1. Introduction
Non-oriented electrical steel (NO electrical steel) is widely used in electrical machines with rotating magnetic fields. Although the name indicates isotropic behavior, NO electrical steel has dominant texture components, resulting in magnetic anisotropy [
1,
2,
3]. Furthermore, additional anisotropy can result from a residual stress distribution or an anisotropic grain size distribution. Therefore, it is necessary to use models that link material parameters and magnetic properties.
Texture and grain size are two important material parameters to consider when discussing the improvement of NO electrical steel. For example, grain boundaries interact with domain walls during magnetization and can increase magnetic losses. However, the optimal grain size is strongly dependent on frequency and applied magnetic field [
3]. Concerning texture, the magnetization process sensitively depends on the crystallographic orientation. In body centered cubic (bcc) iron silicon alloys, the crystallographic 〈100〉 directions are ‘easy’ directions for magnetization and the 〈111〉 directions are ‘hard’ directions.
To approximate the final microstructure and texture, the whole process chain must be considered. For non-oriented electrical steel grades with silicon contents above 2 wt.% this is even more relevant because the material is always ferritic and does not undergo any phase transformation [
4]. Accordingly, microstructure characteristics are inherited along the production and processing, influencing the final magnetic properties directly. Simulations can potentially track the microstructure development and help to determine process parameters to obtain the desired properties, potentially saving time and cost during production. In the present study, the production and processing comprises hot rolling, cold rolling, final annealing, and blanking.
The microstructure evolution during hot rolling depends on the local stress and strain as well as the strain rate, which are determined by the material flow behavior in the roll gap and the local temperature. Therefore, the material flow is affected by the rolling geometry, tribological effects and thermo-mechanical boundary conditions. The local temperature is determined by heat transfer, thermal conductivity and the conversion of plastic work to heat in the material. The microstructure evolution during hot rolling strongly depends on the aforementioned process and material properties. To predict rolling forces, the Karman equation and slab method are applicable and already used as online roll force calculation tools [
