Mechanical and Microstructural Characterization of TIG Welded Dissimilar Joints between 304L Austenitic Stainless Steel and Incoloy 800HT Nickel Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Experimental
3.1. Research Plan
- Nondestructive testing (NDT):
- Visual testing–VT,
- Penetrant testing–PT,
- Radiographic testing–RT.
- Destructive testing (DT):
- Static tensile tests,
- Bending tests,
- Macro- and microscopic examinations,
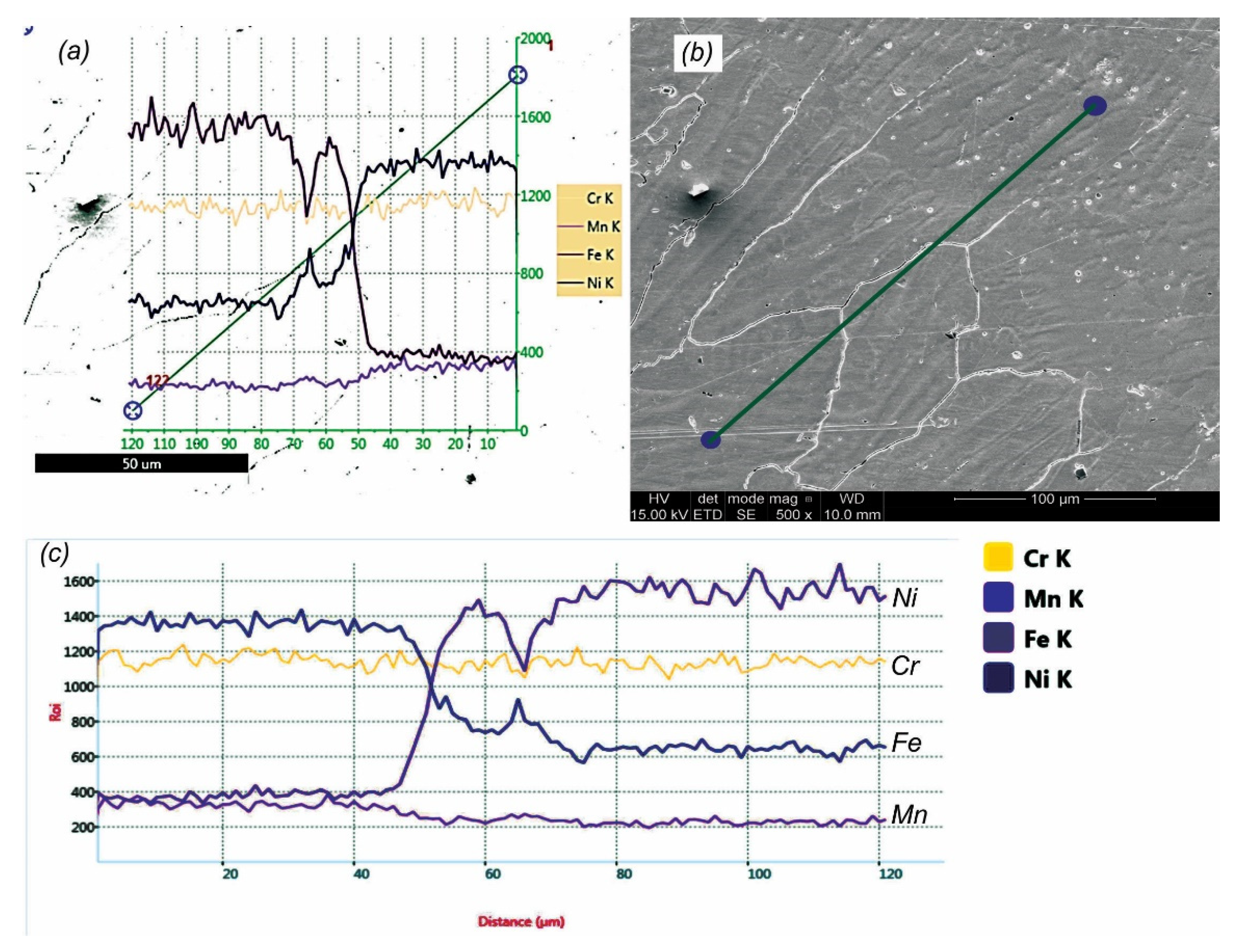
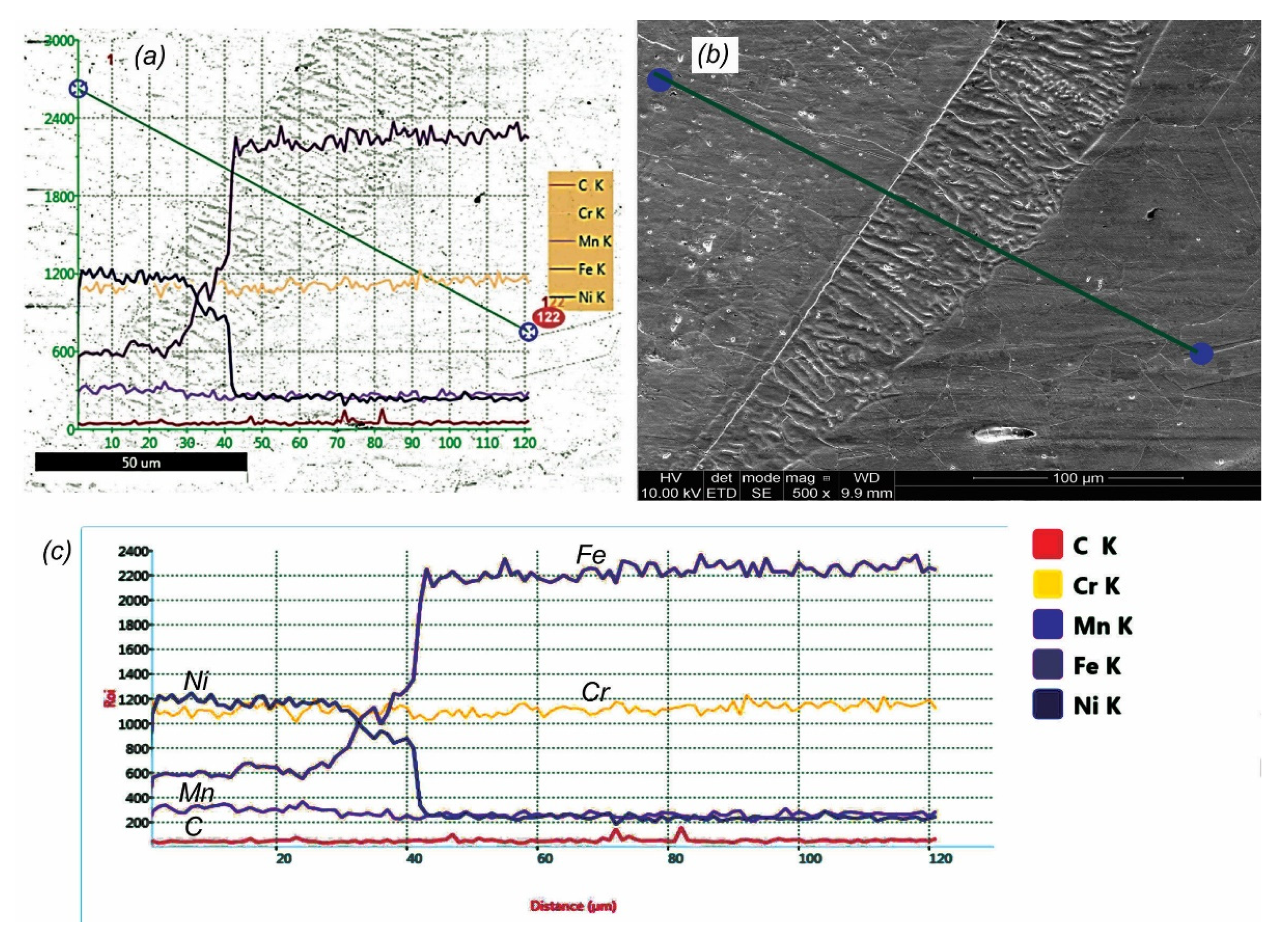
- EDS analysis,
- Confocal microscopy,
- Microhardness measurements.
