Post-Forming Mechanical Properties of a Polymer Sheet Processed by Incremental Sheet Forming: Insights into Effects of Plastic Strain, and Orientation and Size of Specimen



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Tensile Stress/Strain Behavior
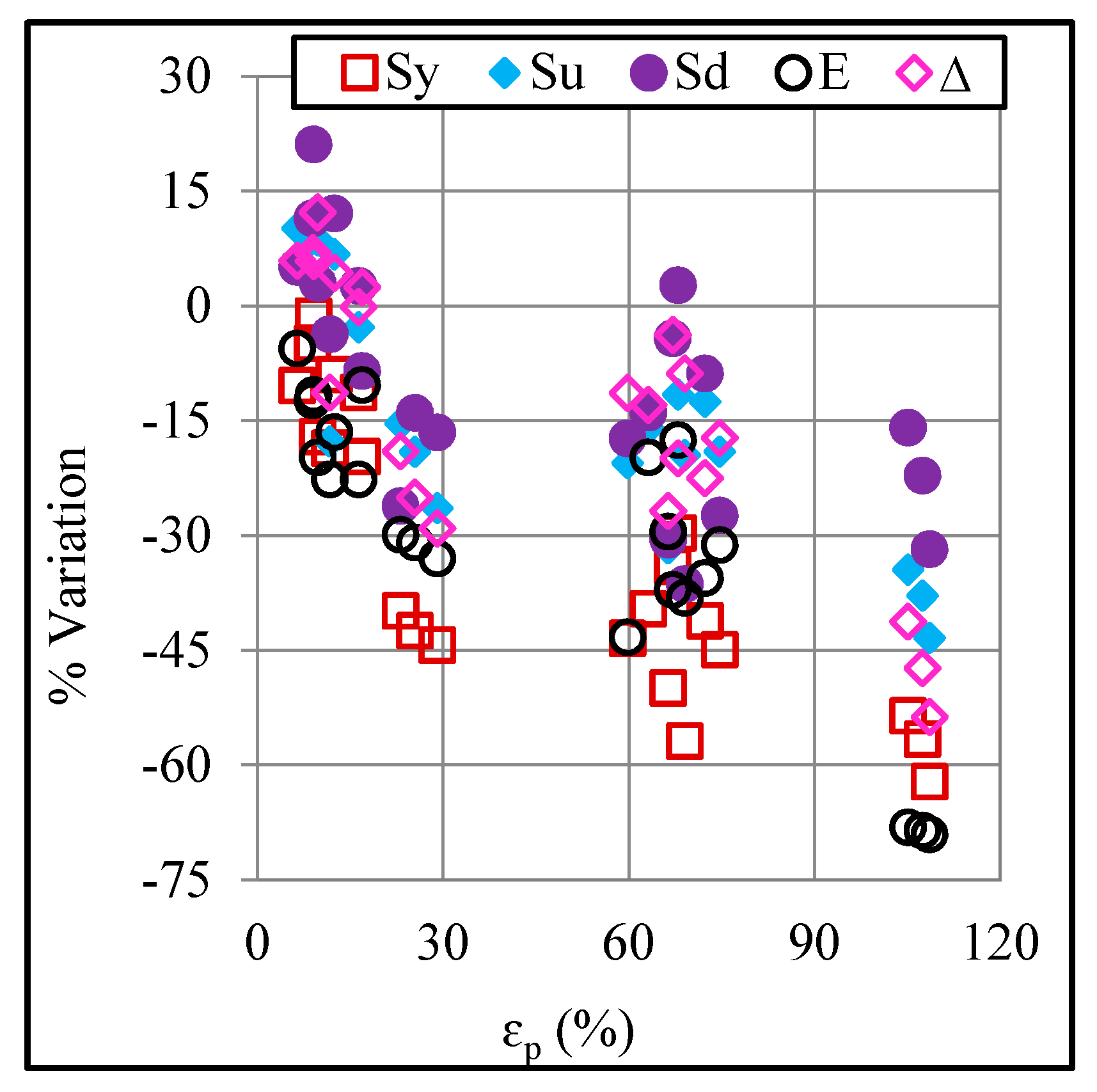
3.2. Plastic Strain Effects on Mechanical Properties
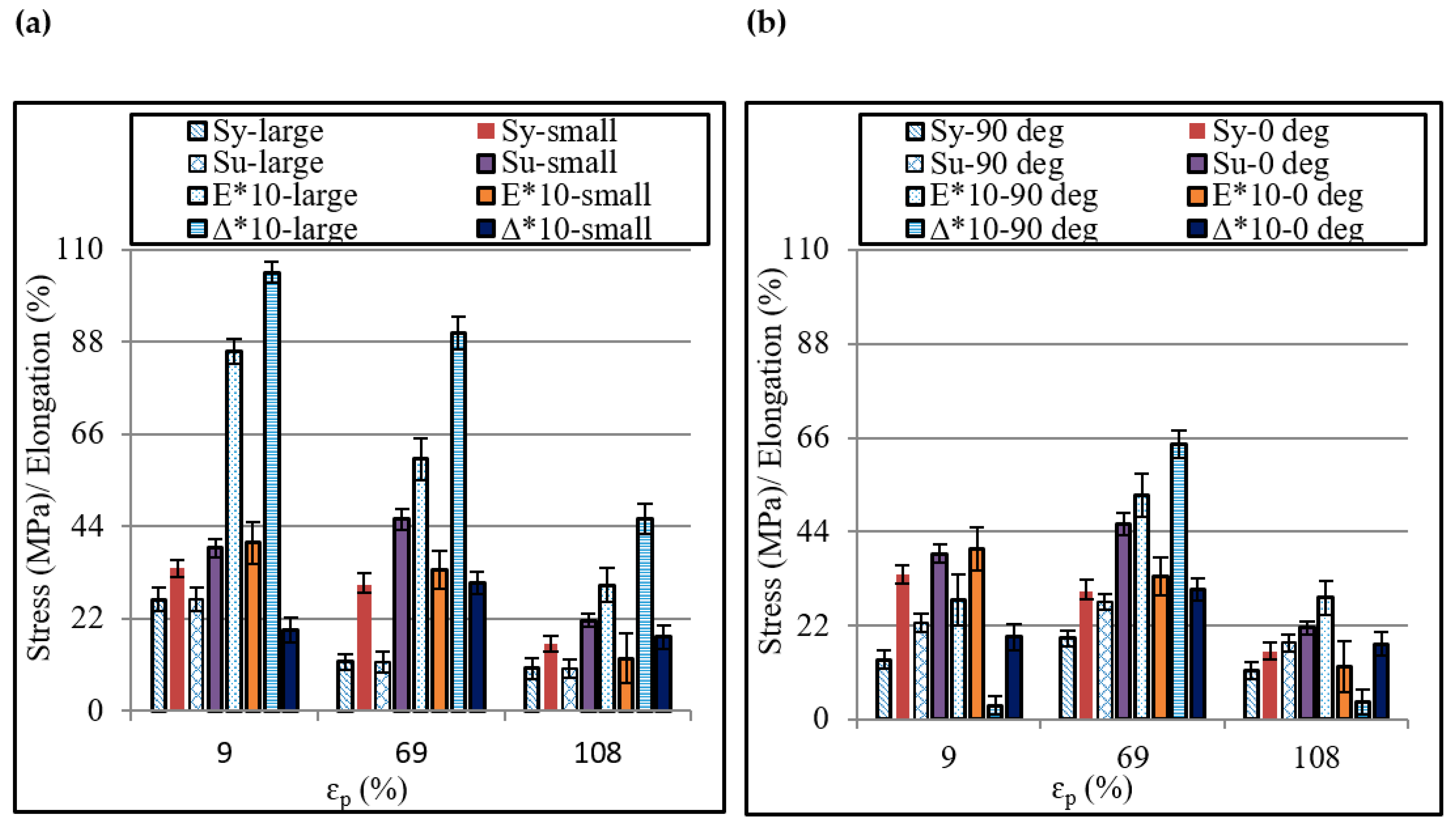
3.3. Size and Orientation Effects on Mechanical Properties
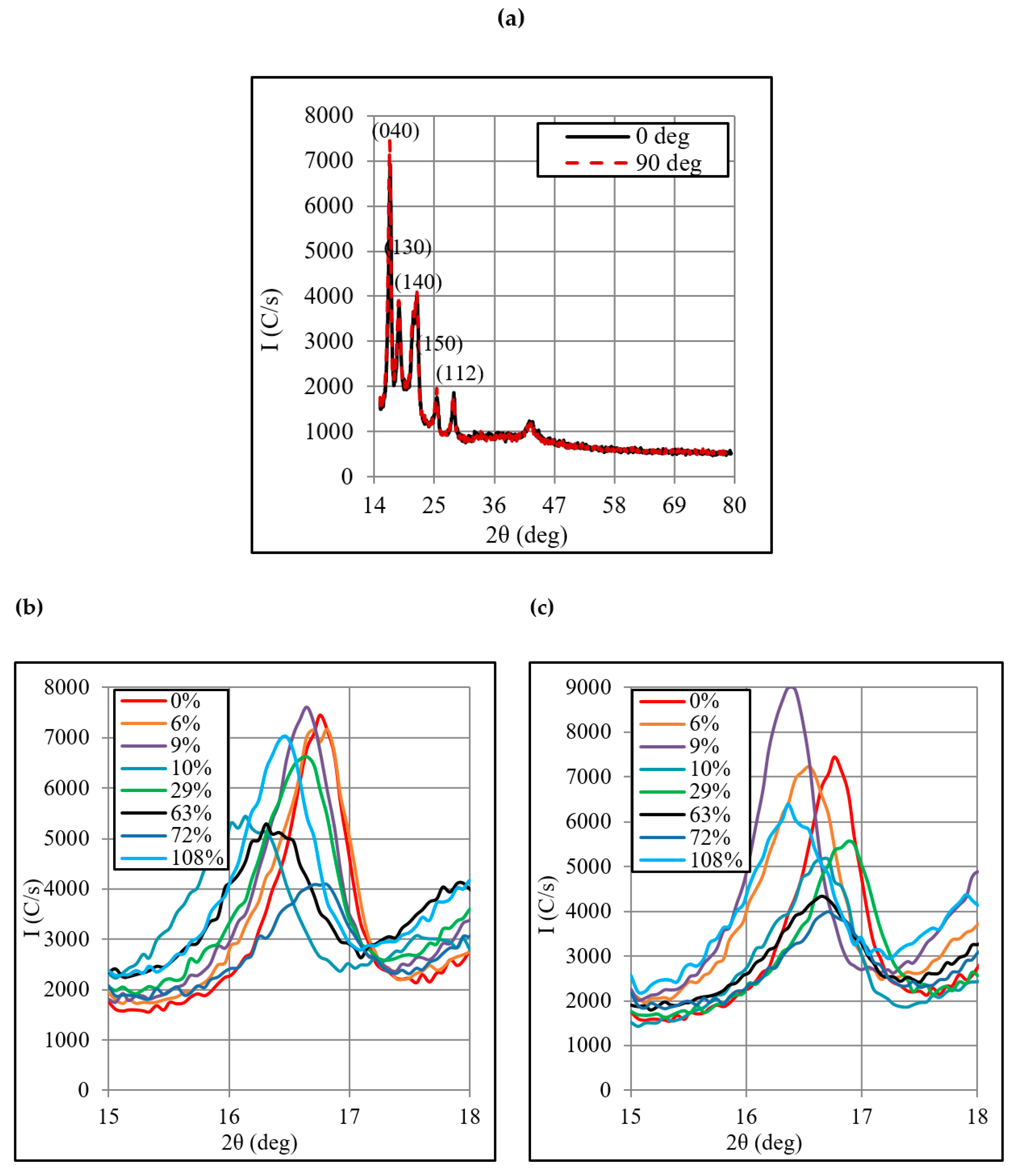
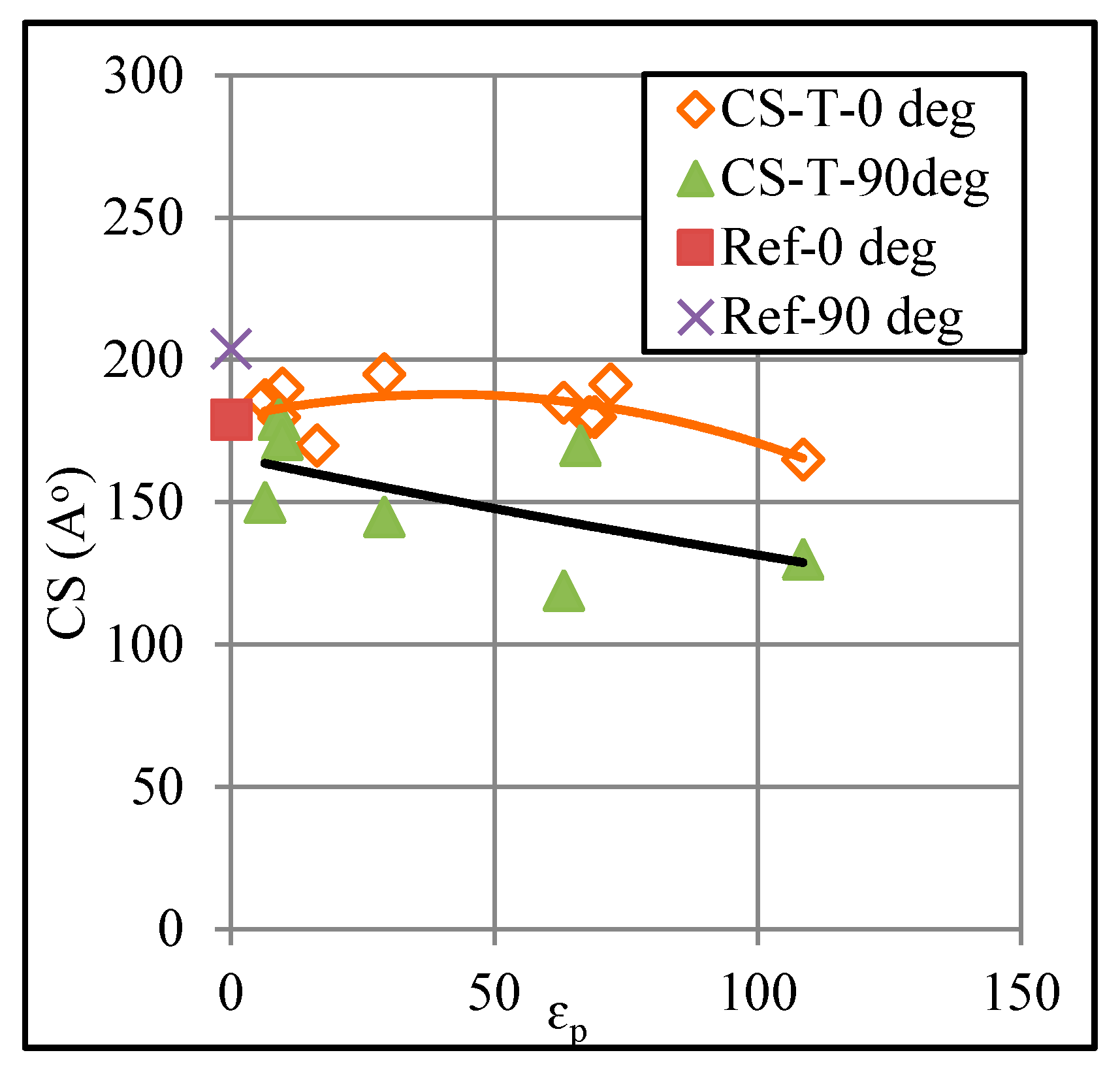
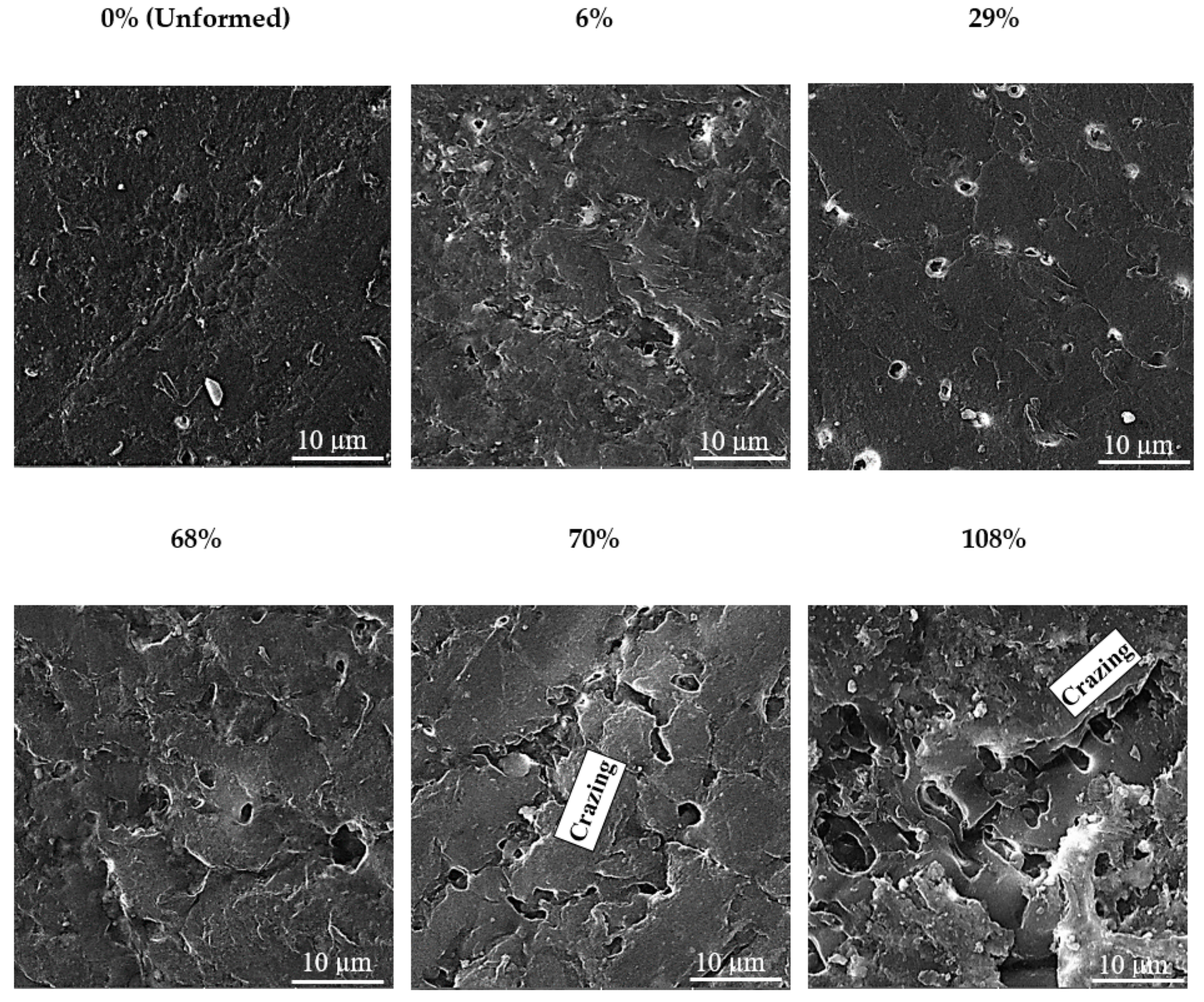
3.4. Structural Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
List of Symbols
| ISF | Incremental Sheet Forming |
| SEM | Scanning Electron Microscope |
| DSC | Differential Scanning Calorimetry |
| XRD | X-Ray Diffraction |
| Sy | Tensile yield stress |
| Su | Tensile ultimate stress |
| Sd | Tensile drawing stress |
| ∆ | Tensile elongation |
| E | Tensile elastic modulus |
| ɛp | Plastic strain |
| t | Thickness of formed sheet |
| to | Thickness of unformed sheet |
