
Physicomechanical Properties of Rice Husk/Coco Peat Reinforced Acrylonitrile Butadiene Styrene Blend Composites

 , , , ,
, , , ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
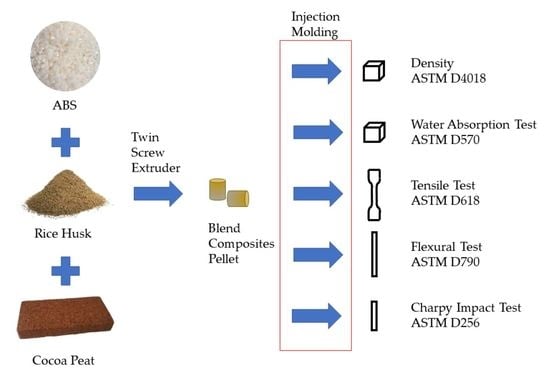
2.2. Sample Fabrication
2.3. Physical Properties of RH/CP Reinforced ABS Blend Composites
2.4. Tensile Test
2.5. Flexural Test
2.6. Impact Test
2.7. Composite Characterization
3. Results and Discussion
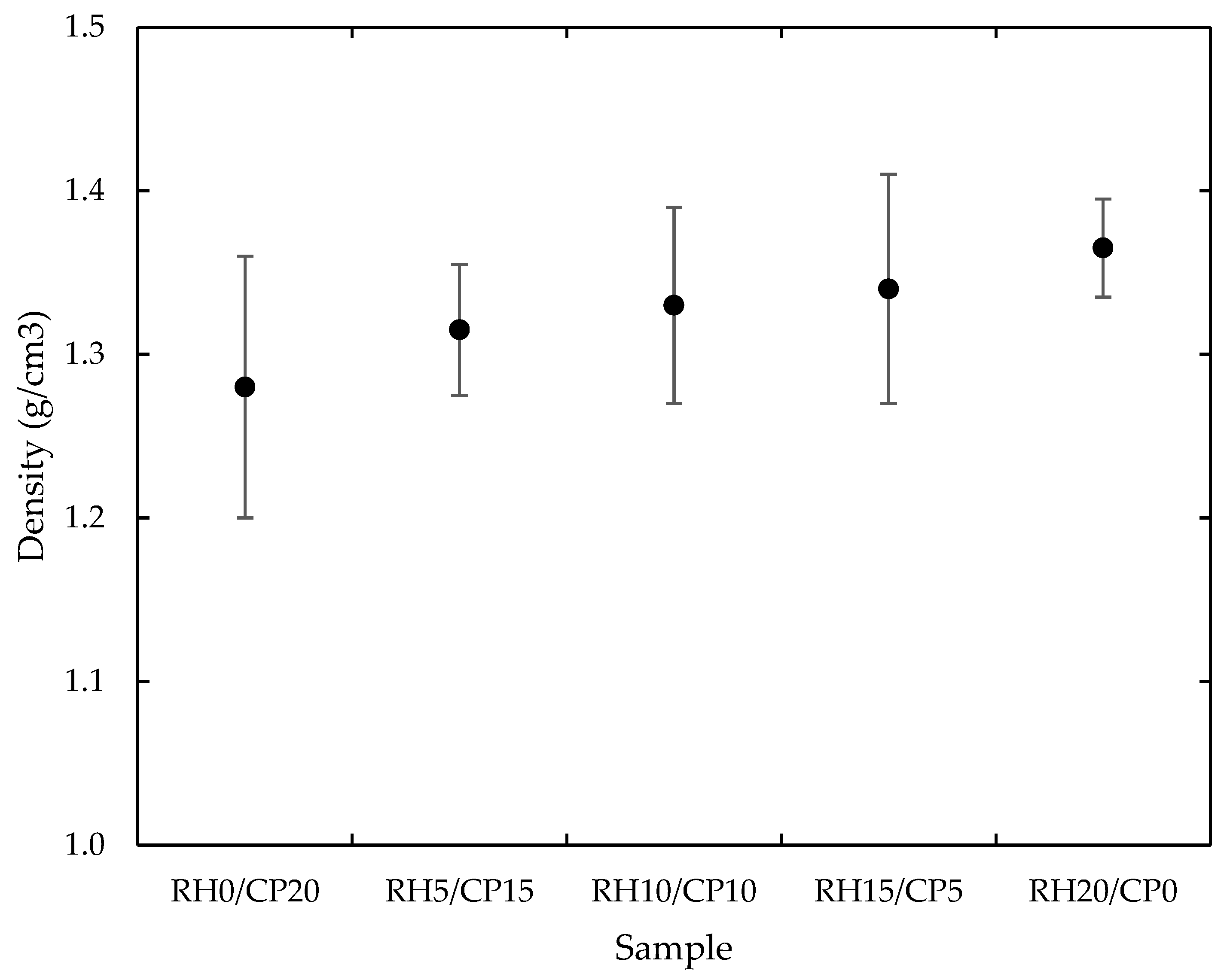
3.1. Density of Blend Composites
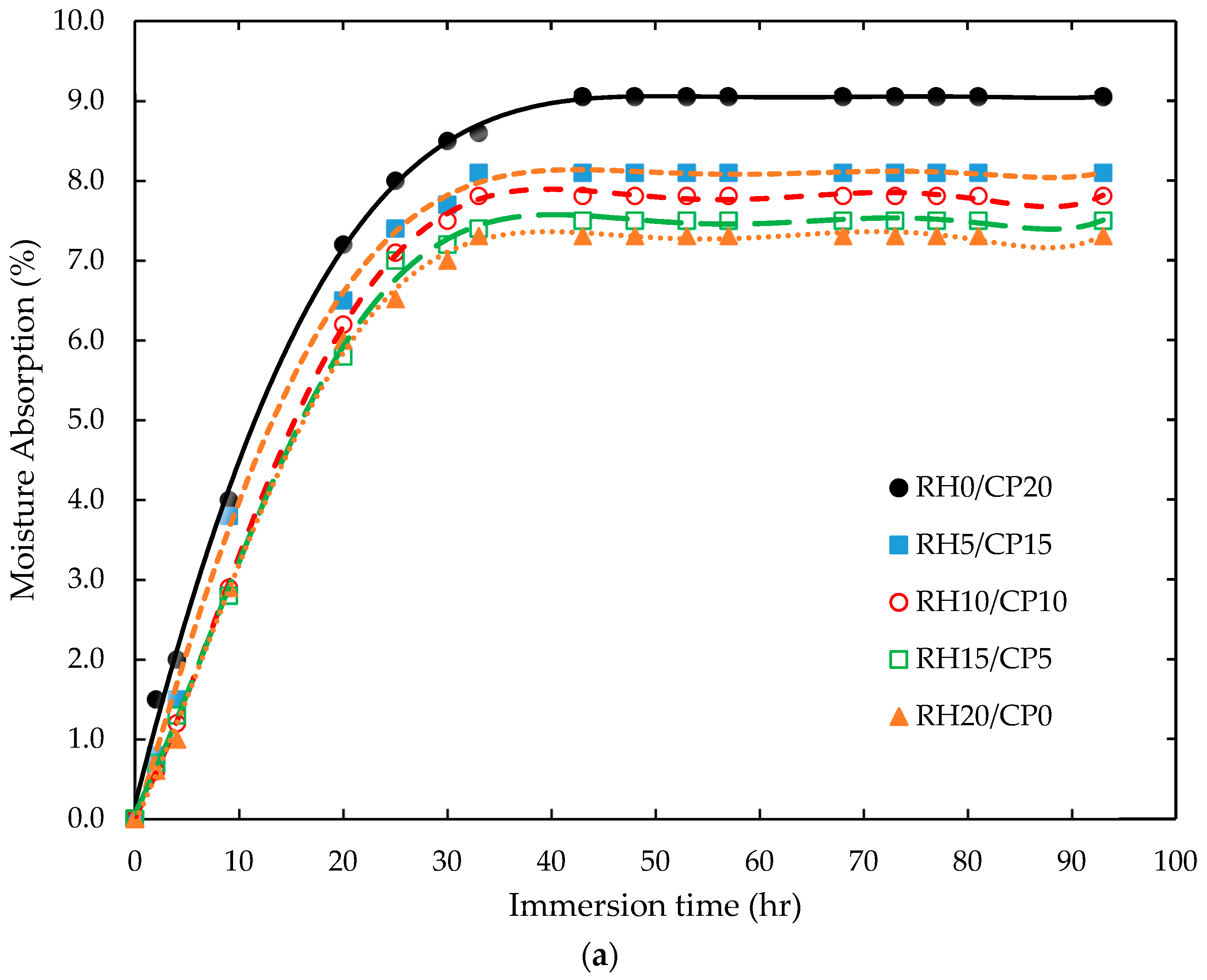
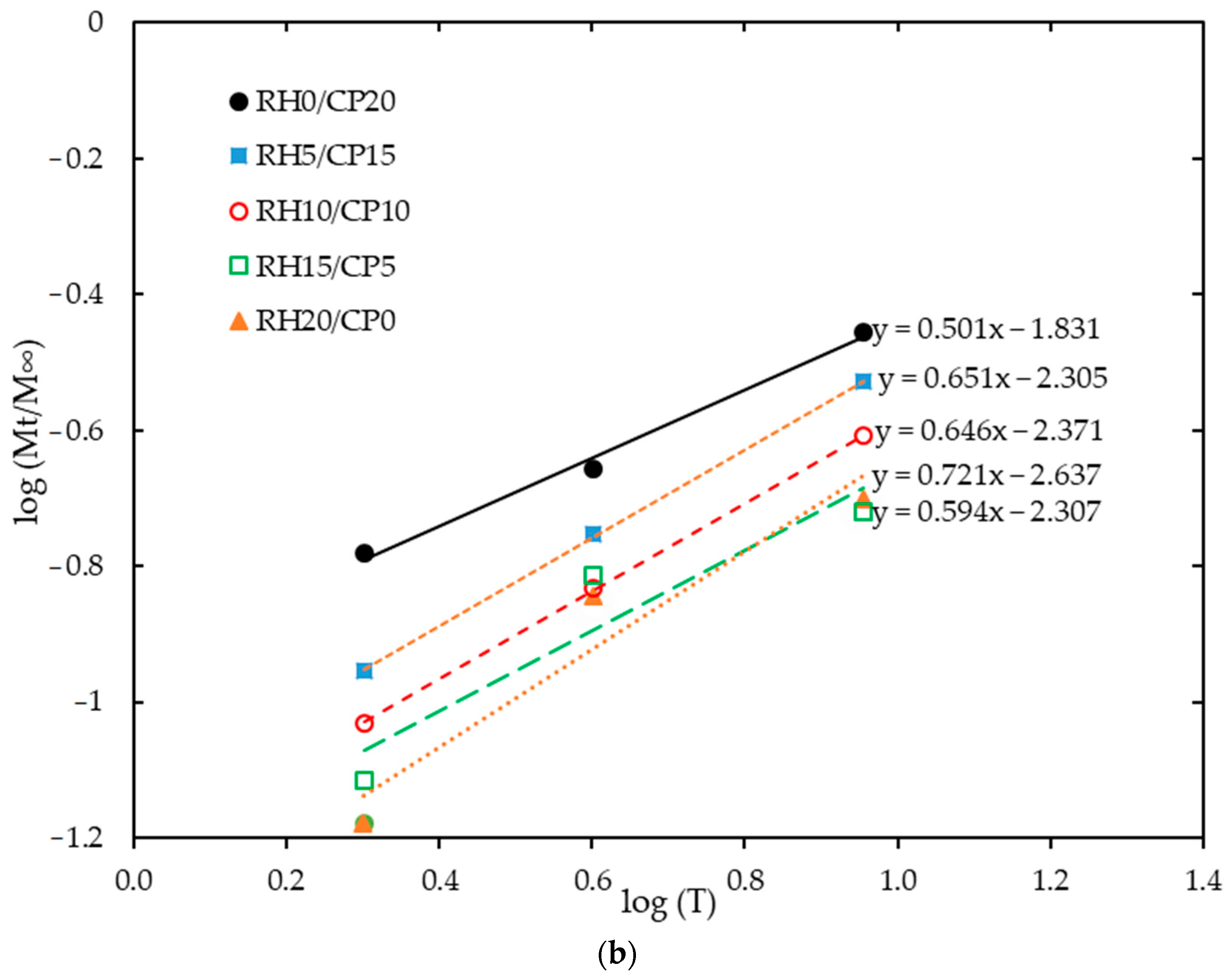
3.2. Moisture Absorption Study
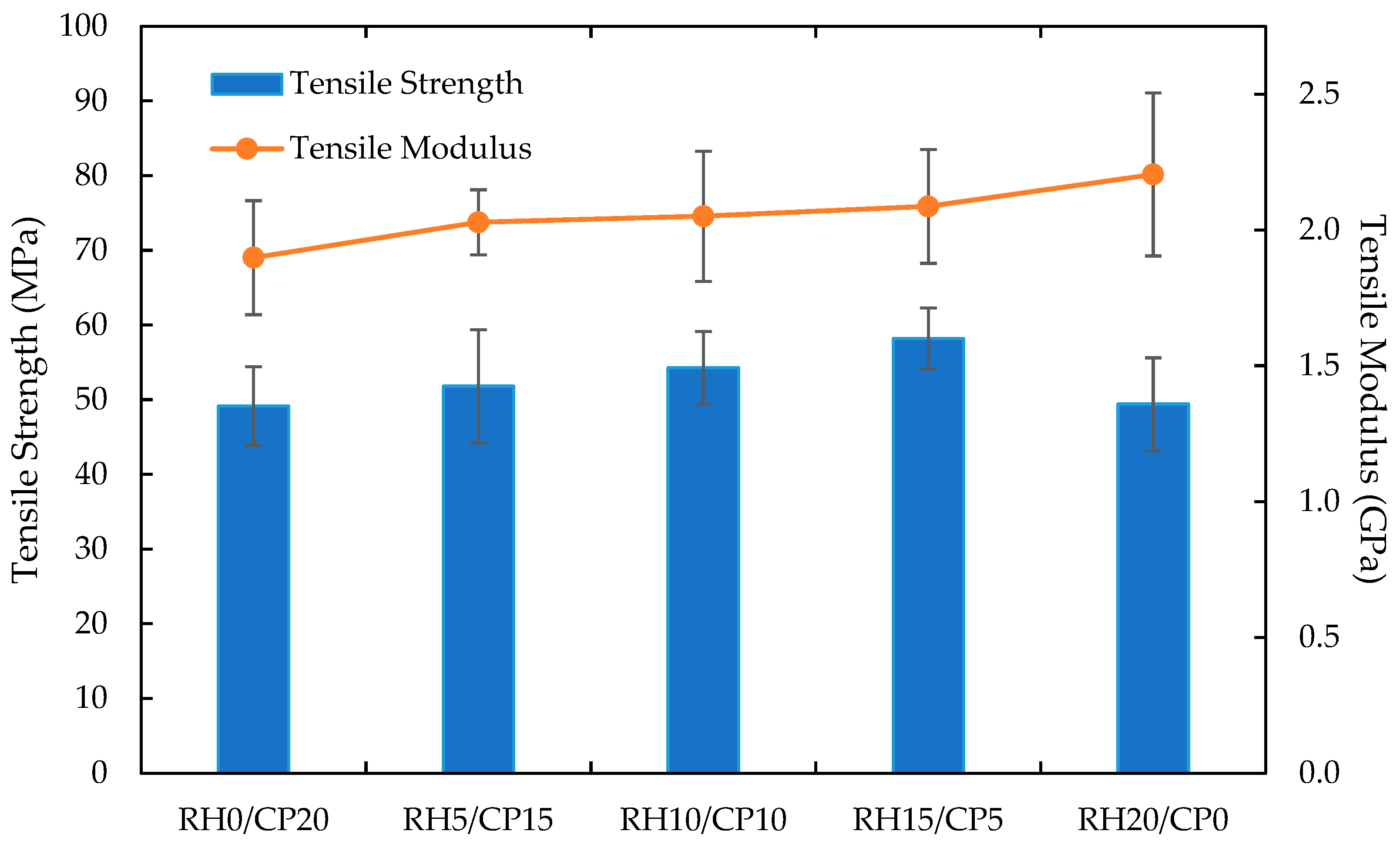
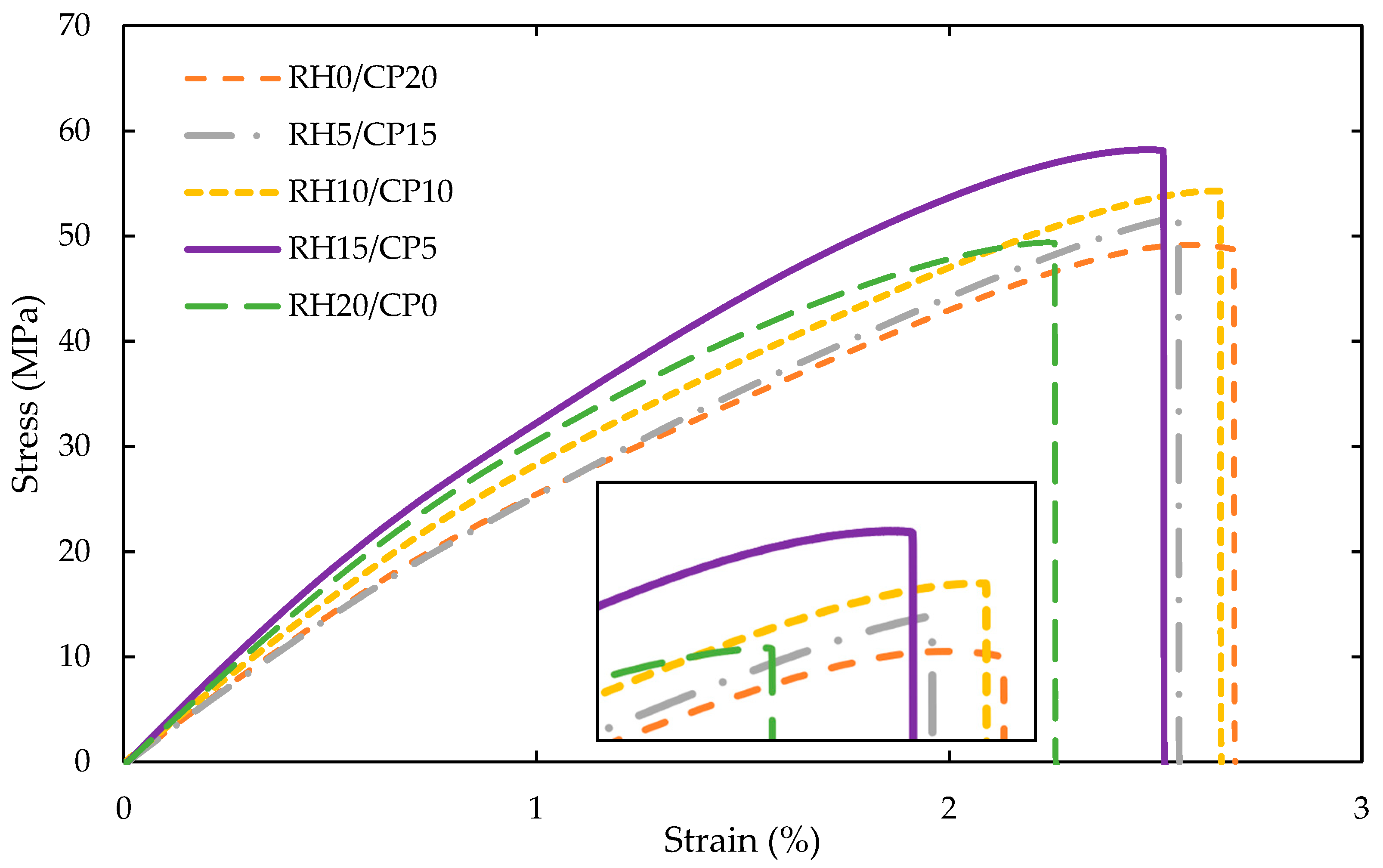
3.3. Tensile Properties
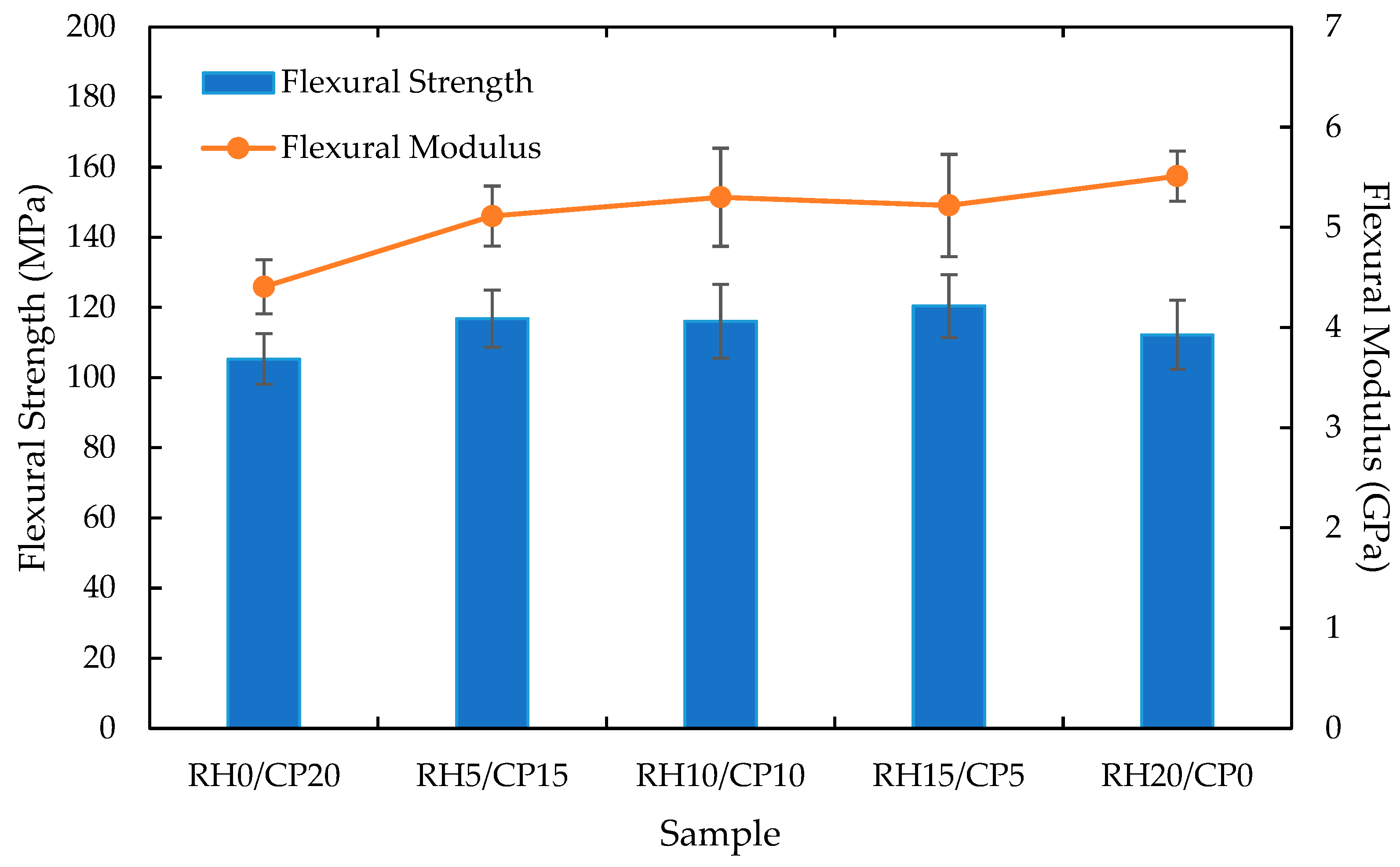
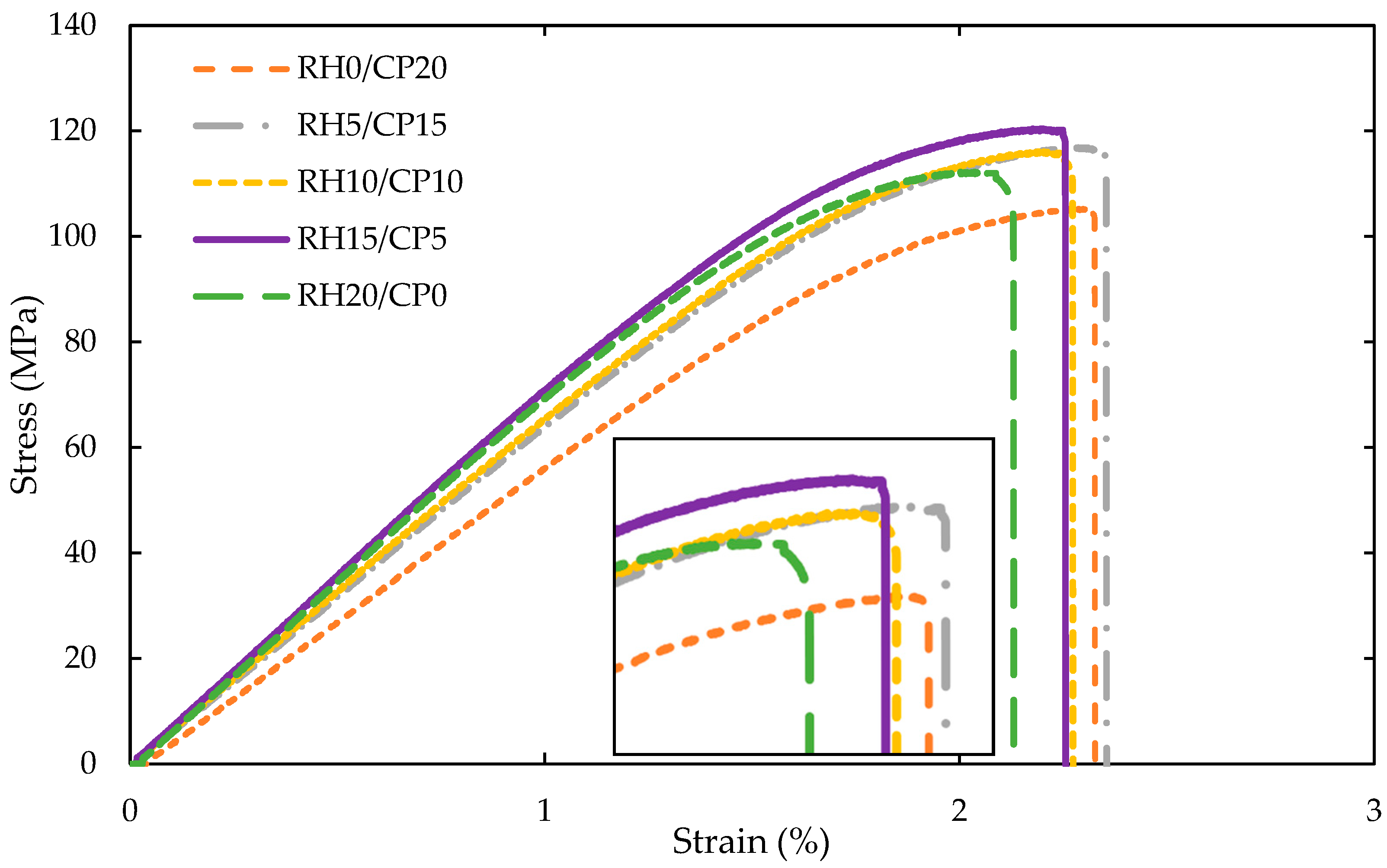
3.4. Flexural Properties
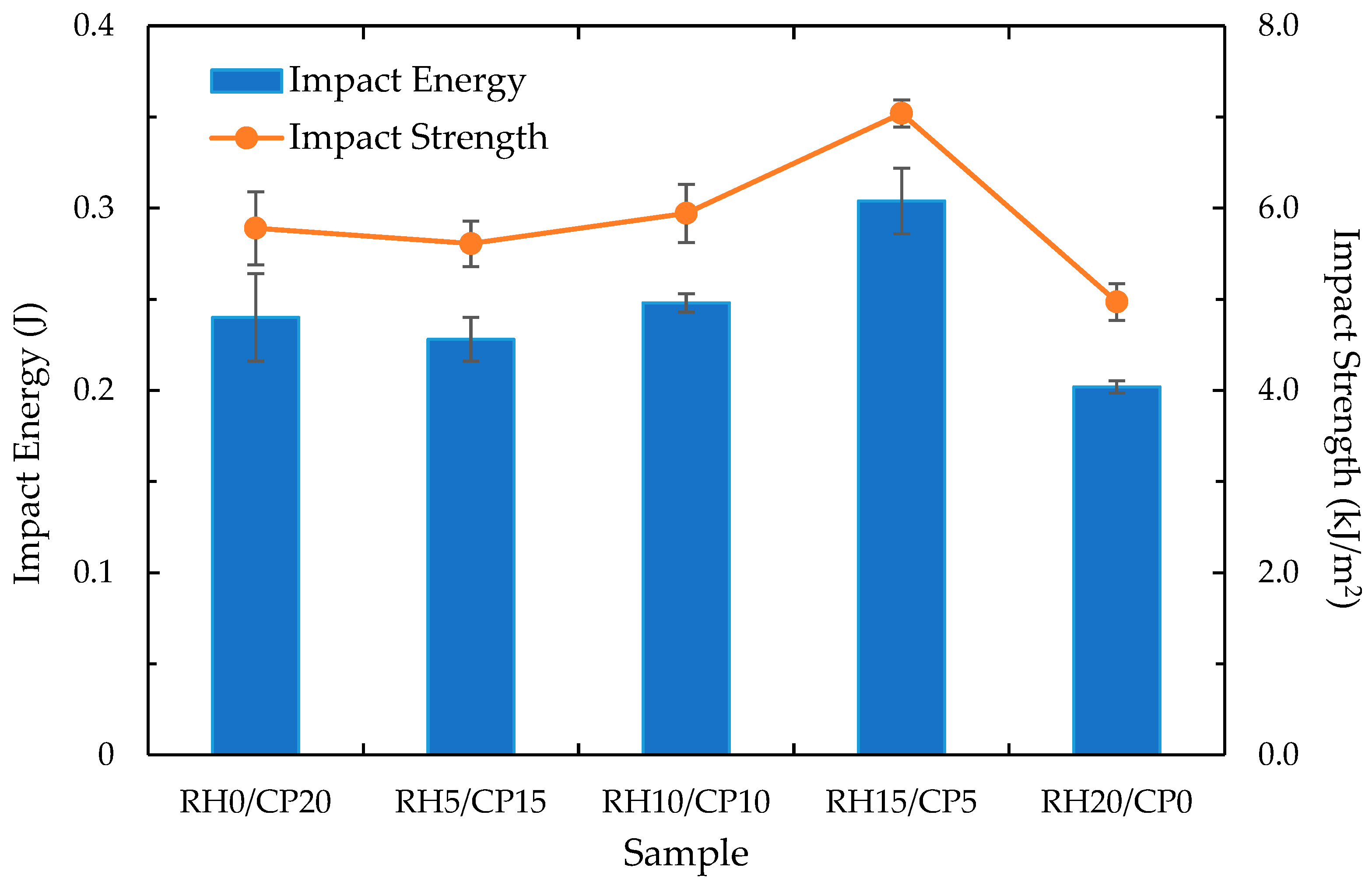
3.5. Impact Response Behavior
3.6. Fracture Surface Micrograph
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hassan, M.; Cantwell, W. The influence of core properties on the perforation resistance of sandwich structures–an experimental study. Compos. Part B Eng. 2012, 43, 3231–3238. [Google Scholar] [CrossRef]
- Nor, A.F.M.; Sultan, M.T.H.; Jawaid, M.; Talib, A.R.A.; Azmi, A.M.R.; Harmaen, A.S.; Asa’ari, A.Z. The effects of multi-walled CNT in bamboo/glass fibre hybrid composites: Tensile and flexural properties. BioResources 2018, 13, 4404–4415. [Google Scholar]