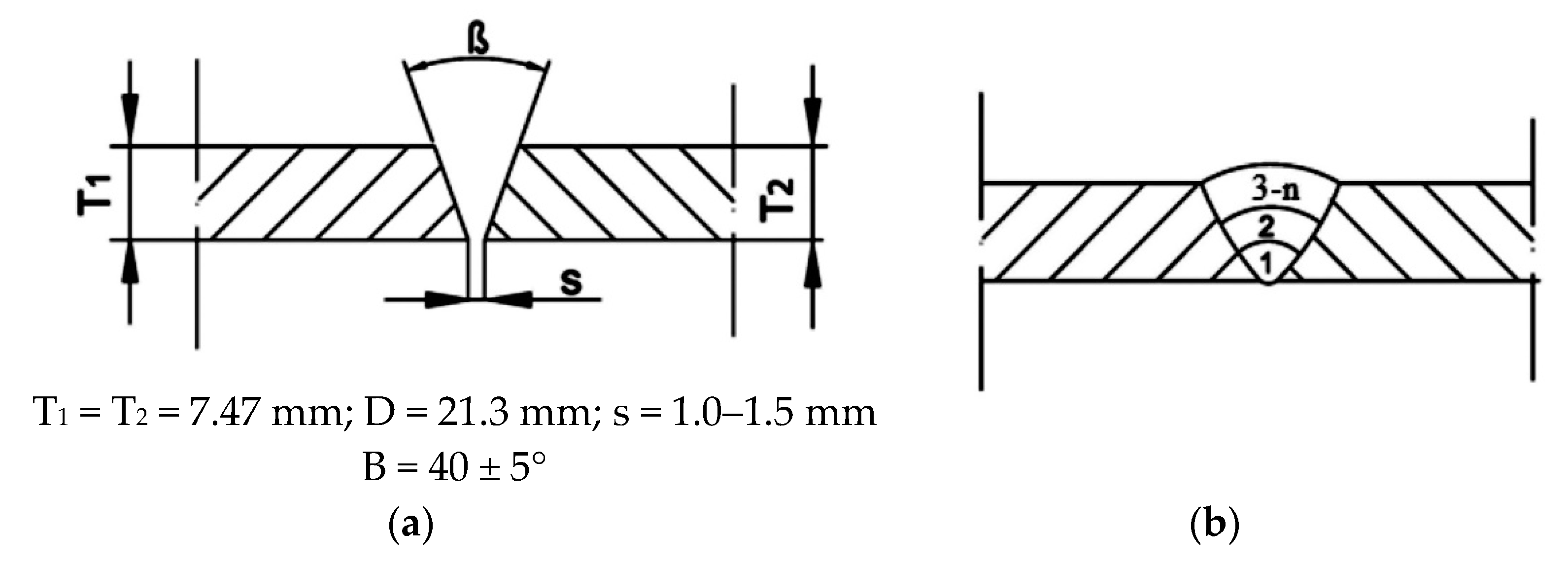
3.2. Welding Technology
4. Results and Discussion
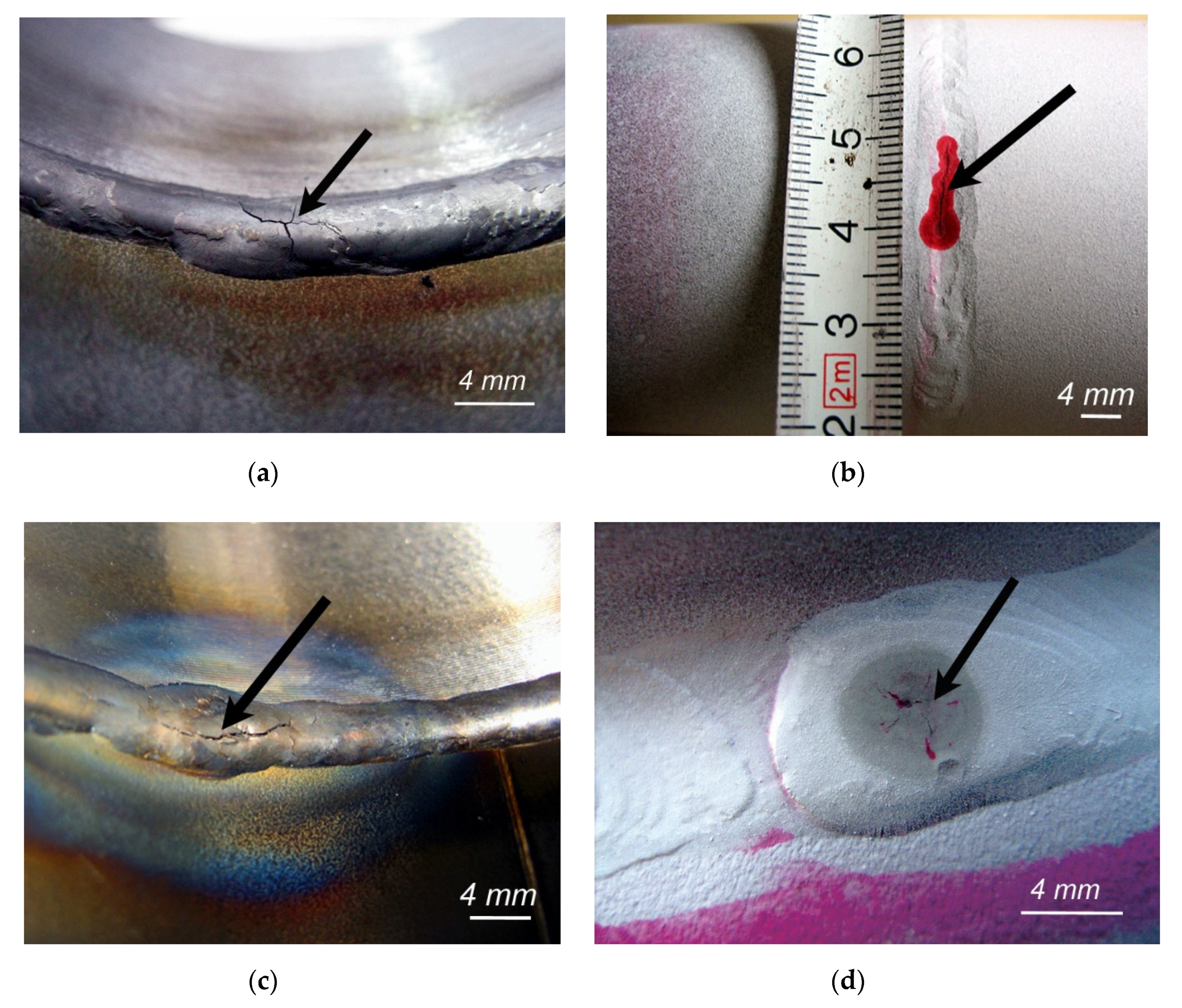
4.1. Nondestructive Testing
4.2. Destructive Testing
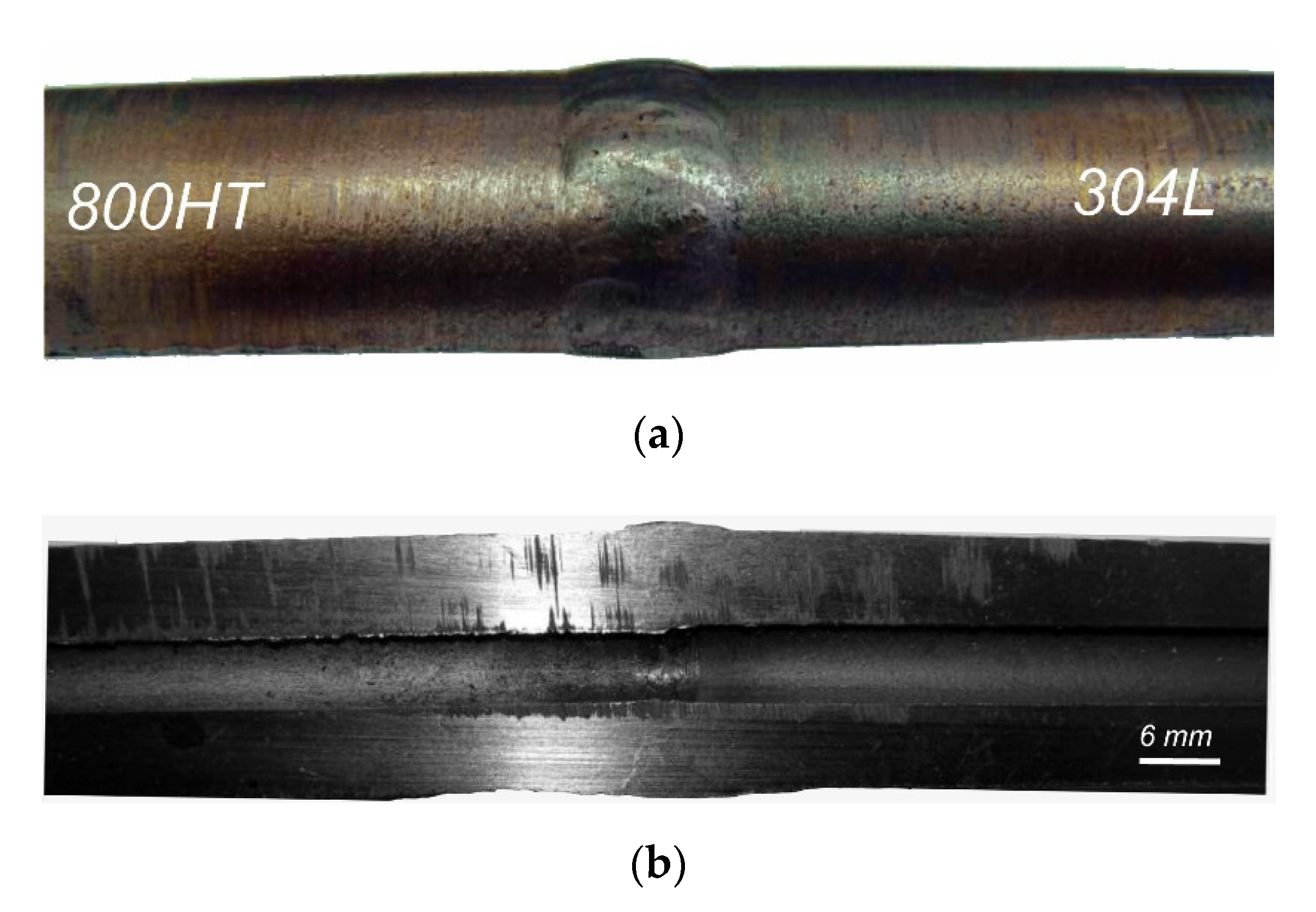
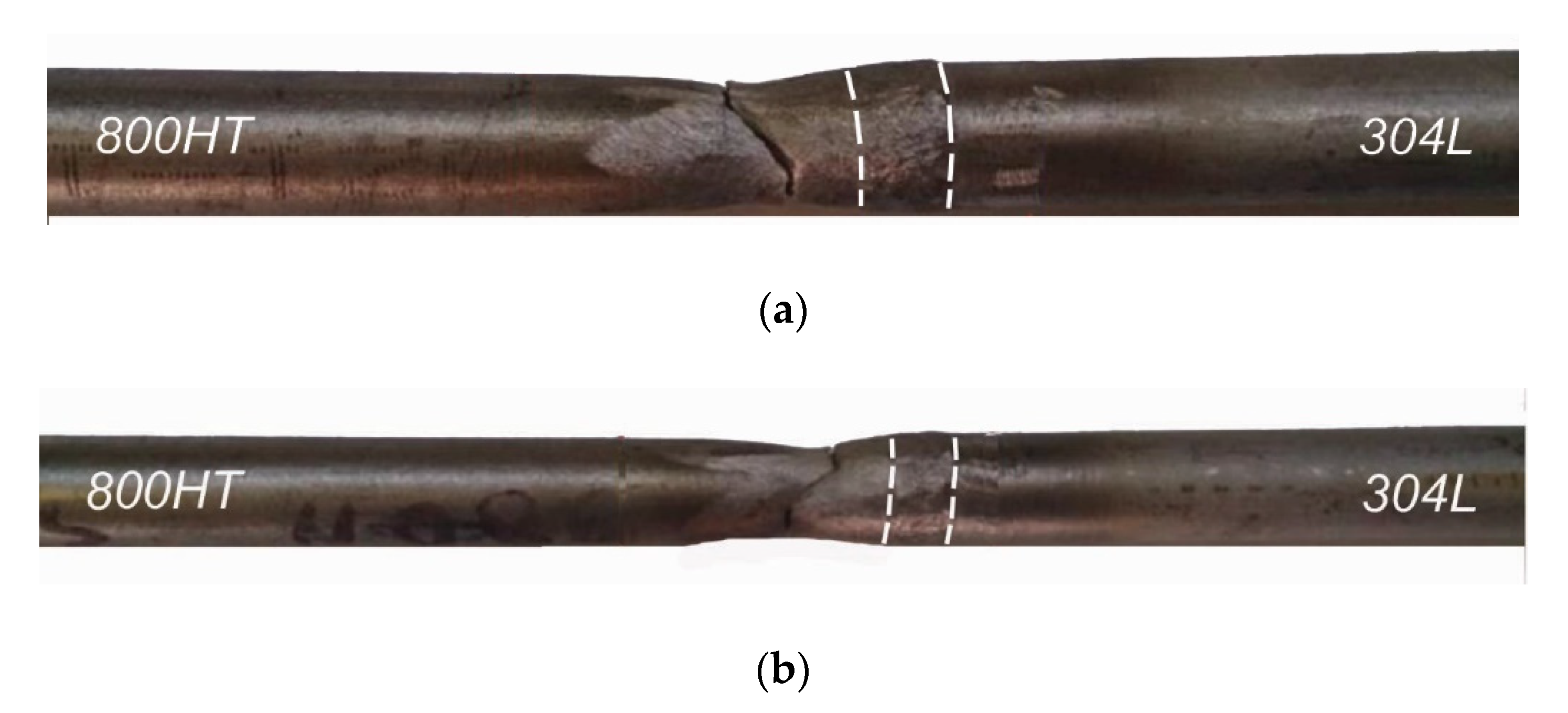
4.2.1. Static Tensile Test
4.2.2. Bending Test
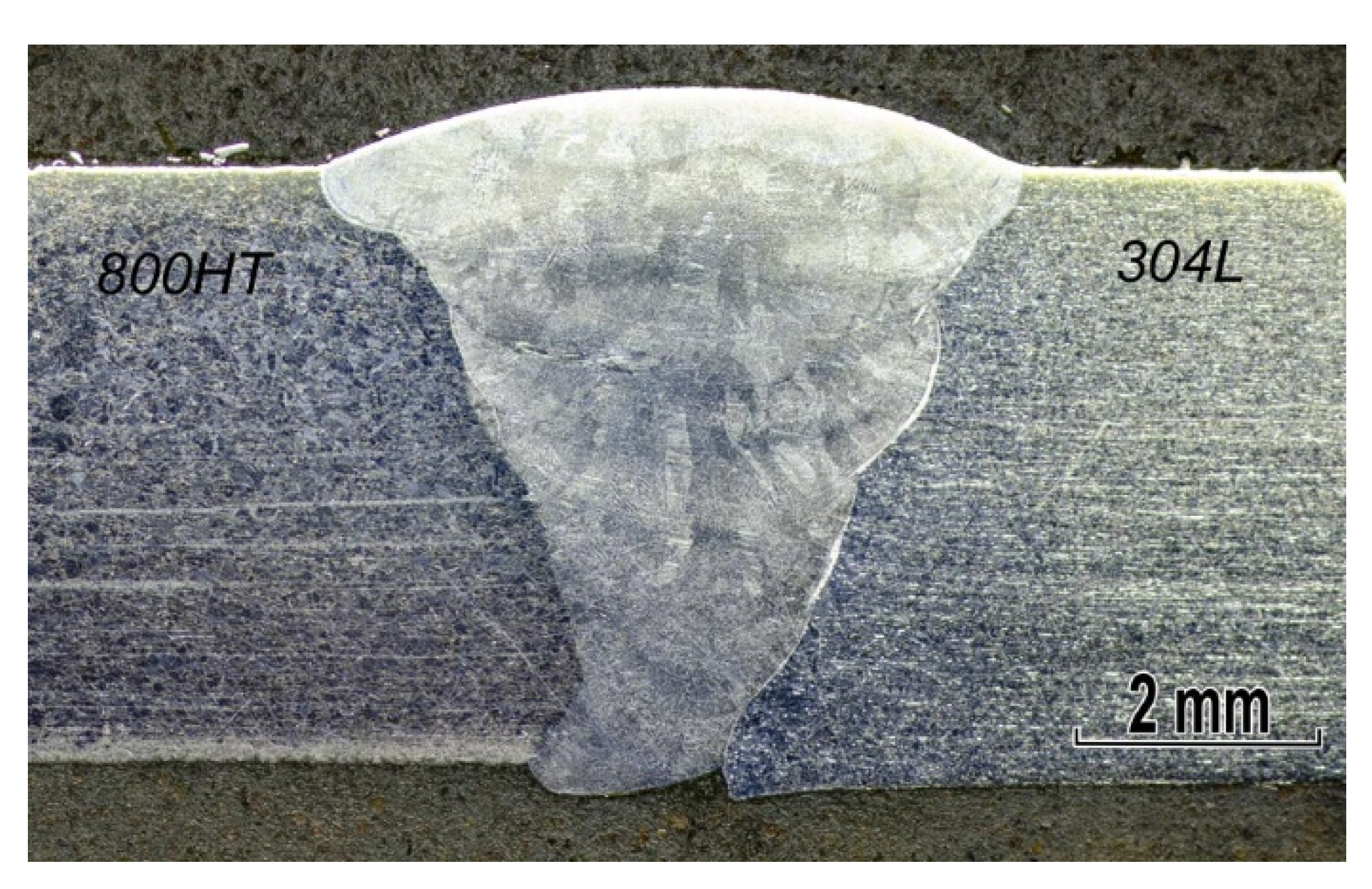
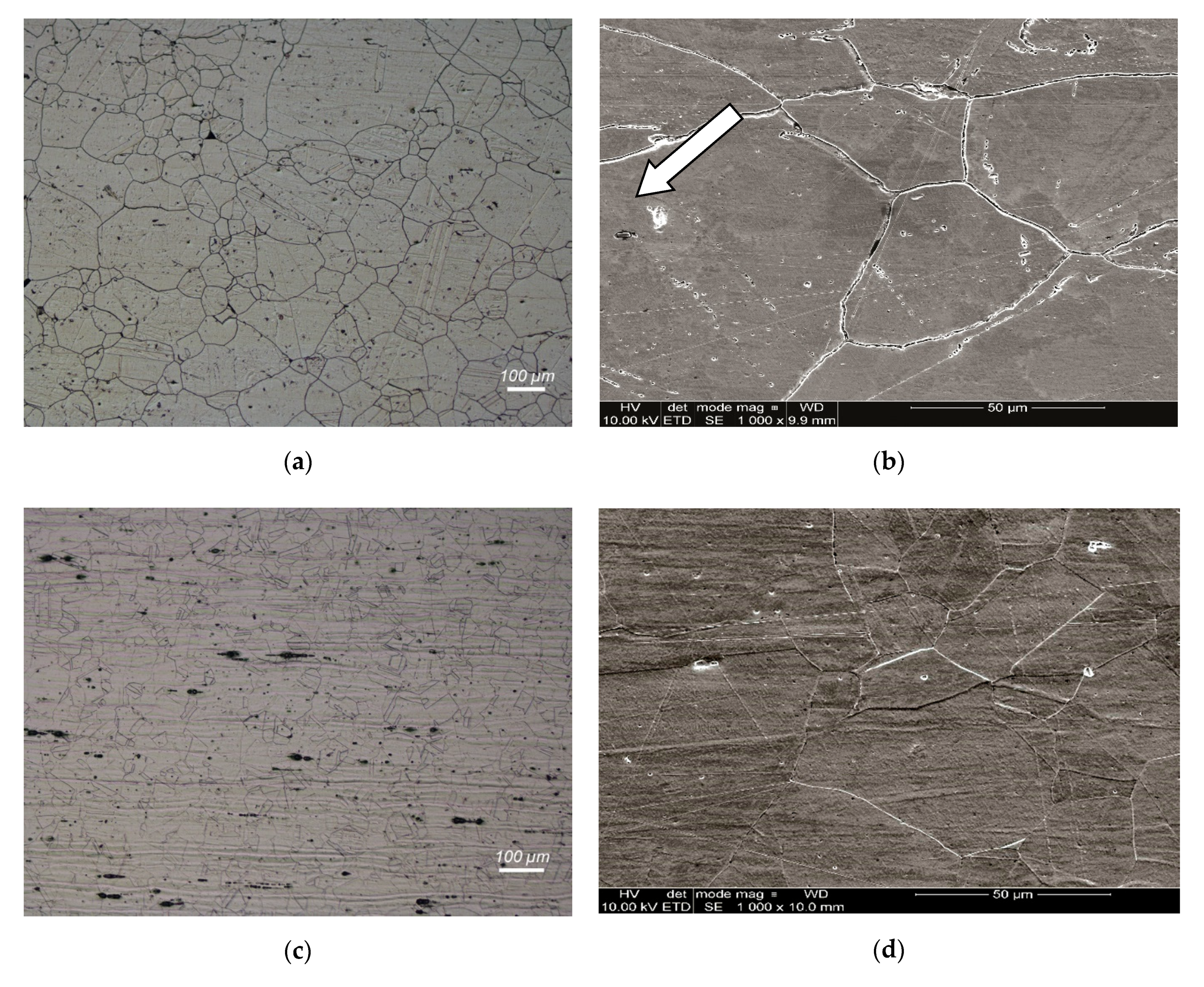
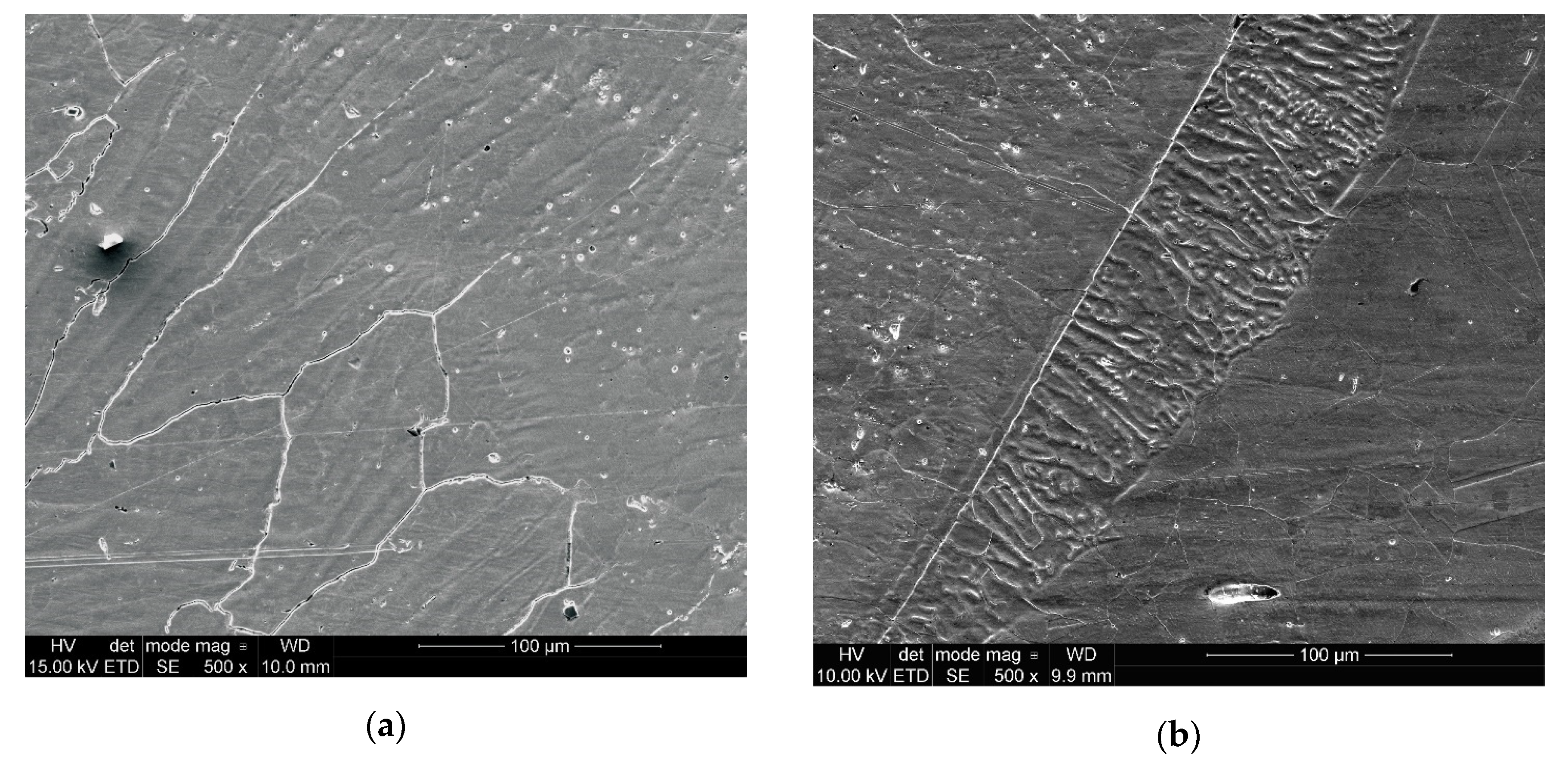
4.2.3. Macro- and Microscopic Examinations
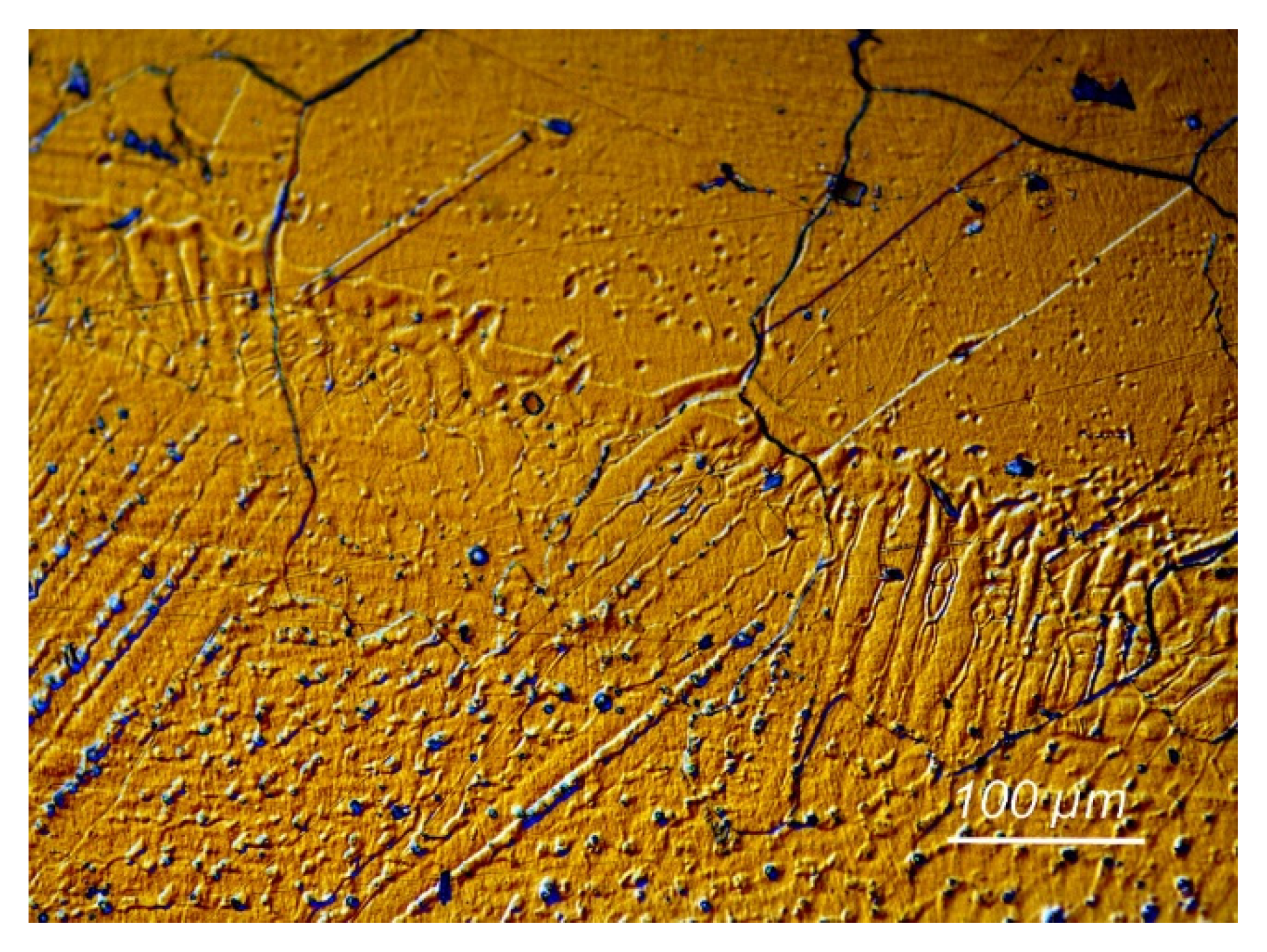
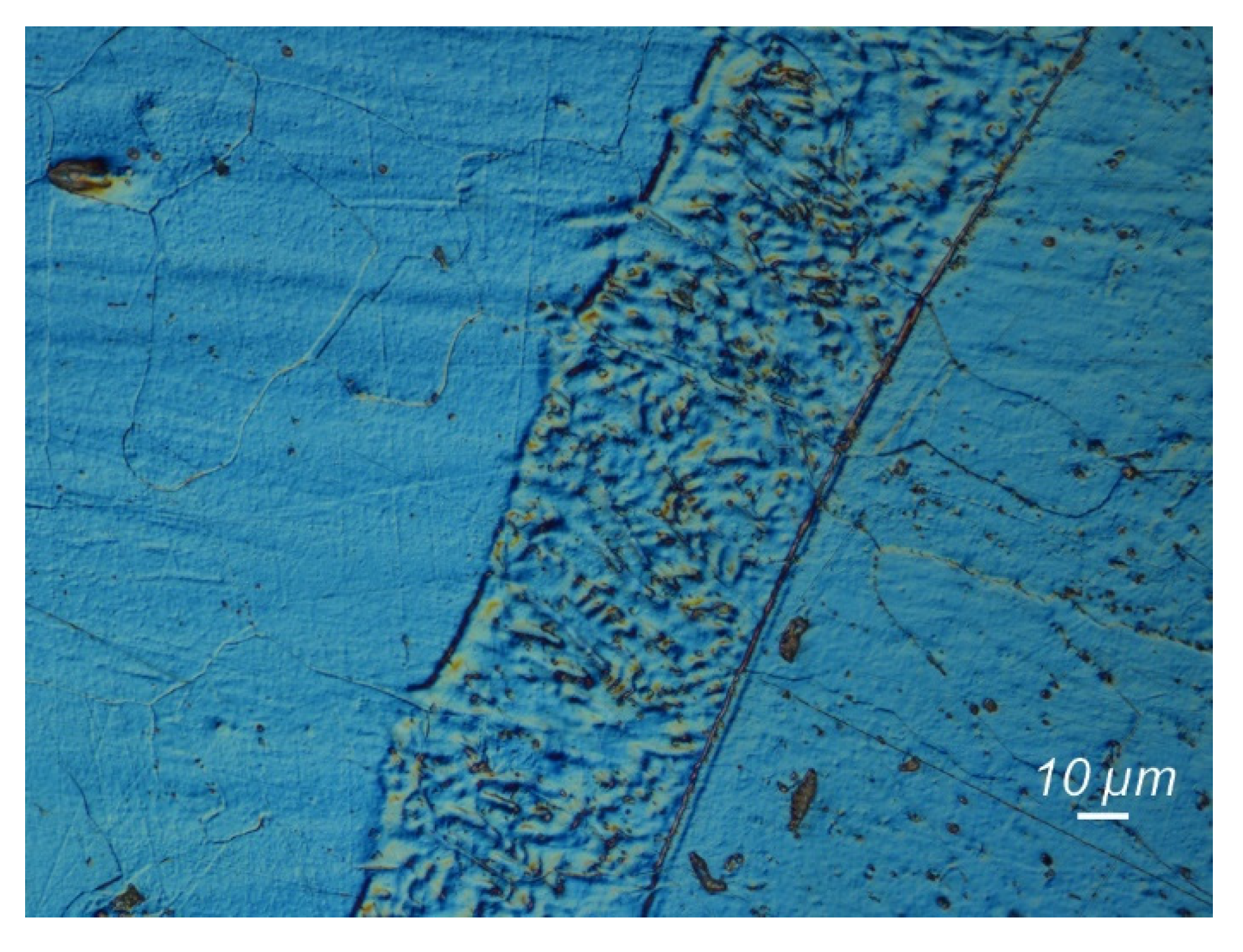
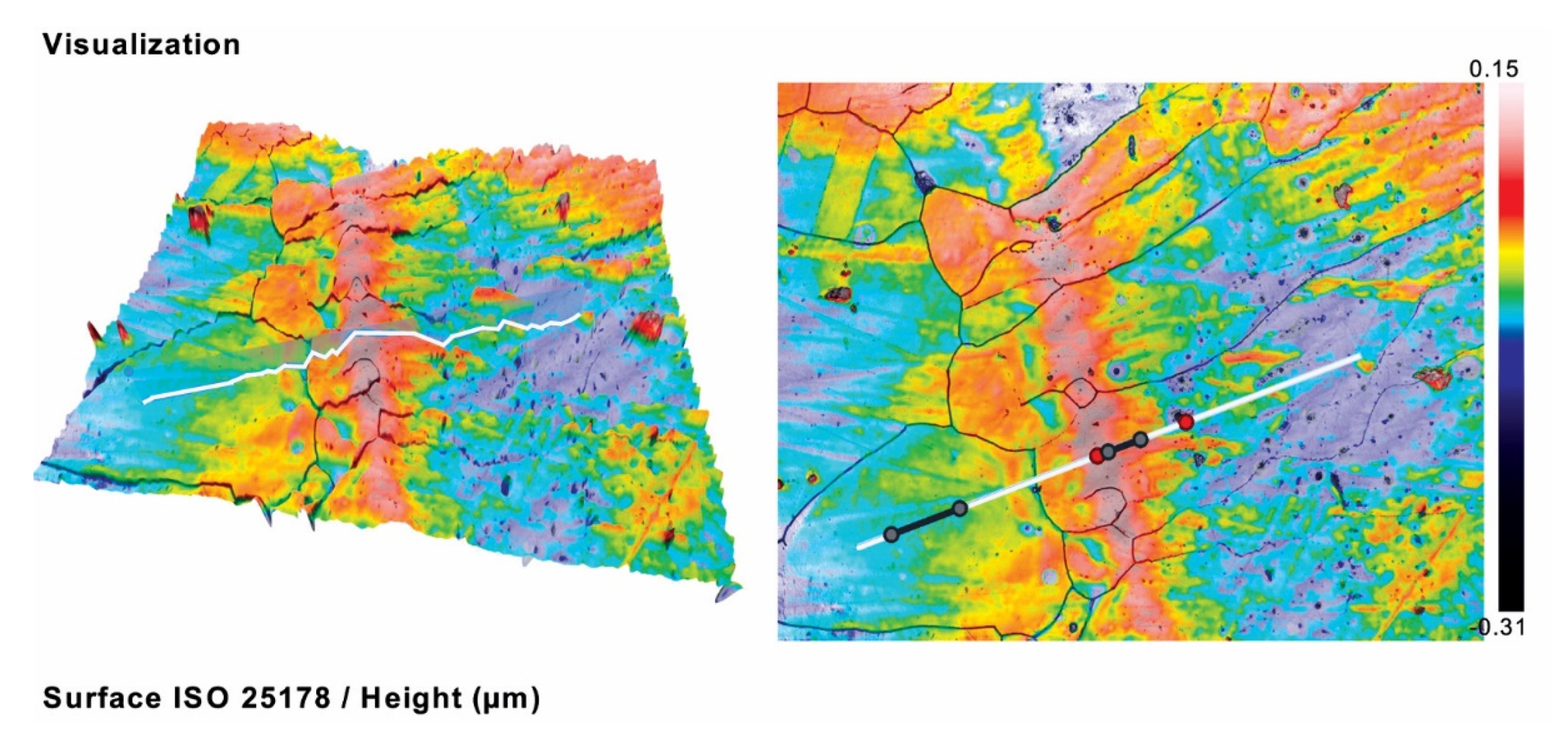
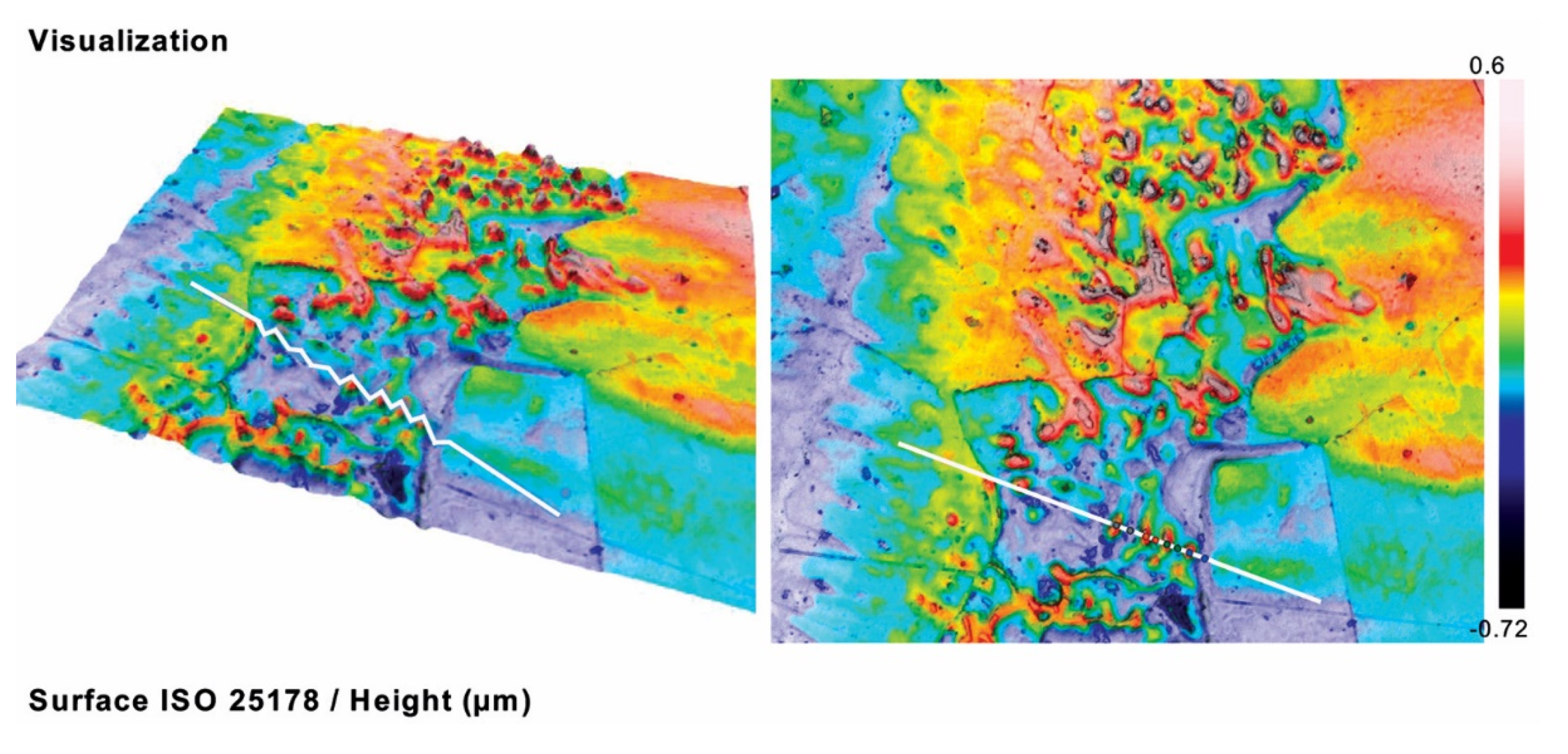
4.2.4. Confocal Microscopy
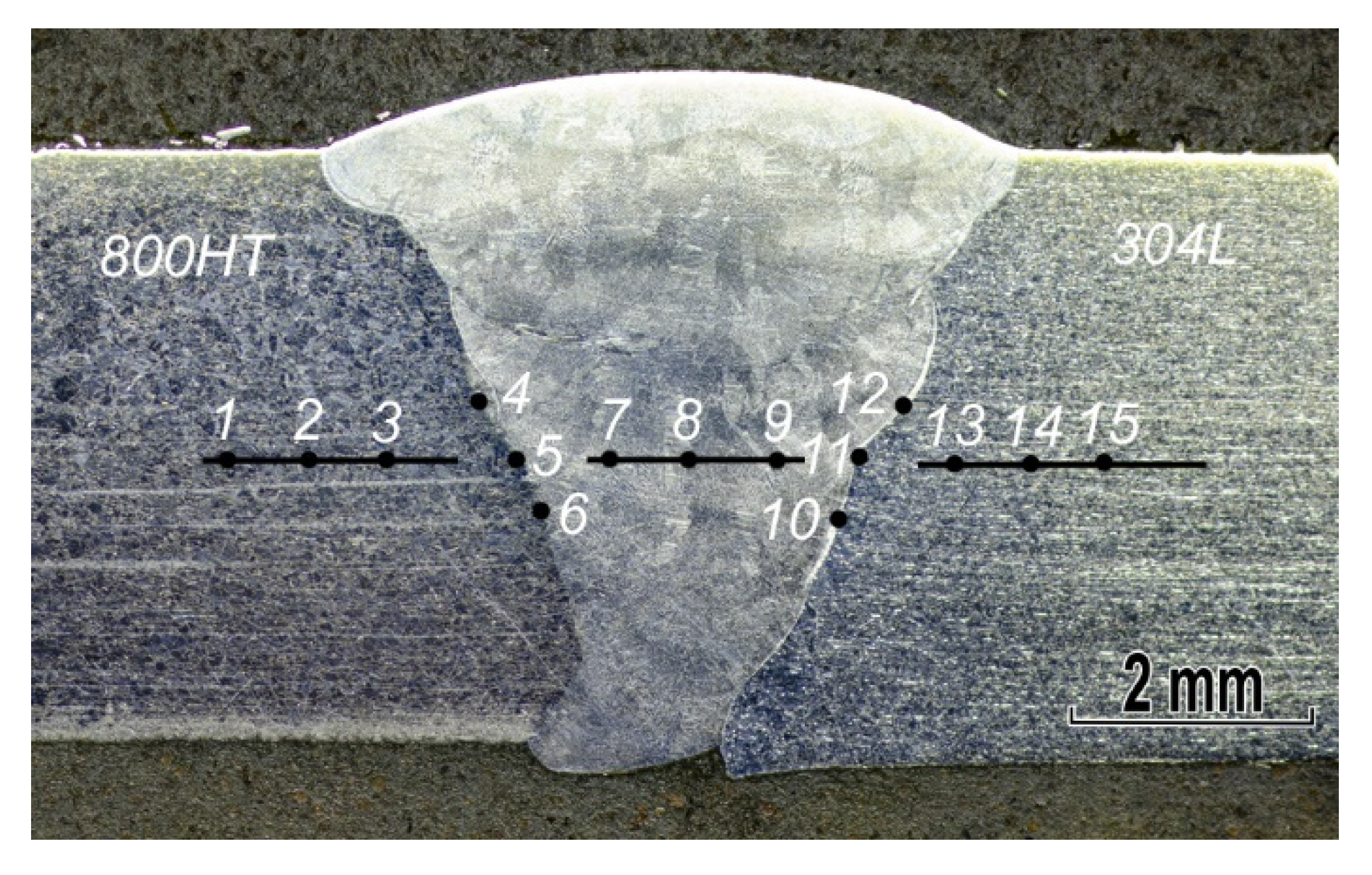
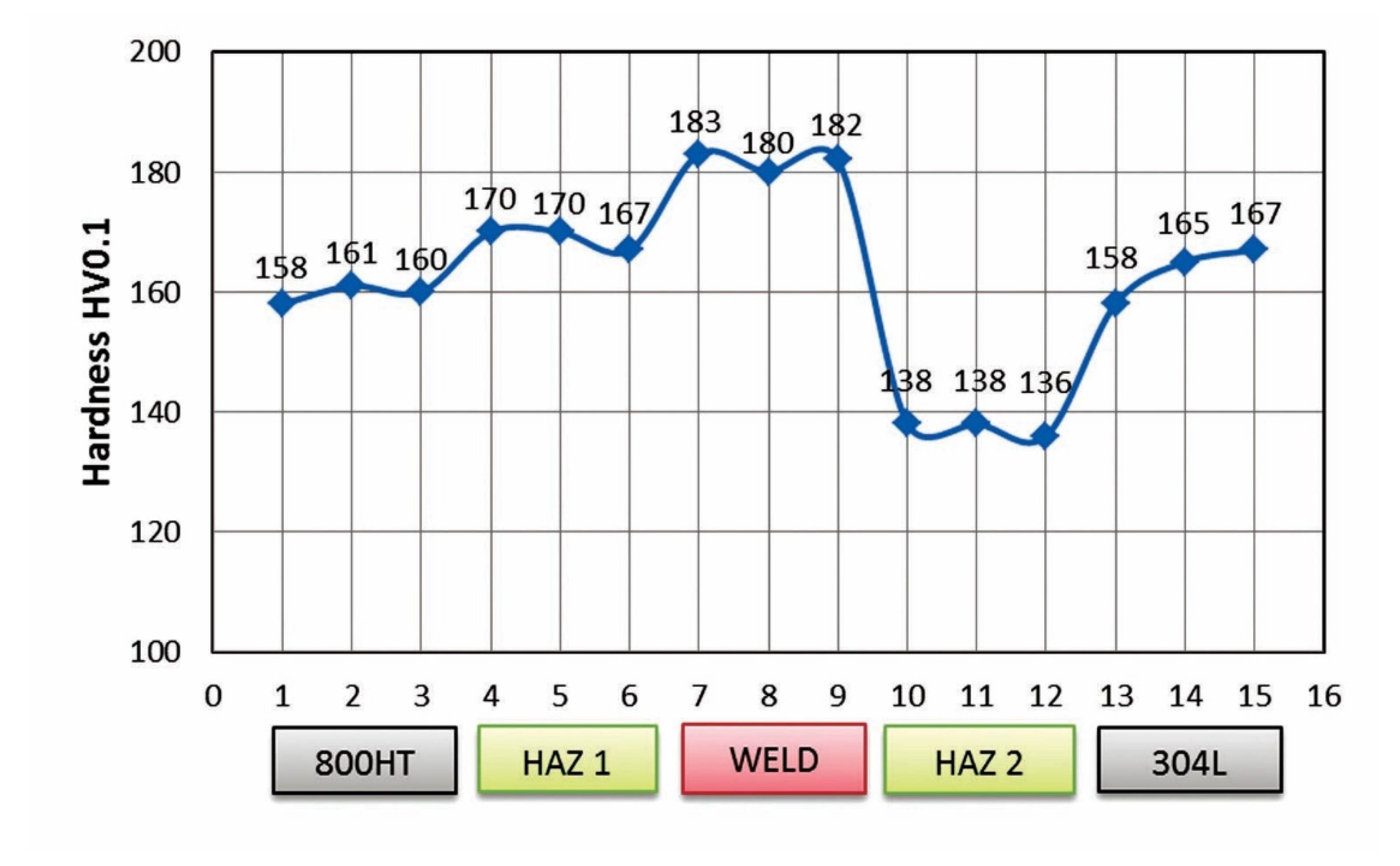
4.2.5. Microhardness Measurements
5. Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mytsyk, B.; Ivanytsky, Y.; Hembara, O.; Kost, Y.; Shtayura, S.; Sakharuk, O. Effects of hydrogen influence on strained steel 1020. Int. J. Hydrog. Energy 2020, 45, 10199–10208. [Google Scholar] [CrossRef]
- Świerczyńska, A.; Fydrych, D.; Landowski, M.; Rogalski, G.; Łabanowski, J. Hydrogen embrittlement of X2CRNiMoCuN25-6-2- super duplex stainless steel welded joints under cathodic protection. Constr. Build. Mater. 2020, 238, 117697. [Google Scholar] [CrossRef]
- Wasim, M.; Djukic, M.B. Hydrogen embrittlement of low carbon structural steel at macro-, micro-and nano-levels. Int. J. Hydrog. Energy 2020, 45, 2145–2156. [Google Scholar] [CrossRef]
- Slobodyan, M.S.; Pavlov, S.K.; Remnev, G.E. Corrosion and high-temperature steam oxidation of E110 alloy and its laser welds after ion irradiation. Corros. Sci. 2019, 152, 60–74. [Google Scholar] [CrossRef]
- Chmielewski, T.; Hudycz, M.; Krajewski, A.; Sałaciński, T.; Skowrońska, B.; Świercz, R. Structure investigation of titanium metallization coating deposited onto AlN ceramics substrate by means of friction surfacing process. Coatings 2019, 9, 845. [Google Scholar] [CrossRef] [Green Version]
- Lisiecki, A.; Ślizak, D. Hybrid laser deposition of Fe-based metallic powder under cryogenic conditions. Metals 2020, 10, 190. [Google Scholar] [CrossRef] [Green Version]
