Microstructure and Mechanical Properties of Medium Carbon Steel Deposits Obtained via Wire and Arc Additive Manufacturing Using Metal-Cored Wire


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
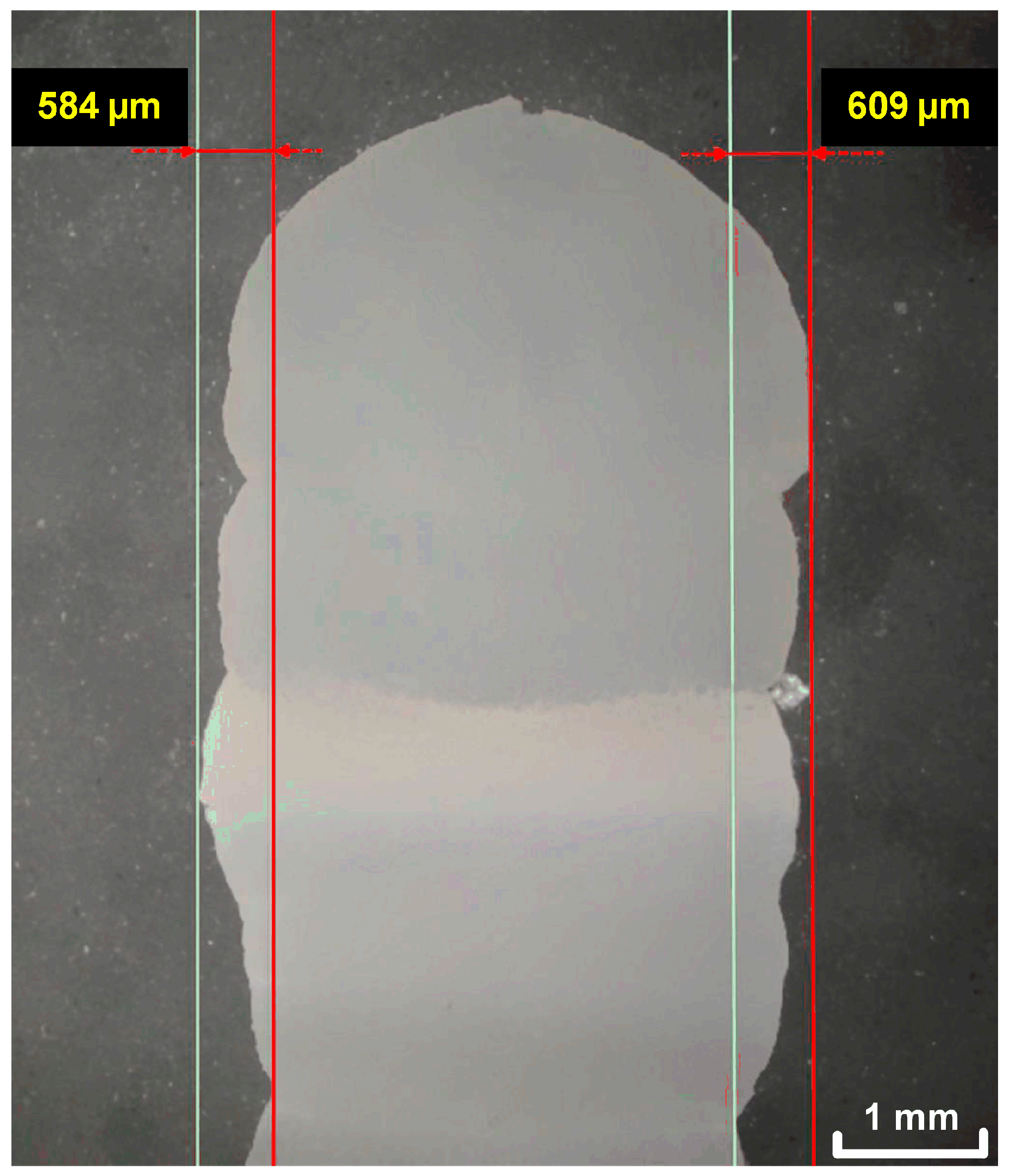
3.1. Macroscopic Inspection
3.2. Microstructure Evolution during WAAM Deposition
3.3. Hardness of the WAAM Deposited Wall
- (a)
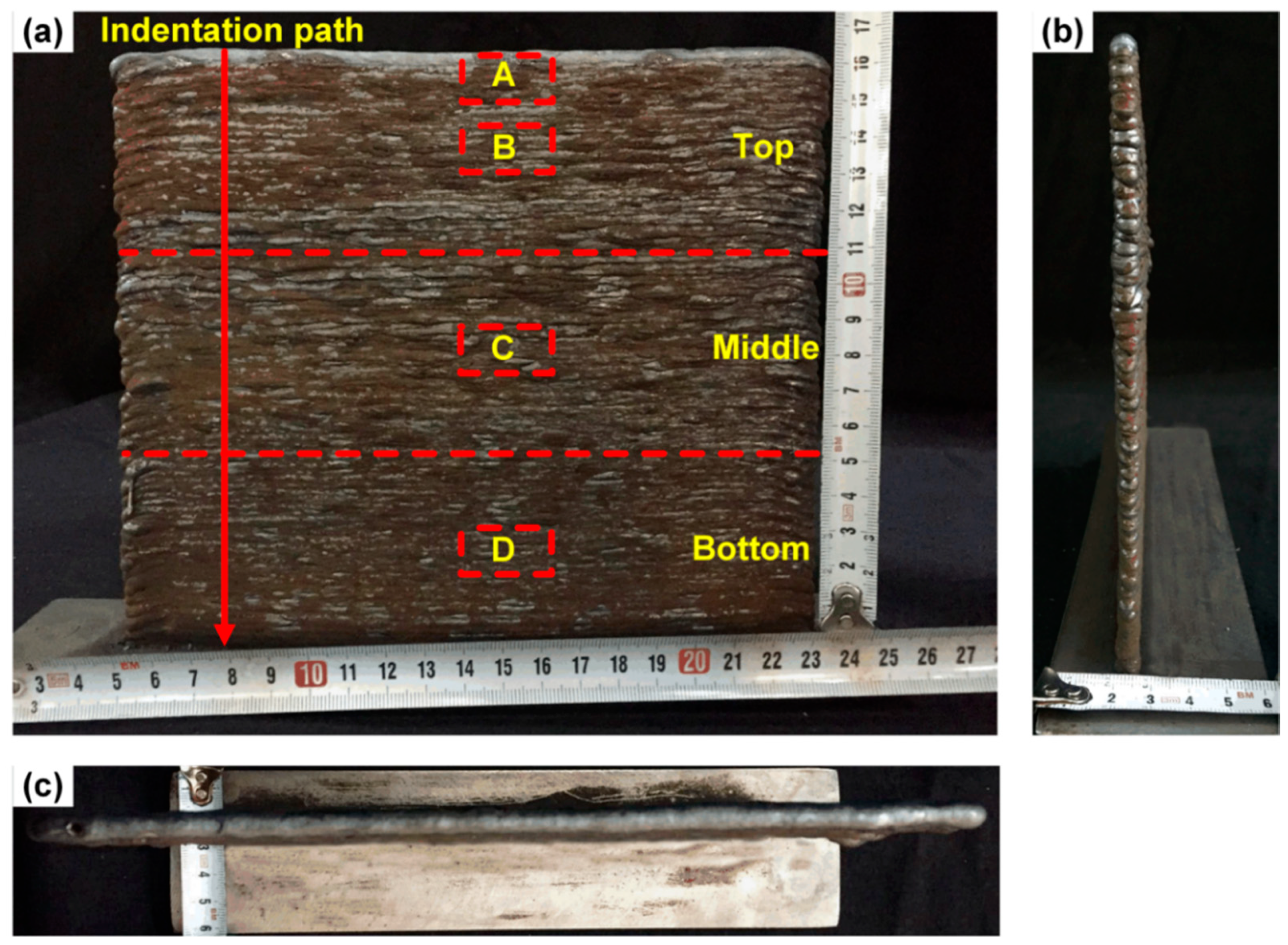
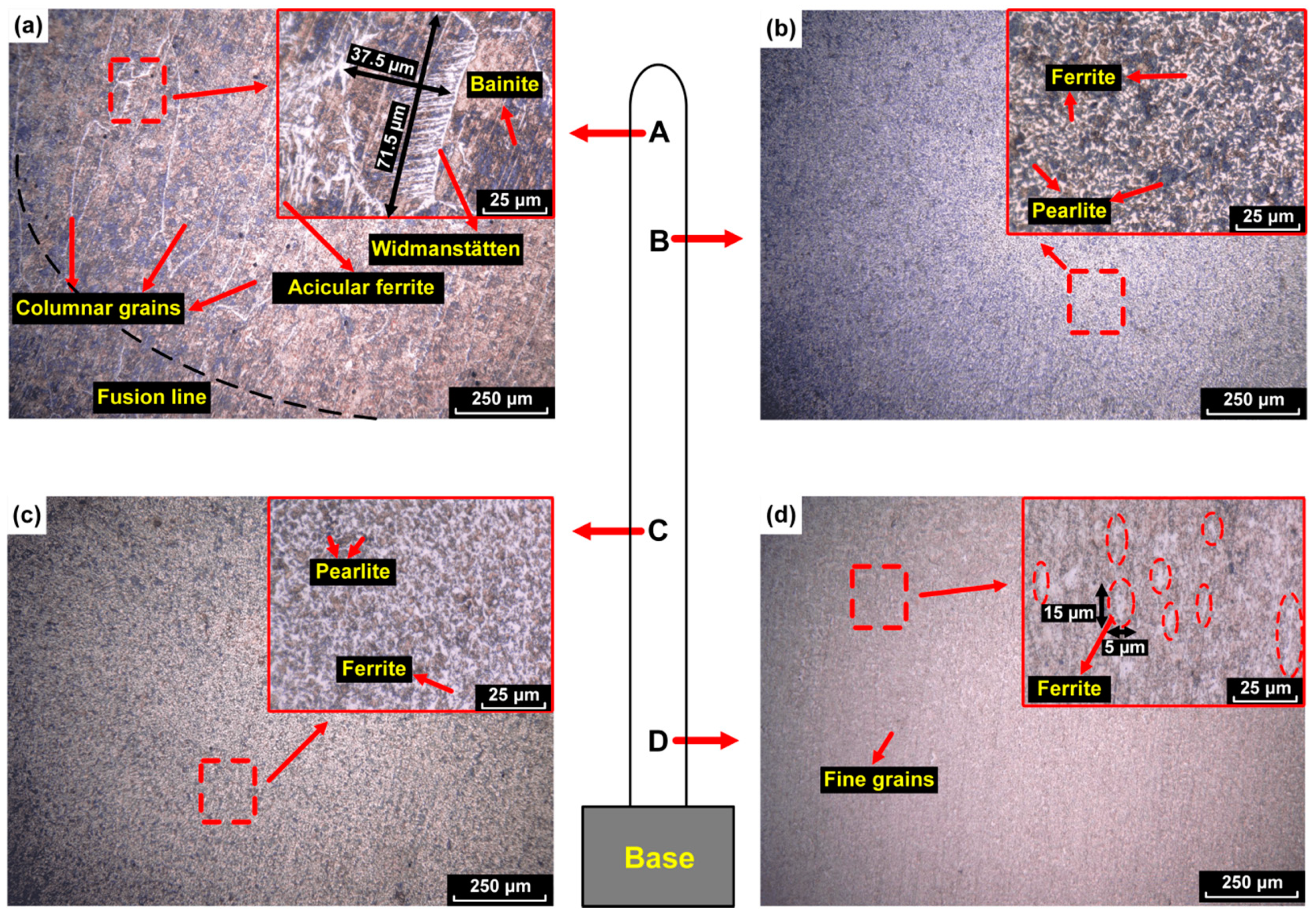
- The lower part of the wall, region D. In this region the cooling rate was influenced by the base. The lower regions experienced the highest number of re-heating cycles due to the subsequent layers. Additionally, the composition of the first layers varied slightly, as the dilution of the consumable with the base took place. All these factors were expected to contribute to a lower hardness value and possibly higher elongation in the tensile test.
- (b)