- Hassan, M.Z.; Sapuan, S.; Roslan, S.A.; Sarip, S. Optimization of tensile behavior of banana pseudo-stem (Musa acuminate) fiber reinforced epoxy composites using response surface methodology. J. Mater. Res. Technol. 2019, 8, 3517–3528. [Google Scholar] [CrossRef]
- Ibrahim, M.I.; Hassan, M.Z.; Dolah, R.; Yusoff, M.Z.M.; Salit, M.S. Tensile behaviour for mercerization of single kenaf fiber. Malays. J. Fundam. Appl. Sci. 2018, 14, 437–439. [Google Scholar] [CrossRef]
- Hassan, M.Z.; Roslan, S.A.; Sapuan, S.; Rasid, Z.A.; Nor, A.F.M.; Md Daud, M.Y.; Dolah, R.; Zuhri, M.Y.M. Mercerization optimization of bamboo (bambusa vulgaris) fiber-reinforced epoxy composite structures using a box–behnken design. Polymers 2020, 12, 1367. [Google Scholar] [CrossRef] [PubMed]
- Quispe, I.; Navia, R.; Kahhat, R. Energy potential from rice husk through direct combustion and fast pyrolysis: A review. Waste Manag. 2017, 59, 200–210. [Google Scholar] [CrossRef]
- Isa, K.M.; Daud, S.; Hamidin, N.; Ismail, K.; Saad, S.A.; Kasim, F.H. Thermogravimetric analysis and the optimisation of bio-oil yield from fixed-bed pyrolysis of rice husk using response surface methodology (RSM). Ind. Crop. Prod. 2011, 33, 481–487. [Google Scholar] [CrossRef]
- Chen, R.S.; Ab Ghani, M.H.; Ahmad, S.; Salleh, M.N.; Tarawneh, M.a.A. Rice husk flour biocomposites based on recycled high-density polyethylene/polyethylene terephthalate blend: Effect of high filler loading on physical, mechanical and thermal properties. J. Compos. Mater. 2015, 49, 1241–1253. [Google Scholar] [CrossRef]