5,
6,
7,
8,
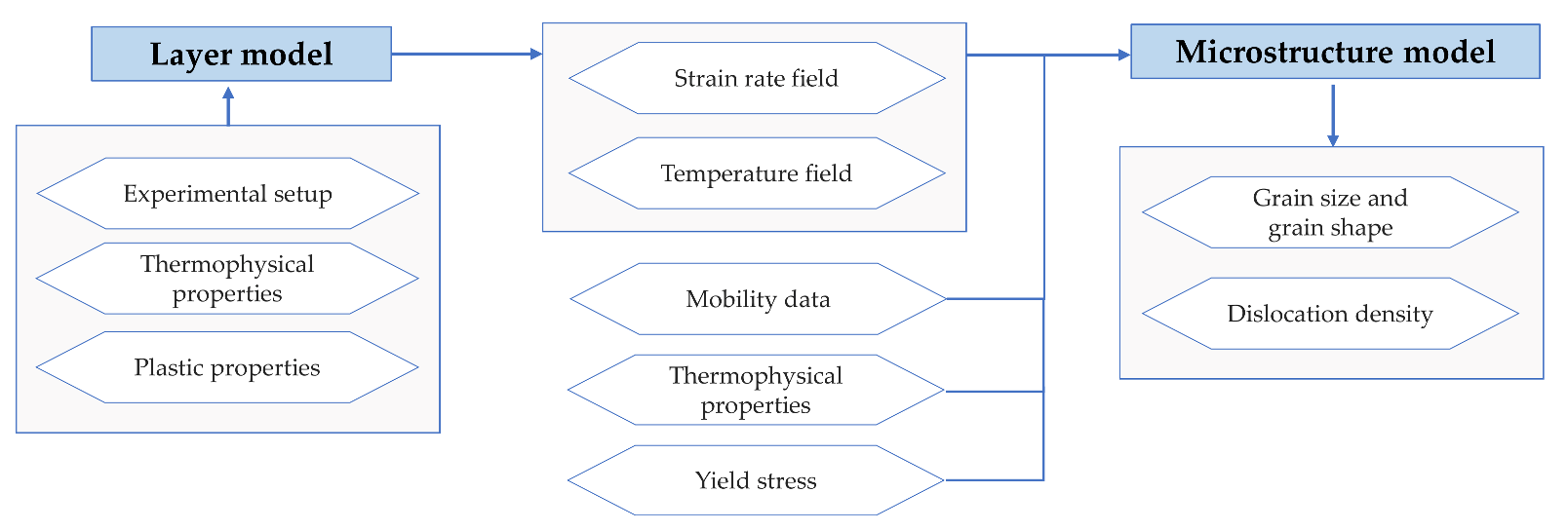
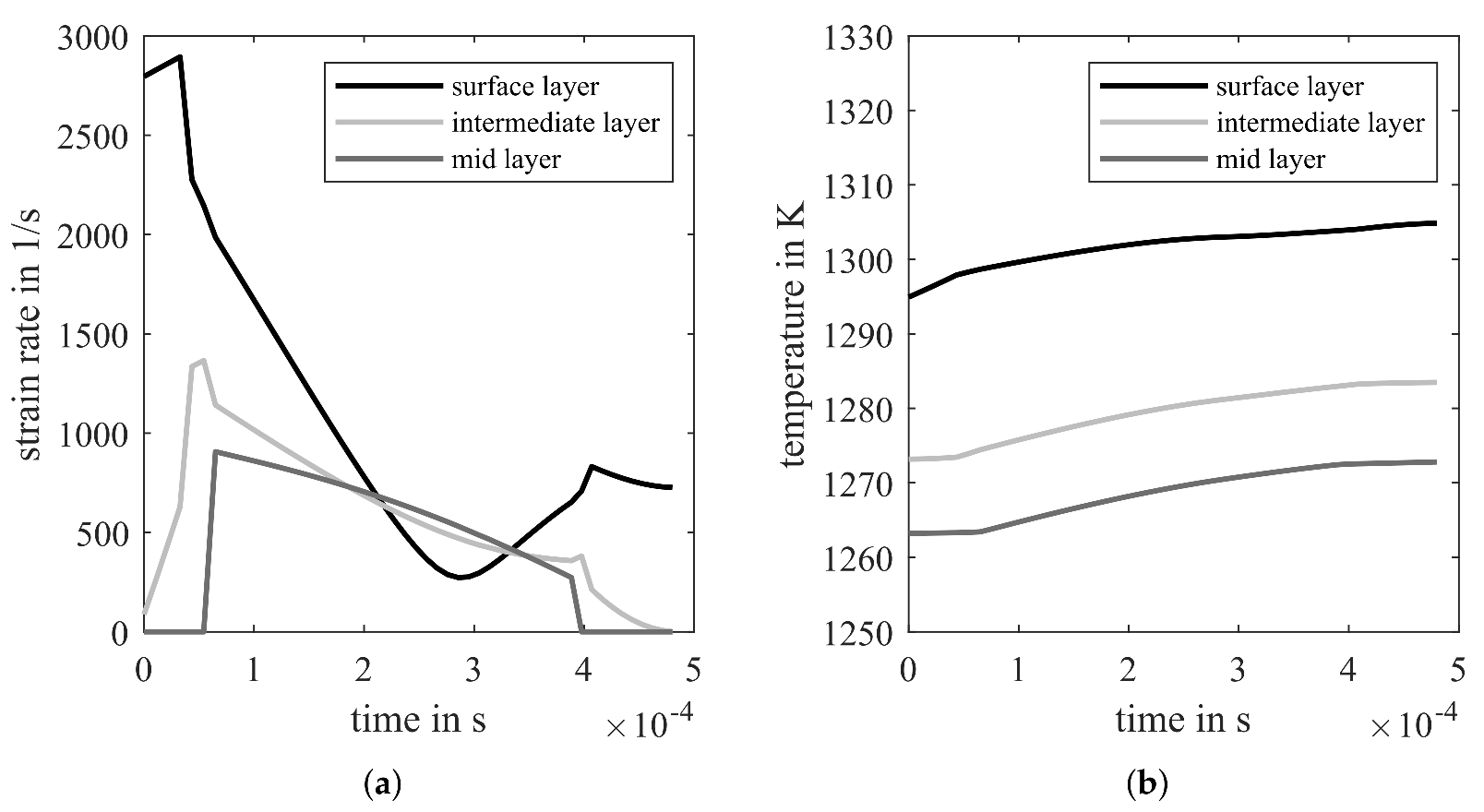
9]. Furthermore, dividing the strip thickness in different layers can give local information about strain, strain rate and temperature [
10]. This local information can be used to predict the microstructure at a specific height of the hot strip and enables heterogeneous microstructure prediction.
The mostly heterogeneous hot strip microstructure and texture represent the initial state for cold rolling. The evolution of grain size and texture during cold rolling is not only affected by the initial hot-rolled strip, but also by cold rolling strategies. Investigating all the influencing parameters experimentally, is time-consuming and not economic. There are many ways to simulate cold rolling processes, for example the Taylor model, advanced LAMEL (ALAMEL) model [
11], Visco-Plastic-Self-Consistent (VPSC) model [
12] and crystal plasticity finite-element method (CPFEM) model [
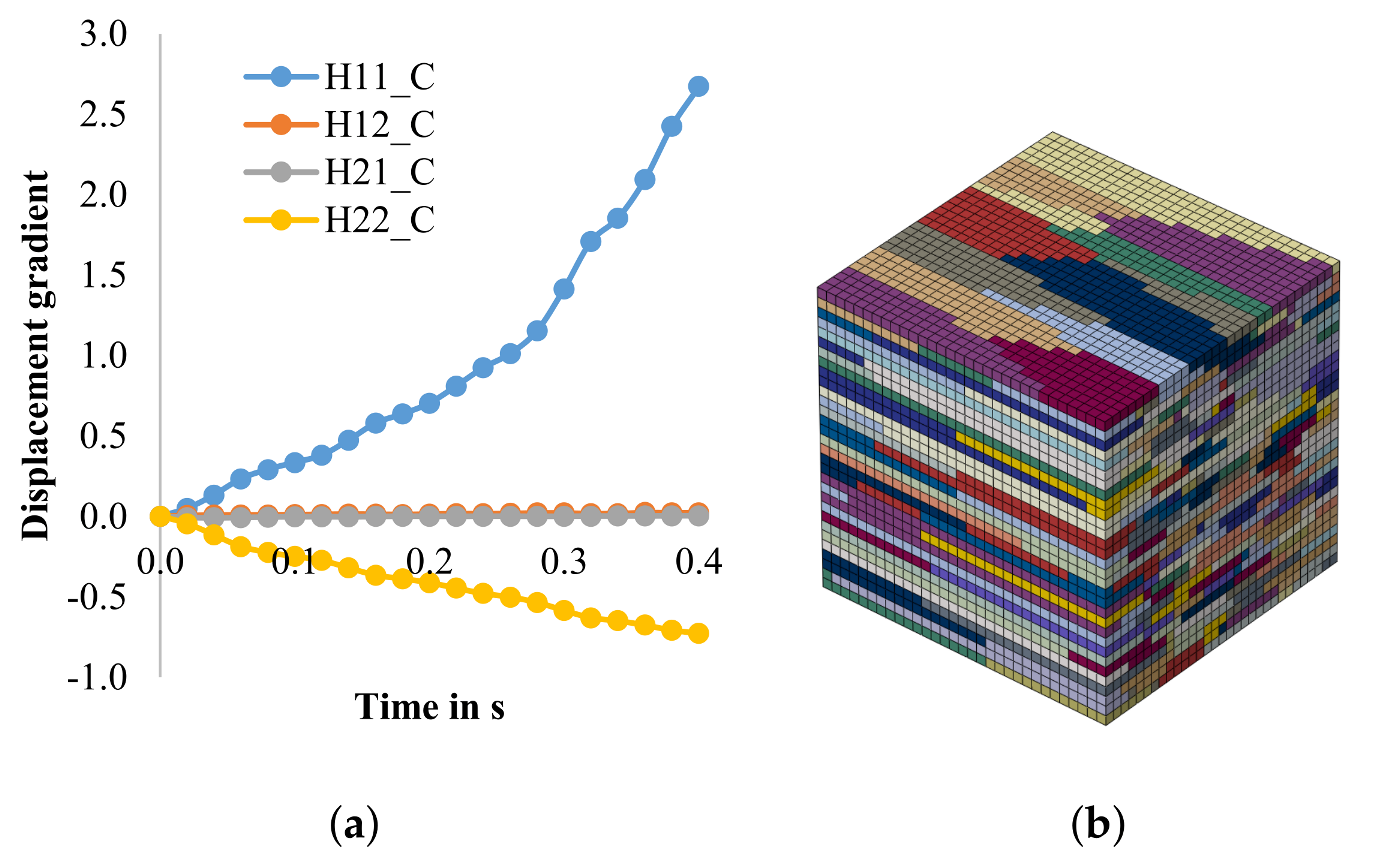
13]. These models are often used to predict mechanical properties, while our goal is to simulate the cold rolling texture accurately. CPFEM is a robust method to capture the texture evolution in forming processes, even if it is relatively computationally expensive. This nonlinear numerical simulation can be realized in ABAQUS with sub-routine UMAT, or with other CPFEM toolboxes such as DAMASK [
13] or WARP3D, where the constitutive models are implemented. Unlike the physics-based constitutive models that use the dislocation densities to calculate the flow stress, the phenomenological models use a critical resolved shear stress as the state variable for each slip system, which simplifies this method using a minimum number of inputs and thus making it computationally effective.
The final grain size of non-oriented electrical steel is set by the temperature-time sequence during final annealing. It has been a challenge for many years to simulate the heat treatment process with all its phenomena (recovery, recrystallization, grain growth) and implications for texture, kinetics and microstructure on a physical basis. One reason for this is that the nucleation process in the beginning of recrystallization is very complex and not conclusively understood [
