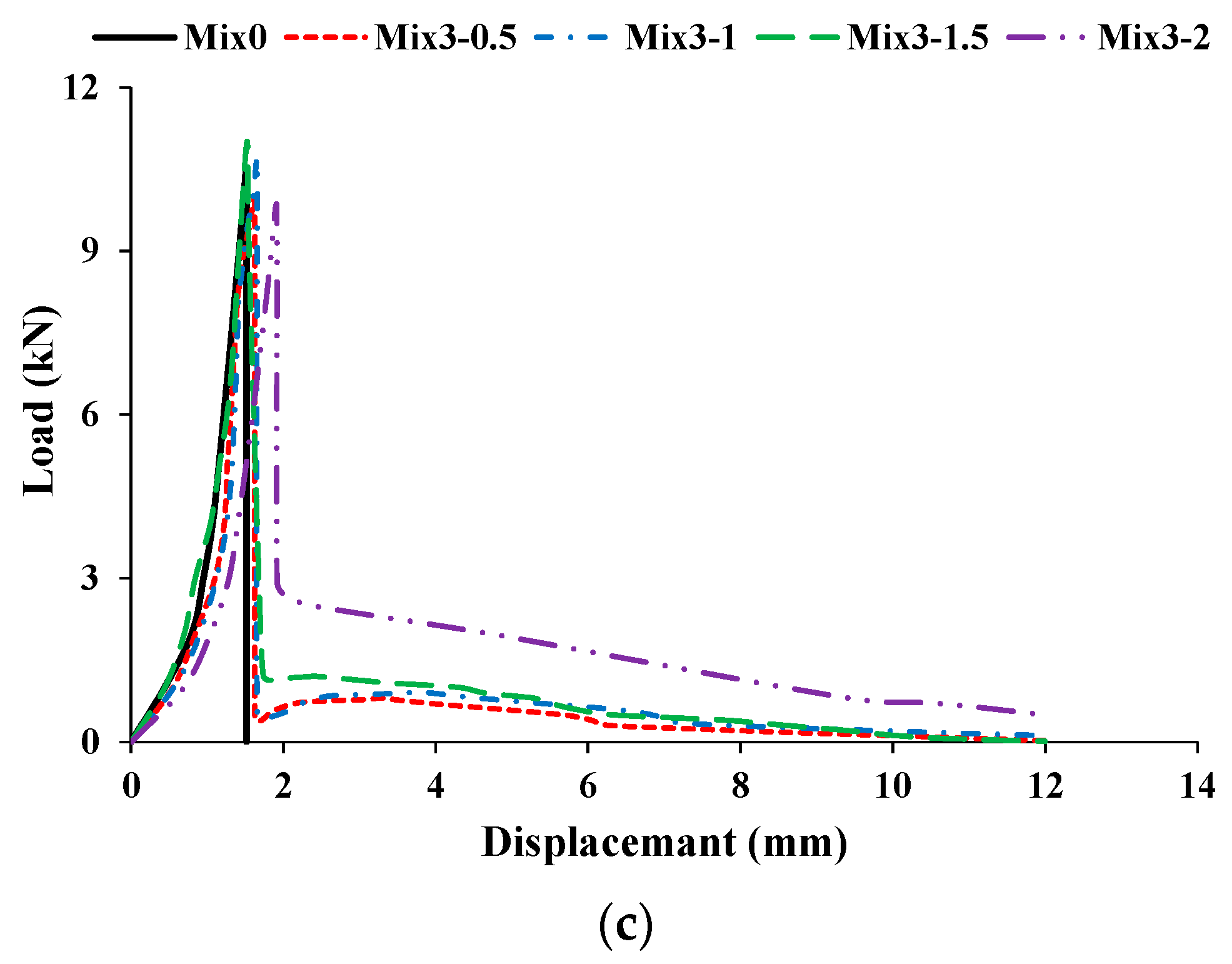
3.5.1. Flexural Behavior
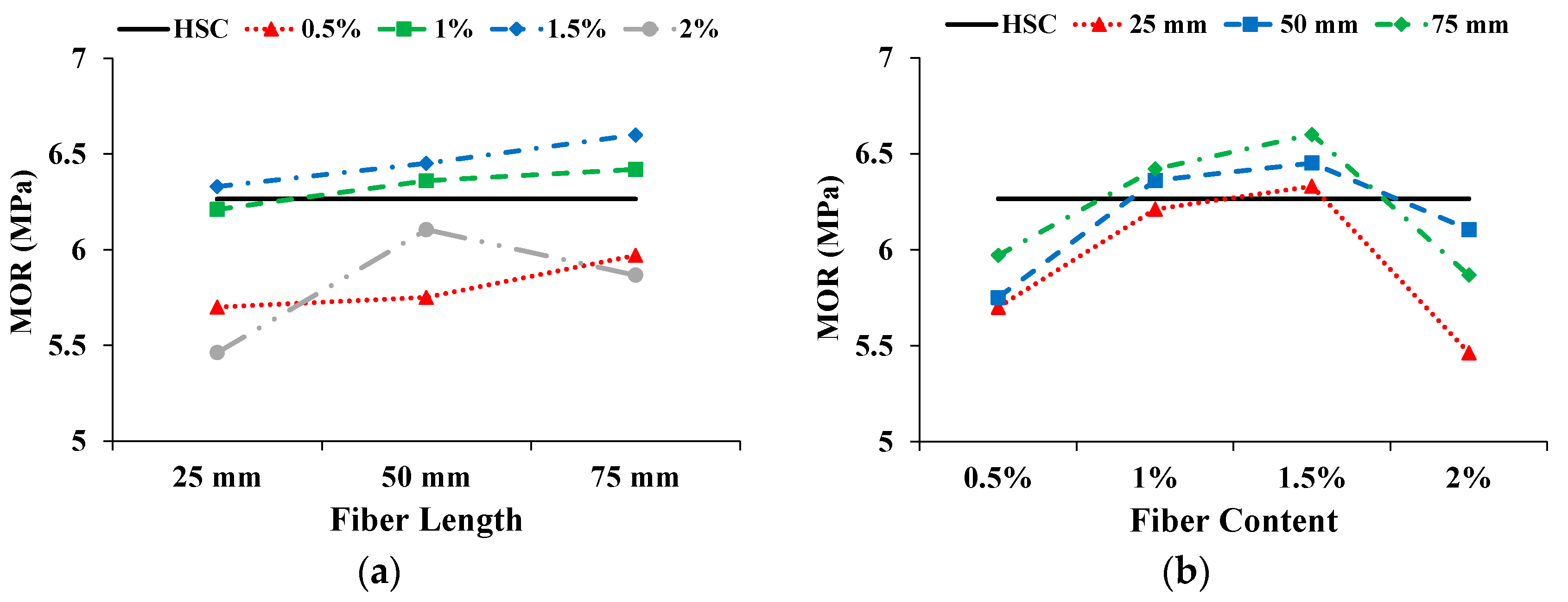
3.5.2. Modulus of Rupture (MOR)
3.5.3. Energy Absorption in Flexure and Toughness Index
3.6. Microstructure Study
4. Discussion
5. Conclusions
- The slump and density of CFR-HSC were reduced compared to those of HSC. With changing fiber length and content, the slump of CFR-HSC was reduced up to 87.5%, and the density is reduced up to 2.7% compared to HSC.
- The compressive strength (σ) of CFR-HSC was increased with lower fiber content, while σ was decreased with the incorporation of a higher fiber content compared to HSC. The σ of CFR-HSC with 50 mm-long fibers and 1.5% fiber content was enhanced by 25% compared to that of HSC.
- There was an increase of 20.4% and 3% in splitting-tensile and flexural strengths, respectively, for CFR-HSC with 50 mm long fibers and 1.5% content compared to those of HSC.
- In comparison to HSC, the total energy absorption in the compression and flexure of CFR-HSC with 50 mm-long fibers and 1.5% fiber content were improved by 72.5% and 162%, respectively. In addition, the toughness index in compression and flexure for the same CFR-HSC increased by 23.4% and 94%, respectively, compared to HSC.
