
Declining Performance of Silicone-Based Magnetorheological Elastomers after Accelerated Weathering

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
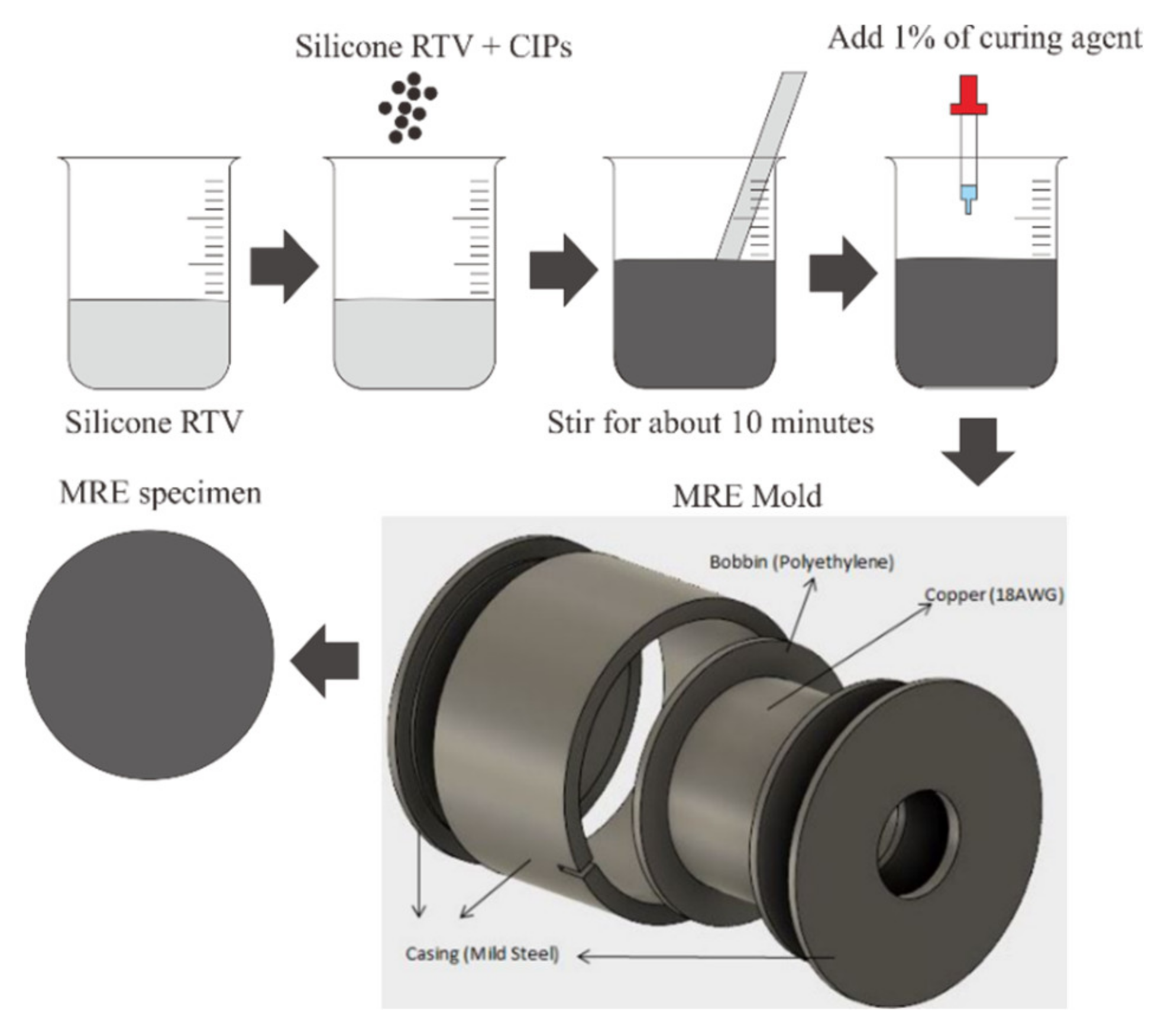