14]. However, it is well established that the growth is based on the grain boundary mobility and the driving forces acting on it. Generally, low angle grain boundaries have a very low mobility and high-angle grain boundaries a very high one. The grain boundary motion is thermally activated and often follows an Arrhenius function. However, it also depends on a lot of other parameters such as grain boundary character, misorientation, energy and segregation (Zener drag) whose influences are again not well understood. During recovery and recrystallization, the main driving force is the stored elastic energy (SEE), which is represented by the dislocation density. During grain growth curvature driven motion takes over resulting in minimization of grain boundary area and energy [
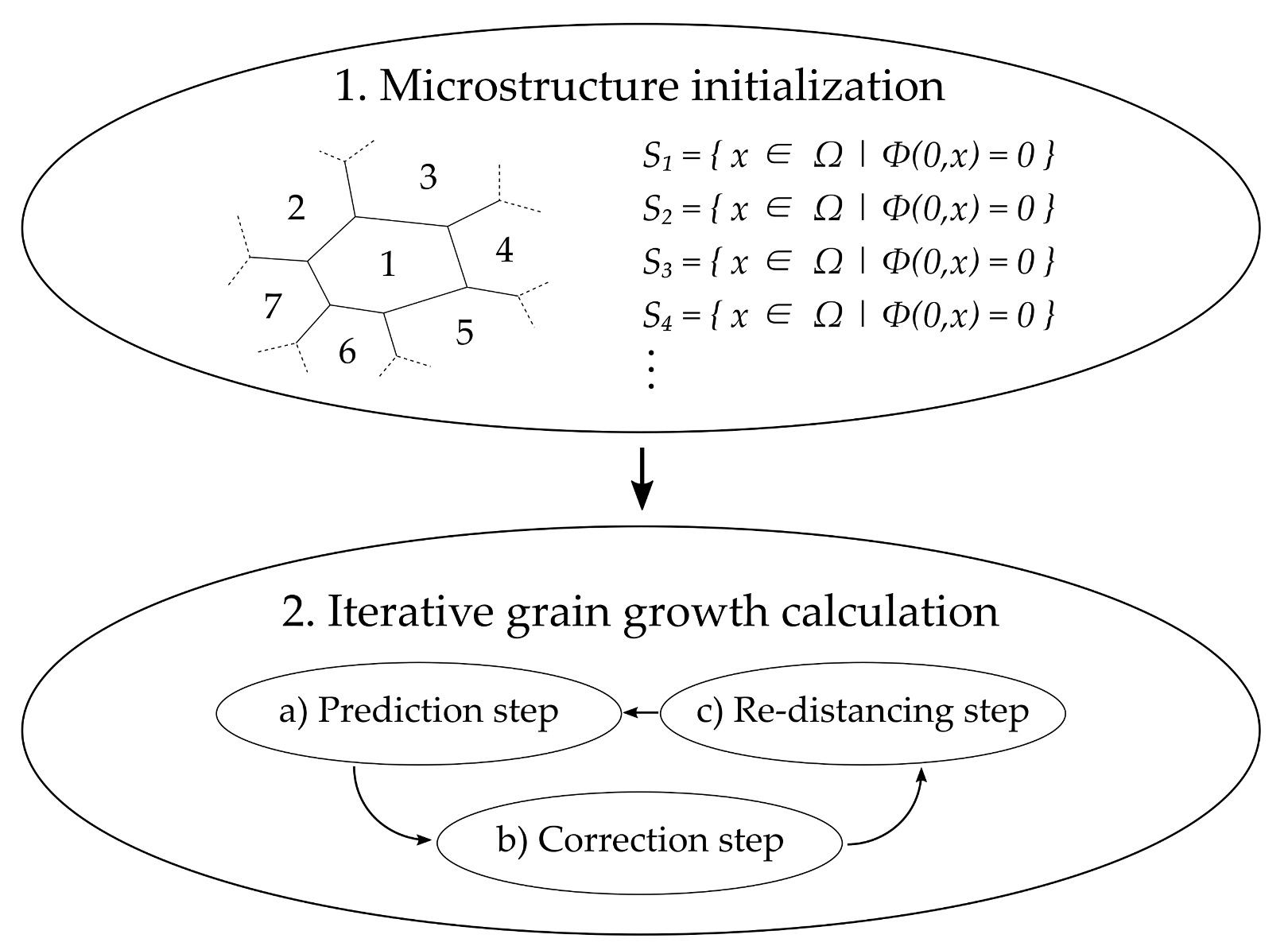
15]. GraGLeS2D is an already established grain growth model [
16]. This model is extended to the proposed heat treatment model GraGLeS2D+ to take recrystallization into account with additional driving force and nucleation. Well established numerical models to track the microstructure development during such a transformation are cellular automata [
17], front-tracking [
18], Monte Carlo Potts [
19] or Level-set [
20]. A crucial factor determining the outcome of the heat treatment simulation are the input parameters. It is important that physical parameters such as the grain boundary energy, the grain boundary mobility or the dislocation energy per unit length are well known as well as initial conditions such as the sub-grain size, the texture or the dislocation density. However, many of those parameters are not easy to access.
Following the final annealing, blanking is an essential processing step to give the final shape to the non-oriented electrical steel. Residual stress is affecting the magnetic properties of iron by hindrance to domain wall motion ([
21], p. 308). Consequently, the magnetic properties of blanked electrical steel parts are deteriorated along the cut edges [
22]. The knowledge of the actual residual stress state in blanked parts is of high importance to manufacturers of electromagnetic components. Although experimental measuring methods such as neutron grating interferometry, neutron diffractometry or nanoindentation are time-consuming and expensive, modeling approaches can provide an approximation of the tensile and compressive stress distribution in the blanked sheets.
The quality of NO electrical steel is determined by the magnetic properties. Therefore, all production and processing parameters are selected to improve the magnetic properties. When modeling the magnetic properties of NO electrical steel, a decoupling of the process parameters and magnetic modeling makes the magnetic models universally applicable. The requirement however is a thorough understanding of the dominant effects between the material properties and dominantly affected magnetic properties. There are semi-physical models for the description of the magnetization behavior and magnetic loss [
