1. Introduction
Natural fibers have caught the attention of many because they are renewable and abundantly available resources. They have been considered as an alternative material to replace the inorganic fillers and fibers due to serious environmental issues. Natural fibers are naturally occurring polymers in our environment which appear pervasively in grasses, leaves, stalks of plants or even animals. In the composite industry, they are usually referred to as plant fibers and further categorized into wood or non-wood sources. They are also referred to as lignocellulose fibers since lignin and cellulose are the main components in their structure.
Besides natural fibers, agro-wastes such as rice husks, wastes from rubber plants, cocoa cultivation, sugar cane cultivation and oil palm cultivation have also been considered. In Malaysia, the oil palm industry is the biggest biomass producer. It was estimated a total of 17 million tons of empty fruit bunches waste were produced annually. The wastes from palm oil (excess fiber, empty fruit bunches and shell) have been utilized on-site to provide energy for the mill and electricity exports to the grid. For low-pressure systems with an assumed conversion rate of 2.5 kg of palm oil waste per kW·h, potentially 7000 GW·h could be generated [
1]. The Malaysian government strongly promotes the uses of palm diesel as a replacement for fossil fuel. The biofuel policy framework has been drafted by the government to encourage the use of biofuels.
Apart from being used as sources of energy, the empty fruit bunches have found alternative uses such as fiberboard in furniture making, eventually reducing the waste at palm oil mills. In the making of nanocomposites, previous studies have also shown that nanocellulose could be extracted from agro-wastes and used as nano-reinforcement in various polymer matrices [
2]. Promoting the usage of agro-wastes in composites may help to solve part of the global agriculture refuse problem. Huge loads of wastes could be converted into affordable value-added products which allow them to be more valuable for wider applications. Besides, they are renewable, cheap, completely or partially recyclable, and biodegradable. In automotive industries, the variety of bio-based automotive parts currently in production is astonishing. For example, DaimlerChrysler is the biggest proponent with up to 50 components in its European vehicles being produced from bio-based materials.
The properties of natural fibers are closely related to the nature of cellulose and its crystallinity properties. For example, fibers with higher cellulose content possess impressive specific mechanical properties but also tend to be more flammable than those with higher hemicellulose content. The mechanical properties of some common fibers are listed in
Table 1. Fibers with higher hemicellulose content tend to absorb more moisture and char formation is generally better with fibers that have higher lignin content as they experience degradation at relatively lower temperatures [
3,
4]. For reinforcement purposes, cellulose is extracted from the natural fibers and used for the production of composites due to its hierarchical structure and semicrystalline nature [
5].
In spite of their advantages, the major challenge of natural fibers is the difficulty manufacturing them into the desired form or film because they cannot be melted or dissolved in a common solvent due to the strong intermolecular hydrogen bonding, high degree of polymerization, and high crystallinity degree [
6]. In conjunction with the completely green environmental policy, it is preferable to add the natural fibers in biodegradable polymers such as polyvinyl alcohol (PVA) to produce eco-sustainable composites.
Table 1.
Mechanical properties of some natural fibers [
7].
Table 1.
Mechanical properties of some natural fibers [7].
| Natural fibers | Density (g/cm3) | Young’s modulus (GPa) | Tensile strength (MPa) | Elongation at break (%) |
|---|
| Flax | 1.54 | 27.5–85 | 345–2,000 | 1–4 |
| Ramie | 1.5–1.56 | 27–128 | 400–1,000 | 1.2–3.8 |
| Hemp | 1.47 | 17–70 | 368–800 | 1.6 |
| Jute | 1.44 | 10–30 | 393–773 | 1.5–1.8 |
| Sisal | 1.45–1.5 | 9–22 | 350–700 | 2–7 |
| Coconut | 1.15 | 4–6 | 131–175 | 15–40 |
| Cotton | 1.5–1.6 | 5.5–12.6 | 287–597 | 7–8 |
| Kenaf | 1.2 | 14–53 | 240–930 | 1.6 |
| Bamboo | 0.6–1.1 | 11–17 | 140–230 | - |
PVA is a common and well-known polymer that possesses salient features such as water solubility, ease-of-use, film-forming property, and biodegradability. The global production of PVA is around 650,000 tons per year [
8]. Polyvinyl alcohol (PVA) has been widely used for the preparation of blends and composites with several natural, renewable polymers like chitosan, nanocellulose, starch or lignocellulosic fillers. It is important that the development in composite manufacturing technology to achieves ecological sustainability while striving to meet consumers’ needs. The harmful effects of our disposable consumer lifestyle on our environment are well known and well documented and as a result, the government is increasingly introducing legislation to control the effects on the environment of the materials used in the manufacture of many of our everyday products. The composites materials should be able to recycled, reused, reprocessed or biodegradable, to minimize its impact to ecosystem. At the same time, the supply of the materials should be sustainable and renewable. Plant based fiber is sustainable in its supply and it is biodegradable.
PVA is one of the most promising examples of biodegradable matrix polymers used in mulch films. These polymers have good potential as biodegradable matrices in environmental friendly composites, in comparison to carbon fibers composites or any non-biodegradable, recyclable fillers. PVA is widely used in agricultural mulch film or biodegradable packaging. For many innovative and environmentally conscious manufacturers, composite consists of PVA, a biopolymer, with natural fibers, that will further improve PVA biodegradability and physical properties, is choice of eco-sustainable materials.
Unlike most of the polymers, PVA cannot undergo polymerization from its own monomer, but through poly(vinyl acetate) (PVAc) due to the instability of vinyl monomer. Hence, PVA can only be obtained through a saponification process from PVAc or alcoholysis by reacting PVAc with methanol [
9,
10]. PVA can be hydrolyzed from PVAc into two different grades, fully or partially hydrolyzed based on their applications. The degree of hydrolysis indicates the number of residual acetate groups that are present in the polymer in which saponification or alcoholysis has not taken place [
11]. The degree of hydrolysis will eventually affect the properties of PVA including its solubility [
12].