2.1. Samples Preparation
2.2. Sample Characterization
3. Results and Discussion
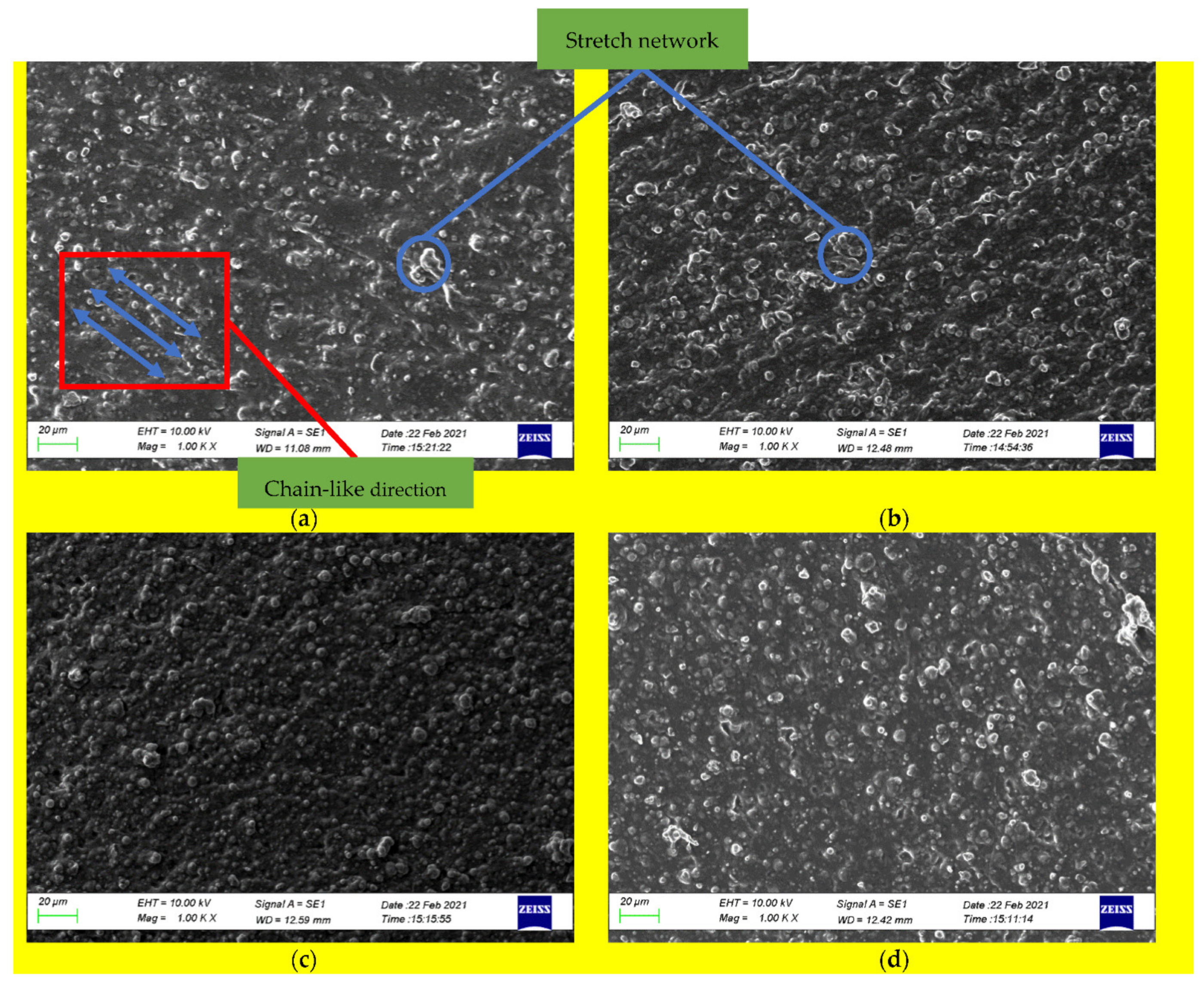
3.1. Micrograph Analysis
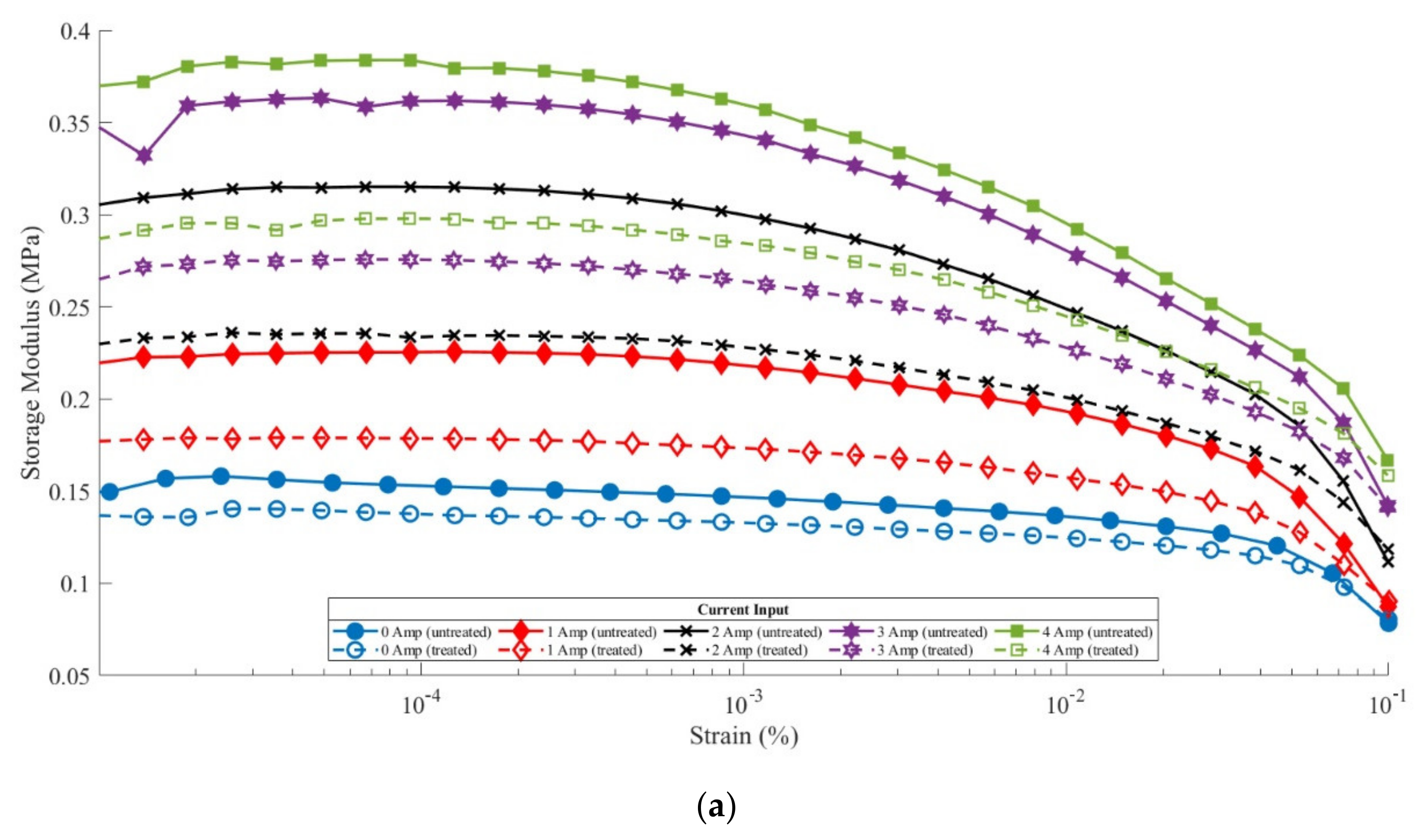