- Das, O.; Hedenqvist, M.S.; Prakash, C.; Lin, R.J. Nanoindentation and flammability characterisation of five rice husk biomasses for biocomposites applications. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105566. [Google Scholar] [CrossRef]
- Chen, R.S.; Ab Ghani, M.H.; Ahmad, S.; Mou’ad, A.T.; Gan, S. Tensile, thermal degradation and water diffusion behaviour of gamma-radiation induced recycled polymer blend/rice husk composites: Experimental and statistical analysis. Compos. Sci. Technol. 2021, 108748. [Google Scholar] [CrossRef]
- Boonsuk, P.; Sukolrat, A.; Bourkaew, S.; Kaewtatip, K.; Chantarak, S.; Kelarakis, A.; Chaibundit, C. Structure-properties relationships in alkaline treated rice husk reinforced thermoplastic cassava starch biocomposites. Int. J. Biol. Macromol. 2021, 167, 130–140. [Google Scholar] [CrossRef] [PubMed]
- Borawski, A. Conventional and unconventional materials used in the production of brake pads–review. Sci. Eng. Compos. Mater. 2020, 27, 374–396. [Google Scholar] [CrossRef]
- Singh, A.; Kumar, S.; Dev, R. Studies on cocopeat, sawdust and dried cow dung as desiccant for evaporative cooling system. Renew. Energy 2019, 142, 295–303. [Google Scholar] [CrossRef]