- Kik, T.; Moravec, J.; Nováková, I. Numerical simulations of X22CrMoV12-1 steel multilayer welding. Arch. Metall. Mater. 2019, 64, 1441–1448. [Google Scholar] [CrossRef]
- Tomków, J.; Czupryński, A.; Fydrych, D. The abrasive wear resistance of coatings manufactured on high-strength low-alloy (HSLA) offshore steel in wet welding conditions. Coatings 2020, 10, 219. [Google Scholar] [CrossRef] [Green Version]
- Ali, M.; Ul-Hamid, A.; Alhems, L.M.; Saeed, A. Review of common failures in heat exchangers-Part I: Mechanical and elevated temperature failures. Eng. Fail. Anal. 2020, 109, 104396. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Mithilesh, P.; Varun, D.; Reddy, A.R.G.; Arivazhagan, N.; Narayanan, S.; Kumar, K.G. Characterization of microstructure and mechanical properties of Inconel 625 and AISI 304 dissimilar weldments. ISIJ Int. 2020, 54, 900–908. [Google Scholar] [CrossRef] [Green Version]
- Mani, C.; Karthikeyan, R.; Kannan, S. Electrochemical impedance analysis on cryogenically treated dissimilar metal welding of 316L stainless steel and monel 400 alloy using GTAW. Metals 2019, 9, 1088. [Google Scholar] [CrossRef] [Green Version]
- Golański, G.; Zieliński, A.; Sroka, M.; Słania, J. The effect of service on microstructure and mechanical properties of HR3C heat-resistant austenitic stainless steel. Materials 2020, 13, 1297. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Adamiec, J.; Konieczna, N. The welded joints structure of the Inconel 617 alloy designed for high temperature operation in supercritical parameters boilers. Arch. Metall. Mater. 2020, 65, 243–255. [Google Scholar] [CrossRef]
- Wang, J.F.; Sun, Q.J.; Wang, H.; Liu, J.P.; Feng, J.C. Effect of location on microstructure and mechanical properties of additive layer manufactured Inconel 625 using gas tungsten arc welding. Mater. Sci. Eng. A 2016, 676, 395–405. [Google Scholar] [CrossRef]