The PVA/natural fiber composites have been well developed and documented. Although much work has been carried out on such a broad topic, the information is scattered in nature. This paper reviews PVA/natural fibers composites and their nanocomposites. This review is prepared based on the present research state of natural fibers from macro to nanoscale. The properties, processing techniques, biodegradability, applications of the composites, and future works will also be discussed. It is hoped that the researchers can continue to explore the new potentialities for such superior composites and increases their applications as a way to achieve long term environmental sustainability.
2. Poly(Vinyl Alcohol)/Natural Fiber Composites
The combination of PVA with natural fibers forms eco-sustainable composites. In particular, their nanocomposites have gained huge popularity around the globe due to their unique microstructure and superior properties. The interaction or compatibility of reinforcement-matrix, the dispersion of reinforcement in matrix, and the properties of matrix and reinforcement are the four key factors that can affect the strength of polymer composites. The presence of –OH groups in natural fibers and their hydrophilic nature are compatible with PVA. Good interaction between fibers and PVA has been witnessed in many micrographs, resulting in good composite properties and satisfactory performance. The PVA/natural fibers composites processing methods and applications in various fields have been discussed. These green composite based on continuous and unidirectional bamboo fibers reinforced PVA composites showed good fiber/matrix bonding and exhibited high tensile strength and Young’s modulus with the maximum fiber content. Their mechanical properties was also well estimated from the rule of mixture. However, some properties and processing limitations of PVA/natural fibers composites have been pointed out. Fortunately, these limitations may be circumvented by a variety of approaches and techniques which will be discussed in detail later. With these and many more specific treatments and modifications, these composites would gain a renewed interest as advanced materials in the future.
In the basic making of natural fibers composites, the natural fibers are usually collected, dried, ground and sieved to obtain the desired size prior to processing. The common processing methods to prepare natural fiber based composites are extrusion or injection molding [
13]. One of the disadvantages of natural fibers is their low thermal stability. It is preferable to process the natural fiber based composites at low temperature (usually limited to 200 °C) with a shorter processing time [
14]. At lower processing temperatures, the degradation of natural fibers can be avoided. Cinelli
et al. [
13] found that compounding of PVA/corn fibers could be achieved at low temperatures (<170 °C) in the presence of a plasticizer. In addition, the fibers’ decomposition could be avoided during processing. Addition of high loading plasticizer reduced the melt viscosity during extrusion indicated by a reduction of die pressure. Lower melt viscosity means easier processing of composites.
The selected plasticizers reported by Cinelli
et al. [
13] were polyethylene glycol (PEG), pentaerythritol and glycerol. The utilization of plasticizer yields uniform and flexible PVA/corn fibers composites. PEG and glycerol have been commonly used in PVA. The addition of PEG plasticizer depressed the melting temperature, elastic modulus and also tensile strength of composites, while enhancing the elongation at break, thus inducing plastic behavior to the composites [
15]. On the other hand, glycerol content in the PVA was important to predict the ultimate tensile strength of PVA based composites [
16]. Glycerol was found to have a more profound effect on the overall mechanical properties of the composite, suggesting that the glycerol is a more effective plasticizer than the others.
This hypothesis was further validated by the determination of moisture effect on the tensile properties of the composite. In this case, the plasticization effect of water was observed. Results elucidated the trend in the tensile properties of the composites, and were consistent with water acting as a plasticizer. Increasing the relative humidity from 25% to 50% decreased the strength and modulus but enhanced the elongation at break. However, the elongation at break reduced slightly when the relative humidity was up to 80% for composite containing higher ratio of glycerol, due to the weakening of the matrix upon water absorption. Cinelli
et al. [
13] also pointed out that water is a better plasticizer than pentaerythritol because water may have a plasticization effect on the composites.
Some investigators have added both urea and glycerol as plasticizers in PVA/lignocellulose fiber based composites for mulch films application. Thermogravimetry analysis (TGA) from this study recorded a slight reduction of the onset temperature to be at 168 °C, illustrating the reduction of thermal stability due to initial decomposition of low molecular weight components such as urea and glycerol. In a biodegradation study, Imam
et al. [
17] observed the amount of CO
2 released from the glycerol and urea had exceeded the value corresponding to 100% mineralization, indicating that these additives could be the potential carbon and nitrogen sources for the microorganisms which enhanced the mineralization capacity of the soil. Similar findings were also reported by Cinelli
et al. [
18].
Undoubtedly, the use of plasticizers in polymer composite offers a number of advantages to the polymers while at the same time sacrifices some of the properties. Plasticizer selection must be based on its efficiency in terms of necessary amount, compatibility with polymer and its permanency. Due to concerns about environmental protection, natural based plasticizers are believed to be the preference for the future. In fact, various types of natural based plasticizers have been well developed and studied.
3. Micro-Cellulose Reinforced Poly(Vinyl Alcohol) Composites
One must know the structure components of fibers for better understanding of the properties of natural fibers based composites. In natural fibers, the major components are cellulose, hemicellulose and lignin. These three components can be found in most of the fibers and even in agricultural residues. For example in oil palm biomass, the cellulose in empty fruit bunches is around 37% by dry weight [
19] and around 30% in palm kernel [
20]. However, the most efficient natural fibers are considered to be those that contain a high amount of cellulose because the reinforcing efficiency of natural fibers is related to their cellulose content and its crystallinity [
4].
