
Finite Element and Finite Volume Modelling of Friction Drilling HSLA Steel under Experimental Comparison



 ,
,
Abstract
:1. Introduction
1.1. Friction Drilling
1.2. Friction Drilling Simulalation
2. Materials and Methods
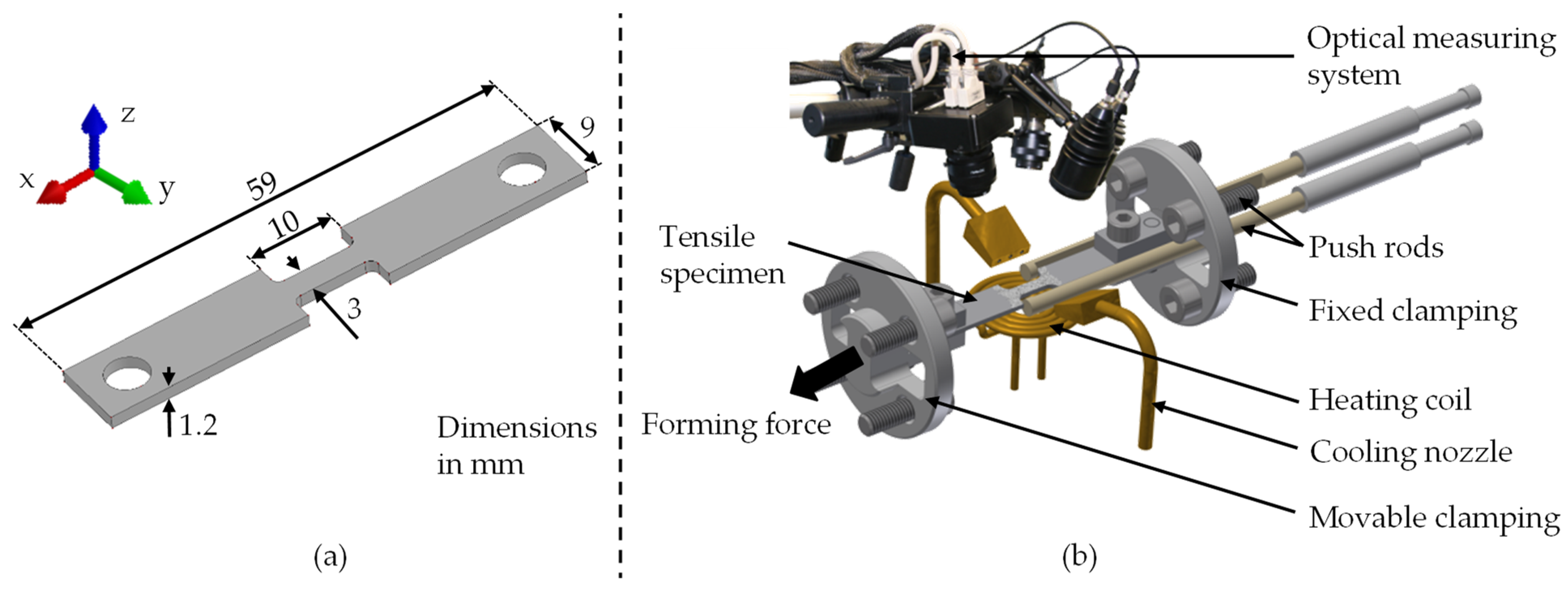
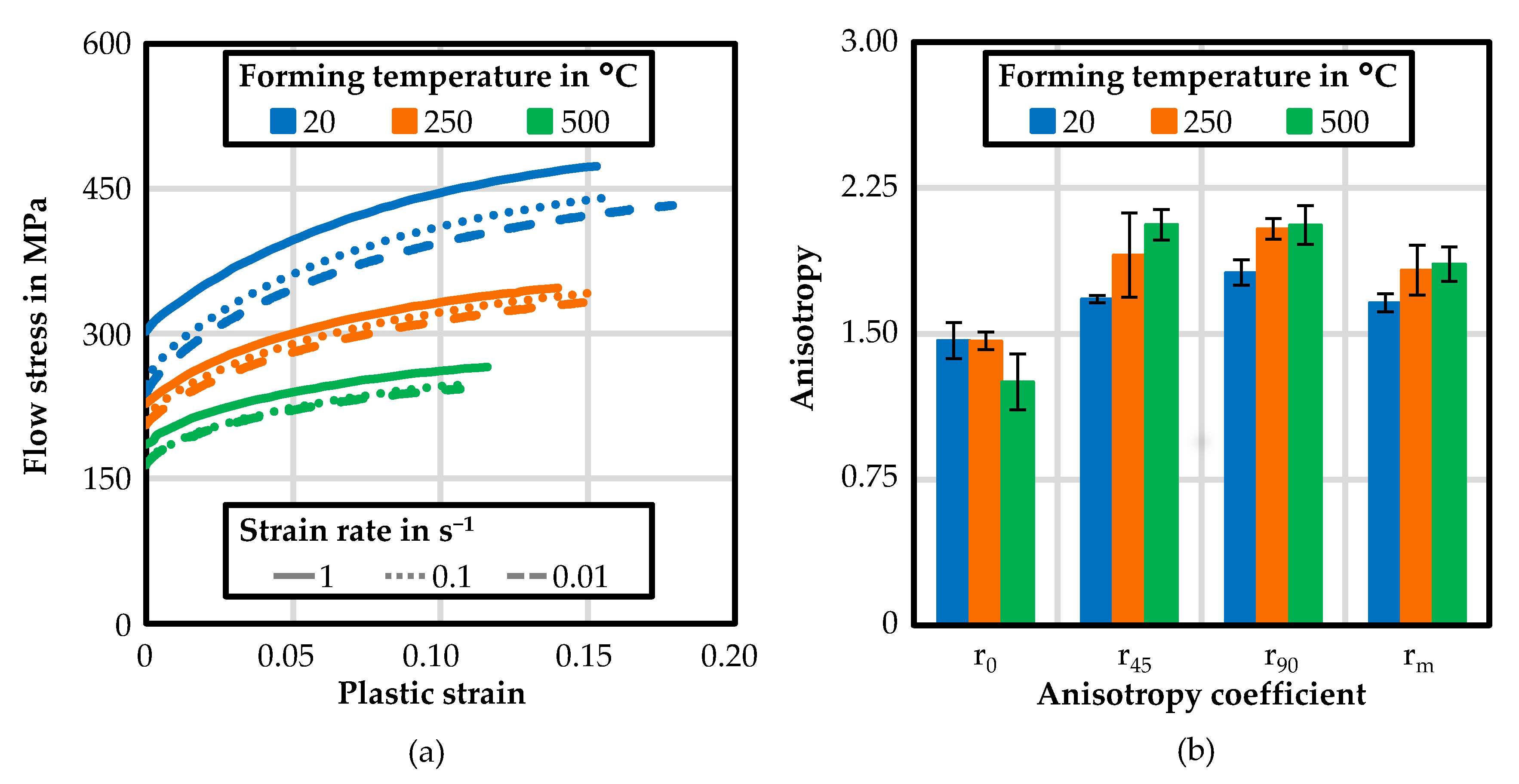
2.1. Material Characterisation
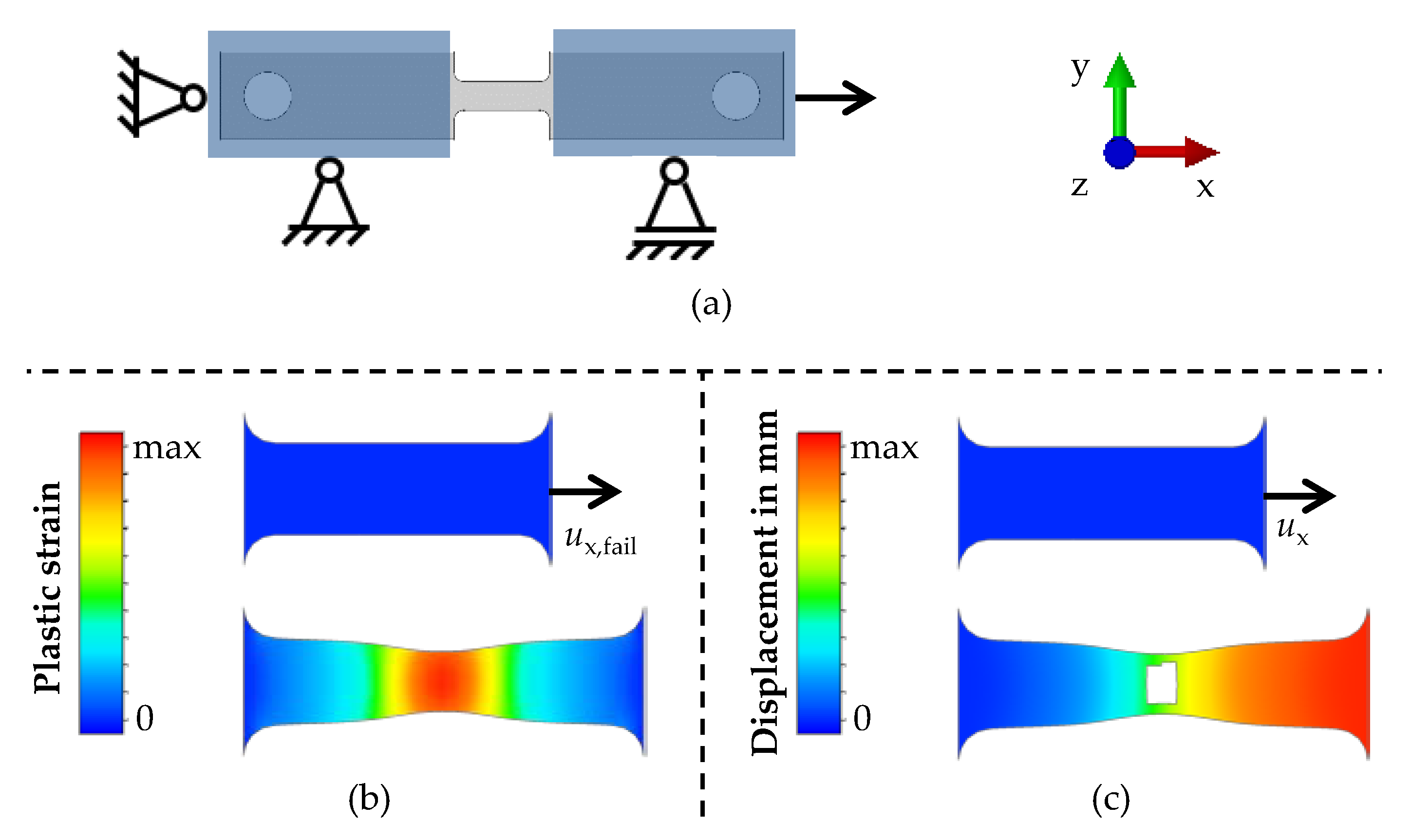
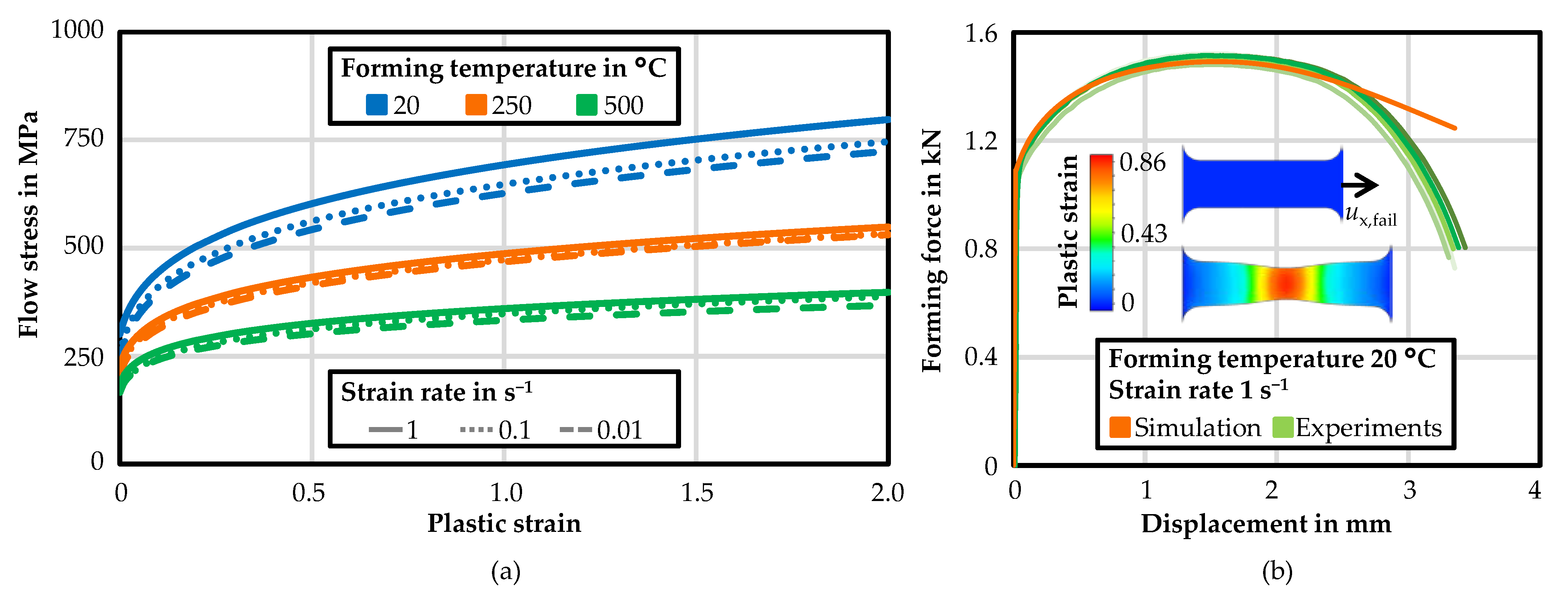
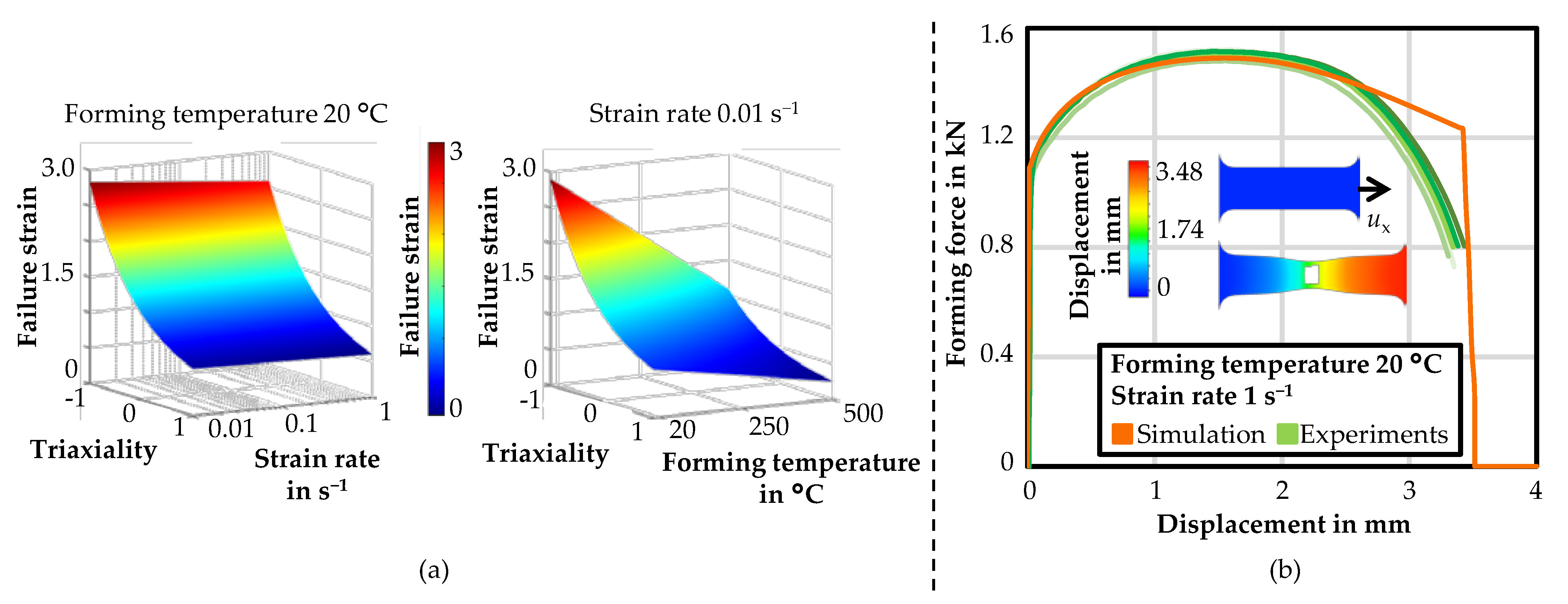
2.2. Modelling of the Flow and Failure Behaviour
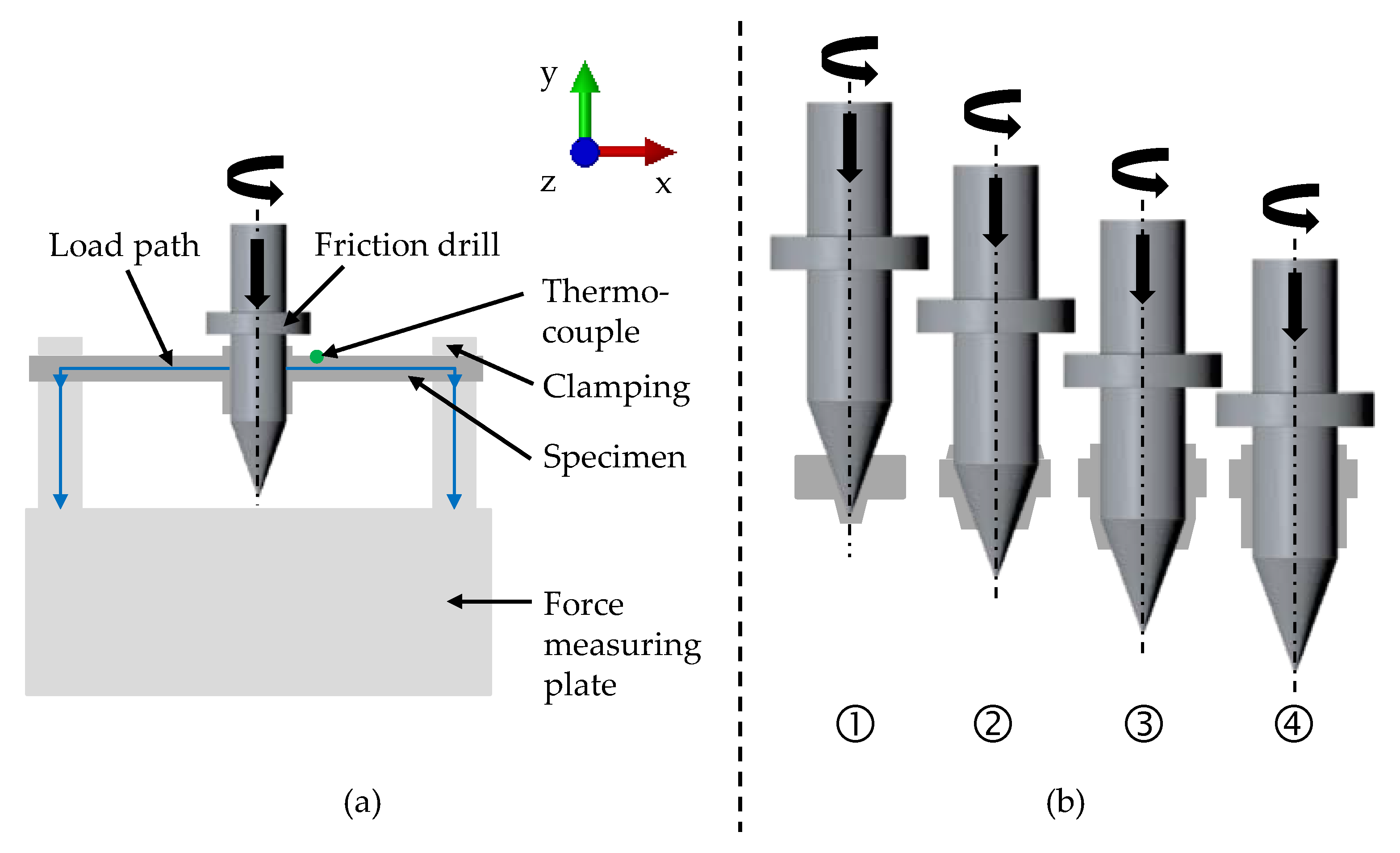
2.3. Friction Drilling Experiments
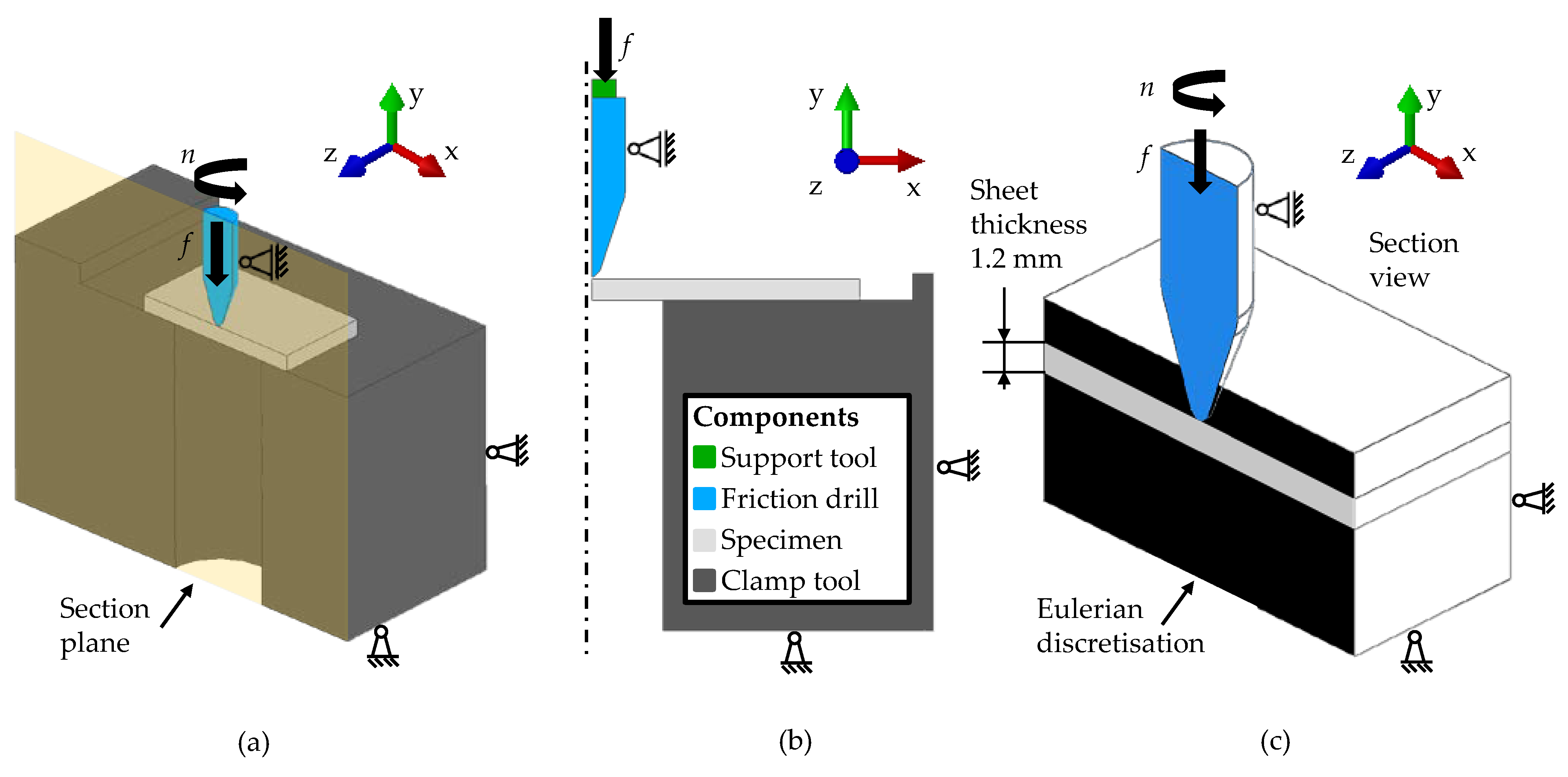
2.4. Numerical Modelling of Friction Drilling
3. Results
3.1. Material Data
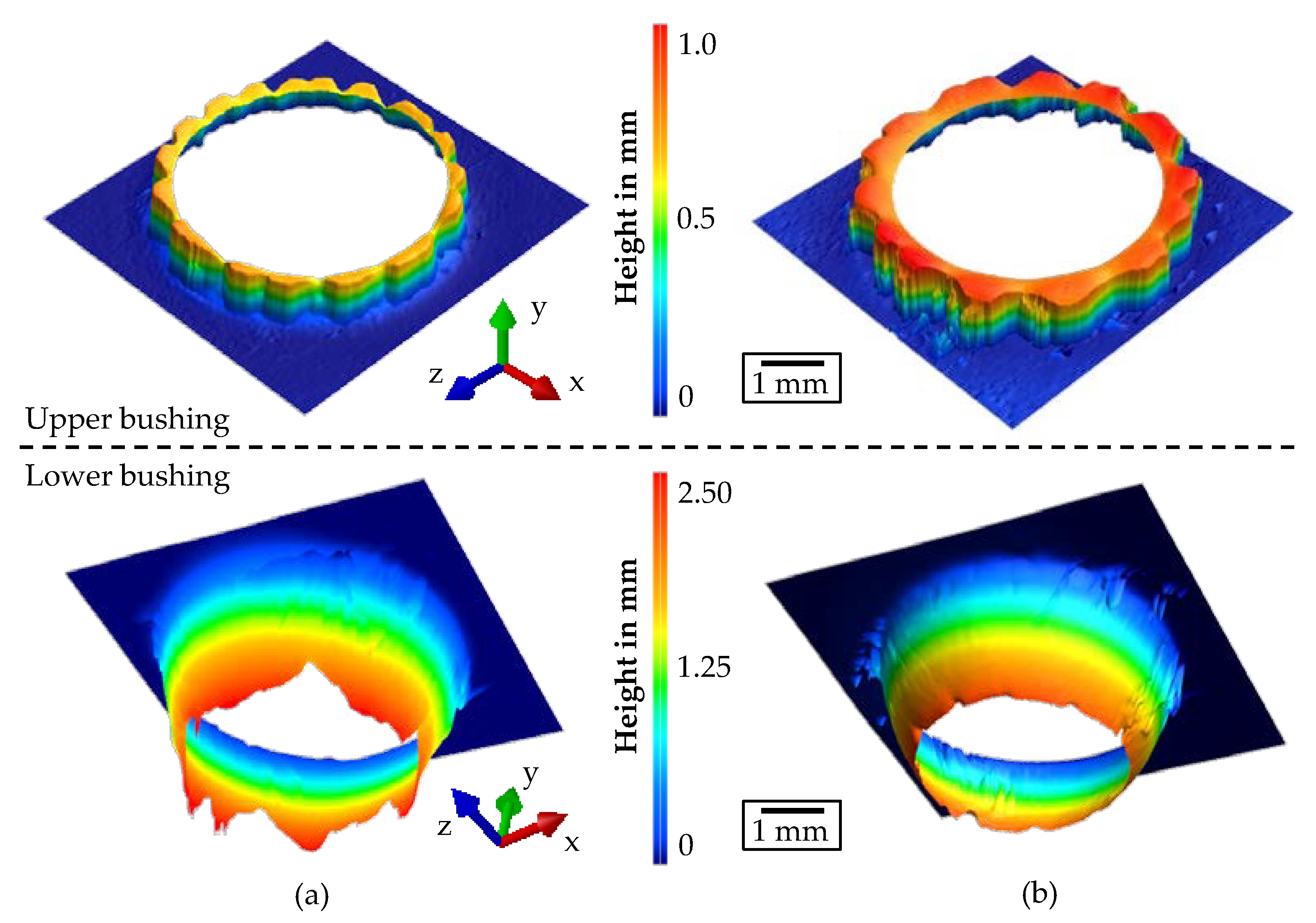
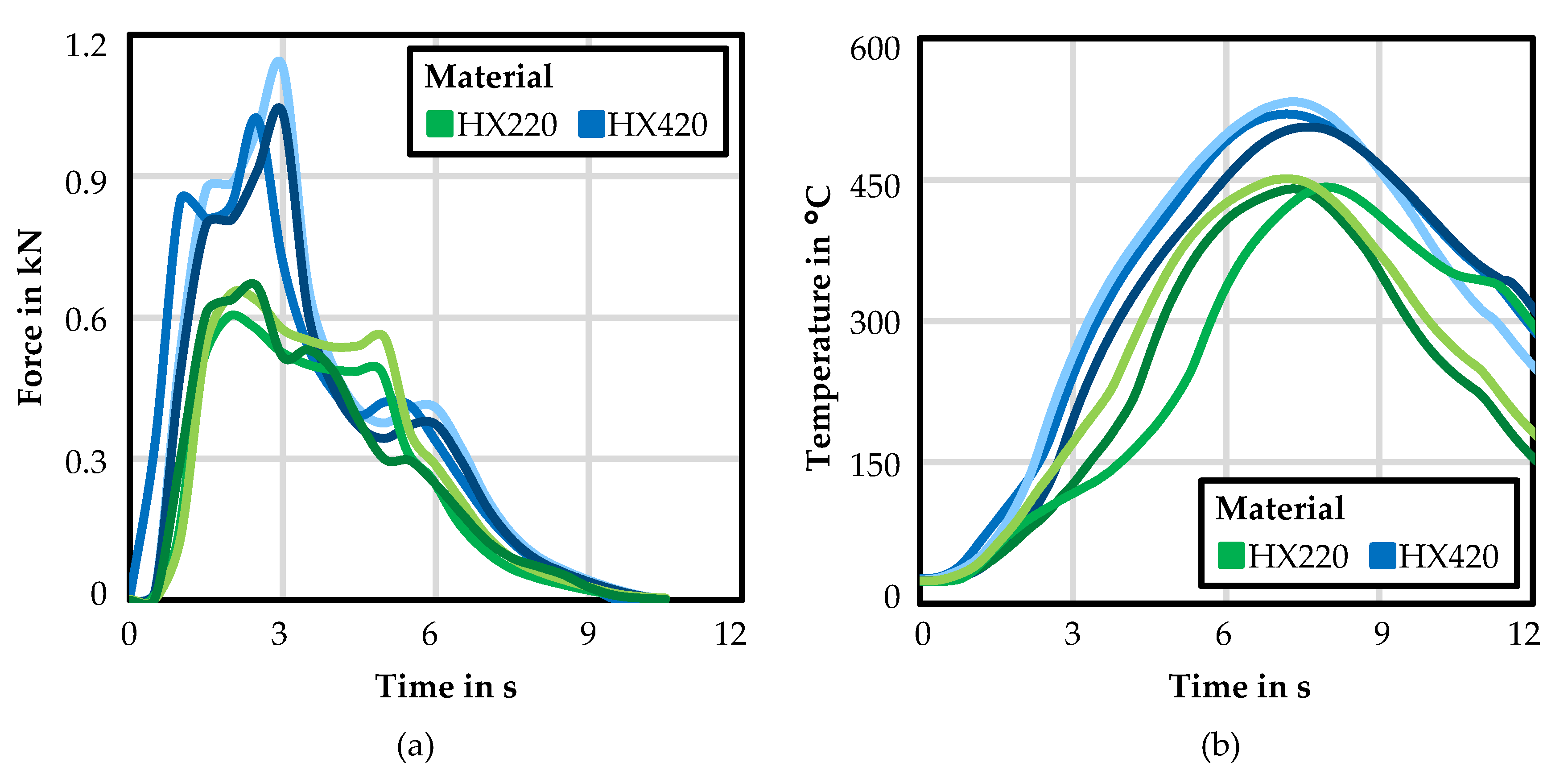
3.2. Experimental Results of Friction Drilling
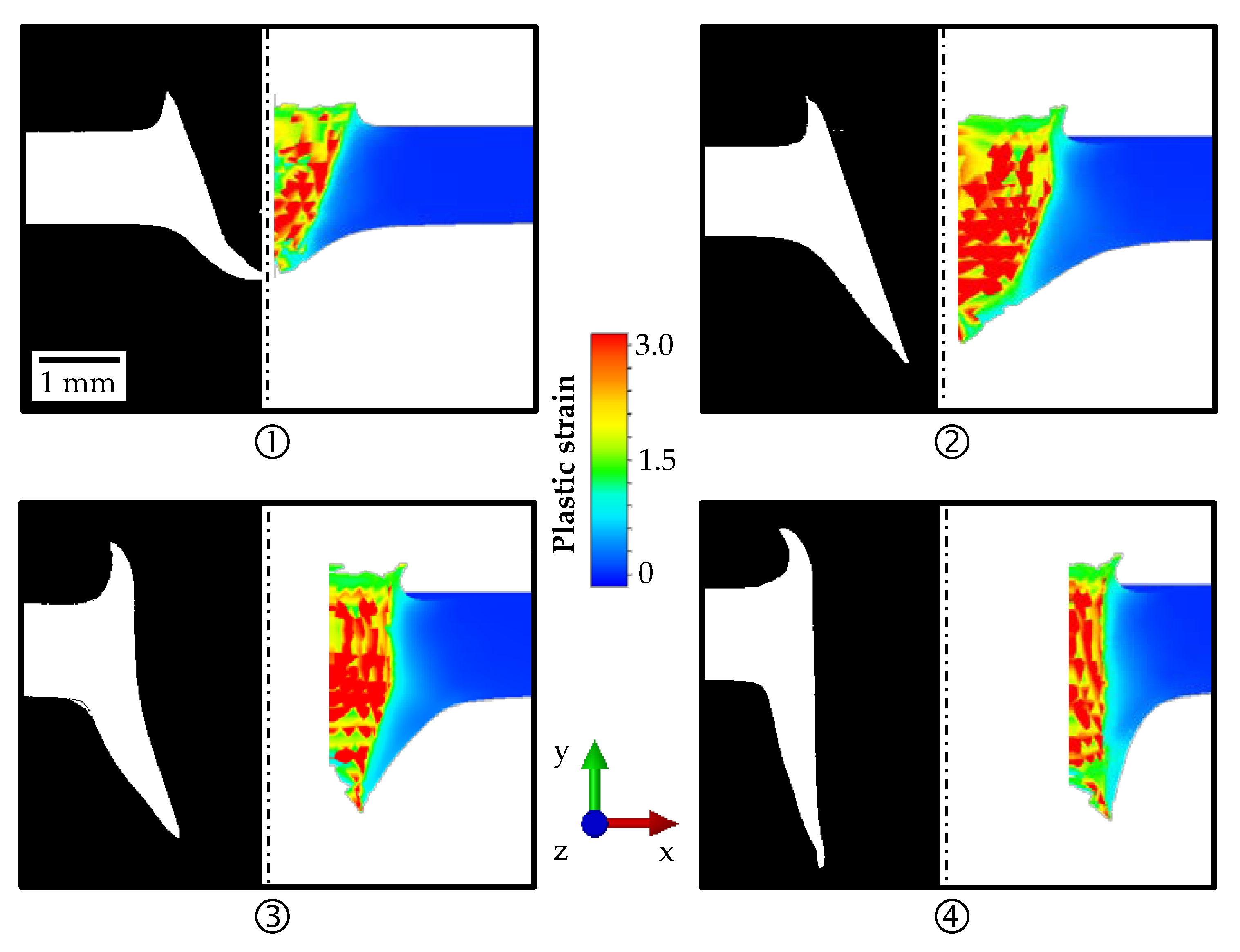
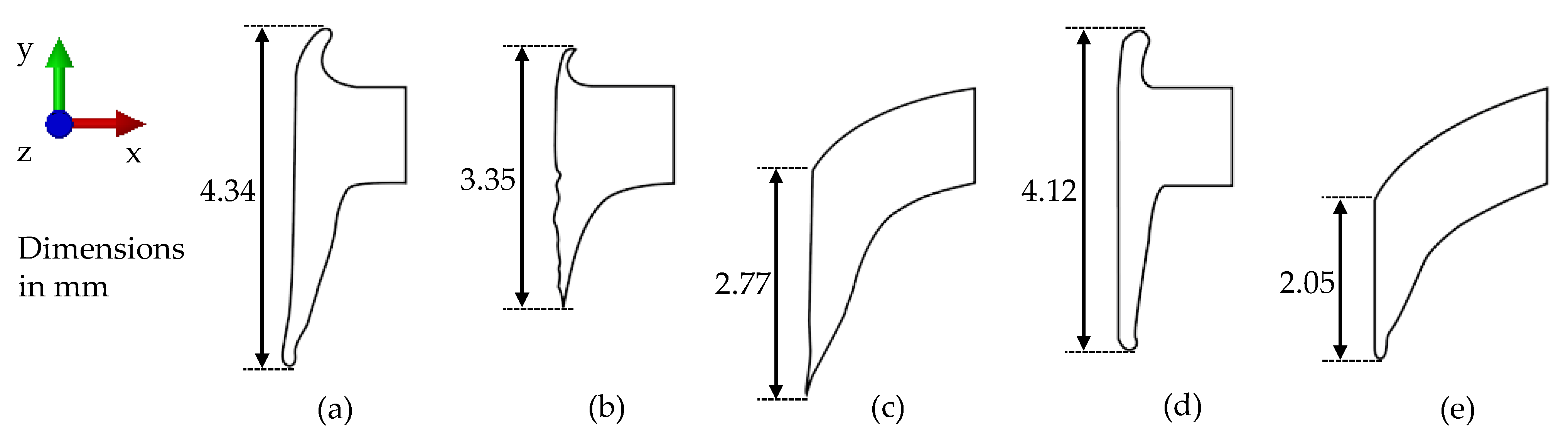
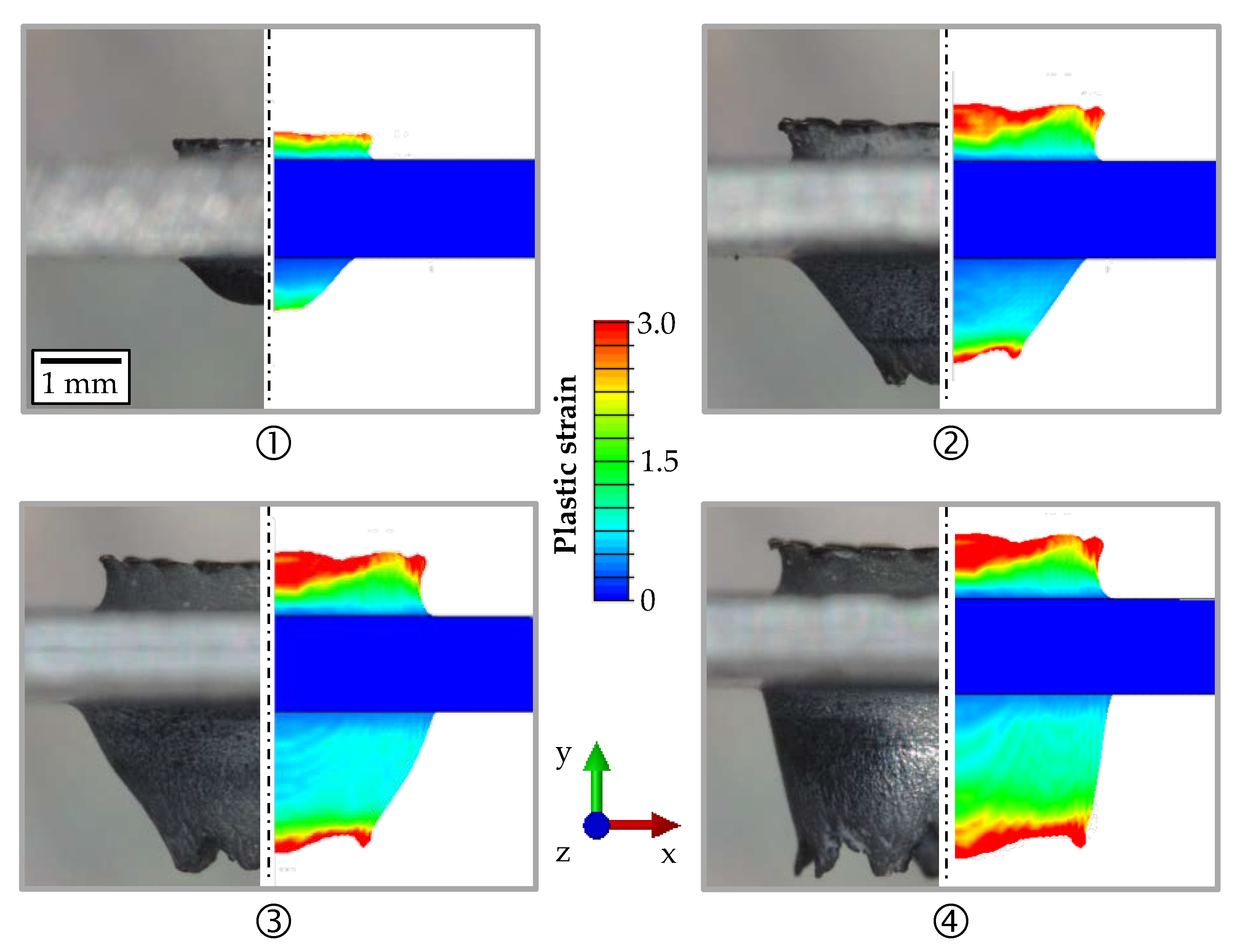
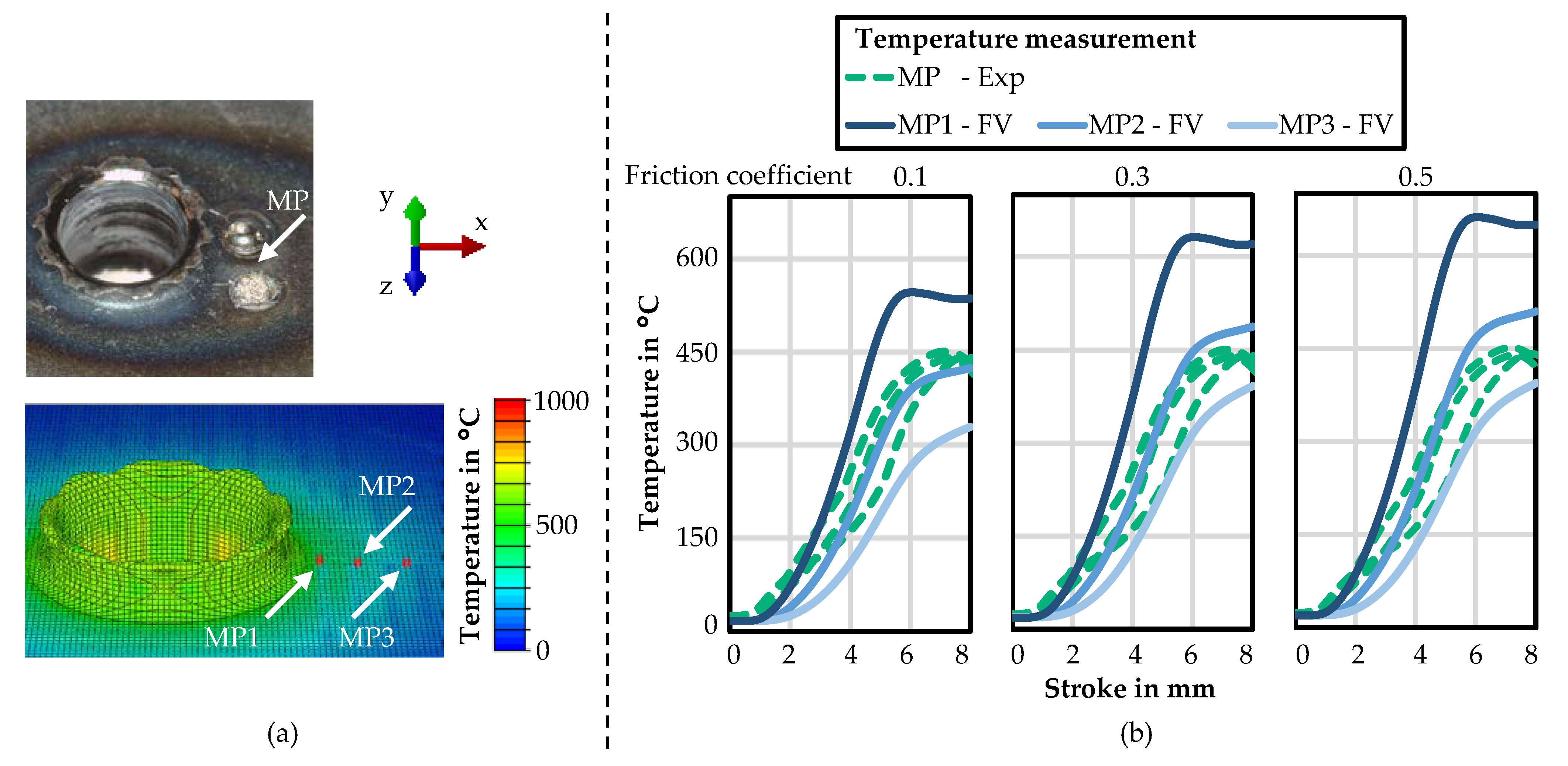
