
Integration of Ultra-Low Volume Pneumatic Microfluidics with a Three-Dimensional Electrode Network for On-Chip Biochemical Sensing


Abstract
:1. Introduction
2. Materials and Methods
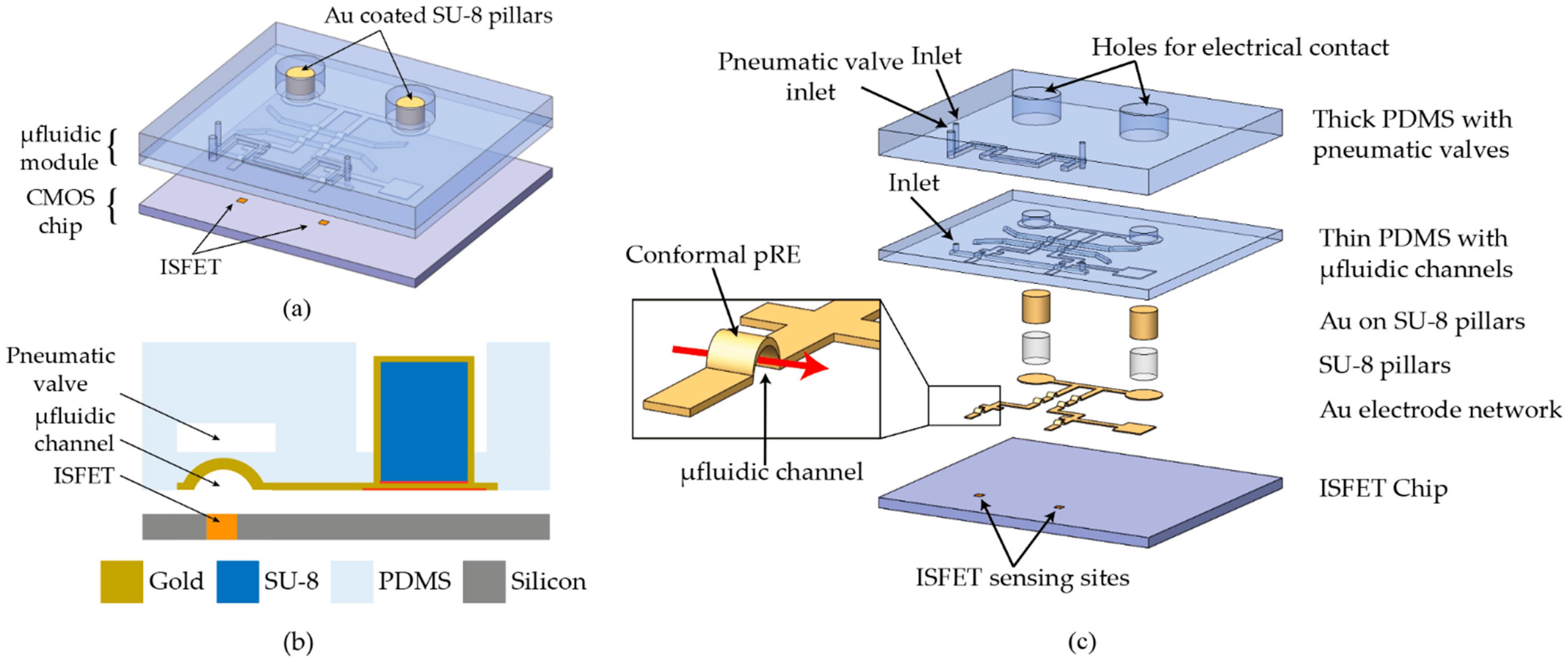
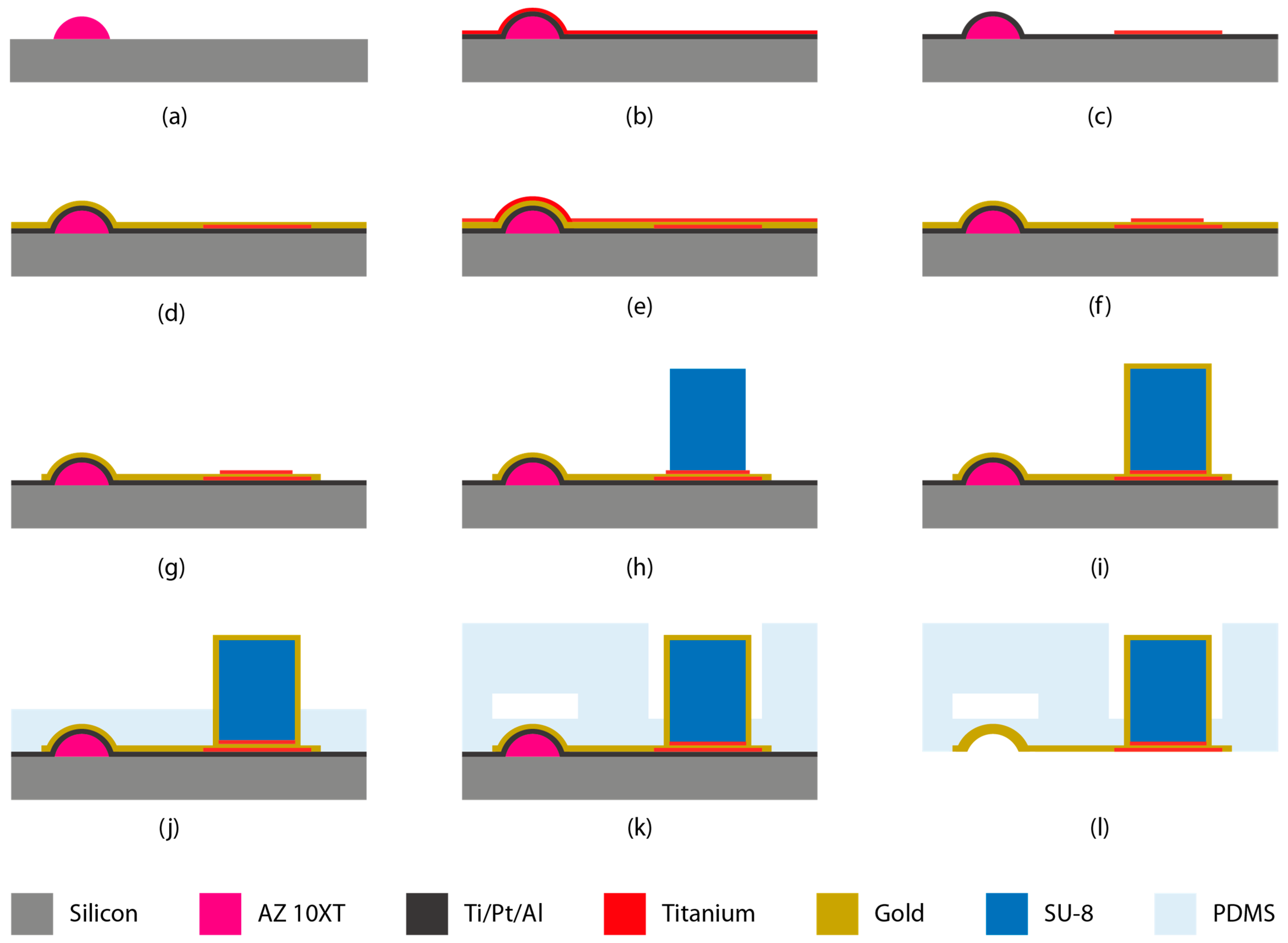
2.1. Microfabrication Process
2.2. Metal-Coated Multi-Layer SU-8 Pillars
2.3. Through-PDMS-Vias
2.4. CMOS Chip and Silicon Nanowire ISFETs
2.5. Electrical Characterization
3. Results
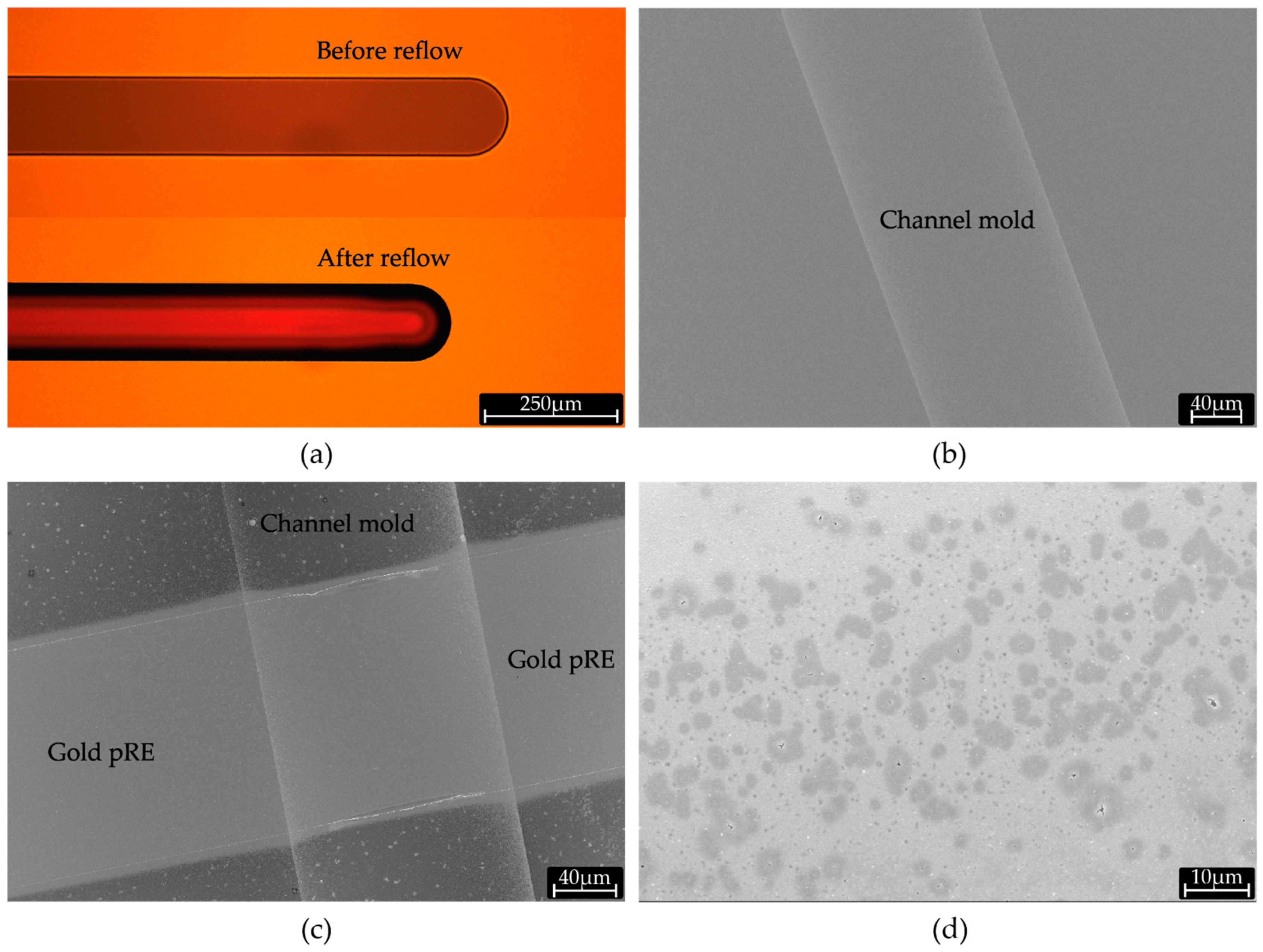
3.1. Negative Microchannel Mold
3.2. Gold Electrode Lines
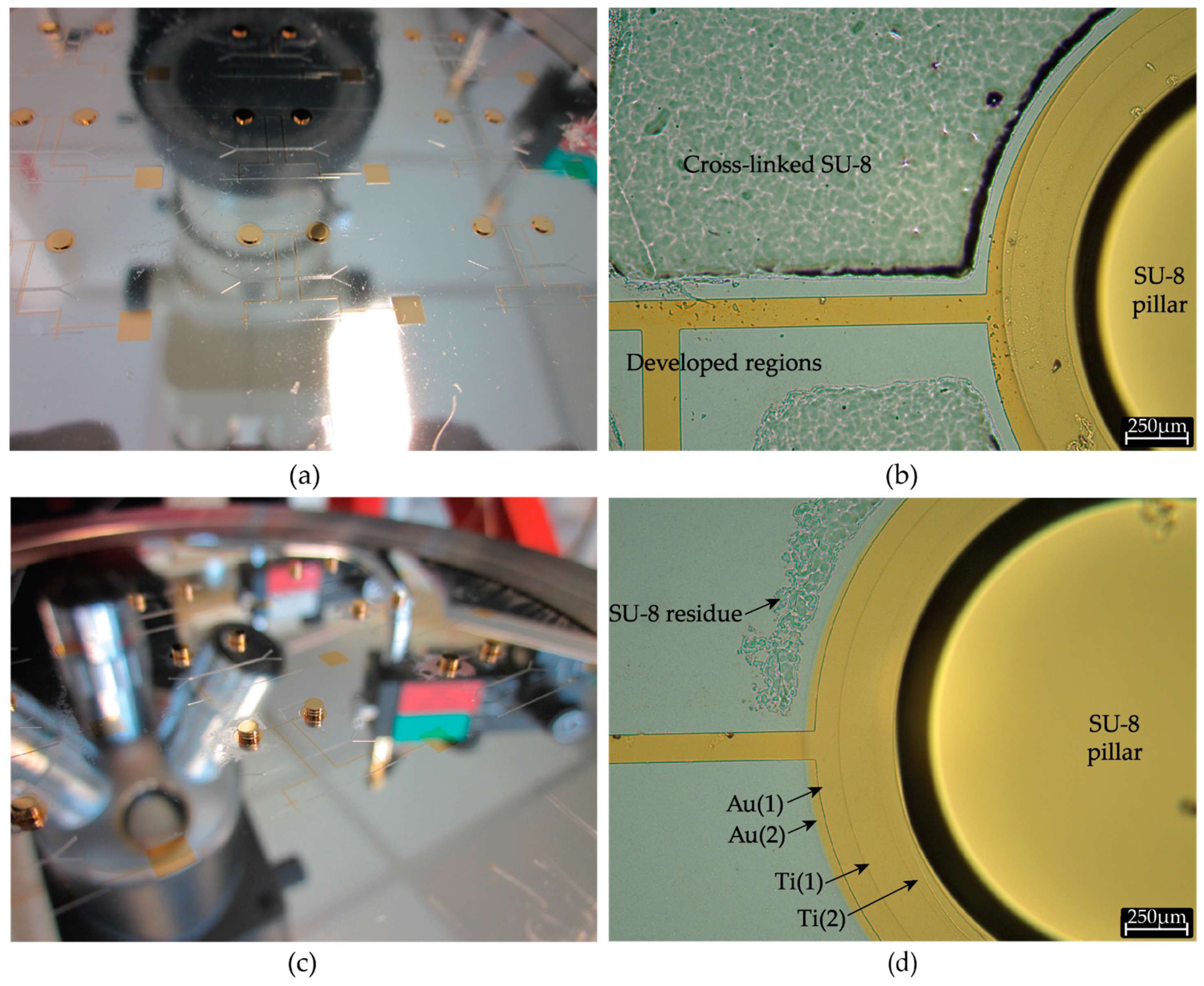
3.3. Metal Coated SU-8 Pillars
3.4. Integration of Pseudo-RE in PDMS Microfluidics
3.5. Electrical Characterization of Pseudo-RE and ISFETs
4. Discussion
4.1. Conformal Pseudo Reference Electrode
4.2. Through-PDMS-Vias
4.3. SU-8 Processing
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Martens, K.; Vos, R.; Stakenborg, T.; Lagae, L.; Heyns, M.; Severi, S.; Van Roy, W.; Santermans, S.; Gupta, M.; Hellings, G.; et al. BioFET technology: Aggressively scaled pMOS FinFET as biosensor. In Proceedings of the 2019 IEEE International Electron Devices Meeting (IEDM), San Francisco, CA, USA, 7–11 December 2019; pp. 18.6.1–18.6.4. [Google Scholar] [CrossRef]
- Rothberg, J.M.; Hinz, W.; Rearick, T.M.; Schultz, J.; Mileski, W.; Davey, M.; Leamon, J.H.; Johnson, K.; Milgrew, M.J.; Edwards, M.; et al. An integrated semiconductor device enabling non-optical genome sequencing. Nat. Cell Biol. 2011, 475, 348–352. [Google Scholar] [CrossRef]