Effort has been made to obtain the cellulose components by removing the amorphous cellulose regions and other components such as hemicellulose and lignin. The proposed approaches are mechanical processing and/or chemical treatments. The major drawback of mechanical processing is the high energy consumption with common values around 20,000–30,000 kW·h/tonne [
21]. Hence, pre-treatment on fibers such as acid hydrolysis, TEMPO-mediated oxidation and enzyme treatment is required. Pre-treatment on fibers before mechanical processing can reduce the high-energy cost [
22]. The obtained cellulosic structure is in micro and nanoscale. This micro-cellulose is made up of very short fibers while PVA has relatively lower stiffness and strength [
23,
24,
25]. Thus, combining both of them may be a potential way to overcome the limitations. Promising results have been witnessed for PVA/cellulose composites because of the strong bonding between PVA and cellulose. The reinforcement of microfibrillated cellulose (MFC) and microcrystalline cellulose (MCC) in PVA is discussed below.
MCC is produced by using hydrochloric acid hydrolysis to dissolve the amorphous region of cellulose and hence the cellulose microcrystals are separated. These free cellulose microcrystals tend to aggregate again by strong hydrogen bonding to form MCC and show spongy, porous and random fine structures with the size ranging from several microns to several tens of microns [
22].
MCC from jute fibers reinforced PVA composites was prepared by solution casting method under laminar flow with
N,
N-dimethylformamide (DMF) as dispersant. The tensile strength and modulus increased with increasing MCC content up to 9% but decreased when the MCC content was above 9% due to the aggregation in the composites. These produced composites also showed no cytotoxicity indicating their application in the biomedical field for purposes such as wound dressing [
26]. In the endeavor to convert waste cotton fabrics into value-added products, MCC was prepared from the fabric waste and added as reinforcement for melt-processed PVA [
27].
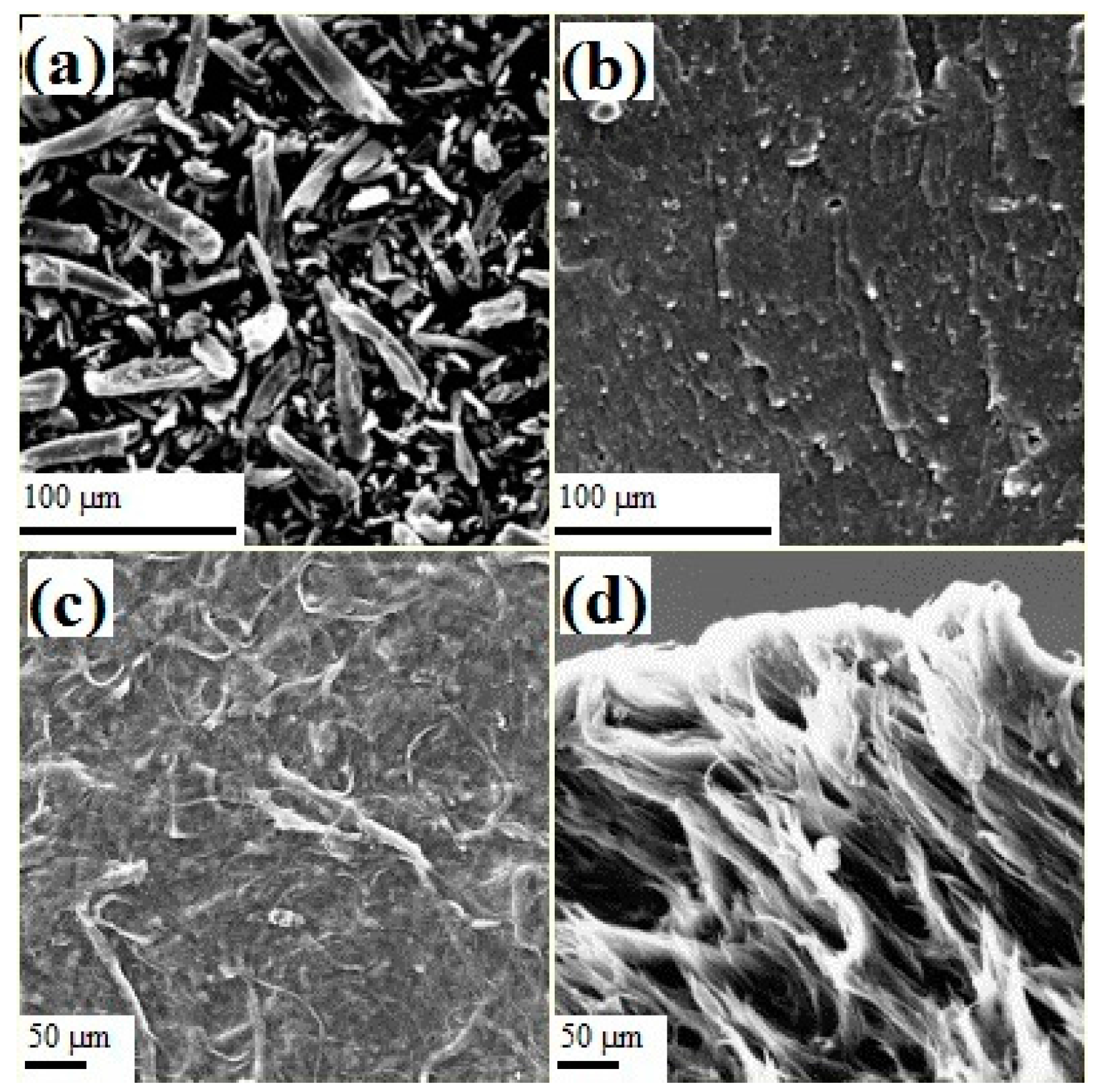
Figure 1a shows short rod-like MCC particles. These well-dispersed bright dots and short rods on the fracture surface of PVA composite were witnessed. No large MCC agglomerates and good adhesion between PVA and MCC are reported (
Figure 1b). MCC has established strong interfacial interaction with PVA and improves the modulus and tensile strength. With 20% of MCC in PVA, 731.2 MPa of Young’s modulus (257% increment), 46.5 MPa of tensile strength (23%) and no obvious reduction in elongation at break were observed compared to unfilled PVA. Moreover, the crystallization of PVA was confined and its melting temperature was decreased which was beneficial for melt-processing of PVA [
27].
