1. Introduction
Ball burnishing is a method applied to providing residual stress at the surface layers of engineering materials, as well as reducing the scale of the roughness of machined surfaces. It has a special role in the industry as a means of enhancing surface quality and fatigue resistance [
1]. In ball burnishing, a force whose direction is normal to the machined surface is applied by a ball embedded in the tool in order to generate high local stresses. The result is based on inducing enough amount of plastic deformation to succeed in deforming the surface irregularities [
2]. This technique is known for providing minimum relaxation and cold work in comparison to other methods for surface improvement [
3]. Furthermore, it is an easily automatable process, because it can be executed through the same machine where the previous machining process has been performed [
4]. The process also has some drawbacks, like the fact that a bad planification of the process can lead to unburnished parts of the material [
5]. Using a ball as indenter can also be a focus of rise in improductivity time, as it allows the user to apply more pressure, but it also experiences higher wear after several cycles, and a change of radius of rounding shall be observed, which demands the substitution of the ball [
6].
The transverse pitch of the classical burnishing paths (zig-zag or spiral), which is the space between a pair of guide lines of the path, causes places without burnishing in addition to marks due to the transverse movement of the ball. In other words, in the case of classical path, the transverse movement of the ball acts as transverse roughness, which can be considered as the main disadvantage of these paths. To overcome this disadvantage, a new trajectory of burnishing tool is created to achieve a widespread multidirectional burnishing process of the surface.
The advances on the ball burnishing technology are extensively based on experimental testing, focusing on process parameter optimization or result evaluation [
7,
8,
9]. Many empirical works have been developed to determine the effects of different process parameters (burnishing force, number of passes, feed or ball diameter) to obtain the best results, in terms of roughness [
10], hardness [
11], residual stress [
12] or fatigue lifespan. However, theoretical and numerical models dealing with the process are scarce in the bibliography. Furthermore, these models have been developed by assuming numerous hypothesis to simplify its implementation, including friction, which is one of the main drivers of plastic deformation [
13]. Therefore they cannot fully account for the actual process dynamics and kinematics. For instance, Yen et al. (2005) [
14] proposed a 2D model based on plane strain for the prediction of residual stress on a cylindrical material, neglecting both the friction phenomena and the original residual stress due to the previous machining process. The control of the burnishing force was mastered by controlling the depth of penetration of the ball inside the workpiece. Sartkulvanich et al. (2007) [
15] proposed a finite element model to study the burnishing process which also neglected friction. Mohammadi et al. (2014) [
16] developed a finite element model based on the Johnson-Cook plasticity theory without considering the initial roughness to investigate the effect of main parameters in ball burnishing.The theoretical results were afterwards combined with design of experiments and the response surface method to obtain the optimum set of parameters.
Contrary to the references included in the previous paragraph, other authors have included the modelling of the original surface roughness in their works. Bougharrio et al. (2010) [
17] developed a 2D simulation that was restricted to a single pass of a rigid ball on a cylindrical workpiece. A real roughness pattern on the target surface was implemented and, regarding the symmetry of the problem and assuming plane strain, the calculations were simplified by including only 1/4 of the workpiece and 1/8 of the burnishing ball in the simulation. The obtained results showed an improvement at the surface roughness and compressive residual stress. However, this model could not predict the magnitude of the final roughness. Rao et al. (2011) [
18] made a 2D model including a triangle on the surface as one peak of roughness in order to investigate variation of roughness due to variation of force burnishing. Maximov et al. (2012) [
19] developed a 2D model including roughness and friction in order to estimate residual stress. In their works, the spherical motion was modelled through simultaneous rolling and translation, so that the size of the FEM problem was decreased. Other authors considered the initial texture as a result of a semicircular profile pattern [
20], or a triangular one [
2]. Balland et al. (2013) [
2] modelled a roughness pattern by successive triangles deployed on a cylindrical workpiece and evaluated the final residual stress. They assumed that the machining effects, i.e., the residual stress due to turning before burnishing were negligible. Rodriguez et al. (2012) [
20] prepared a 2D model in ANSYS based on the approach used by Sartkulvanich in order to quantify the final residual stress. A semicircular periodic pattern was implemented as roughness profile. Sayahi et al. (2013) [
21] provided a 3D simulation in ABAQUS to estimate the residual stress without roughness. The model was based on displacement control and maximum penetration that corresponded to the force burnishing at every pass, so that the process was simulated to optimize the burnishing parameters in order to achieve maximum depth with compressive residual stress. Saldaña et al. (2015) [
22] used a special subroutine in ANSYS for providing random distribution of roughness on bars, considering a bilinear material for simplification. In more recent models, the modelling of ball burnishing has been focused on the ultrasonic-assisted process [
23,
24]. However, the computation time required to introduce this oscillatory movement of the ball does not help to introduce friction as a variable of study, and, therefore, still explore a side of the process complementary to the work presented here.
