1. Introduction
In small to heavy industries, steel is utmost important material for fabrication, structural components, weapons and machines due to low cost, high tensile strength and considerable toughness [
1,
2]. Shielded metal arc welding (SMAW) is oldest, most rapid, convenient, and commonly used joining process for the fabrication of variety of products such as pressure vessels, gears, machines, ship hulls, mining equipment, boilers, etc. SMAW results in good quality when employed for construction, pressure vessels, military armors, and vehicles [
3]. Commercially, due to the low cost and ready availability, SMAW involves a simple setup, versatile source of heat in practice, and is widely used in the welding of steel sections [
4]. SMAW is a multi-objective process involving multiple parameters, such as welding speed, electrode diameter, root gap, welding current, groove angle, and polarity, the judicious and precise setting of which results in targeted weld quality [
5]. Weld quality is characterized by weld chemistry, as well as the mechanical and metallurgical properties of fusion zone, heat affected zone (HAZ), and bead geometry features. Welding is economical, efficient, and sound when the deposition rate is maximum [
6].
Manufacturing of steel structures involves welding as an important phase and fundamental relevance will be assumed in the manufacturing of these technologies. Submerged components, especially in the oil and gas sector impair their proper functionality due to welding discontinuities and defects that are primarily root cause of crack initiation and propagation [
7]. Owing to the excellent mechanical properties of SA 516 grade 70 prove it the essential and primary material for the boiler at high working temperatures and good weld-ability. In this regard, these steels got widespread applications in steam generating plants, super heater tubes, and piping. Analytical and experimental design techniques have been widely used for establishing relationships among quality characteristics and process parameters so the desired quality can be fetched efficiently [
8]. The microstructure of weld sturdily affects the productivity, integrity, strength, hardness, toughness, and formation of weldment defects.
Ahire et al., applied a genetic algorithm (GA) for optimization of manual metal arc welding (MMAW) process parameters on a dissimilar joint of low carbon steel and stainless-steel SS 304. The experiments were designed by response surface methodology (RSM) to optimize the effect of root gap, welding speed, welding current, and electrode angle on deposition rate and weld strength. They reported that GA significantly improved the process [
9]. Ali et al. developed a mathematical model for the SMAW process by employing an artificial neural network, and underlined the effect of preheating, cryo-treatment on weld joint characteristics such as grain growth and refinement, HAZ depth, and weld interface. Authors concluded from literature that heat input directly effects HAZ and penetration which is a function of polarity, travel speed, and current [
10]. Bhaduri et al. optimized the tensile strength by investigating the effect of post-weld heat treatment (PWHT) procedures and heat inputs on two microstructures of stainless steel 17-4PH. They concluded that optimum hardness distribution was obtained by using 3.15 mm electrodes that have an intermediate heat input [
11]. Osayi et al., attempted to optimize the ultimate tensile strength UTS of the weld joint by employing the Taguchi method fabricated by the MMAW process on low carbon steel AISI 1020. In their investigation welding current was found to be the most significant factor followed by welding speed and root gap respectively [
12]. Mirza et al. developed mathematical models and optimized the weld joint properties of various materials such as high strength low alloy (HSLA) steel and AA6061-T6 welded by plasma arc and friction stir welding respectively. They explored that the microstructure of weld joint effects the mechanical properties quite significantly [
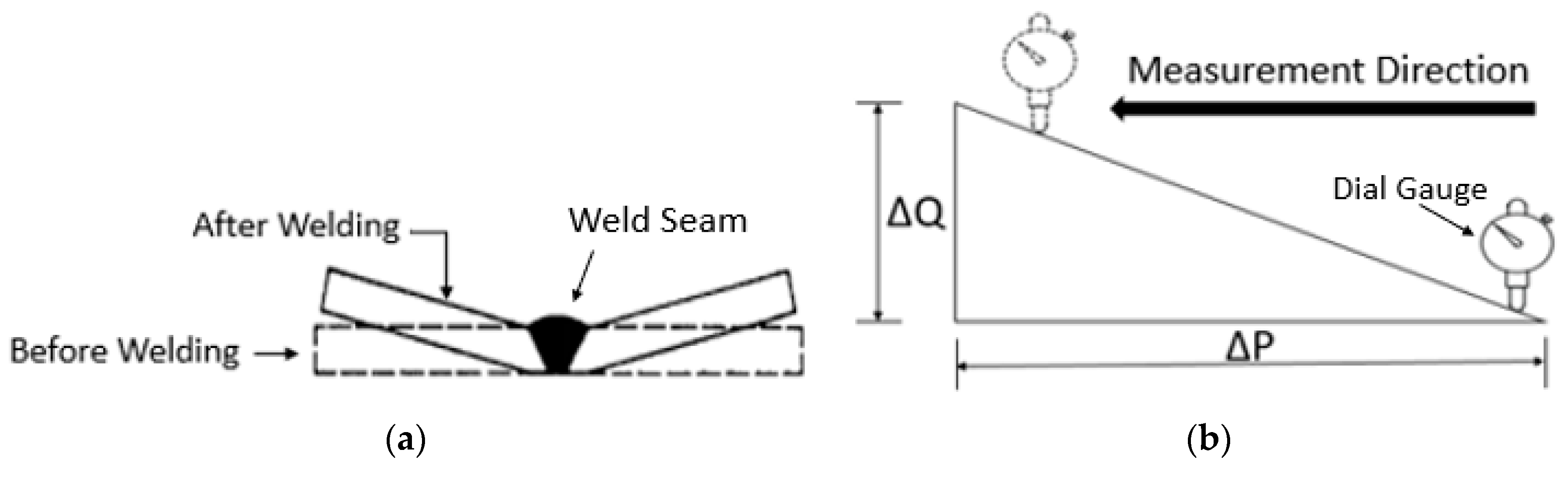
13]. Numerous researches claimed that induced welding stresses adversely affect the product quality in operational life. Further, these stresses deteriorate mechanical properties and cause distortions in joints. In addition, different combinations of welding parameters, such as preheating, electrode diameter, weld sequence, groove angle, number of passes, heat input, job thickness etc. are investigated by experimentation to explore their individual and joint effect on welding distortions and joint properties [
14,
15]. In addition, it is claimed that welding distortions are unavoidable and its consequences cannot be ignored. Attempts are made to formulize a mathematical relationship to predict angular distortion in the steel structure. Further, welding distortion cause assembly problems, that requires rectification, thereby increasing manufacturing and assembly costs significantly [