- The middle part of the wall, regions C and B. In these regions, cooling, apart from convection and radiation, which was similar for all layers, was governed by conduction through the already deposited layers. Therefore, the cooling rate of this region was lower than that of the region D, resulting in a relatively homogeneous hardness. The middle part of the wall also experienced re-heatings, therefore tempering effects also contributed to the mechanical property values. Tempering effects were pronounced in the middle region because there was no influence of the base plate during cooling.
- (c)
- The top part of the wall, region A. This was the last deposited section of the wall, in which the cooling rate was as in the previous case (b), but the number of re-heating cycles experienced to induce significant tempering effects was reduced. Therefore, this region was likely to exhibit higher hardness values.
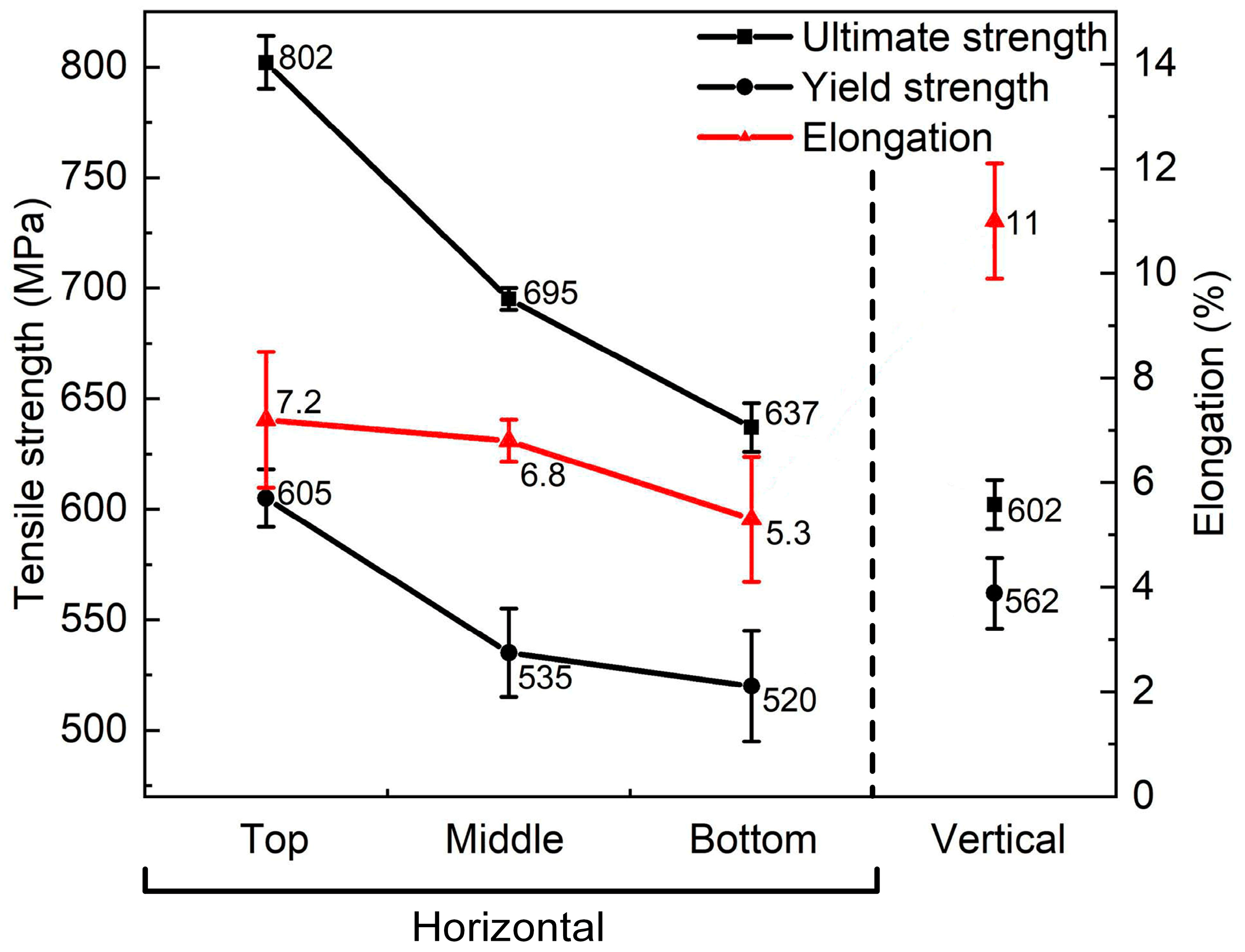
3.4. Tensile Strength Evaluation of the WAAM Deposited Wall
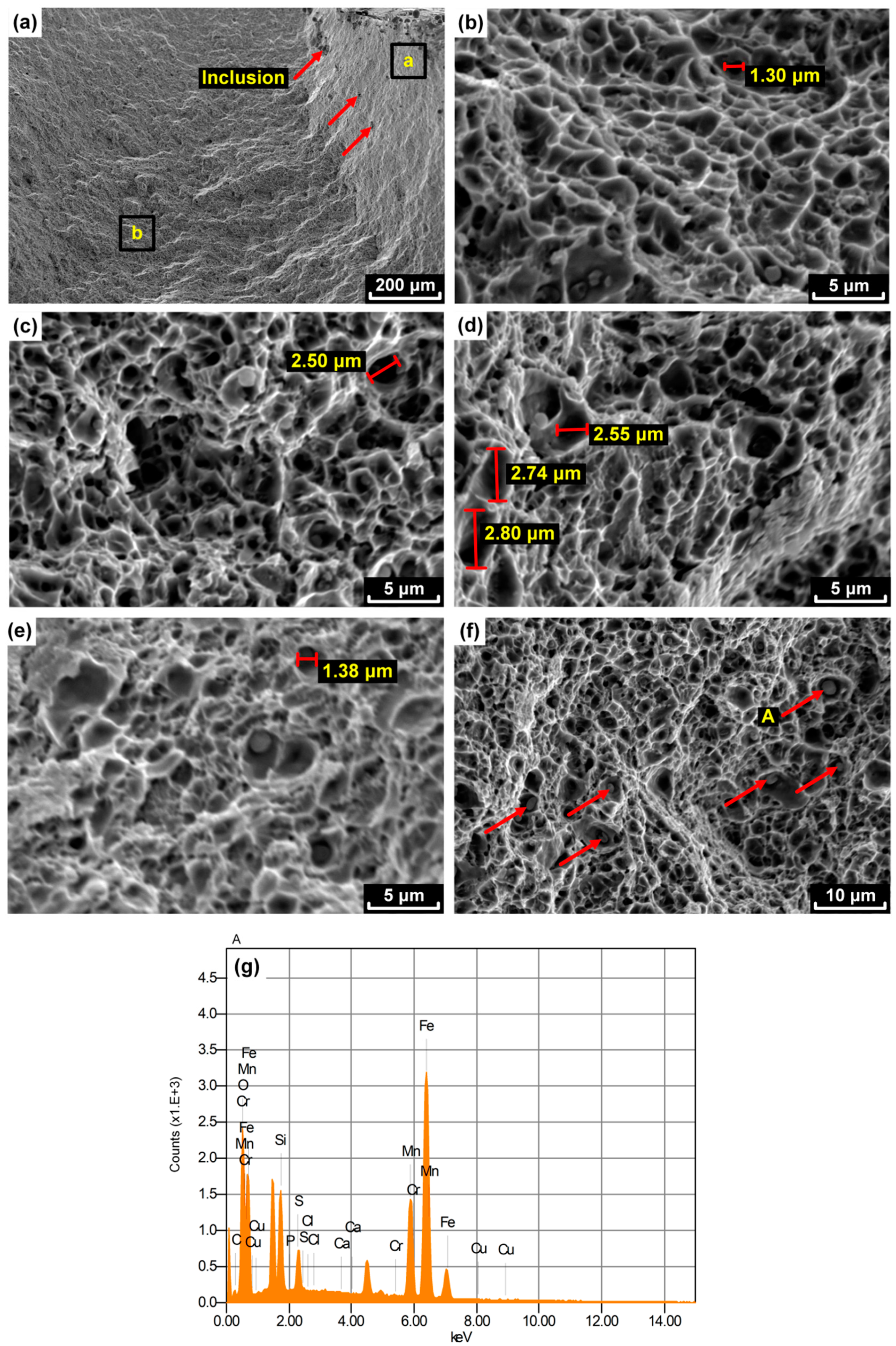
3.5. Fractography
4. Conclusions
- (a)
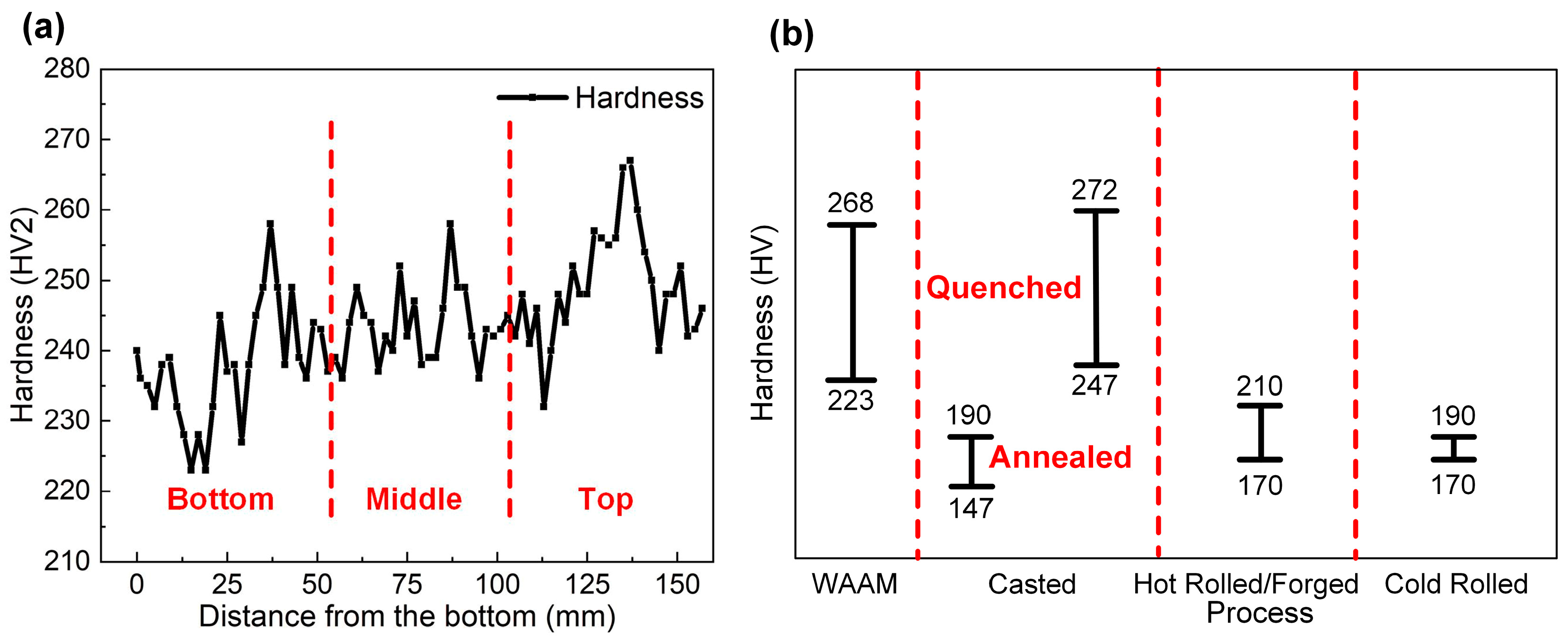
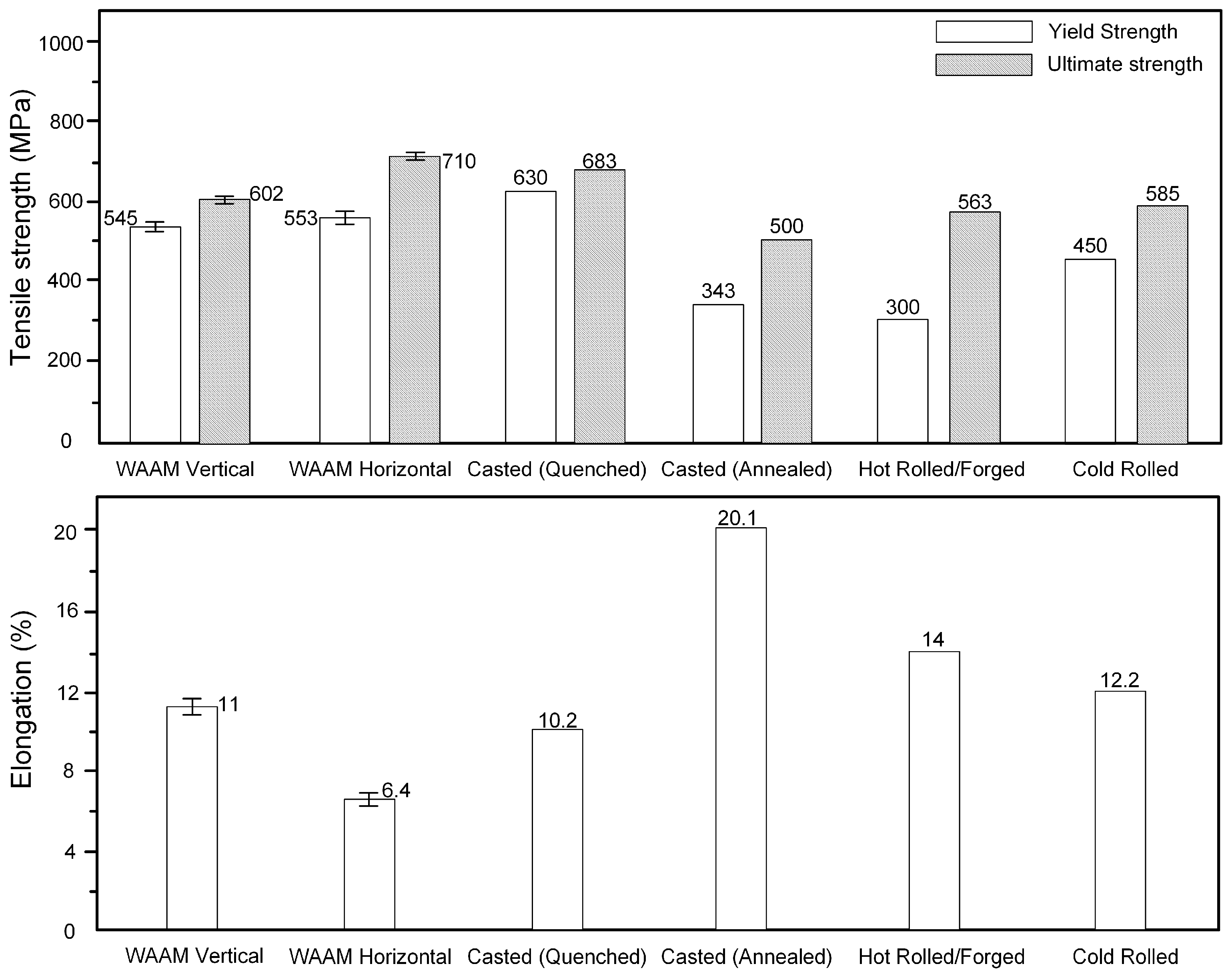
- The mechanical properties comparison between WAAM produced XC-45 part and AISI 1045 part produced by traditional processes was carried out. The hardness and tensile strength with WAAM are larger or comparable with the values from the quenched condition.
- (b)
- The variation of hardness from bottom to the top of the wall is in the range between 223 HV and 268 HV.
- (c)
- The tensile strength difference exhibits anisotropy between build direction and the horizontal direction, which is around 200 MPa. The mean vertical elongation of the WAAM produced XC-45 wall is 11%, which is higher than 6.4% in the horizontal direction.
- (d)
