
Leverage of Environmental Pollutant Crump Rubber on the Dry Sliding Wear Response of Epoxy Composites

 ,
,  , ,
, ,  ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Fabrication
2.3. Wear Test
2.4. Temperature Measurement and Scanning Electron Microscope
3. Statistical Evaluation
3.1. Taguchi-Coupled GRA Principal Component Analysis
3.1.1. Taguchi’s Design of Experiment
3.1.2. Grey Relational Analysis (GRA)
3.1.3. Principal Component Analysis (PCA)
3.1.4. Manipulation of Grey Relational Grades (GRGs)
3.1.5. Optimal Combination of Input Parameters and Their Levels
3.1.6. ANOVA Analysis to Study the Effect of Parameters over the Response
- where x1, x2, and x3 are the percentage of crump rubber at levels 1, 2, and 3, respectively.
- where y1, y2, and y3 are the sliding distances at levels 1, 2, and 3, respectively.
- where z1, z2, and z3 are the normal load at levels 1, 2, and 3, respectively.
4. Results and Discussion
4.1. Effect of Parameters on the Responses
4.1.1. Wear Rate
4.1.2. Specific Wear Rate
4.1.3. Coefficient of Friction ()
4.1.4. Disc Temperature
4.2. Wear Debris
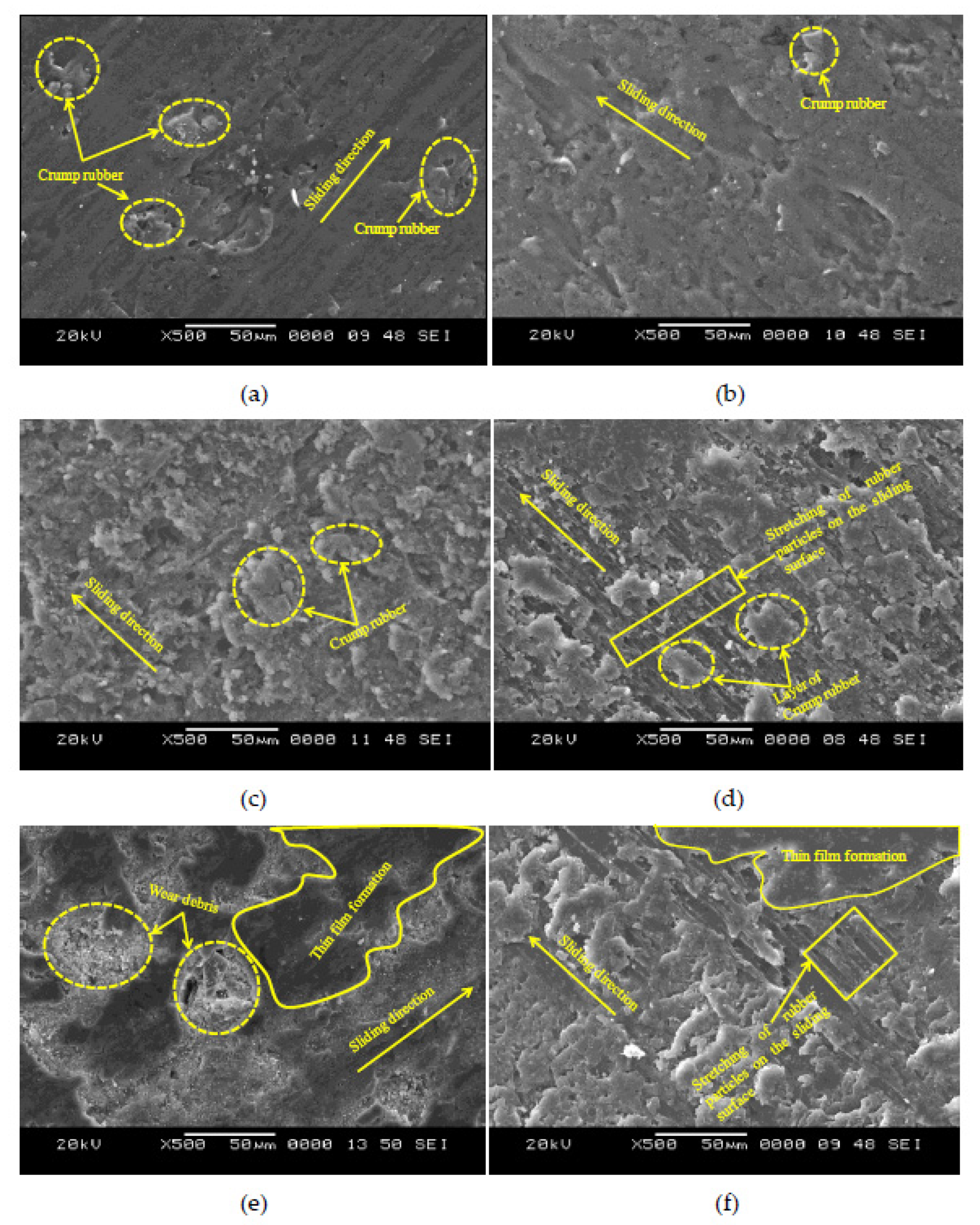
4.3. Scanning Electron Micrographs
5. Property Map
6. Conclusions
- Wear rate decreases with an increase in crump rubber content from 10 to 30 vol.%; the reduction is in the range of 100–122%.