| A/Ao | Area fraction of voids in the polymer sheet |
| Io | Intensity while X-ray beam aligned along feed direct |
| I90 | Intensity while X-ray beam aligned along transverse direct |
| θ | Diffraction angle |
References
- Kitazawa, K.; Wakabayashi, A.; Murata, K.; Yaejima, K. Metal flow phenomena in computerized numerically controlled incremental stretch-expanding of aluminum sheets. J. Jpn. Inst. Light Met. 1996, 46, 65–70. [Google Scholar] [CrossRef] [Green Version]
- Leszak, E. Apparatus and Process for Incremental Dieless Forming. U.S. Patent US3342051A1, 19 September 1967. [Google Scholar]
- Echrif, S.B.M.; Hrairi, M. Research and progress in incremental sheet forming. Mater. Manuf. Proc. 2011, 26, 1404–1414. [Google Scholar] [CrossRef]
- Al-Ghamdi, K.A.; Hussain, G. Stress-gradient due to incremental forming of roll-bonded laminates. Mater. Manuf. Proc. 2017, 32, 1384–1390. [Google Scholar] [CrossRef]
- Ortiz-Hernández, R.; Ulloa-Castillo, N.A.; Diabb-Zavala, J.M.; Estrada-De La Vega, A.; Islas-Urbano, J.; Villela-Castrejón, J.; Elías-Zúñiga, A. Advances in the Processing of UHMWPE-TiO2 to Manufacture Medical Prostheses via SPIF. Polymers 2019, 11, 2022. [Google Scholar] [CrossRef] [Green Version]
- Silva, M.B.; Martinho, T.M.; Martins, P.A.F. Incremental Forming of Hole-Flanges in Polymer Sheets. Mater. Manuf. Proc. 2013, 28, 330–335. [Google Scholar] [CrossRef]
- Bagudanch, I.; Garcia-Romeu, M.L.; Sabater, M. Incremental forming of polymers: Process parameters selection from the perspective of electric energy consumption and cost. J. Clean. Prod. 2016, 112, 1013–1024. [Google Scholar] [CrossRef]
- Leite, W.; Campos Rubio, J.; Mata Cabrera, F.; Carrasco, A.; Hanafi, I. Vacuum Thermoforming Process: An Approach to Modeling and Optimization Using Artificial Neural Networks. Polymers 2018, 10, 143. [Google Scholar] [CrossRef] [Green Version]
- Zaccone, M.; Armentano, I.; Cesano, F.; Scarano, D.; Frache, A.; Torre, L.; Monti, M. Effect of Injection Molding Conditions on Crystalline Structure and Electrical Resistivity of PP/MWCNT Nanocomposites. Polymers 2020, 12, 1685. [Google Scholar] [CrossRef]