23]. In previous work, the dominant material parameters for the magnetization and loss characteristic have been studied. Silicon content, thickness, microstructure and texture are not equally dominant for different magnetization regions or frequency ranges [
24,
25].
In this study, simulation tools and material models are presented for hot rolling, cold rolling, annealing, and shear cutting. Furthermore, the impact on the magnetic properties and modeling magnetic losses is demonstrated. For high accuracy, each processing step is described by an individual simulation tool with a set of process and material models. By connecting the individual tools, it is possible to describe the production and processing of non-oriented electrical steel in detail. Furthermore, predicting process parameters for defined in application properties becomes viable. As an example material, a typical composition of high silicon containing non-oriented electrical steel with wt.% Si and wt.% Al is used.
7. Prediction and Correlation of Magnetic Properties
In the preceding models, the effect of hot rolling, cold rolling and annealing on the texture and microstructure evolution, as well as the effect of shear cutting on residual stress state has been described. When modeling the magnetic properties of NO electrical steel, a decoupling of the process parameters and magnetic modeling by directly linking magnetic properties to material parameters makes the magnetic models universally applicable. Not only can the magnetic properties be modeled when the production route is known, and texture and microstructure are modeled, but the magnetic models can also be parameterized when the relevant material properties are obtained by measurements from fully finished sheet material.
In the following section, two models are described that allow the implementation to finite-element simulations of electrical machines. With these semi-physical models, which link material parameters to magnetic properties, the impact of different materials during the application of electrical steel in electrical machines can be evaluated. The first model describes the magnetization anisotropy as a function of crystallographic texture and silicon content. The second model includes the effect of microstructure, thickness and alloying content on magnetic loss.