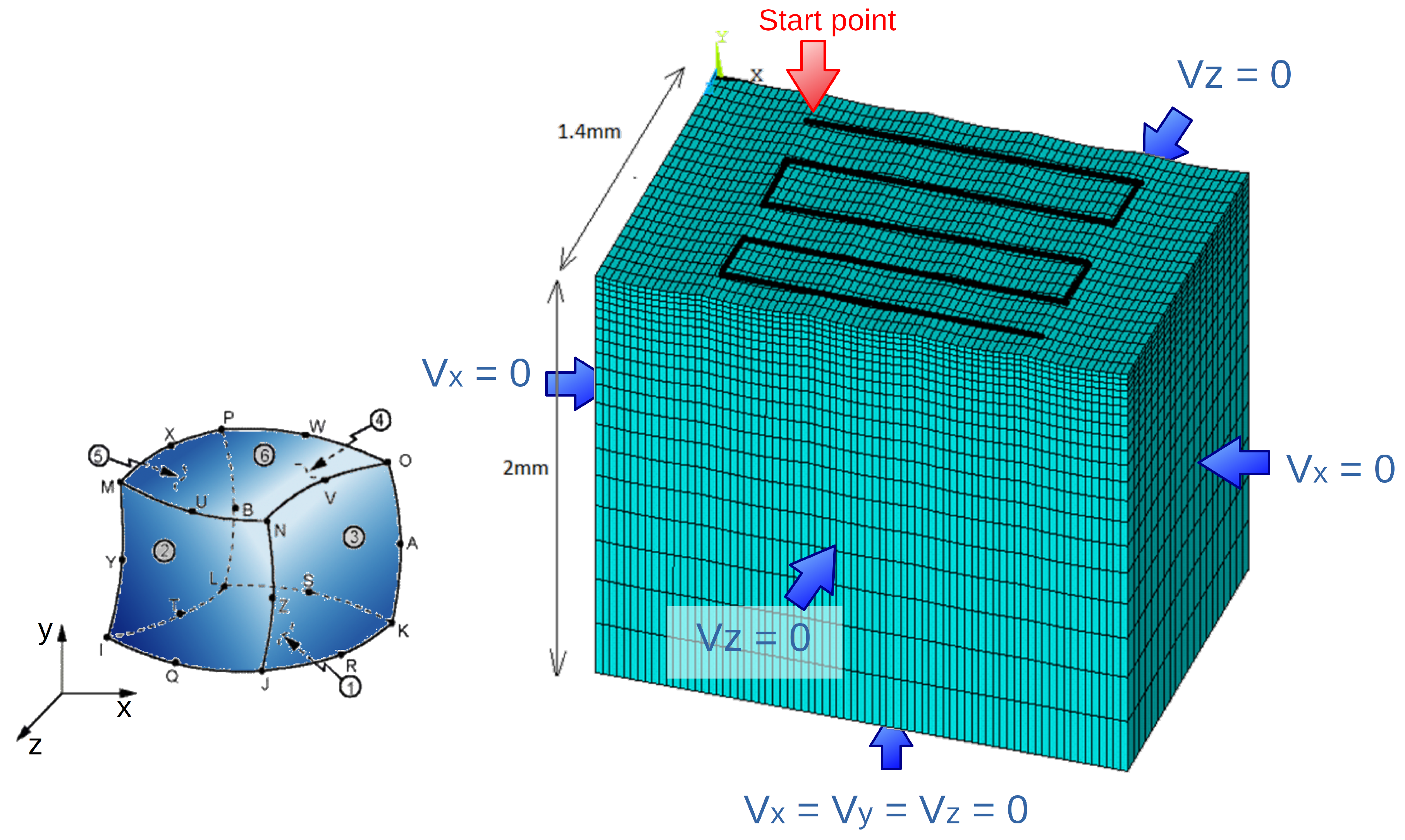
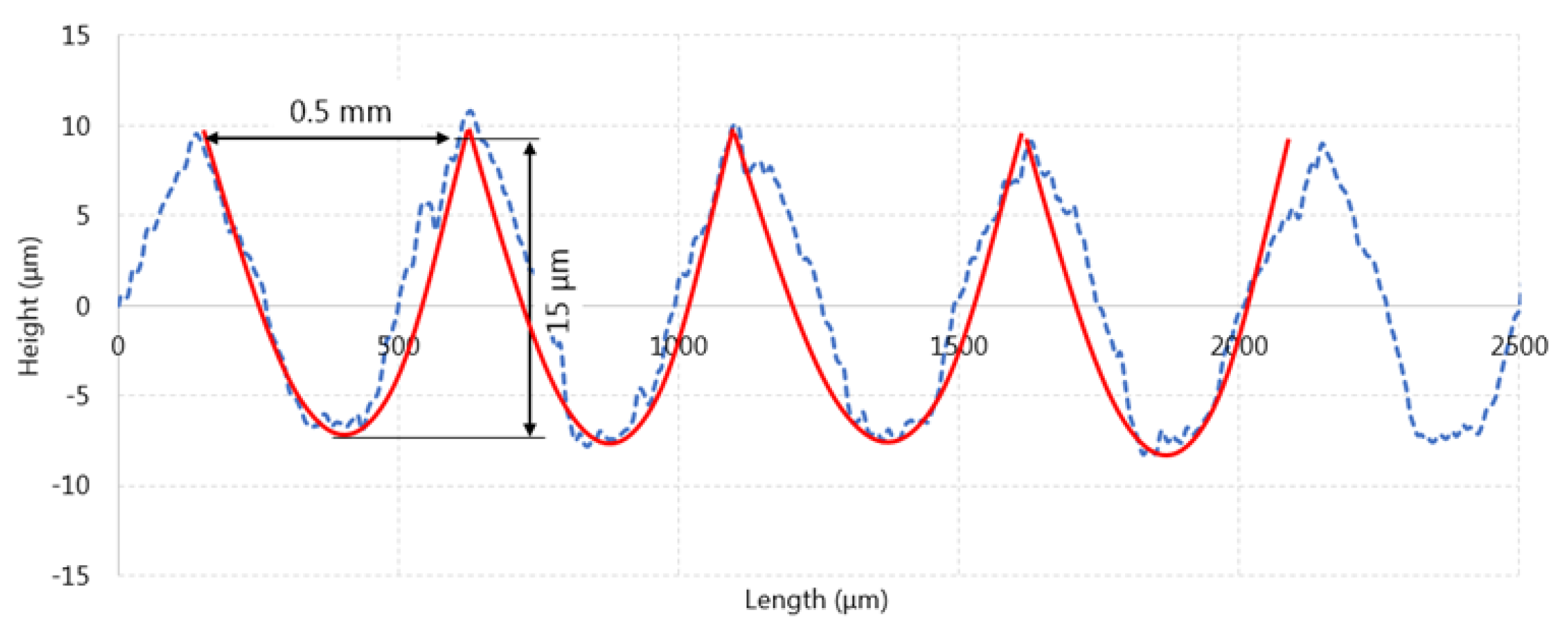
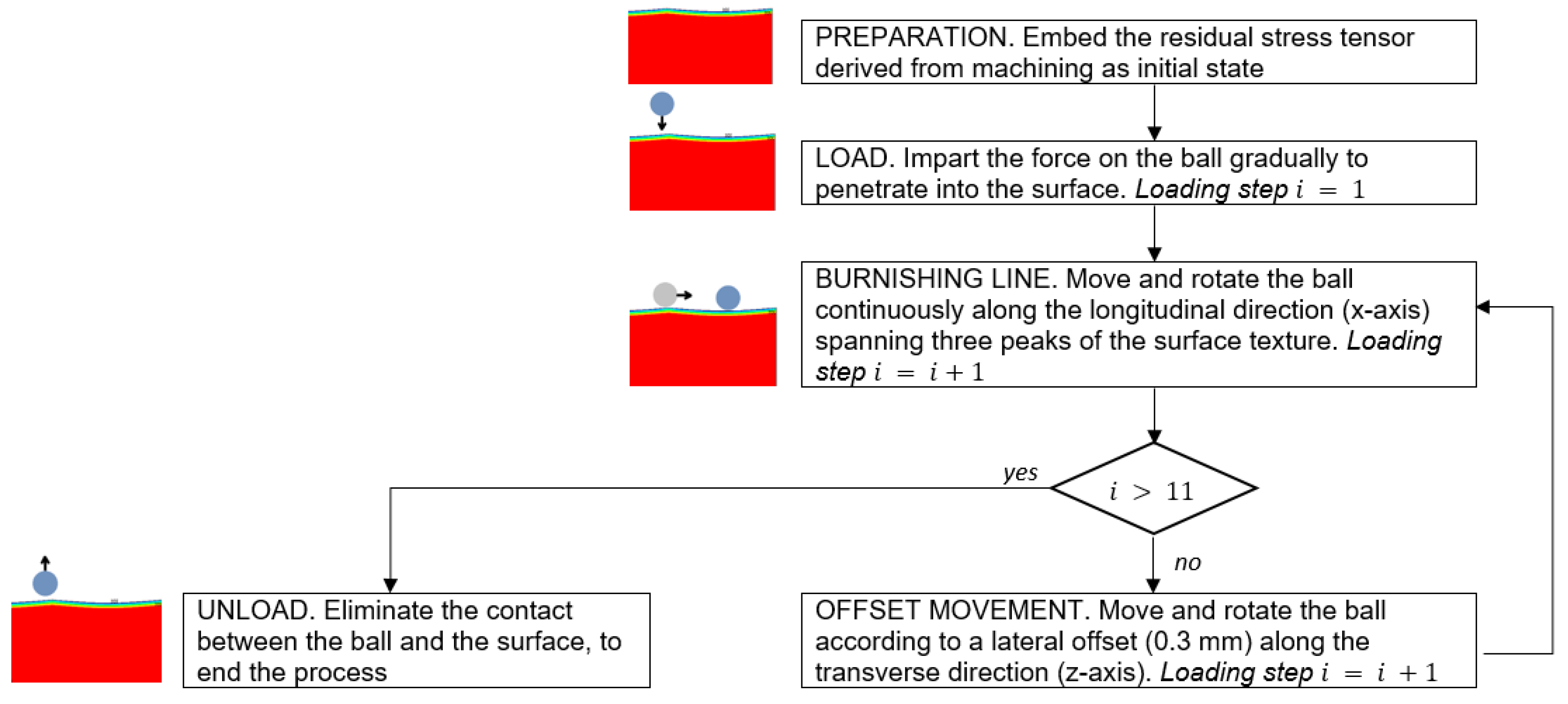
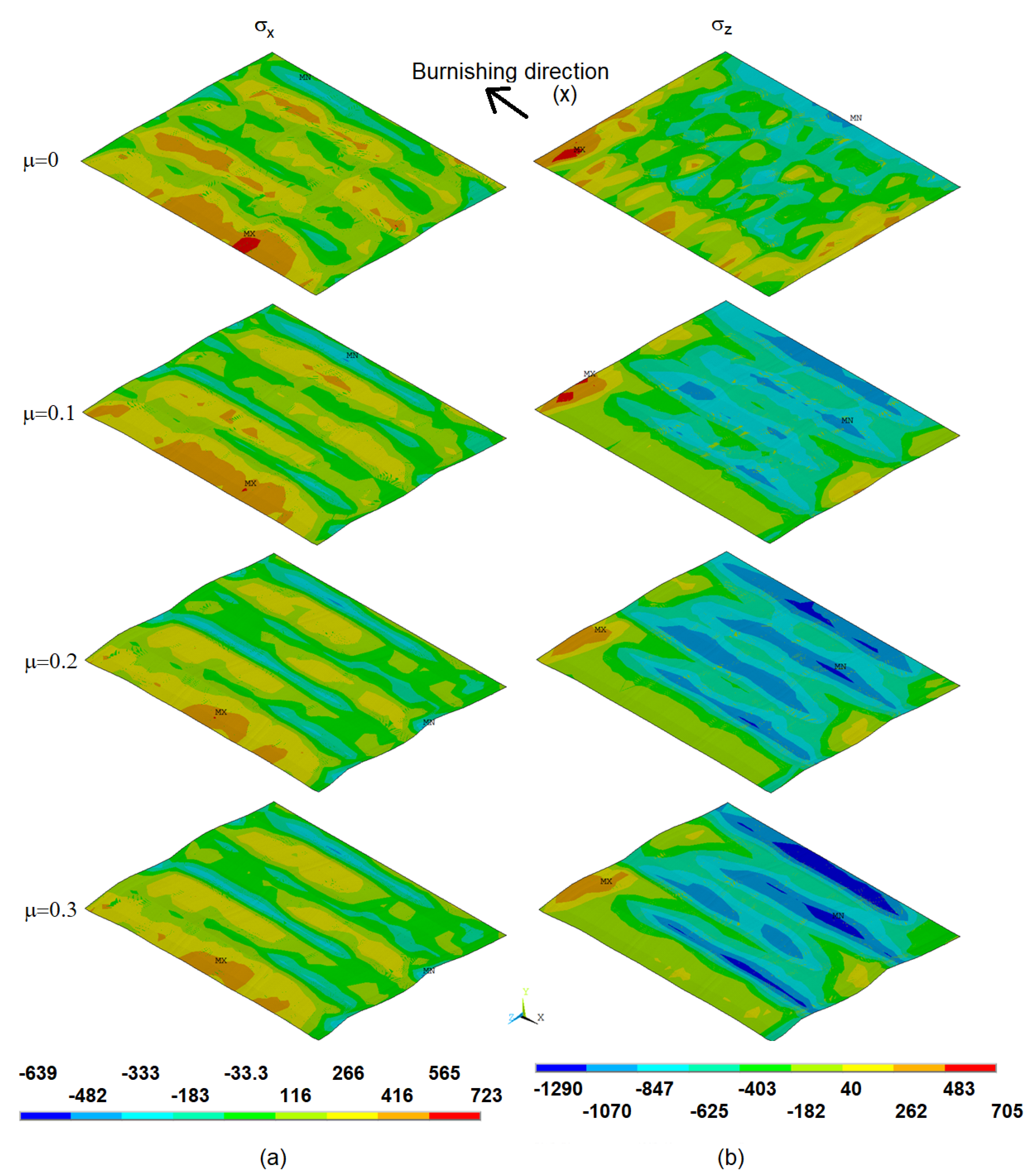
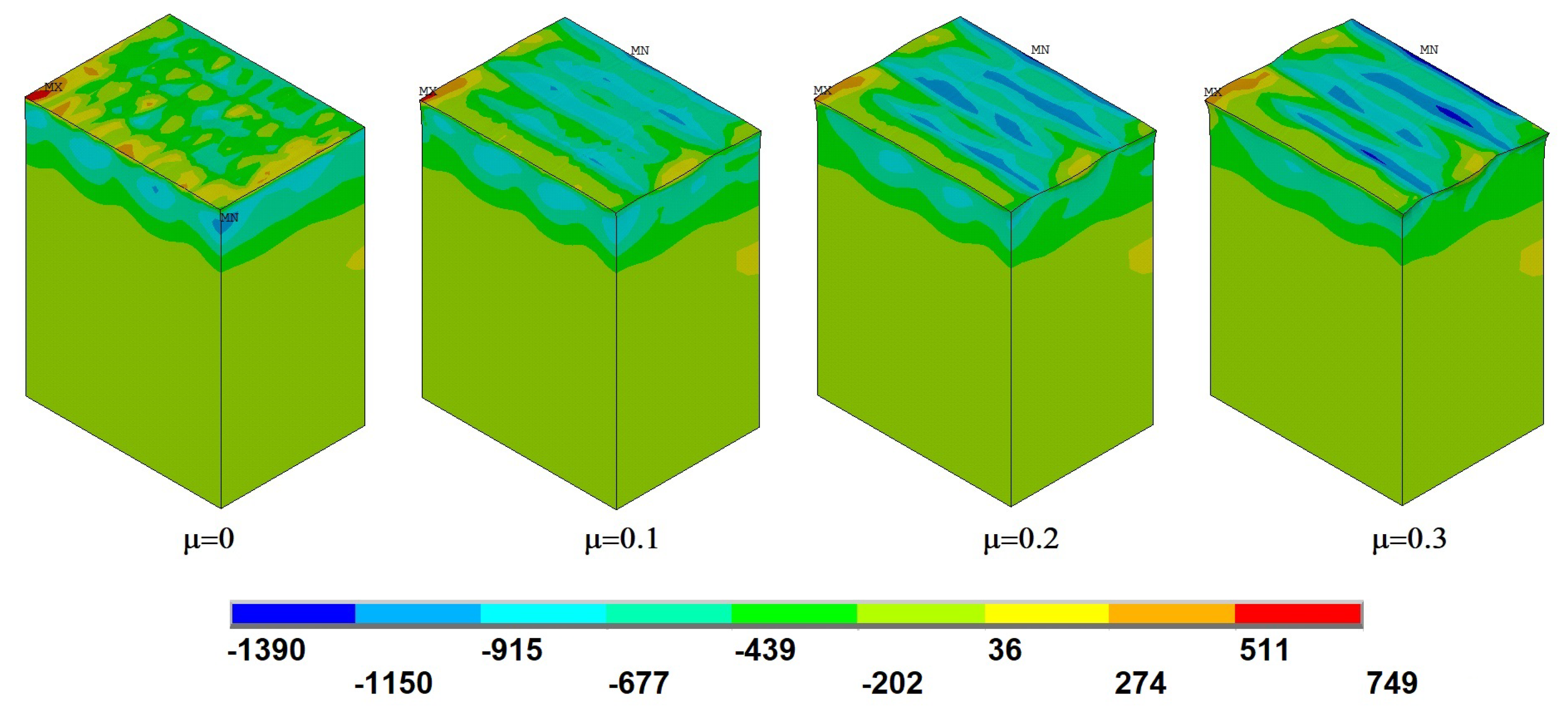
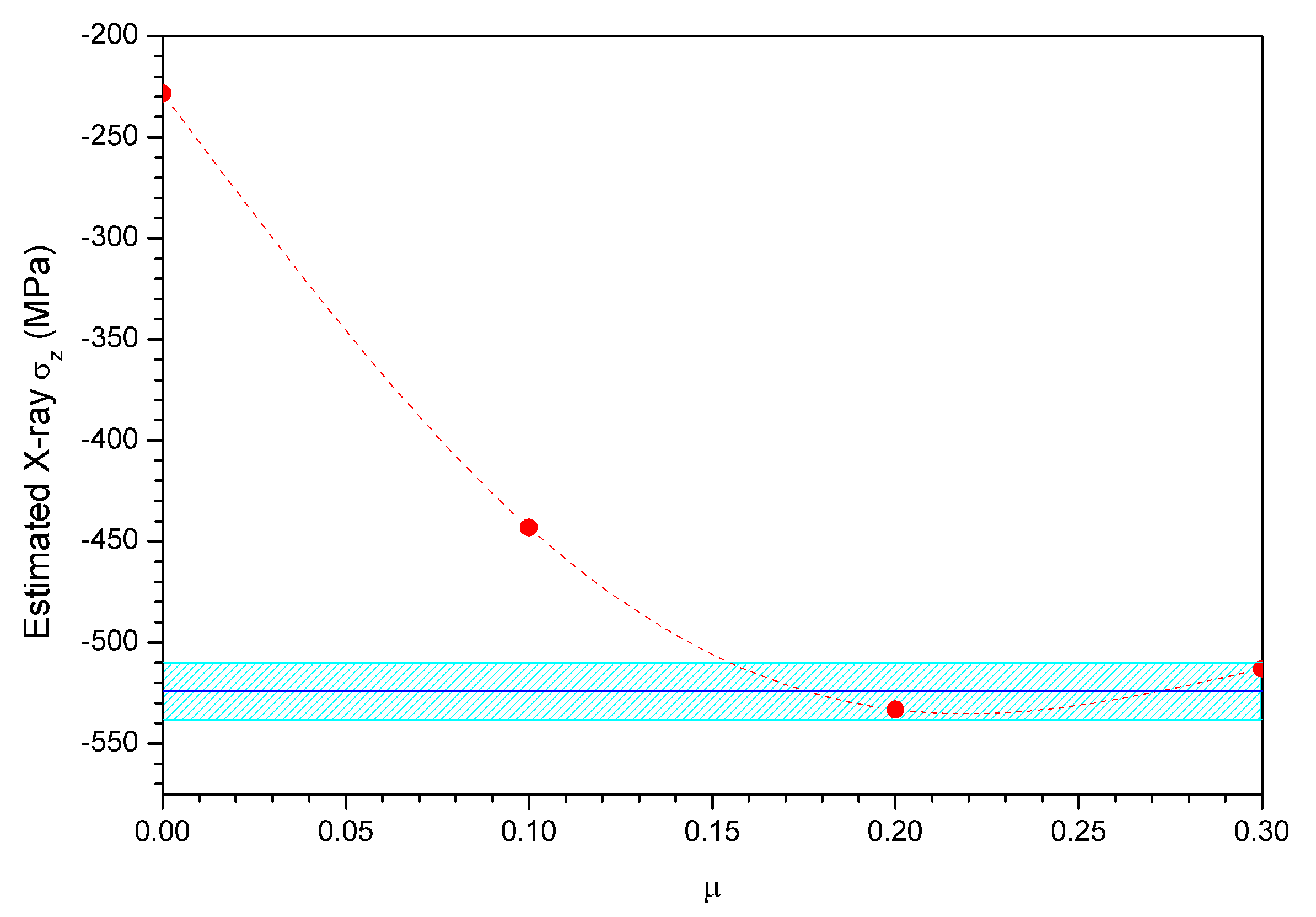
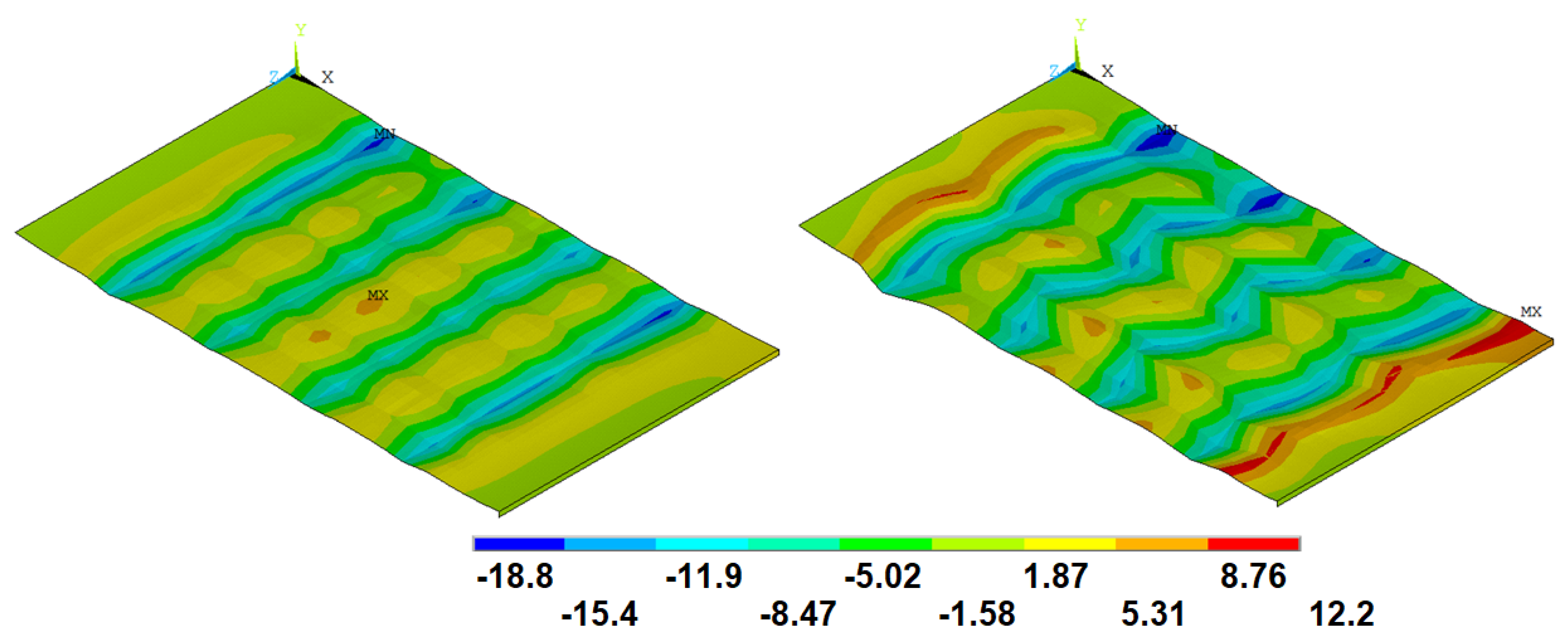
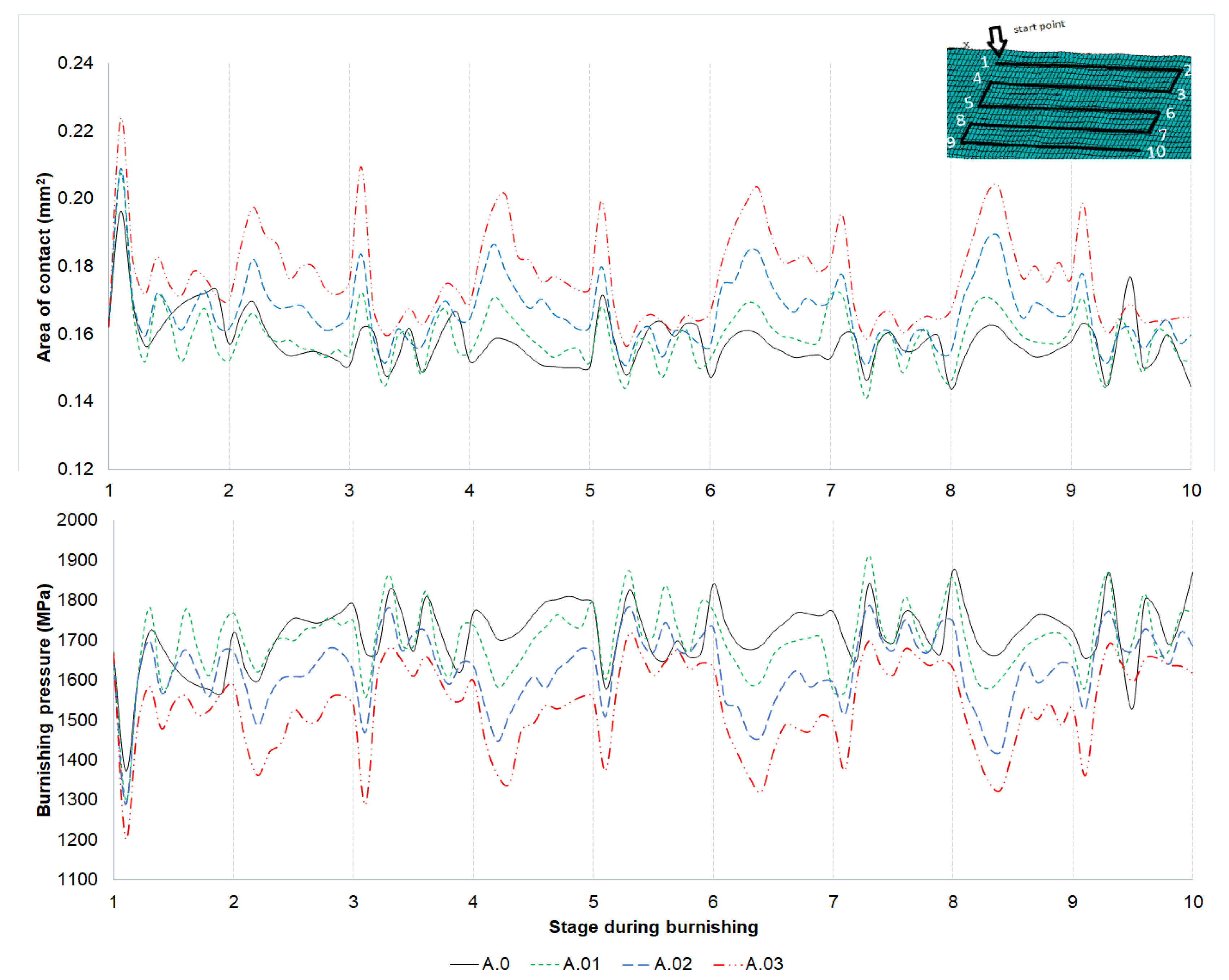