- Nor, A.F.M.; Hassan, M.Z.; Rasid, Z.A.; Sarip, S.; Daud, M.Y.M. Optimization on Tensile Properties of Kenaf/Multi-walled CNT Hybrid Composites with Box-Behnken Design. Appl. Compos. Mater. 2021, 1–26. [Google Scholar] [CrossRef]
- Shen, C.-H.; Springer, G.S. Moisture absorption and desorption of composite materials. J. Compos. Mater. 1976, 10, 2–20. [Google Scholar] [CrossRef]
- Hemnath, A.; Anbuchezhiyan, G.; NanthaKumar, P.; Senthilkumar, N. Tensile and flexural behaviour of rice husk and sugarcane bagasse reinforced polyester composites. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Deo, C.; Acharya, S. Effect of moisture absorption on mechanical properties of chopped natural fiber reinforced epoxy composite. J. Reinf. Plast. Compos. 2010, 29, 2513–2521. [Google Scholar] [CrossRef]
- Kufel, A.; Kuciel, S. Hybrid Composites Based on Polypropylene with Basalt/Hazelnut Shell Fillers: The Influence of Temperature, Thermal Aging, and Water Absorption on Mechanical Properties. Polymers 2020, 12, 18. [Google Scholar] [CrossRef] [Green Version]
- Razavi, N.M.; Jafarzadeh, D.F.; Ouroumiehei, A.A.; Ershad, L.A. Mechanical properties and water absorption behaviour of chopped rice husk filled polypropylene composites. Iran. Polym. J. 2006, 15, 757–766. [Google Scholar]
- Awasthi, S.; Singhal, R. Mathematical modeling for the prediction of the overall swelling profile from poly (AM-co-AA-co-HEA) hydrogels: Effect of glycidyl methacrylate and ammonium per sulphate. Int. J. Plast. Technol. 2015, 19, 241–262. [Google Scholar] [CrossRef]
