
The COOL-Process—A Selective Approach for Recycling Lithium Batteries


Institute of Chemical Technology, TU Bergakademie Freiberg, Leipziger Straße 29, 09599 Freiberg, Germany
*
Author to whom correspondence should be addressed.
Metals 2021, 11(2), 259; https://doi.org/10.3390/met11020259
Submission received: 15 December 2020
/
Revised: 29 January 2021
/
Accepted: 30 January 2021
/
Published: 3 February 2021
(This article belongs to the Special Issue New Science Based Concepts for Increased Efficiency in Battery Recycling 2020)
Abstract
:The global market of lithium-ion batteries (LIB) has been growing in recent years, mainly owed to electromobility. The global LIB market is forecasted to amount to $129.3 billion in 2027. Considering the global reserves needed to produce these batteries and their limited lifetime, efficient recycling processes for secondary sources are mandatory. A selective process for Li recycling from LIB black mass is described. Depending on the process parameters Li was recovered almost quantitatively by the COOL-Process making use of the selective leaching properties of supercritical CO2/water. Optimization of this direct carbonization process was carried out by a design of experiments (DOE) using a 33 Box-Behnken design. Optimal reaction conditions were 230 °C, 4 h, and a water:black mass ratio of 90 mL/g, yielding 98.6 ± 0.19 wt.% Li. Almost quantitative yield (99.05 ± 0.64 wt.%), yet at the expense of higher energy consumption, was obtained with 230 °C, 4 h, and a water:black mass ratio of 120 mL/g. Mainly Li and Al were mobilized, which allows for selectively precipitating Li2CO3 in battery grade-quality (>99.8 wt.%) without the need for further refining. Valuable metals, such as Co, Cu, Fe, Ni, and Mn, remained in the solid residue (97.7 wt.%), from where they are recovered by established processes. Housing materials were separated mechanically, thus recycling LIB without residues. This holistic zero waste-approach allows for recovering the critical raw material Li from both primary and secondary sources.
1. Introduction
Since the market launch in 1991, the global market of lithium-ion batteries (LIBs) has been growing steadily. The global LIB market was valued at $36.7 billion in 2019 and is expected to reach $129.3 billion by 2027 [1]. One reason for this strong growth is the rising market for electric mobility. In 2018, 5.12 million electric passenger cars were registered worldwide, which corresponds to an increase of 63% compared to the previous year [2]. Furthermore, rechargeable LIBs are used extensively in the growing market of cableless electronic devices and applied in electric tools and grid storage applications [3]. Since the global reserves required to produce LIBs, as well as the lifetime of LIBs, are limited, efficient recycling approaches are necessary. The chemistry and technology of LIBs are still in development, resulting in a wide variety of different battery types, which in turn makes recycling more sophisticated. Battery recycling is also supported by the directive 2006/66/EC of the European Union, which requires a recycling rate of spent batteries of at least 50 wt.% of whole spent battery [4].
Despite structural diversity, the basic structure of all LIBs is mostly the same [5]. Usually, the cathode is an aluminum foil with an intercalated Li compound, and the anode a copper foil with a graphite coating. The anode and cathode compartments are separated by a porous polyolefin and the electrolyte is a mixture of an organic solvent and a lithium salt. These cells are enclosed by a sealed container made of aluminum, steel, special plastics, or highly refined aluminum composite foils [6]. Depending on the used cathode materials current commercial LIBs can be categorized into five types [7]:
- (1)
- LiCoO2 (LCO),
- (2)
- LiNixCoyMnzO2 (NCM, x + y + z = 1),
- (3)
- LiMn2O4 (LMO),
- (4)
- LiNixCoyAlzO2 (NCA, x + y + z = 1), and
- (5)
- LiFePO4 (LFP) series.
To simplify the battery recycling the process should be independent of the type of the spent LIBs and should be applicable for mixtures of different LIBs.
Most of the already developed recycling processes are pyrometallurgical and/or hydrometallurgical approaches. Pyrometallurgical processes are associated with high energy consumption, high capital costs, and potential hazardous gas emission, as well as complex extraction procedures [8,9]. Furthermore, the selective recovery of lithium is very difficult [8]. Moreover, recycling of plastics and electrolyte is not possible. As both components make up 40–50 wt.% of the spent battery, it is difficult to meet the required recycling rate of 50 wt.% [9]. Hydrometallurgical approaches allow for recycling lithium, as well as cobalt and nickel with high purity [7]. Leaching procedures with inorganic or organic acids followed by precipitation and/or solvent extraction obtain the desired products with high recycling efficiencies [10,11,12]. However, the high recycling rates can only be achieved by using high quantities of acid which in turn not only produce high amounts of wastewater [7]. Already the costs of the chemicals for acidic digestion and subsequent neutralization exceed the intrinsic metal value by far. Furthermore, the low leaching selectivity, especially in the case of inorganic acids, necessitates extensive purification steps, which render the entire process complex and costly. A promising alternative is the COOL-Process (CO2-leching), the core step of which is leaching with supercritical CO2 (sc CO2).
Supercritical fluids are interesting alternatives to conventional solvents for metal extraction. There are more than 100 plants worldwide that extract using supercritical solvents, thus creating a broad field of application for these processes [13]. Probably the best-known process is the decaffeination of coffee [14]. A study by Rentsch et al. was able to show that the higher investment costs compared to conventional processes are already compensated by low operating costs after about two years. The low operating costs are due to a low chemical requirement and less complex wastewater treatment [15].
In the field of battery recycling, sc CO2 currently plays only a minor role, but this is incomprehensible. Only for the recycling of the electrolyte of the LIBs have several studies [14,16,17,18,19] been published. The application of sc CO2 for the extraction of metals has only been published in one paper on cobalt extraction [20]. The recovery of the electrolyte is a challenging task, especially regarding the different compositions of the LIBs. Several studies have shown that extraction with sc CO2 is an efficient way to recycle the electrolyte [14,16,17,18,19], but this requires LIBs with the same composition, which is associated with a high sorting effort and therefore does not appear economical. Supercritical CO2 has also been employed for metal extraction from several materials, like ores, resins, and foils. For instance, Bertuol et al. developed a process that allows the recovery of cobalt from LIBs using sc CO2 and H2O2 (4% v/v) as co-solvent. This process allows the extraction of more than 95 wt.% cobalt in a very short time (5 min) [20]. Other metals, such as nickel, manganese, and lithium, are not considered in this study. Research on the recovery of lithium from LIB by means of sc CO2 is not published yet.
2. Materials and Methods
2.1. LIB Black Mass Pre-Treatment and Characterization
LIB black mass sample, type battery Li-NMC, was kindly supplied by the Institute of Mechanical Process Engineering and Mineral Processing from TU Bergakademie Freiberg and pre-treated before carrying out the optimization process by multi-stage crushing using a planetary ball mill PM 100 (Retsch GmbH, Haan, Germany) and subsequent milling by a vibrating cup mill (AS 200, Retsch GmbH, Haan, Germany) for grinding the black mass sample to a particle size of <63 µm (d90: 61.18 µm).
The elemental composition of the LIB black mass was determined by atomic emission spectrometry with inductively coupled plasma (ICP-OES, Optima 4300 DV, Perkin Elmer, Waltham, MA, USA) and atomic absorption spectroscopy (AAS, ContrAA 700, Analytik Jena, Jena, Germany). The LIB black mass sample was treated with aqua regia in a liquid:solid ratio (L:S) of 100 at 180 ± 2 °C for 30 min using a Microwave MARS 6 (CEM Corporation, London, UK). The procedure was repeated three times.
Carbon measurement was carried out with the vario EL MICRO cube system made by Elementar Analysensysteme GmbH, Langenselbold, Germany, based on a combustion method.
Thermogravimetric analysis (TGA) and differential thermal analysis (DTA) were conducted by using TGA/DSC (Differential scanning calorimetry) 1 with a DSC sensor and mass-flow controller GC 200 (Mettler Toledo, Gießen, Germany) to examine the thermal behavior of the LIB black mass. TGA/DTA was carried out placing 22.36 mg of the black mass in a 150 µL alumina crucible heated from 25 up to 1000 °C with a heating rate of 10 K/min under pure oxygen or nitrogen flow of 40 mL/min.
