Effect of Small Variations in Zr Content on the Microstructure and Properties of Ferritic ODS Steels Consolidated by SPS

 ,
,  , ,
, , 

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
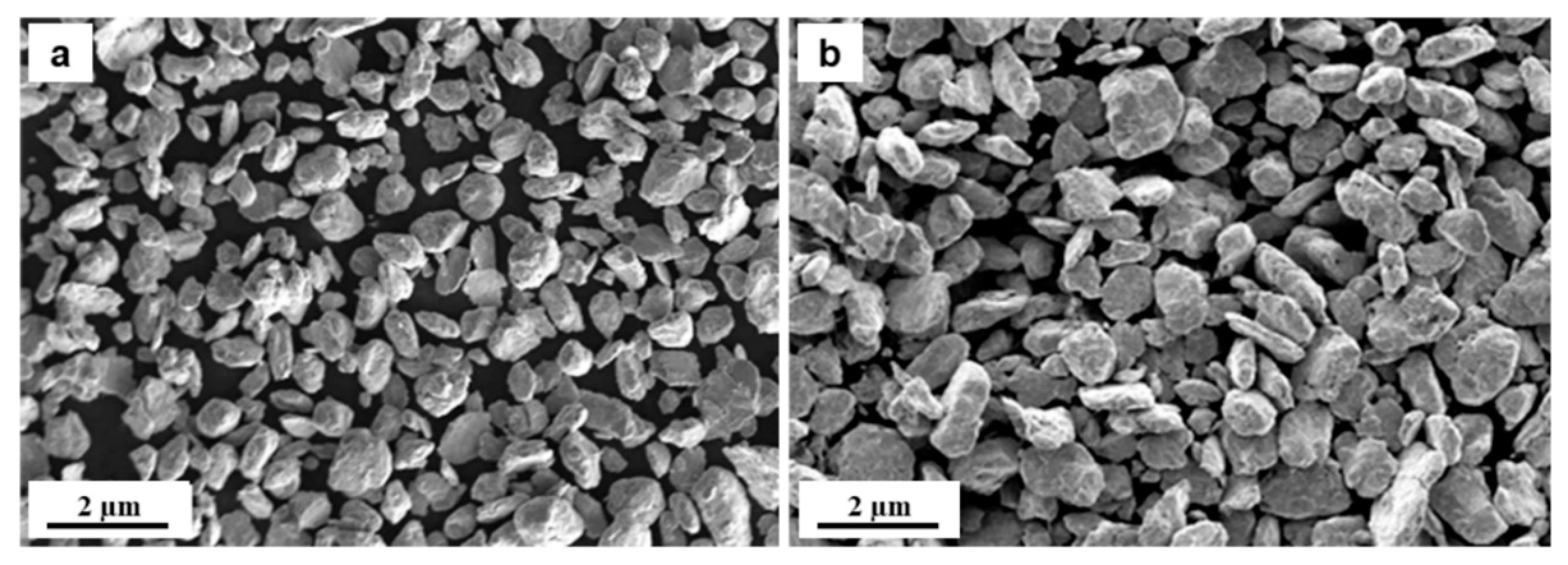
3.1. Characterisation of MA ODS Powders
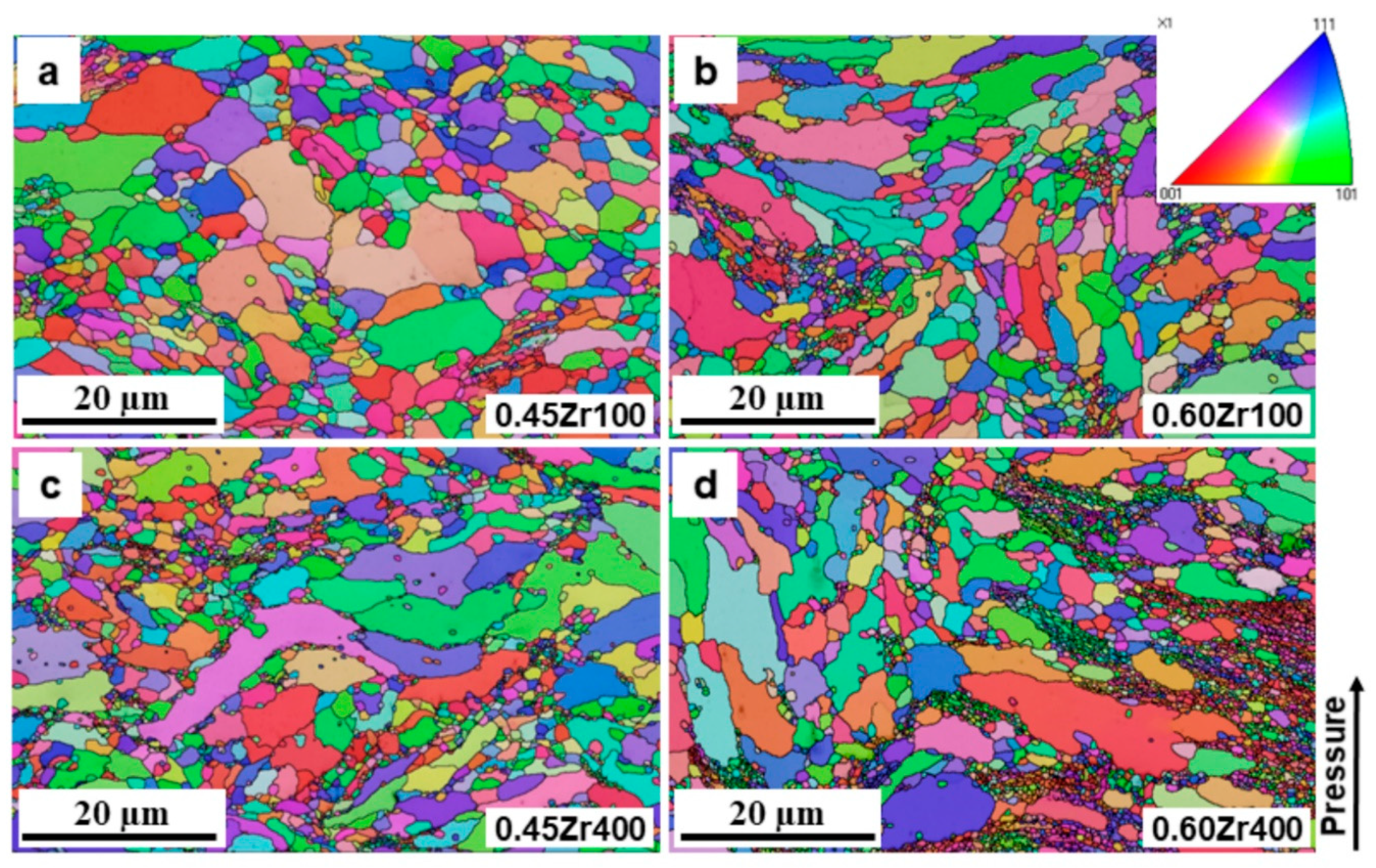
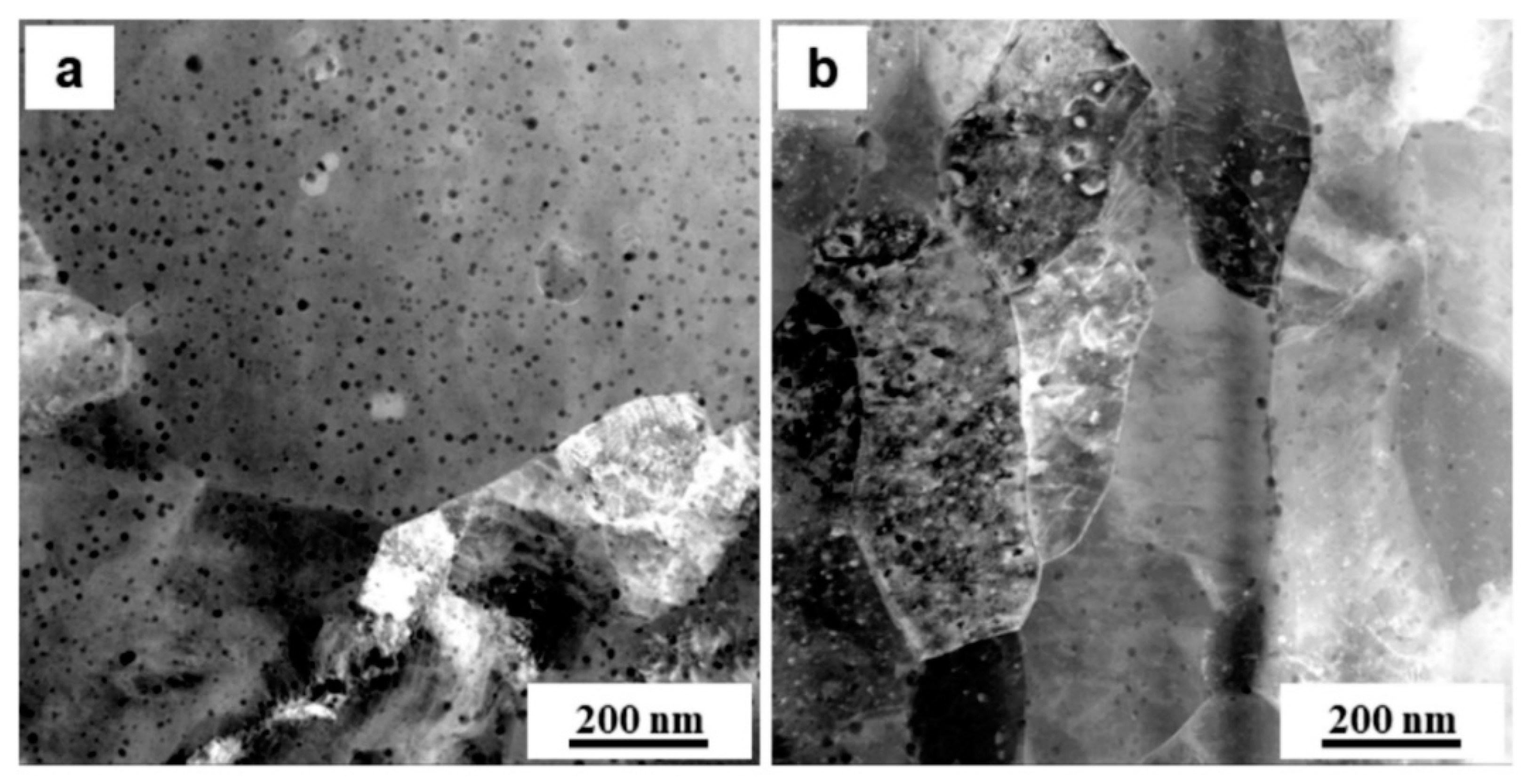
3.2. Microstructural Characterisation of SPS ODS Alloys
3.3. Mechanical Characterisation of SPS ODS Alloys
4. Conclusions
- Zr can be effectively added as an elemental or oxide powder during the high-energy milling process. In both cases, Zr nano-oxides are formed after SPS consolidation of the ODS steel with an equivalent oxide number density. The oxide number density increases in an order of magnitude with respect to the ODS without Zr.
- The Zr content has a clear effect on the final bimodal microstructure. A higher Zr quantity leads to the refinement of the microstructure and to the presence of larger regions formed by ultrafine ferritic grains. Zr nano-oxides are not homogeneously dispersed in the matrix, promoting smaller grains in the regions with higher content of oxides. Thus, Zr nano-oxides are effective inhibitors of the grain growth during recrystallisation.
