The Effects of Severe Plastic Deformation and/or Thermal Treatment on the Mechanical Properties of Biodegradable Mg-Alloys

 , and
, and
Abstract
:1. Introduction
Biodegradable Mg Alloys
2. Experimental Procedure
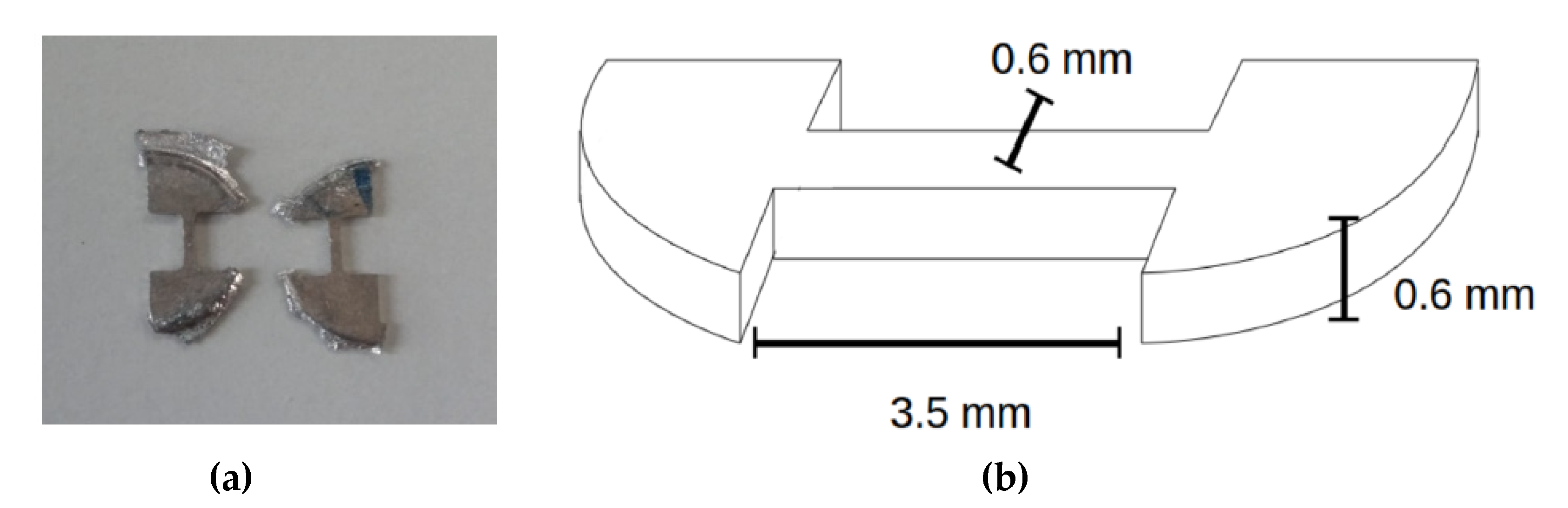
2.1. Materials, Samples and Preparations
2.2. HPT-Processing
2.3. Heat Treatments
2.4. Characterization of Microstructure
2.4.1. Microhardness Tests
2.4.2. Tensile Tests
2.4.3. Electron Microscopy
2.4.4. Differential Scanning Calorimetry
2.4.5. X-ray Diffraction Peak Profile Analysis (XPA)
2.4.6. Corrosion Tests
3. Results
3.1. Achieving the Supersaturated Solid-Solution Condition