16]. Amir et al. attempted Taguchi method to optimize angular distortion of SMAW on low carbon steel joints. The effect of root gap, welding current and grove types was investigated. Welding current was found to be significant factor. However, information of electrode diameter used is missing [
17]. It is assumed in TGRA, that all quality characteristics are independent and assigned equal weights. However, in real cases, this deviation may occur and to triumph over these issues, Hotelling and Pearson developed principal component analysis (PCA), which calculates prioritized weights for each quality responses. Kumar et al. applied PCA in TGRA to optimize mechanical properties of silica fly ash composites [
18]. PCA has been vastly applied in fields of EDM [
19], weaving [
20], welding [
21,
22], etc.
The local industry is facing the problem of identification and control of input process parameters to obtain a weld quality joint with desired specifications. Currently, the welding parameter setting was determined by traditional procedures that encompass an experimental trial and error method: which is a time-consuming and error-based development method. This paper is framed at identifying, evaluating, and optimizing the influence of SMAW parameters on response variables for alloy steel SA 516 Grade 70 by employing Grey relational analysis (GRA) coupled with principal component analysis (PCA). Nine experimental runs were performed based on an L9 Taguchi orthogonal array to access best parameters combination for response variables namely tensile strength (TS), impact energy (IE), hardness, and angular distortion (AD). With reference to the available literature and best knowledge of the author, the optimization of the SMAW process with selected parameters for desired responses by employing GRA coupled with PCA has not been reported yet. Therefore, this paper constitutes a definite and worthwhile contribution to novelty in the related literature.
This research presents firstly the material and process parameters selection followed by the Taguchi experimental design. Then, the analysis of experimental results by Taguchi S/N ratios and GRA coupled with PCA was discussed. Validation of experimental results through confirmatory experiments is carried out in the last section.
3. Experimental Design
Taguchi orthogonal array become a valuable method for designing experiments to analyze quality characteristics and useful tool for obtaining highly reliable results, especially when the objective is the reduction of material cost and time [
18,
28]. Butt weld joints with single-V, square joint, double-V groove types are frequently adopted when the goal is a smooth surface. V type groove geometry is selected as it provides the best results for mechanical properties [
29]. Tacked and welded samples are shown in
Figure 4a,b.
The operating ranges of welding parameters chosen based on screening experiments and from American Welding Society (WPS) handbook and equally divided in three levels. Selected parameters and levels are depicted in
Table 3.
The selected parameters are briefly defined in following sections
3.1. Groove Angle
Groove angle is a channel between two joining members that provides space for deposition of weld metal. It is the included angle between work pieces to be joined. Proper selection of groove angle significantly improves joint penetration, joint strength, and minimizes welding distortions.
3.2. Preheating
Preheating is the process of heating work pieces to a predetermined temperature before commencement of welding operation. It is a form of heat treatment that plays a significant role governing joint properties. It is performed to retard the drastic cooling of HAZ and WM thereby greatly improves joint ductility and reduces the weld hardness. The profound effects of preheating are increase in grain size and depth of HAZ [
10]. It also allows for diffusing absorbed hydrogen from WM and thereby helps in reducing the susceptibility of hydrogen induce cracking [
30]. The dominant advantages of preheating are lowering residual stresses, moisture removal from joint, uniform expansion and contraction, and the improvement of fusion properties. In contrast, excessive preheating should be avoided as it induces thermal distortions.
3.3. Electrode Diameter
Electrode diameter significantly affects penetration depth and weld bead shape. At a specified current level, a smaller diameter electrode has a higher current density that results in high deposition. In contrast, electrodes of a larger diameter carry more amperage than a smaller one, and thus a larger diameter electrode deposits metals at higher rates.
3.4. Root Gap
Root gap is one of the initial geometrical features in welding of large steel structures that offers access to welding electrode and improves weld penetration to joining members. In order to obtain sound welding quality, the effect of root gap is necessity to be taken into account [
31]. One of the emerging techniques for increasing productivity is narrow gap welding that significantly reduces number of passes. Root gap significantly effects welding distortion [
31].