- Guloglu, G.E.; Altan, M.C. Moisture absorption of carbon/epoxy nanocomposites. J. Compos. Sci. 2020, 4, 21. [Google Scholar] [CrossRef] [Green Version]
- Melo, R.Q.; Lia Fook, M.V.; de Lima, A.G. Non-Fickian Moisture Transport in Vegetable-Fiber-Reinforced Polymer Composites Using a Langmuir-Type Model. Polymers 2020, 12, 2503. [Google Scholar] [CrossRef] [PubMed]
- Aziz, N.F.A.; Ahmad, Z.; Puaad, M.B.F.M. Study of the behavior of moisture absorption and swelling in high filler loading kenaf core/bast polyethylene composites. Adv. Civ. Eng. Mater. 2020, 9, 250–261. [Google Scholar] [CrossRef]
- Guna, V.; Ilangovan, M.; Rather, M.H.; Giridharan, B.; Prajwal, B.; Krishna, K.V.; Venkatesh, K.; Reddy, N. Groundnut shell/rice husk agro-waste reinforced polypropylene hybrid biocomposites. J. Build. Eng. 2020, 27, 100991. [Google Scholar] [CrossRef]
- Nanthakumar, K.; Yeng, C.M.; Chun, K.S. Tensile and water absorption properties of solvent cast biofilms of sugarcane leaves fibre-filled poly (lactic) acid. J. Thermoplast. Compos. Mater. 2020, 33, 289–304. [Google Scholar] [CrossRef]
- Lu, H.; Du, S. A phenomenological thermodynamic model for the chemo-responsive shape memory effect in polymers based on Flory–Huggins solution theory. Polym. Chem. 2014, 5, 1155–1162. [Google Scholar] [CrossRef]