- Marset, D.; Dolza, C.; Boronat, T.; Montanes, N.; Balart, R.; Sanchez-Nacher, L.; Quiles-Carrillo, L. Injection-Molded Parts of Partially Biobased Polyamide 610 and Biobased Halloysite Nanotubes. Polymers 2020, 12, 1503. [Google Scholar] [CrossRef]
- Al-Ghamdi, K.A.; Hussain, G. On the CO2 characterization in incremental forming of roll bonded laminates. J. Clean. Prod. 2017, 156, 214–225. [Google Scholar] [CrossRef]
- Silva, M.B.; Alves, L.M.; Martins, P.A.F. Single point incremental forming of PVC: Experimental findings and theoretical interpretation. Eur. J. Mech. 2010, 29, 557–566. [Google Scholar] [CrossRef]
- Marques, T.A.; Silva, M.B.; Martins, P.A.F. On the potential of single point incremental forming of sheet polymer parts. Int. J. Adv. Manuf. Technol. 2012, 60, 75–86. [Google Scholar] [CrossRef]
- Medina-Sanchez, G.; Garcia-Collado, A.; Carou, D.; Dorado-Vicente, R. Force Prediction for Incremental Forming of Polymer Sheets. Materials 2018, 11, 1597. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Martins, P.A.F.; Kwiatkowski, L.; Franzen, V.; Tekkaya, A.E.; Kleiner, M. Single point incremental forming of polymers. CIRP Ann. 2009, 58, 229–232. [Google Scholar] [CrossRef] [Green Version]
- Hussain, G.; Mahna, A.; Iqbal, A. Response surface analysis of cold formability of polymers in Incremental Sheet Forming: Effect of parameters and associated thermal softening. Int. J. Precis. Eng. Manuf. 2016, 17, 613–621. [Google Scholar] [CrossRef]
- Franzen, V.; Kwiatkowski, L.; Martins, P.A.F.; Tekkaya, A.E. Single point incremental forming of PVC. J. Mater. Process. Technol. 2009, 209, 462–469. [Google Scholar] [CrossRef]
- Davarpanah, M.A.; Mirkouei, A.; Yu, X.; Malhotra, R.; Pilla, S. Effects of incremental depth and tool rotation on failure modes and microstructural properties in Single Point Incremental Forming of polymers. J. Mater. Process. Technol. 2015, 222, 287–300. [Google Scholar] [CrossRef]
- Le, V.S.; Ghiotti, A.; Lucchetta, G. Preliminary Studies on Single Point Incremental Forming for Thermoplastic Materials. Int. J. Mater. Form. 2008, 1, 1179–1182. [Google Scholar] [CrossRef]