Compared to MCC, MFC shows a very different appearance. It is an interconnected web-like structure of tiny fibrils and microfibril bundles where their diameter is in nanoscale [
28]. This new form of expanded high-volume cellulose with greatly expanded surface area was suggested for employment in the production of composites. PVA/MFC composites were prepared by blending the MFC suspension with PVA. The SEM images showed that MFC was uniformly distributed in PVA (
Figure 1c). These well-dispersed MFC inhibited the crystallization of PVA. They suppressed the free movement of polymer chains, restricting their ability to fold, thereby lowering the crystallinity.
Figure 1d shows that the protruding fibril lengths are very short, indicating the strong PVA-MFC bonding. The strong bonding contributed to the excellent mechanical properties and high thermal stability of the composites. The reported data showed that the obtained tensile properties of PVA/MFC were comparable to many traditional polymers such as polyethylene, nylon 6 and polypropylene. With the excellent properties and convenient fabrication method, Qiu and Netravali suggested the potentiality of PVA/MFC composites to replace traditional non-biodegradable plastic materials in many applications, including racket frames, ski poles, circuit boards, automobiles
etc. [
29].
Figure 1.
SEM images. (
a) MCC; (
b) PVA/MCC-20%; (
c) surface topography of the PVA/MFC-10% composite, (
d) fracture surface of the PVA/MFC-10% composite [
27,
29] (Reprinted with permission from [
27]. Copyright 2014, Elsevier; Reprinted with permission from [
29]. Copyright 2012, Elsevier.).
Figure 1.
SEM images. (
a) MCC; (
b) PVA/MCC-20%; (
c) surface topography of the PVA/MFC-10% composite, (
d) fracture surface of the PVA/MFC-10% composite [
27,
29] (Reprinted with permission from [
27]. Copyright 2014, Elsevier; Reprinted with permission from [
29]. Copyright 2012, Elsevier.).
4. Nanocellulose Reinforced Poly(Vinyl Alcohol) Composites
Treatments on the macro and micro size cellulose can produce nanoscale cellulose. The extraction methods used on natural fibers, their cellulose content and size are listed in
Table 2. There are three types of nanocellulose: cellulose nanocrystals (CNC), cellulose nanofibrils (CNF) and bacterial cellulose (BC). These three nanocelluloses are also different in terms of production and properties. For example, destruction methods are usually applied to obtain CNC and CNF whereas BC is typically synthesized from bacteria [
30]. Abundance, excellent mechanical properties, biodegradability, and light weight are some of the advantages of nanocellulose based composites. Developing research on the invention of nanocellulose extraction technologies, including chemical reaction [
31,
32,
33], mechanical homogenization [
34], ionic liquid treatment, biological process [
35], ultrasonic [
36] and microwave radiation [
37] with various levels of success have been reported.
Table 2.
The extraction method used on natural fibers, their cellulose content and size [
31,
32,
33,
34,
35,
36,
37,
38,
39,
40].
Table 2.
The extraction method used on natural fibers, their cellulose content and size [31,32,33,34,35,36,37,38,39,40].
| Natural fibers | Cellulose (%) | Extraction method | Size (nm) |
|---|
| Length | Diameter |
|---|
| Natural rubber wood | 45 ± 3 | Chemo-mechanical | 30–50 | 10–90 |
| Oil palm empty fruit brunch | 40 ± 2 | Chemo-mechanical | - | 5–40 |
| Coconut | 32.5 | Chemical | 80–500 | 6 |
| Rice husk | 25–35 | Chemical | - | 12 ± 4.6 |
| Kenaf | 44 | Chemical | 158 | 12 |
| Mengkuang | 37 | Chemical | 200 | 10–20 |
| Bamboo | 48 | Biological | 286 | 24.7 |
| Pine wood | 57 ± 1.4 | Chemical-thermomechanical | - | 50–120 |
| Cotton linter | 77 ± 7.2 | Chemical | 177 | 10–13 |
| Sugarcane bagasse | 57–59 | Chemo-mechanical | - | 10–20 |
The preparation method of nanocellulose reinforced PVA are usually solution casting,
in situ polymerization or electrospinning. Peresin
et al. [
41] produced CNC (from ramie fibers) reinforced PVA nanofibers in composite mats via electrospinning method. The maximum diameter of electrospun fibers is about 290 nm. Peresin
et al. reported a 3 folds increase in storage modulus of PVA with the addition of CNCs [
41]. Overall the smooth nonwoven mats with homogeneous nanofibers were obtained. The strong interaction between CNC phase and PVA continuous phase was demonstrated. The solution cast PVA/CNC composites by Gonzalez
et al. [
42] also showed improved mechanical properties and barrier properties, owing to the superior reinforcement property of CNC, well dispersion and distribution of CNC in PVA and excellent adhesion between them. The optimal concentration in PVA composites is 3 wt % of CNC. Their excellent barrier properties against bacterial penetration suggest their suitability as wound dressing to protect the wound from infection and thereby accelerate the healing process.
In situ production of PVA/BC nanocomposites was reported by Castro
et al. [
43].
In situ method was selected because the resulting composites showed better mechanical and optical properties due to the homogenization and effectiveness in the intermixing of components. Castro
et al. [
43] modified the culture medium of bacteria by PVA and added glyoxal (cross-linker) together to act as matrix of the composites. Then, the BC was allowed to synthesize and assemble in the presence of polymer matrix with simultaneous cross-linking. The addition of cross-linker could resist the loss of PVA during washing and purification processes. As a result, highly reinforced nanocomposites were formed. The resulting PVA/BC composites showed excellent mechanical and dimensional properties as well as high moisture and thermal stability. A reduction in water uptake under cyclic humidity conditions indicates an improvement in moisture resistance in the composites. The Young’s modulus and tensile strength of the composites increased with BC content, around 680% and 40% of increment were obtained respectively compared to BC free composites. The BC network has restricted the mobility of PVA chains and led to an increase in crystallinity of the matrix in composites.