7.1. Texture Model to Describe the Magnetic Anisotropy of Non-Oriented Electrical Steel
Although classified as non-oriented, as shown in the previous sections and various scientific literature, electrical steel has dominant texture components and a resulting magnetic anisotropy [
1,
2,
3]. This anisotropy can further be affected by the residual stress distribution or an anisotropic grain size, i.e., elongated grains. The semi-physical anisotropy model presented in [
65,
66] allows the description of magnetization curves in every direction of the RD-TD-sheet plane. For the parametrization, three magnetic measurements in rolling direction (RD), transversal direction (TD) and 55° relative to RD as well as the ODF of the material are required. The magnetic field strength
H for any spatial direction
in the sheet plane relative to RD and magnetic polarization
J can be calculated at a constant frequency as follows [
66]:
The model couples an elliptic model component with a texture model component through a weighting factor
. The elliptical model component only needs to be parametrized with magnetic measurements in RD and TD. It describes the polarization in the
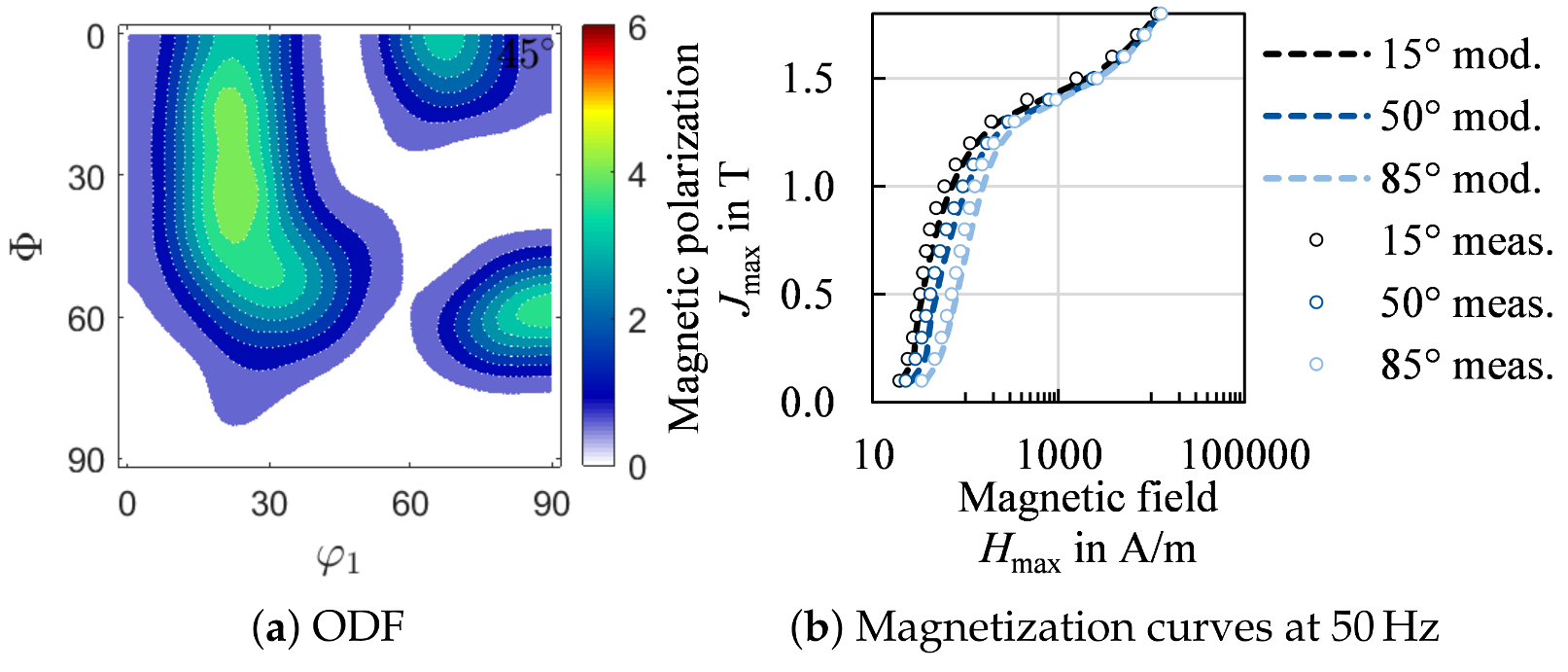
plane as an ellipse. This elliptical behavior occurs mainly for low to medium polarizations as seen in
Figure 18a [
65,
66]. According to the domain theory, this magnetization range is linked to the domain wall movement [
24]. The movement of domain walls is generally sensitive to residual stress, grain size and surface defects [
24,
25]. As grains are almost spherical for annealed electrical steels, the residual stress from rolling, although being small is likely the cause for the elliptical behavior with a small tensile stress in RD and a small compressive stress inTD. For the texture model component, the course of the so-called A-parameter
A [
2] needs to be evaluated. This parameter is solely calculated from the ODF and can continuously be described by a polynomic function [
66]. Scaled to the RD and TD measurements, the course describes the texture related required magnetic field strength in every spatial direction.
with
and
being the absolute amount of the difference of
H and
A in TD in relation to RD. The weighting factor
links the texture component to the elliptical model, whereby
increases with
J because in the range of medium and high polarization the texture effect becomes dominant. In this polarization range, the magnetization process occurs as a result of domain rotation. Magnetic moments are initially aligned to easy crystallographic directions but now align with the external magnetic field. More magnetic field is required if the easy crystallographic axes have a large misorientation to the magnetization direction [
2,
24]. Thus, the effect of texture becomes dominant. In
Figure 18b at
T the dominant effect of texture can be seen.
On most standardized Single-Sheet-Testers or Epstein Frames the characterization range is limited to 1.8 or
T, although saturation of most FeSi electrical steels exceeds
T. The saturation behavior can be modeled with consideration of the chemical composition according to [
67] combined with a Fröhlich-Kennelly extrapolation approach. Thus, in the case of saturation, the model becomes an extreme of an ellipse, namely a circle. By an extrapolation of the three magnetization curves used to parameterize the model and the elliptical approach, the magnetization behavior up to full saturation can be described in the entire sheet plane.
In
Figure 19b, three exemplary magnetization curves are displayed, which are modeled with Equation (
30). The modeled as well as the measured behavior are displayed. The proposed model can portray crossings of magnetization curves and can easily be implemented in finite-element magnetic field and flux simulations. In [
23,
68], it is described how magnetization curves can be reformulated to describe the reluctivity. With this, electromagnetic problems can be solved by means of the vector potential. In [
68], the reluctivity surfaces for anisotropic magnetization behavior, as obtained by the presented model, are implemented. A modeled ODF or experimentally obtained ODF can both be used to parameterize the model and describe the anisotropic magnetization behavior.