- Bellando, F.; Garcia-Cordero, E.; Wildhaber, F.; Longo, J.; Guerin, H.; Ionescu, A.M. Lab on skin™: 3D monolithically integrated zero-energy micro/nanofludics and FD SOI ion sensitive FETs for wearable multi-sensing sweat applications. In Proceedings of the 2017 IEEE International Electron Devices Meeting (IEDM), San Francisco, CA, USA, 2–6 December 2017; pp. 18.1.1–18.1.4. [Google Scholar] [CrossRef]
- Duarte-Guevara, C.; Swaminathan, V.; Reddy, B.; Wen, C.-H.; Huang, Y.-J.; Huang, J.-C.; Liu, Y.-S.; Bashir, R. Characterization of a 1024 × 1024 DG-BioFET platform. Sens. Actuators B Chem. 2017, 250, 100–110. [Google Scholar] [CrossRef]
- Dudina, A.; Seichepine, F.; Chen, Y.; Stettler, A.; Hierlemann, A.; Frey, U. Monolithic CMOS sensor platform featuring an array of 9′216 carbon-nanotube-sensor elements and low-noise, wide-bandwidth and wide-dynamic-range readout circuitry. Sens. Actuators B Chem. 2019, 279, 255–266. [Google Scholar] [CrossRef] [PubMed]
- Accastelli, E.; Scarbolo, P.; Ernst, T.; Palestri, P.; Selmi, L.; Guiducci, C. Multi-wire tri-gate silicon nanowires reaching milli-pH unit resolution in one-micron square footprint. Biosensors 2016, 6, 9. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Unger, M.A.; Chou, H.-P.; Thorsen, T.; Scherer, A.; Quake, S.R. Monolithic microfabricated valves and pumps by multilayer soft lithography. Science 2000, 288, 113–116. [Google Scholar] [CrossRef] [Green Version]
- Rabarot, M.; Bablet, J.; Ruty, M.; Kipp, M.; Chartier, I.; Dubarry, C. Thick SU-8 photolithography for BioMEMS. In Proceedings of the Micromachining and Microfabrication Process Technology VIII 2003, San Jose, CA, USA, 25–31 January 2003; pp. 382–393. [Google Scholar]
- Ezkerra, A.; Fernández, L.J.; Mayora, K.; Ruano-López, J.M. Fabrication of SU-8 free-standing structures embedded in microchannels for microfluidic control. J. Micromech. Microeng. 2007, 17, 2264–2271. [Google Scholar] [CrossRef]