2.2. Optimization
The aim was to determine the reaction conditions at which the highest yield of the target value can be obtained. However, processes reported in the literature are usually conducted using the one-factor-at-a-time method. The influence of different factors is evaluated by varying one after another, keeping the other ones constant. This method often fails to determine the global optimum because the correlation between different factors is not in consideration. Hence, the obtained optimum is a local instead of a global one, and the process efficiency from an economic and environmental point of view is not properly evaluated. Furthermore, the optimization cannot be considered accurate, because the influence of some factors (binary correlations) on the target yield is often significant, yet not determined. Therefore, the current work employs a statistical experimental design by considering both binary correlations and squared effect in order to determine the global optimum.
2.2.1. 33 Box-Behnken Design
To optimize Li recovery from the LIB black mass sample, a 33 Box-Behnken design was used to determine the global optimum by consideration of all the factor combinations. This design of experiment (DOE) requires tests on every half of the edges and in the center, which was conducted threefold to determine the experimental error. The factors investigated were: temperature T [°C], residence time t [h], and water:black mass ratio L:S ratio [mL/g] in a range comprising three levels (Table 1).
Statgraphics v.18 (Statpoint Technologies Inc., Warrenton, VA, USA) was used as the evaluation statistical software to determine the global optimum, as well as the model equation which describes how Liyield depends on each nine effects (linear, squared, and binary correlations). The model equation was obtained using Equation (1) via multi-linear regression.
where:
- y: Target value: Liyield [wt.%];
- xi: Factors: T [°C], t [h], L:S ratio [mL/g];
- N: Number of factors (3);
- b0: Ordinate section; and
- bi, bij, bii: Regression parameters of linear, squared and cross effects.
2.2.2. Experimental Procedure
Digestion experiments of the LIB black mass, using the conditions in random order, were performed under elevated pressure (100 bar) using the autoclave Hastelloy C4 (Berghof Products + Instruments GmbH, Eningen unter Achalm, Germany) and are depicted in Figure 3.
Digestion experiments by the COOL-process, which uses CO2 as a reagent, were carried out adding the LIB black mass sample (d50 = 9.1 µm) in the BR-300 autoclave to a volume of distilled water of 400 mL in accordance with the operating conditions depicted in Table 2. The suspension was heated to a range of temperature of 150–230 °C at a heating rate of 5 K/min and 500 rpm. CO2 was added and a pressure of 100 bar was set after reaching the target temperature. The digestion time varied between 2–4 h. Afterward, the reaction mixture was cooled down to T < 30 °C under pressure and subsequently decompressed to normal pressure. The suspension was filled up with distilled water to 1 L and the residue was separated by vacuum filtration using an ash-free paper filter MN 640 dd (Macherey-Nagel, Düren, Germany). The leachates were analyzed by ICP-OES to determine the Al, Cu, Co, Fe, Ni, and Mn content and AAS for the Li content.
2.3. Li2CO3 Precipitation
The leachate (100 mL) obtained at T = 230 °C, t = 3 h, and L:S ratio = 30 mL/g was heated T = 100 °C. Li2CO3 precipitation was complete at V = 2.5 mL. The solid product was separated by filtration and washed with deionized water (5 mL). The liquid fractions were combined and recirculated for the next run in order to not loose residual Li. Product purity was determined as 99.8% by ICP-OES and AAS after dissolving with HNO2 1 vol.%.
3. Results and Discussion
3.1. LIB Black Mass Characterization
After discharging the LIB, a black mass was obtained by mechanical treatment involving crushing and magnetic separation. Housing material, polyethylene, aluminum, and copper were separated as initial products. The resulting black mass is a powder consisting of anode and cathode material, coating material, electrode foils, and small parts of aluminum, copper, and polyethylene from the separator foil. During mechanical comminution, the release of highly volatile compounds of the electrolyte (dimethyl carbonate, diethyl carbonate) also occurs. Table 2 shows the mean value of black mass analysis and the standard deviation of the sample set (Std. Dev.).
The Li content was 3.18 wt.% and the main metals were Co (2.37 wt.%), Cu (2.21 wt.%), Mn (23.89%), and Ni (8.31 wt.%). The high Mn content compared to Co and Ni is noticeable, from which was evident that the LIB was a (LiNixMnyCozO2, x + y + z = 1) type battery (Li-NMC). Iron was introduced into the sample through the mechanical processing of the LIB. However, due to the low concentration (0.29 wt.%), no negative impact on the process was to be expected.
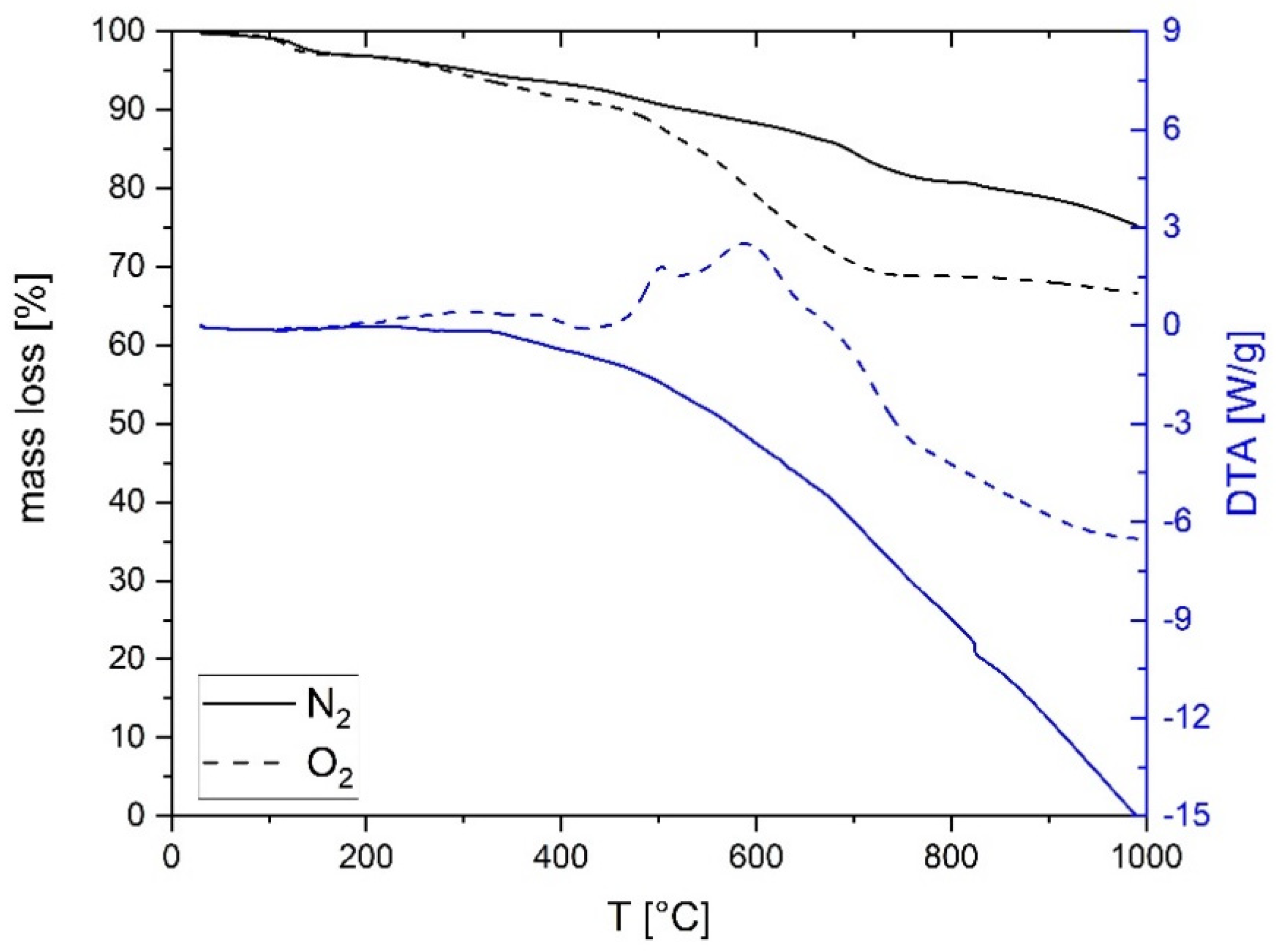
To be able to exclude the possibility of toxic fluorine compounds formed during the digestion, a thermogravimetric analysis (TGA) was carried out. TGA under nitrogen and oxygen showed a mass loss of 20.42 wt.% and 33.34 wt.% (Figure 4). The mean value of both measurements (26.88 wt.%) was in accordance with the carbon content measured by the elemental analysis (26.04 wt.%). Under oxygen atmosphere differential thermal analysis (DTA) showed, as expected, an exothermic peak in the range between 450 and 750 °C, which correlates with the combustion of the contained carbon. However, heat formation occurring here is only of minor importance for the process, which works at T ≤ 230 °C. Only at T > 800 °C a slight release of fluorine compounds was observed. Therefore, it is not expected that volatile fluorine compounds will form during digestion, which means that no additional safety measures or special materials are required to operate the COOL-Process safely.