- Lu, H.; Liu, Y.; Leng, J.; Du, S. Qualitative separation of the physical swelling effect on the recovery behavior of shape memory polymer. Eur. Polym. J. 2010, 46, 1908–1914. [Google Scholar] [CrossRef]
- Yusoff, R.B.; Takagi, H.; Nakagaito, A.N. Tensile and flexural properties of polylactic acid-based hybrid green composites reinforced by kenaf, bamboo and coir fibers. Ind. Crop. Prod. 2016, 94, 562–573. [Google Scholar] [CrossRef]
- Nor, A.F.M.; Sultan, M.T.H.; Jawaid, M.; Azmi, A.M.R.; Shah, A.U.M. Analysing impact properties of CNT filled bamboo/glass hybrid nanocomposites through drop-weight impact testing, UWPI and compression-after-impact behaviour. Compos. Part B Eng. 2019, 168, 166–174. [Google Scholar] [CrossRef]
- Nurihan, O.; Rasid, Z.; Hassan, M.; Nor, A. The elastic properties of unidirectional bamboo fibre reinforced epoxy composites. Int. J. Recent Technol. Eng. 2019, 8, 7187–7193. [Google Scholar]
- Saidane, E.H.; Scida, D.; Assarar, M.; Ayad, R. Damage mechanisms assessment of hybrid flax-glass fibre composites using acoustic emission. Compos. Struct. 2017, 174, 1–11. [Google Scholar] [CrossRef]
- Sundarababu, J.; Anandan, S.S.; Griskevicius, P. Evaluation of mechanical properties of biodegradable coconut shell/rice husk powder polymer composites for light weight applications. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Aridi, N.; Sapuan, S.; Zainudin, E.; AL-Oqla, F.M. Mechanical and morphological properties of injection-molded rice husk polypropylene composites. Int. J. Polym. Anal. Charact. 2016, 21, 305–313. [Google Scholar] [CrossRef]