In this study, single V-Groove of three different angles was prepared by machining on the joining side of plates. Before welding, surfaces were grinded and cleaned to remove dirt and oxide scales. To provide same obstruction against angular distortion, ST-37 (low carbon steel) plates of dimensions 150 mm × 40 mm × 6 mm were tacked as fixture on both sides of plates. A butt joint was applied for welding in Flat (1 G) position by following the welding standards as per ASME IX [
32]. The joint strength and economy was achieved by depositing root pass was using gas tungsten arc welding (GTAW), whereas hard, filling, and capping passes were performed by shielded metal arc welding (SMAW) [
33].
The temper-bead-welding (TBW) technique is adopted for weld metal deposition as it significantly reduces residual stresses, hardness, deterioration of toughness properties. The travelling time for bead deposition in each layer was recorded. During experimentation, inter-pass temperature, polarity, electrode type, and welding speed were kept at 150 °C, direct current with positive polarity (DCEP), low hydrogen electrode E-7018, and 14–16 cm/min, respectively. To minimize spatter and undercut, the welding current and arc length were selected in accordance with requirements of electrode diameters for filling and capping passes.
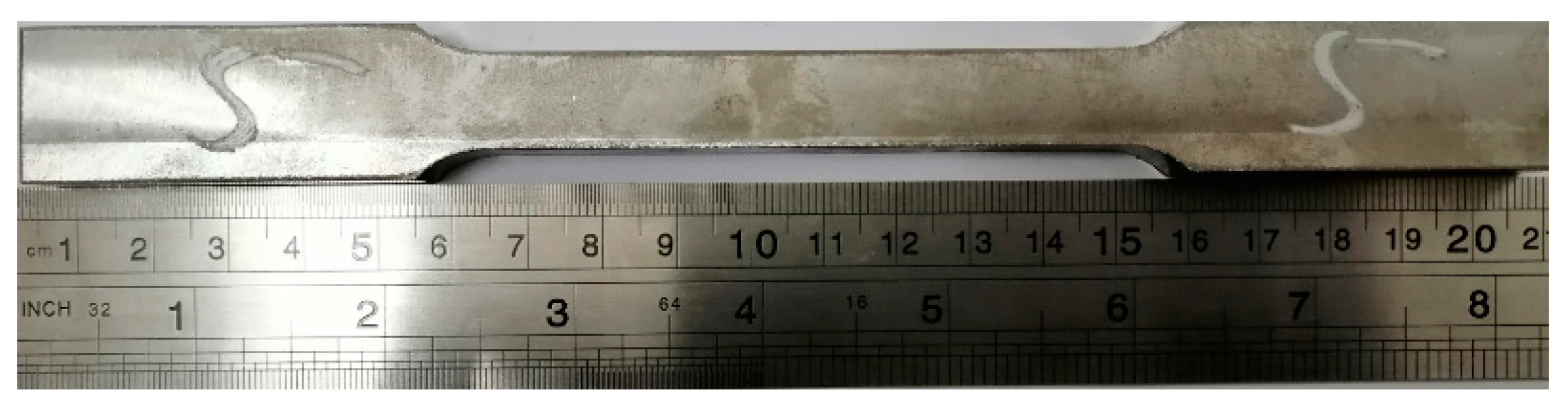
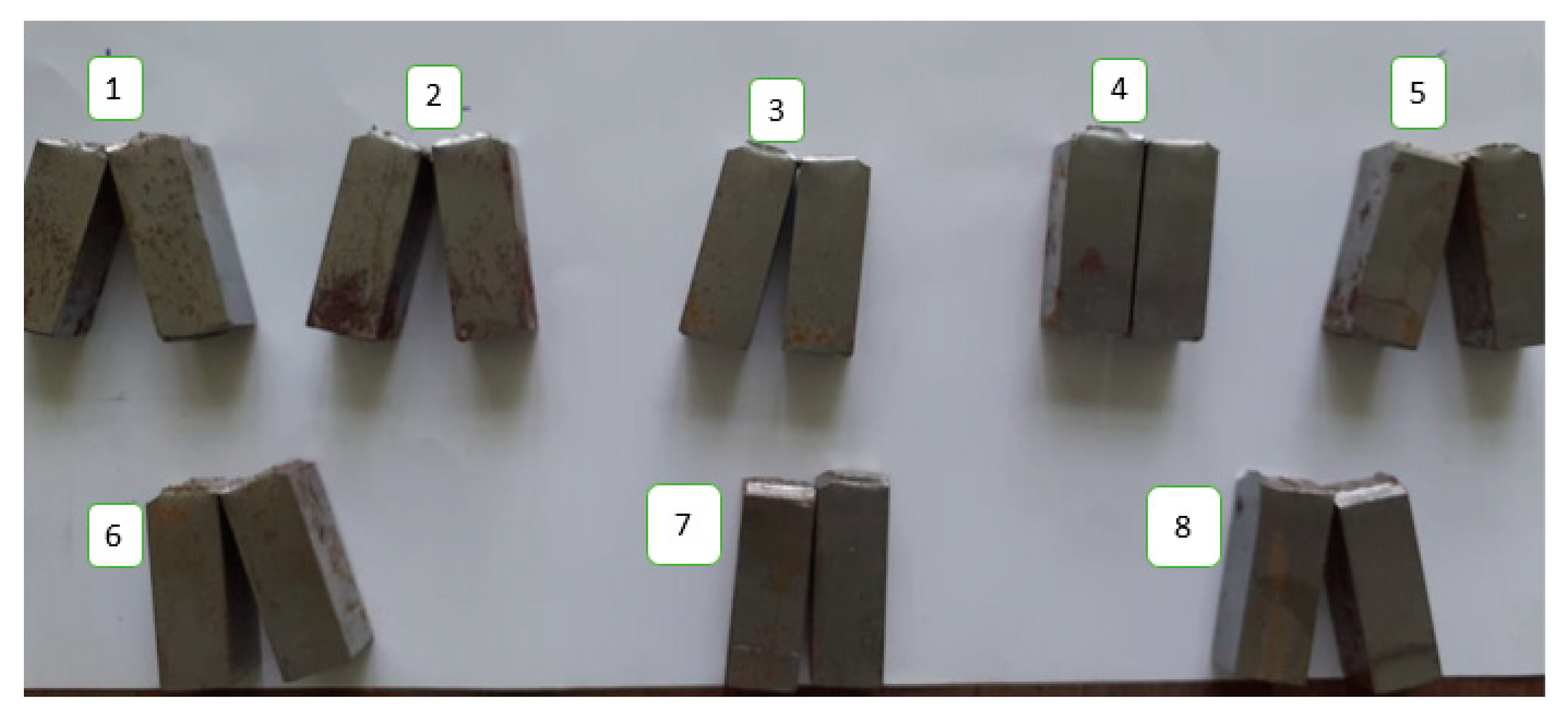
Experimentation focused on changing in mechanical properties fusion zone and angular distortion of fabricated sample. Tensile, impact, and hardness tests were performed as per ASTM standard A 370 [
34]. The test samples were sectioned across the welding direction in such a way that weld metal (WM) was in center of test coupons so that fractured encountered only in weld zone [
35,
36]. As three levels were set for each welding parameters, so the minimum of nine experimental runs were scheduled based on Taguchi orthogonal array L9 design, in order conserve resources and cost of experimentation.
Table 2 depicts the Taguchi orthogonal array L9 design based on coded matrix, un-coded matrix, and experimental data.
4. Optimization Methodology
In this research work, Taguchi orthogonal arrays was employed for obtaining design matrix involving limited number of experiments that covers whole parametric space. Experiments are performed according to Taguchi orthogonal array design. The Taguchi method is popular commonly applied for optimizing of engineering problems; however, it is mono-optimization process [