- Grudzień, M.; Tuz, L.; Pańcikiewicz, K.; Zielińska-Lipiec, A. Microstructure and properties of a repair weld in a nickel based superalloy gas turbine component. Adv. Mater. Sci. 2017, 17, 55–63. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Huang, J.; Wu, Y. An investigation on microstructure and properties of dissimilar welded Inconel 625 and SUS 304 using high-power CO2 laser. Int. J. Adv. Manuf. Technol. 2015, 76, 1203–1214. [Google Scholar] [CrossRef]
- Ming, H.; Wang, J.; Han, E.H. Comparative study of microstructure and properties of low-alloy-steel/nickel-based-alloy interfaces in dissimilar metal weld joints prepared by different GTAW methods. Mater. Charact. 2018, 139, 186–196. [Google Scholar] [CrossRef]
- Tumer, M.; Karahan, T.; Mert, T. Evaluation of microstructural and mechanical properties of dissimilar Inconel 625 nickel alloy–UNS S32205 duplex stainless steel weldment using MIG welding. Weld. World 2020, 64, 21–35. [Google Scholar] [CrossRef]
- Payão Filho, J.D.C.; Passos, E.K.D.; Gonzaga, R.S.; Ferreira, R.F.; Santos, D.D.; Juliano, D.R. Ultrasonic inspection of a 9% Ni steel joint welded with Ni-based superalloy 625: Simulation and experimentation. Metals 2018, 8, 787. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Shao, C.; Cui, H.; Fan, M.; Ma, N.; Lu, F. Failure competition behavior of 9Cr/617 dissimilar welded joint during LCF test at elevated temperature. Mater. Sci. Eng. A 2020, 773, 138810. [Google Scholar] [CrossRef]
- Ahmad, H.W.; Chaudry, U.M.; Tariq, M.R.; Bae, D.H. Assessment of fatigue and electrochemical corrosion characteristics of dissimilar materials weld between alloy 617 and 12 Cr steel. J. Manuf. Process. 2020, 53, 275–282. [Google Scholar] [CrossRef]
- Hejripour, F.; Aidun, D.K. Consumable selection for arc welding between stainless steel 410 and Inconel 718. J. Mater. Proc. Technol. 2017, 245, 287–299. [Google Scholar] [CrossRef]
- Dong, L.; Zhang, X.; Han, Y.; Peng, Q.; Deng, P.; Wang, S. Effect of surface treatments on microstructure and stress corrosion cracking behavior of 308L weld metal in a primary pressurized water reactor environment. Corros. Sci. 2020, 166, 108465. [Google Scholar] [CrossRef]
- DuPont, J.N.; Lippold, J.C.; Kiser, S.D. Welding Metallurgy and Weldability of Nickel Base Alloys; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009. [Google Scholar]
