
A Critical Review on Effect of Process Parameters on Mechanical and Microstructural Properties of Powder-Bed Fusion Additive Manufacturing of SS316L

 , , , and
, , , and
Abstract
:1. Introduction
2. Process Parameter Selection
2.1. Tensile Strength
2.2. Hardness
2.3. Porosity
3. Corrosion Behavior of SS316L in the Human Body
4. Residual Stress
5. Conclusions
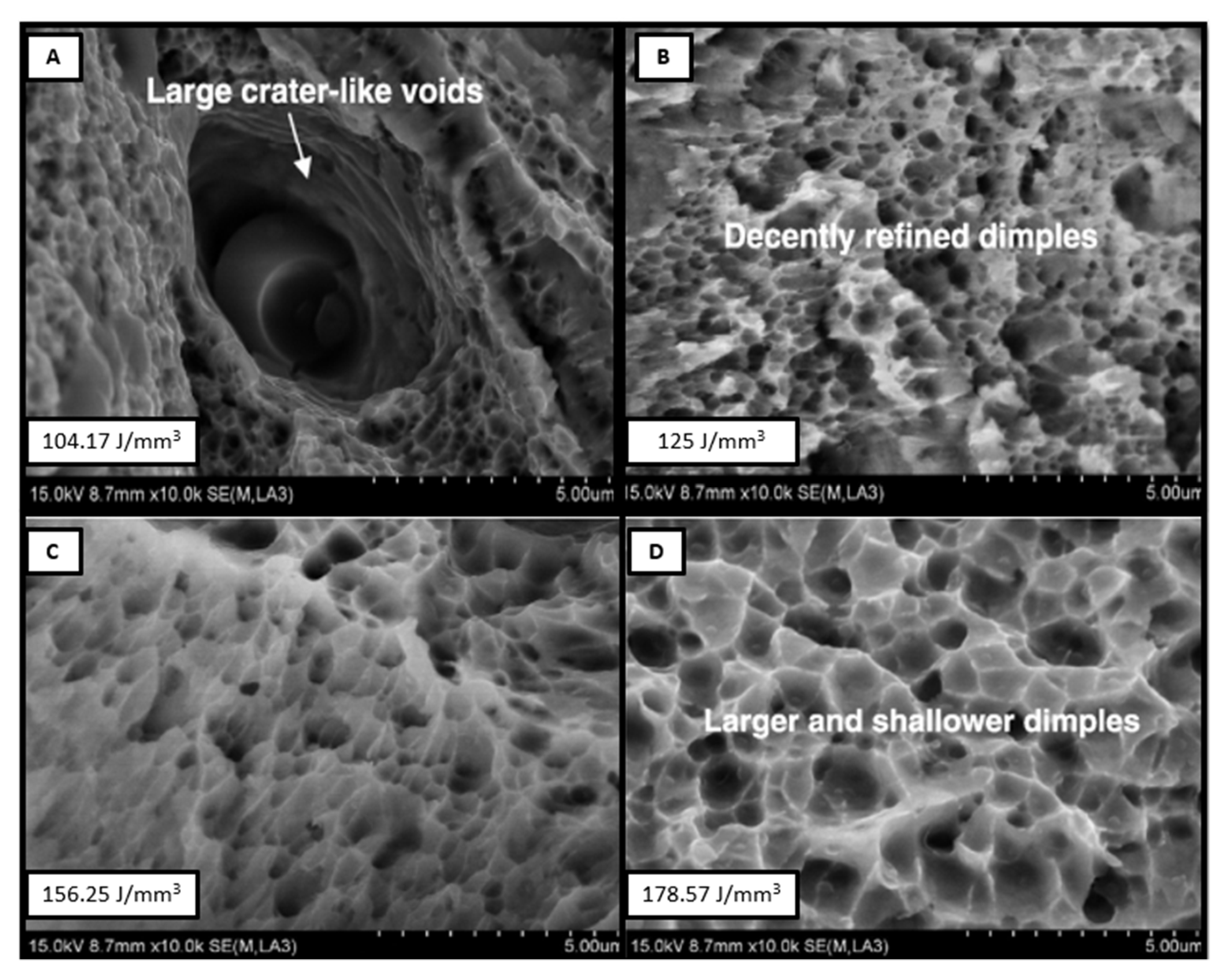
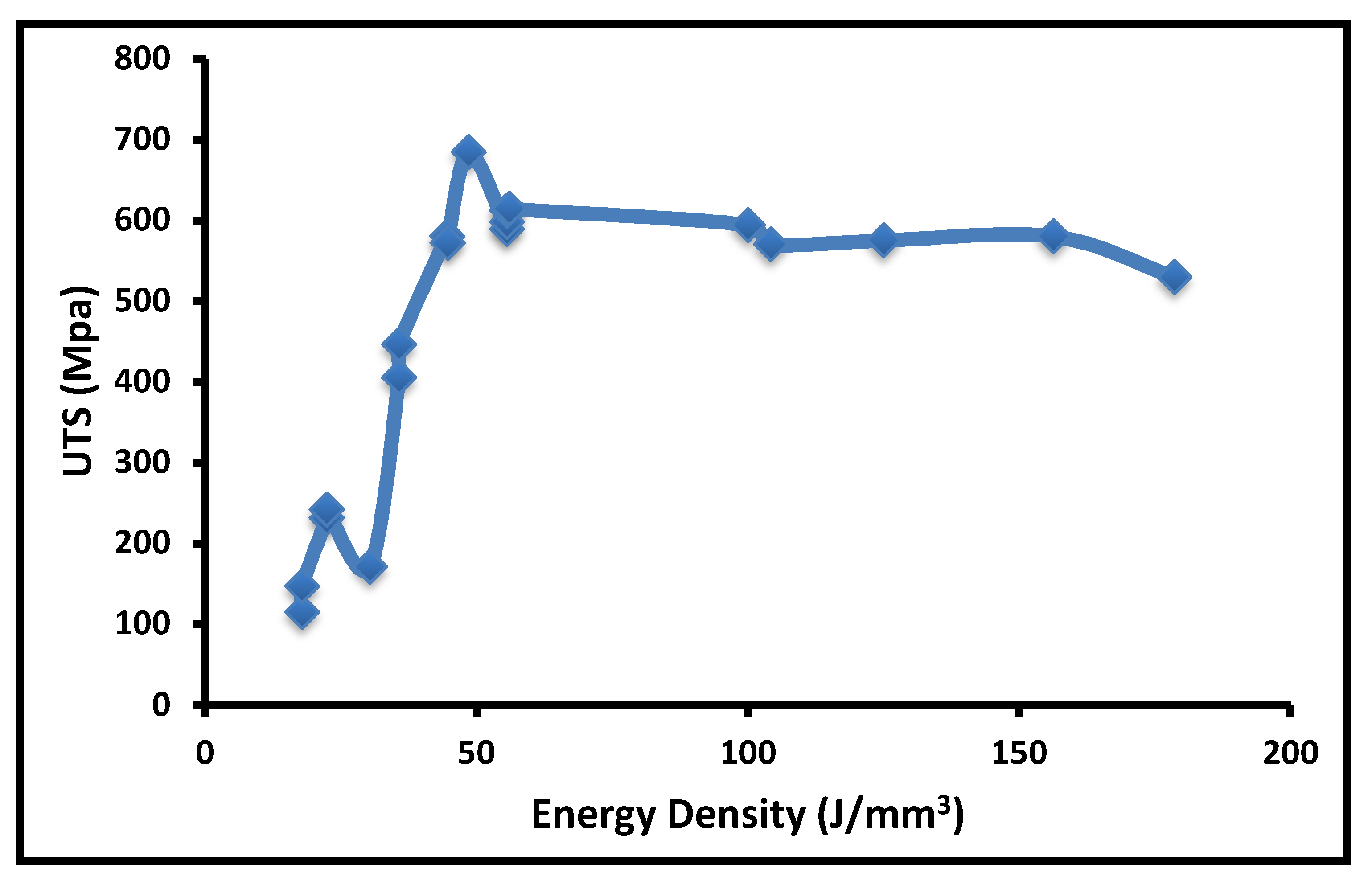
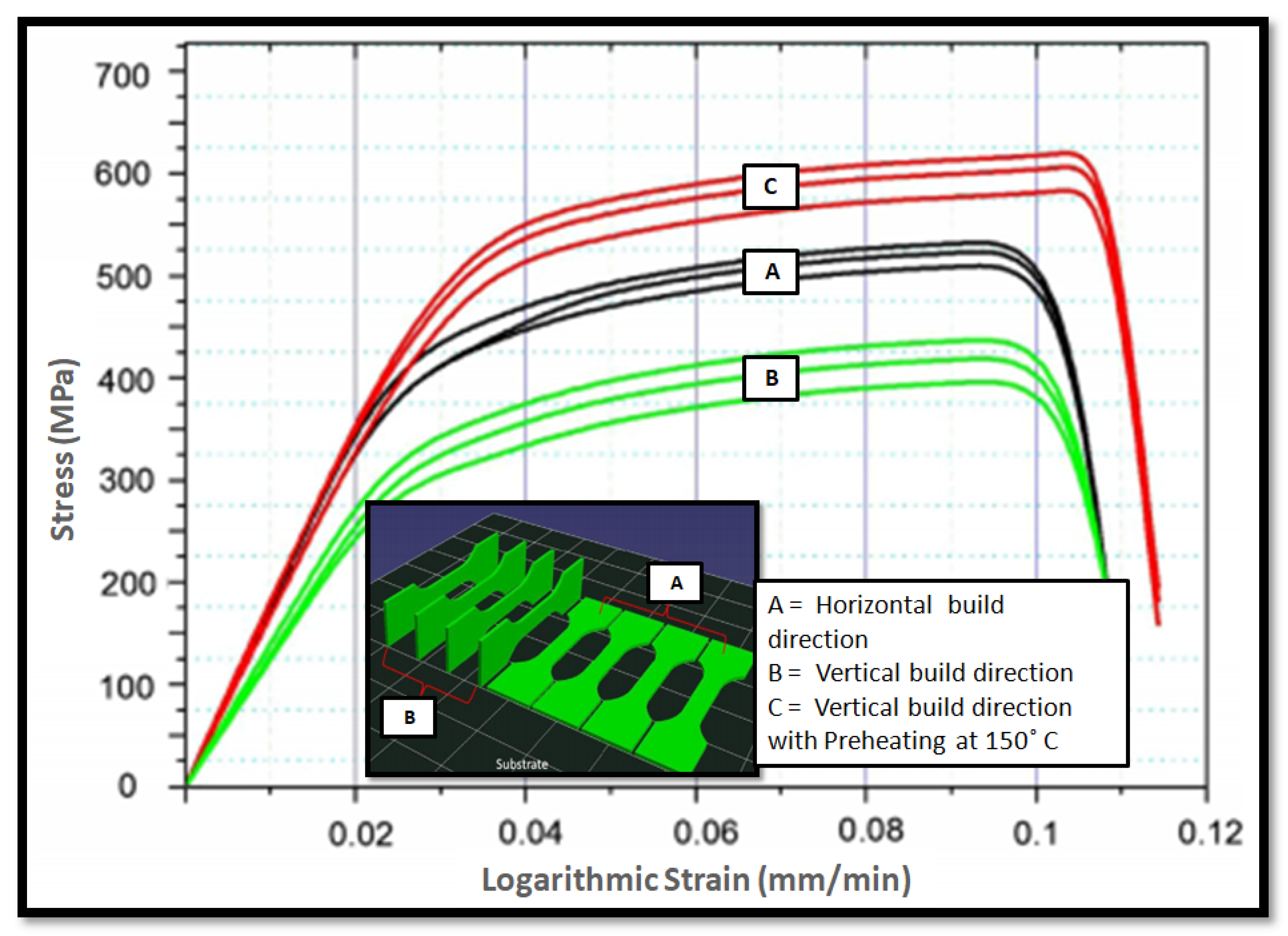
- The tensile strength of PBF-AM of SS316L is found to be in the range of 600 MPa to 650 MPa. The maximum tensile strength reported for SLM builds part is 712 MPa. The energy density input is required in a range of 50 J/mm3 to 105 J/mm3 to obtain significant tensile strength. The most influencing parameters affecting the tensile strength of the building part are scanning speed and layer thickness. The tensile strength can be improved with various post-processing techniques, such as grain refinement. The pre-heating of the powder bed also improves the tensile strength of the as-built sample.