37,
38,
39], whereas several processes involve multiple response optimizations. Hence, the Taguchi method can’t tackle the optimization of multiple responses efficiently [
40].
The larger, the better S/N ratio as computed from Equation (2):
The smaller, the better S/N ratio as computed by Equation (3):
where
x is number of replications and
is measured observation.
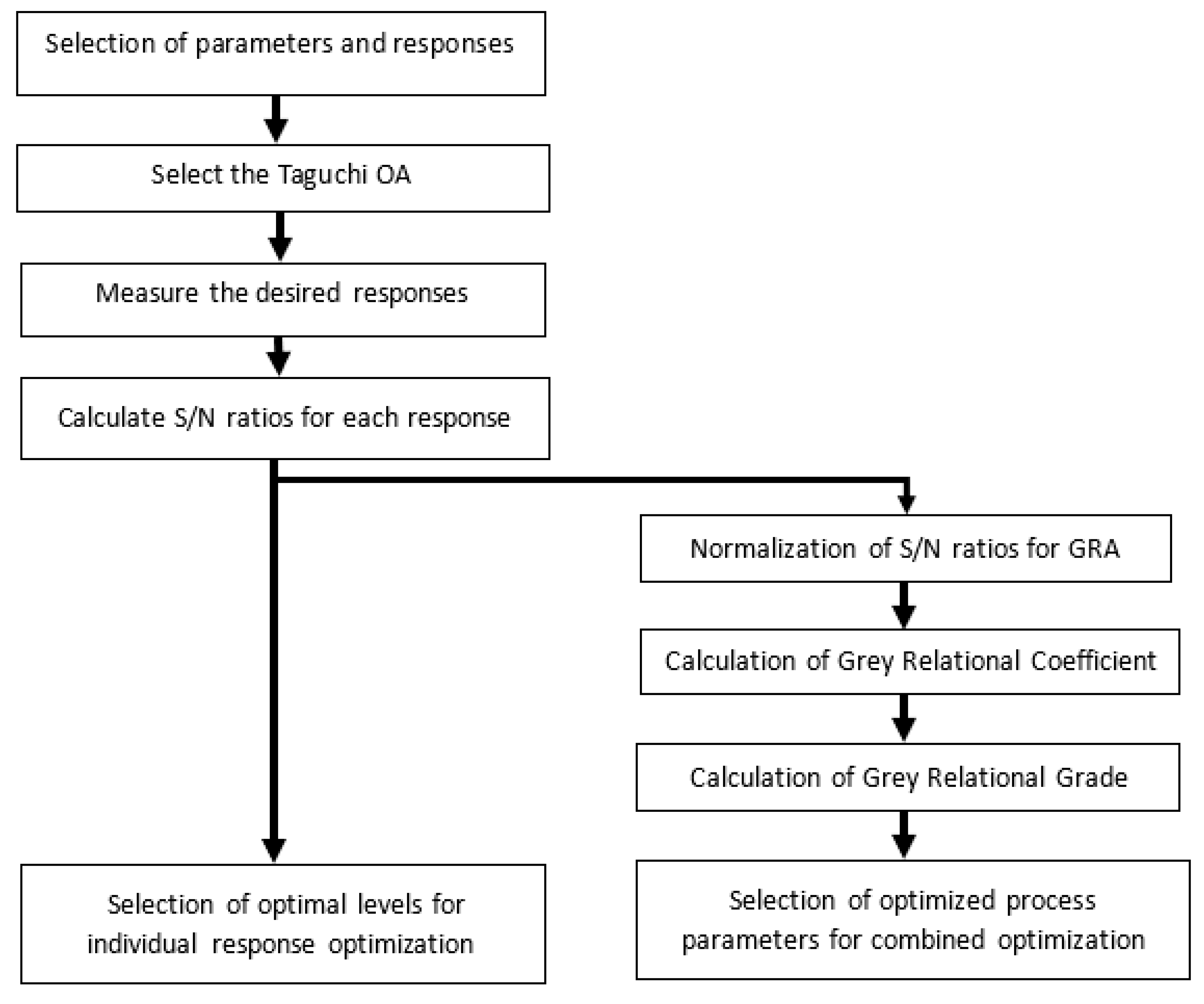
Welding process has multiple responses and welding quality sturdily depends upon optimizing all responses simultaneously. Therefore, researchers frequently employ GRA coupled with PCA for optimization of multiple responses simultaneously. These techniques are entirely different to traditional single response optimization. These are effective statistical methods and offer quite successful results in obtaining a combination of parameters for multiple response optimizations [
41].
Figure 5 depicts the concept of PCA-GRA.
In 1982, Deng proposed GRA method that is principally employed for analyzing the effect of process parameters on multiple responses where information is deficient, and system is ambiguous. GRA initiates with Grey relational generation [
42], which involves the linear normalization of experimentally collected data (reference sequence) in a range between 0 and 1 (comparable sequence).
Depending upon the objective of this paper, the maximization of tensile strength and impact energy is of interest. Therefore, larger-the-better criterion is selected for these quality characteristics and normalized results can be expressed as Equation (4)
Further, hardness and angular distortion need to be minimized, thus the smaller-the-better is used, as expressed in Equation (5)
where
(
p) are the generated grey relational values, while
max and
min are the largest and smallest values of
(
q) for qth observation, respectively.
q = 4 is the number of response variables. The nine observations of the experiments are comparability sequence
. The best normalized results should be equal to 1, therefore; for achieving better performance, larger value of normalized results is expected.
Data normalization is followed by calculation of grey relational coefficients (GRC) that displays the relationship between desirable and real experimental normalized results. Expression of GRC
is determined, as follows in Equation (6)
where
is deviation sequence, defined as absolute of difference between reference sequence
and comparability sequence