3.2. Optimization
3.2.1. Significant Influences on Lithium Yield
The Li leaching efficiency of each experiment obtained experimentally following the DOE was determined and listed in Table 3 as Li yield. To evaluate which of the nine effects: linear (A, B, C), squared (AA, BB, CC), and binary correlation (AB, BC, AC) contribute significantly to Li yield, an analysis of Variance called ANOVA was conducted. The results are depicted in Table 4. Terms that are insignificant for the target value were removed by the stepwise method.
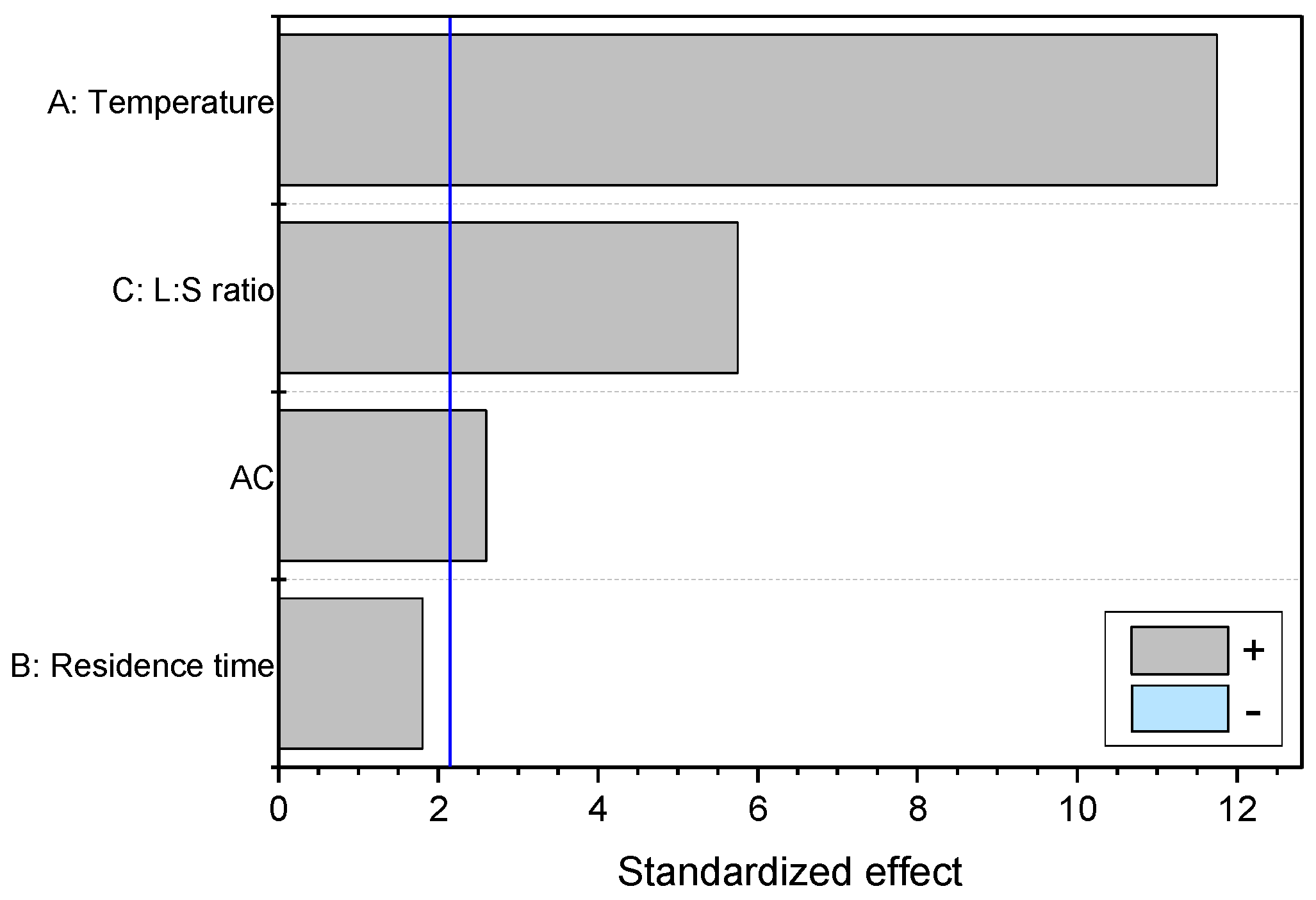
According to the Pareto diagram depicted in Figure 5, the temperature in terms of a linear effect takes the most pronounced effect on Li yield. The water:black mass ratio (L:S ratio) showed the second highest effect, whereas the influence of residence time was rather poor. Consequently, leaching is almost fully completed after 2 h, as Li yield was affected only minorly within the residence time range studied (Table 3). This observation indicates that supercritical CO2 is an efficient leaching agent for Li. The fact that residence time has only a slight impact on leaching black mass for Li mobilization has been observed in other studies, too: For inorganic (e.g., HCl, H2SO4, H2O2), as well as organic (e.g., oxalic acid, tartaric acid, citric acid) leaching agents, residence times between 30 and 240 min were reported [10]. Hence, Li is only weakly bound in the matrix of the black mass and it can therefore be easily extracted. This is also supported by the excellent extraction properties of supercritical (sc) CO2. In previous studies, it was shown that the optimal residence time for Li mobilization from zinnwaldite through leaching with sc-CO2/H2O is 3 h [21], whereas leaching with HCl takes 7 h [22].
Furthermore, the AC correlation contributes to increasing the Li yield, too. It represents an interaction between temperature and water:black mass ratio. After Urbańska et al. had observed the same trend when leaching black mass with H2SO4 and H2O2 [23], this interaction was not unexpected.
The three squared correlations (AA, BB, and CC), as well as AB and BC as binary interactions were removed from Equation (1) by the stepwise method because of their insignificant effect to the Li yield optimization.