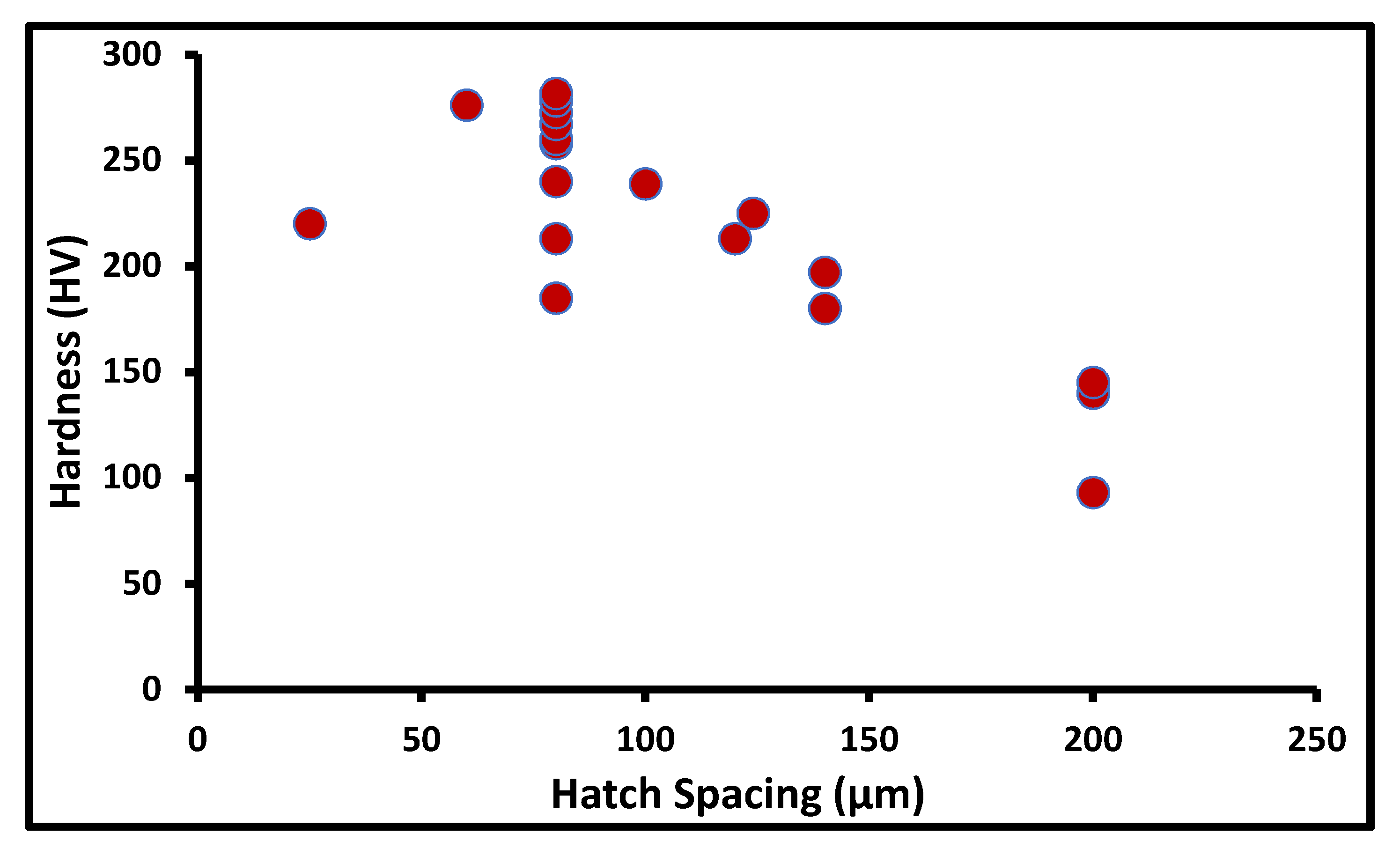
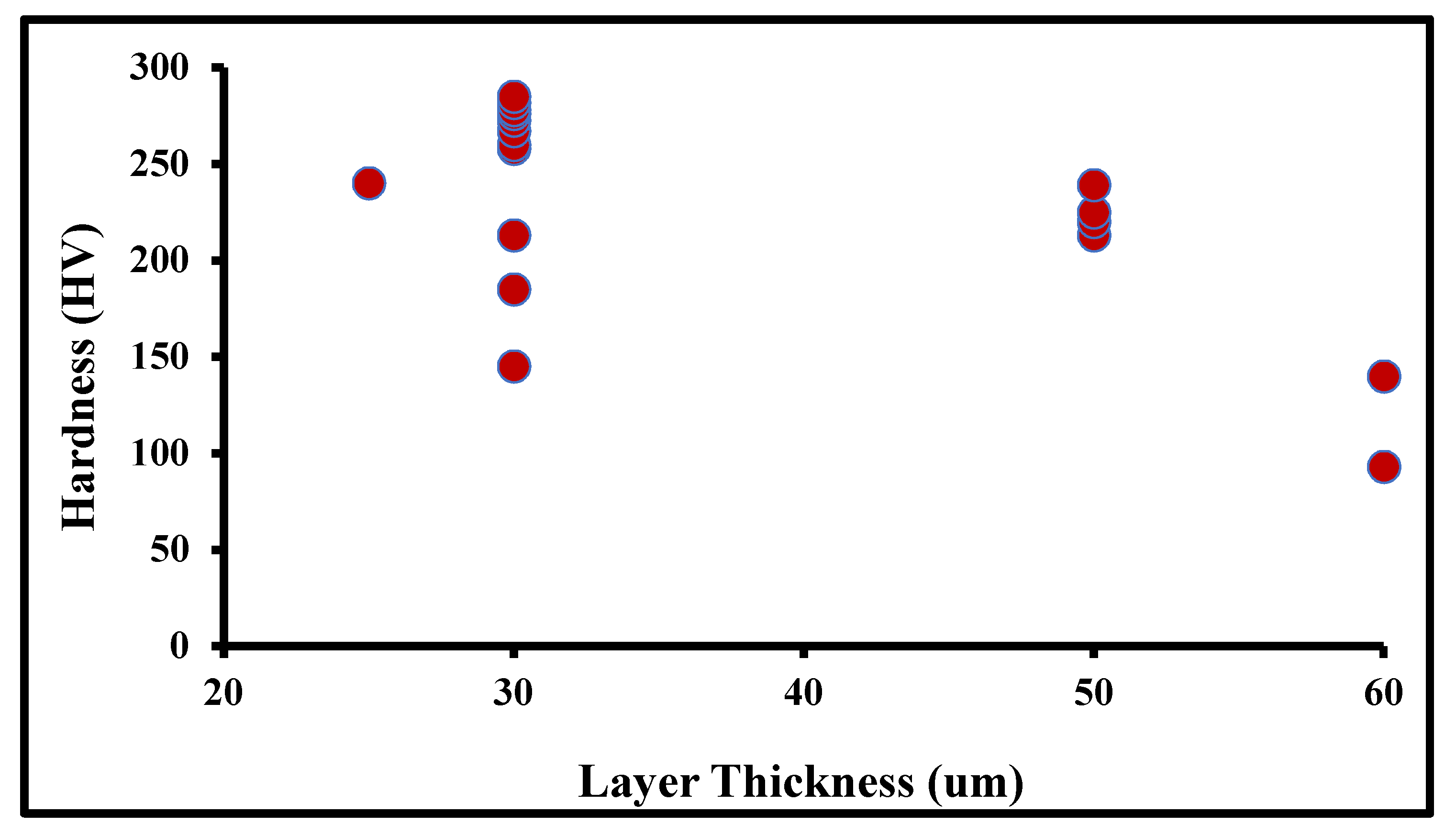
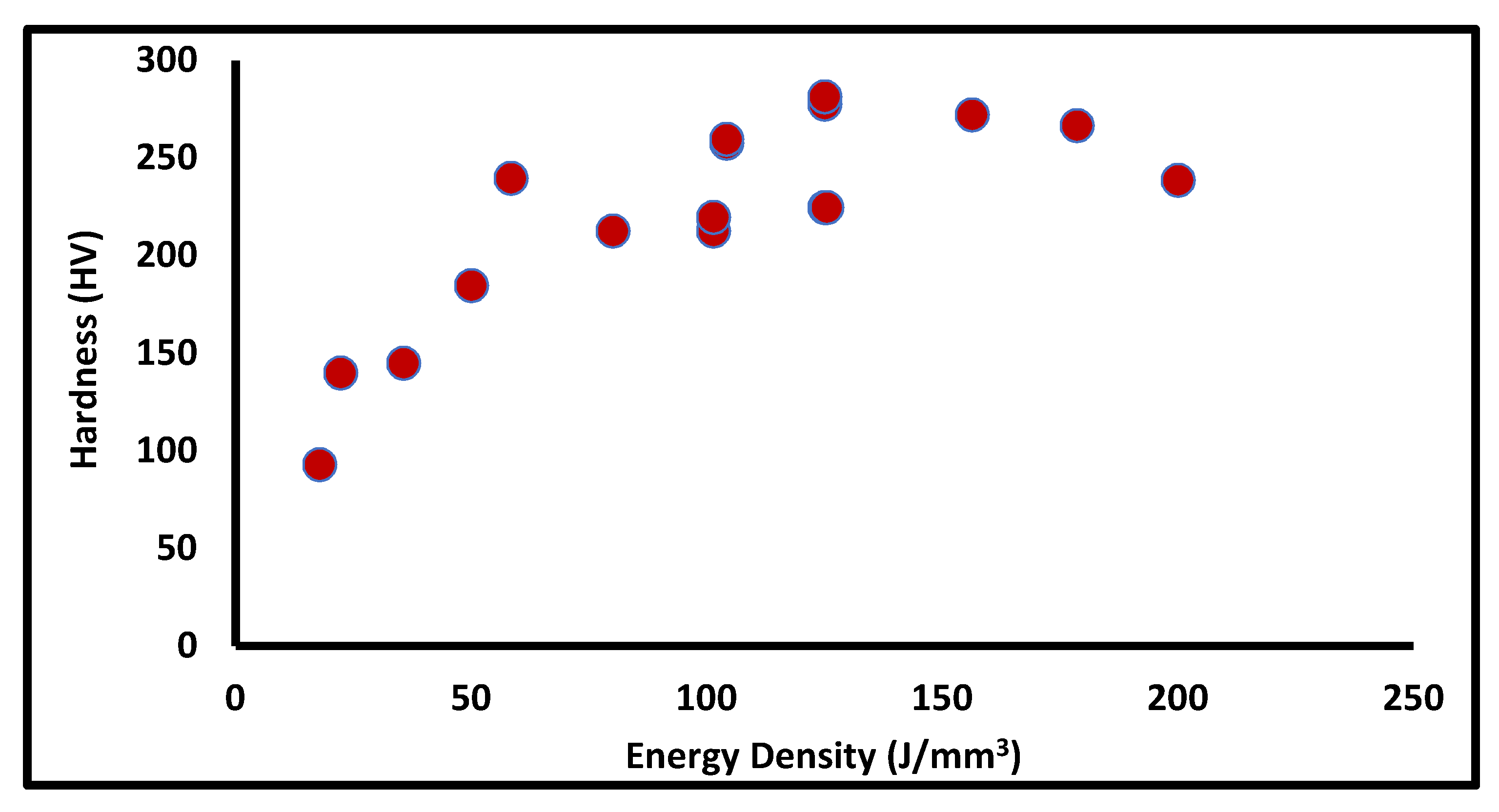
- The hardness value of the as-built sample of the powder-bed AM of SS316L is observed in the range of 220 HV to 270 HV. Hardness is an anisotropic property, observed to be different in the different build directions. The energy density input for the better hardness of the as-built sample is observed in a range of 80 J/mm3 to 125 J/mm3. The most influencing input parameters for hardness are hatch spacing and the scanning pattern. The various grain refinement techniques can improve the hardness of an as-built sample.