3.2. The Effect of Severe Plastic Deformation
3.3. The Effects of Isothermal Heat Treatments
3.4. Total Hardness Increase after Processing
3.5. Tensile Strength and Ductility
3.6. Evolution of Young’s Modulus
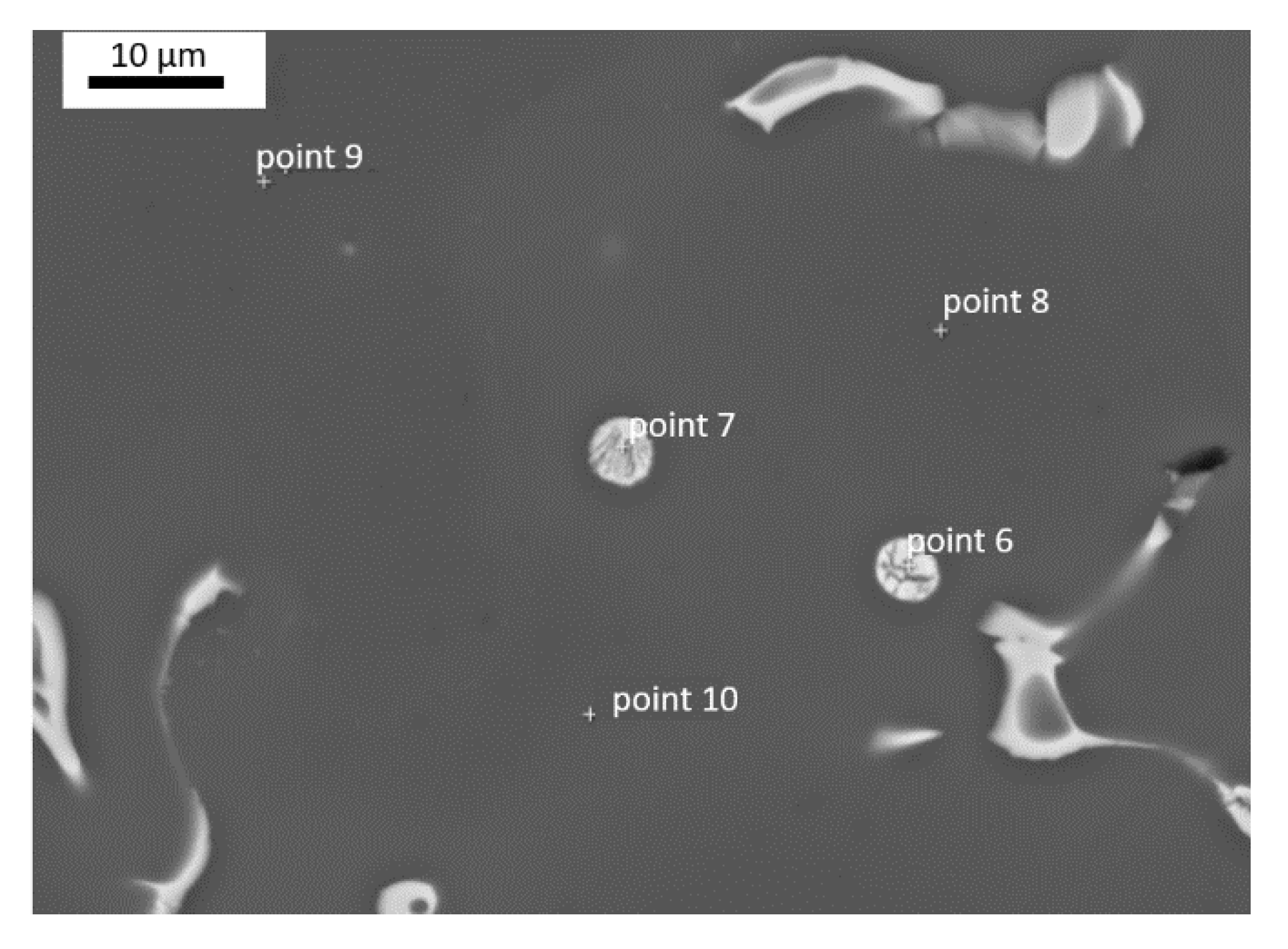
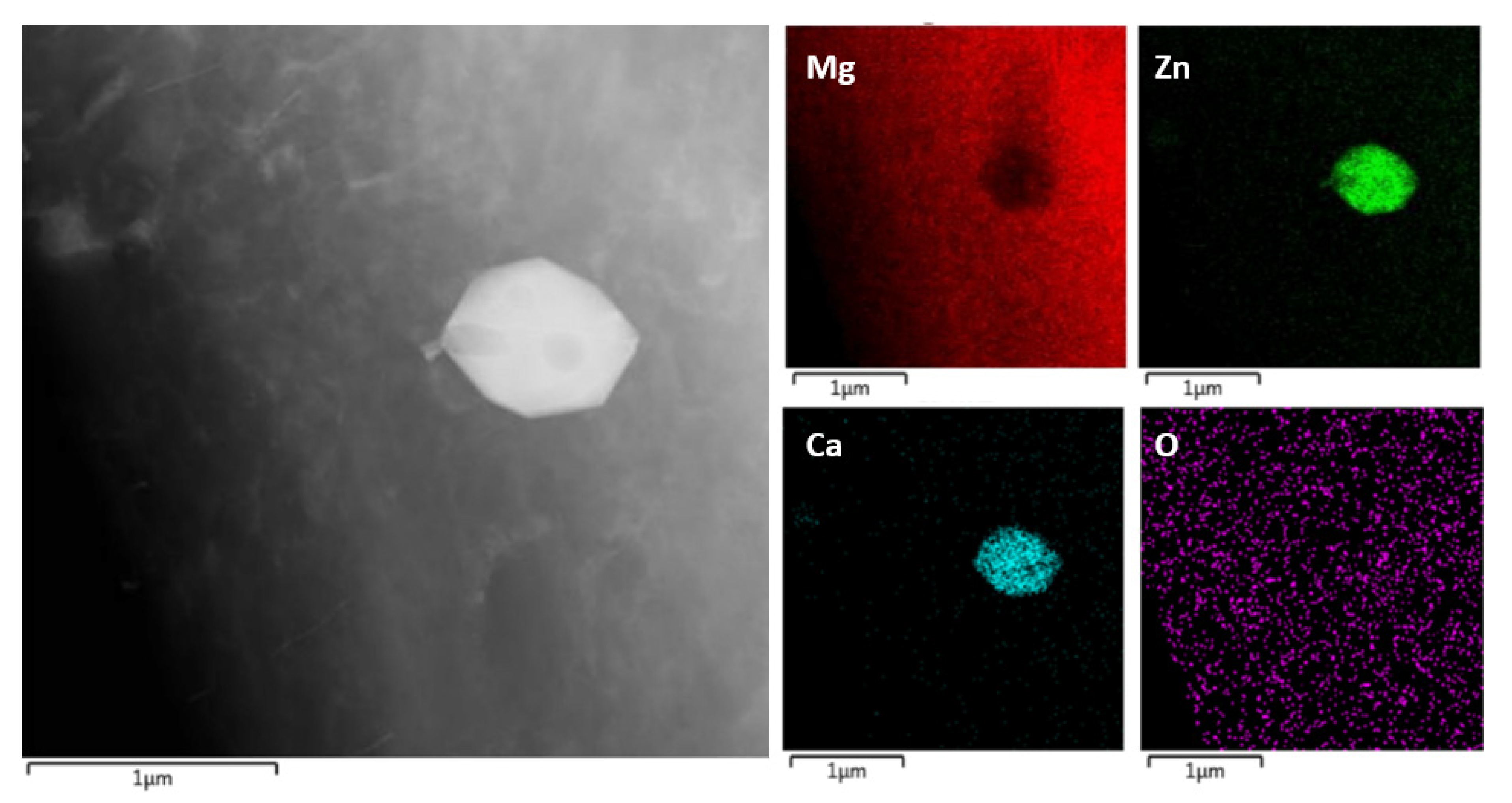
3.7. Electron Microscopy Analysis of Precipitate Structure Evolution
- (1)
- IS (furnace-cooled) and additionally HPT-deformed at 4 GPa for 0.5 rotations at RT;
- (2)
- IS (furnace-cooled) and HPT-deformed at 4 GPa for 0.5 rotations at RT and heat treated at 100 °C for 24 h;
- (3)
- IS (furnace-cooled) and HPT-deformed at 4 GPa for 0.5 rotations at RT and heat treated at 125 °C for 24 h.