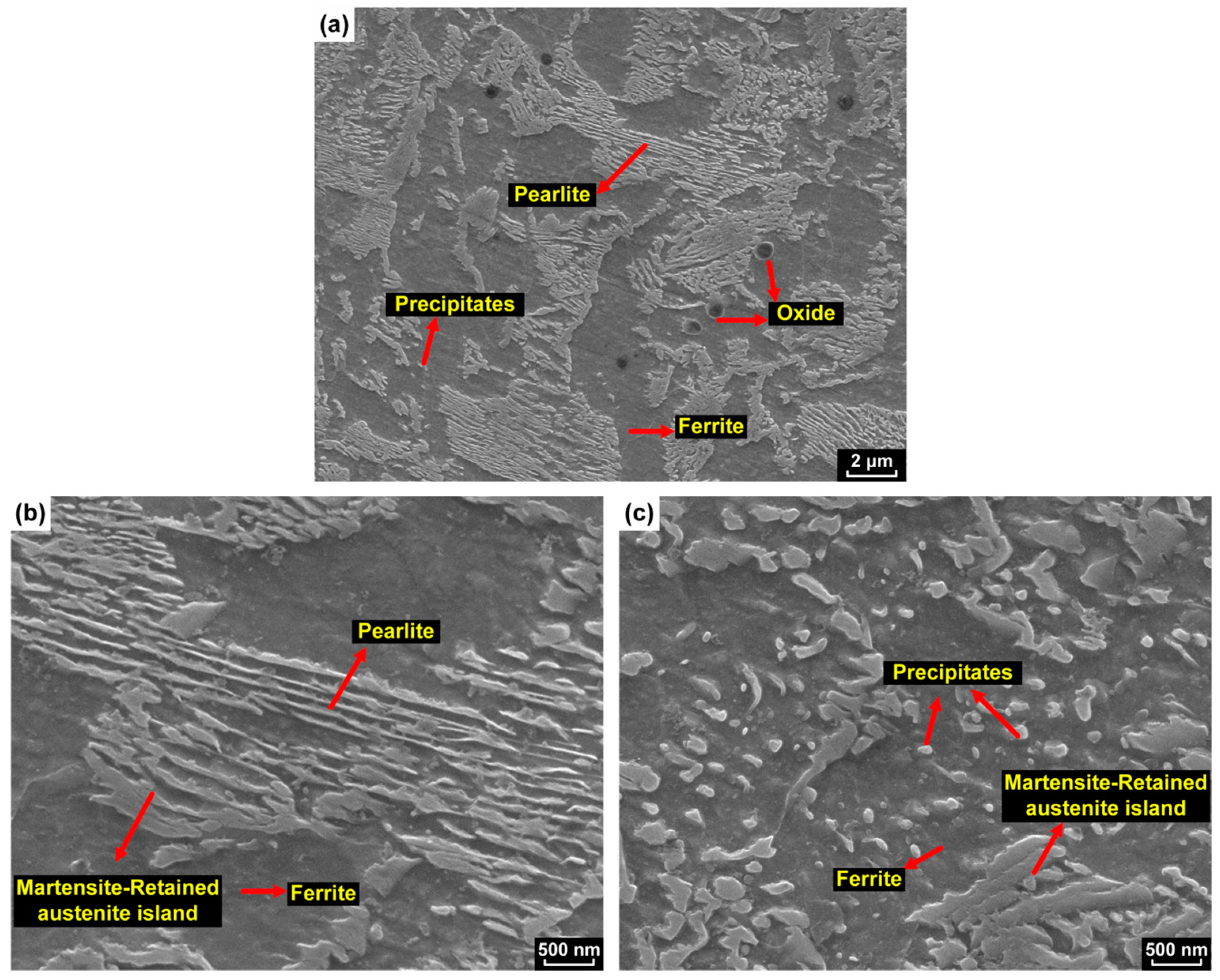
- The fracture of the WAAM produced XC-45 wall is ductile. Some particles existing as inclusion, such as MnS or oxide, are found on the fracture surface.
- (e)
- Pearlite, ferrite, bainite, and martensite are present in the constructed wall. Columnar grains are found near the fusion line. In addition, the repeated thermal cycles cause the grains to become finer from the top to bottom layers.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Guo, N.; Leu, M.C. Additive manufacturing: technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- ASTM Committee F42 on Additive Manufacturing Technologies. Subcommittee F42. 91 on Terminology. Standard Terminology for Additive Manufacturing Technologies; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + arc additive manufacturing. J. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef]