Li
et al. [
39] prepared long filamentous nanocellulose fibrils, CNF from chemical-thermomechanical pine wood pulps via ultrasonication and reinforced PVA by a simple solution casting method. The prepared CNFs are in the 50–120 nm of diameter range as listed in
Table 3. It was found that the CNF improved the tensile strength and Young's modulus with values 2.8 and 2.4 times larger as compared to neat PVA. The composites exhibited good thermal stability and excellent transparency with a visible light transmittance of 73.7%. Similar improvement on PVA/CNF was also reported by Liu
et al. [
44]. At low loading of CNF, less than 5% in PVA, the strains of the composites were elevated, indicating well toughening effects. The composite possessed good elastic properties, moderate transparency and good absorption of UV rays. The Young’s modulus of composite films were also predicted by the rule of mixture. The rule of mixture assumes continuous, unidirectional reinforcement and strong adhesion between reinforcement and matrix. The undrawn films contain partially oriented and discontinuous fibers, it is expected that the experimental values are significantly lower than the predicted values. On the other hand, the Young’s modulus of drawn composite films were predicted surprisingly well by the rule of mixture except at intermediate levels of short CNF where the experimental value exceeded those predicted.
Table 3 lists the mechanical properties of MCC, MFC, CNC, CNF and BC reinforced PVA composites from aforementioned literatures. It is observed that outstanding properties could be obtained at low loading of nanocellulose in the composites. On the other hand, for micro-cellulose high loading is usually needed in order to improve the mechanical properties of the composites. The main reason is because the micro-cellulose is larger compared to the nanoscale cellulose. They have lower intrinsic strength and aspect ratio than nanocellulose. In other words, their contribution in strengthening the mechanical properties is not as prominent as nanocellulose. Therefore, the micro-cellulose is commonly used in their primary application as excipient for solid dosage forms in pharmaceutical production, due to their carrying capacity and compressibility [
22].
Table 3.
Mechanical properties of MCC, MFC, CNC, CNF and BC reinforced PVA [
26,
29,
42,
43,
44].
Table 3.
Mechanical properties of MCC, MFC, CNC, CNF and BC reinforced PVA [26,29,42,43,44].
| Materials | Tensile strain (%) | Tensile strength (MPa) | Young’s modulus (MPa) |
|---|
| PVA a | 140.0 ± 1.96 | 17.1 ± 0.77 | 1470.0 ± 1.19 |
| PVA/MCC-3% | 4.9 ± 0.97 | 31.2 ± 1.10 | 1786.0 ± 2.71 |
| PVA/MCC-9% | 3.7 ± 0.33 | 43.9 ± 0.89 | 2190.0 ± 1.66 |
| PVA/MCC-15% | 2.2 ± 0.66 | 36.4 ± 1.20 | 1735.0 ± 1.15 |
| PVA b | 331.0 ± 0.15 | 34.1 ± 0.13 | 248.0 ± 0.23 |
| PVA/MFC-5% | 34.7 ± 0.13 | 43.3 ± 0.05 | 687.0 ± 0.10 |
| PVA/MFC-10% | 25.2 ± 0.24 | 53.5 ± 0.06 | 1033.0 ± 0.07 |
| PVA/MFC-30% | 8.9 ± 0.19 | 81.6 ± 0.08 | 2538.0 ± 0.11 |
| PVA/MFC-50% | 5.1 ± 0.32 | 84.9 ± 0.12 | 3898.0 ± 0.21 |
| PVA c | 294.0 ± 101.00 | 2.6 ± 1.10 | 0.8 ± 0.20 |
| PVA/CNC-1% | 369.0 ± 41.00 | 3.4 ± 0.30 | 0.7 ± 0.20 |
| PVA/CNC-3% | 343.0 ± 84.00 | 3.8 ± 0.10 | 1.1 ± 0.30 |
| PVA/CNC-5% | 336.0 ± 24.00 | 3.7 ± 0.20 | 0.9 ± 0.20 |
| PVA d | 247.8 ± 30.00 | 29.7 ± 0.80 | 164 .1 ± 25.00 |
| PVA/CNF-3% | 280.7 ± 5.50 | 35.6 ± 0.70 | 228.1 ± 2.00 |
| PVA/CNF-10% | 134.8 ± 14.10 | 44.2 ± 0.90 | 476.6 ± 11.10 |
| PVA/CNF-15% | 51.8 ± 3.40 | 42.9 ± 6.80 | 509.2 ± 7.40 |
| PVA e | - | 51.7 ± 11.40 | 443.9 ± 17.70 |
| PVA/BC-0.6% | - | 52.5 ± 5.50 | 514.4 ± 54.90 |
| PVA/BC-6% | - | 54.1 ± 3.10 | 992.4 ± 39.50 |
| PVA/BC-14% | - | 57.5 ± 3.70 | 2731.0 ± 52.20 |
5. Chemical and Physical Modifications
Generally PVA is compatible with natural fibers, owning to their ability to form hydrogen bonds between the hydroxyl groups in both PVA and the cellulose in the fibers. Cinelli
et al. [