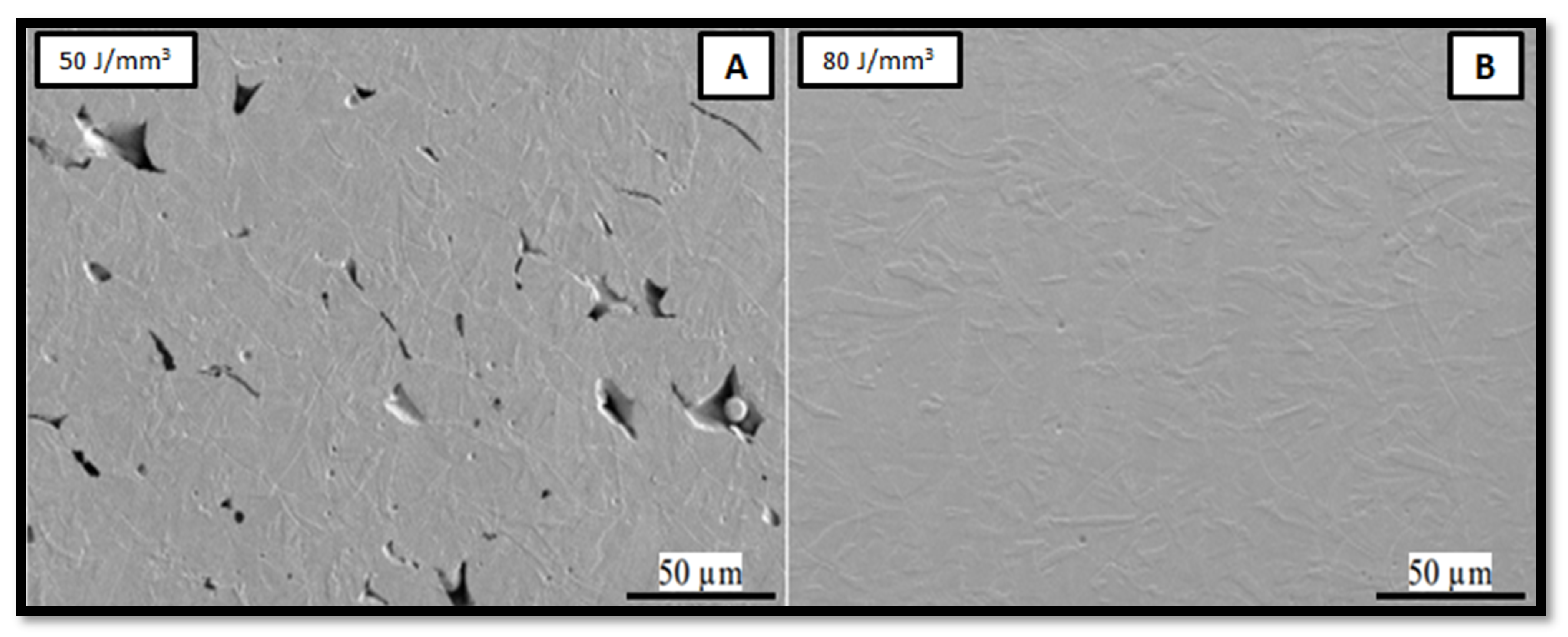
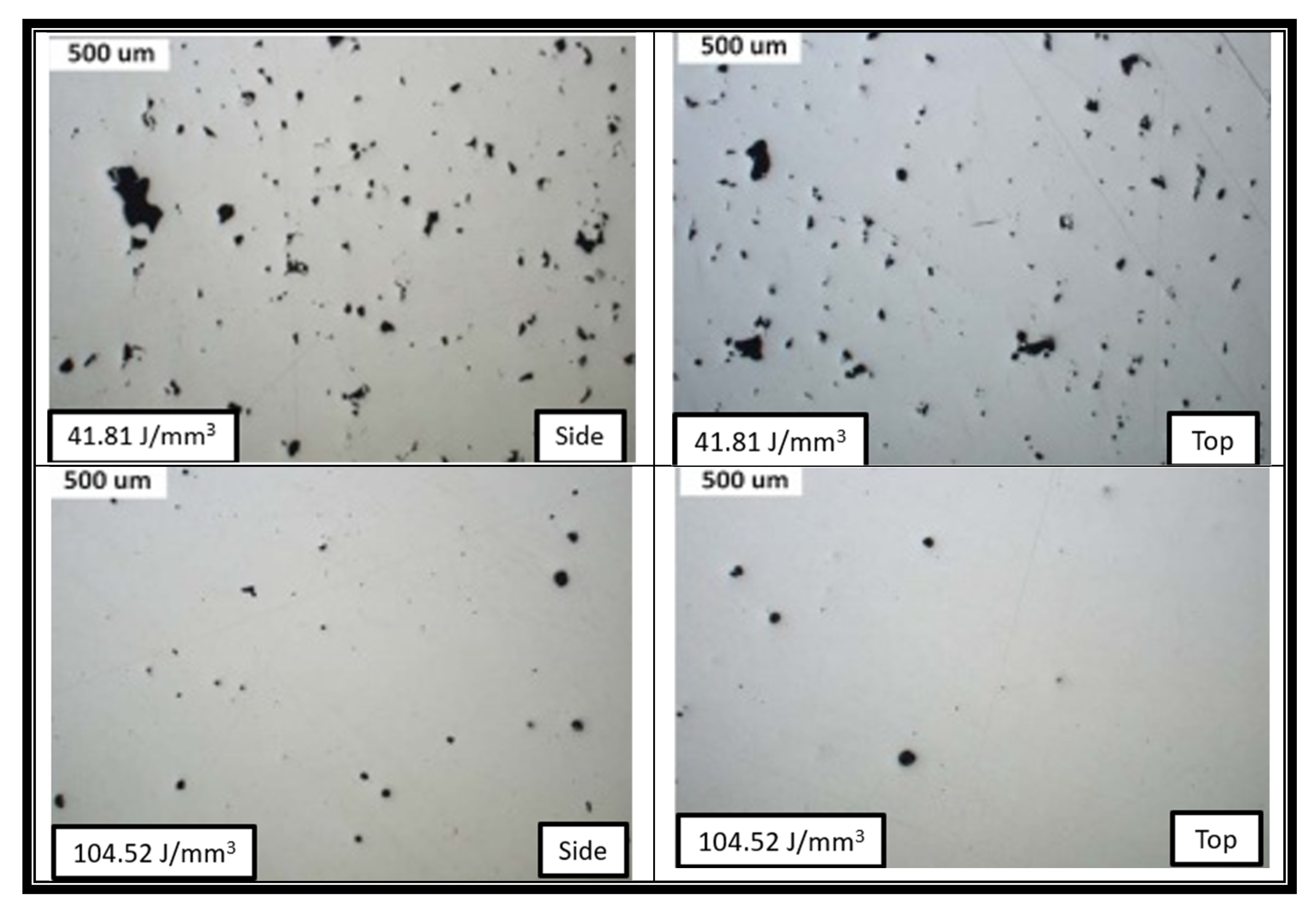
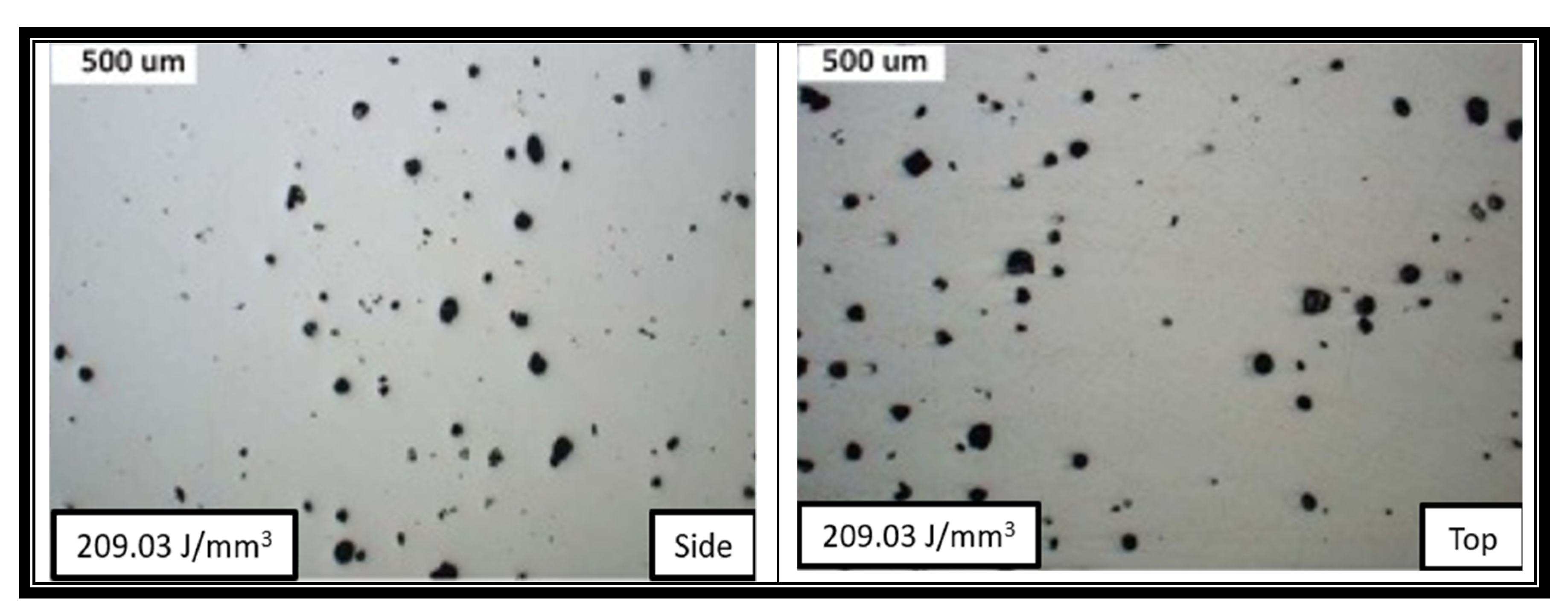
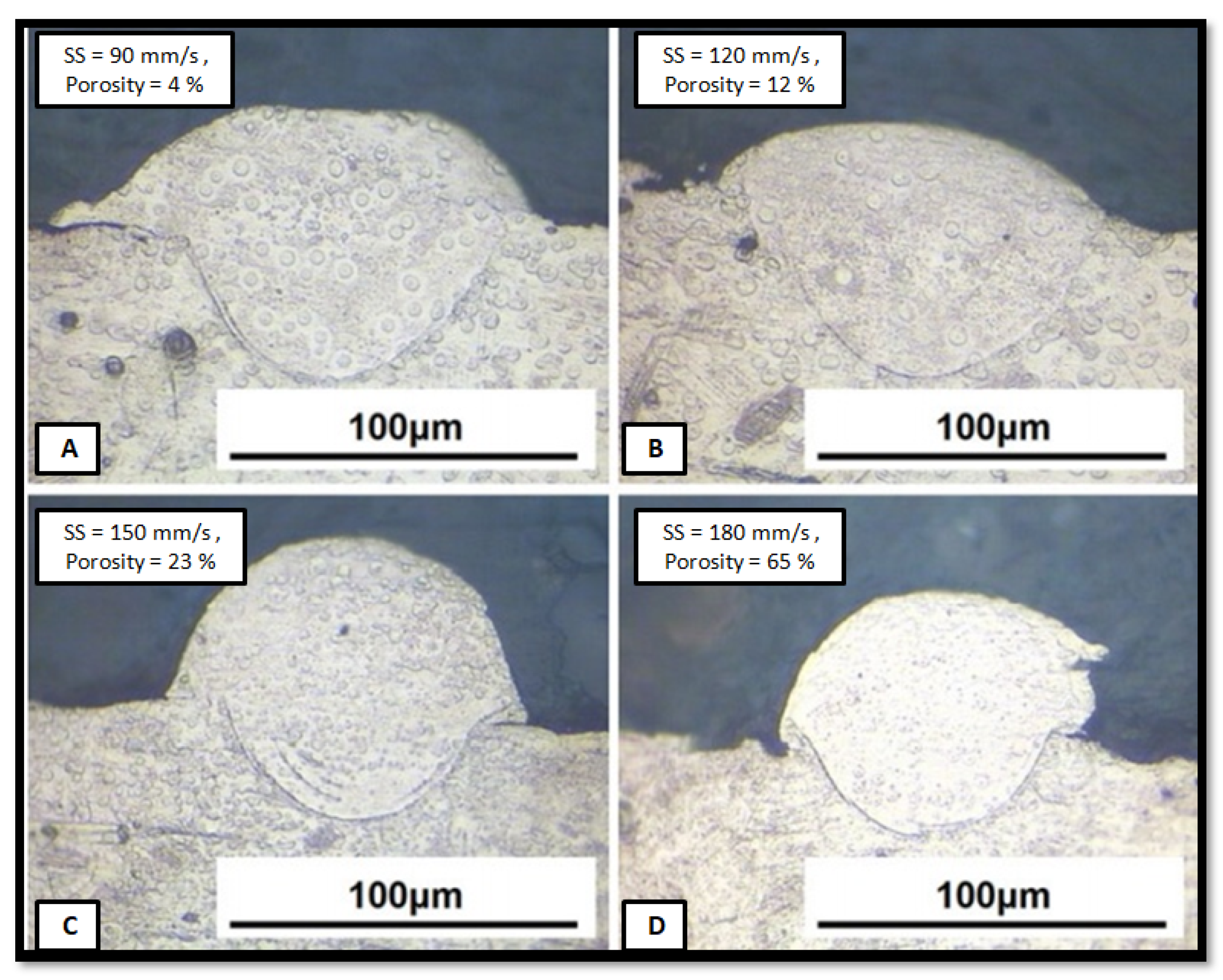
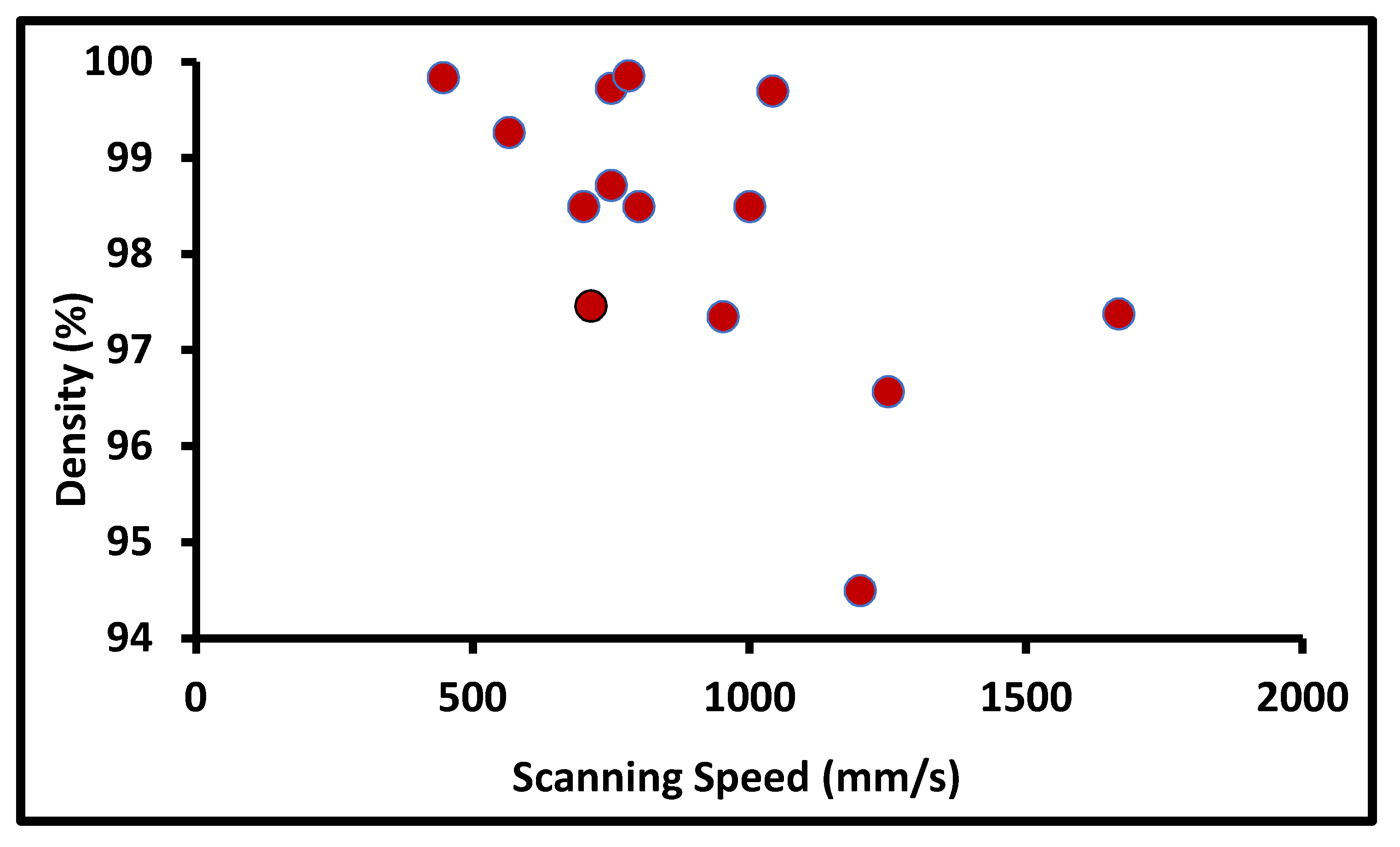
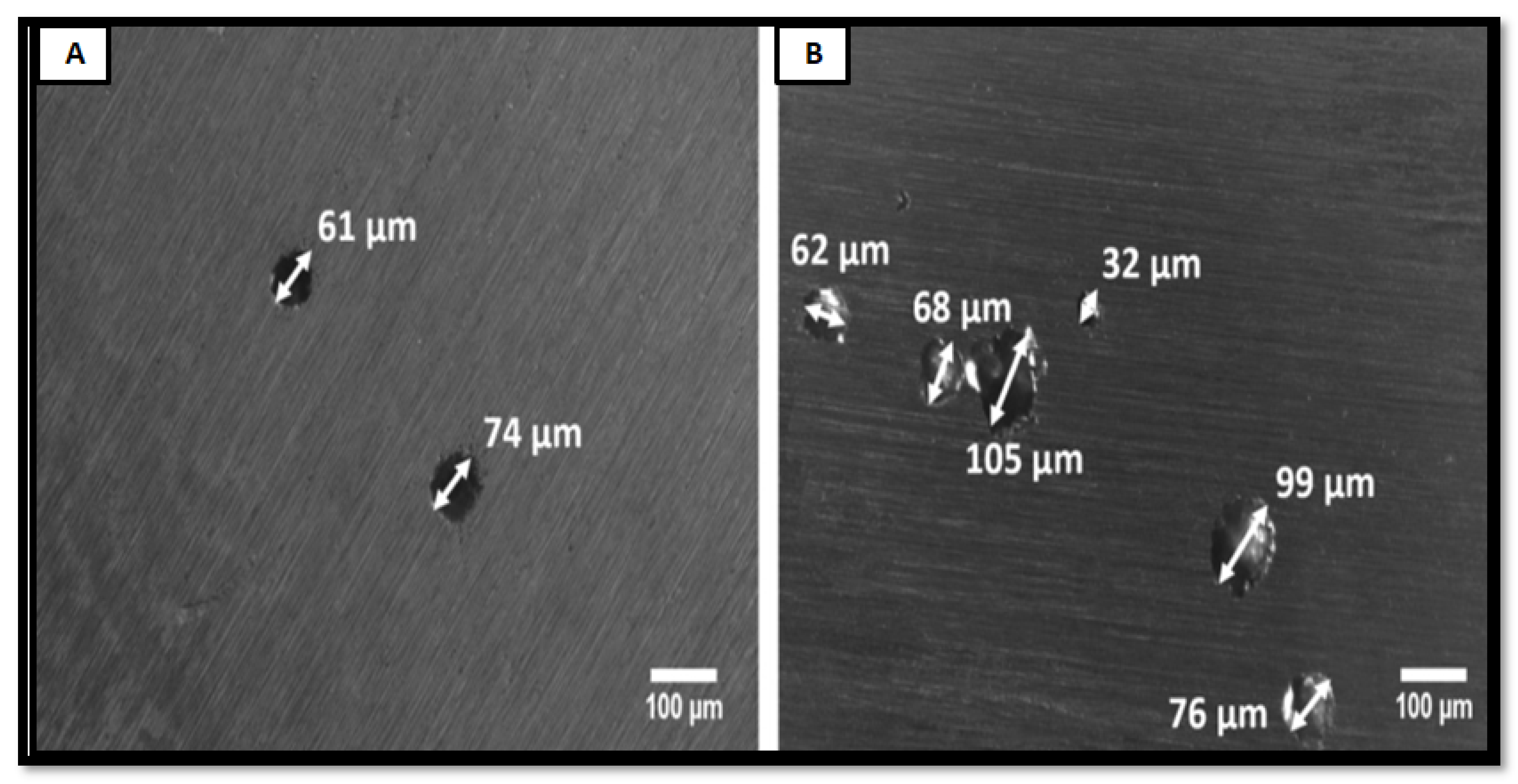
- In layer-by-layer manufacturing, higher relative density or lower porosity is the first objective to improve the overall strength of the building part. All the different mechanical properties and electrochemical behaviors are influenced by the amount and distribution of micro pores in the building part. The optimum range of energy density input in powder-bed AM can produce a denser structure. The optimum energy density window to obtain the maximum denser product is in the range of 80 J/mm3 to 105 J/mm3. The most influencing parameters to obtain a denser product are scanning speed, laser power and layer thickness.