7.2. Semi-Physical Loss Model
For the loss modeling of electrical steel, various approaches have been established over the years [
69]. These models range from solely empirical models to physical models. The IEM model is an evolution of the Steinmetz and Bertotti model [
70,
71], where the total loss is separated into different loss components, which account for different loss mechanisms. The distinction of static and dynamic loss components and accounting for local and global eddy current effects as well as considering saturation effects allows a physical interpretation of calculated results for electrical machines.
The semi-physical IEM model is parameterized solely by magnetic measurements at various frequencies. However, the separate loss terms have, as explained in [
70,
72], a physical explanation and can thus, directly be linked to material parameters. Grain size, silicon content and sheet thickness are the most relevant parameters which affect the different loss components [
3]. In comparison to Bertotti’s model, a term to account for nonlinear material behavior has been included in the IEM model to improve the modeling at high frequencies and high polarizations [
71]. This is necessary, if the model is for example used in finite-element simulations of traction drives, because high power density requires high speed and consequently high magnetization frequencies. Since traction drives are speed variable, the entire frequency range up to the maximum speed is relevant to consider all operating points. The model can be described by the following equation,
where
to
,
and
can be identified by a parameter-identification procedure [
72]. The classical eddy current loss depends on sheet thickness
and electric resistivity
which is directly linked to the chemical composition
Thus, the alloying with silicon to increase the electrical resistivity and the reduction of sheet thickness are easy measures to reduce the high frequency loss in electrical steels. The hysteresis as well as the excess loss depend on the grain size [
3,
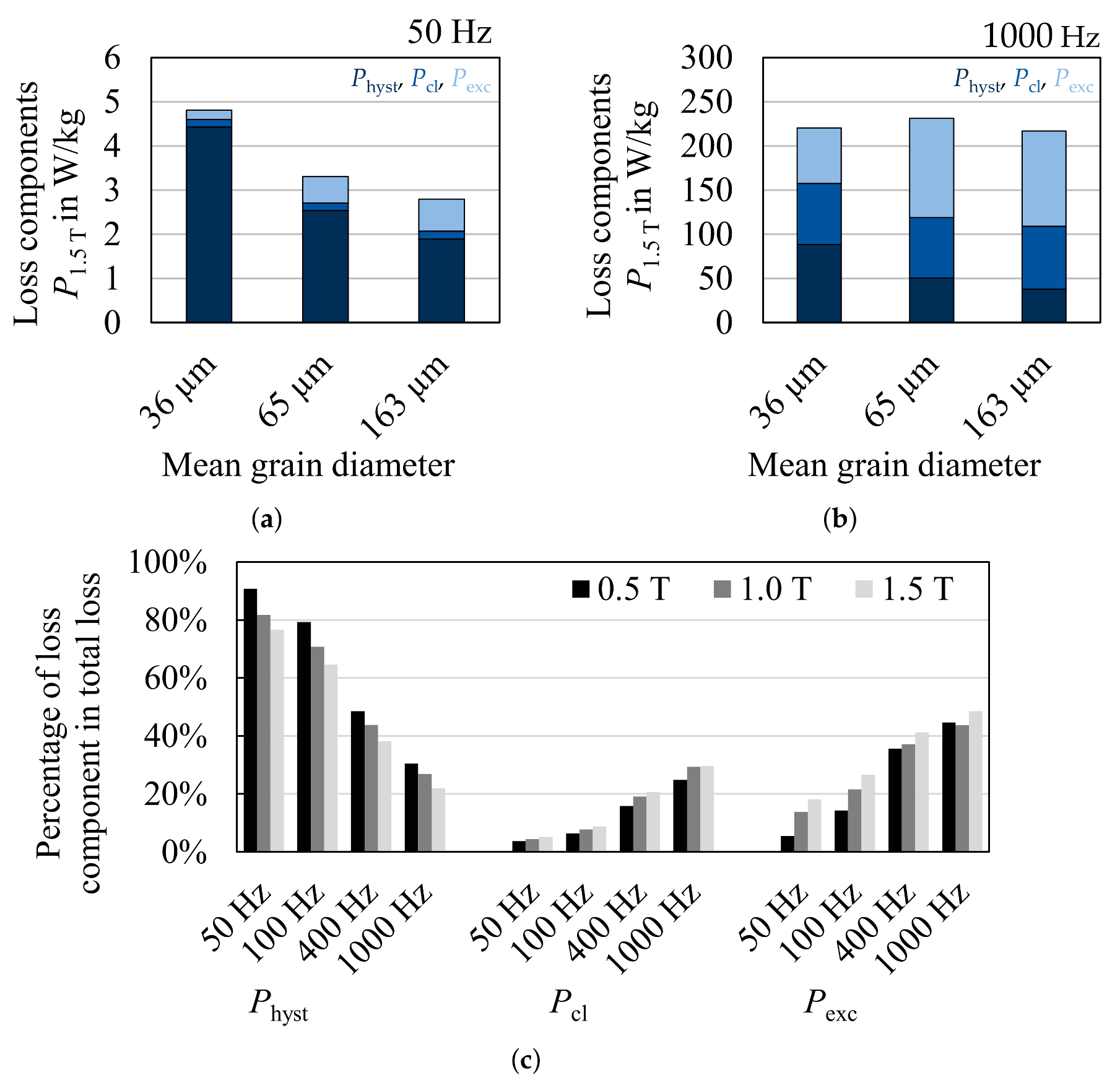
70]. With increasing grain size, the domain wall movement during the magnetization process is improved, as domain walls are less often pinned by defects such as grain boundaries. Moreover, the coercivity is decreased and the static loss component is reduced. The excess loss component increases with increasing grain size. Due to the less impeded domain wall movement during the magnetization process, the change in magnetic flux induces local eddy currents which cause the so-called excess losses. In
Figure 20, a loss separation for three
mm iron silicon steels with the same chemical composition but different grain sizes are displayed at low, medium and high polarization levels and 50
and 1000
. The dominant impact of grain size is evident. At low frequencies, the coarse microstructure has fewer overall losses, but at increasing frequencies the loss component distribution changes and finer grained materials have almost identical overall losses. In
Figure 20c, the relative shares of the loss components are displayed for the three materials. With increasing frequency and higher polarization the hysteresis loss decreases, while the eddy current loss increases and the excess loss slightly increases. This distribution depends on material parameters because the share of eddy current losses would be increased drastically with a higher sheet thickness or less silicon content. Apart from the material parameters discussed, the sheet thickness and residual stress state affects hysteresis and excess loss as well, even though the effect is by far less dominant than the presented relations.