13] found an increment in Young’s modulus but a reduction in both the elongation and maximum yield force in the composites after blending the corn fibers with PVA. This result is mainly ascribed to the low flexibility of corn fibers. Research work from Toh
et al. [
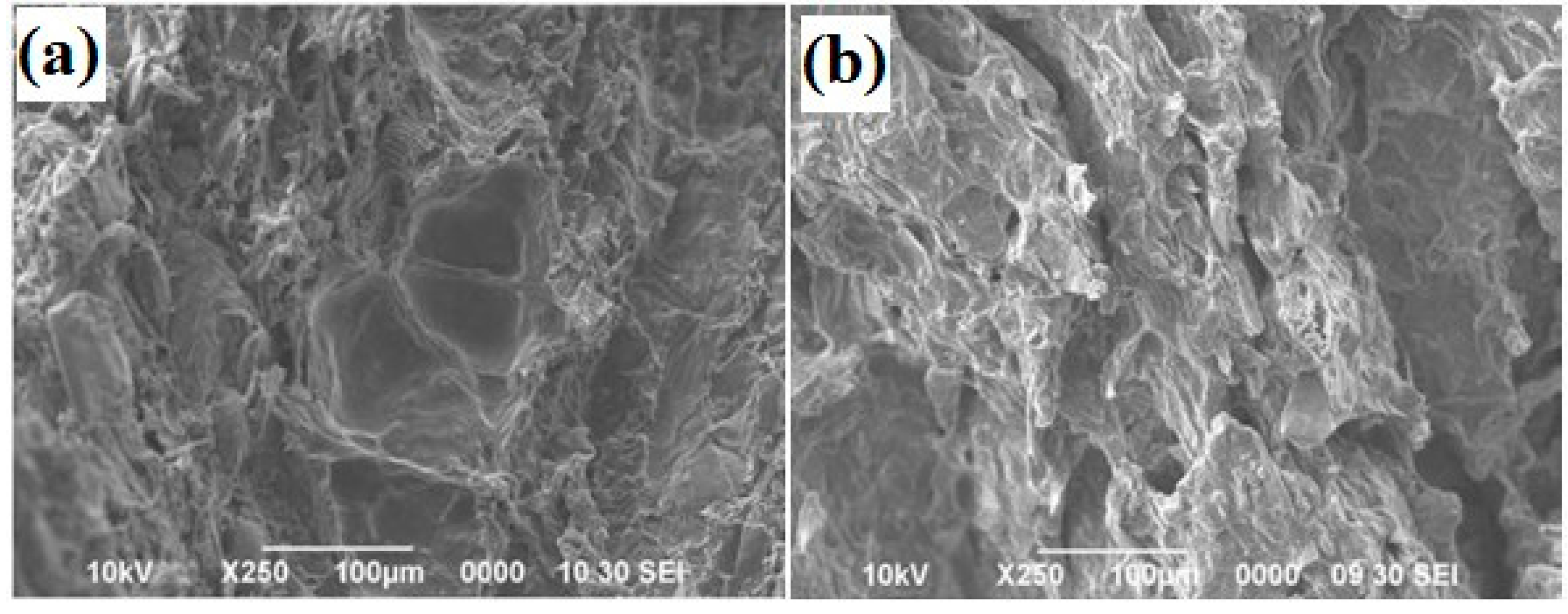
45] reported holes and embedded particles with obvious deformable phases (
Figure 2b) appearing in the PVA/sago pith (20/80 wt %), highlighting the phase separation between PVA and sago pith under inappropriate composition. However, they have suggested that good compatibility exists between these two components as the texture was successfully improved compared to the pure sago pith (
Figure 2a).
Figure 2.
SEM images of the fracture surfaces of (
a) sago pith and (
b) PVA/sago pith (20/80 wt %) (Reprinted with permission from [
45]. Copyright 2011, Wiley.).
Figure 2.
SEM images of the fracture surfaces of (
a) sago pith and (
b) PVA/sago pith (20/80 wt %) (Reprinted with permission from [
45]. Copyright 2011, Wiley.).
The bonding ability between matrix and reinforcing phase is one of the key factors in deciding the properties of a composite material [
46]. The composites based on PVA and cellulose is likely to produce materials with excellent mechanical properties since both materials are polar polymer. However, direct incorporation of pristine cellulose fibers into a PVA matrix may not obtain a composite with good mechanical properties, in spite of their compatibility. This is because most of the hydroxyl groups in cellulose molecules have already formed either intra- or inter-molecular hydrogen bonds within each other. Hence, they are not able to form strong interaction with PVA, leading to unsatisfactory mechanical performance of the composites [
47].
One of the possible approaches to further strengthen the properties of composite is cross-linking both materials with desired molecules to increase their compatibility. Cross-linking is recognized as a phenomenon where a multifunctional compound is reacted to the hydroxyl groups in PVA, forming the network via chemical bonds. The effect of cross-linking agents has been reported extensively.
The PVA/tropical fruit waste composites were cross-linked with 1.5 wt % of either glutaraldehyde or hexamethylenetetramine (HMTA) cross-linker. HMTA appeared to be a better cross-linker than glutaraldehyde, due to its crosslinking effect to the properties of composites. A slight improvement on the tensile strength, Young’s modulus, water resistance and moisture barrier properties were witnessed. However, both HMTA and glutaraldehyde cross-linked composites showed comparable weight loss and lower than non-cross-linked composites [
48].
Considering the toxicity of glutaraldehyde, glyoxal as an alternative cross-linker was applied to PVA/MFC composites for environmentally positive purposes. The formation of cross-linking through the acetal linkages increased the glass transition temperature while reducing the melting temperature and crystallinity of PVA in the composites, due to the restricted segmental motion [
24]. Another environmentally friendly cross-linker is Borax (Na
2B
4O
7·10H
2O) which is recognized as a non-toxic food additive, which has been successfully used in PVA/nanocellulose composites [
48,
49]. The addition of small amounts of borax led to a remarkable increase in viscoelasticity and compressive strength of polymeric system due to the formation of complexes between borate ions and hydroxyl functional groups of PVA. Moreover, the highly-crystalline nanocellulose not only tangled with PVA chains though numerous hydrogen bonds, but also formed chemically cross-linked complexes with borate ions as well, enhancing the stiffness and strength of hydrogel [
48,
49]. These crosslinking reactions associated with the effect of microfibrils have successfully strengthened the mechanical and thermal properties of the composites as well as to make the PVA partially water-insoluble [
24].