The identification or distinguishing coefficient (𝜁), takes value as 𝜁 𝜖 [0, 1], which is generally and in this paper were set as 0.5 [
43]. Grey relational grade (GRG) provides information about correlation strength between the experimental runs, which is computed by weighted mean of respective GRC’s for all experimental. GRG value lies between 0 and 1, γ 𝜖 [0, 1]. Usually, an experimental run with larger GRG is considered the ideal case, which indicates the strength of correlation between corresponding experiments and the ideally normalized value. When equal weights are opted for all quality responses, Equation (7) is used for GRG calculation.
In some applied applications, weights of quality characteristics are different likewise weights obtained from PCA. In such cases, Equation (7) is modified as Equation (8) [
44]:
where
is GRG for
experimental run, n is number of quality response,
is weight of
quality response and
.
Principal Component Analysis (PCA)
PCA is a powerful multivariate statistical technique for multi-objective optimization [
20] that reduces the complexity, correlation, vagueness, and dimensions of information by simplifying and combining numerous allied arrays into few uncorrelated arrays and principal component. PCA employs linear permutation for conserving unique information to maximum extent [
45]. Thus, it converts multi-response optimization to single response optimization without compromising original information [
46]. It begins by setting a structure of linear combinations arrays of multi-responses. The GRC’s computed for response variables is employed to form a matrix, presented as Equation (9)
where
is GRC of each quality responses,
p = 1, 2,…
j, experiments and
q = 1,2, …
k, quality responses. In this research,
j = 9 and
k = 4. Thereafter, the coefficient correlation matrix can be generated by the following expression:
where
is the covariance of sequences
and
.
is standard deviation of sequence
and
is standard deviation of sequence
. The eigen values and eigen vectors are computed from
array as per Equation (11)
Thereafter, eigenvalues
and eigenvectors (
of square matrix R are used to determine the uncorrelated principal components (PC’s) by using Equation (12)
where
corresponds to kth principal component. Eigenvalues and principal components are arranged in descending order with respect to explained variance, therefore, first eigenvalue associated with first PC accounts for largest variance contribution. Eigenvalues corresponding to eigenvectors are presented in
Table 4.