- Shaw, M.T. Cold Forming of Polymeric Materials. Annu. Rev. Mater. Sci. 1980, 10, 19–42. [Google Scholar] [CrossRef]
- Davarpanah, M.A.; Bansal, S.; Malhotra, R. Influence of Single Point Incremental Forming on Mechanical Properties and Chain Orientation in Thermoplastic Polymers. J. Manuf. Sci. Eng. 2016, 139, 021012. [Google Scholar] [CrossRef]
- Lozano-Sánchez, L.; Bagudanch, I.; Sustaita, A.; Iturbe-Ek, J.; Elizalde, L.; Garcia-Romeu, M.; Elías-Zúñiga, A. Single-Point Incremental Forming of Two Biocompatible Polymers: An Insight into Their Thermal and Structural Properties. Polymers 2018, 10, 391. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lozano-Sánchez, L.M.; Sustaita, A.O.; Soto, M.; Biradar, S.; Ge, L.; Segura-Cárdenas, E.; Elías-Zúñiga, A. Mechanical and structural studies on single point incremental forming of polypropylene-MWCNTs composite sheets. J. Mater. Process. Technol. 2017, 242, 218–227. [Google Scholar] [CrossRef]
- Borić, A.; Kalendová, A.; Urbanek, M.; Pepelnjak, T. Characterisation of Polyamide (PA)12 Nanocomposites with Montmorillonite (MMT) Filler Clay Used for the Incremental Forming of Sheets. Polymers 2019, 11, 1248. [Google Scholar] [CrossRef] [PubMed]
- Bigg, D.M. A review of techniques for processing ultra-high modulus polymers. Polym. Eng. Sci. 1976, 16, 725–734. [Google Scholar] [CrossRef]
- Rajabi, A.; Kadkhodayan, M.; Manoochehri, M.; Farjadfar, R. Deep-drawing of thermoplastic metal-composite structures: Experimental investigations, statistical analyses and finite element modeling. J. Mater. Process. Technol. 2015, 215, 159–170. [Google Scholar] [CrossRef]
- Odom, E.M.; Adams, D.F. Specimen size effect during tensile testing of an unreinforced polymer. J. Mater. Sci. 1992, 27, 1767–1771. [Google Scholar] [CrossRef]
- Sichina, W.A. DSC as Problem Solving Tool: Measurement of Percent Crystallinity of Thermoplastics, Thermal Analysis, Perkin Elmer Instrument. 2000. Available online: https://www.yumpu.com/en/document/view/7853807/dsc-as-problem-solving-tool-measurement-of-perkinelmer (accessed on 17 July 2020).