- Olonisakin, K.; Fan, M.; Xin-Xiang, Z.; Ran, L.; Lin, W.; Zhang, W.; Wenbin, Y. Key Improvements in Interfacial Adhesion and Dispersion of Fibers/Fillers in Polymer Matrix Composites; Focus on PLA Matrix Composites. Compos. Interfaces 2021, 1–50. [Google Scholar] [CrossRef]
- Singh, Y.; Singh, J.; Sharma, S.; Lam, T.-D.; Nguyen, D.-N. Fabrication and characterization of coir/carbon-fiber reinforced epoxy based hybrid composite for helmet shells and sports-good applications: Influence of fiber surface modifications on the mechanical, thermal and morphological properties. J. Mater. Res. Technol. 2020, 9, 15593–15603. [Google Scholar] [CrossRef]
- Hassan, M.Z.; Sapuan, S.; Rasid, Z.A.; Nor, A.F.M.; Dolah, R.; Md Daud, M.Y. Impact damage resistance and post-impact tolerance of optimum banana-pseudo-stem-fiber-reinforced epoxy sandwich structures. Appl. Sci. 2020, 10, 684. [Google Scholar] [CrossRef] [Green Version]
- Arslan, C.; Dogan, M. The effects of fiber silane modification on the mechanical performance of chopped basalt fiber/ABS composites. J. Thermoplast. Compos. Mater. 2020, 33, 1449–1465. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Composition (wt.%) | Designation |
|---|---|
| ABS (80) + Rice Husk (20) + Coco Peat (0) | RH20/CP0 |
| ABS (80) + Rice Husk (15) + Coco Peat (5) | RH15/CP15 |