- The increase of the heating rate during SPS involves shorter sintering times and leads to a microstructure with higher volumes of ultrafine grains, since the grain growth is a process thermally activated depending on time. The heterogeneous distribution of plastic deformation and alloying elements among powder particles, together with the different particle size distribution, lead to an abnormal grain size evolution during SPS consolidation.
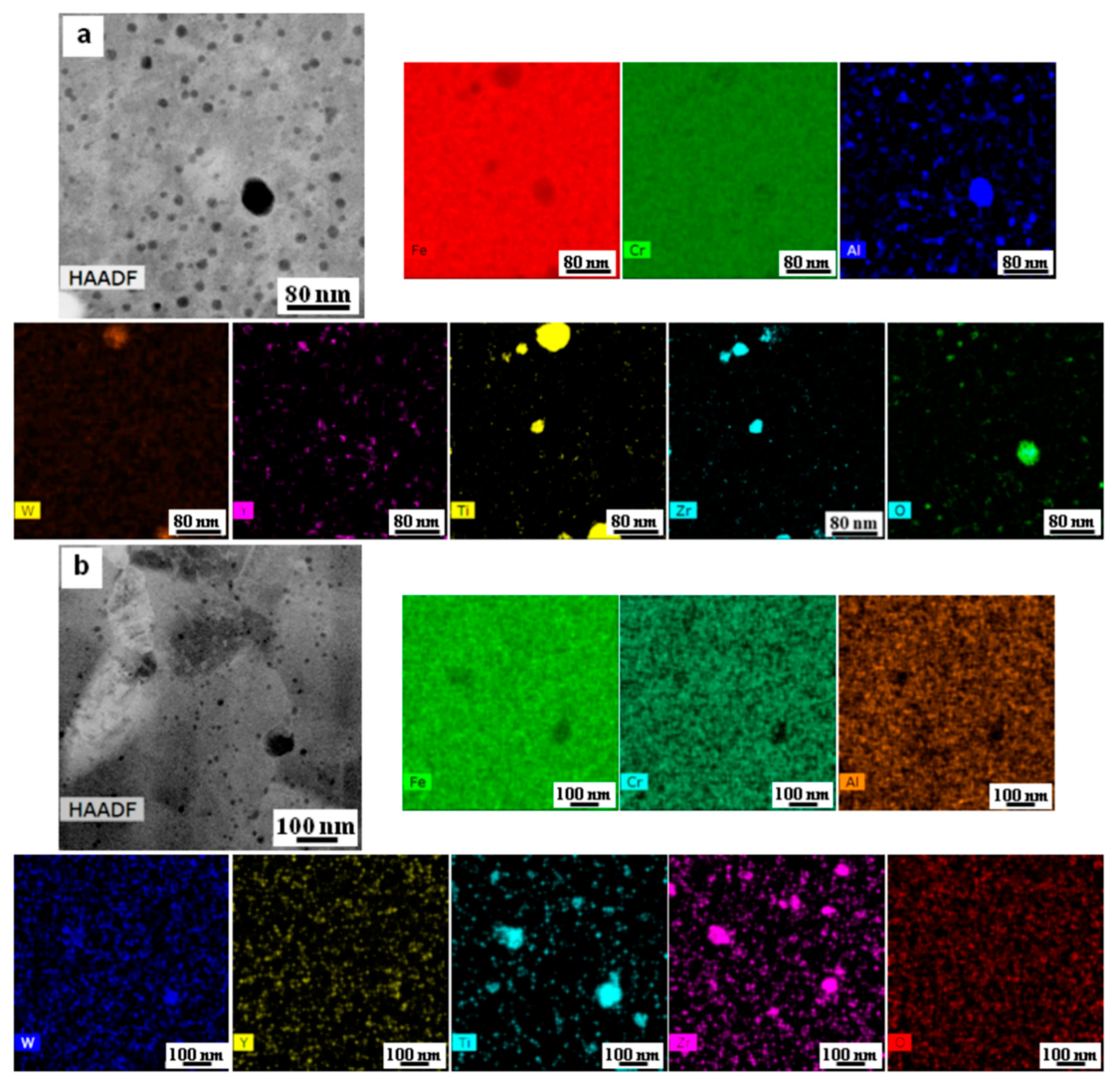
- Different combinations among Y, Al, Ti and Zr with oxygen are found in these ODS alloys. The final percentage of Zr nano-oxides is enlarged with the increase of the Zr content in the MA powders.