- Shrivastava, P.; Tandon, P. Microstructure and texture based analysis of forming behavior and deformation mechanism of AA1050 sheet during Single Point Incremental Forming. J. Mater. Process. Technol. 2018, 266, 292–310. [Google Scholar] [CrossRef]
- Langford, J.L.; Wilson, A.J.C. Scherrer after Sixty Years: A Survey and Some New Results in the Determination of Crystallite Size. J. Appl. Crystallogr. 1978, 11, 102–113. [Google Scholar] [CrossRef]
- Hansen, N. Hall–Petch relation and boundary strengthening. Scr. Mater. 2004, 51, 801–806. [Google Scholar] [CrossRef]
- Fu, P.; Chu, R.; Xu, Z.; Ding, G.; Jiang, C. Relation of hardness with FWHM and residual stress of GCr15 steel after shot peening. Appl. Surf. Sci. 2018, 431, 165–169. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test # | Φ (deg) | f (MPa) | ω (rpm) | d (mm) | p (mm) | Sy (MPa) | Sd (MPa) | Su (MPa) | ∆ (%) | E (MPa) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 30 | 1000 | 0 | 6 | 1 | 21.62 | 14.25 | 24.94 | 1011 | 870 |
| 2 | 30 | 1000 | 1500 | 14 | 1 | 23.88 | 15.98 | 26.41 | 986 | 750 |
| 3 | 30 | 3500 | 0 | 14 | 1 | 25.62 | 17.36 | 29.55 | 1056 | 850 |
| 4 | 30 | 3500 | 1500 | 6 | 1 | 24.50 | 17.45 | 29 | 1030 | 810 |
| 5 | 30 | 3500 | 0 | 6 | 0.2 | 21.93 | 15 | 22.36 | 876 | 750 |
| 6 | 60 | 1000 | 1500 | 14 | 0.2 | 15.23 | 12.87 | 21.60 | 875 | 550 |
| 7 | 60 | 1000 | 0 | 14 | 1 | 17.77 | 14.91 | 26 | 950 | 610 |
| 8 | 60 | 1000 | 1500 | 6 | 1 | 15.85 | 14.20 | 23.76 | 765 | 625 |
| 9 | 60 | 3500 | 0 | 14 | 0.2 | 18.94 | 16 | 24.03 | 791 | 800 |
| 10 | 60 | 3500 | 1500 | 14 | 1 | 14.84 | 11.31 | 22 | 817 | 667 |
| 11 | 60 | 3500 | 0 | 6 | 1 | 13.48 | 10.82 | 18.56 | 723 | 684 |
| 12 | 60 | 1000 | 0 | 6 | 0.2 | 16.28 | 13.40 | 22.84 | 860 | 778 |
| 13 | 30 | 1000 | 0 | 14 | 0.2 | 26.57 | 18.87 | 30.48 | 1045 | 857 |
| 14 | 30 | 1000 | 1500 | 6 | 0.2 | 22.33 | 16.04 | 29.51 | 1108 | 778 |
| 15 | 30 | 3500 | 1500 | 14 | 0.2 | 24.13 | 16.37 | 29.92 | 1046 | 916 |
| 16 | 60 | 3500 | 1500 | 6 | 0.2 | 11.62 | 9.91 | 21.88 | 900 | 600 |
| 17 | 45 | 1000 | 0 | 6 | 0.2 | 15 | 13 | 20 | 700 | 650 |
| 18 | 45 | 1000 | 0 | 10 | 0.2 | 15.5 | 13.4 | 22 | 740 | 670 |
| 19 | 45 | 1000 | 0 | 14 | 0.2 | 16.2 | 11.5 | 23 | 800 | 680 |
| 20 | 70 | 1000 | 0 | 6 | 0.2 | 10.18 | 10.62 | 15.38 | 457 | 300 |
| 21 | 70 | 1000 | 0 | 10 | 0.2 | 11.68 | 12.12 | 16.88 | 520 | 305 |
| 22 | 70 | 1000 | 0 | 14 | 0.2 | 12.5 | 13.1 | 17.8 | 580 | 309 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wei, H.; Hussain, G.; Heidarshenas, B.; Alkahtani, M. Post-Forming Mechanical Properties of a Polymer Sheet Processed by Incremental Sheet Forming: Insights into Effects of Plastic Strain, and Orientation and Size of Specimen. Polymers 2020, 12, 1870. https://doi.org/10.3390/polym12091870
Wei H, Hussain G, Heidarshenas B, Alkahtani M. Post-Forming Mechanical Properties of a Polymer Sheet Processed by Incremental Sheet Forming: Insights into Effects of Plastic Strain, and Orientation and Size of Specimen. Polymers. 2020; 12(9):1870. https://doi.org/10.3390/polym12091870
Chicago/Turabian StyleWei, Hongyu, Ghulam Hussain, Behzad Heidarshenas, and Mohammed Alkahtani. 2020. "Post-Forming Mechanical Properties of a Polymer Sheet Processed by Incremental Sheet Forming: Insights into Effects of Plastic Strain, and Orientation and Size of Specimen" Polymers 12, no. 9: 1870. https://doi.org/10.3390/polym12091870