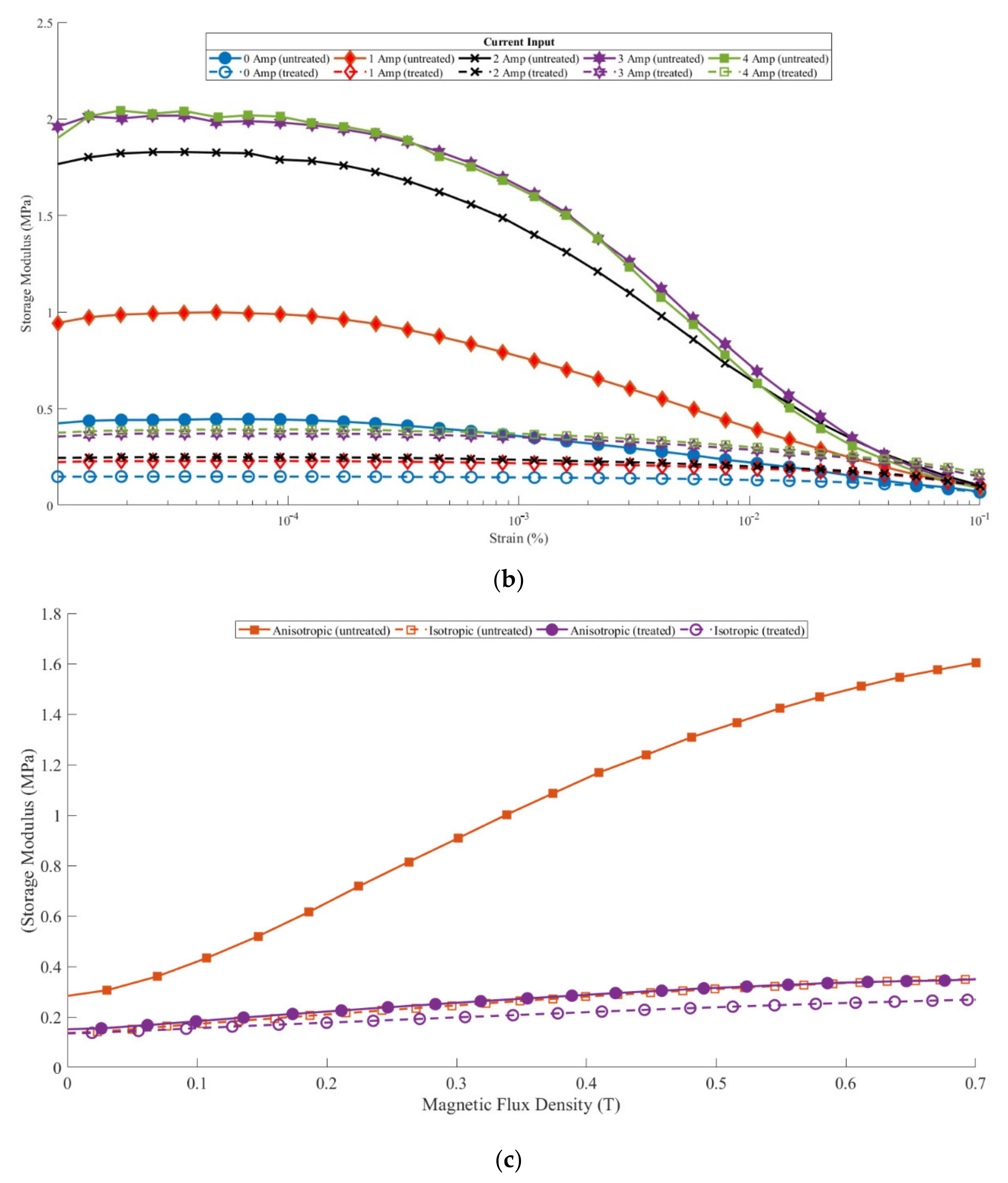
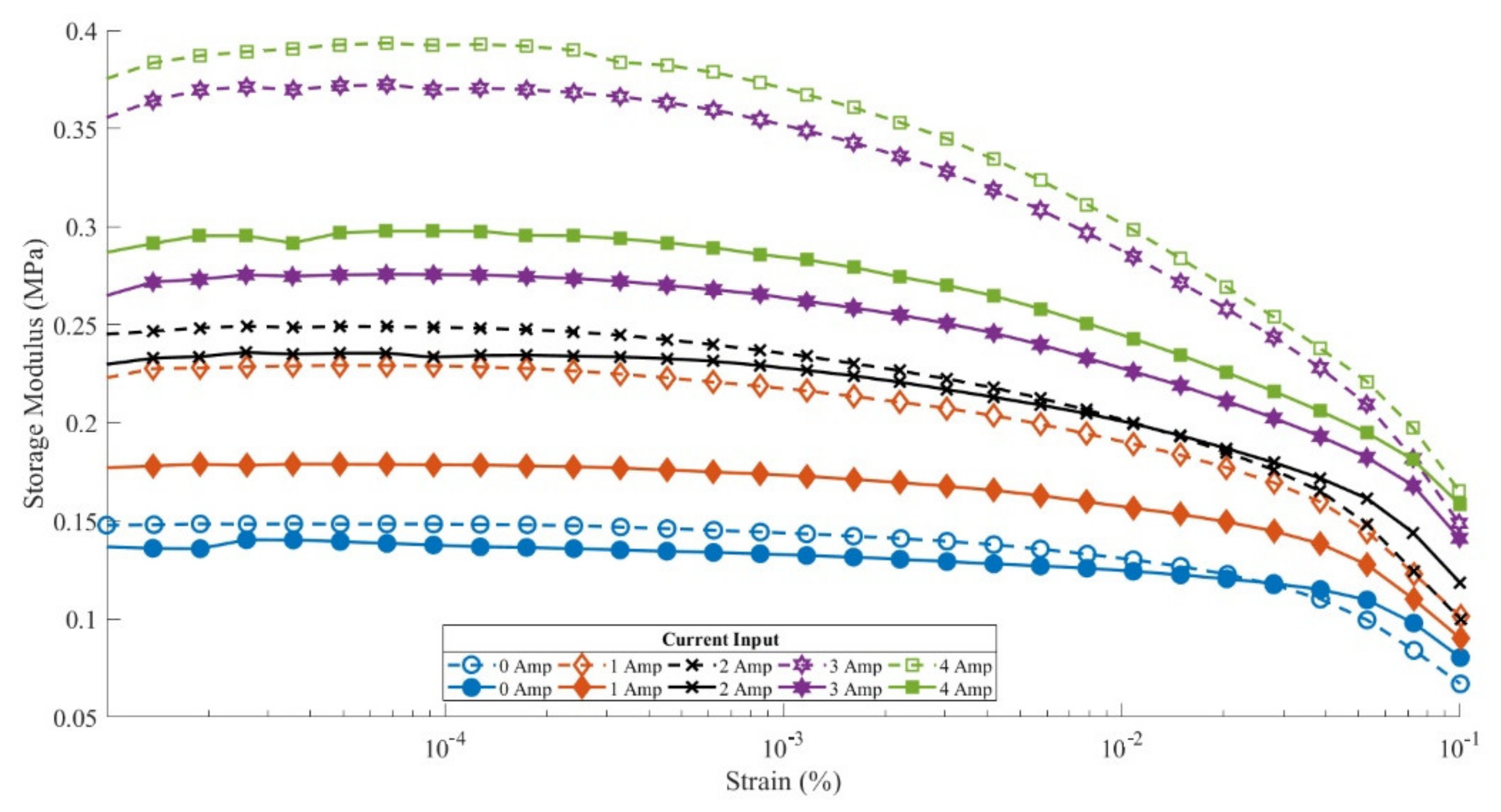
3.2. Rheological Properties
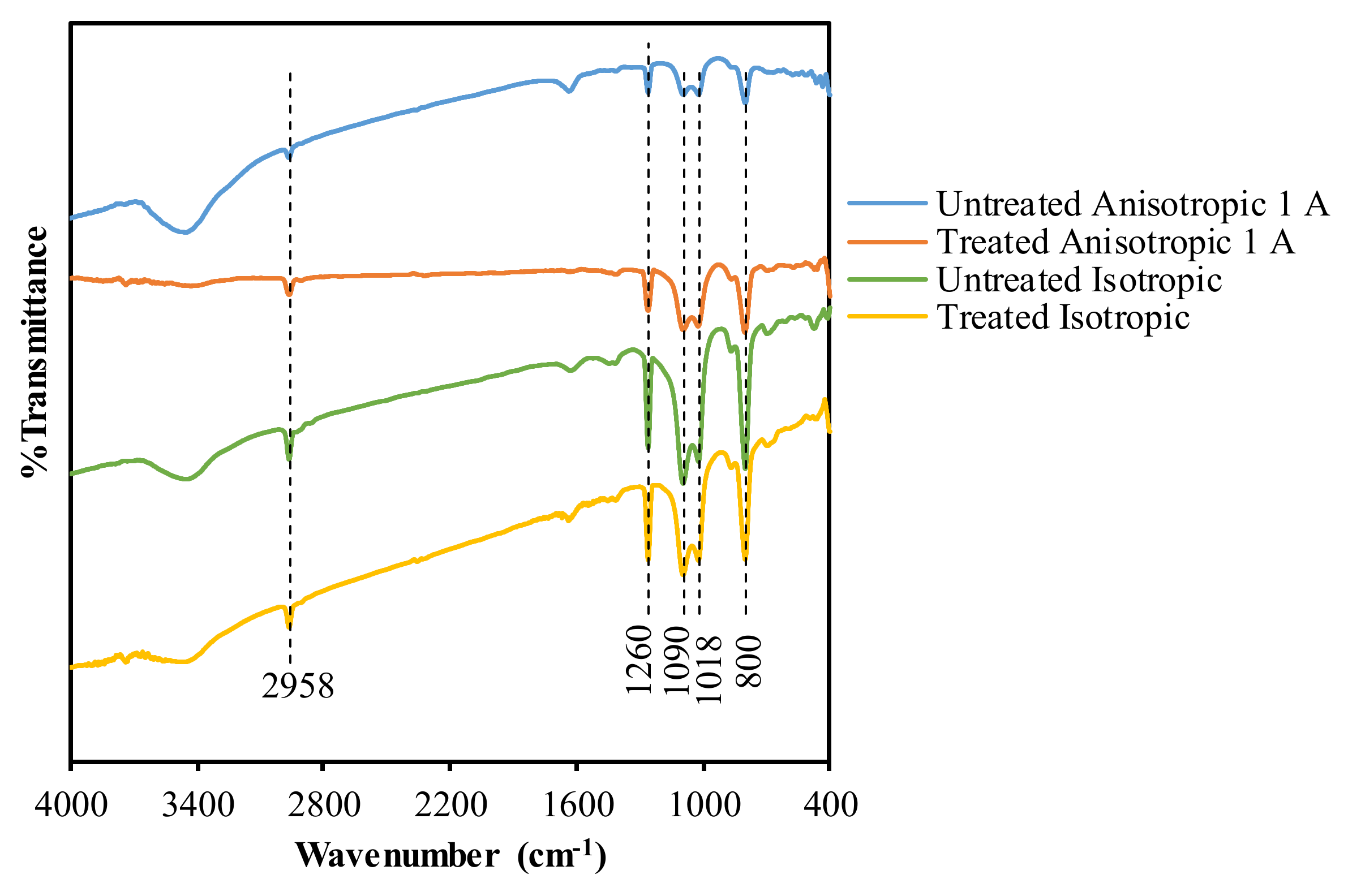
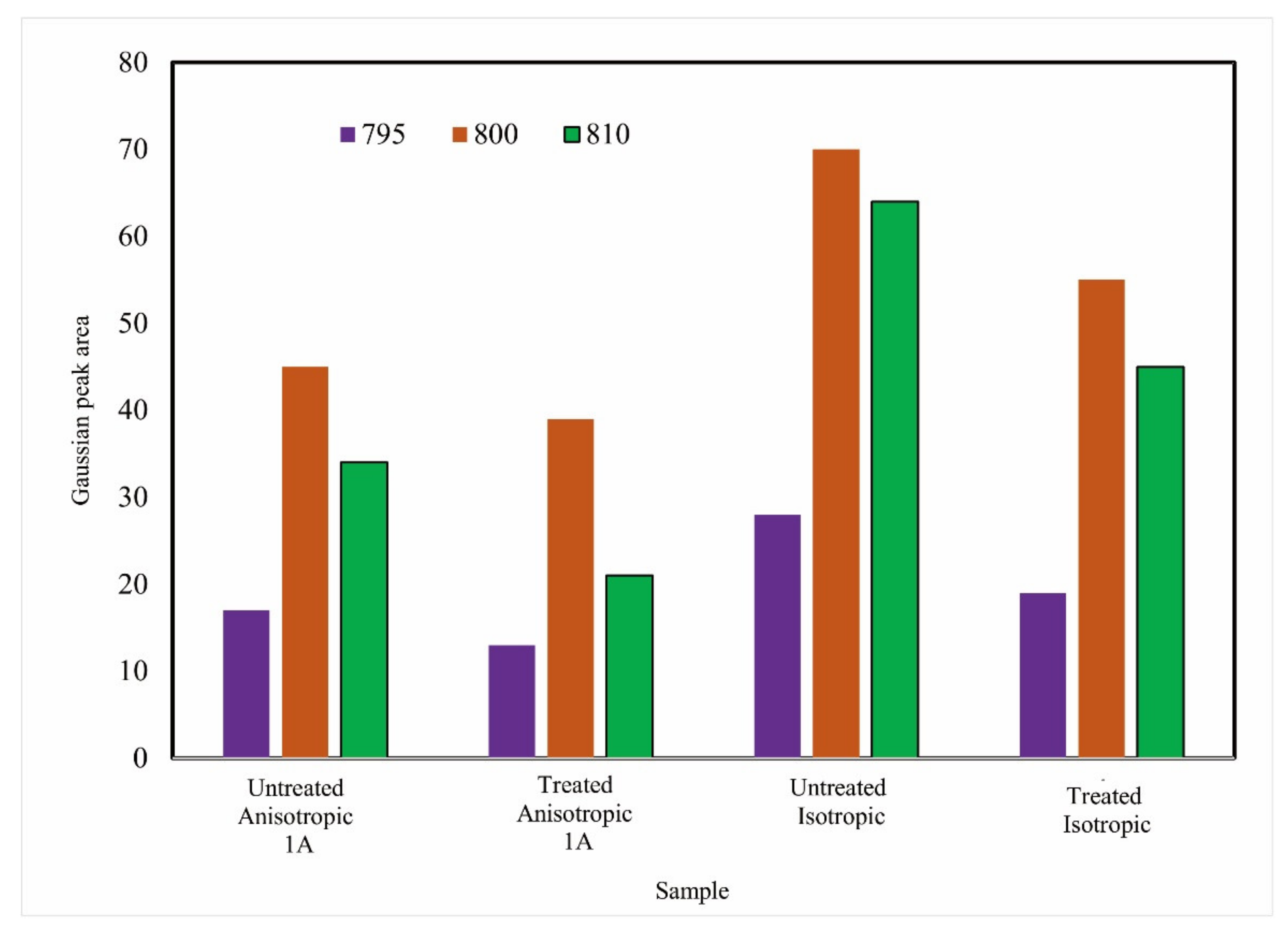
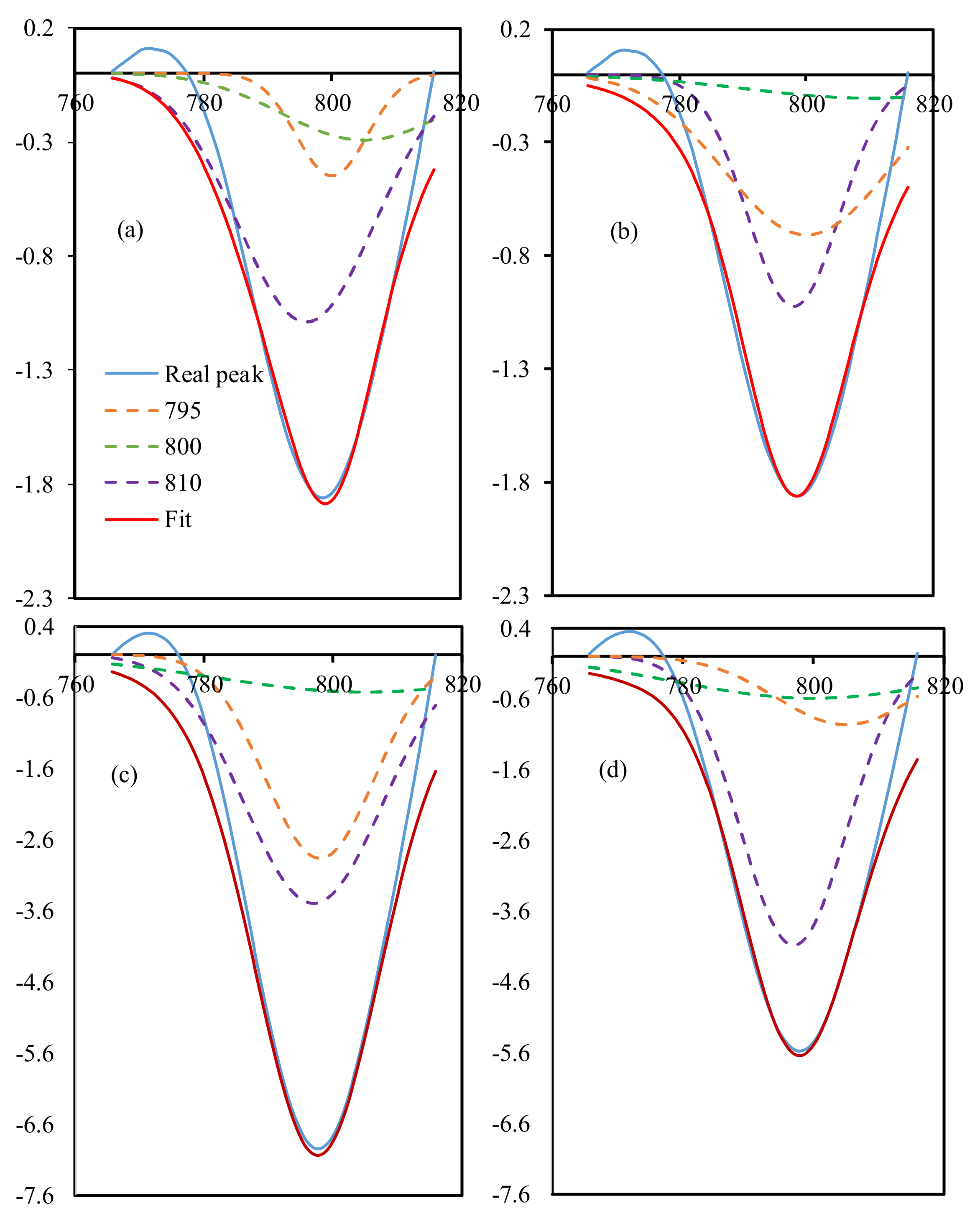