- Gu, J.; Ding, J.; Williams, S.W.; Gu, H.; Bai, J.; Zhai, Y.; Ma, P. The strengthening effect of inter-layer cold working and post-deposition heat treatment on the additively manufactured Al–6.3Cu alloy. Mater. Sci. Eng. A 2016, 651, 18–26. [Google Scholar] [CrossRef]
- Murr, L.; Gaytan, S.; Ceylan, A.; Martinez, E.; Martínez, J.; Hernandez, D.; Machado, B.; Ramirez, D.; Medina, F.; Collins, S.; et al. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Kim, T.B.; Yue, S.; Zhang, Z.; Jones, E.; Jones, J.R.; Lee, P.D. Additive manufactured porous titanium structures: Through-process quantification of pore and strut networks. J. Mater. Process. Technol. 2014, 214, 2706–2715. [Google Scholar] [CrossRef]
- Wang, R.; Beck, F.H. New stainless steel without nickel or chromium for marine applications. Met. Prog. 1983, 123, 74–76. [Google Scholar]
- Ding, D.; Pan, Z.; Van Duin, S.; Li, H.; Shen, C.; Requena, G. Fabricating Superior NiAl Bronze Components through Wire Arc Additive Manufacturing. Materials 2016, 9, 652. [Google Scholar] [CrossRef] [PubMed]