- Kumar, S.A.; Sathiya, P. Effects of heat input on the mechanical and metallurgical characteristics of TIG welded Incoloy 800HT joints. Arch. Metall. Mater. 2017, 62, 1673–1679. [Google Scholar] [CrossRef] [Green Version]
- Sreevidya, N.; Abhijith, S.; Albert, S.K.; Vinod, V.; Banerjee, I. Failure analysis of service exposed austenitic stainless steel pipelines. Eng. Fail. Anal. 2020, 108, 104337. [Google Scholar] [CrossRef]
- Mortezaie, A.; Shamanian, M. An assessment of microstructure, mechanical properties and corrosion resistance of dissimilar welds between Inconel 718 and 310S austenitic stainless steel. Int. J. Pres. Ves. Pip. 2014, 116, 37–46. [Google Scholar] [CrossRef]
- Dokme, F.; Kulekci, M.K.; Esme, U. Microstructural and mechanical characterization of dissimilar metal welding of Inconel 625 and AISI 316L. Metals 2018, 8, 797. [Google Scholar] [CrossRef] [Green Version]
- Shakil, M.; Ahmad, M.; Tariq, N.H.; Hasan, B.A.; Akhter, J.I.; Ahmed, E.; Mehmood, M.A.; Choudhry, M.A.; Iqbal, M. Microstructure and hardness studies of electron beam welded Inconel 625 and stainless steel 304L. Vacuum 2014, 110, 121–126. [Google Scholar] [CrossRef]
- Silva, G.M.D.; Ferreira, E.A.; Castro, J.A.D. Resistência à corrosão de juntas dissimilares dos aços AISI 316L e da liga Inconel 718. Soldagem Insp. 2019, 24, 1–11. [Google Scholar] [CrossRef]
- Demarque, R.; Silva, R.D.S.; Santos, E.P.D.; Castro, J.A.D. Avaliação de parâmetros de soldagem nas características de juntas dissimilares Inconel 718-Inox 316L soldadas pelo processo TIG autógeno. Soldagem Insp. 2018, 23, 380–392. [Google Scholar] [CrossRef] [Green Version]
- Kosturek, R.; Wachowski, M.; Śnieżek, L.; Gloc, M. The influence of the post-weld heat treatment on the microstructure of Inconel 625/carbon steel bimetal joint obtained by explosive welding. Metals 2019, 9, 246. [Google Scholar] [CrossRef] [Green Version]
- Fang, Y.J.; Jiang, X.S.; Mo, D.F.; Song, T.F.; Luo, Z.P. Microstructure and mechanical properties of the vacuum diffusion bonding joints of 4J29 Kovar alloy and 316L stainless steel using pure cobalt interlayer. Vacuum 2019, 168, 108847. [Google Scholar] [CrossRef]