3.3. FTIR Testing
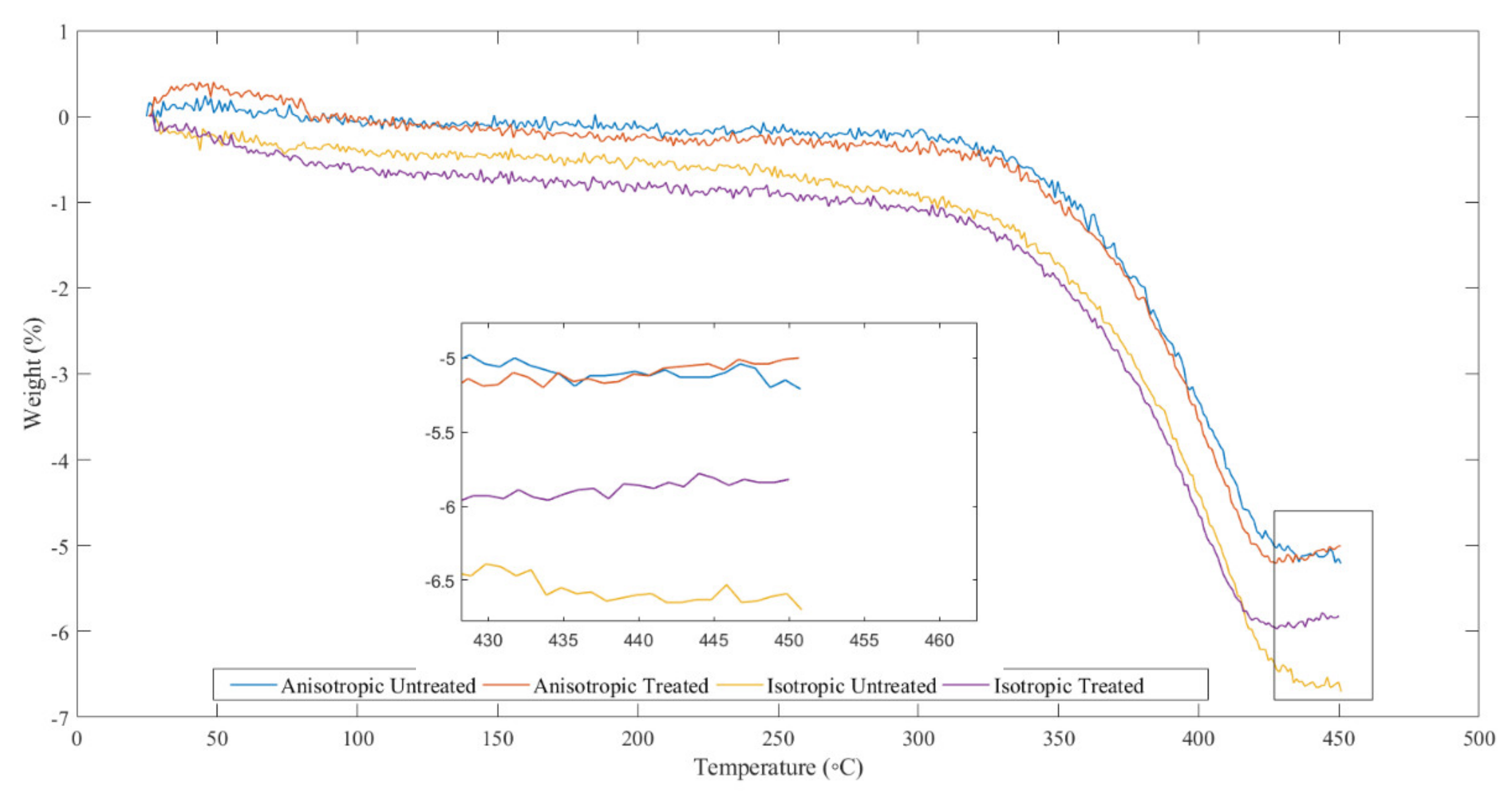
3.4. Thermogravimetric Analysis (TGA)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bus, T.; Dale, M.L.; Reynolds, K.J.; Bastiaansen, C.W.M. Thermoplastic, rubber-like marine antifouling coatings with micro-structures via mechanical embossing. Biofouling 2020, 36, 138–145. [Google Scholar] [CrossRef]
- Louda, P. Applications of thin coatings in automotive industry. J. Achiev. Mater. Manuf. Eng. 2007, 24, 51–56. Available online: http://jamme.acmsse.h2.pl/papers_vol24_1/24105.pdf (accessed on 14 March 2021).