- Martina, F.; Ding, J.; Williams, S.; Caballero, A.; Pardal, G.; Quintino, L. Tandem metal inert gas process for high productivity wire arc additive manufacturing in stainless steel. Addit. Manuf. 2019, 25, 545–550. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef]
- Guinness World Records 2019. p. 176. Available online: https://www.bruna.nl/boeken/guinness-world-records-2019-9789026146022 (accessed on 8 June 2019).
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Nikodym, A. Flux-Cored Wire Formulation for Welding. U.S. Patent No. 6855913, 15 February 2005. [Google Scholar]
- Boothroyd, G.; Dewhurst, P.; Knight, W.A. Product design for manufacture and assembly; M. Dekker: New York, NY, USA, 1994. [Google Scholar]
- Klimpel, A.; Dobrzański, L.A.; Janicki, D.; Lisiecki, A. Abrasion resistance of GMA metal cored wires surfaced deposits. J. Mater. Process. Technol. 2005, 164, 1056–1061. [Google Scholar] [CrossRef]
- Arivazhagan, B.; Kamaraj, M. Metal-cored arc welding process for joining of modified 9Cr-1Mo (P91) steel. J. Manuf. Process. 2013, 15, 542–548. [Google Scholar] [CrossRef]
- Kang, B.Y.; Kim, H.J.; Hwang, S.K. Effect of Mn and Ni on the variation of the microstructure and mechanical properties of low-carbon weld metals. ISIJ Int. 2000, 40, 1237–1245. [Google Scholar] [CrossRef]
- Gualco, A.; Svoboda, H.G.; Surian, E.S.; De Vedia, L.A. Effect of welding procedure on wear behaviour of a modified martensitic tool steel hardfacing deposit. Mater. Des. 2010, 31, 4165–4173. [Google Scholar] [CrossRef]
- Corus. European Structural Steel Standard EN 10025-2:2004. Available online: https://www.tf.uni-kiel.de/matwis/amat/iss/kap_9/articles/en_steel_standards.pdf (accessed on 8 June 2019).