3.8. Determination of SPD-Induced Defect Densities by DSC and XPA
3.9. Corrosion Tests
4. Discussion
4.1. The Effect of Solid-Solution Treatment
4.2. The Effect of High-Pressure-Torsion
4.3. The Effect of Post-HPT Heat Treatments on Strength
4.4. The Effect of Precipitates on Strength
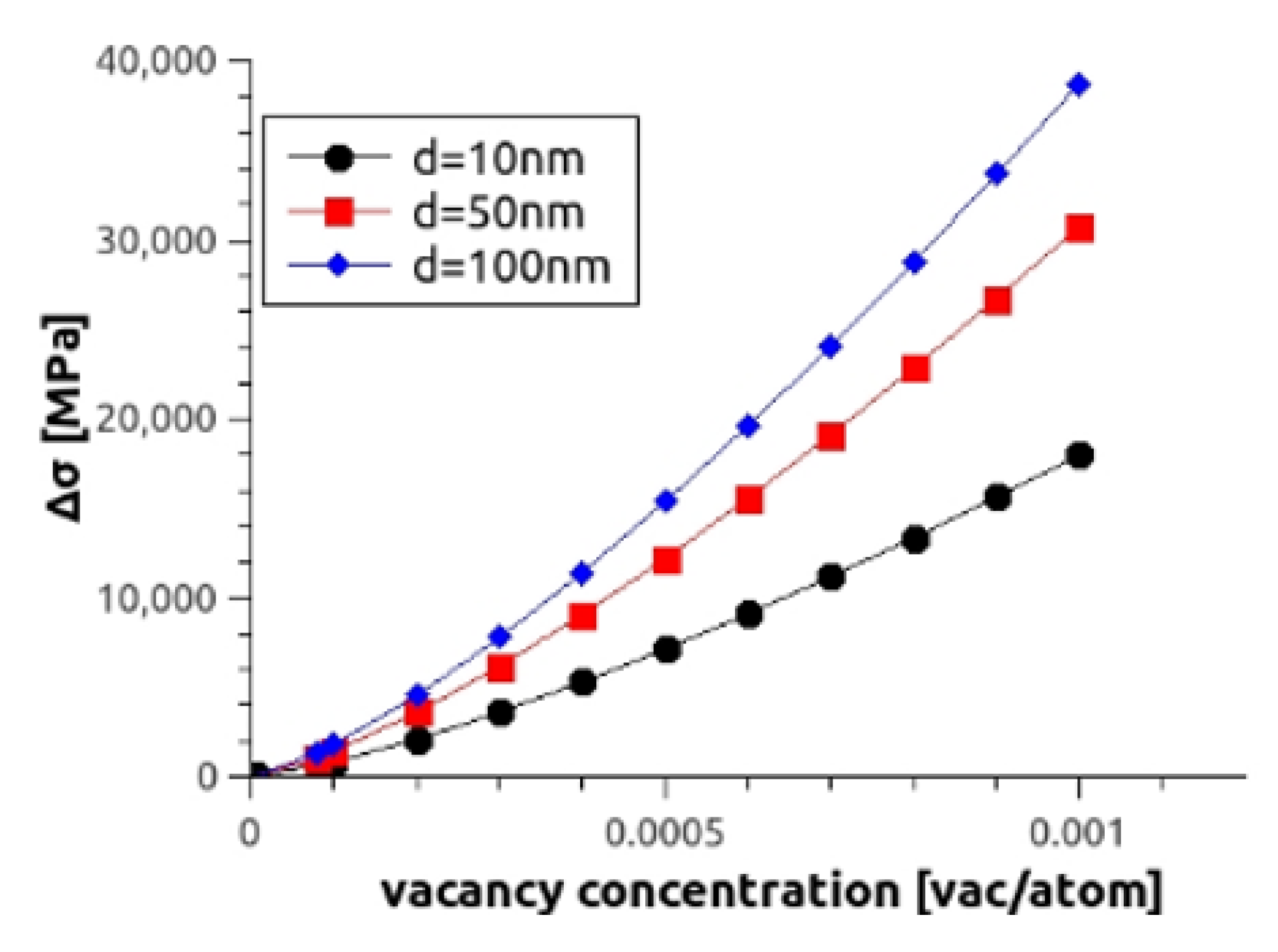
4.5. The Effect of Vacancy Agglomerates on Strength
4.6. The Effects of Processing Routes on Corrosion Behavior
4.7. The Effects of Processing Routes on the Evolutions of Texture and Young’s Modulus
4.8. Tensile tests
5. Summary and Conclusions
- (1)
- Microhardness increases of up to 250% after furnace cooling, further processing by HPT and/or heat treatment could be reached.
- (2)
- After those treatments, SEM and STEM investigations revealed complex precipitates, which contribute only ~16% to the hardness increase; this is the result of estimations applying the Orowan equation for precipitation hardening.
- (3)
- Trying for the first time quantitative analyses of HPT-induced defects, DSC and XPA measurements were undertaken which showed very large concentrations of vacancies (up to ~10−3;) in the furnace-cooled/HPT-processed/heat-treated samples. These started to migrate/agglomerate/anneal at the very temperature (70–100 °C) at which the largest microhardness appeared. Kissinger analyses confirmed that conclusion, as they exhibit a vacancy migration enthalpy between Q = 0.7–1.3 eV which agrees well with literature values for Mg and Mg alloys.
- (4)
- Theoretical calculations using Kirchner’s model indicated that about 1% of the HPT-induced vacancies formed vacancy agglomerates which could account for the significant thermally-induced hardness increases.
- (5)
- Tensile tests showed that the samples were rather brittle due to the high number of vacancies after HPT deformation and heat treatment. Elongations did not exceed 5%.
- (6)
- The Young’s modulus varied slightly during the processing history because of deformation, thermal treatment and second phase formation due to the evolutions of deformation textures and precipitates, but still remained too small to cause stress shielding; its maximum increase with regard to the homogenized state amounted to 15%.