- Dellmann, L.; Roth, S.; Beuret, C.; Racine, G.-A.; Lorenz, H.; Despont, M.; Renaud, P.; Vettiger, P.; De Rooij, N. Fabrication process of high aspect ratio elastic structures for piezoelectric motor applications. In Proceedings of the International Solid State Sensors and Actuators Conference (Transducers ‘97), Chicago, IL, USA, 19 June 1997; pp. 641–644. [Google Scholar] [CrossRef]
- Lau, K.H.; Giridhar, A.; Harikrishnan, S.; Satyanarayana, N.; Sinha, S.K. Releasing high aspect ratio SU-8 microstructures using AZ photoresist as a sacrificial layer on metallized Si substrates. Microsyst. Technol. 2013, 19, 1863–1871. [Google Scholar] [CrossRef]
- Byun, I.; Coleman, A.W.; Kim, B. Transfer of thin Au films to polydimethylsiloxane (PDMS) with reliable bonding using (3-mercaptopropyl)trimethoxysilane (MPTMS) as a molecular adhesive. J. Micromech. Microeng. 2013, 23, 23. [Google Scholar] [CrossRef]
- Yeo, H.G.; Jung, J.; Sim, M.; Jang, J.E.; Choi, H. Integrated piezoelectric AlN thin film with SU-8/PDMS supporting layer for flexible sensor array. Sensors 2020, 20, 315. [Google Scholar] [CrossRef] [Green Version]
- Duarte-Guevara, C.; Swaminathan, V.V.; Burgess, M.; Reddy, B.; Salm, E.; Liu, Y.-S.; Rodriguez-Lopez, J.; Bashir, R. On-chip metal/polypyrrole quasi-reference electrodes for robust ISFET operation. Analyst 2015, 140, 3630–3641. [Google Scholar] [CrossRef]
- Kang, D.-K.; Ali, M.M.; Zhang, K.; Huang, S.S.; Peterson, E.; Digman, M.A.; Gratton, E.; Zhao, W. Rapid detection of single bacteria in unprocessed blood using integrated comprehensive droplet digital detection. Nat. Commun. 2014, 5, 5427. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abasıyanık, M.F.; Wolfe, K.; Van Phan, H.; Lin, J.; Laxman, B.; White, S.R.; Verhoef, P.A.; Mutlu, G.M.; Patel, B.; Tay, S. Ultrasensitive digital quantification of cytokines and bacteria predicts septic shock outcomes. Nat. Commun. 2020, 11, 1–12. [Google Scholar] [CrossRef]