The needed material parameters can either be experimentally characterized on samples which are magnetically characterized, or they can be transferred from the preceding models. In the second case, however, the parameter space for a certain alloy must be identified beforehand, especially regarding the nonlinear loss that need to be determined mathematically during the parameterization from magnetic measurements. The microstructural parameters can then be used to span a parameter space to characterize an alloy and estimate loss of grades with different grain size or thicknesses and therefore enable a tailor-made approach as presented by [
73].
8. Conclusions
Material models and simulation tools are essential for process inventions and to enable tailor-made material development. We introduced and examined model approaches for the process chain of hot rolling, cold rolling, annealing, and blanking for high silicon non-oriented electrical steel. Moreover, models for the prediction of magnetization anisotropy as a function of texture and silicon content, as well as the prediction of magnetic loss affected by microstructure, thickness, and alloying content, were presented.
All described modeling approaches can consider heterogeneous microstructures that are typical for non-oriented electrical steel. As for all material models, the outcome strongly relies on how far the physical phenomena in each process step are understood as well as on the availability and quality of material parameters. Therefore, each material model can be improved by new or more detailed material characterization approaches.
For hot rolling, a concept of predicting grain size and its distribution for three positions in the hot strip, namely surface, intermediate and mid-layer is presented. For this, a good agreement with experimental data exists. Further improvements seem possible by refining the local strain and strain rate calculation in the layer model. Furthermore, changes in flow stress as a result of recovery, recrystallization, and grain growth could be considered by an individually adjusted flow stress model.