The bibliographical sources consulted for the elaboration of this paper evidence that previous references dealing with ball burnishing model incorporate diverse simplifications, i.e., considering it either non-frictional, or a bidimensional or neglecting the effects of the previous machining on the results. In this paper, we show the results of a new model that eliminates those simplification, thus showing a more comprehensive approach to the understanding of the process. Indeed, these parameters are crucial to define the maximum contact pressure, and, therefore, shall define the final effect of the ball burnishing process and cannot be neglected. Hence the focus of this paper, in which less restrictive hypothesis are applied and it is demonstrated how different friction coefficients affect the surface area involved in the contact of the ball with the roughness peaks, as well as the final residual stress. Secondly, we include a three-dimensional distribution of the material composing the surface texture, acknowledging like that the surface topography affects three-dimensionally the mechanics of the process. It should be noted that even a perfect bidimensional modelling implies errors in the estimation of the driving force for the burnishing, as the contact area of a circle with a flat triangular profile is very different from the three-dimensional approach represented by a sphere with a wavy surface. More specifically, the periodical topological features of a real ball-end milled are implemented in the model, along with the actual residual stress state derived from the machining process itself. For that reason, the actual texture of the target surface after machining must be entirely considered to have a reliable model.
The elements of analysis introduced in this FEM can be considered a leap forward in the field of ball burnishing modelling, as they represent the ball burnishing impact on real surfaces, as shall be observed by comparing them with actual experimental results. This constitutes the main novelty of this contribution. This model features the process on ball-end milled AISI 1038 surfaces, and is highly valuable for process result prediction and phenomenology study, as this kind of surface is often found in real manufacturing contexts.

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}