- The specific wear rate of samples also shows a decreasing trend in line with wear rate. In addition, a significant reduction in the coefficient of friction is also observed with higher applied loading, which is attributed to the formation of a film between the contact interfaces.
- EC-30 composites reveal the highest wear resistance and are well suited for dry sliding wear conditions. In addition, an increase in applied loading and filler content shows lower values of coefficient of friction attributed to the formation of a film between the interfaces.
- The main effects plot drawn for GRGs acknowledges that the higher content of crump rubber and a higher level of normal load contributed significantly to reducing the specific wear rate and coefficient of friction.
- ANOVA analysis also shows the importance of increased crump rubber content to yield an efficient wear rate and coefficient of friction.
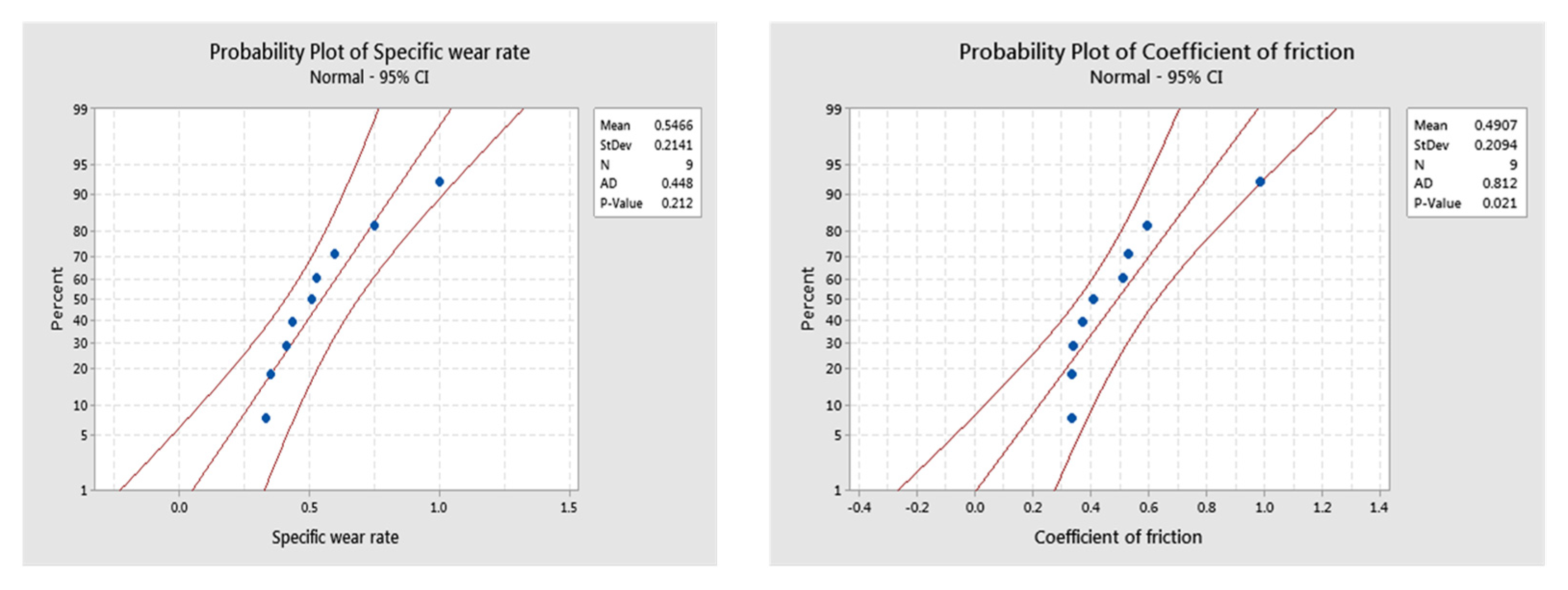
- The outlier and normal probability plots confirm the satisfactory execution of the proposed model through the non-scattered distribution of points.