- Mitelea, I.; Utu, I.D.; Urlan, S.D.; Crăciunescu, C.M. The effect of the solution treatment onto the microstructure and mechanical properties of MAG pulsed welded joints from X2CrNiMoN22-5-3 duplex stainless steels. Materialwiss. Werkstoff. 2017, 48, 1040–1048. [Google Scholar] [CrossRef]
- Rogalski, G.; Świerczyńska, A.; Fydrych, D.; Landowski, M. The influence of solution annealing temperature on the properties of Lean Duplex 2101 welded joints in tubes. Weld. Technol. Rev. 2019, 91, 49–59. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Patel, S.D.; Praveen, S.S.; Choudhury, D.J.; Prabaharan, P.; Arivazhagan, N.; Xavior, M.A. Influence of filler metals and welding techniques on the structure–property relationships of Inconel 718 and AISI 316L dissimilar weldments. Mater. Des. 2014, 62, 175–188. [Google Scholar] [CrossRef]
- Wang, W.; Lu, Y.; Ding, X.; Shoji, T. Microstructures and microhardness at fusion boundary of 316 stainless steel/Inconel 182 dissimilar welding. Mater. Charact. 2015, 107, 255–261. [Google Scholar] [CrossRef]
- Wang, W.; Han, Y.; Liu, T.; Lu, Y.; Shoji, T. Effect of surface potential on corrosion behavior of the fusion boundary in the dissimilar welds between 316L stainless steels and Inconel 182 alloy. J. Mater. Sci. 2020, 55, 774–785. [Google Scholar] [CrossRef]
- Ramkumar, T.; Selvakumar, M.; Narayanasamy, P.; Begam, A.A.; Mathavan, P.; Raj, A.A. Studies on the structural property, mechanical relationships and corrosion behaviour of Inconel 718 and SS 316L dissimilar joints by TIG welding without using activated flux. J. Manuf. Process. 2017, 30, 290–298. [Google Scholar] [CrossRef]
- Kumar, K.G.; Ramkumar, K.D.; Arivazhagan, N. Characterization of metallurgical and mechanical properties on the multi-pass welding of Inconel 625 and AISI 316L. J. Mech. Sci. Techol. 2015, 29, 1039–1047. [Google Scholar] [CrossRef]
- Sayiram, G.; Arivazhagan, N. Microstructural characterization of dissimilar welds between Incoloy 800H and 321 austenitic stainless steel. Mater. Charact. 2015, 102, 180–188. [Google Scholar] [CrossRef]