- Vogelstein, B.; Kinzler, K.W. Digital PCR. Proc. Natl. Acad. Sci. USA 1999, 96, 9236–9241. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wilson, D.H.; Rissin, D.M.; Kan, C.W.; Fournier, D.R.; Piech, T.; Campbell, T.G.; Meyer, R.E.; Fishburn, M.W.; Cabrera, C.; Patel, P.P.; et al. The Simoa HD-1 analyzer: A novel fully automated digital immunoassay analyzer with single-molecule sensitivity and multiplexing. J. Lab. Autom. 2016, 21, 533–547. [Google Scholar] [CrossRef] [Green Version]
- Diaz, L.A.; Bardelli, A. Liquid biopsies: Genotyping circulating tumor DNA. J. Clin. Oncol. 2014, 32, 579–586. [Google Scholar] [CrossRef] [PubMed]
- Hassibi, A.; Manickam, A.; Singh, R.; Bolouki, S.; Sinha, R.; Jirage, K.B.; McDermott, M.W.; Hassibi, B.; Vikalo, H.; Mazarei, G.; et al. Multiplexed identification, quantification and genotyping of infectious agents using a semiconductor biochip. Nat. Biotechnol. 2018, 36, 738–745. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Heyries, K.A.; Tropini, C.; Van Insberghe, M.; Doolin, C.; Petriv, O.I.; Singhal, A.; Leung, K.; Hughesman, C.B.; Hansen, C.L. Megapixel digital PCR. Nat. Methods 2011, 8, 649–651. [Google Scholar] [CrossRef]
- Zhu, Q.; Qiu, L.; Yu, B.; Xu, Y.; Gao, Y.; Pan, T.; Tian, Q.; Song, Q.; Jin, W.; Jin, Q.; et al. Digital PCR on an integrated self-priming compartmentalization chip. Lab Chip 2014, 14, 1176–1185. [Google Scholar] [CrossRef] [Green Version]