- The post-test temperature of discs reveals increasing trends with an increase in the applied load and decreasing trends with an increase in crump rubber content.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, C.; Chauhan, D.; Yin, Z.; Hou, G.; Ng, V.; Song, Y.; Paine, M. Synthesis of Hybrid Carbon Nanotube Yarn and Sheet and Their Applications. In Nanotube Superfiber Materials; Elsevier: Amsterdam, The Netherlands, 2019; pp. 897–914. [Google Scholar]
- Ashrith, H.S.; Doddamani, M.; Gaitonde, V. Effect of Wall Thickness and Cutting Parameters on Drilling of Glass Microballoon/Epoxy Syntactic foam Composites. Compos. Struct. 2019, 211, 318–336. [Google Scholar] [CrossRef]
- Gupta, N.; Zeltmann, S.E.; Shunmugasamy, V.C.; Pinisetty, D. Applications of Polymer Matrix Syntactic Foams. JOM 2014, 66, 245–254. [Google Scholar] [CrossRef]
- Ilanko, A.K.; Vijayaraghavan, S. Wear mechanism of flax/basalt fiber-reinforced eco friendly brake friction materials. Tribol. Mater. Surf. Interfaces 2017, 11, 47–53. [Google Scholar] [CrossRef]
- Doddamani, M. Wear behavior of glass microballoon based closed cell foam. Mater. Res. Express 2019, 6, 115314. [Google Scholar] [CrossRef]
- Manakari, V.; Parande, G.; Doddamani, M.; Gaitonde, V.N.; Siddhalingeshwar, I.G.; Shunmugasamy, V.C.; Gupta, N. Dry sliding wear of epoxy/cenosphere syntactic foams. Tribol. Int. 2015, 92, 425–438. [Google Scholar] [CrossRef] [Green Version]
- Erdoğan, A.; Gök, M.S.; Koc, V.; Günen, A. Friction and wear behavior of epoxy composite filled with industrial wastes. J. Clean. Prod. 2019, 237, 117588. [Google Scholar] [CrossRef]
- Pati, P.R.; Satapathy, A. Prediction and simulation of wear response of Linz–Donawitz (LD) slag filled glass–epoxy composites using neural computation. Polym. Adv. Technol. 2015, 26, 121–127. [Google Scholar] [CrossRef]
- Shahapurkar, K.; Garcia, C.D.; Doddamani, M.; Kumar, G.C.M.; Prabhakar, P. Compressive behavior of cenosphere/epoxy syntactic foams in arctic conditions. Compos. Part B Eng. 2018, 135, 253–262. [Google Scholar] [CrossRef]
- Shahapurkar, K.; Doddamani, M.; Kumar, G.C.M.; Gupta, N. Effect of cenosphere filler surface treatment on the erosion behavior of epoxy matrix syntactic foams. Polym. Compos. 2019, 40, 2109–2118. [Google Scholar] [CrossRef]
- Shahapurkar, K.; Doddamani, M.; Kumar, G.C.M. Tensile behavior of cenosphere/epoxy syntactic foams. AIP Conf. Proc. 2018, 1943, 020100. [Google Scholar]
- Shahapurkar, K.; Chavan, V.B.; Doddamani, M.; Kumar, G.C.M. Influence of surface modification on wear behavior of fly ash cenosphere/epoxy syntactic foam. Wear 2018, 414–415, 327–340. [Google Scholar] [CrossRef]
- Bharath Kumar, B.R.; Singh, A.K.; Doddamani, M.; Luong, D.D.; Gupta, N. Quasi-Static and High Strain Rate Compressive Response of Injection-Molded Cenosphere/HDPE Syntactic Foam. JOM 2016, 68, 1861–1871. [Google Scholar] [CrossRef]
- Satapathy, A.; Patnaik, A. Analysis of dry sliding wear behavior of red mud filled polyester composites using the Taguchi method. J. Reinf. Plast. Compos. 2010, 29, 2883–2897. [Google Scholar] [CrossRef]