- Ya, W.; Pathiraj, B.; Liu, S. 2D modelling of clad geometry and resulting thermal cycles during laser cladding. J. Mater. Process. Technol. 2016, 230, 217–232. [Google Scholar] [CrossRef]
- Ya, W.; Hernández-Sánchez, J.; Pathiraj, B.; Veld, A.H.i.t. A study on attenuation of a Nd: YAG laser power by co-axial and off-axial nozzle powder stream during cladding. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Miami, FL, USA, 6 October 2013; pp. 453–462. [Google Scholar]
- Rodrigues, T.A.; Duarte, V.; Avila, J.A.; Santos, T.G.; Miranda, R.M.; Oliveira, J.P. Wire and arc additive manufacturing of HSLA steel: Effect of Thermal Cycles on Microstructure and Mechanical Properties. Addit. Manuf. 2019, 27, 440–450. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, Y.; Wu, Z.; Shi, C. Microstructure and properties of die steel fabricated by WAAM using H13 wire. Vacuum 2018, 149, 185–189. [Google Scholar] [CrossRef]
- Haden, C.V.; Zeng, G.; Carter III, F.M.; Ruhl, C.; Krick, B.A.; Harlow, D.G. Wire and arc additive manufactured steel: Tensile and wear properties. Addit. Manuf. 2017, 16, 115–123. [Google Scholar] [CrossRef]
- Ling-kang, J.; Yang, L.; Li, M.; He-lin, L. Analysis of Microstructure and Orientation in X80 Line Pipe Steels. J. Iron. Steel Res. Int. 2011, 18, 664–668. [Google Scholar]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti–6Al–4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.; Vedani, M. Microstructure and Fracture Behavior of 316L Austenitic Stainless Steel Produced by Selective Laser Melting. J. Mater. Sci. Technol. 2016, 32, 738–744. [Google Scholar] [CrossRef]
- Pradhan, P.; Robi, P.; Roy, S.K. Micro void coalescence of ductile fracture in mild steel during tensile straining. Fract. Struct. Integrity 2012, 19, 51–60. [Google Scholar] [CrossRef]
- Das, A.; Tarafder, S. Geometry of dimples and its correlation with mechanical properties in austenitic stainless steel. Scr. Mater. 2008, 59, 1014–1017. [Google Scholar] [CrossRef]
- He, J.; Lian, J.; Golisch, G.; He, A.; Di, Y.; Münstermann, S. Investigation on micromechanism and stress state effects on cleavage fracture of ferritic-pearlitic steel at −196 °C. Mater. Sci. Eng. A 2017, 686, 134–141. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | C | Si | Mn | P | Al | Cu | Fe |
|---|---|---|---|---|---|---|---|
| AISI S355 | 0.2 | 0.55 | 1.6 | 0.025 | / | 0.55 | balance |
| XC-45 | 0.45 | 0.20 | 0.80 | 0.011 | 0.015 | 0.049 | balance |
| Current (I) | 140 (A) |
| Voltage (U) | 20.7 (V) |
| Wire feed speed (WFS) | 7.15 (m·min−1) |
| Deposition speed (v) | 0.35 (m·min−1) |
| Contact tip-to-work distance (CTWD) | 0.001 (m) |
| Gas flow rate (20% He, 12% CO2, 68% Ar) | 18 (L·min−1) |
| Wire stickout distance | 0.015 (m) |
| Inter-pass temperature | 298 (K) |
| Pulse mode | No pulse |
| Molten droplet transfer mode | Short circuiting |
| Polarity | Direct current, reversed polarity (Wire: positive, base: negative) |
| Layer height | 0.00177 (m) |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, Z.; Goulas, C.; Ya, W.; Hermans, M.J.M. Microstructure and Mechanical Properties of Medium Carbon Steel Deposits Obtained via Wire and Arc Additive Manufacturing Using Metal-Cored Wire. Metals 2019, 9, 673. https://doi.org/10.3390/met9060673
Lin Z, Goulas C, Ya W, Hermans MJM. Microstructure and Mechanical Properties of Medium Carbon Steel Deposits Obtained via Wire and Arc Additive Manufacturing Using Metal-Cored Wire. Metals. 2019; 9(6):673. https://doi.org/10.3390/met9060673
Chicago/Turabian StyleLin, Zidong, Constantinos Goulas, Wei Ya, and Marcel J.M. Hermans. 2019. "Microstructure and Mechanical Properties of Medium Carbon Steel Deposits Obtained via Wire and Arc Additive Manufacturing Using Metal-Cored Wire" Metals 9, no. 6: 673. https://doi.org/10.3390/met9060673