3.3. Numerical Results and Comparison to the Experiments
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dietrich, J. Praxis in der Umformtechnik—Umform-und Zerteilverfahren, Werkzeuge, Maschinen; Springer Vieweg: Wiesbaden, Germany, 2018. [Google Scholar]
- Behrens, B.-A.; Jüttner, S.; Brunotte, K.; Özkaya, F.; Wohner, M.; Stockburger, E. Extension of the Conventional Press Hardening Process by Local Material Influence to Improve Joining Ability. Procedia Manuf. 2020, 47, 1345–1352. [Google Scholar] [CrossRef]
- Stockburger, E.; Wester, H.; Uhe, J.; Brunotte, K.; Behrens, B.-A. Investigation of the forming limit behavior of martensitic chromium steels for hot sheet metal forming. In Production at the Leading Edge of Technology; Springer Vieweg: Berlin/Heidelberg, Germany, 2019; pp. 159–168. [Google Scholar] [CrossRef]
- Miller, S.F.; Li, R.; Wang, H.; Shih, A.J. Experimental and Numerical Analysis of the Friction Drilling Process. J. Manuf. Sci. Eng. 2006, 128, 802–810. [Google Scholar] [CrossRef]
- Miller, S.F.; Shih, A.J. Thermo-Mechanical Finite Element Modeling of the Friction Drilling Process. J. Manuf. Sci. Eng. 2007, 129, 531–538. [Google Scholar] [CrossRef]
- Krasauskas, P.; Kilikevičius, S.; Česnavičius, R.; Pačenga, D. Experimental analysis and numerical simulation of the stainless AISI 304 steel friction drilling process. Mechanika 2014, 20, 590–595. [Google Scholar] [CrossRef] [Green Version]
- Dehghan, S.; Ismail, M.I.S.; Ariffin, M.K.A.; Baharudin, B.T.H.T.; Sulaiman, S. Numerical simulation on friction drilling of aluminum alloy. Mater. Sci. Eng. Technol. 2017, 48, 241–248. [Google Scholar] [CrossRef]
- Dehghan, S.; Ismail, M.I.S.; Souri, E. A thermo-mechanical finite element simulation model to analyze bushing formation and drilling tool for friction drilling of difficult-to-machine materials. J. Manuf. Process. 2020, 57, 1004–1018. [Google Scholar] [CrossRef]