- Ray, D.; Gnanamoorthy, R. Friction and wear behavior of vinylester resin matrix composites filled with fly ash particles. J. Reinf. Plast. Compos. 2007, 26, 5–13. [Google Scholar] [CrossRef]
- Koniuszewska, A.G.; Kaczmar, J.W. Application of Polymer Based Composite Materials in Transportation. Prog. Rubber Plast. Recycl. Technol. 2016, 32, 1–24. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Chou, T.W. Microwave processing: Fundamentals and applications. Compos. Part A Appl. Sci. Manuf. 1999, 30, 1055–1071. [Google Scholar] [CrossRef]
- Rowhani, A.; Rainey, T.J. Scrap Tyre Management Pathways and Their Use as a Fuel—A Review. Energies 2016, 9, 888. [Google Scholar] [CrossRef]
- Shahapurkar, K. Compressive behavior of crump rubber reinforced epoxy composites. Polym. Compos. 2021, 42, 329–341. [Google Scholar] [CrossRef]
- Waddar, S.; Pitchaimani, J.; Doddamani, M.; Barbero, E. Buckling and vibration behaviour of syntactic foam core sandwich beam with natural fiber composite facings under axial compressive loads. Compos. Part B Eng. 2019, 175, 107–133. [Google Scholar] [CrossRef]
- Straffelini, G.; Verma, P.C.; Metinoz, I.; Ciudin, R.; Perricone, G.; Gialanella, S. Wear behavior of a low metallic friction material dry sliding against a cast iron disc: Role of the heat-treatment of the disc. Wear 2016, 348, 10–16. [Google Scholar] [CrossRef]
- Straffelini, G.; Maines, L. The relationship between wear of semimetallic friction materials and pearlitic cast iron in dry sliding. Wear 2013, 307, 75–80. [Google Scholar] [CrossRef]
- Venkatesh, C.; Venkatesan, R. Optimization of process parameters of hot extrusion of SiC/Al 6061 composite using Taguchi’s technique and upper bound technique. Mater. Manuf. Process. 2015, 30, 85–92. [Google Scholar] [CrossRef]
- Venkatesh, C.; Arun, N.M.; Venkatesan, R. Optimization of micro drilling parameters of B4C DRMM Al 6063 composite in μECM using taguchi coupled fuzzy logic. Procedia Eng. 2014, 97, 975–985. [Google Scholar] [CrossRef] [Green Version]
- Ju-Long, D. Control problems of grey systems. Syst. Control Lett. 1982, 1, 288–294. [Google Scholar] [CrossRef]
- Wang, Z.; Zhu, L.I.; Wu, J.H. Grey relational analysis of correlation of errors in measurement. J. Grey Syst. 1996, 8, 73–78. [Google Scholar]
- Kuo, Y.; Yang, T.; Huang, G.-W. The use of a grey-based Taguchi method for optimizing multi-response simulation problems. Eng. Optim. 2008, 40, 517–528. [Google Scholar] [CrossRef]
- Tosun, N.; Pihtili, H. Gray relational analysis of performance characteristics in MQL milling of 7075 Al alloy. Int. J. Adv. Manuf. Technol. 2010, 46, 509–515. [Google Scholar] [CrossRef]
- Suhail, A.H.; Ismail, N.; Wong, S.V.; Jalil, N.A.A. Surface roughness identification using the grey relational analysis with multiple performance characteristics in turning operations. Arab. J. Sci. Eng. 2012, 37, 1111–1117. [Google Scholar] [CrossRef]
- Adalarasan, R.; Santhanakumar, M.; Rajmohan, M. Optimization of laser cutting parameters for Al6061/SiCp/Al2O3 composite using grey based response surface methodology (GRSM). Measurement 2015, 73, 596–606. [Google Scholar] [CrossRef]