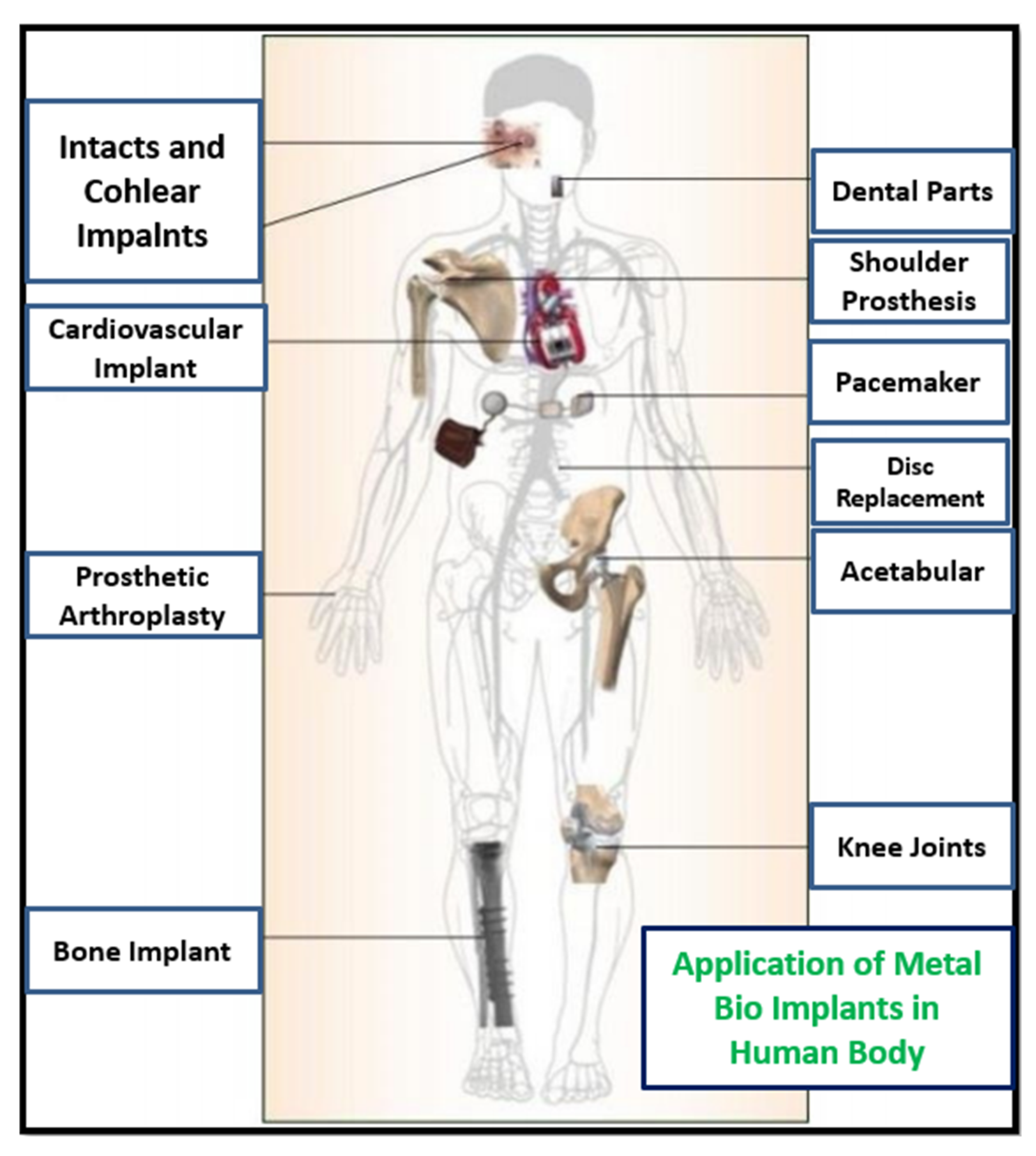
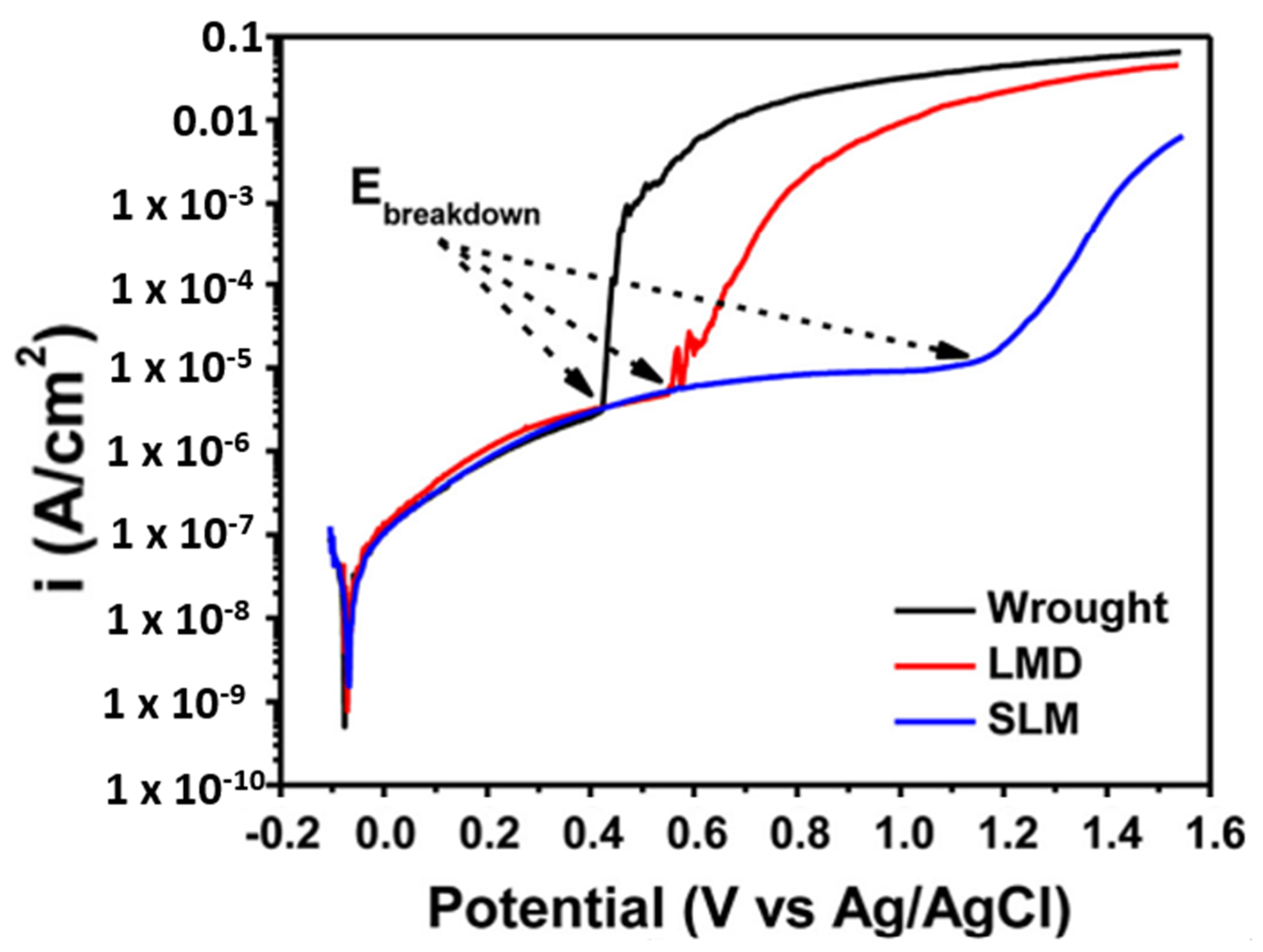
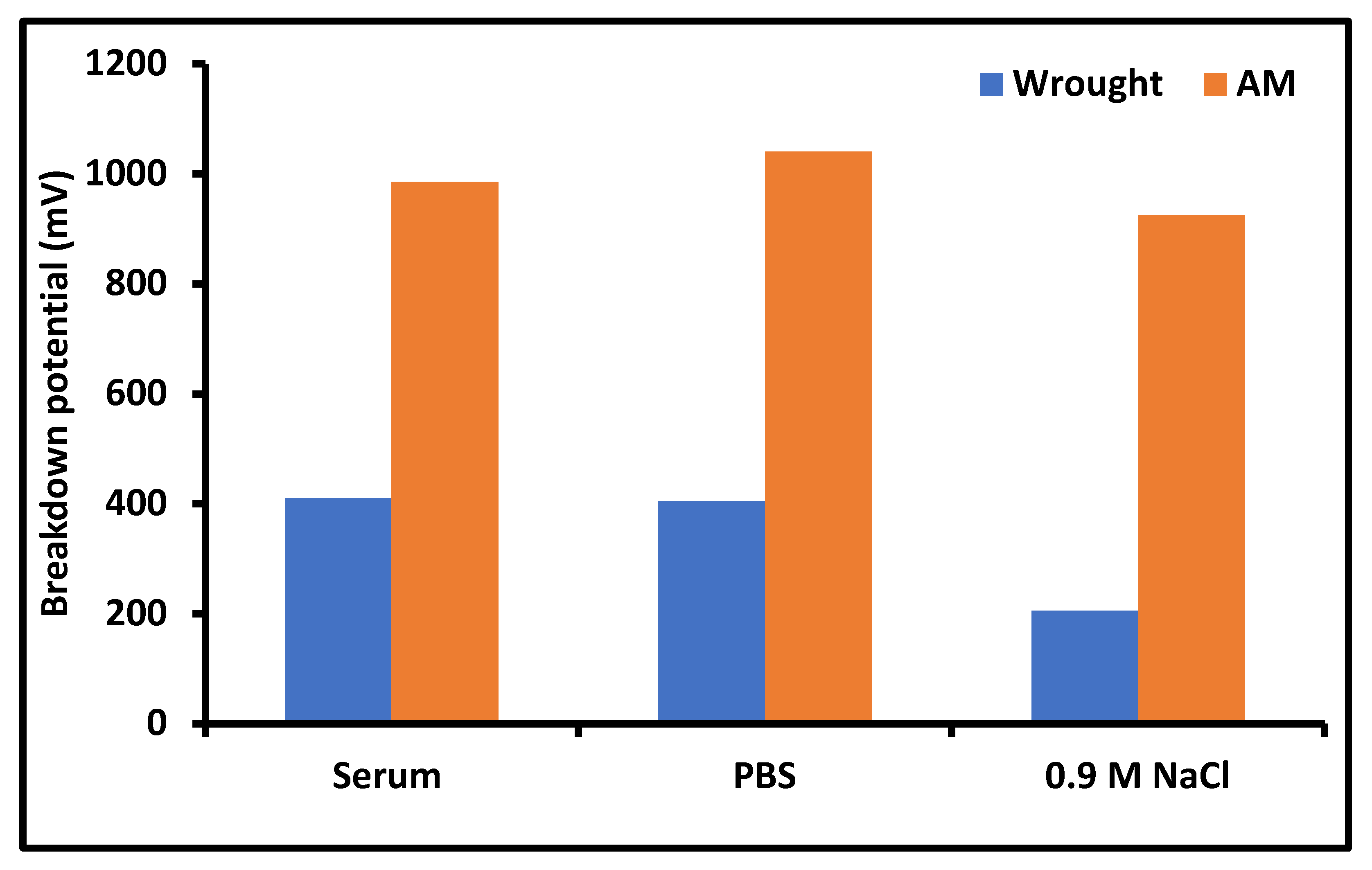
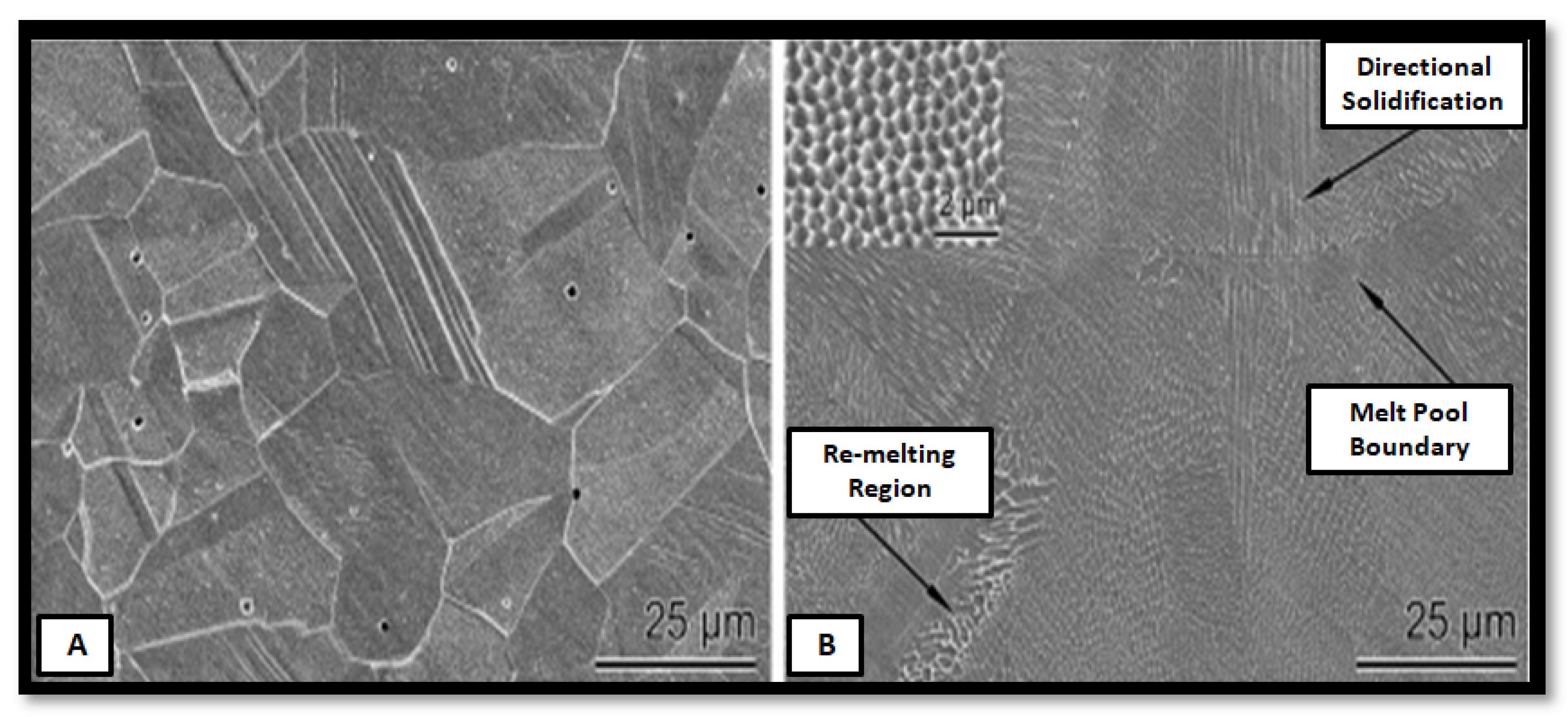
- The different electrochemical behaviors of the PBF-AM build SS16L part are discussed. The corrosion behavior is observed to be different, due to layer-wise microstructure evolution in AM. The process parameters, environment, micro elemental segregation in AM, and different passivation behaviors play an important role to decide the life of a bio implant in the human body. The AM shows better corrosive resistance in the human body; however, the influence of each process parameter, microstructure evolution, the effect of different phases, and elements studied in this direction are required to better understand corrosion behavior of AM parts.