3.2.2. Model Equation and Optimum
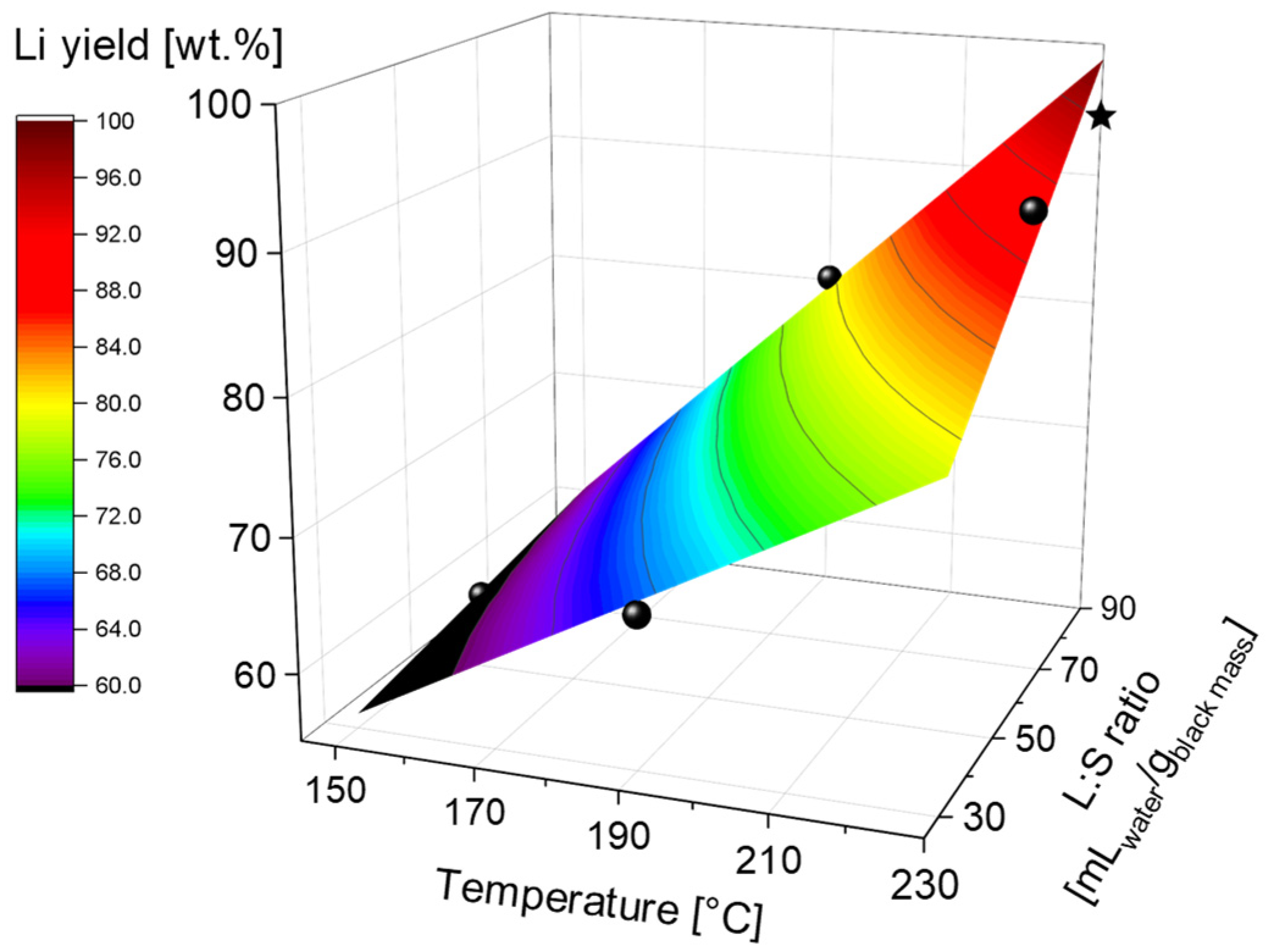
In accordance with the experimental obtained results from the DOE, a mathematical model equation was determined considering all significant effects on Li yield. This equation allows for predicting the Li yield at any desired point within the investigated factors levels range. Equation (2) predicts that Li yield reaches its all-time maximum with 98.8 wt.% using the following reaction conditions: T = 230 °C, t = 4 h and L:S ratio = 90 mL/g.
where:
- A: Temperature (°C);
- B: Residence time (h); and
- C: L:S ratio (mLwater/gblack mass).
To validate the mathematical model, a twofold experiment involving these optimized parameters was carried out. Both experiments provided a Li yield of 94.5 ± 0.33 wt.%. With a difference of <5 wt.%, one may consider the calculated model by employing a 33 Box-Behnken design in accordance with the experimental data. However, bearing in mind that only three of the nine effects studied took effect on Li yield, together with the optimum being in a corner of the DOE, an evaluation of the statistical design will be carried out in follow-up work. For instance, by employing a full factorial design, an improvement of the statistical experimental design can be achieved, thus obtaining a better mathematical model that describes how Li yield depends on the three chosen factors: temperature, residence time, and water:black mass ratio.
The model in terms of surface response is shown in Figure 6, where the bold points correspond to the experimental data and the star to the two replicates which were carried out using the optimal reaction conditions (T = 230 °C, t = 4 h and L:S ratio = 90 mL/g).
The Li yield (94.5 ± 0.33 wt.%) obtained under the optimal reaction conditions is roughly in line with several studies using inorganic and organic acids. For instance, Takacova et al. achieved a quantitative Li mobilization from the black mass with 2 M HCl (60–80 °C, 90 min, L:S ratio = 50) with simultaneous quantitative cobalt mobilization [24]. Similar results were described by Urbańska et al. using 1.5 M H2SO4 and 30% H2O2 (90 °C, 120 min, L:S ratio = 10). In their study up to 99.91 wt.% Li was leached and 87.85 wt.% cobalt and 91.46 wt.% nickel were co-extracted [23]. A high Li (<90 wt.%) and <30 wt.% Mn yield were obtained by Li et al. with 1 M oxalic acid (95 °C, 12 h, L:S ratio = 10) [25]. In other words, Co, Ni, and Mn were co-mobilized. All published results have in common, though, that their Li selectivity is poor, thus requiring additional purification and consumption of chemicals, not to speak of process costs. In contrast, the current work exhibits not only a high Li selectivity but also a high degree of Li mobilization. Under optimal reaction conditions, only Al was co-extracted (Table 5), but the presence of this metal has no influence on the further process of the Li2CO3 precipitation. The reason is for the insensitivity of the COOL-Process towards Al is the inability of Al to form neither carbonates nor hydrogen carbonates under this condition. Precipitation of Al salts with CO2 only occurs from pH 9 and not in the acetic range [26]. With CO2/water being a weak acid only, any other acidic leachate reagent will consequently co-mobilize Co, Ni, and/or Mn, the interaction of which with Al3+ and Fe3+ inevitably requires tedious and complex separation of these metals prior to Li2CO3 precipitation. The latter step is gaining further complexity through the mutually interacting chemistry of these metal cations with hydroxide, thus severely taking effect on the process economy of these approaches. A further advantage of the COOL-Process is the effect that, in contrast to other carbonates, the solubility of Li2CO3 decreases with increasing temperature. For this reason, the digestion solution is heated to 90 to 95 °C and the target product is precipitated in the process. The precipitation behavior of Li2CO3 in such digestion solutions has been extensively investigated in previous studies, so it was omitted here [15,21,22,27].
Direct carbonation (COOL-Process) of black mass has the advantage of leaving other valuable metals, such as Co, Mn, and Ni, in the leaching residue from where they can be recycled with ease according to established techniques. There exist pyrometallurgical processes for this purpose, so that the COOL-Process can be understood in terms of an enabling technology, which gives way to isolate lithium prior to known pyrometallurgy in a preliminary stage. The CO2 released during the pyrometallurgical recovery of Co, Ni, and Mn can, in turn, be used for carbonization, this way contributing to both a zero-waste approach and circular economy.
Another advantage of the COOL-Process is its efficiency in terms of Li recovery regardless of the composition of the raw material. Particularly in the field of LIB recycling, a broad and robust feedstock variability is a prerequisite to operate the process economically, which in turn is mandatory in terms of successfully establishing a circular economy. Each battery manufacturer uses different compositions, for which reason there are a plethora of different battery types on the market. Most processes for recycling LIBs are specialized in certain compositions, which entails complex sorting processes. This is usually only possible by hand, which renders these processes highly cost intensive. The flammability of damaged LIB is susceptible to danger, what is an issue when hand-sorting. In the COOL-Process, LIB can be processed regardless of their composition. Moreover, previous studies have already shown that this process is suitable for extracting Li from ores, like zinnwaldite, too. The optimum reaction conditions determined in these studies were 230 °C, 3 h, and a L:S ratio of 30 and are thus comparable to the conditions determined in the current work [21]. Therefore, it can be concluded that the COOL-Process probably allows for recovering Li from both primary and secondary sources. It is a textbook example of circular resources chemistry, which comprises origin-independent processes for the production of chemical raw materials that do not differentiate between primary and secondary raw materials [28].