- Fentahun, M.A.; Savas, M.A. Materials Used in automotive manufacture and material selection using Ashby charts. Int. J. Mater. Eng. 2018, 8, 40–54. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, G.; Chen, X.; Wang, R.; Shen, K. Effect of long-term laboratory aging on rheological properties and cracking resistance of polymer-modified asphalt binders at intermediate and low temperature range. Constr. Build. Mater. 2019, 226, 767–777. [Google Scholar] [CrossRef]
- García-Moreno, I.; Caminero, M.; Rodríguez, G.P.; López-Cela, J. Effect of thermal Ageing on the impact and flexural damage behaviour of carbon fibre-reinforced epoxy laminates. Polymers 2019, 11, 80. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kashi, S.; De Souza, M.; Al-Assafi, S.; Varley, R. Understanding the effects of in-service temperature and functional fluid on the ageing of silicone rubber. Polymers 2019, 11, 388. [Google Scholar] [CrossRef] [Green Version]
- Muslov, S.A.; Polyakov, D.I.; Lotkov, A.I.; Stepanov, A.G.; Arutyunov, S.D. Measurement and Calculation of Mechanical Properties of Silicone Rubber. Rus. Phys. J. 2021, 63, 1525–1529. [Google Scholar] [CrossRef]
- Ahmed, K.; Nizami, S.S.; Raza, N.Z.; Shirin, K. Cure Characteristics, mechanical and swelling properties of marble sludge filled EPDM modified chloroprene rubber blends. Adv. Mater. Phys. Chem. 2012, 2, 90–97. [Google Scholar] [CrossRef] [Green Version]
- Bunoiu, M.; Vlase, G.; Bica, I.; Balasoiu, M.; Pascu, G.; Vlase, T. Study of thermal stability of some magnetorheological elastomers. Rom. Rep. Phys. 2021, 73, 503. [Google Scholar]
- Kruželák, J.; Hudec, I.; Dosoudil, R. Influence of thermo-oxidative and ozone ageing on the properties of elastomeric magnetic composites. Polym. Degrad. Stab. 2012, 97, 921–928. [Google Scholar] [CrossRef]
- Zhao, G.; Shi, L.; Zhang, D.; Feng, X.; Yuan, S.; Zhuo, J. Synergistic effect of nanobarite and carbon black fillers in natural rubber matrix. Mater. Des. 2012, 35, 847–853. [Google Scholar] [CrossRef]
- Salim, M.S.; Ariawan, D.; Rasyid, M.F.A.; Taib, R.M.; Thirmizir, M.Z.A.; Ishak, Z.A.M. Accelerated weathering and water absorption behavior of kenaf fiber reinforced acrylic based polyester composites. Front. Mater. 2020, 7, 7. [Google Scholar] [CrossRef] [Green Version]
- Tang, N.; Lv, Q.; Huang, W.; Lin, P.; Yan, C. Chemical and rheological evaluation of aging characteristics of terminal blend rubberized asphalt binder. Constr. Build. Mater. 2019, 205, 87–96. [Google Scholar] [CrossRef]
- Verma, A.R.; Reddy, B.S. Accelerated ageing studies of silicon-rubber based polymeric insulators used for HV transmission lines science direct. Polym. Test. 2017, 62, 124–131. [Google Scholar] [CrossRef]
- Aziz, S.A.A.; Mazlan, S.A.; Ismail, N.I.N.; Choi, S.B.; Nordin, N.A.; Mohamad, N. A comparative assessment of different dispersing aids in enhancing magnetorheological elastomer properties. Smart Mater. Struct. 2018, 27, 117002. [Google Scholar] [CrossRef]
- Chen, L.; Gong, X.L.; Jiang, W.Q. Investigation on magnetorheological elastomers based on natural rubber. J. Mater. Sci. 2007, 42, 5483–5489. [Google Scholar] [CrossRef] [Green Version]
- Feldman, D. Polymer weathering: Photo-oxidation. J. Polym. Environ. 2002, 10, 163–173. [Google Scholar] [CrossRef]
- Masłowski, M.; Miedzianowska, J.; Strzelec, K. Reinforced, extruded, isotropic magnetic elastomer composites: Fabrication and properties. Adv. Polym. Technol. 2019, 2019, 1–11. [Google Scholar] [CrossRef]
- Li, X.; Bai, T.; Li, Z.; Liu, L. Inluence of the temperature on the hyper-elastic mechanical behavior of carbon black illed natural rubbers. Mech. Mater. 2016, 95, 136–145. [Google Scholar] [CrossRef]
- Zając, P.; Kaleta, J.; Lewandowski, D.; Gasperowicz, A. Isotropic magnetorheological elastomers with thermoplastic matrices: Structure, damping properties and testing. Smart Mater. Struct. 2010, 19, 0450147. [Google Scholar] [CrossRef]
- Akil, H.M.; Cheng, L.W.; Ishak, Z.M.; Abu Bakar, A.; Rahman, M.A. Water absorption study on pultruded jute fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2009, 69, 1942–1948. [Google Scholar] [CrossRef]
- Dhakal, H.; Zhang, Z.; Richardson, M. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Gu, H. Degradation of glass fibre/polyester composites after ultraviolet radiation. Mater. Des. 2008, 29, 1476–1479. [Google Scholar] [CrossRef]
- Jia, Z.; Li, X.; Zhao, Q. Effect of artificial weathering on surface properties of unsaturated polyester (UP) resin. Mater. Chem. Phys. 2010, 121, 193–197. [Google Scholar] [CrossRef]
- Chen, L.; Gong, X.; Li, W. Microstructures and viscoelastic properties of anisotropic magnetorheological elastomers. Smart Mater. Struct. 2007, 16, 2645–2650. [Google Scholar] [CrossRef]
- Kashi, S.; Varley, R.; De Souza, M.; Al-Assafi, S.; Di Pietro, A.; de Lavigne, C.; Fox, B. Mechanical, thermal, and morphological behavior of silicone rubber during accelerated aging. Polym. Technol. Eng. 2018, 57, 1687–1696. [Google Scholar] [CrossRef]
- Aziz, S.A.A.; Mazlan, S.A.; Ubaidillah, U.; Mohamad, N.; Choi, S.-B.; Aziz, M.A.C.; Johari, M.A.F.; Homma, K. Thermal aging rheological behavior of magnetorheological elastomers based on silicone rubber. Int. J. Mol. Sci. 2020, 21, 9007. [Google Scholar] [CrossRef]