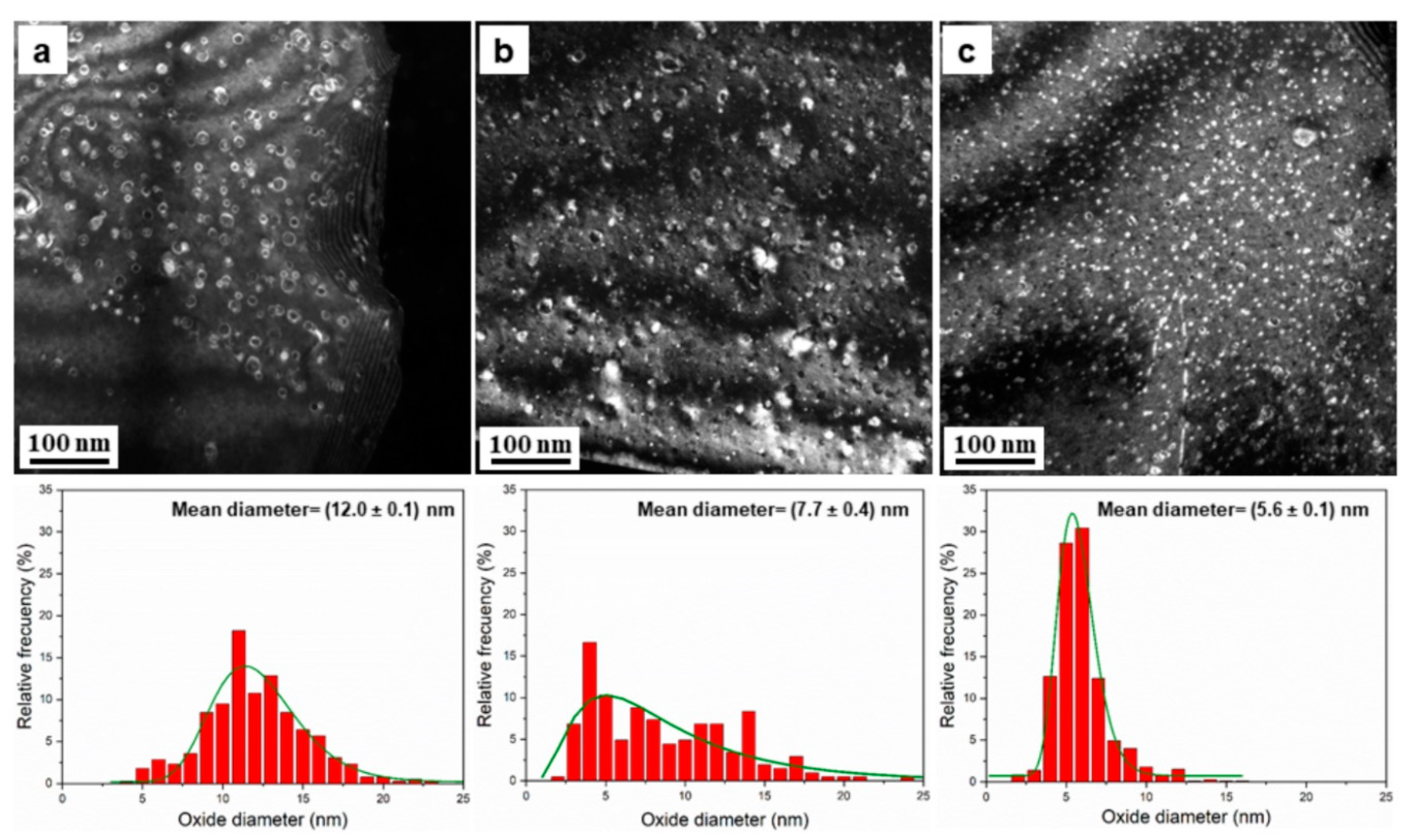
- The average oxide size is refined by adding Zr from 12 nm diameter reached in the ODS without Zr to near 6 nm in the ODS with 0.6 wt.% of Zr.
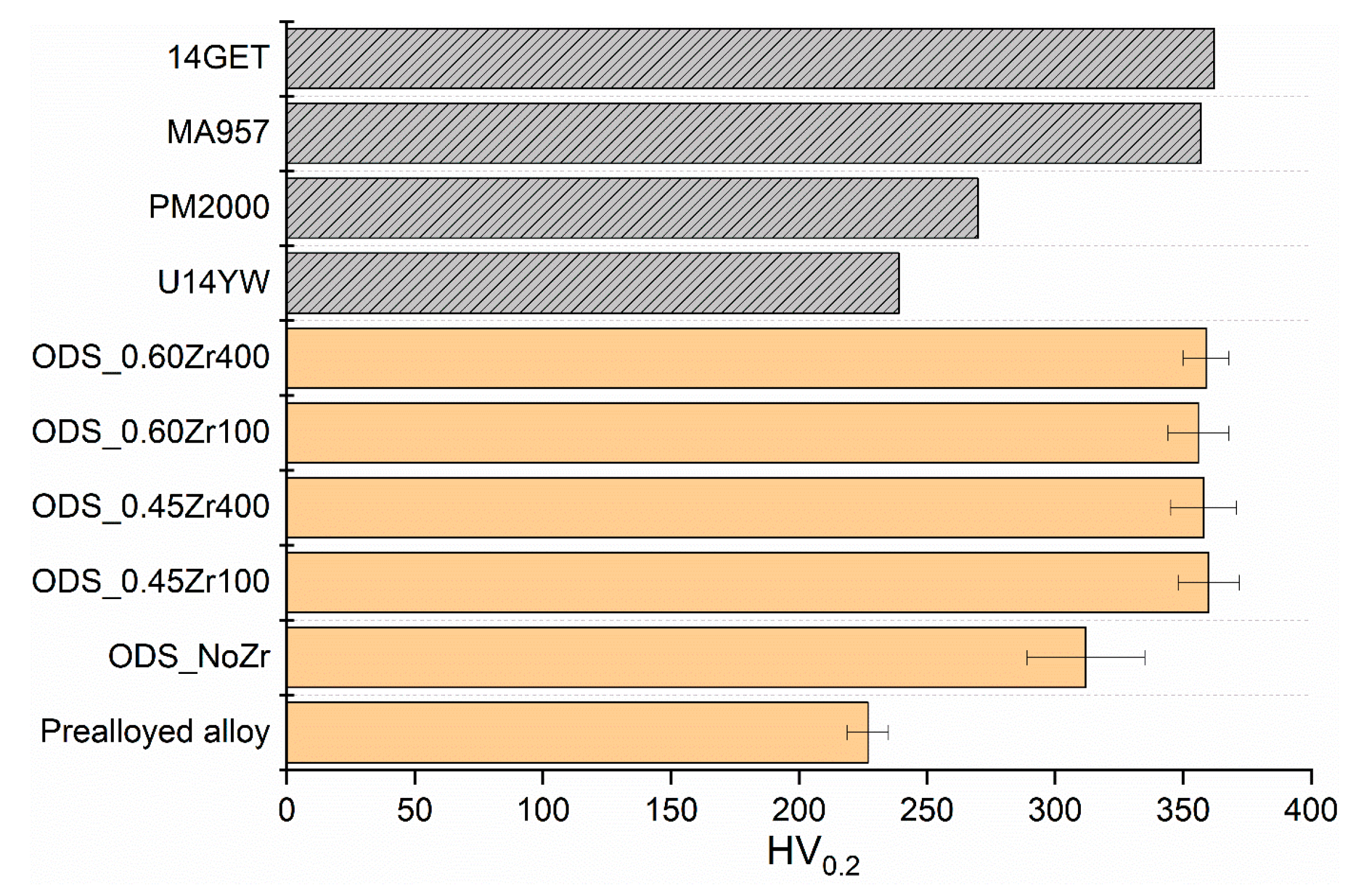
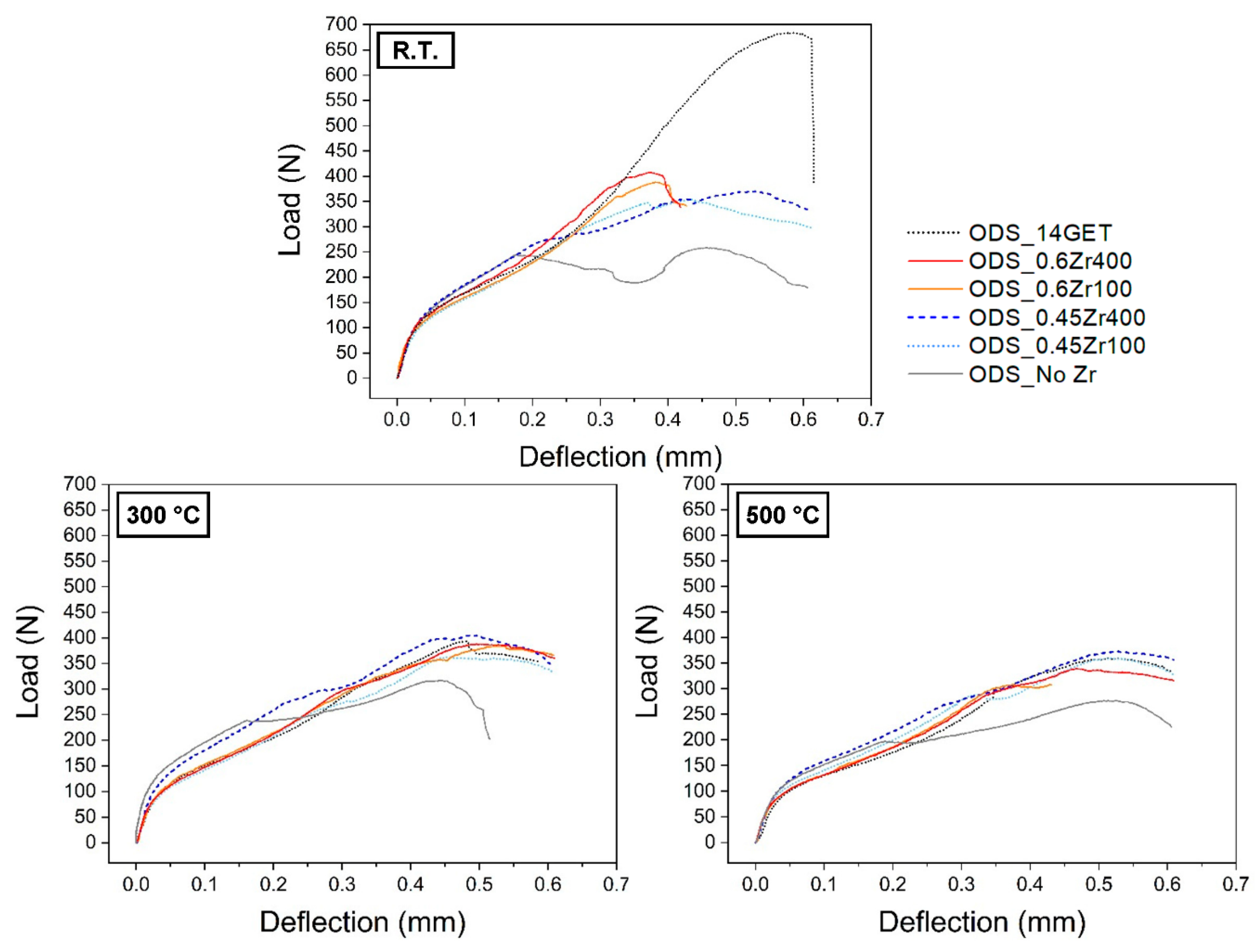
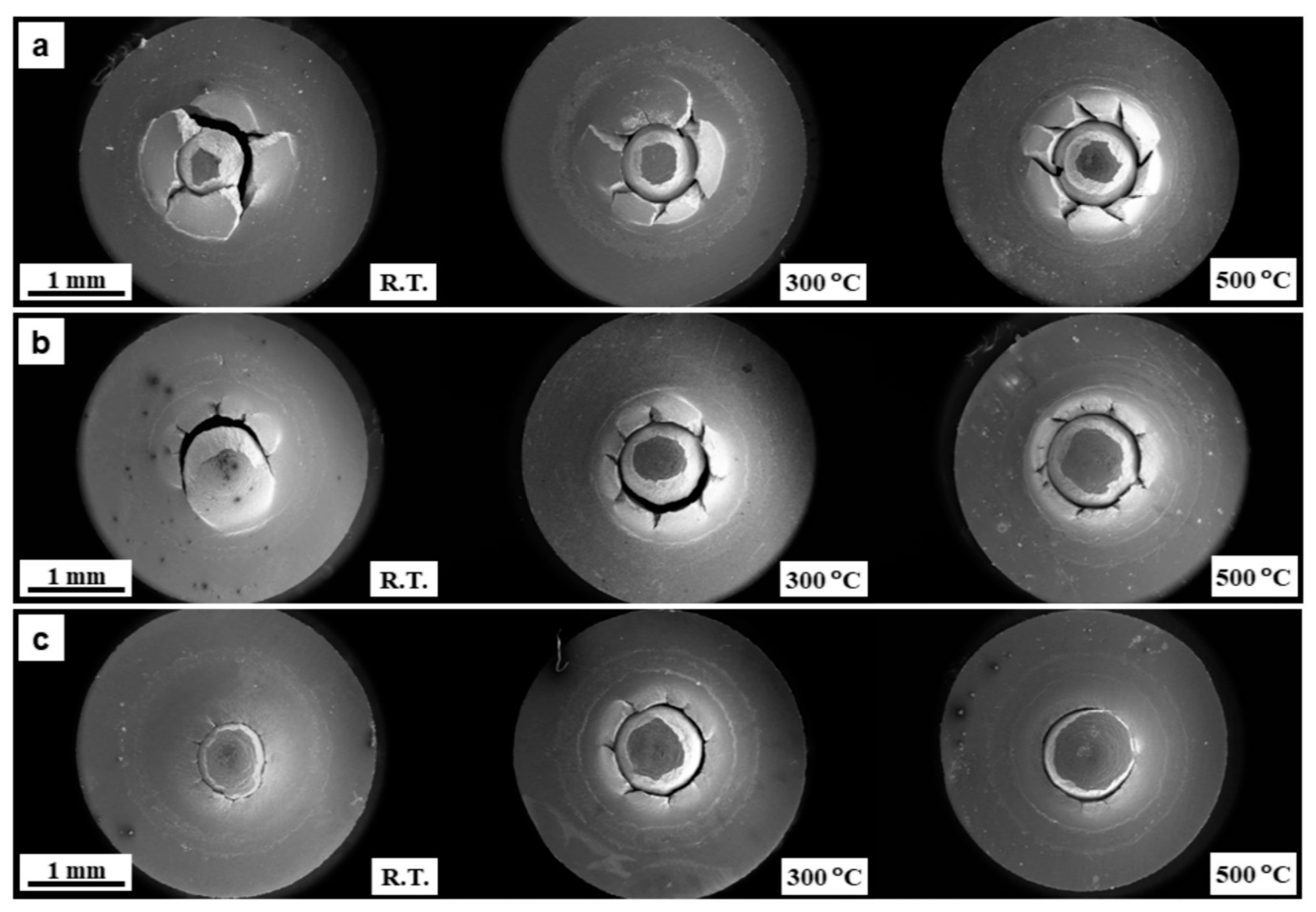
- Minor addition of Zr improves the mechanical behaviour of ferritic Al-containing ODS alloys at all the temperatures tested. The analysis of the SP curves obtained during the tests, suggests that the Zr nano-oxides dispersed within the matrix are acting as effective obstacles in pinning the dislocations and impeding their motion. In addition, these Zr dispersoids also act as barriers for the grain boundary movement. These phenomena, together with the existence of large regions of ultrafine grains increasing the strength by a Hall-Petch effect, are contributing to withstand considerable high loads during the SP tests.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gong, M.; Zhou, Z.; Hu, H.; Zhang, G.; Li, S.; Wang, M. Effects of aluminum on microstructure and mechanical behavior of 14Cr–ODS steels. J. Nucl. Mater. 2015, 462, 502–507. [Google Scholar] [CrossRef]
- Steckmeyer, A.; Praud, M.; Fournier, B.; Malaplate, J.; Garnier, J.; Béchade, J.L.; Tournié, I.; Tancray, A.; Bougault, A.; Bonnaillie, P. Tensile properties and deformation mechanisms of a 14Cr ODS ferritic steel. J. Nucl. Mater. 2010, 405, 95–100. [Google Scholar] [CrossRef]