- The best overall results for CFR-HSC were observed with the addition of 50 mm long coconut fibers and with a 1.5% fiber content.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Afroughsabet, V.; Ozbakkaloglu, T. Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Constr. Build. Mater. 2015, 94, 73–82. [Google Scholar] [CrossRef]
- Breitenbuecher, R. High performance fiber concrete SIFCON for repairing environmental structures. In Proceedings of the third RILEM/ACI workshop: High-performance fiber reinforced cement composites, London, UK, 16–19 May 1999; pp. 585–594. [Google Scholar]
- Swamy, R. High-strength concrete-material properties and structural behavior. Spec. Publ. 1985, 87, 119–146. [Google Scholar]
- Rabbat, B.G.; Russell, H.G. Optimized Sections for Precast, Prestressed Bridge Girders; The National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 1982. [Google Scholar]
- Mbessa, M.; Péra, J. Durability of high-strength concrete in ammonium sulfate solution. Cem. Concr. Res. 2001, 31, 1227–1231. [Google Scholar] [CrossRef]
- Chan, S.; Feng, N.; Tsang, M. Durability of high-strength concrete incorporating carrier fluidifying agent. Mag. Concr. Res. 2000, 52, 235–242. [Google Scholar] [CrossRef]
- Farnam, Y.; Mohammadi, S.; Shekarchi, M. Experimental and numerical investigations of low velocity impact behavior of high-performance fiber-reinforced cement based composite. Int. J. Impact Eng. 2010, 37, 220–229. [Google Scholar] [CrossRef]
- Lim, J.C.; Ozbakkaloglu, T. Influence of silica fume on stress–strain behavior of FRP-confined HSC. Constr. Build. Mater. 2014, 63, 11–24. [Google Scholar] [CrossRef]
- Yazıcı, H. The effect of curing conditions on compressive strength of ultra high strength concrete with high volume mineral admixtures. Build. Environ. 2007, 42, 2083–2089. [Google Scholar] [CrossRef]
- Rashiddadash, P.; Ramezanianpour, A.A.; Mahdikhani, M. Experimental investigation on flexural toughness of hybrid fiber reinforced concrete (HFRC) containing metakaolin and pumice. Constr. Build. Mater. 2014, 51, 313–320. [Google Scholar] [CrossRef]
- Nili, M.; Afroughsabet, V. Combined effect of silica fume and steel fibers on the impact resistance and mechanical properties of concrete. Int. J. Impact Eng. 2010, 37, 879–886. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.; Ali, M. Use of glass and nylon fibers in concrete for controlling early age micro cracking in bridge decks. Constr. Build. Mater. 2016, 125, 800–808. [Google Scholar] [CrossRef]
- Khan, M.; Ali, M. Effect of super plasticizer on the properties of medium strength concrete prepared with coconut fiber. Constr. Build. Mater. 2018, 182, 703–715. [Google Scholar] [CrossRef]
- Khan, M.; Cao, M. Effect of hybrid basalt fibre length and content on properties of cementitious composites. Mag. Concr. Res. 2019, 1900226, 1–12. [Google Scholar]
- Eswari, S.; Raghunath, P.; Suguna, K. Ductility performance of hybrid fibre reinforced concrete. Am. J. Appl. Sci. 2008, 5, 1257–1262. [Google Scholar] [CrossRef] [Green Version]
- Brandt, A.M. Fibre reinforced cement-based (FRC) composites after over 40 years of development in building and civil engineering. Compos. Struct. 2008, 86, 3–9. [Google Scholar] [CrossRef]
- Kuder, K.G.; Shah, S.P. Processing of high-performance fiber-reinforced cement-based composites. Constr. Build. Mater. 2010, 24, 181–186. [Google Scholar] [CrossRef]
- Ezeldin, A.; Balaguru, P. Bond behavior of normal and high-strength fiber reinforced concrete. Mater. J. 1989, 86, 515–524. [Google Scholar]