- Kumar, S.S.; Uthayakumar, M.; Kumaran, S.T.; Parameswaran, P.; Mohandas, E.; Kempulraj, G.; Babu, B.S.R.; Natarajan, S.A. Parametric optimization of wire electrical discharge machining on aluminium based composites through grey relational analysis. J. Manuf. Process. 2015, 20, 33–39. [Google Scholar] [CrossRef]
- Venkatesh, C.; Sundara Moorthy, N.; Venkatesan, R.; Aswinprasad, V. Optimization of Process Parameters of Pulsed Electro Deposition Technique for Nanocrystalline Nickel Coating Using Gray Relational Analysis (GRA). Int. J. Nanosci. 2018, 17, 1760007. [Google Scholar] [CrossRef]
- Chenrayan, V.; Gelaw, M.; Manivannan, C.; Rajamanickam, V.; Venugopal, E. An extensive data set related to micro-drilling of Al-SiC-B4C hybrid composite through µECM using GRA coupled PCA. Data Brief 2020, 33, 106491. [Google Scholar] [CrossRef]
- Shihab, S.K.; Khan, Z.A.; Siddiquee, A.N. Application of grey relational analysis along with principal component analysis for multi-response optimization of hard turning. Int. J. Eng. Trends Technol. 2016, 38, 238–245. [Google Scholar] [CrossRef]
- Datta, S.; Nandi, G.; Bandyopadhyay, A.; Pal, P.K. Application of PCA-based hybrid Taguchi method for correlated multicriteria optimization of submerged arc weld: A case study. Int. J. Adv. Manuf. Technol. 2009, 45, 276–286. [Google Scholar] [CrossRef]
- Kaushik, N.; Singhal, S. Hybrid combination of Taguchi-GRA-PCA for optimization of wear behavior in AA6063/SiCp matrix composite. Prod. Manuf. Res. 2018, 6, 171–189. [Google Scholar] [CrossRef] [Green Version]
- Viswanathan, R.; Ramesh, S.; Maniraj, S.; Subburam, V. Measurement and multi-response optimization of turning parameters for magnesium alloy using hybrid combination of Taguchi-GRA-PCA technique. Measurement 2020, 159, 107800. [Google Scholar] [CrossRef]
- Dubey, A.K.; Yadava, V. Multi-objective optimization of Nd: YAG laser cutting of nickel-based superalloy sheet using orthogonal array with principal component analysis. Opt. Lasers Eng. 2008, 46, 124–132. [Google Scholar] [CrossRef]
- Majumder, H.; Paul, T.R.; Dey, V.; Dutta, P.; Saha, A. Use of PCA-grey analysis and RSM to model cutting time and surface finish of Inconel 800 during wire electro discharge cutting. Measurement 2017, 107, 19–30. [Google Scholar] [CrossRef]
- Kharwar, P.K.; Verma, R.K. Machining performance optimization in drilling of multiwall carbon nano tube/epoxy nanocomposites using GRA-PCA hybrid approach. Measurement 2020, 158, 107701. [Google Scholar] [CrossRef]
- Kanchanomai, C.; Noraphaiphipaksa, N.; Mutoh, Y. Wear characteristic of epoxy resin filled with crushed-silica particles. Compos. Part B Eng. 2011, 42, 1446–1452. [Google Scholar] [CrossRef]
- Shahapurkar, K.; Soudagar, M.E.M.; Shahapurkar, P.; Mathapathi, M.; Khan, T.M.Y.; Mujtaba, M.A. Effect of crump rubber on the solid particle erosion response of epoxy composites. J. Appl. Polym. Sci. 2021, 51470. [Google Scholar] [CrossRef]
- Siddhartha and Gupta, K. Mechanical and abrasive wear characterization of bidirectional and chopped E-glass fiber reinforced composite materials. Mater. Des. 2012, 35, 467–479. [Google Scholar] [CrossRef]