- Residual stress is the most affecting factor to degrade mechanical properties of an as-built part of AM. The formation of residual stresses and their influences was covered. However, further studies are required on the effect of residual stresses on corrosion behavior, wear rate, and different surface and structural properties for better understanding the correlation with other input process parameters.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kumar, R.; Kumar, M.; Chohan, J.S. The role of additive manufacturing for biomedical applications: A critical review. J. Manuf. Process. 2021, 64, 828–850. [Google Scholar] [CrossRef]
- Mohanavel, V.; Ashraff Ali, K.S.; Ranganathan, K.; Allen Jeffrey, J.; Ravikumar, M.M.; Rajkumar, S. The roles and applications of additive manufacturing in the aerospace and automobile sector. Mater. Today Proc. 2021, 47, 405–409. [Google Scholar] [CrossRef]
- ISO/ASTM. Additive Manufacturing—General Principles Terminology (ASTM52900); ASTM International: West Conshohocken, PA, USA, 2015; pp. 10–12. [Google Scholar]
- Oliveira, J.P.; LaLonde, A.D.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 2020, 193, 108762. [Google Scholar] [CrossRef]
- Welles, T.S.; Ahn, J. Investigation of the effects of electrochemical reactions on complex metal tribocorrosion within the human body. Heliyon 2021, 7, e07023. [Google Scholar] [CrossRef]
- Keller, L.; Hogan, C.; Schocket, A. The role of metal patch testing in evaluating patients for metallic prosthetic joint failure. Ann. Allergy Asthma Immunol. 2021, 126, 542–547.e1. [Google Scholar] [CrossRef]
- Awasthi, A.; Saxena, K.K.; Dwivedi, R.K. An investigation on classification and characterization of bio materials and additive manufacturing techniques for bioimplants. Mater. Today Proc. 2021, 44, 2061–2068. [Google Scholar] [CrossRef]
- Soni, H.; Gor, M.; Rajput, G.S.; Sahlot, P. Thermal Modeling of Laser Powder-Based Additive Manufacturing Process. In Mathematical Modeling, Computational Intelligence Techniques and Renewable Energy; Sahni, M., Merigó, J.M., Jha, B.K., Verma, R., Eds.; Springer: Singapore, 2021; pp. 401–409. [Google Scholar]
- Chen, W.; Yin, G.; Feng, Z.; Liao, X. Effect of Powder Feedstock on Microstructure and Mechanical Properties of the 316L Stainless Steel. Metals 2018, 8, 729. [Google Scholar] [CrossRef] [Green Version]
- Hajnys, J.; Pagac, M.; Kotera, O.; Petru, J.; Scholz, S. Influence of basic process parameters on mechanical and 316L steel in SLM process for renishaw AM400. MM Sci. J. 2019, 16, 2790–2794. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Song, C.; Yang, Y.; Bai, Y. Investigation of crystal growth mechanism during selective laser melting and mechanical property characterization of 316L stainless steel parts. JMADE 2016, 100, 291–299. [Google Scholar] [CrossRef]
- Rankouhi, B.; Bertsch, K.M.; De Bellefon, G.M.; Thevamaran, M.; Thoma, D.J.; Suresh, K. Materials Science & Engineering A Experimental validation and microstructure characterization of topology optimized, additively manufactured SS316L components. Mater. Sci. Eng. A 2020, 776, 139050. [Google Scholar] [CrossRef]
- Muley, S.V.; Vidvans, A.N.; Chaudhari, G.P.; Udainiya, S. Acta Biomaterialia An assessment of ultra fine grained 316L stainless steel for implant applications. ACTA Biomater. 2015, 30, 408–419. [Google Scholar] [CrossRef]
- Zhang, B.; Dembinski, L.; Coddet, C. Materials Science & Engineering A The study of the laser parameters and environment variables effect on mechanical properties of high compact parts elaborated by selective laser melting 316L powder. Mater. Sci. Eng. A 2013, 584, 21–31. [Google Scholar] [CrossRef]
- Yusuf, S.M.; Chen, Y.; Boardman, R.; Yang, S.; Gao, N. Investigation on Porosity and Microhardness of 316L Stainless Steel Fabricated by Selective Laser Melting. Metal 2017, 7, 64. [Google Scholar] [CrossRef] [Green Version]
- Delgado, J.; Ciurana, J.; Rodríguez, C.A. Influence of process parameters on part quality and mechanical properties for DMLS and SLM with iron-based materials. Int. J. Adv. Manuf. Technol. 2012, 601–610. [Google Scholar] [CrossRef]
- Hitzler, L.; Hirsch, J.; Tomas, J.; Merkel, M.; Hall, W.; Andreas, O. In-plane anisotropy of selective laser-melted stainless steel: The importance of the rotation angle increment and the limitation window. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 233, 1419–1428. [Google Scholar] [CrossRef]
- Stern, F.; Kleinhorst, J.; Tenkamp, J.; Walther, F. Investigation of the anisotropic cyclic damage behavior of selective laser melted AISI 316L stainless steel. Fatigue Fract. Eng. Mater. Struct. 2019, 7, 1–9. [Google Scholar] [CrossRef]
- Kozhuthala, J.; Khorasani, M.; Ghasemi, A.; Rolfe, B.; Vrooijink, I.; Van Beurden, K.; Moes, S.; Gibson, I. Build position-based dimensional deviations of laser powder-bed fusion of stainless steel 316L. Precis. Eng. 2021, 67, 58–68. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Vedani, M. Microstructure and Fracture Behavior of 316L Austenitic Stainless Steel Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2016, 32, 738–744. [Google Scholar] [CrossRef]
- Khorasani, M.; Hossein, A.; Shafique, U.; Singamneni, S.; Littlefair, G.; Farabi, E.; Leary, M.; Gibson, I.; Kozhuthala, J.; Rolfe, B. On the role of process parameters on meltpool temperature and tensile properties of stainless steel 316L produced by powder bed fusion. J. Mater. Res. Technol. 2021, 12, 2438–2452. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, Y.; Du, M.; Xie, Z. 316L Stainless Steel with Gradient Porosity Fabricated by Selective Laser Melting. J. Mater. Eng. Perform. 2010, 19, 666–671. [Google Scholar] [CrossRef]
- Reddy, A.S.; Srinivasan, D. ScienceDirect ScienceDirect ScienceDirect Small Scale Mechanical Testing for Additively Manufactured Small Scale Laser Mechanical Testing for Additively Manufactured (Direct Metal Sintered) Monolithic and Hybrid Test Samples (Direct Metal Laser Sintere. Procedia Struct. Integr. 2019, 14, 449–466. [Google Scholar] [CrossRef]
- Pannitz, O.; Sehrt, J.T. Transferability of Process Parameters in Laser Powder Bed Fusion Processes for an Energy and Cost E ffi cient Manufacturing. Sustainability 2020, 12, 1565. [Google Scholar] [CrossRef] [Green Version]
- Tucho, W.M.; Lysne, V.H.; Austbø, H.; Sjolyst-Kverneland, A.; Hansen, V. Investigation of effects of process parameters on microstructure and hardness of SLM manufactured SS316L. J. Alloys Compd. 2018, 740, 910–925. [Google Scholar] [CrossRef]
- Cherry, J.A.; Davies, H.M.; Mehmood, S.; Lavery, N.P. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2015, 869–879. [Google Scholar] [CrossRef] [Green Version]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Janiszewski, J.; Płatek, P.; Torzewski, J.; Szachogłuchowicz, I.; Gocman, K. Influence of Selective Laser Melting Technological Parameters on the Mechanical Properties of Additively Manufactured Elements Using 316L Austenitic Steel. Materials 2020, 13, 1449. [Google Scholar] [CrossRef] [Green Version]
- Sun, Z.; Tan, X.; Tor, S.B.; Yeong, W.Y. Selective laser melting of stainless steel 316L with low porosity and high build rates. Mater. Des. 2016, 104, 197–204. [Google Scholar] [CrossRef]
- Tolosa, I.; Garciandía, F.; Zubiri, F. Study of mechanical properties of AISI 316 stainless steel processed by “selective laser melting ”, following different manufacturing strategies. Int. J. Adv. Manuf. Technol. 2010, 51, 639–647. [Google Scholar] [CrossRef]
- Revilla, R.I.; Van Calster, M.; Raes, M.; Arroud, G.; Andreatta, F.; Pyl, L.; Guillaume, P.; Graeve, I. De Microstructure and corrosion behavior of 316L stainless steel prepared using different additive manufacturing methods: A comparative study bringing insights into the impact of microstructure on their passivity. Corros. Sci. 2020, 176, 108914. [Google Scholar] [CrossRef]
- Saeidi, K.; Gao, X.; Zhong, Y.; Shen, Z.J. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A 2015, 625, 221–229. [Google Scholar] [CrossRef]
- Yusuf, S.M.; Nie, M.; Chen, Y.; Yang, S.; Gao, N. Microstructure and corrosion performance of 316L stainless steel fabricated by Selective Laser Melting and processed through high-pressure torsion. J. Alloys Compd. 2018, 763, 360–375. [Google Scholar] [CrossRef]
- Pagáč, M.; Hajnyš, J.; Petrů, J.; Zlámal, T. Comparison of Hardness of Surface 316L Stainless Steel Made by Additive Technology and Cold Rolling. Mater. Sci. Forum 2018, 919, 84–91. [Google Scholar] [CrossRef]
- Chimmat, M.; Srinivasan, D.; Infante, V.; Deus, A.M. Understanding the Residual Stress in DMLS CoCrMo and Understanding the Residual Stress in DMLS CoCrMo and using diffraction SS316L using X-ray diffraction Thermo-mechanical modeling of blade of an b high pressure. Procedia Struct. Integr. 2019, 14, 746–757. [Google Scholar] [CrossRef]
- Chen, J.; Xue, L. Experimental studies on process-induced morphological characteristics of macro- and microstructures in laser consolidated alloys. J. Mater. Sci. 2011, 46, 5859–5875. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Experimental characterization and micromechanical-statistical modeling of 316L stainless steel processed by selective laser melting. Comput. Mater. Sci. 2020, 177, 109595. [Google Scholar] [CrossRef]
- Simson, T.; Emmel, A.; Dwars, A.; Böhm, J. Residual stress measurements on AISI 316L samples manufactured by selective laser melting. Addit. Manuf. 2017, 17, 183–189. [Google Scholar] [CrossRef]
- Dewidar, M.M.; Khalil, K.A.; Lim, J.K. Processing and mechanical properties of porous 316L stainless steel for biomedical applications. Trans. Nonferrous Met. Soc. China 2007, 17, 468–473. [Google Scholar] [CrossRef]
- Dao, V.H.; Yu, J.M.; Yoon, K.B. Anisotropic creep behavior of stainless steel produced by selective laser melting. Mater. Sci. Eng. A 2020, 796, 140040. [Google Scholar] [CrossRef]
- AlFaify, A.; Hughes, J.; Ridgway, K. Controlling the porosity of 316L stainless steel parts manufactured via the powder bed fusion process. Rapid Prototyp. J. 2019, 25, 162–175. [Google Scholar] [CrossRef]
- Chew, K.; Hussein, S.; Zein, S.; Ahmad, A.L. The corrosion scenario in human body: Stainless steel 316L orthopaedic implants. Nat. Sci. 2012, 4, 184–188. [Google Scholar] [CrossRef] [Green Version]
- Ali, S.; Rani, A.M.A.; Baig, Z.; Ahmed, S.W.; Hussain, G.; Subramaniam, K.; Hastuty, S.; Rao, T.V.V.L.N. Biocompatibility and corrosion resistance of metallic biomaterials. Corros. Rev. 2020, 38, 381–402. [Google Scholar] [CrossRef]
- Pandey, A.; Awasthi, A.; Saxena, K.K. Metallic implants with properties and latest production techniques: A review. Adv. Mater. Process. Technol. 2020, 6, 405–440. [Google Scholar] [CrossRef]
- Manivasagam, G.; Dhinasekaran, D.; Rajamanickam, A. Biomedical Implants: Corrosion and its Prevention-A Review Biomedical Implants: Corrosion and its Prevention-A Review. Recent Patents Corros. Sci. 2010, 2, 40–54. [Google Scholar] [CrossRef] [Green Version]
- Wu, B.; Pan, Z.; Li, S.; Cuiuri, D.; Ding, D.; Li, H. The anisotropic corrosion behaviour of wire arc additive manufactured Ti-6Al-4V alloy in 3.5% NaCl solution. Corros. Sci. 2018, 137, 176–183. [Google Scholar] [CrossRef]
- Mccafferty, E. Effect of Ion Implantation on the Corrosion Behavior of Iron, Stainless Steels, and Aluminum—A Review. Corrosion 2001, 57, 1011–1029. [Google Scholar] [CrossRef]
- Okazaki, Y.; Gotoh, E. Comparison of metal release from various metallic biomaterials in vitro. Biomaterials 2005, 26, 11–21. [Google Scholar] [CrossRef] [PubMed]
- Sivakumar, M.; Rajeswari, S. Investigation of failures in stainless steel orthopaedic implant devices: Pit-induced stress corrosion cracking. J. Mater. Sci. Lett. 1992, 11, 1039–1042. [Google Scholar] [CrossRef]
- Hemmasian Ettefagh, A.; Guo, S.; Raush, J. Corrosion performance of additively manufactured stainless steel parts: A review. Addit. Manuf. 2021, 37, 101689. [Google Scholar] [CrossRef]
- Eliaz, N. Corrosion of metallic biomaterials: A review. Materials 2019, 12, 407. [Google Scholar] [CrossRef] [Green Version]
- Bai, L.; Gong, C.; Chen, X.; Sun, Y.; Zhang, J.; Cai, L. Additive Manufacturing of Customized Metallic Orthopedic Implants: Materials, Structures, and Surface Modifications. Metals 2019, 9, 1004. [Google Scholar] [CrossRef] [Green Version]
- Sprouster, D.J.; Streit Cunningham, W.; Halada, G.P.; Yan, H.; Pattammattel, A.; Huang, X.; Olds, D.; Tilton, M.; Chu, Y.S.; Dooryhee, E.; et al. Dislocation microstructure and its influence on corrosion behavior in laser additively manufactured 316L stainless steel. Addit. Manuf. 2021, 47, 102263. [Google Scholar]
- Rosenbloom, S.N.; Corbett, R.A. An Assessment of ASTM F 2129 Electrochemical Testing of Small Medical Implants-Lessons Learned; Paper No. 07674; NACE Corrosion: Nashville, TN, USA, 2007; pp. 1–10. [Google Scholar]
- Alloys, C. Standard Test Method for Conducting Cyclic Potentiodynamic Polarization Measurements for Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based Alloys. 2003. Available online: https://www.corrtest.com.cn/uploads/soft/160607/ConductingCyclicPotentiodynamicPolarizationMeasurementsforLocalizedCorrosionSusceptibilityofIron-,Nickel-,orCobalt-BasedAlloys.pdf (accessed on 17 September 2021).