- (7)
- Corrosion tests showed that neither the formation of vacancy agglomerates, dislocations and grain boundaries nor that of precipitates has a significant effect on corrosion rate. Mainly, the composition of biomedical binary or ternary Mg-alloys controls the corrosion rate.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ridzwan, M.I.Z.; Shuib, S.; Hassan, A.Y.; Shokri, A.A.; Ibrahim, M.M. Problem of stress shielding and improvement to the hip implant designs: A review. J. Med. Sci. 2007, 7, 460–467. [Google Scholar]
- Atrens, A.; Liu, M.; Zainal Abidin, N.I. Corrosion mechanism applicable to biodegradable magnesium implants. Mater. Sci. Eng. B 2011, 176, 1609–1636. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Agnew, S.R.; Nie, J.F. Preface to the viewpoint set on: The current state of magnesium alloy science and technology. Scr. Mater. 2010, 63, 671–673. [Google Scholar] [CrossRef]
- Mima, G.; Tanaka, Y. Main factors affecting the aging of magnesium-zinc alloys. Trans. JIM 1971, 12, 76–81. [Google Scholar] [CrossRef] [Green Version]
- Mima, G.; Tanaka, Y. Aging characteristics of magnesium-4 wt percent zinc alloy. Trans. JIM 1971, 12, 71–75. [Google Scholar] [CrossRef] [Green Version]
- Clark, J.B. Transmission electron microscopy study of age hardening in a Mg-5 wt.% Zn alloy. Acta Metall. 1965, 13, 1281–1289. [Google Scholar] [CrossRef]
- Orlov, D.; Pelliccia, D.; Fang, X.; Bourgeois, L.; Kirby, N.; Nikulin, A.Y.; Ameyama, K.; Estrin, Y. Particle evolution in Mg–Zn–Zr alloy processed by integrated extrusion and equal channel angular pressing: Evaluation by electron microscopy and synchrotron small-angle X-ray scattering. Acta Mater. 2014, 72, 110–124. [Google Scholar] [CrossRef]
- Hofstetter, J.; Becker, M.; Martinelli, E.; Weinberg, A.M.; Mingler, B.; Kilian, H.; Pogatscher, S.; Uggowitzer, P.J.; Löffler, J.F. High-Strength Low-Alloy (HSLA) Mg–Zn–Ca alloys with excellent biodegradation performance. JOM 2014, 66, 566–572. [Google Scholar] [CrossRef]
- Panigrahi, A.; Sulkowski, B.; Waitz, T.; Ozaltin, K.; Chrominski, W.; Pukenas, A.; Horky, J.; Lewandowska, M.; Skrotzki, W.; Zehetbauer, M. Mechanical properties, structural and texture evolution of biocompatible Ti-45Nb alloy processed by severe plastic deformation. J. Mech. Behav. Biomed. Mater. 2016, 62, 93–105. [Google Scholar] [CrossRef] [PubMed]
- Agnew, S.R.; Duygulu, O. A mechanistic understanding of the formability of magnesium: Examining the role of temperature on the deformation mechanisms. MSF 2003, 419, 177–188. [Google Scholar] [CrossRef]
- Alexander, D.J. New methods for severe plastic deformation processing. J. Mater. Eng. Perform. 2007, 16, 360–374. [Google Scholar] [CrossRef]
- Estrin, Y.; Vinogradov, A. Extreme grain refinement by severe plastic deformation: A wealth of challenging science. Acta Mater. 2013, 61, 782–817. [Google Scholar] [CrossRef]
- Valiev, R. Nanostructuring of metals by severe plastic deformation for advanced properties. Nat. Mater. 2004, 3, 511–516. [Google Scholar] [CrossRef] [PubMed]
- Somekawa, H.; Singh, A.; Mukai, T. Synergetic effect of grain refinement and spherical shaped precipitate dispersions in fracture toughness of a Mg-Zn-Zr Alloy. Mater. Trans. 2007, 48, 1422–1426. [Google Scholar] [CrossRef] [Green Version]
- Langdon, T.G. Twenty-five years of ultrafine-grained materials: Achieving exceptional properties through grain refinement. Acta Mater. 2013, 61, 7035–7059. [Google Scholar] [CrossRef]
- Fintová, S.; Kunz, L. Fatigue properties of magnesium alloy AZ91 processed by severe plastic deformation. J.Mech. Behav. Biomed. Mater. 2015, 42, 219–228. [Google Scholar] [CrossRef]
- Dumitru, F.-D.; Higuera-Cobos, O.F.; Cabrera, J.M. ZK60 alloy processed by ECAP: Microstructural, physical and mechanical characterization. Mater. Sci. Eng. A 2014, 594, 32–39. [Google Scholar] [CrossRef]
- Jiang, J.; Wang, Y.; Qu, J. Microstructure and mechanical properties of AZ61 alloys with large cross-sectional size fabricated by multi-pass ECAP. Mater. Sci. Eng. A 2013, 560, 473–480. [Google Scholar] [CrossRef]
- Yuan, Y.; Ma, A.; Jiang, J.; Lu, F.; Jian, W.; Song, D.; Zhu, Y.T. Optimizing the strength and ductility of AZ91 Mg alloy by ECAP and subsequent aging. Mater. Sci. Eng. A 2013, 588, 329–334. [Google Scholar] [CrossRef]
- Kulyasova, O.; Islamgaliev, R.; Mingler, B.; Zehetbauer, M. Microstructure and fatigue properties of the ultrafine-grained AM60 magnesium alloy processed by equal-channel angular pressing. Mater. Sci. Eng. A 2009, 503, 176–180. [Google Scholar] [CrossRef]