- Jawahar, P.; Gnanamoorthy, R.; Balasubramanian, M. Tribological behaviour of clay–thermoset polyester nanocomposites. Wear 2006, 261, 835–840. [Google Scholar] [CrossRef]
- Friedrich, K.; Zhang, Z.; Schlarb, A.K. Effects of various fillers on the sliding wear of polymer composites. Compos. Sci. Technol. 2005, 65, 2329–2343. [Google Scholar] [CrossRef]
- Jia, B.-B.; Li, T.-S.; Liu, X.-J.; Cong, P.-H. Tribological behaviors of several polymer–polymer sliding combinations under dry friction and oil-lubricated conditions. Wear 2007, 262, 1353–1359. [Google Scholar] [CrossRef]
- Rashid, B.; Leman, Z.; Jawaid, M.; Ghazali, M.J.; Ishak, M.R.; Abdelgnei, M.A. Dry sliding wear behavior of untreated and treated sugar palm fiber filled phenolic composites using factorial technique. Wear 2017, 380–381, 26–35. [Google Scholar] [CrossRef]
- Mondal, D.P.; Das, S.; Jha, N. Dry sliding wear behaviour of aluminum syntactic foam. Mater. Des. 2009, 30, 2563–2568. [Google Scholar] [CrossRef]
- Chauhan, S.R.; Thakur, S. Effects of particle size, particle loading and sliding distance on the friction and wear properties of cenosphere particulate filled vinylester composites. Mater. Des. 2013, 51, 398–408. [Google Scholar] [CrossRef]
- Sudarshan and Surappa, M.K. Dry sliding wear of fly ash particle reinforced A356 Al composites. Wear 2008, 265, 349–360. [Google Scholar] [CrossRef]
- Gladston, J.A.K.; Dinaharan, I.; Sheriff, N.M.; Selvam, J.D.R. Dry sliding wear behavior of AA6061 aluminum alloy composites reinforced rice husk ash particulates produced using compocasting. J. Asian Ceram. Soc. 2017, 5, 127–135. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| * Physical Properties | Unit |
|---|---|
| Density | 1451 kg/m3 |
| Young’s modulus | 2600–2900 MPa |
| Tensile strength | 40–70 MPa |
| Elongation at break | 25–50% |
| Melting point | 200 °C |
| Color | Black/blue |
| Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Filler content, (Vol.%) | 10 | 20 | 30 |
| Load, F (N) | 30 | 40 | 50 |
| Sliding distance, D (km) | 1 | 3 | 5 |
| Experiment No. | Crump Rubber (%) | Sliding Distance (km) | Normal Load (N) | Specific Wear Rate (mm3/N km) | COF |
|---|---|---|---|---|---|
| 1 | 10 | 1 | 30 | 7.6 | 0.250 |
| 2 | 10 | 3 | 40 | 2 | 0.143 |
| 3 | 10 | 5 | 50 | 3.8 | 0.145 |
| 4 | 20 | 1 | 40 | 3 | 0.188 |
| 5 | 20 | 3 | 50 | 6 | 0.166 |
| 6 | 20 | 5 | 30 | 2.7 | 0.240 |
| 7 | 30 | 1 | 30 | 4 | 0.390 |
| 8 | 30 | 3 | 50 | 1.8 | 0.141 |
| 9 | 30 | 5 | 30 | 4.7 | 0.277 |
| S/N Ratio | Normalized S/N Ratio | Deviation Sequence | Grey Relational Coefficient | ||||
|---|---|---|---|---|---|---|---|
| (WR) | (COF) | (WR) | (COF) | (ΔWR) | (ΔCOF) | (WR) | (COF) |
| −5.11 | 17.02 | 0.00 | 0.00 | 1.00 | 1.00 | 0.3333 | 0.3334 |
| −6.02 | 16.89 | 0.07 | 0.01 | 0.93 | 0.99 | 0.3503 | 0.3365 |
| −11.60 | 16.77 | 0.52 | 0.03 | 0.48 | 0.97 | 0.5094 | 0.3396 |
| −9.54 | 14.52 | 0.35 | 0.28 | 0.65 | 0.72 | 0.4364 | 0.4103 |
| −15.56 | 15.60 | 0.84 | 0.16 | 0.16 | 0.84 | 0.7525 | 0.3731 |
| −8.63 | 12.40 | 0.28 | 0.52 | 0.72 | 0.48 | 0.4102 | 0.5100 |
| −12.04 | 8.18 | 0.55 | 0.99 | 0.45 | 0.01 | 0.5286 | 0.9870 |
| −17.62 | 12.04 | 1.00 | 0.56 | 0.00 | 0.44 | 0.9994 | 0.5316 |