For the simulation of the microstructure evolution during cold rolling, the grain size distribution, either from simulation or from grain size measurements, and the measured hot strip texture are used. Moreover, selected textures can be used as initial input data to estimate their effects on the cold rolling texture. The combination of a macro model and a micro model with CPFEM predicted the cold rolling texture well.
For the annealing model, besides material parameters, the simulated or experimentally determined cold rolling microstructure (grain size, grain shape, dislocation density) and texture are the most important input parameters. Currently, the nucleation process during deformation and recovery is largely unknown in the literature and must therefore be approximated via experiments. Subsequently, the movement of grain boundaries is simulated based on different driving forces (stored elastic energy, curvature) as well as grain boundary characteristics (grain boundary misorientation angle, grain boundary energy, grain boundary mobility). Moreover, the model is written in such a way that additional findings regarding the grain boundary mobility distribution, triple junction drag, or nucleation can be implemented. The fit to experiments is already very good; however, some phenomena (nucleation, triple junction drag, grain boundary mobility distribution) are still approximated and leave room for future improvement of these simulations and underlying physics-based models.
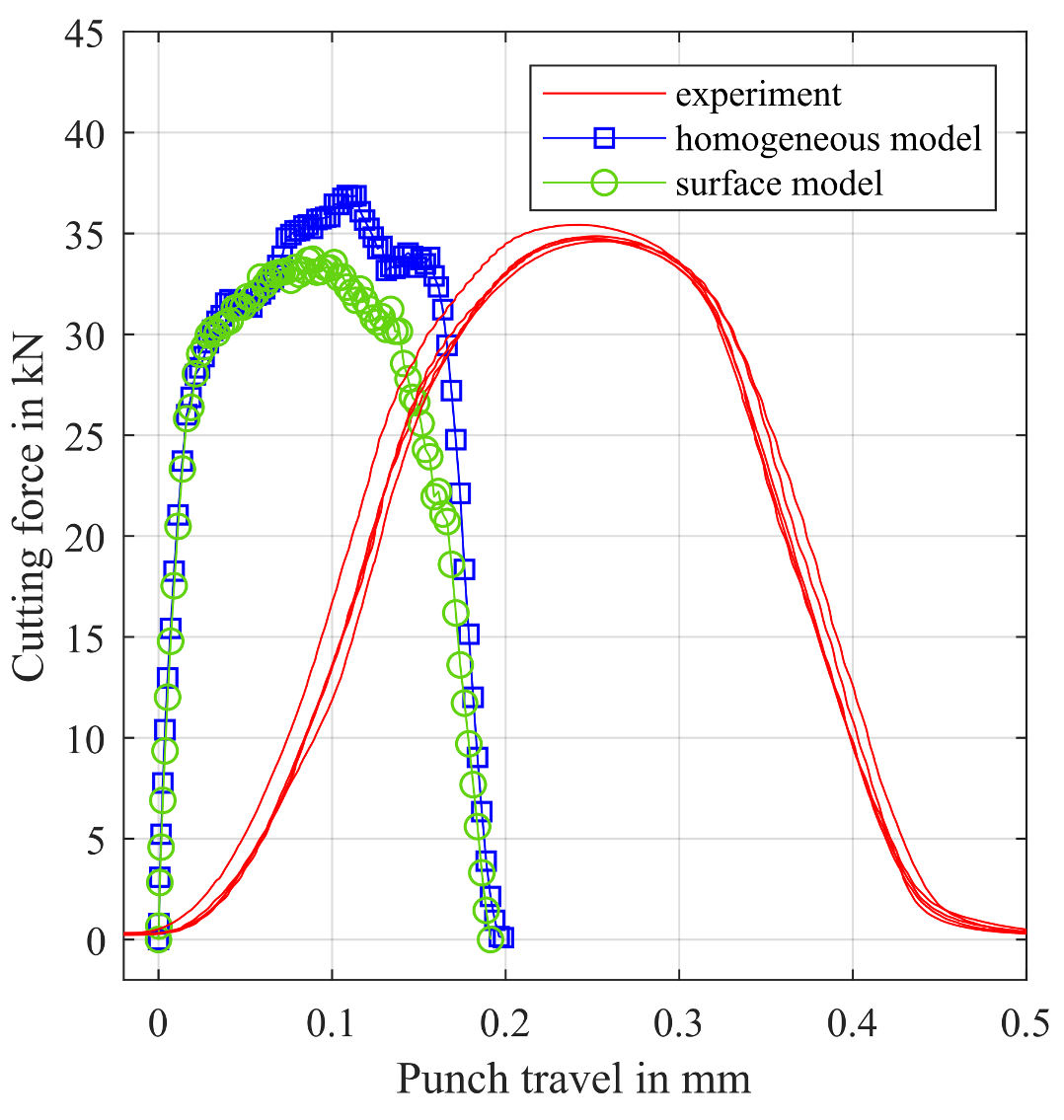
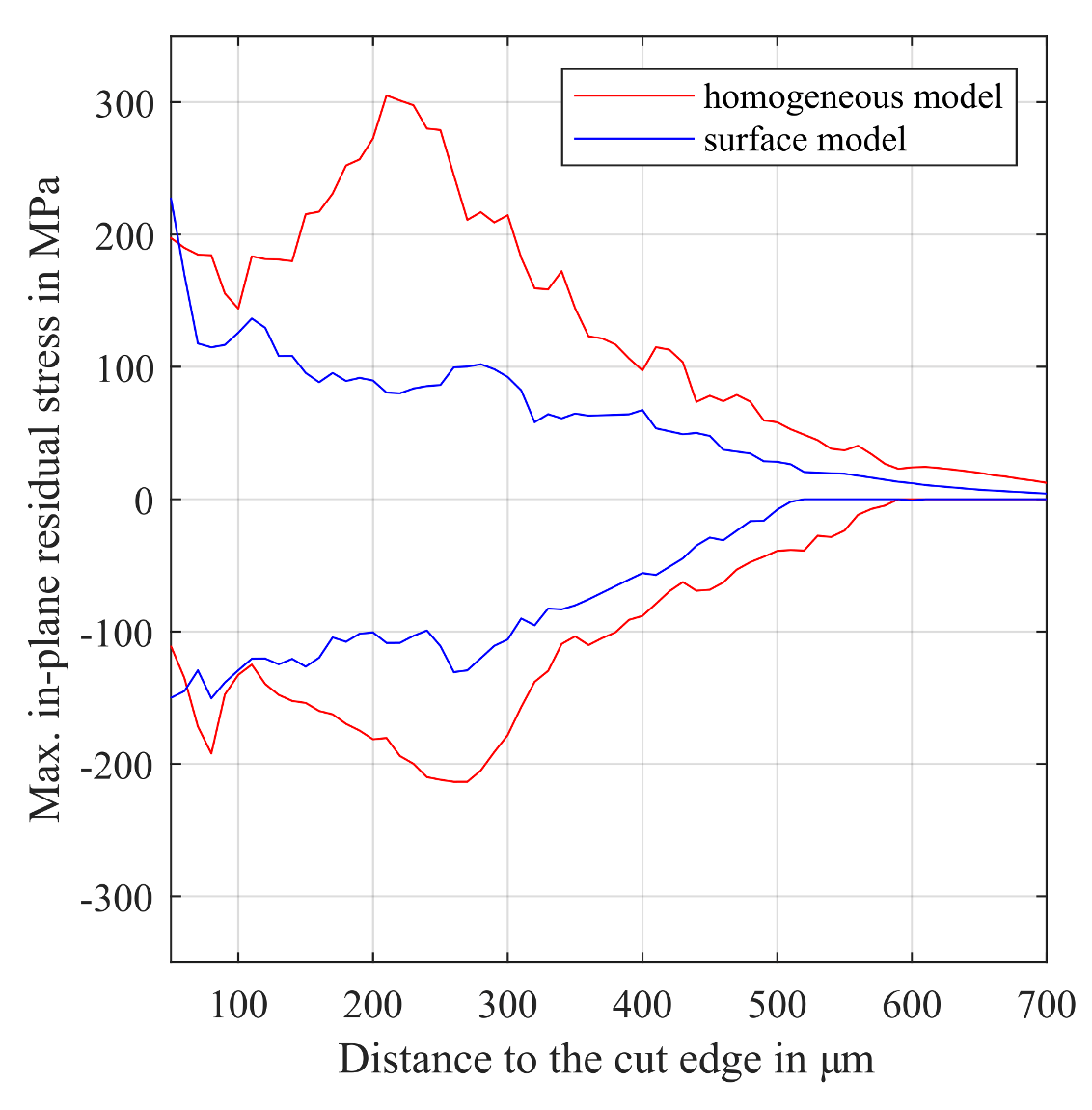
In blanking, the homogeneous material model allows for the qualitative comparison of residual stress for different shear cutting parameters [
22]. The comparison with the surface model used here shows, however, that quantitative values are strongly dependent on the applied material model. Validation of the surface model with experimental residual stress measurements should be pursued further to prove or falsify its benefit for the evaluation of residual stress by FEA.
Together, we believe the models presented here, covering the entire process chain, will enable a tailor-made material and process design and closed simulation chain.


 ,
, 





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}