- Bryła, K.; Horky, J.; Krystian, M.; Lityńska-Dobrzyńska, L.; Mingler, B. Microstructure, mechanical properties, and degradation of Mg-Ag alloy after equal-channel angular pressing. Mater. Sci. Eng. C 2020, 109, 110543. [Google Scholar] [CrossRef] [PubMed]
- Bryła, K.; Krystian, M.; Horky, J.; Mingler, B.; Mroczka, K.; Kurtyka, P.; Lityńska-Dobrzyńska, L. Improvement of strength and ductility of an EZ magnesium alloy by applying two different ECAP concepts to processable initial states. Mater. Sci. Eng. A 2018, 737, 318–327. [Google Scholar] [CrossRef]
- Qiao, X.G.; Zhao, Y.W.; Gan, W.M.; Chen, Y.; Zheng, M.Y.; Wu, K.; Gao, N.; Starink, M.J. Hardening mechanism of commercially pure Mg processed by high pressure torsion at room temperature. Mater. Sci. Eng. A 2014, 619, 95–106. [Google Scholar] [CrossRef] [Green Version]
- Bonarski, B.J.; Schafler, E.; Mingler, B.; Skrotzki, W.; Mikulowski, B.; Zehetbauer, M.J. Texture evolution of Mg during high-pressure torsion. J. Mater. Sci. 2008, 43, 7513–7518. [Google Scholar] [CrossRef]
- Edalati, K.; Yamamoto, A.; Horita, Z.; Ishihara, T. High-pressure torsion of pure magnesium: Evolution of mechanical properties, microstructures and hydrogen storage capacity with equivalent strain. Scr. Mater. 2011, 64, 880–883. [Google Scholar] [CrossRef]
- Čížek, J.; Procházka, I.; Smola, B.; Stulíková, I.; Kužel, R.; Matěj, Z.; Cherkaska, V.; Islamgaliev, R.K.; Kulyasova, O. Microstructure and thermal stability of ultra fine grained Mg-based alloys prepared by high-pressure torsion. Mater. Sci. Eng. A 2007, 462, 121–126. [Google Scholar] [CrossRef]
- Čížek, J.; Procházka, I.; Smola, B.; Stulíková, I.; Očenášek, V.; Islamgaliev, R.K.; Kulyasova, O.B. The enhanced kinetics of precipitation effects in ultra fine grained mg alloys prepared by high pressure torsion. Def. Diff. Forum 2008, 273–276, 75–80. [Google Scholar] [CrossRef]
- Korznikova, E.; Schafler, E.; Steiner, G.; Zehetbauer, M.J. Measurements of Vacancy Type Defects in SPD Deformed Ni; Zhu, Y.T., Langdon, T.G., Horita, Z., Zehetbauer, M.J., Semiatin, S.L., Lowe, T.C., Eds.; The Minerals, Metals & Materials Society (TMS): Warrendate, PA, USA, 2006; pp. 97–102. [Google Scholar]
- Setman, D.; Schafler, E.; Korznikova, E.; Zehetbauer, M.J. The presence and nature of vacancy type defects in nanometals detained by severe plastic deformation. Mater. Sci. Eng. A 2008, 493, 116–122. [Google Scholar] [CrossRef]
- Schafler, E.; Steiner, G.; Korznikova, E.; Kerber, M.; Zehetbauer, M.J. Lattice defect investigation of ECAP-Cu by means of X-ray line profile analysis, calorimetry and electrical resistometry. Mater. Sci. Eng. A 2005, 410–411, 169–173. [Google Scholar] [CrossRef]
- Zehetbauer, M. Effects of non-equilibrium vacancies on strengthening. KEM 1995, 97, 287–306. [Google Scholar] [CrossRef]
- Horky, J.; Ghaffar, A.; Werbach, K.; Mingler, B.; Pogatscher, S.; Schäublin, R.; Setman, D.; Uggowitzer, P.J.; Löffler, J.F.; Zehetbauer, M.J. Exceptional strengthening of biodegradable Mg-Zn-Ca alloys through high pressure torsion and subsequent heat treatment. Materials 2019, 12, 2460. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ojdanic, A.; Schafler, E.; Horky, J.; Orlov, D.; Zehetbauer, M. Strengthening of a biodegradable Mg–Zn–Ca alloy ZX50 after processing by HPT and heat treatment. In Magnesium Technology 2018; Orlov, D., Joshi, V., Solanki, K., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 277–282. ISBN 978-3-319-72332-7. [Google Scholar]
- Pippan, R.; Scheriau, S.; Hohenwarter, A.; Hafok, M. Advantages and limitations of HPT: A Review. MSF 2008, 584, 16–21. [Google Scholar] [CrossRef]
- Bever, M.B.; Holt, D.L.; Titchener, A.L. The stored energy of cold work. Prog. Mater. Sci. 1973, 17, 5–177. [Google Scholar] [CrossRef]
- Tzanetakis, P.; Hillairet, J.; Revel, G. The formation energy of vacancies in aluminium and magnesium. Phys. Status Solidi 1976, 75, 433–439. [Google Scholar] [CrossRef]
- Kissinger, H.E. Reaction kinetics in differential thermal analysis. Anal. Chem. 1957, 29, 1702–1706. [Google Scholar] [CrossRef]
- Ungár, T.; Tichy, G.; Gubicza, J.; Hellmig, R.J. Correlation between subgrains and coherently scattering domains. Powder Diffr. 2005, 20, 366–375. [Google Scholar] [CrossRef] [Green Version]
- Schafler, E.; Zehetbauer, M. Characterization of nanostructured materials by X-ray line profile analysis. Rev. Adv. Mater. Sci. 2005, 10, 28–33. [Google Scholar] [CrossRef] [Green Version]
- Ribárik, G.; Gubicza, J.; Ungár, T. Correlation between strength and microstructure of ball-milled Al–Mg alloys determined by X-ray diffraction. Mater. Sci. Eng. A 2004, 387–389, 343–347. [Google Scholar] [CrossRef]
- Convolutional Multiple Whole Profile fitting Main Page. Available online: http://csendes.elte.hu/cmwp/ (accessed on 27 March 2020).