- Dou, P.; Sang, W.; Kimura, A. Morphology, crystal and metal/oxide interface structures of nanoparticles in Fe–15Cr–2W–0.5Ti–7Al–0.4Zr–0.5Y2O3 ODS steel. J. Nucl. Mater. 2019, 523, 231–247. [Google Scholar] [CrossRef]
- He, P.; Hoffmann, J.; Möslang, A. Effect of milling time and annealing temperature on nanoparticles evolution for 13.5% Cr ODS ferritic steel powders by joint application of XAFS and TEM. J. Nucl. Mater. 2018, 501, 381–387. [Google Scholar] [CrossRef]
- Hilger, I.; Tegel, M.; Gorley, M.J.; Grant, P.S.; Weißgärber, T.; Kieback, B. The structural changes of Y2O3 in ferritic ODS alloys during milling. J. Nucl. Mater. 2014, 447, 242–247. [Google Scholar] [CrossRef]
- Ratti, M.; Leuvrey, D.; Mathon, M.H.; De Carlan, Y. Influence of titanium on nano-cluster (Y, Ti, O) stability in ODS ferritic materials. J. Nucl. Mater. 2009, 386–388, 540–543. [Google Scholar] [CrossRef]
- Fournier, B.; Dalle, F.; Sauzay, M.; Longour, J.; Salvi, M.; Caës, C.; Tournié, I.; Giroux, P.-F.; Kim, S.-H. Comparison of various 9–12% Cr steels under fatigue and creep-fatigue loadings at high temperature. Mater. Sci. Eng. A. 2011, 528, 6934–6945. [Google Scholar] [CrossRef]
- Kimura, A.; Kasada, R.; Iwata, N.; Kishimoto, H.; Zhang, C.H.; Isselin, J.; Dou, P.; Lee, J.H.; Muthukumar, N.; Okuda, T.; et al. Development of Al added high-Cr ODS steels for fuel cladding of next generation nuclear systems. J. Nucl. Mater. 2011, 417, 176–179. [Google Scholar] [CrossRef]
- Takaya, S.; Furukawa, T.; Müller, G.; Heinzel, A.; Jianu, A.; Weisenburger, A.; Aoto, K.; Inoue, M.; Okuda, T.; Abe, F.; et al. Al-containing ODS steels with improved corrosion resistance to liquid lead–bismuth. J. Nucl. Mater. 2012, 428, 125–130. [Google Scholar] [CrossRef]