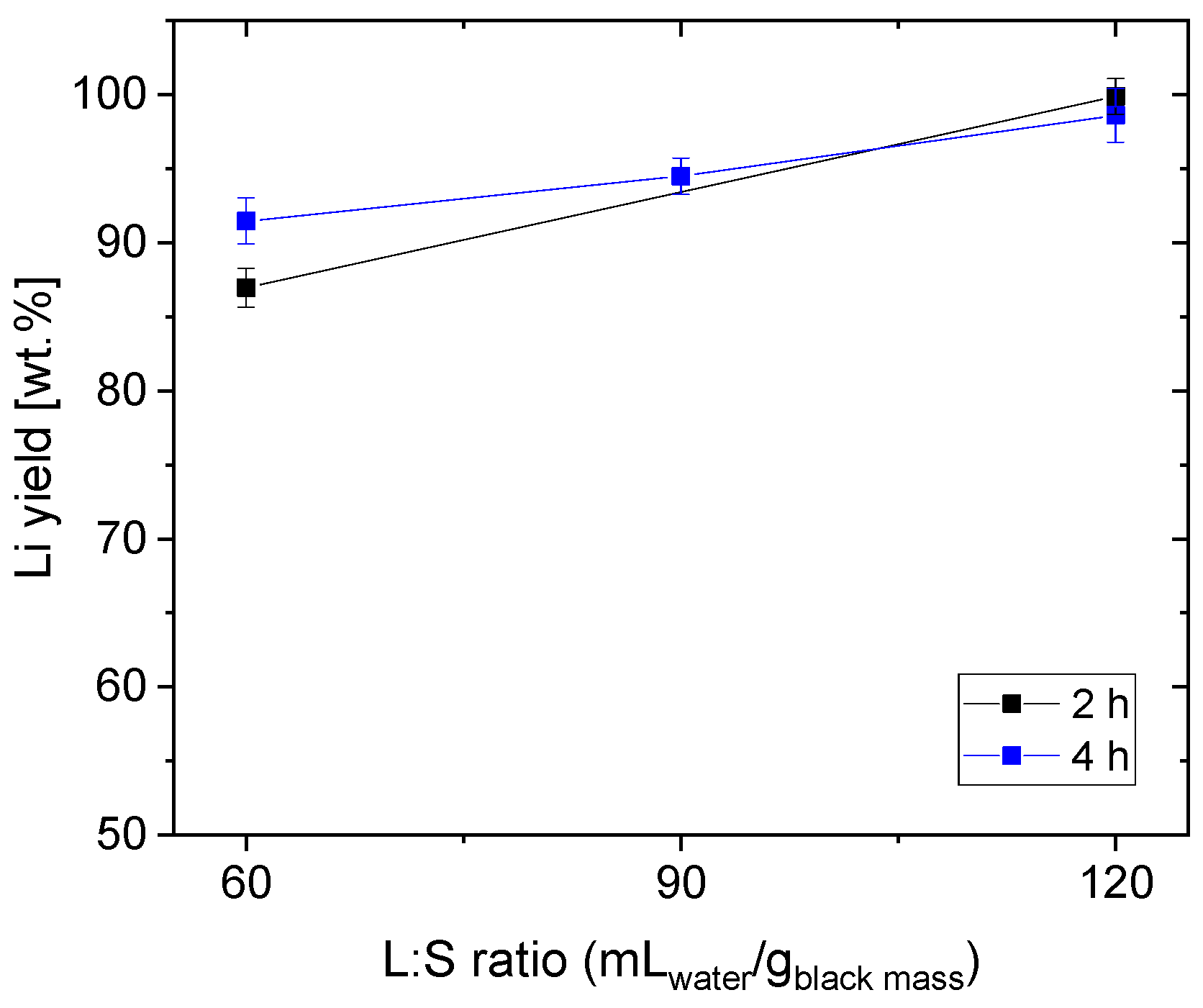
However, the maximum is placed in a corner, which raises the question of whether another factor (e.g., pressure) needs to be explored to ensure that the optimization covers all effective factors. From the viewpoint of process engineering, temperature increase appears as the factor of choice to check for higher Li mobilization. This is not possible, though, which is one of the limitations of the materials in contemporary LIB. Conventional sealing material (polytetrafluoroethylene, PTFE) is only stable up to 230 °C, so special materials, such as perfluoro rubber (FFKM), would be necessary. Particularly, on an industrial scale, these special sealing materials, together with the energy input required to reach temperatures >230 °C, are associated with considerable additional costs. Since a high Li mobilization was already achieved at 230 °C, only a small yield increase can be expected from a further temperature increase, which, however, is not justified in terms of additional energy and raw material demand which is in sharp contrast to the plus of Li to be expected. For these reasons, this factor remained unaltered and the maximum level was set to 230 °C. Since the second highest effect on the Li yield was provided by water:black mass ratio, the highest factor level was increased to 120 mL/g to evaluate how much the target value can be increased (Figure 7). 98.6 ± 0.19 wt.% Li was recovered by the COOL-Process at 230 °C, 4 h, and 120 mL/g. Considering the increase of 4.6 wt.% on the target value using 120 instead of 90 mL/g, the DOE could be improved by redefining the factor levels considering this enhancement on the Li yield. However, the small increase in yield represents a 22 wt.% reduced Li concentration in the digestion solution, which in turn will necessitate a higher energy input for its concentration prior to precipitating the target product Li2CO3. Again, this additional energy costs, in combination with resulting CO2 emissions for energy generation, may hardly be compensated for the rather small plus in lithium yield.
With this in mind, the 4.6 wt.% higher Li yield obtained from varying the water:black mass ratio cannot compensate for the lower energy efficiency. This latter issue can be equalized by reducing residence time t. Although the theoretical optimum is placed in a corner of the 3³ box, the obtained information is sufficient to recognize the potential that lies in reducing t without investing in further optimization work. If sc-CO2-leaching is done at 230 °C, 120 mL/g, and 2 h instead of 4 h, 99.05 ± 0.64 wt.% Li was recovered. As can be seen in Figure 7, the differences between the Li yields (~1%) when the COOL-Process was carried out at 230 °C for 2 or 4 h are not significant when using 120 mL/g. Hence, almost quantitative lithium recovery was reached by simply increasing the L:S ratio from 90 to 120 mL/g and conducting the leaching for 2 h. As pointed out before, the economic impact on the entire Li recycling process is an essential factor to be considered. Process performance depends not only on maximizing target values but also on economic efficiency.
It appears evident from these considerations that in general quantitative metal recovery from whatever feedstock may technologically be feasible, yet the bill is paid in terms of higher energy consumption, higher CO2 emissions, and lacking economy. Applied to the circular economy, where the intrinsic metal value of the secondary raw material should exceed process costs, it is obvious that real-world processes always will constitute a compromise between what is desirable, what is feasible, and what is realizable. A way out of this situation is integrated processes, where the (secondary) raw material is converted into marketable products to the most possible extent. This is given here, since Co, Ni, and Mn, as well as housing material, are products, too, and CO2 is re-circulated. A follow-up economical assessment will be conducted to provide the essential information to which extent additional efforts towards quantitative recovery are justified.
3.3. Li2CO3 as a Final Product
Black mass leaching under the conditions identified optimal in the optimisation study (Section 3.2) to reach the highest Li concentration (T = 230 °C, t = 3 h, L:S ratio = 30 mL/g) yielded an aqueous solution of LiHCO3. The final product, Li2CO3, was obtained making use of its solubility anomaly. The carbonate’s solubility in water is 13.3 g/L at T = 20 °C, while it is 7.2 g/L at T = 100 °C. Heating the solution to T = 100 °C not only decomposes LiHCO3 to give Li2CO3, it also serves to reduce the solution volume in order to obtain best possible precipitation results. Filtration of the solid product gave pure X which was washed with deionised water with twice the amount of the volume of the residual precipitation solution (Figure 8). After drying, Li2CO3 was dissolved in HNO3 1 vol.%. Product purity was 99.8% as determined by ICP-OES and AAS.
The concentration of all other cations, such as Al, Mn, Fe, Co, Ni, and Cu, in sum accounted to <0.17 wt.%. With Li2CO3 purity >99.8 wt.% it was shown that the COOL-Process is capable of producing battery grade Li2CO3 as crude product, which needs no further purification.
The remaining liquid fractions from product precipitation and washing were combined and recirculated. They serve as aqueous phase for the next run. Although this way no lithium is lost, Li2CO3 precipitation remains an issue, since precipitation efficiency in our experiments ranged widely between 43 and 85 wt.%. Optimizing product precipitation is therefore matter of follow-up studies. The same applies for Al, which under the given conditions is not susceptible for precipitation from carbonatic solutions. Upon recirculating the aqueous solutions, Al will accumulate and may interfere with the process. Exploratory experiments showed that Al can be eliminated as oxalate. If, however, aluminium oxalate precipitation interferes with Li leaching beyond what is tolerable, purging the solution is an option.
3.4. Industrial Application Feasibility
The COOL-Process has been successfully tested on a lab-scale and the high Li yield obtained using LIB as secondary sources demonstrates the efficiency of the direct-carbonation process.