- Müller, L.; Müller, F.A. Preparation of SBF with different HCO3- content and its influence on the composition of biomimetic apatites. Acta Biomater. 2006, 2, 181–189. [Google Scholar] [CrossRef]
- Kirkland, N.T.; Birbilis, N.; Staiger, M.P. Assessing the corrosion of biodegradable magnesium implants: A critical review of current methodologies and their limitations. Acta Biomater. 2012, 8, 925–936. [Google Scholar] [CrossRef] [PubMed]
- Thomas, S.; Medhekar, N.V.; Frankel, G.S.; Birbilis, N. Corrosion mechanism and hydrogen evolution on Mg. Curr. Opin. Solid State Mater. Sci. 2015, 19, 85–94. [Google Scholar] [CrossRef]
- Orlov, D.; Reinwalt, B.; Tayeb-Bey, I.; Wadsö, L.; Horky, J.; Ojdanic, A.; Schafler, E.; Zehetbauer, M. Advanced immersion testing of model mg-alloys for biomedical applications. In Magnesium Technology 2020; Jordon, J.B., Miller, V., Joshi, V.V., Neelameggham, N.R., Eds.; Springer Nature: Berlin/Heidelberg, Germany, 2020; pp. 235–242. ISBN 978-3-030-36646-9. [Google Scholar]
- Steiner Petrovič, D.; Mandrino, D.; Šarler, B.; Horky, J.; Ojdanic, A.; Zehetbauer, M.J.; Orlov, D. Surface analysis of biodegradable mg-alloys after immersion in simulated body fluid. Materials 2020, 13, 1740. [Google Scholar] [CrossRef] [Green Version]
- Cao, J.D.; Weber, T.; Schäublin, R.; Löffler, J.F. Equilibrium ternary intermetallic phase in the Mg–Zn–Ca system. J. Mater. Res. 2016, 31, 2147–2155. [Google Scholar] [CrossRef]
- Kirkland, N.T.; Birbilis, N. Magnesium Biomaterials: Design, Testing and Best Practice; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Bunge, H.-J. Über die elastischen konstanten kubischer materialien mit beliebiger textur. Kristall und Technik 1968, 3, 431–438. [Google Scholar] [CrossRef]
- Voigt, W. Theoretische studien über die elastizitätsverhältnisse der kristalle. Abhandlungen der Königlichen Gesellschaft der Wissenschaften in Göttingen 1887, 34, 1–155. [Google Scholar]
- Long, T.R.; Smith, C.S. Single-crystal elastic constants of magnesium and magnesium alloys. Acta Metall. 1957, 5, 200–207. [Google Scholar] [CrossRef]
- Kimura, H.; Maddin, R. Quenching Hardening in Metals; American Elsevier Publishing Co., Inc.: New York, NY, USA, 1971. [Google Scholar]
- Sundman, B.O.; Ansara, I. The Gulliver–Scheil method for the calculation of solidification paths. In The SGTE Casebook: Thermodynamics at Work, 2nd ed.; Hack, K., Ed.; Woodhead Pub: Cambridge, UK; Boca Raton, FL, USA, 2008; pp. 343–346. ISBN 978-1-84569-215-5. [Google Scholar]
- Pippan, R. Bulk Nanostructured Materials; Zehetbauer, M.J., Zhu, Y.T., Eds.; Wiley-VCH: Weinheim, Germany, 2009; p. 217. [Google Scholar]
- Zehetbauer, M.; Grössinger, R.; Krenn, H.; Krystian, M.; Pippan, R.; Rogl, P.; Waitz, T.; Würschum, R. Bulk nanostructured functional materials by severe plastic deformation. Adv. Eng. Mater. 2010, 12, 692–700. [Google Scholar] [CrossRef]
- Zhilyaev, A.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Lee, S.; Edalati, K.; Horita, Z. Microstructures and mechanical properties of pure V and Mo processed by high-pressure torsion. Mater. Trans. 2010, 51, 1072–1079. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.; Horita, Z.; Hirosawa, S.; Matsuda, K. Age-hardening of an Al–Li–Cu–Mg alloy (2091) processed by high-pressure torsion. Mater. Sci. Eng. A 2012, 546, 82–89. [Google Scholar] [CrossRef]
- Huang, Y.; Maury, N.; Zhang, N.X.; Langdon, T.G. Microstructures and mechanical properties of pure tantalum processed by high-pressure torsion. In IOP Conference Series: Materials Science and Engineering; IOP Science: Bristol, UK, 2014; Volume 63, p. 012100. [Google Scholar] [CrossRef] [Green Version]
- Wei, Q.; Zang, H.; Schuster, B.E.; Ramesh, K.T.; Valiev, R.Z.; Kecskes, L.J.; Dowding, R.J.; Magness, L.; Cho, K. Microstructure and mechanical properties of super-strong nanocrystalline tungsten processed by high-pressure torsion. Acta Mater. 2006, 54, 4079–4089. [Google Scholar] [CrossRef]