- Bellando, F.; Mele, L.; Palestri, P.; Zhang, J.; Ionescu, A.; Selmi, L. Sensitivity, noise and resolution in a BEOL-modified foundry-made ISFET with miniaturized reference electrode for wearable point-of-care applications. Sensors 2021, 21, 1779. [Google Scholar] [CrossRef]
- Papamatthaiou, S.; Zupancic, U.; Kalha, C.; Regoutz, A.; Estrela, P.; Moschou, D. Ultra stable, inkjet-printed pseudo reference electrodes for lab-on-chip integrated electrochemical biosensors. Sci. Rep. 2020, 10, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Norian, H.; Field, R.M.; Kymissis, I.; Shepard, K.L. An integrated CMOS quantitative-polymerase-chain-reaction lab-on-chip for point-of-care diagnostics. Lab Chip 2014, 14, 4076–4084. [Google Scholar] [CrossRef] [PubMed]
- Rohaizad, N.; Mayorga-Martinez, C.C.; Novotný, F.; Webster, R.D.; Pumera, M. 3D-printed Ag/AgCl pseudo-reference electrodes. Electrochem. Commun. 2019, 103, 104–108. [Google Scholar] [CrossRef]
- Ito, S. Improvement of the silver/silver chloride reference electrode and its application to pH measurement. Talanta 1995, 42, 1685–1690. [Google Scholar] [CrossRef]
- Shinwari, M.W.; Zhitomirsky, D.; Deen, I.A.; Selvaganapathy, P.R.; Deen, M.J.; Landheer, D.; Shinwari, M.W.; Zhitomirsky, D.; Deen, I.A.; Selvaganapathy, P.R.; et al. Microfabricated reference electrodes and their biosensing applications. Sensors 2010, 10, 1679–1715. [Google Scholar] [CrossRef]
- Lin, C.-H.; Lee, G.-B.; Chang, B.-W.; Chang, G.-L. A new fabrication process for ultra-thick microfluidic microstructures utilizing SU-8 photoresist. J. Micromech. Microeng. 2002, 12, 590–597. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.J.K.; Al Thuwaini, H.; Almuslem, M. Photolithography of SU-8 microtowers for a 100-turn, 3-D toroidal microinductor. Micro Nano Syst. Lett. 2018, 6, 14. [Google Scholar] [CrossRef]