- Kasada, R.; Toda, N.; Yutani, K.; Cho, H.S.; Kishimoto, H.; Kimura, A. Pre- and post-deformation microstructures of oxide dispersion strengthened ferritic steels. J. Nucl. Mater. 2007, 367–370, 222–228. [Google Scholar] [CrossRef]
- Song, P.; Zhang, Z.; Yabuuchi, K.; Kimura, A. Helium bubble formation behavior in ODS ferritic steels with and without simultaneous addition of Al and Zr. Fusion Eng. Des. 2017, 125, 396–401. [Google Scholar] [CrossRef]
- Gao, R.; Zhang, T.; Wang, X.P.; Fang, Q.F.; Liu, C.S. Effect of zirconium addition on the microstructure and mechanical properties of ODS ferritic steels containing aluminum. J. Nucl. Mater. 2014, 444, 462–468. [Google Scholar] [CrossRef]
- Xu, H.; Li, W.; Sha, X.; Meng, J.; Kang, C.; Wang, W.; Zang, X.; Wang, Z. Effects of Zr addition on the microstructural stability of 15Cr-ODS steels under elevated-temperature annealing. Fusion Eng. Des. 2019, 138, 231–238. [Google Scholar]
- Yabuuchi, A.; Maekawa, M.; Kawasuso, A. Influence of oversized elements (Hf, Zr, Ti and Nb) on the thermal stability of vacancies in type 316L stainless steels. J. Nucl. Mater. 2012, 430, 190–193. [Google Scholar] [CrossRef]
- Isselin, J.; Kasada, R.; Kimura, A.; Okuda, T.; Inoue, M.; Ukai, S.; Ohnuki, S.; Fujisawa, T.; Abe, F. Effects of Zr addition on the microstructure of 14%Cr4%Al ODS ferritic steels. Mater. Trans. 2010, 51, 1011–1015. [Google Scholar] [CrossRef] [Green Version]