6. Confirmation Experiment
Confirmation experiment was conducted on optimal levels of welding parameters identified by GRA and W-GRA to evaluate and verify the improvement in quality response of SMA weld joint on SA 516 grade 70. The predicted value of GRG, namely
, at optimal levels of parameters is calculated by following the expression as shown in Equation (13) [
18]:
where
is mean GRG,
is mean GRG at optimal level of
welding parameter, and n are the welding parameters that significantly affect quality responses. It is obvious from confirmatory results that highest values of tensile strength and impact strength, whereas the lowest values of hardness and angular distortion are achieved.
The predicted W-GRG from Equation (13) is 0.7543. Thereafter, confirmatory experiments are performed at the optimal settings predicted by GRA and W-GRA to validate the results of both techniques and the experimental value obtained is 0.7645. Since, the GRG value improved by 0.2228 (41.12%), it is obvious that there is a good agreement between predicted and experimental values. Based upon GRA and W-GRG results, a significant improvement in tensile strength by 23.80%, improvement in impact energy by 64.38%, reduction in hardness by 3.01%, and reduction in angular distortion by 7.14% have been found. Hence, GRA and PCA based GRA are found to be useful approaches for multi-objective optimization problems. The confirmation results of tensile strength, impact energy, hardness and angular distortion are depicted in
Table 10.
Results of confirmatory experiments are quite satisfactory and pronounce improvements in quality responses was observed. Process settings of GRA and W-GRA are mostly similar.
7. Microstructure
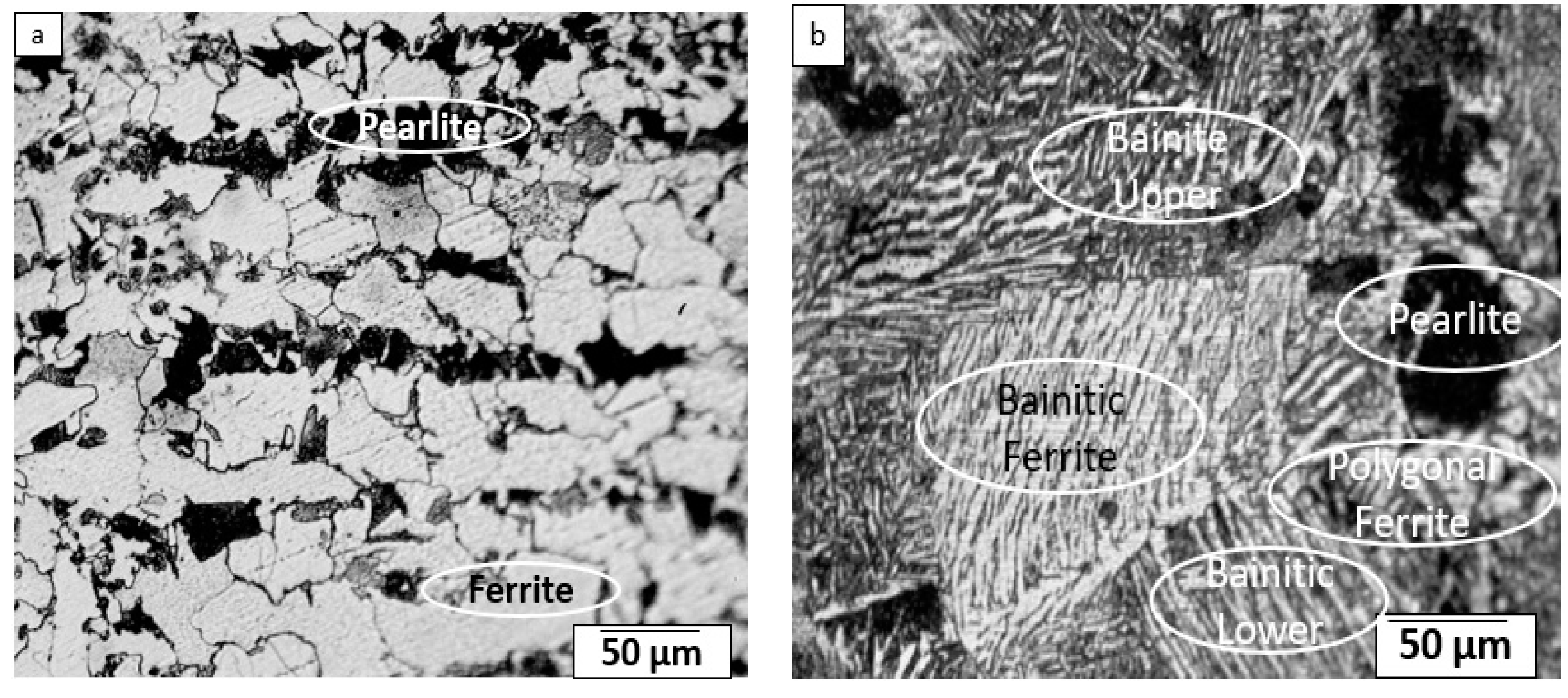
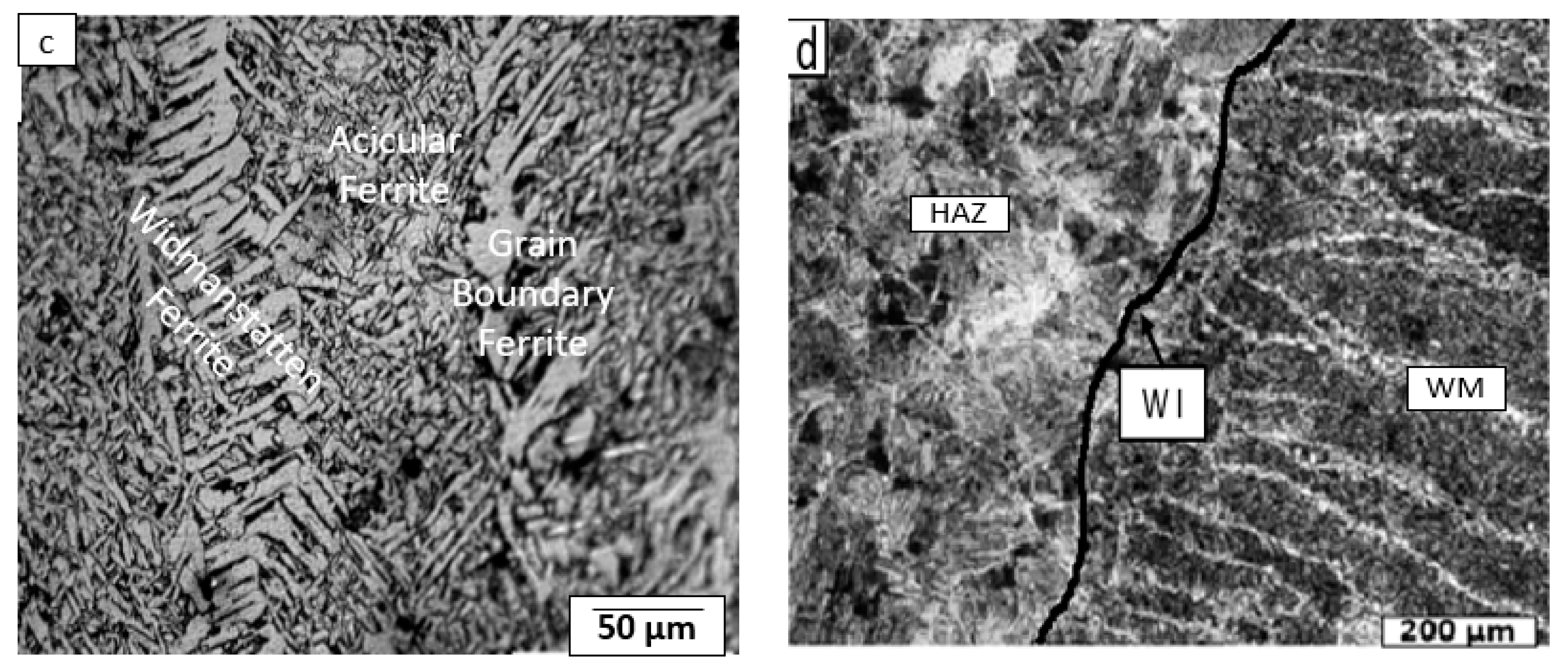