The purpose of realizing holistic research approaches with practical relevance that can be carried out by using different raw materials is challenging. According to the obtained results, it can be affirmed that the goal has been reached because COOL-Process has been used for recovering Li from primary [21], as well as secondary raw material. This success essentially contributes to safeguarding the raw material base of the European industry for LIB production.
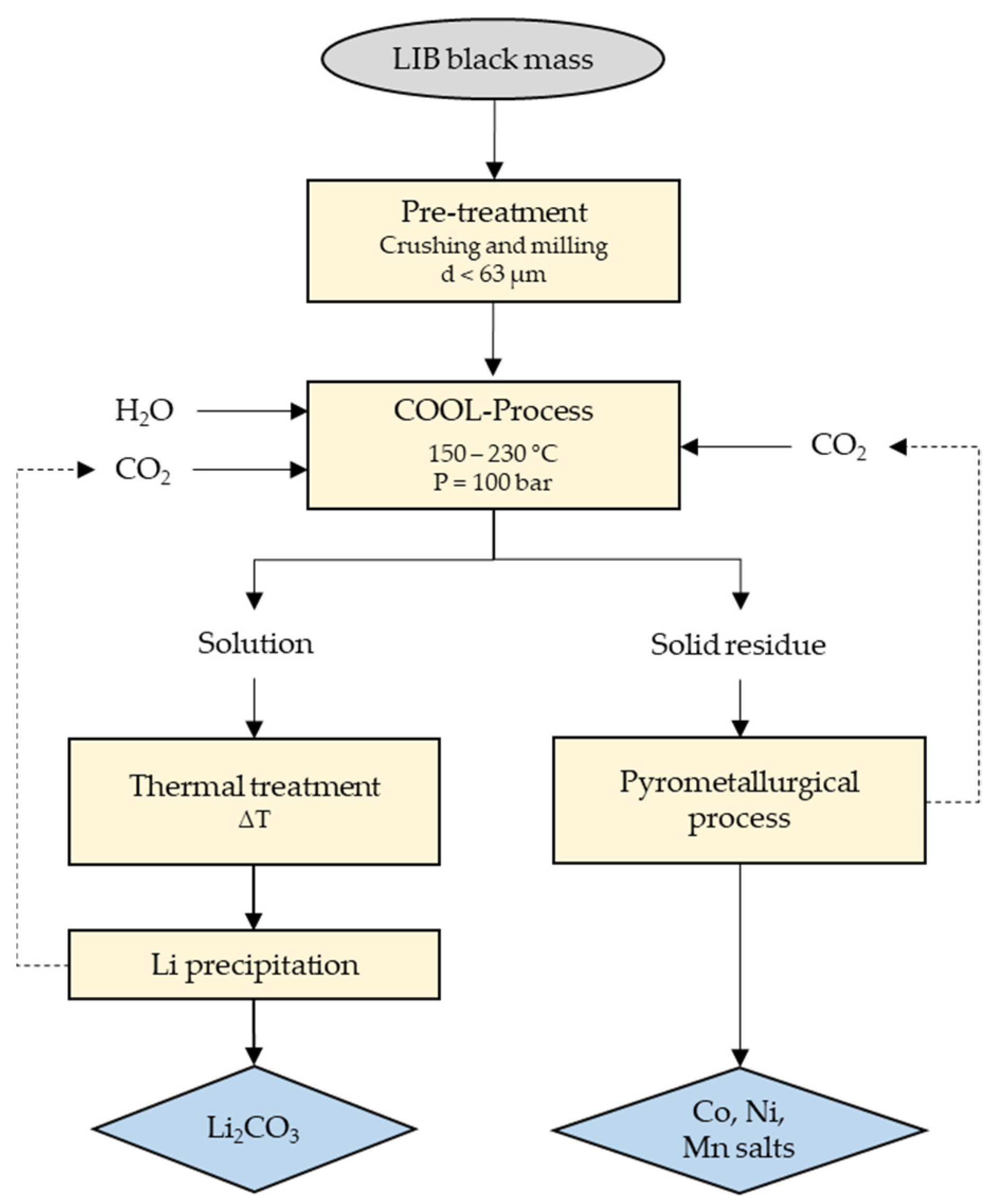
Furthermore, considering the lack of Li recycling from secondary sources due to the uneconomic methods, this new approach offers selective leaching where Li can be recovered and subsequently precipitated to obtain Li2CO3. Present pyro- and hydrometallurgical processes developed for LIB recycling are focused on the recovery from other valuable metals, such as Co, Mn, and Ni, among others. Li remains in the solid residue and its recovery is cost intensive (if feasible at all). The current alternative allows for efficiently recovering Li and offers the possibility of recycling other metals, such as Co, Cu, Mn, and Ni, since they are not affected by the COOL-Process. Their selective separation can be carried out using different techniques, such as solvent extraction, membrane technologies, and precipitation [10,11,29,30]. Therefore, the developed process shown in Figure 2 contributes to a zero-waste concept, as well as the development of sustainable recycling processes.
4. Conclusions
The current work shows a selective process to mobilize Li from LIB black mass by leaching with supercritical CO2. Process parameter optimization was done by using a 33 Box-Behnken design as DOE. The maximum Li yield of 94.5 wt.% was reached at 230 °C, 4 h, and a water:black mass ratio of 90 mL/g. With a water:black mass ratio of 120 mL/g Li yield was almost quantitative (99.05 ± 0.64 wt.%), yet requiring higher energy input. In contrast to all other studies, only Li and Al were mobilized, which allows for selectively precipitating Li2CO3 in high purity without much effort, yielding battery grade-quality (>99.5 wt.%) as the crude product. There is no further refining required. Other valuable metals, such as Co, Cu, Ni, and Mn, remained in the solid residue, which can be separated selectively and recovered by established processes. The CO2 released in these processes can be fed back to the COOL-Process. Therefore, this holistic approach for LIB recycling comes very close to the goals of zero-waste. Last but not least, this approach allows for simultaneously treating primary and secondary raw materials for Li recycling.
Author Contributions
Conceptualization, S.P., D.K., and M.B.; methodology, R.M.; validation, R.M.; formal analysis, R.M.; investigation, R.M., S.P. and D.K.; resources, D.K. and M.B.; writing—original draft preparation, S.P., D.K., and R.M.; writing—review and editing, M.B., D.K., S.P.; supervision, S.P. and D.K.; project administration, M.B. and D.K.; funding acquisition, M.B. All authors have read and agreed to the published version of the manuscript.
Funding
Financial support by the German Federal Ministry of Education and Research (Grant nr. 033RC020A) is gratefully acknowledged.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
It was followed according to MDPI Research Data Policies.
Acknowledgments
Further thanks are owed to Sebastian Hippmann, Andrea Schneider and Jan Walter for conducting TGA/DTA, ICP-OES and AAS analyses and Resource technology & Metal processing Freiberg GmbH (RMF) for providing LIB black mass sample.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Applied Market Research. Global Lithium-ion Battery Market. Opportunities and Forecast 2020–2027. Available online: https://www.alliedmarketresearch.com/lithium-ion-battery-market (accessed on 20 October 2020).
- IEA. Global EV Outlook 2019–Analysis-IEA. Available online: https://www.iea.org/reports/global-ev-outlook-2019 (accessed on 20 October 2020).
- U.S. Geological Survey. Mineral Commodity Summaries 2020; U.S. Geological Survey: Reston, VA, USA.
- Directive 2006/99/EC of the European parliament and of the council of 6 September 2006 on batteries and accumulators and waste batteries and accumulators and repealing Directive 91/157/EEC. 2006. Available online: https://www.legislation.gov.uk/eudr/2006/99/contents (accessed on 20 October 2020).