- García-Junceda, A.; Campos, M.; García-Rodríguez, N.; Torralba, J.M. On the role of alloy composition and sintering parameters in the bimodal grain size distribution and mechanical properties of ODS ferritic steels. Metall. Mater. Trans. A 2016, 47, 5325–5333. [Google Scholar] [CrossRef]
- Macía, E.; García-Junceda, A.; Serrano, M.; Díaz, L.A.; Campos, M. Effect of the heating rate on the microstructure of a ferritic ODS steel (Y-Ti-Al-Zr) consolidated by spark plasma sintering. J. Nucl. Mater. 2019, 518, 190–201. [Google Scholar] [CrossRef]
- Hilger, I.; Boulnat, X.; Hoffmann, J.; Testani, C.; Bergner, F.; De Carlan, Y.; Ferraro, F.; Ulbricht, A. Fabrication and characterization of oxide dispersion strengthened (ODS) 14Cr steels consolidated by means of hot isostatic pressing, hot extrusion and spark plasma sintering. J. Nucl. Mater. 2016, 472, 206–214. [Google Scholar] [CrossRef]
- Dapeng, Z.; Yong, L.; Feng, L.; Yuren, W.; Liujie, Z.; Yuhai, D. ODS ferritic steel engineered with bimodal grain size for high strength and ductility. Mater. Lett. 2011, 65, 1672–1674. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Auger, M.A.; De Castro, V.; Leguey, T.; Muñoz, A.; Pareja, R. Microstructure and mechanical behavior of ODS and non-ODS Fe–14Cr model alloys produced by spark plasma sintering. J. Nucl. Mater. 2013, 436, 68–75. [Google Scholar] [CrossRef] [Green Version]
- FP7 Project Final Report: GEn IV and Transmutation MATerials, GETMAT 2013. Available online: https://cordis.europa.eu/project/id/212175/reporting (accessed on 5 March 2020).