- Jiang, D.; Sun, S.; Edwards, M.; Jeppson, K.; Wang, N.; Fu, Y.; Liu, J. A flexible and stackable 3D interconnect system using growth-engineered carbon nanotube scaffolds. Flex. Print. Electron. 2017, 2, 025003. [Google Scholar] [CrossRef]
- Poland, C.; Duffin, R.; Kinloch, I.; Maynard, A.; Wallace, W.A.H.; Seaton, A.; Stone, V.; Brown, S.; MacNee, W.; Donaldson, K. Carbon nanotubes introduced into the abdominal cavity of mice show asbestos-like pathogenicity in a pilot study. Nat. Nanotechnol. 2008, 3, 423–428. [Google Scholar] [CrossRef]
- Kilchenmann, S.C.; Rollo, E.; Maoddi, P.; Guiducci, C. Metal-coated SU-8 structures for high-density 3D microelectrode arrays. J. Microelectromech. Syst. 2016, 25, 425–431. [Google Scholar] [CrossRef] [Green Version]
- Minev, I.R.; Musienko, P.; Hirsch, A.; Barraud, Q.; Wenger, N.; Moraud, E.M.; Gandar, J.; Capogrosso, M.; Milekovic, T.; Asboth, L.; et al. Electronic dura mater for long-term multimodal neural interfaces. Science 2015, 347, 159–163. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SU-8 Layer | Spin Coat | Soft Bake | Exposure | PEB | Development |
|---|---|---|---|---|---|
| First Layer | 5 s ramp up to 500 rpm 10 s hold at 500 rpm 3.3 s ramp up to 1000 rpm 28 s hold at 1000 rpm 1 s at 14,000 rpm 5 s hold at 1000 rpm | 3200 s hold at 30 °C 700 s ramp up to 65 °C 1800 s hold at 65 °C 700 s ramp up to 95 °C 5400 s hold at 95 °C Cool down to RT | Type: Proximity Exposure gap: 15 μm Duration:4 × 11.3 s, 30 s wait Intensity: 20 mJ/cm2 | Occurs during soft bake of second layer | No development |