Ozaki
et al. [
47] have exhibited the possibility of phthalic anhydride (PA) as a functional cross-linking agent in PVA/waste wood composites. The water hydrolyzed PA formed dicarboxylic acid which can participate with both carboxyl groups in the crosslinking reaction. The resulting composites displayed good mechanical properties and higher durability than solid wood even after 180 days of soil burial. The results were in opposition with the previous research that stated cross-linking retarded the composite degradation. In addition, the composites showed peculiar degradation behavior where the composites that contain higher amounts of PA suffered higher weight loss. This observation was related to the fungi which developed better with acetate compared to glucose as a carbon source.
On the other hand, some researchers applied chemical treatment on the natural fibers as an alternative approach to improve the mechanical properties of the composites [
50,
51]. Acid such as acrylic acid was reported to be able to treat the date palm leaf fibers. In both studies, optimum properties were obtained at 28 wt % of treated date palm leaf fibers reinforced with PVA. This is because the acid has removed the impurities and thereby produced more sites for polymer penetration. However, the involvement of hazardous chemicals should be avoided particularly for biomedical applications such as wound dressings, medical implants, or drug delivery. Thus, physical cross-linking could be an alternative method for previous conditions because it has the advantage of completely removing the chemical residue or/and causing no chemical leaching problem. In fact, it is frequently employed in improving the properties of biomaterials.
The PVA/nanocellulose hydrogels can be obtained by freezing-thawing technique. Under very low temperature (−20 °C), the water in the polymer system which acts as porogen freezes, expelling the PVA and forming PVA-rich and PVA-lean regions. The polymer chains come into contact with each other, resulting in local crystallization of polymer chains and formation of crystallites as cross-linking junction points in the porous network [
52,
53]. The excellent compatibility between PVA and nanocellulose was established which was responsible for the increment of mechanical and bacterial barrier properties. Zheng
et al. [
54] combined both chemical and physical methods to prepare PVA/nanocellulose composites by a freeze-drying process followed by silane-treatment via a simple thermal chemical vapour deposition process. The silane-treated PVA/nanocellulose aerogels were more thermally stable, possessed high elasticity, and presented superior hydrophobic and oleophilic properties.