- Velázquez-Martínez, O.; Valio, J.; Santasalo-Aarnio, A.; Reuter, M.; Serna-Guerrero, R. A Critical Review of Lithium-Ion Battery Recycling Processes from a Circular Economy Perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef] [Green Version]
- Werner, D.; Peuker, U.A.; Mütze, T. Recycling Chain for Spent Lithium-Ion Batteries. Metals 2020, 10, 316. [Google Scholar] [CrossRef] [Green Version]
- Fan, E.; Li, L.; Wang, Z.; Lin, J.; Huang, Y.; Yao, Y.; Chen, R.; Wu, F. Sustainable Recycling Technology for Li-Ion Batteries and Beyond: Challenges and Future Prospects. Chem. Rev. 2020, 120, 7020–7063. [Google Scholar] [CrossRef] [PubMed]
- Gao, W.; Zhang, X.; Zheng, X.; Lin, X.; Cao, H.; Zhang, Y.; Sun, Z. Lithium Carbonate Recovery from Cathode Scrap of Spent Lithium-Ion Battery: A Closed-Loop Process. Environ. Sci. Technol. 2017, 51, 1662–1669. [Google Scholar] [CrossRef] [PubMed]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lv, W.; Wang, Z.; Cao, H.; Sun, Y.; Zhang, Y.; Sun, Z. A Critical Review and Analysis on the Recycling of Spent Lithium-Ion Batteries. ACS Sustain. Chem. Eng. 2018, 6, 1504–1521. [Google Scholar] [CrossRef]
- Chagnes, A.; Pospiech, B. A brief review on hydrometallurgical technologies for recycling spent lithium-ion batteries. J. Chem. Technol. Biotechnol. 2013, 88, 1191–1199. [Google Scholar] [CrossRef]
- He, L.-P.; Sun, S.-Y.; Mu, Y.-Y.; Song, X.-F.; Yu, J.-G. Recovery of Lithium, Nickel, Cobalt, and Manganese from Spent Lithium-Ion Batteries Using l-Tartaric Acid as a Leachant. ACS Sustain. Chem. Eng. 2017, 5, 714–721. [Google Scholar] [CrossRef]
- Lin, F.; Liu, D.; Maiti Das, S.; Prempeh, N.; Hua, Y.; Lu, J. Recent Progress in Heavy Metal Extraction by Supercritical CO 2 Fluids. Ind. Eng. Chem. Res. 2014, 53, 1866–1877. [Google Scholar] [CrossRef]
- Grützke, M.; Mönnighoff, X.; Horsthemke, F.; Kraft, V.; Winter, M.; Nowak, S. Extraction of lithium-ion battery electrolytes with liquid and supercritical carbon dioxide and additional solvents. RSC Adv. 2015, 5, 43209–43217. [Google Scholar] [CrossRef] [Green Version]
- Rentsch, L.; Martin, G.; Bertau, M.; Höck, M. Lithium Extracting from Zinnwaldite: Economical Comparison of an Adapted Spodumene and a Direct-Carbonation Process. Chem. Eng. Technol. 2018, 41, 975–982. [Google Scholar] [CrossRef]
- Rothermel, S.; Evertz, M.; Kasnatscheew, J.; Qi, X.; Grützke, M.; Winter, M.; Nowak, S. Graphite Recycling from Spent Lithium-Ion Batteries. ChemSusChem 2016, 3473–3484. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Mu, D.; Zheng, R.; Dai, C. Supercritical CO 2 extraction of organic carbonate-based electrolytes of lithium-ion batteries. RSC Adv 2014, 4, 54525–54531. [Google Scholar] [CrossRef]
- Mönnighoff, X.; Friesen, A.; Konersmann, B.; Horsthemke, F.; Grützke, M.; Winter, M.; Nowak, S. Supercritical carbon dioxide extraction of electrolyte from spent lithium ion batteries and its characterization by gas chromatography with chemical ionization. J. Power Source 2017, 352, 56–63. [Google Scholar] [CrossRef]
- Nowak, S.; Winter, M. The Role of Sub- and Supercritical CO2 as “Processing Solvent” for the Recycling and Sample Preparation of Lithium Ion Battery Electrolytes. Molecules 2017, 22, 403. [Google Scholar] [CrossRef]
- Bertuol, D.A.; Machado, C.M.; Silva, M.L.; Calgaro, C.O.; Dotto, G.L.; Tanabe, E.H. Recovery of cobalt from spent lithium-ion batteries using supercritical carbon dioxide extraction. Waste Manag. 2016, 51, 245–251. [Google Scholar] [CrossRef]
- Bertau, M.; Martin, G. Integrated Direct Carbonation Process for Lithium Recovery from Primary and Secondary Resources. MSF 2019, 959, 69–73. [Google Scholar] [CrossRef]
- Martin, G.; Pätzold, C.; Bertau, M. Integrated process for lithium recovery from zinnwaldite. Int. J. Miner. Process. 2017, 160, 8–15. [Google Scholar] [CrossRef]
- Urbańska, W. Recovery of Co, Li, and Ni from Spent Li-Ion Batteries by the Inorganic and/or Organic Reducer Assisted Leaching Method. Minerals 2020, 10, 555. [Google Scholar] [CrossRef]
- Takacova, Z.; Havlik, T.; Kukurugya, F.; Orac, D. Cobalt and lithium recovery from active mass of spent Li-ion batteries: Theoretical and experimental approach. Hydrometallurgy 2016, 163, 9–17. [Google Scholar] [CrossRef]
- Li, Q.; Fung, K.Y.; Xu, L.; Wibowo, C.; Ng, K.M. Process Synthesis: Selective Recovery of Lithium from Lithium-Ion Battery Cathode Materials. Ind. Eng. Chem. Res. 2019, 58, 3118–3130. [Google Scholar] [CrossRef]
- Aghazadeh, V.; Shayanfar, S.; Hassanpour, P. Aluminum hydroxide crystallization from aluminate solution using carbon dioxide gas: Effect of pH and seeding. Miner. Proc. Extr. Metall. 2019, 1, 1–7. [Google Scholar] [CrossRef]
- Martin, G.; Schneider, A.; Bertau, M. Lithiumgewinnung aus heimischen Rohstoffen. Chem. Unserer Zeit 2018, 52, 298–312. [Google Scholar] [CrossRef]
- Bertau, M.; Eschment, J.; Fröhlich, P. Wertstoffchemie: Die Rohstoffbasis sichern. Nachr. Chem. 2017, 65, 1206–1209. [Google Scholar] [CrossRef]
- Nayl, A.A.; Elkhashab, R.A.; Badawy, S.M.; El-Khateeb, M.A. Acid leaching of mixed spent Li-ion batteries. Arabian J. Chem. 2017, 10, S3632–S3639. [Google Scholar] [CrossRef] [Green Version]
- Or, T.; Gourley, S.W.D.; Kaliyappan, K.; Yu, A.; Chen, Z. Recycling of mixed cathode lithium-ion batteries for electric vehicles: Current status and future outlook. Carbon Energy 2020, 2, 6–43. [Google Scholar] [CrossRef] [Green Version]
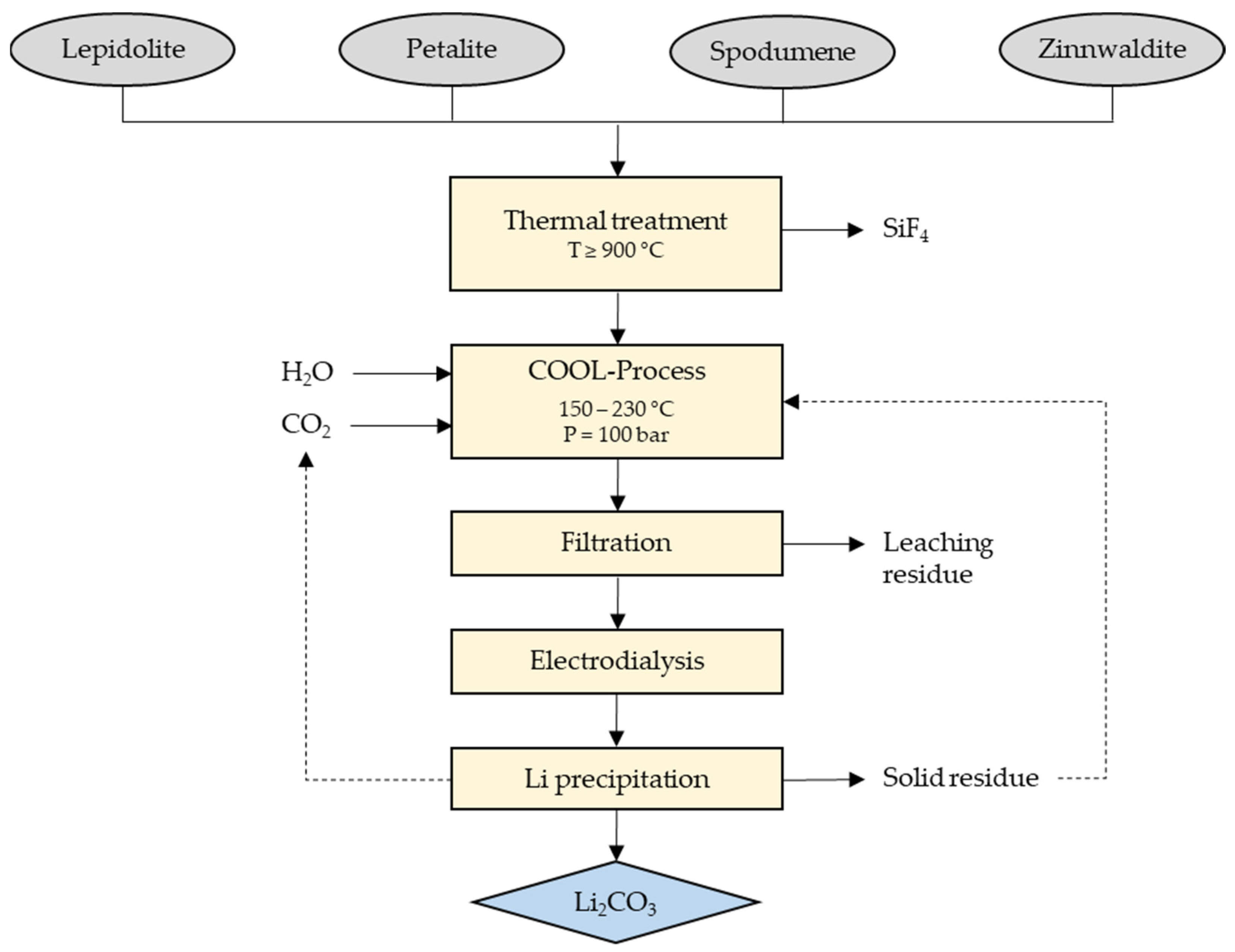
Figure 1.