- Aggarwal, L. Studies on cement-bonded coir fibre boards. Cem. Concr. Compos. 1992, 14, 63–69. [Google Scholar] [CrossRef]
- Al-Oraimi, S.; Seibi, A. Mechanical characterisation and impact behaviour of concrete reinforced with natural fibres. Compos. Struct. 1995, 32, 165–171. [Google Scholar] [CrossRef]
- Ali, M.; Li, X.; Chouw, N. Experimental investigations on bond strength between coconut fibre and concrete. Mater. Des. 2013, 44, 596–605. [Google Scholar] [CrossRef]
- Ali, M.; Liu, A.; Sou, H.; Chouw, N. Mechanical and dynamic properties of coconut fibre reinforced concrete. Constr. Build. Mater. 2012, 30, 814–825. [Google Scholar] [CrossRef]
- Munawar, S.S.; Umemura, K.; Kawai, S. Characterization of the morphological, physical, and mechanical properties of seven nonwood plant fiber bundles. J. Wood Sci. 2007, 53, 108–113. [Google Scholar] [CrossRef]
- Baruah, P.; Talukdar, S. A comparative study of compressive, flexural, tensile and shear strength of concrete with fibres of different origins. Indian Concr. J. 2007, 81, 17–24. [Google Scholar]
- Aziz, M.; Paramasivam, P.; Lee, S. Prospects for natural fibre reinforced concretes in construction. Int. J. Cem. Compos. Lightweight Concr. 1981, 3, 123–132. [Google Scholar] [CrossRef]
- Cook, D.; Pama, R.; Weerasingle, H. Coir fibre reinforced cement as a low cost roofing material. Build. Environ. 1978, 13, 193–198. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Wang, X. Flexural characteristics of coir fiber reinforced cementitious composites. Fibers Polym. 2006, 7, 286–294. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.; Ali, M. Improvement in concrete behavior with fly ash, silica-fume and coconut fibres. Constr. Build. Mater. 2019, 203, 174–187. [Google Scholar] [CrossRef]
- Khan, M.; Rehman, A.; Ali, M. Efficiency of silica-fume content in plain and natural fiber reinforced concrete for concrete road. Constr. Build. Mater. 2020, 244, 118382. [Google Scholar] [CrossRef]
- Ramli, M.; Kwan, W.H.; Abas, N.F. Strength and durability of coconut-fiber-reinforced concrete in aggressive environments. Constr. Build. Mater. 2013, 38, 554–566. [Google Scholar] [CrossRef]
- Daniel, J.; Gopalaratnam, V.; Galinat, M. State-of-the-art report on fiber reinforced concrete. Reported by ACI Committee 544. American Concrete Institute: Farmington Hills, MI, USA, 2002. [Google Scholar]
- Lau, K.-T.; Hung, P.-Y.; Zhu, M.-H.; Hui, D. Properties of natural fibre composites for structural engineering applications. Compos. Part B Eng. 2018, 136, 222–233. [Google Scholar] [CrossRef]
- ASTM, C143 Standard Test Method for Slump of Hydraulic-Cement Concrete; ASTM Annual Book of ASTM Standards: West Conshohocken, PA, USA, 2015.
- ASTM, C138 Standard Test Method for Density (Unit Weight), Yield, and Air Content (Gravimetric) of Concrete; ASTM International. Annual Book of ASTM Standards: West Conshohocken, PA, USA, 2013.
- ASTM, C 39 Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM, C496 Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; Astm Internation West ConshohockenPa: West Conshohocken, PA, USA, 2017.
- ASTM C78 Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading); American Society for Testing and Materials: West Conshohocken, PA, USA, 2010.
- ASTM, C1609 Standard Test Method for Flexural Performance of Fiber-Reinforced Concrete (Using Beam with Third-Point Loading); Astm Internation West ConshohockenPa: Conshohocken, PA, USA, 2012.