- Furuta, T.; Kuramoto, S.; Horibuchi, K.; Ohsuna, T.; Horita, Z. Ultrahigh strength of nanocrystalline iron-based alloys produced by high-pressure torsion. J. Mater. Sci. 2010, 45, 4745–4753. [Google Scholar] [CrossRef]
- Embury, J.D. Plastic flow in dispersion hardened materials. Metall. Mater. Trans. A 1985, 16, 2191–2200. [Google Scholar] [CrossRef]
- Shen, J.H.; Li, Y.L.; Wei, Q. Statistic derivation of Taylor factors for polycrystalline metals with application to pure magnesium. Mater. Sci. Eng. A 2013, 582, 270–275. [Google Scholar] [CrossRef]
- Hull, D.; Bacon, D.J. Introduction to Dislocations; Butterworth-Heinemann: Oxford, UK, 2001. [Google Scholar]
- Hampshire, J.M.; Hardie, D. Hardening of pure magnesium by lattice defects. Acta Metall. 1974, 22, 657–663. [Google Scholar] [CrossRef]
- Zehetbauer, M.; Seumer, V. Cold work hardening in stages IV and V of F.C.C. metals—I. Experiments and interpretation. Acta Metall. Mater. 1993, 41, 577–588. [Google Scholar] [CrossRef]
- Cengeri, P.; Kerber, M.B.; Schafler, E.; Zehetbauer, M.J.; Setman, D. Strengthening during heat treatment of HPT processed copper and nickel. Mater. Sci. Eng. A 2019, 742, 124–131. [Google Scholar] [CrossRef]
- Su, L.H.; Lu, C.; Tieu, A.K.; He, L.Z.; Zhang, Y.; Wexler, D. Vacancy-assisted hardening in nanostructured metals. Mater. Lett. 2011, 65, 514–516. [Google Scholar] [CrossRef]
- Zhang, P.; Li, S.X.; Zhang, Z.F. General relationship between strength and hardness. Mater. Sci. Eng. A 2011, 529, 62–73. [Google Scholar] [CrossRef]
- Kirchner, H. Loop hardening of hexagonal metals. Z. Met. 1976, 67, 525–532. [Google Scholar]
- Radha, R.; Sreekanth, D. Insight of magnesium alloys and composites for orthopedic implant applications—A review. J. Magnes. Alloys 2017, 5, 286–312. [Google Scholar] [CrossRef]
- Tabor, D. The Hardness of Metals; Oxford University Press: Oxford, UK, 2000. [Google Scholar]
- Khodabakhshi, F.; Haghshenas, M.; Eskandari, H.; Koohbor, B. Hardness−strength relationships in fine and ultra-fine grained metals processed through constrained groove pressing. Mater. Sci. Eng. A 2015, 636, 331–339. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Mg (at%) | Zn (at%) | Ca (at%) | Zr (at%) |
|---|---|---|---|---|
| Mg5Zn0.3Ca | 94.28 ± 0.03 | 5.44 ± 0.03 | 0.28 ± 0.03 | - |
| Mg5Zn | 94.77 ± 0.03 | 5.23 ± 0.03 | - | - |
| Mg0.3Ca | 99.73 ± 0.03 | - | 0.27 ± 0.03 | - |
| Mg5Zn0.15Ca | 94.90 ± 0.03 | 5.1 ± 0.03 | 0.15 ± 0.03 | - |
| Mg5Zn0.15Ca0.15Zr | 94.40 ± 0.03 | 5.6 ± 0.03 | 0.18 ± 0.03 | 0.18 ± 0.03 |
| Alloy | Mg (at%) | Zn (at%) | Ca (at%) |
|---|---|---|---|
| Mg5Zn0.3Ca | 65 ± 5 | 31 ± 7 | 4 ± 1 |
| Mg5Zn | 76 ± 4 | 24 ± 3 | - |
| Mg0.3Ca | 90 ± 1 | - | 10 ± 1 |
| Mg5Zn0.15Ca | 28 ± 6 | 70 ± 5 | 3 ± 1 |
| Mg5Zn0.15Ca0.15Zr | 24 ± 5 | 72 ± 5 | 4 ± 1 |
| Alloy | HV0.05 as-Cast | HV0.05 Furnace-Cooled | HV0.05 Quenched |
|---|---|---|---|
| Mg5Zn0.3Ca | 65 ± 6 | 58 ± 1 | 70 ± 2 |
| Mg5Zn | 70 ± 9 | 55 ± 2 | 76 ± 4 |
| Mg0.3Ca | 50 ± 3 | 47 ± 1 | 54 ± 3 |
| Mg5Zn0.15Ca | 77 ± 2 | 78 ± 3 | 83 ± 5 |
| Mg5Zn0.15Ca0.15Zr | 78 ± 4 | 74 ± 3 | 76 ± 3 |
| Alloy | Condition | σyield (MPa) | UTS (MPa) | εtotal (%) |
|---|---|---|---|---|
| Mg5Zn0.3Ca | IS | 70 ± 10 | 153 ± 10 | 15 ± 1 |
| IS + HT | 95 ± 15 | 175 ± 19 | 14 ± 2 | |
| HPT (0.5) | 163 ± 36 | 221 ± 21 | 7 ± 2 | |
| HPT (0.5) + HT | 303 ± 35 | 310 ± 55 | 5 ± 1 | |
| HPT (2) | 55 ± 16 | 55 ± 16 | 1 ± 0.1 | |
| HPT (2) + HT | 209 ± 45 | 209 ± 45 | 4 ± 1 | |
| Mg5Zn | IS | 90 ± 10 | 174 ± 57 | 17 ± 3 |
| IS + HT | 155 ± 15 | 180 ± 28 | 17 ± 3 | |
| HPT (0.5) | 280 ± 10 | 303 ± 20 | 5 ± 1 | |
| HPT (0.5) + HT | 310 ± 26 | 329 ± 36 | 5 ± 1 | |
| HPT (2) | 280 ± 22 | 280 ± 22 | 6 ± 1 | |
| HPT (2) + HT | 185 ± 51 | 185 ± 51 | 5 ± 1 | |