- Zhou, S.; Chai, D.; Yu, J.; Ma, G.; Wu, D. Microstructure characteristic and mechanical property of pulsed laser lap-welded nickel-based superalloy and stainless steel. J. Manuf. Process. 2017, 25, 220–226. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Prabu, S.S.; Arivazhagan, N. Investigation on the fusion zone microstructures and mechanical integrity of AISI 904L and Inconel 625 weld joints. Mater. Res. Express 2015, 6, 086540. [Google Scholar] [CrossRef]
- Hosseini, H.S.; Shamanian, M.; Kermanpur, A. Microstructural and weldability analysis of Inconel617/AISI 310 stainless steel dissimilar welds. Int. J. Pres. Ves. Pip. 2016, 144, 18–24. [Google Scholar] [CrossRef]
- Kourdani, A.; Derakhshandeh-Haghighi, R. Evaluating the properties of dissimilar metal welding between Inconel 625 and 316L stainless steel by applying different welding methods and consumables. Metal. Mater. Trans. 2018, 49, 1231–1243. [Google Scholar] [CrossRef]
- Safari, M.; Mostaan, H.; Derakhshan, E. Microstructual and mechanical studies of the dissimilar tabular joints of Incoloy alloy 825 and AISI 316 stainless steel. J. Mar. Eng. Technol. 2018, 18, 1–10. [Google Scholar] [CrossRef]
- Górka, J.; Przybyła, M.; Szmul, M.; Chudzio, A.; Ładak, D. Orbital TIG welding of titanium tubes with perforated bottom made of titanium-clad steel. Adv. Mater. Sci. 2019, 19, 55–64. [Google Scholar] [CrossRef] [Green Version]
- Bouzid, A.H.; Pourreza, M. Analysis of residual stresses in the transition zone of tube-to-tubesheet joints. J. Pressure Vessel Technol. 2019, 141. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition [wt. %] | |||||||
| C | Si | Mn | P | S | Cr | Ni | N |
| 0.014 | 0.41 | 1.56 | 0.021 | 0.008 | 18.18 | 10.24 | 0.070 |
| Mechanical Properties | |||||||
| Rp0.2 [MPa] | Rp1.0 [MPa] | Rm [MPa] | A50 [%] | ||||
| 312 | 362 | 599 | 64 | ||||
| Chemical Composition [wt. %] | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Ti | Al | Fe |
| 0.072 | 0.48 | 0.79 | 0.018 | 0.001 | 19.25 | 30.20 | 0.18 | 0.54 | 0.43 | 47.6 |
| Mechanical Properties | ||||||||||
| Rp0.2 [MPa] | Rm [MPa] | A50 [%] | Grain Size ASTM E112 | |||||||