- Iqbal, S.; Ali, A.; Holschemacher, K.; Bier, T.A. Mechanical properties of steel fiber reinforced high strength lightweight self-compacting concrete (SHLSCC). Constr. Build. Mater. 2015, 98, 325–333. [Google Scholar] [CrossRef]
- Zia, A.; Ali, M. Behavior of fiber reinforced concrete for controlling the rate of cracking in canal-lining. Constr. Build. Mater. 2017, 155, 726–739. [Google Scholar] [CrossRef]
- Khan, M.; Ali, M. Effectiveness of hair and wave polypropylene fibers for concrete roads. Constr. Build. Mater. 2018, 166, 581–591. [Google Scholar] [CrossRef]
- Aldred, J.M.; Holland, T.C.; Morgan, D.R.; Roy, D.M.; Bury, M.A.; Hooton, R.D.; Olek, J.; Scali, M.J.; Detwiler, R.J.; Jaber, T.M. Guide for the Use of Silica Fume in Concrete; ACI–American Concrete Institute–Committee: Farmington Hills, MI, USA, 2006; p. 234. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber Volume Fraction (%) | Compressive Strength (MPa) | Split Tensile Strength (MPa) | Modulus of Rupture (MPa) | Toughness Index (I5) |
|---|---|---|---|---|
| - | 21.42 | 2.88 | 3.25 | 1.934 |
| 0.5 | 21.70 | 3.02 | 3.38 | 2.165 |
| 1.0 | 22.74 | 3.18 | 3.68 | 2.109 |
| 1.5 | 25.10 | 3.37 | 4.07 | 2.706 |
| 2.0 | 24.35 | 3.54 | 4.16 | 2.345 |
| Concrete Type | Mixture ID | Fiber Length (mm) | Fiber Content (%) |
|---|---|---|---|
| HSC | Mix0 | - | - |
| CFR-HSC | Mix1-0.5 | 25 | 0.5 |
| Mix1-1 | 25 | 1 | |
| Mix1-1.5 | 25 | 1.5 | |
| Mix1-2 | 25 | 2 | |
| Mix2-0.5 | 50 | 0.5 | |
| Mix2-1 | 50 | 1 | |
| Mix2-1.5 | 50 | 1.5 | |
| Mix2-2 | 50 | 2 | |
| Mix3-0.5 | 75 | 0.5 | |
| Mix3-1 | 75 | 1 | |
| Mix3-1.5 | 75 | 1.5 | |
| Mix3-2 | 75 | 2 |
| Concrete Type | Estatic (GPa) | σ (MPa) | TEC (MPa) | STS (MPa) | MOR (MPa) | TEF (kN.mm) | Density (kg/m3) |
|---|---|---|---|---|---|---|---|
| HSC | 50.21 | 49.14 | 0.052 | 4.07 | 6.26 | 4.73 | 2328 |
| CFR-HSC with maximum values | 52.14 (0.5%, 25 mm) | 66.9 (0.5%, 50 mm) | 0.089 (1.5%, 50 mm) | 4.90 (1.5%, 50 mm) | 6.60 (1.5%, 75 mm) | 20.66 (2%, 75 mm) | 2326 (0.5%, 50 mm) |
| CFR-HSC with minimum values | 43.46 (2%, 75 mm) | 41.36 (2%, 50 mm) | 0.050 (2%, 75 mm) | 3.56 (2%, 25 mm) | 5.46 (2%, 25 mm) | 6.74 (0.5%, 50 mm) | 2266 (2%, 75 mm) |
| Recommended CFR-HSC (1.5% fiber content, 50 mm-long fibers) | 45.85 | 61.34 | 0.089 | 4.9 | 6.45 | 12.4 | 2310 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad, W.; Farooq, S.H.; Usman, M.; Khan, M.; Ahmad, A.; Aslam, F.; Yousef, R.A.; Abduljabbar, H.A.; Sufian, M. Effect of Coconut Fiber Length and Content on Properties of High Strength Concrete. Materials 2020, 13, 1075. https://doi.org/10.3390/ma13051075
Ahmad W, Farooq SH, Usman M, Khan M, Ahmad A, Aslam F, Yousef RA, Abduljabbar HA, Sufian M. Effect of Coconut Fiber Length and Content on Properties of High Strength Concrete. Materials. 2020; 13(5):1075. https://doi.org/10.3390/ma13051075
Chicago/Turabian StyleAhmad, Waqas, Syed Hassan Farooq, Muhammad Usman, Mehran Khan, Ayaz Ahmad, Fahid Aslam, Rayed Al Yousef, Hisham Al Abduljabbar, and Muhammad Sufian. 2020. "Effect of Coconut Fiber Length and Content on Properties of High Strength Concrete" Materials 13, no. 5: 1075. https://doi.org/10.3390/ma13051075