- Oezkaya, E.; Hannich, S.; Biermann, D. Development of a three-dimensional finite element method simulation model to predict modified flow drilling tool performance. Int. J. Mater. Form. 2019, 12, 477–490. [Google Scholar] [CrossRef]
- Hynes, N.R.J.; Kumar, R. Simulation on friction drilling process of Cu2C. Mater. Today 2018, 5, 27161–27165. [Google Scholar] [CrossRef]
- Nimmagadda, S.; Balla, S.P.; Padmaja, A. 3D Finite Element Modeling and Simulation of Friction Drilling Process. Int. J. Eng. Adv. Technol. 2019, 9, 1070–1074. [Google Scholar] [CrossRef]
- Bilgin, M.B.; Gök, K.; Gök, A. Three-dimensional finite element model of friction drilling process in hot forming processes. J. Process Mech. Eng. 2015, 231, 548–554. [Google Scholar] [CrossRef]
- Wu, Y.; Wu, C.T.; Hu, W. Modeling of Ductile Failure in Destructive Manufacturing Processes Using the Smoothed Particle Galerkin Method. In Proceedings of the China LS-DYNA Users Conference, Shanghai, China, 23–25 October 2017; pp. 1–12. [Google Scholar]
- Wu, C.T.; Wu, Y.; Hu, W.; Pan, Y. Modeling the Friction Drilling Process Using a Thermo-Mechanical Coupled Smoothed Particle Galerkin Method. In Meshfree Methods for Partial Differential Equations IX; Springer Nature Switzerland AG: Cham, Switzerland, 2019; Volume 129, pp. 149–166. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Brunotte, K.; Wester, H.; Stockburger, E. Investigation of the Process Window for Deformation induced Ferrite to improve the Joinability of Press-Hardened Components. In Proceedings of the 29th International Conference on Metallurgy and Materials, Brno, Czech Republic, 20–22 May 2020; pp. 579–584. [Google Scholar] [CrossRef]
- DIN EN. ISO 10275:2020: Metallic Materials—Sheet and Strip—Determination of Tensile Strain Hardening Exponent; Beuth: Berlin, Germany, 2020. [Google Scholar]
- DIN EN. ISO 10113:2020: Metallic Materials—Sheet and Strip—Determination of Plastic Strain Ratio; Beuth: Berlin, Germany, 2020. [Google Scholar]