| −13.44 | 11.15 | 0.67 | 0.66 | 0.33 | 0.34 | 0.5995 | 0.5949 |
| S.No. | Grey Relational Coefficients | Principal Component Value | ||
|---|---|---|---|---|
| Wear Rate | Coefficient of Friction | Wear Rate | Coefficient of Friction | |
| 1 | 0.3333 | 0.3334 | 0.167 | 0.167 |
| 2 | 0.3503 | 0.3365 | 0.175 | 0.168 |
| 3 | 0.5094 | 0.3396 | 0.255 | 0.170 |
| 4 | 0.4364 | 0.4103 | 0.218 | 0.205 |
| 5 | 0.7525 | 0.3731 | 0.376 | 0.186 |
| 6 | 0.4102 | 0.5100 | 0.205 | 0.255 |
| 7 | 0.5286 | 0.9870 | 0.264 | 0.493 |
| 8 | 0.9994 | 0.5316 | 0.500 | 0.266 |
| 9 | 0.5995 | 0.5949 | 0.300 | 0.297 |
| Principal Component | Eigen Value | Percentage of Contribution | Cumulative |
|---|---|---|---|
| PC1 | 1.1855 | 59.27 | 59.27 |
| PC2 | 0.8145 | 40.73 | 100 |
| Responses | PC1 | PC2 |
|---|---|---|
| Specific wear rate | 0.707 | −0.707 |
| Coefficient of friction | 0.707 | 0.707 |
| S.No. | Grey Relational Grades | CGRG | Rank | |
|---|---|---|---|---|
| GRGSWR | GRGCOF | |||
| 1 | 0.24 | 0.24 | 0.2357 | 9 |
| 2 | 0.25 | 0.24 | 0.2428 | 8 |
| 3 | 0.36 | 0.24 | 0.3001 | 6 |
| 4 | 0.31 | 0.29 | 0.2993 | 7 |
| 5 | 0.53 | 0.26 | 0.3979 | 4 |
| 6 | 0.29 | 0.36 | 0.3253 | 5 |
| 7 | 0.37 | 0.70 | 0.5357 | 2 |
| 8 | 0.71 | 0.38 | 0.5412 | 1 |
| 9 | 0.42 | 0.42 | 0.4222 | 3 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | % of Contribution |
|---|---|---|---|---|---|---|
| Crump rubber (%) | 2 | 0.11755 | 0.058774 | 10.18 | 0.089 | 52.60 |
| Sliding distance (km) | 2 | 0.01210 | 0.006051 | 1.05 | 0.488 | 5.40 |
| Normal load (N) | 2 | 0.09376 | 0.046878 | 8.12 | 0.110 | 42.00 |
| Error | 2 | 0.01155 | 0.005775 | |||
| Total | 8 | 0.36673 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value | % of Contribution |
|---|---|---|---|---|---|---|
| Crump rubber (%) | 2 | 0.147802 | 0.073901 | 1.77 | 0.360 | 86.76 |
| Sliding distance (m) | 2 | 0.014070 | 0.007035 | 0.17 | 0.855 | 8.24 |
| Normal load (N) | 2 | 0.008142 | 0.004071 | 0.10 | 0.911 | 5.00 |
| Error | 2 | 0.083294 | 0.041647 | |||
| Total | 8 | 0.350820 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shahapurkar, K.; Chenrayan, V.; Soudagar, M.E.M.; Badruddin, I.A.; Shahapurkar, P.; Elfasakhany, A.; Mujtaba, M.; Siddiqui, M.I.H.; Ali, M.A.; Mahlia, T.M.I. Leverage of Environmental Pollutant Crump Rubber on the Dry Sliding Wear Response of Epoxy Composites. Polymers 2021, 13, 2894. https://doi.org/10.3390/polym13172894
Shahapurkar K, Chenrayan V, Soudagar MEM, Badruddin IA, Shahapurkar P, Elfasakhany A, Mujtaba M, Siddiqui MIH, Ali MA, Mahlia TMI. Leverage of Environmental Pollutant Crump Rubber on the Dry Sliding Wear Response of Epoxy Composites. Polymers. 2021; 13(17):2894. https://doi.org/10.3390/polym13172894
Chicago/Turabian StyleShahapurkar, Kiran, Venkatesh Chenrayan, Manzoore Elahi M. Soudagar, Irfan Anjum Badruddin, Pavan Shahapurkar, Ashraf Elfasakhany, MA Mujtaba, Md Irfanul Haque Siddiqui, Masood Ashraf Ali, and Teuku Meurah Indra Mahlia. 2021. "Leverage of Environmental Pollutant Crump Rubber on the Dry Sliding Wear Response of Epoxy Composites" Polymers 13, no. 17: 2894. https://doi.org/10.3390/polym13172894