| ABS (80) + Rice Husk (10) + Coco Peat (10) | RH10/CP10 |
| ABS (80) + Rice Husk (5) + Coco Peat (15) | RH5/CP15 |
| ABS (80) + Rice Husk (0) + Coco Peat (20) | RH0/CP20 |
| Composition | M∞ (%) | k | n | D × 10−6 (mm2/s) |
|---|---|---|---|---|
| RH0/CP20 | 9.05 | 0.124 | 0.415 | 0.104 |
| RH5/CP15 | 8.11 | 0.095 | 0.448 | 0.114 |
| RH10/CP10 | 7.51 | 0.085 | 0.469 | 0.121 |
| RH15/CP5 | 7.22 | 0.055 | 0.519 | 0.127 |
| RH20/CP0 | 6.92 | 0.039 | 0.567 | 0.134 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Norhasnan, N.H.A.; Hassan, M.Z.; Nor, A.F.M.; Zaki, S.A.; Dolah, R.; Jamaludin, K.R.; Aziz, S.A. Physicomechanical Properties of Rice Husk/Coco Peat Reinforced Acrylonitrile Butadiene Styrene Blend Composites. Polymers 2021, 13, 1171. https://doi.org/10.3390/polym13071171
Norhasnan NHA, Hassan MZ, Nor AFM, Zaki SA, Dolah R, Jamaludin KR, Aziz SA. Physicomechanical Properties of Rice Husk/Coco Peat Reinforced Acrylonitrile Butadiene Styrene Blend Composites. Polymers. 2021; 13(7):1171. https://doi.org/10.3390/polym13071171
Chicago/Turabian StyleNorhasnan, Nurul Haziatul Ain, Mohamad Zaki Hassan, Ariff Farhan Mohd Nor, S. A. Zaki, Rozzeta Dolah, Khairur Rijal Jamaludin, and Sa’ardin Abdul Aziz. 2021. "Physicomechanical Properties of Rice Husk/Coco Peat Reinforced Acrylonitrile Butadiene Styrene Blend Composites" Polymers 13, no. 7: 1171. https://doi.org/10.3390/polym13071171