- Shaik, M.G.; Karuppaiyan, V. Effect of ageing on the tracking characteristics of high-temperature vulcanized silicone rubber hybrid composites for high voltage insulation. Materials 2020, 13, 2242. [Google Scholar] [CrossRef]
- Chakraborty, R.; Reddy, B.S. Studies on high temperature vulcanized silicone rubber insulators under arid climatic aging. IEEE Trans. Dielectr. Electr. Insul. 2017, 24, 1751–1760. [Google Scholar] [CrossRef]
- Moon, B.; Lee, J.; Park, S.; Seok, C.-S. Study on the aging behavior of natural rubber/butadiene rubber (NR/BR) blends using a parallel spring model. Polymers 2018, 10, 658. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Woo, C.S.; Choi, S.S.; Lee, S.B.; Kim, H.S. Useful lifetime prediction of rubber components using accelerated testing. IEEE Trans. Reliab. 2010, 59, 11–17. [Google Scholar] [CrossRef]
- Wei, H.; Guo, L.; Zheng, J.; Huang, G.; Li, G. Efect of nanosilica-based immobile antioxidant on thermal oxidative degradation of SBR. RSC Adv. 2015, 5, 62788–62796. [Google Scholar] [CrossRef]
- Liu, J.; Li, X.; Xu, L.; Zhang, P. Investigation of aging behavior and mechanism of nitrile-butadiene rubber (NBR) in the accelerated thermal aging environment. Polym. Test. 2016, 54, 59–66. [Google Scholar] [CrossRef]
- Ravindran, A.; Kamaraj, M.; Vasanthmurali, N.; Meghavarshini, V.; Balachandran, M. Nanosilica reinforced EPDM silicone rubber blends: Experimental and theoretical evaluation of mechanical and solvent sorption properties. Mater. Today 2021, 46, 4381–4386. [Google Scholar] [CrossRef]
- Iryani, A.; Masudi, A.; Rozafia, A.I.; Hartanto, D.; Santoso, M.; Nur, H.; Azami, M.S. Enhanced removal of soluble and insoluble dyes over hierarchical zeolites: Effect of synthesis condition. Inorganics 2020, 8, 52. [Google Scholar] [CrossRef]
- Masudi, A.; Jusoh, N.; Jusoh, R.; Jaafar, N.; Jalil, A.; Firdausi, A.; Hartanto, D. Equidistant crystal distortion arrangement of copper doped magnetite for paracetamol degradation and optimization with response surface methodology (RSM). Mater. Chem. Phys. 2020, 250, 122995. [Google Scholar] [CrossRef]
- Perales-Martínez, I.A.; Palacios-Pineda, L.M.; Sánchez, L.M.L.; Martínez-Romero, O.; Puente-Córdova, J.; Elías-Zúñiga, A. Enhancement of a magnetorheological PDMS elastomer with carbonyl iron particles. Polym. Test. 2016, 57, 78–86. [Google Scholar] [CrossRef]
- Palacios-Pineda, L.M.; Perales-Martinez, I.A.; Lozano-Sanchez, L.M.; Martinez-Romero, O.; Segura, E.; Puente-Córdova, J.; Elías-Zúñiga, A. Experimental Investigation of the Magnetorheological behavior of PDMS elastomer reinforced with iron micro/nanoparticles. Ploymers 2017, 9, 696. [Google Scholar] [CrossRef] [Green Version]
- De Souza Neto, F.N.S.; Araújo, O.A.; Guilherme, L.R.; Garg, V.; Oliveira, A.C.; De Souza, P.E.; Júnior, A.F.; De Souza, P.E.N. Particles that slide over the water surface: Synthesis and characterization of iron oxides particles coated with PDMS, with hydrophobic and magnetic properties. Mater. Chem. Phys. 2015, 162, 100–105. [Google Scholar] [CrossRef]
- Model, C.M.M.; Soria-Hern, C.G.; Palacios-Pineda, L.M.; El, A. Investigation of the effect of carbonyl iron micro-particles on the mechanical and rheological properties of isotropic and anisotropic MREs. Polymers 2019, 11, 1705. [Google Scholar]
- Hanoosh, W.S.; Abdelrazaq, E.M. Polydimethyl siloxane toughened epoxy resins: Tensile strength and dynamic mechanical analysis. Malays. Polym. J. 2009, 4, 52–61. [Google Scholar]
- Boczkowska, A.; Awietjan, S.F.; Babski, K. Effect of the processing conditions on the microstructure of urethane magnetorheological elastomers. In Smart Structures and Materials: Active Materials Behavior and Mechanics; Armstrong, W.D., Ed.; SPIE Digital Library: San Diego, CA, USA, 2006; Volume 6170, p. 61700R. [Google Scholar]
- Wang, Y.; Zhang, X.; Oh, J.E. Fabrication and properties of magnetorheological elastomers based on CR/ENR self-crosslinking blends. Smart Mater. Struct. 2015, 24, 95006. [Google Scholar] [CrossRef]
- Wang, Y.; Hu, Y.; Deng, H.X. Magnetorheological elastomers based on isobutylene–isoprene rubber. Polym. Eng. Sci. 2006, 46, 264–268. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Residue (%) |
|---|---|
| Anisotropic without treatment | 1.95 |
| Anisotropic with treatment | 2.25 |
| Isotropic without treatment | 0.05 |
| Isotropic with treatment | 0.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wibowo, W.; Lenggana, B.W.; Ubaidillah, U.; Ariawan, D.; Imaduddin, F.; Mazlan, S.A.; Choi, S.-B. Declining Performance of Silicone-Based Magnetorheological Elastomers after Accelerated Weathering. Materials 2021, 14, 6389. https://doi.org/10.3390/ma14216389
Wibowo W, Lenggana BW, Ubaidillah U, Ariawan D, Imaduddin F, Mazlan SA, Choi S-B. Declining Performance of Silicone-Based Magnetorheological Elastomers after Accelerated Weathering. Materials. 2021; 14(21):6389. https://doi.org/10.3390/ma14216389
Chicago/Turabian StyleWibowo, Wibowo, Bhre Wangsa Lenggana, Ubaidillah Ubaidillah, Dody Ariawan, Fitrian Imaduddin, Saiful Amri Mazlan, and Seung-Bok Choi. 2021. "Declining Performance of Silicone-Based Magnetorheological Elastomers after Accelerated Weathering" Materials 14, no. 21: 6389. https://doi.org/10.3390/ma14216389