- Durejko, T.; Pola, M.; Kunce, I.; Tomasz, P.; Kurzyd, K.J.; Bojar, Z. Materials Science & Engineering A The microstructure, mechanical properties and corrosion resistance of 316 L stainless steel fabricated using laser engineered net shaping. Mater. Sci. Eng. A 2016, 677, 1–10. [Google Scholar] [CrossRef]
- Lodhi, M.J.K.; Deen, K.M.; Greenlee-wacker, M.C.; Haider, W. Additively manufactured 316L stainless steel with improved corrosion resistance and biological response for biomedical applications. Addit. Manuf. 2019, 27, 8–19. [Google Scholar] [CrossRef]
- Vignal, V.; Voltz, C.; Thiébaut, S.; Demésy, M.; Heintz, O.; Guerraz, S. Pitting Corrosion of Type 316L Stainless Steel Elaborated by the Selective Laser Melting Method: Influence of Microstructure. J. Mater. Eng. Perform. 2021, 30, 5050–5058. [Google Scholar] [CrossRef]
- Lodhi, M.J.K.; Deen, K.M.; Haider, W. Corrosion behavior of additively manufactured 316L stainless steel in acidic media. Materialia 2018, 2, 111–121. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Baskaran, T.; Prakash, O.; Arya, S.B.; Ramamurty, U. Materialia on the corrosion resistance of some selective laser melted alloys. Materialia 2018, 3, 153–161. [Google Scholar] [CrossRef]
- Al-mamun, N.S.; Mairaj, K.; Haider, W.; Asselin, E.; Shabib, I. Corrosion behavior and biocompatibility of additively manufactured 316L stainless steel in a physiological environment: The effect of citrate ions. Addit. Manuf. 2020, 34, 101237. [Google Scholar] [CrossRef]
- Al-mamun, N.S.; Haider, W.; Shabib, I. Electrochimica Acta Corrosion resistance of additively manufactured 316L stainless steel in chloride−thiosulfate environment. Electrochim. Acta 2021, 362, 137039. [Google Scholar] [CrossRef]
- Nie, J.; Wei, L.; Jiang, Y.; Li, Q.; Luo, H. na Graphical abstract of. Mater. Today Commun. 2020, 26, 101648. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N. Effect of Grain Size on Corrosion: A Review. Corrosion 2010, 66, 1–13. [Google Scholar] [CrossRef]
- Groarke, R.; Danilenkoff, C.; Karam, S.; McCarthy, E.; Michel, B.; Mussatto, A.; Sloane, J.; O’ Neill, A.; Raghavendra, R.; Brabazon, D. 316L Stainless Steel Powders for Additive Manufacturing: Relationships of Powder Rheology, Size, Size Distribution to Part Properties. Materials 2020, 13, 5537. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Wang, F. Electrochemical corrosion behaviour of microcrystalline aluminium in acidic solutions. Corros. Sci. 2007, 49, 2071–2082. [Google Scholar] [CrossRef]
- Chao, Q.; Cruz, V.; Thomas, S.; Birbilis, N.; Collins, P.; Taylor, A.; Hodgson, P.D.; Fabijanic, D. Scripta Materialia on the enhanced corrosion resistance of a selective laser melted austenitic stainless steel. Scr. Mater. 2017, 141, 94–98. [Google Scholar] [CrossRef]
- Zhou, C.; Hu, S.; Shi, Q.; Tao, H.; Song, Y.; Zheng, J.; Xu, P.; Zhang, L. Improvement of corrosion resistance of SS316L manufactured by selective laser melting through subcritical annealing. Corros. Sci. 2020, 164, 108353. [Google Scholar] [CrossRef]
- Benarji, K.; Ravi Kumar, Y.; Jinoop, A.N.; Paul, C.P.; Bindra, K.S. Effect of Heat-Treatment on the Microstructure, Mechanical Properties and Corrosion Behaviour of SS 316 Structures Built by Laser Directed Energy Deposition Based Additive Manufacturing. Met. Mater. Int. 2021, 27, 488–499. [Google Scholar] [CrossRef]
- Laleh, M.; Hughes, A.E.; Xu, W.; Cizek, P.; Yongjun, M. Unanticipated drastic decline in pitting corrosion resistance of additively manufactured 316L stainless steel after high-temperature post-processing. Corros. Sci. 2020, 165, 108412. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C.; Zhang, L.; Man, C.; Yao, J.; Xiao, K.; Li, X. Heat treatment effect on the microstructure and corrosion behavior of 316L stainless steel fabricated by selective laser melting for proton exchange membrane fuel cells. Electrochim. Acta 2018, 276, 293–303. [Google Scholar] [CrossRef]
- Kumaran, M.; Senthilkumar, V.; Justus Panicker, C.T.; Shishir, R. Investigating the residual stress in additive manufacturing of combined process in powder bed fusion and directed energy deposition. Mater. Today Proc. 2021, 47, 4387–4390. [Google Scholar] [CrossRef]
- Collins, P.C.; Brice, D.A.; Samimi, P.; Ghamarian, I.; Fraser, H.L. Microstructural Control of Additively Manufactured Metallic Materials. Annu. Rev. Mater. Res. 2016, 46, 63–91. [Google Scholar] [CrossRef]
- Stress, R.; Characteristics, C. Additive Manufactured 316L Stainless-Steel Samples: Microstructure, Residual Stress and Corrosion Characteristics after Post-Processing. Metals 2021, 11, 182. [Google Scholar]
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 5, 254–265. [Google Scholar] [CrossRef]
- Staub, A.; Spierings, A.B.; Wegener, K.; Staub, A. Correlation of meltpool characteristics and residual stresses at high laser intensity for metal lpbf process at high laser intensity for metal lpbf process. Adv. Mater. Process. Technol. 2018, 5, 1–9. [Google Scholar] [CrossRef]
- Taylor, P.; Yadroitsev, I.; Yadroitsava, I.; Yadroitsev, I.; Yadroitsava, I. Virtual and Physical Prototyping Evaluation of residual stress in stainless steel 316L and Ti6Al4V samples produced by selective laser melting Evaluation of residual stress in stainless steel 316L and Ti6Al4V samples produced by selective laser melting. Virtual Phys. Prototyp. 2015, 10, 37–41. [Google Scholar] [CrossRef]
- Szost, B.A.; Martina, F.; Boisselier, D.; Prytuliak, A.; Pirling, T.; Hofmann, M.; Jarvis, D.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti–6Al–4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar] [CrossRef] [Green Version]
- Tong, Z.; Ren, X.; Jiao, J.; Zhou, W.; Ren, Y.; Ye, Y. Laser additive manufacturing of FeCrCoMnNi high-entropy alloy: Effect of heat treatment on microstructure, residual stress and mechanical property. J. Alloys Compd. 2019, 785, 1144–1159. [Google Scholar] [CrossRef]
- Wei, Y.; Chen, G.; Li, W.; Zhou, Y.; Nie, Z.; Xu, J.; Zhou, W. Micro selective laser melting of SS316L: Single Tracks, Defects, microstructures and Thermal/Mechanical properties. Opt. Laser Technol. 2022, 145, 107469. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zhang, W.; DebRoy, T. An improved prediction of residual stresses and distortion in additive manufacturing. Comput. Mater. Sci. 2017, 126, 360–372. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Yang, Y.; Wang, D. A study on the residual stress during selective laser melting (SLM) of metallic powder. Int. J. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Andersen, L.F. Experimental Method for Residual Stress Evaluation Through the Thickness of a Plate. J. Eng. Mater. Technol. 2016, 124, 1–6. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H.K.D.H. Residual stress Part 1—Measurement techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Brown, D.W.; Bernardin, J.D.; Carpenter, J.S.; Clausen, B.; Spernjak, D.; Thompson, J.M. Neutron diffraction measurements of residual stress in additively manufactured stainless steel. Mater. Sci. Eng. A 2016, 678, 291–298. [Google Scholar] [CrossRef] [Green Version]
- Greco, A.; Sgambitterra, E.; Furgiuele, F. A new methodology for measuring residual stress using a modified Berkovich nano-indenter. Int. J. Mech. Sci. 2021, 207, 106662. [Google Scholar] [CrossRef]
- Li, R.; Wang, G.; Zhao, X.; Dai, F.; Huang, C.; Zhang, M.; Chen, X.; Song, H.; Zhang, H. Effect of path strategy on residual stress and distortion in laser and cold metal transfer hybrid additive manufacturing. Addit. Manuf. 2021, 46, 102203. [Google Scholar] [CrossRef]
- Shin, W.-S.; Son, B.; Song, W.; Sohn, H.; Jang, H.; Kim, Y.-J.; Park, C. Heat treatment effect on the microstructure, mechanical properties, and wear behaviors of stainless steel 316L prepared via selective laser melting. Mater. Sci. Eng. A 2021, 806, 140805. [Google Scholar] [CrossRef]
- Sun, R.; Li, L.; Zhu, Y.; Guo, W.; Peng, P.; Cong, B.; Sun, J.; Che, Z.; Li, B.; Guo, C.; et al. Microstructure, residual stress and tensile properties control of wire-arc additive manufactured 2319 aluminum alloy with laser shock peening. J. Alloys Compd. 2018, 747, 255–265. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H. Effects of heat accumulation on microstructure and mechanical properties of Ti6Al4V alloy deposited by wire arc additive manufacturing. Addit. Manuf. 2018, 23, 151–160. [Google Scholar] [CrossRef]