| Mg0.3Ca | IS | 36 ± 20 | 92 ± 4 | 18 ± 6 |
| IS + HT | 24 ± 9 | 57 ± 10 | 30 ± 10 | |
| HPT (0.5) | 210 ± 26 | 222 ± 28 | 10 ± 2 | |
| HPT (0.5) + HT | 245 ± 5 | 250 ± 2 | 5 ± 2 | |
| HPT (2) | 202 ± 20 | 206 ± 17 | 14 ± 3 | |
| HPT (2) + HT | 255 ± 42 | 258 ± 39 | 6 ± 1 | |
| Mg5Zn0.15Ca | IS | 120 ± 5 | 339 ± 40 | 17 ± 4 |
| IS + HT | 94 ± 12 | 180 ± 25 | 16 ± 2 | |
| HPT (0.5) | 246 ± 15 | 285 ± 19 | 7 ± 2 | |
| HPT (0.5) + HT | 265 ± 5 | 268 ± 22 | 6 ± 1 | |
| HPT (2) | 306 ± 22 | 306 ± 22 | 6 ± 2 | |
| HPT (2) + HT | 395 ± 25 | 418 ± 25 | 5 ± 1 | |
| Mg5Zn0.15Ca0.15Zr | IS | 165 ± 15 | 266 ± 49 | 15 ± 2 |
| IS + HT | 180 ± 40 | 204 ± 27 | 17 ± 4 | |
| HPT (0.5) | 230 ± 10 | 224 ± 82 | 6 ± 1 | |
| HPT (0.5) + HT | 280 ± 10 | 285 ± 20 | 5 ± 1 | |
| HPT (2) | 303 ± 40 | 309 ± 24 | 5 ± 1 | |
| HPT (2) + HT | 270 ± 10 | 292 ± 24 | 7 ± 2 |
| Alloy | Condition | E (GPa) |
|---|---|---|
| Mg5Zn0.3Ca | IS | 43 ± 1 |
| IS + HT | 42 ± 3 | |
| HPT (0.5) | 44 ± 1 | |
| HPT (0.5) + HT | 47 ± 2 | |
| HPT (2) | 50 ± 5 | |
| HPT (2) + HT | 37 ± 3 | |
| Mg5Zn | IS | 44 ± 4 |
| IS + HT | 46 ± 3 | |
| HPT (0.5) | 50 ± 4 | |
| HPT (0.5) + HT | 46 ± 2 | |
| HPT (2) | 45 ± 3 | |
| Mg0.3Ca | IS | 32 ± 1 |
| IS + HT | 33 ± 2 | |
| HPT (0.5) | 40 ± 2 | |
| HPT (0.5) + HT | 43 ± 1 | |
| HPT (2) + HT | 33 ± 4 | |
| Mg5Zn0.15Ca | IS | 44 ± 2 |
| IS + HT | 35 ± 5 | |
| HPT (0.5) | 37 ± 3 | |
| HPT (0.5) + HT | 32 ± 2 | |
| HPT (2) | 45 ± 2 | |
| HPT (2) + HT | 46 ± 3 | |
| Mg5Zn0.15Ca0.15Zr | IS | 40 ± 3 |
| IS + HT | 40 ± 2 | |
| HPT (0.5) | 42 ± 2 | |
| HPT (0.5) + HT | 37 ± 2 | |
| HPT (2) | 44 ± 2 | |
| HPT (2) + HT | 45 ± 3 |
| Sample | Etotal (J/g) | ρ (m−2) | Edisl (J/g) | Evac (J/g) | cv |
|---|---|---|---|---|---|
| Mg5Zn0.3Ca | 9.7 ± 2 | 1.1 × 1014 ± 1013 | 0.06 ± 0.02 | 9.6 ± 2 | 2 × 103 ± 1 × 10−4 |
| Mg5Zn | 5.1 ± 0.5 | 2.0 × 1014 ± 1013 | 0.10 ± 0.05 | 5.1 ± 0.5 | 1 × 10−3 ± 1 × 10−4 |
| Mg5Zn0.15Ca | 8.2 ± 0.7 | 2.0 × 1014 ± 1013 | 0.05 ± 0.01 | 8.2 ± 0.8 | 2 × 10−3 ± 2 × 10−4 |
| Mg5Zn0.15Ca0.15Zr | 5.4 ± 0.2 | 1.6 × 1014 ± 1013 | 0.02 ± 0.01 | 5.4 ± 0.3 | 1 × 10−3 ± 9 × 10−5 |
| Mg0.3Ca | 1.7 ± 0.5 | 3.1 × 1014 ± 1013 | 0.05 ± 0.01 | 1.7 ± 0.5 | 5 × 10−4 ± 1 × 10−4 |
| Sample | Etotal (J/g) | ρ (m−2) | Edisl (J/g) | Evac (J/g) | cv |
|---|---|---|---|---|---|
| Mg5Zn0.3Ca | 3.0 ± 0.5 | 4.1 × 1014 ± 1013 | 0.2 ± 0.1 | 2.7 ± 0.3 | 8 × 10−4 ± 1 × 10−4 |
| Mg5Zn | 1.5 ± 0.2 | 4.4 × 1014 ± 1013 | 0.3 ± 0.1 | 1.0 ± 0.1 | 3 × 10−4 ± 1 × 10−4 |
| Mg5Zn0.15Ca | 0.8 ± 0.1 | 3.6 × 1014 ± 1013 | 0.4 ± 0.1 | 0.4 ± 0.1 | 1 × 10−4 ± 9 × 10−5 |
| Mg5Zn0.15Ca0.15Zr | 1.5 ± 0.01 | 3.5 × 1014 ± 1013 | 0.3 ± 0.1 | 1.1 ± 0.1 | 3 × 10−4 ± 2 × 10−5 |
| Mg0.3Ca | 0.7 ± 0.1 | 2.2 × 1014 ± 1013 | 0.2 ± 0.01 | 0.5 ± 0.1 | 1 × 10−4 ± 1 × 10−5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ojdanic, A.; Horky, J.; Mingler, B.; Fanetti, M.; Gardonio, S.; Valant, M.; Sulkowski, B.; Schafler, E.; Orlov, D.; J. Zehetbauer, M. The Effects of Severe Plastic Deformation and/or Thermal Treatment on the Mechanical Properties of Biodegradable Mg-Alloys. Metals 2020, 10, 1064. https://doi.org/10.3390/met10081064
Ojdanic A, Horky J, Mingler B, Fanetti M, Gardonio S, Valant M, Sulkowski B, Schafler E, Orlov D, J. Zehetbauer M. The Effects of Severe Plastic Deformation and/or Thermal Treatment on the Mechanical Properties of Biodegradable Mg-Alloys. Metals. 2020; 10(8):1064. https://doi.org/10.3390/met10081064
Chicago/Turabian StyleOjdanic, Andrea, Jelena Horky, Bernhard Mingler, Mattia Fanetti, Sandra Gardonio, Matjaz Valant, Bartosz Sulkowski, Erhard Schafler, Dmytro Orlov, and Michael J. Zehetbauer. 2020. "The Effects of Severe Plastic Deformation and/or Thermal Treatment on the Mechanical Properties of Biodegradable Mg-Alloys" Metals 10, no. 8: 1064. https://doi.org/10.3390/met10081064