- Scherrer, P. Bestimmung der Grösse und der Inneren Struktur von Kolloidteilchen Mittels Röntgenstrahlen, Göttingen. Math. Phys. Kl. 1918, 2, 98–100. [Google Scholar]
- García-Junceda, A.; Acebo, L.; Torralba, J.M. Study and suppression of the microstructural anisotropy generated during the consolidation of a carbonyl iron powder by field assisted hot pressing. Metall. Mater. Trans. A 2015, 46, 3192–3198. [Google Scholar] [CrossRef] [Green Version]
- García-Junceda, A.; García-Rodríguez, N.; Campos, M.; Cartón-Cordero, M.; Torralba, J.M. Effect of Zr addition on the microstructure and mechanical properties of an Al-alloyed ODS steel consolidated by FAHP. J. Am. Ceram. Soc. 2015, 98, 3582–3587. [Google Scholar] [CrossRef]
- CEN. Small Punch Test Method for Metallic Materials. In CEN Workshop Agreement; CWA 15627:2006(E); CEN: Brussels, Belgium, 2006. [Google Scholar]
- Ressel, G.; Parz, P.; Primig, S.; Leitner, H.; Clemens, H.; Puff, W. New findings on the atomistic mechanisms active during mechanical milling of a Fe-Y2O3 model alloy. J. Appl. Phys. 2014, 115, 124313. [Google Scholar] [CrossRef]
- Fuentes-Pacheco, L.; Campos, M.; Torralba, J.M. Thermal stability of nanostructured iron powder as a function of amount and nature of reinforcement (Nb or NbC). Rev. Metal. 2011, 47, 373–380. [Google Scholar] [CrossRef] [Green Version]
- Molinari, A.; Libardi, S.; Leoni, M.; Scardi, P. Role of lattice strain on thermal stability of a nanocrystalline FeMo alloy. Acta Mater. 2010, 58, 963–966. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-Assisted Sintering Technology/Spark Plasma Sintering: Mechanisms, Materials, and Technology Developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Dou, P.; Kimura, A.; Kasada, R.; Okuda, T.; Inoue, M.; Ukai, S.; Ohnuki, S.; Fujisawa, T.; Abe, F. TEM and HRTEM study of oxide particles in an Al-alloyed high-Cr oxide dispersion strengthened steel with Zr addition. J. Nucl. Mater. 2014, 444, 441–453. [Google Scholar] [CrossRef]
- Takaya, S.; Furukawa, T.; Inoue, M.; Fujisawa, T.; Okuda, T.; Abe, F.; Ohnuki, S.; Kimura, A. Corrosion resistance of Al-alloying high Cr–ODS steels in stagnant lead–bismuth. J. Nucl. Mater. 2010, 398, 132–138. [Google Scholar] [CrossRef]
- García-Junceda, A.; Hernández-Mayoral, M.; Serrano, M. Influence of the microstructure on the tensile and impact properties of a 14Cr ODS steel bar. Mater. Sci. Eng. A 2012, 556, 696–703. [Google Scholar] [CrossRef]
- Oksiuta, Z.; Baluc, N. Effect of mechanical alloying atmosphere on the microstructure and Charpy impact properties of an ODS ferritic steel. J. Nucl. Mater. 2009, 386–388, 426–429. [Google Scholar] [CrossRef]
- Alinger, M.J.; Odette, G.R.; Hoelzer, D.T. On the role of alloy composition and processing parameters in nanocluster formation and dispersion strengthening in nanostructured ferritic alloys. Acta Mater. 2009, 57, 392–406. [Google Scholar] [CrossRef]
- Torralba, J.M.; Fuentes-Pacheco, L.; García-Rodríguez, N.; Campos, M. Development of high performance powder metallurgy steels by high-energy milling. Adv. Powder Technol. 2013, 24, 813–817. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III Discussion of Results. Proc. Phys. Soc. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Siska, F.; Stratil, L.; Hadraba, H.; Fintova, S.; Kubena, I.; Zalezak, T.; Bartkova, D. High temperature deformation mechanisms in the 14% Cr ODS alloy. Mater. Sci. Eng. A 2017, 689, 34–39. [Google Scholar] [CrossRef]
- Oñorbe, E.; Hernández-Mayoral, M.; Morrison, A.; Serrano, M. Study of the microstructure and small punch behavior of a 9Cr ODS tube. Nucl. Mater. Energy 2019, 20, 100698. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | Composition | Zr Content |
|---|---|---|
| ODS_NoZr | Fe-14Cr-5Al-3W-0.4Ti-0.25Y2O3 | Null |
| ODS_0.45Zr | Fe-14Cr-5Al-3W-0.4Ti-0.25Y2O3-0.6ZrO2 | 0.45 |
| ODS_0.60Zr | Fe-14Cr-5Al-3W-0.4Ti-0.25Y2O3-0.6Zr | 0.60 |
| Sample ID | d50 (μm) | O (wt.%) | C (wt.%) | Crystallite Size (nm) | Lattice Strain (%) |
|---|---|---|---|---|---|
| Prealloyed 14Cr | 29.8 | 0.030 | 0.012 | 43.1 | 0.217 |
| ODS_NoZr | 49.9 | 0.350 | 0.141 | 13.8 | 0.760 |
| ODS_0.45Zr | 44.8 | 0.188 | 0.048 | 12.4 | 0.836 |
| ODS_0.60Zr | 77.0 | 0.047 | 0.195 | 11.7 | 0.782 |
| Sample ID | Fmax (N) at R.T. | Fmax (N) at 300 °C | Fmax (N) at 500 °C |
|---|---|---|---|
| ODS_14GET | 684 | 393 | 359 |
| ODS_0.60Zr400 | 407 | 388 | 339 |
| ODS_0.60Zr100 | 388 | 384 | 308 |
| ODS_0.45Zr400 | 370 | 405 | 373 |
| ODS_0.45Zr100 | 354 | 357 | 360 |
| ODS_NoZr | 258 | 317 | 251 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
García-Junceda, A.; Macía, E.; Garbiec, D.; Serrano, M.; Torralba, J.M.; Campos, M. Effect of Small Variations in Zr Content on the Microstructure and Properties of Ferritic ODS Steels Consolidated by SPS. Metals 2020, 10, 348. https://doi.org/10.3390/met10030348
García-Junceda A, Macía E, Garbiec D, Serrano M, Torralba JM, Campos M. Effect of Small Variations in Zr Content on the Microstructure and Properties of Ferritic ODS Steels Consolidated by SPS. Metals. 2020; 10(3):348. https://doi.org/10.3390/met10030348
Chicago/Turabian StyleGarcía-Junceda, Andrea, Eric Macía, Dariusz Garbiec, Marta Serrano, José M. Torralba, and Mónica Campos. 2020. "Effect of Small Variations in Zr Content on the Microstructure and Properties of Ferritic ODS Steels Consolidated by SPS" Metals 10, no. 3: 348. https://doi.org/10.3390/met10030348