- Johnson, G.R.; Cook, W.H. Fracture Characteristics of three Metals subjected to various Strains, Strain Rates, Temperatures, and Pressures. Eng.Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Hill, R. A theory of the yielding and plastic flow of anisotropic metals. Proc. R. Soc. A 1948, 193, 281–297. [Google Scholar] [CrossRef] [Green Version]
- Behrens, B.-A.; Uhe, J.; Wester, H.; Stockburger, E. Hot forming limit Curves for numerical Press Hardening Simulation of AISI 420C. In Proceedings of the 29th International Conference on Metallurgy and Materials, Brno, Czech Republic, 20–22 May 2020; pp. 350–355. [Google Scholar] [CrossRef]
- Donea, J.; Huerta, A.; Ponthot, J.-P.; Rodriguez-Ferran, A. Arbitrary Lagrangian-Eulerian methods. In The Encyclopedia of Computational Mechanics; Wiley: Hoboken, NJ, USA, 2004; Chapter 14; Volume 1, pp. 413–437. [Google Scholar]
- Behrens, B.-A.; Rosenbusch, D.; Wester, H.; Stockburger, E. Material Characterization and Modeling for Finite Element Simulation of Press Hardening with AISI 420C. J. Mater. Eng. Perform. 2021, 1–8. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Brunotte, K.; Wester, H.; Rothgänger, M.; Müller, F. Multi-Layer Wear and Tool Life Calculation for Forging Applications Considering Dynamical Hardness Modeling and Nitrided Layer Degradation. Materials 2021, 14, 104. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Uhe, J.; Thürer, S.E.; Klose, C.; Heimes, N. Development of a Modified Tool System for Lateral Angular Co-Extrusion to Improve the Quality of Hybrid Profiles. Procedia Manuf. 2020, 47, 224–230. [Google Scholar] [CrossRef]
- Furrer, D.; Semiatin, S.L. ASM Handbook Volume 22A: Fundamentals of Modeling for Metals Processing; ASM International: Novelty, OH, USA, 2009. [Google Scholar]
- DIN EN. 10268:2013: Cold Rolled Steel Flat Products with High Yield Strength for Cold Forming—Technical Delivery Conditions; Beuth: Berlin, Germany, 2006. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S |
|---|---|---|---|---|
| 0.0357 | 0.0305 | 0.4350 | 0.0366 | 0.0069 |
| A in MPa | B in MPa | C | m | n | in s−1 | Troom in °C | Tmelt in °C |
|---|---|---|---|---|---|---|---|
| 212.2 | 409.2 | 0 | 0.7521 | 0.3524 | 0.01 | 20 | 1500 |
| D1 | D2 | D3 | D4 | D5 |
|---|---|---|---|---|
| 0.3846 | 0.8279 | −1.0827 | −0.0189 | −1.9109 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Behrens, B.-A.; Dröder, K.; Hürkamp, A.; Droß, M.; Wester, H.; Stockburger, E. Finite Element and Finite Volume Modelling of Friction Drilling HSLA Steel under Experimental Comparison. Materials 2021, 14, 5997. https://doi.org/10.3390/ma14205997
Behrens B-A, Dröder K, Hürkamp A, Droß M, Wester H, Stockburger E. Finite Element and Finite Volume Modelling of Friction Drilling HSLA Steel under Experimental Comparison. Materials. 2021; 14(20):5997. https://doi.org/10.3390/ma14205997
Chicago/Turabian StyleBehrens, Bernd-Arno, Klaus Dröder, André Hürkamp, Marcel Droß, Hendrik Wester, and Eugen Stockburger. 2021. "Finite Element and Finite Volume Modelling of Friction Drilling HSLA Steel under Experimental Comparison" Materials 14, no. 20: 5997. https://doi.org/10.3390/ma14205997