Flowsheet for the production of Li2CO3 from Lepidolite, Petalite, Spodumene, and Zinnwaldite minerals by direct carbonation [21].
Figure 1.
Flowsheet for the production of Li2CO3 from Lepidolite, Petalite, Spodumene, and Zinnwaldite minerals by direct carbonation [21].

Figure 2.
Recycling process scheme of lithium-ion batteries (LIB) black mass.

Figure 3.
Hastelloy C4 autoclave used to carry out the COOL-Process.

Figure 4.
Thermogravimetric (TG) curve (black) and differential thermal analysis (DTA) curve (blue) of black mass heating under O2 (dashed line) and N2 (continuous line) atmosphere from 25 to 1000 °C at 10 K/min.
Figure 4.
Thermogravimetric (TG) curve (black) and differential thermal analysis (DTA) curve (blue) of black mass heating under O2 (dashed line) and N2 (continuous line) atmosphere from 25 to 1000 °C at 10 K/min.

Figure 5.
Pareto diagram with the significant effects on Li yield.

Figure 6.
Li yield determined by the mathematical model equation varying the temperature and L:S ratio, maintaining the residence time constant at 4 h. Bold points correspond to the experimental data and the star point to the optimum obtained experimentally.
Figure 6.
Li yield determined by the mathematical model equation varying the temperature and L:S ratio, maintaining the residence time constant at 4 h. Bold points correspond to the experimental data and the star point to the optimum obtained experimentally.

Figure 7.
Effect of L:S ratio on the Li yield carrying out the COOL-Process at 230 °C for 2 or 4 h as residence time.
Figure 7.
Effect of L:S ratio on the Li yield carrying out the COOL-Process at 230 °C for 2 or 4 h as residence time.

Figure 8.
Li2CO3 as a product after precipitation of LiHCO3 by heating up at 100 °C.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Factors and levels in the 33 Box-Behnken experimental design.
| Factors | Factor Levels | ||
|---|---|---|---|
| −1 | 0 | +1 | |
| Temperature T [°C] | 150 | 190 | 230 |
| Residence time t [h] | 2 | 3 | 4 |
| water:black mass ratio L:S ratio [mL/g] | 30 | 60 | 90 |
Table 2.
Composition of LIB black mass in wt.% analyzed by ICP-OES, AAS, and combustion.
| Composition [wt.%] | ||||||||
|---|---|---|---|---|---|---|---|---|
| Al | Co | Cu | Fe | Li | Mn | Ni | C | |
| Mean | 1.89 | 2.37 | 2.21 | 0.29 | 3.18 | 23.89 | 8.31 | 26.04 |
| Std. Dev. | 0.29 | 0.10 | 0.06 | 0.09 | 0.02 | 0.69 | 0.34 | 0.01 |
Table 3.
Li yield in each experiment obtained experimentally following the 33 Box-Behnken experimental design (A: T [°C], B: t [h], C: L:S ratio [mL/g]). The experiments shaded in grey correspond to the replicated central point.
Table 3.
Li yield in each experiment obtained experimentally following the 33 Box-Behnken experimental design (A: T [°C], B: t [h], C: L:S ratio [mL/g]). The experiments shaded in grey correspond to the replicated central point.
| Factors | Li yield [wt.%] | |||
|---|---|---|---|---|
| A: T [°C] | B: t [h] | C: L:S ratio [mL/g] | ||
| 1 | 190 | 3 | 60 | 75.2 |
| 2 | 190 | 2 | 30 | 66.8 |
| 3 | 150 | 2 | 60 | 52.1 |
| 4 | 230 | 4 | 60 | 91.5 |
| 5 | 190 | 4 | 30 | 66.3 |
| 6 | 190 | 4 | 90 | 80.2 |
| 7 | 150 | 3 | 30 | 52.7 |
| 8 | 190 | 3 | 60 | 72.5 |
| 9 | 230 | 3 | 90 | 93.1 |
| 10 | 190 | 2 | 90 | 74.6 |
| 11 | 230 | 2 | 60 | 87.0 |
| 12 | 150 | 3 | 90 | 58.2 |
| 13 | 150 | 4 | 60 | 57.8 |
| 14 | 230 | 3 | 30 | 71.3 |
| 15 | 190 | 3 | 60 | 72.8 |
Table 4.
ANOVA results for Li yield from the 33 Box-Behnken design with three central points.
| Source | Sum of Squares | DF * | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| A: Temperature | 1264.5 | 1 | 1264.5 | 158.87 | 0.0001 |
| B: Residence time | 13.2914 | 1 | 13.2914 | 1.67 | 0.2528 |
| C: Ratio | 242.857 | 1 | 242.857 | 30.51 | 0.0027 |
| AA | 18.9075 | 1 | 18.9075 | 2.38 | 0.1839 |
| AB | 0.403225 | 1 | 0.403225 | 0.05 | 0.8308 |
| AC | 66.1782 | 1 | 66.1782 | 8.31 | 0.0344 |
| BB | 2.71234 | 1 | 2.71234 | 0.34 | 0.5847 |
| BC | 9.09023 | 1 | 9.09023 | 1.14 | 0.3341 |
| CC | 21.0541 | 1 | 21.0541 | 2.65 | 0.1648 |
| Total error | 39.7955 | 5 | 7.9591 | - | - |
| Total (corr.) | 2349.67 | 14 | - | - | - |
| R2 | 98.3063 | - | - | - | - |
| R2 adjusted for DF | 95.2577 | - | - | - | - |
* Degrees of freedom.
Table 5.
Co-mobilization of selected elements at 230 °C, 4 h, and L:S ratio = 90 mL/g.
| Element | Mobilization [%] |
|---|---|
| Al | 52.34 |
| Co | 0.52 |
| Cu | 0.08 |
| Fe | 2.27 |
| Mn | 0.66 |
| Ni | 0.66 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Pavón, S.; Kaiser, D.; Mende, R.; Bertau, M. The COOL-Process—A Selective Approach for Recycling Lithium Batteries. Metals 2021, 11, 259. https://doi.org/10.3390/met11020259
AMA Style
Pavón S, Kaiser D, Mende R, Bertau M. The COOL-Process—A Selective Approach for Recycling Lithium Batteries. Metals. 2021; 11(2):259. https://doi.org/10.3390/met11020259
Chicago/Turabian StylePavón, Sandra, Doreen Kaiser, Robert Mende, and Martin Bertau. 2021. "The COOL-Process—A Selective Approach for Recycling Lithium Batteries" Metals 11, no. 2: 259. https://doi.org/10.3390/met11020259
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.