| 202 | 582 | 57 | Nr. 6 | |||||||
| Chemical Composition [wt. %] | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Cu | Ti | Nb | Fe |
| <0.01 | <0.1 | 3.1 | 0.001 | 0.001 | 20.5 | 73.0 | <0.1 | 0.4 | 2.5 | 0.2 |
| Mechanical Properties | ||||||||||
| Rp0.2 [MPa] | Rm [MPa] | A (L0 = 5d) [%] | KV [J] | |||||||
| ≥400 | ≥620 | ≥35 | ≥150 | |||||||
| Run * | Welding Process | Size of Filler Metal [mm] | Welding Current [A] | Arc Voltage [V] | Type of Current/ Polarity | Travel Speed [mm/s] | Heat ** Input [kJ/mm] |
|---|---|---|---|---|---|---|---|
| 1 | 141 (TIG) | 2.0 | 60–110 | 10.5–11.0 | DC- | 1.2–2.5 | 0.2–0.6 |
| 2-n | 141 (TIG) | 2.0 | 80–110 | 9.0–10.0 | DC- | 1.2–2.5 | 0.2–0.6 |
| No Specimens | Calculation Cross-Section, So [mm2] | Total Loading Force, Ib [kN] | Tensile Strength, Rm [MPa] | Place of Fracture |
|---|---|---|---|---|
| 1 | 321.5 | 188 | 584 | Base material Incoloy 800HT |
| 2 | 312.5 | 184 | 589 | Base material Incoloy 800HT |
| Zone | Sa [µm] | Sq [µm] | Sp [µm] | Sv [µm] | Sz [µm] | Sku [µm] | Ssk [µm] |
|---|---|---|---|---|---|---|---|
| Weld–HAZ–800HT nickel alloy | 0.04 | 0.06 | 0.17 | 0.28 | 0.46 | 4.19 | −0.36 |
| Weld–HAZ–304L stainless steel | 0.16 | 0.20 | 0.65 | 0.66 | 1.32 | 2.83 | −0.18 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rogalski, G.; Świerczyńska, A.; Landowski, M.; Fydrych, D. Mechanical and Microstructural Characterization of TIG Welded Dissimilar Joints between 304L Austenitic Stainless Steel and Incoloy 800HT Nickel Alloy. Metals 2020, 10, 559. https://doi.org/10.3390/met10050559
Rogalski G, Świerczyńska A, Landowski M, Fydrych D. Mechanical and Microstructural Characterization of TIG Welded Dissimilar Joints between 304L Austenitic Stainless Steel and Incoloy 800HT Nickel Alloy. Metals. 2020; 10(5):559. https://doi.org/10.3390/met10050559
Chicago/Turabian StyleRogalski, Grzegorz, Aleksandra Świerczyńska, Michał Landowski, and Dariusz Fydrych. 2020. "Mechanical and Microstructural Characterization of TIG Welded Dissimilar Joints between 304L Austenitic Stainless Steel and Incoloy 800HT Nickel Alloy" Metals 10, no. 5: 559. https://doi.org/10.3390/met10050559