- Malý, M.; Höller, C.; Skalon, M.; Meier, B.; Koutný, D.; Pichler, R.; Sommitsch, C.; Paloušek, D. Effect of Process Parameters and High-Temperature Preheating on Residual Stress and Relative Density of Ti6Al4V Processed by Selective Laser Melting. Materials 2019, 12, 930. [Google Scholar] [CrossRef] [Green Version]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T.A. Technology Effect of inter-layer dwell time on distortion and residual stress in additive manufacturing of titanium and nickel alloys. J. Mater. Process. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- Shiomi, M.; Osakada, K.; Nakamura, K.; Yamashita, T.; Abe, F. Residual Stress within Metallic Model Made by Selective Laser Melting Process. CIRP Annals 2004, 53, 195–198. [Google Scholar] [CrossRef]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Oziębło, A.; Perkowski, K.; Torzewski, J.; Szachogłuchowicz, I.; Gocman, K.; Wachowski, M.; Kania, B. Comparison of Different Heat Treatment Processes of Selective Laser Melted 316L Steel Based on Analysis of Mechanical Properties. Materials 2020, 13, 3805. [Google Scholar] [CrossRef]
- Kluczyński, J.; Śniezek, L.; Grzelak, K.; Oziȩbło, A.; Perkowski, K.; Torzewski, L.; Szachogłuchowicz, I.; Gocman, K.; Wachowski, M.; Kania, B. Hot isostatic pressing influence on the mechanical properties of selectively laser-melted 316L steel. Bull. Polish Acad. Sci. Tech. Sci. 2020, 68, 1413–1424. [Google Scholar] [CrossRef]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Torzewski, J.; Szachogłuchowicz, I.; Wachowski, M.; Łuszczek, J. Crack Growth Behavior of Additively Manufactured 316L Steel—Influence of Build Orientation and Heat Treatment. Materials 2020, 13, 3259. [Google Scholar] [CrossRef] [PubMed]
- Kluczyński, J.; Sniezek, L.; Grzelak, K.; Torzewski, J. The influence of layer re-melting on tensile and fatigue strength of selective laser melted 316L steel. In Proceedings of the 12th International Conference on Intelligent Technologies in Logistics and Mechatronics Systems, ITELMS, Panevezys, Lithuania, 26–27 April 2018; pp. 115–123. [Google Scholar]
- Kluczyński, J.; Śnieżek, L.; Grzelak, K.; Torzewski, J.; Szachogłuchowicz, I.; Oziębło, A.; Perkowski, K.; Wachowski, M.; Małek, M. The Influence of Heat Treatment on Low Cycle Fatigue Properties of Selectively Laser Melted 316L Steel. Materials 2020, 13, 5737. [Google Scholar] [CrossRef] [PubMed]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Laser Power (w) | Layer Thickness (µm) | Hatch Spacing (µm) | Scanning Speed (m/s) | Energy (J/mm3) | UTS (MPa) | Reference |
|---|---|---|---|---|---|---|---|
| 1 | 200 | 20 | 100 | 1 | 100 | 594 | [15] |
| 2 | 300 | 30 | 80 | 0.7–1.2 | - | 590 | |
| 3 | 90 | 30 | 150 | 1 | 20 | 621.7 | |
| 4 | 200 | 50 | 110 | 0.75 | 48.48 | 684.2 | |
| 5 | 380 | 50 | 120–360 | 0.187–0.25 | - | 550–700 | |
| 6 | 100 | 50–100 | 80 | 0.1–0.3 | - | 500–600 | |
| 7 | 100,200 | 50 | - | 0.20–0.22 | - | 662–750 | |
| 8 | 200 | 30 | 60 | 2 | 55.55 | 611.9 | [10] |
| 9 | 200 | 30 | 60 | 2 | 589 | ||
| 10 | 200 | 30 | 60 | 2 | 597.6 | ||
| 11 | 300 | 30 | 80 | 0.7 | 178.57 | 530 | [11] |
| 12 | 300 | 30 | 80 | 0.8 | 156.25 | 580 | |
| 13 | 300 | 30 | 80 | 1 | 125 | 575 | |
| 14 | 300 | 30 | 80 | 1.2 | 104.17 | 570 | |
| 15 | 200 | 50 | 110 | 0.65 | 55.94 | 614 | [10] |
| 16 | 200 | 50 | 110 | 1.2 | 30.3 | 171 | |
| 17 | 107 | 30 | 200 | 0.4 | 44.5 | 580 | [16] |
| 18 | 107 | 30 | 200 | 0.5 | 35.67 | 446 | |
| 19 | 107 | 30 | 200 | 0.5 | 35.67 | 405 | |
| 20 | 107 | 30 | 200 | 0.4 | 44.58 | 572 | |
| 21 | 107 | 60 | 200 | 0.4 | 22.3 | 231 | |
| 22 | 107 | 60 | 200 | 0.4 | 22.3 | 242 | |
| 23 | 107 | 60 | 200 | 0.5 | 17.83 | 115 | |
| 24 | 107 | 60 | 200 | 0.5 | 17.83 | 147 | |
| 25 | 230 | 30 | - | 0.8 | - | 720 | [10] |
| 26 | 175 | 30 | 120 | 0.75 | 64.8 | UTS With Angle Rotation in range of 640 Mpa | [17] |
| 27 | 100 | 30 | 90 | 0.55 | 67.3 | ||
| 28 | 200 | 30 | 120 | 0.8 | 69.4 | ||
| 29 | 100 | 30 | 90 | 0.4 | 92.6 |
| No. | Laser Power (W) | Layer Thickness (µm) | Hatch Spacing (µm) | Scanning Speed (m/s) | Powder Size (Micron) | Energy (J/mm3) | Hardness (HV) | Reference |
|---|---|---|---|---|---|---|---|---|
| 1 | 180 | 50 | 124 | - | - | 125.42 | 225 HV | [26] |
| 2 | 300 | 30 | 80 | 0.7 | - | 178.57 | 267 | [11] |
| 3 | 300 | 30 | 80 | 0.8 | - | 156.25 | 272.5 | |
| 4 | 300 | 30 | 80 | 1 | - | 125 | 278 | |
| 5 | 300 | 30 | 80 | 1.2 | - | 104.17 | 258 | |
| 6 | 107 | 30 | 200 | 0.4 | - | 44.58 | 104 HRB | [17] |
| 7 | 107 | 30 | 200 | 0.4 | - | 44.58 | 92 | |
| 8 | 107 | 60 | 200 | 0.4 | - | 22.29 | 76 | |
| 9 | 107 | 60 | 200 | 0.4 | - | 22.29 | 71 | |
| 10 | 107 | 30 | 200 | 0.5 | - | 35.66 | 78 | |
| 11 | 107 | 30 | 200 | 0.5 | - | 35.66 | 86 | |
| 12 | 107 | 60 | 200 | 0.5 | - | 17.83 | 48 | |
| 13 | 107 | 60 | 200 | 0.5 | - | 17.83 | 45 | |
| 14 | 200 | 30 | 60 | 2 | 16 µm | 55.55 | XY 276 | [27] |
| 15 | 200 | 30 | 60 | 2 | XZ 291 | |||
| 16 | 200 | 30 | 60 | 2 | YZ 286 | |||
| 17 | 200 | 30 | 60 | 2 | 4–48 µm | XY 281 | ||
| 18 | 200 | 30 | 60 | 2 | XZ 246 | |||
| 19 | 200 | 30 | 60 | 2 | YZ 249 | |||
| 20 | 200 | 30 | 60 | 2 | 48 µm | XY 277 | ||
| 21 | 200 | 30 | 60 | 2 | XZ 248 | |||
| 22 | 200 | 30 | 60 | 2 | YZ 255 | |||
| 23 | 200 | 50 | - | 1.6 | 15–40 µm | - | XY 262 | [15] |
| 24 | 200 | 50 | - | 1.6 | - | XZ 237 | ||
| 25 | 200 | 50 | - | 1.6 | - | YZ 239 | ||
| 26 | 380 | 50 | 25–120 | 3 | 20–63 µm | - | 213–220 | |
| 27 | 180 | 50 | 124 | 0.557–1.670 | 15–45 µm | - | 235 | |
| 28 | 100–150 | 20 | 50–70 | 0.7 | 15–45 µm | - | 210–240 | |
| 29 | 100–200 | 50 | - | 0.2–0.22 | 20–63 µm | - | 247–255 | |
| 30 | 300 | 30 | 80 | 1 | - | 125 | 281.6 | [11,26,28] |
| 31 | 300 | 30 | 80 | 1.2 | - | 104.17 | 260 | |
| 32 | 180 | 50 | 124 | 0.231 | - | 125 | 225 | |
| 33 | 380 | 50 | 120 | 0.65 | - | 101.33 | 213 | |
| 34 | 380 | 50 | 25 | 3 | - | 101.33 | 220 | |
| 35 | 190 | 20–30 | 40 | 0.8 | - | 198–297 | 325 | |
| 36 | 200 | 50 | 100 | 1 | - | 200 | 239 | |
| 37 | 90 | 25 | 80 | 187 | - | 58.4 | 240 | |
| 38 | 200 | 30 | 80 | 1.042 | - | 80 | 213 | [26] |
| 39 | 150 | 30 | 80 | 1.25 | - | 50 | 185 | |
| 40 | 380 | 50 | 25 | 3 | - | 101.33 | Hardness decreases with hatch spacing increases Maximum hardness at 25 µm hatch spacing, i.e., 220 | [28] |
| 41 | 380 | 50 | 30 | 2.5 | - | 101.33 | ||
| 42 | 380 | 50 | 35 | 2 | - | 108.57 | ||
| 43 | 380 | 50 | 40 | 1.75 | - | 108.57 | ||
| 44 | 380 | 50 | 50 | 1.5 | - | 101.33 | ||
| 45 | 380 | 50 | 60 | 1.25 | - | 101.33 | ||
| 46 | 380 | 50 | 70 | 1.05 | - | 103.4 | ||
| 47 | 380 | 50 | 80 | 0.95 | - | 100 | ||
| 48 | 380 | 50 | 90 | 0.85 | - | 99.35 | ||
| 49 | 380 | 50 | 100 | 0.75 | - | 101.33 | ||
| 50 | 380 | 50 | 110 | 0.7 | - | 98.7 | ||
| 51 | 380 | 50 | 120 | 0.625 | - | 101.33 |
| No. | Laser Power (w) | Layer Thickness (µm) | Hatch Spacing (µm) | Scanning Speed m/s | Energy Density (J/mm3) | Relative Density (%) | References |
|---|---|---|---|---|---|---|---|
| 1 | 300 | 30 | 80 | 700 | 178.57 | 98.5 | [11] |
| 2 | 300 | 30 | 80 | 800 | 156.25 | 98.5 | |
| 3 | 300 | 30 | 80 | 1000 | 125 | 98.5 | |
| 4 | 300 | 30 | 80 | 1200 | 104.16 | 94.5 | |
| 5 | 350 | 50 | 110 | 650 | 97.90 | 99.6 | [16] |
| 6 | 150 | 30 | 80 | 1250 | 50 | 96.57 | [25] |
| 7 | 200 | 30 | 80 | 1667 | 49.99 | 97.38 | |
| 8 | 150 | 30 | 140 | 714 | 50.02 | 97.46 | |
| 9 | 200 | 30 | 140 | 952 | 50.02 | 97.35 | |
| 10 | 150 | 30 | 120 | 750 | 55.55 | 98.72 | |
| 11 | 150 | 30 | 80 | 1133 | 55.16 | 98.59 | |
| 12 | 175 | 30 | 120 | 750 | 64.81 | 99.73 | |
| 13 | 200 | 30 | 140 | 1198 | 39.74 | 99.24 | |
| 14 | 150 | 30 | 80 | 781 | 80 | 99.86 | |
| 15 | 200 | 30 | 80 | 1042 | 79.97 | 99.7 | |
| 16 | 150 | 30 | 140 | 446 | 80.07 | 99.84 | |
| 17 | 200 | 30 | 140 | 565 | 84.28 | 99.27 | |
| 18 | 90 | 25 | 56 | 1500 | 42.85 | 95 | [35] |
| 19 | 90 | 25 | 84 | 600 | 71.42 | 99.1 | |
| 20 | 90 | 25 | 84 | 300 | 142.85 | 99.25 | |
| 21 | 90 | 25 | 84 | 300 | 142.85 | 99 | |
| 22 | 100 | 60 | 100 | 90 | 185.18 | 96 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gor, M.; Soni, H.; Wankhede, V.; Sahlot, P.; Grzelak, K.; Szachgluchowicz, I.; Kluczyński, J. A Critical Review on Effect of Process Parameters on Mechanical and Microstructural Properties of Powder-Bed Fusion Additive Manufacturing of SS316L. Materials 2021, 14, 6527. https://doi.org/10.3390/ma14216527
Gor M, Soni H, Wankhede V, Sahlot P, Grzelak K, Szachgluchowicz I, Kluczyński J. A Critical Review on Effect of Process Parameters on Mechanical and Microstructural Properties of Powder-Bed Fusion Additive Manufacturing of SS316L. Materials. 2021; 14(21):6527. https://doi.org/10.3390/ma14216527
Chicago/Turabian StyleGor, Meet, Harsh Soni, Vishal Wankhede, Pankaj Sahlot, Krzysztof Grzelak, Ireneusz Szachgluchowicz, and Janusz Kluczyński. 2021. "A Critical Review on Effect of Process Parameters on Mechanical and Microstructural Properties of Powder-Bed Fusion Additive Manufacturing of SS316L" Materials 14, no. 21: 6527. https://doi.org/10.3390/ma14216527