Microstructure examination was performed at base metal (BM), weld metal (WM), heat effected zone (HAZ) and WM/HAZ interface using optical microscope. Standard procedure for preparation of metallographic samples is followed, that includes mechanical grinding by silicon carbide emery paper of grit sizes (80, 160), polishing, and etching with 4% Nital solution. Required size of BM, WM, HAZ, and WM/HAZ interface was sectioned and mounted. It is observed that parent metal consists of ferrite content 70% and pearlite content 30%. WM or FZ microstructure reveals presence of acicular ferrite (AF), grain boundary ferrite (GF) and some proportion of Widmanstätten ferrite (WF). WF is formed by nucleation of ferrite side plate at boundaries of austenite/ferrite into austenite. The presence of AF in WM contributes to high toughness and strength [
34,
68]. Further, the tenacity of weld joint is attributed to the presence of AF in WM, that also ensures gain in mechanical properties [
34]. In HAZ, formation of bainite, pearlite and fine ferrite was found. Pearlite surrounded by ferrite where carbon percentage was 0.45%. Mechanical properties as well as microstructure primarily depend upon heat input, chemical composition of base metal, cooling rate, initial grain size, phases, and electrode composition [
69]. Present study results are similar and agree to reported by Pritesh [
70]. The microstructure of BM, WM, HAZ, and WM/HAZ are presented in
Figure 9.
8. Conclusions
This investigation attempts to solve multiple quality-response parametric optimization of SMAW. Initially, nine experiments were designed and conducted as per Taguchi L9 OA, followed by application of GRA-integrated-PCA approach for extracting optimal solution of complicated multi objective optimization problem. PCA was utilized to extract weightages for quality responses that influence GRGs. Eventually, confirmatory experiments were conducted to cross check the optimal setting. Obtained critic metrics from present research are
To achieve multiple objective optimization of SMAW process for pressure vessel steel SA 516 grade 70, the optimal combination of parameters is GA3PHT1ED3RG3.
The percentage contributions of each quality response for principal component in decreasing order are angular distortion (28.40%), tensile strength (27.79%), hardness (27.14%), and impact energy (16.72%) respectively.