| Second Layer | 5 s ramp up to 500 rpm 10 s hold at 500 rpm 3.3 s ramp up to 1000 rpm 28 s hold at 1000 rpm 1 s at 14,000 rpm 5 s hold at 1000 rpm | 3200 s hold at 30 °C 2100 s ramp up to 65 °C 2700 s hold at 65 °C 1800 s ramp up to 95 °C 5400 s hold at 95 °C Cool down to RT | Type: Proximity Exposure gap: 15 μm Duration:4 × 11.3 s, 30 s wait Intensity: 20 mJ/cm2 | Occurs during soft bake of third Layer | No development |
| Third Layer | 5 s ramp up to 500 rpm 10 s hold at 500 rpm 3.3 s ramp up to 1000 rpm 28 s hold at 1000 rpm 1 s at 14,000 rpm 5 s hold at 1000 rpm | 3200 s hold at 30 °C 2100 s ramp up to 65 °C 2700 s hold at 65 °C 1800 s ramp up to 95 °C 5400 s hold at 95 °C Cool down to RT | Type: Proximity Exposure gap: 15 μm Duration:4 × 11.3 s, 30 s wait Intensity: 20 mJ/cm2 | 10 s hold at 30 °C 1800 s ramp up to 65 °C 1800 s hold at 65 °C 1800 s ramp up to 95 °C 3600 s hold at 95 °C Cool down to RT | 46 min in PGMEA |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomar, S.; Lasne, C.; Barraud, S.; Ernst, T.; Guiducci, C. Integration of Ultra-Low Volume Pneumatic Microfluidics with a Three-Dimensional Electrode Network for On-Chip Biochemical Sensing. Micromachines 2021, 12, 762. https://doi.org/10.3390/mi12070762
Tomar S, Lasne C, Barraud S, Ernst T, Guiducci C. Integration of Ultra-Low Volume Pneumatic Microfluidics with a Three-Dimensional Electrode Network for On-Chip Biochemical Sensing. Micromachines. 2021; 12(7):762. https://doi.org/10.3390/mi12070762
Chicago/Turabian StyleTomar, Saurabh, Charlotte Lasne, Sylvain Barraud, Thomas Ernst, and Carlotta Guiducci. 2021. "Integration of Ultra-Low Volume Pneumatic Microfluidics with a Three-Dimensional Electrode Network for On-Chip Biochemical Sensing" Micromachines 12, no. 7: 762. https://doi.org/10.3390/mi12070762