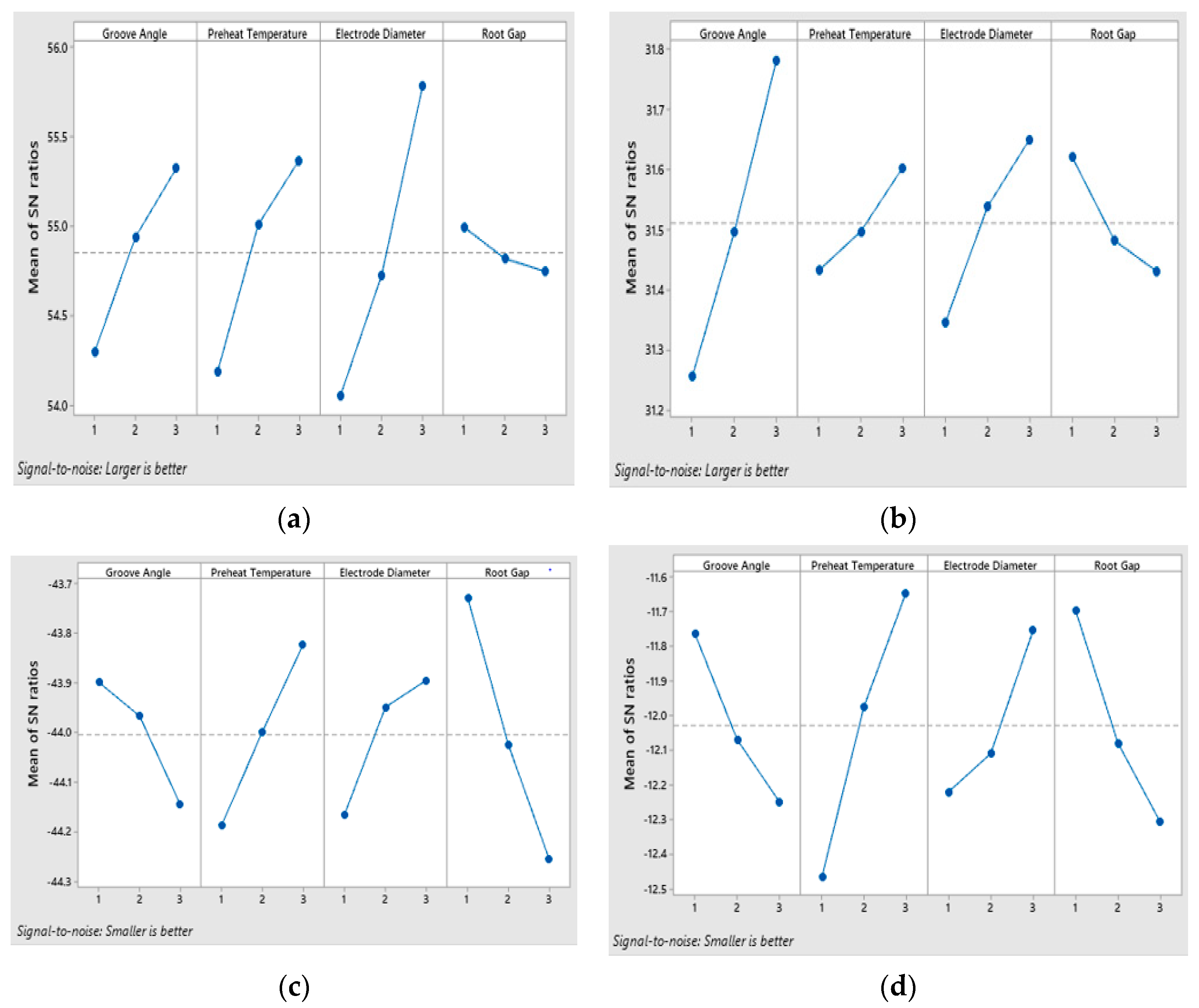
The analysis of the average of GRG revealed that groove angle has the maximum influence, followed by electrode diameter, root gap, and preheat temperature, respectively.
The analysis of the average of W-GRG revealed that groove angle has maximum influence, followed by root gap, preheat temperature, and electrode diameter, respectively.
GRA and W-GRG identified identical optimal combination of input parameters as: groove angle 70°; preheat temperature 75 °C; electrode diameter 4 mm; and root gap 4 mm.
Significant improvement in GRG from initial condition to optimal setting is found as 0.2898 as is achieved by GRA approach.
Finally, a confirmatory experiment on GRG/W-GRA based optimal settings showed an improvement of 23.80% in tensile strength, 64.38% in impact energy, 3.01% in hardness, and 7.14% in angular distortion.
The results of GRA and W-GRA methods are compared and found same optimal settings for both techniques. Research work findings can be used as guidelines and standards for SMAW of pressure vessels in practical applications. Moreover, future work of research lies in exploring effects of quantitative and qualitative inputs on other outputs, such as bead height, bead reinforcement, penetration, residual stresses etc. Finally, W-GRA is found to be an easy, simple, effective, and efficient algorithm for stake holders of the welding world. Future work on this may concentrate on finite element analysis, with a focus on other parameters, tests, and statistical techniques.

 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}