In conclusion, the addition of cross-linking agents is a potentially powerful approach leading to superior improvement in composites. In chemical cross-linking methods, the desired cross-linking density can be obtained by tailoring the molar ratio of polymer/cross-linker. The number of hydroxyl groups of PVA and cellulose decreased with increasing cross-linkers loading. As a result, the cross-linking density was increased whereas for the freezing-thawing method, the desired properties can be tailored based on the number of freeze–thaw cycles and the freezing-thawing rate. The degree of polymer phase separation, crystallite formation and hydrogen bonding showed a climb up trend when the number of freeze–thaw cycles increased [
52].
6. Alignment of Nanocellulose in Composites
Nanocellulose also presents some drawbacks such as agglomeration in polymer matrix when high concentration of nanocellulose is added. The best reinforcement of nanocellulose in composites is usually observed at low amounts of nanocellulose. High loading of nanocellulose in composites may result in poor dispersion and reduction in strength. Many articles have shown such limitations. This statement is supported by examples in
Table 3. For this reason, aligning and patterning the nanoparticles have raised new research interests. The natural affinity of nanocellulose for self-assembly and structural anisotropy has allowed them to orient under external forces such as magnetic, electric, and shear fields [
55,
56]. When a magnetic force is applied, the negative diamagnetic susceptibility of nanocellulose can be aligned perpendicular to the magnetic field direction [
57].
Kvien and Oksman [
58] applied 7 T of magnetic flux density to align the nanocellulose in PVA and the dynamic modulus was evaluated either parallel or transverse to the field direction. The structure analysis indicated the nanocellulose oriented perpendicular to the magnetic field direction. The dynamic modulus of the nanocomposites transverse to the field direction was around 2 GPa higher than along the field direction [
58]. Considering the harmful effects of magnetic fields to humans, Mashkour
et al. [
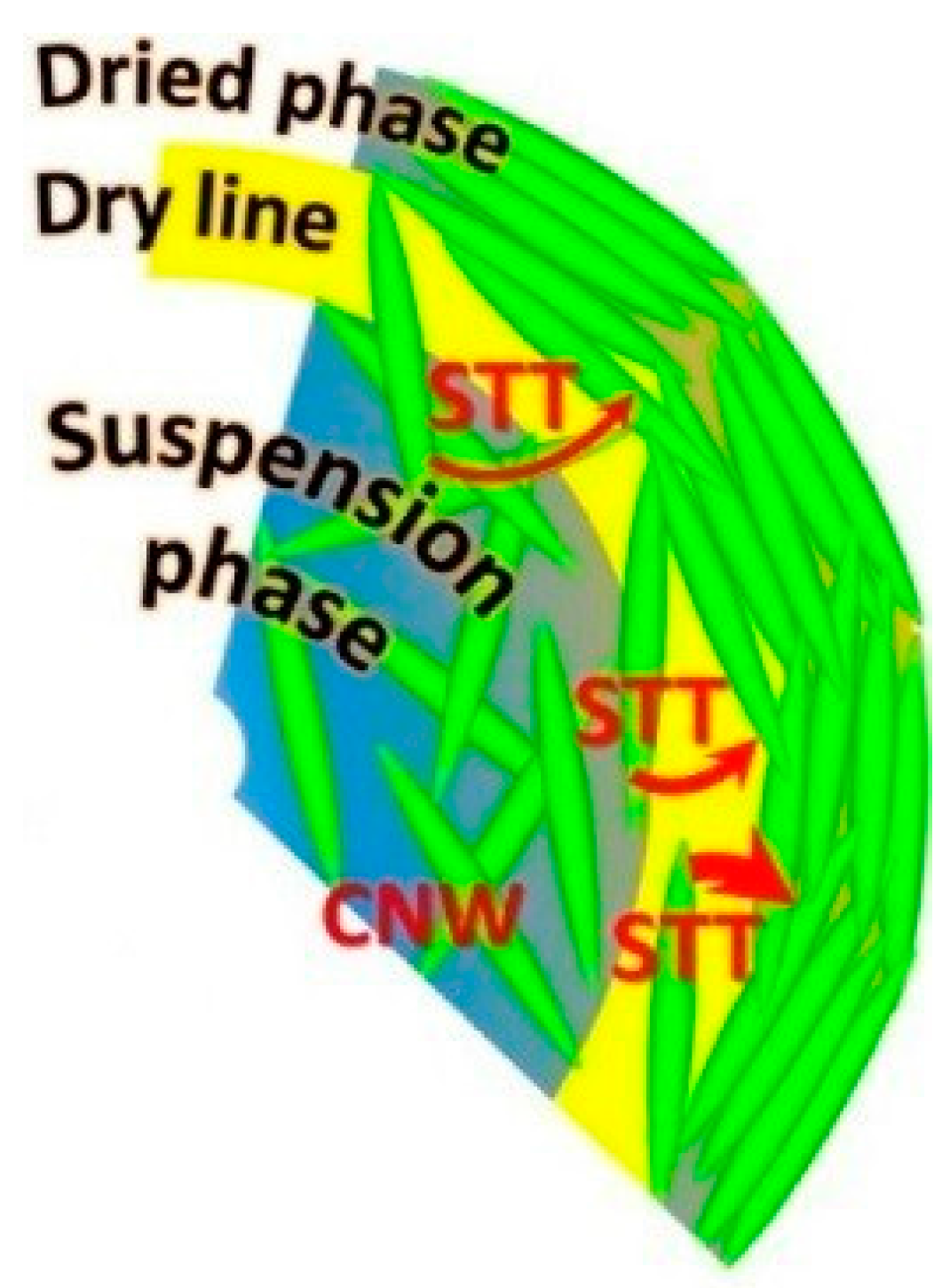
59] employed a simple, quick and safe surface tension torque (STT) technique to control the alignment of nanocellulose and soluble PVA chains effectively in order to fabricate the nanocomposite with desired micro- and nanopatterns. The STT induced a rotating moment to align the nanocellulose and polymer chains parallel to the dry line boundary by using the combined effects of Brownian motion and the surface tension as their driving forces (
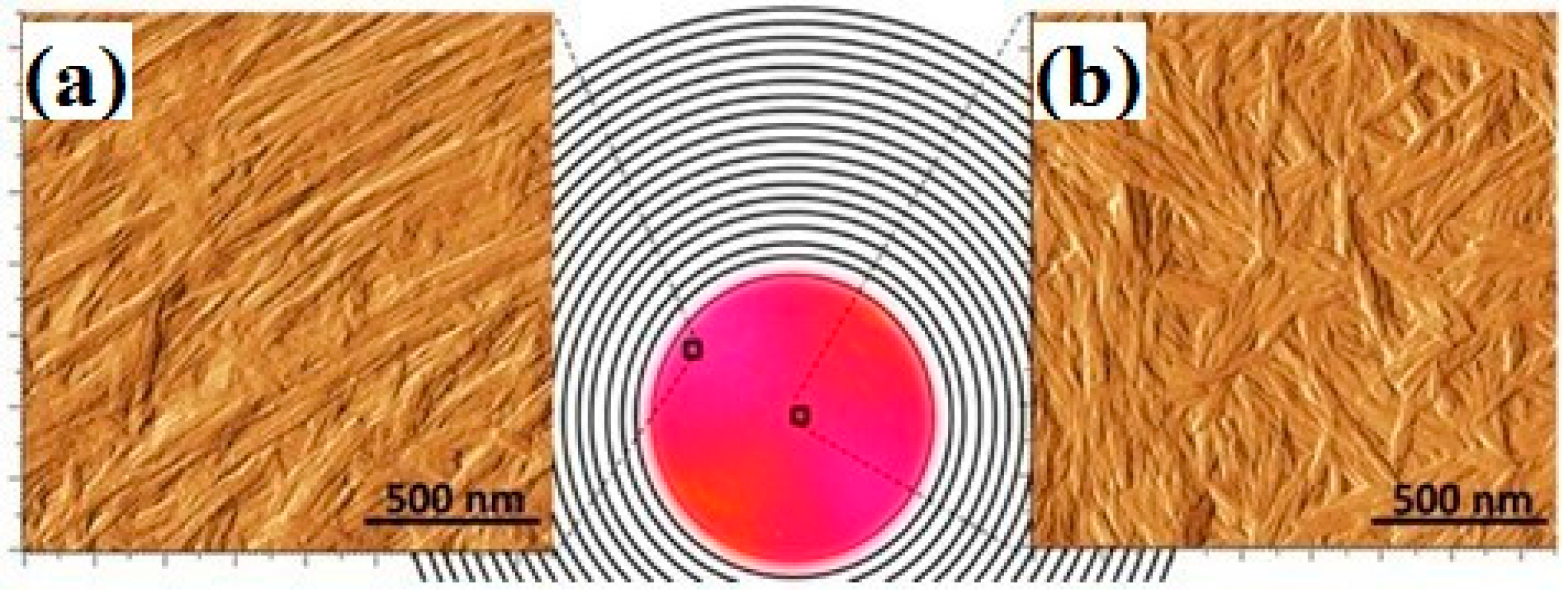
Figure 3). In other words, STT is a self-assembly method. The orientation of nanocellulose far from the center is better than the orientation at the center. At the center, the interference in self-assembly of the nanocellulose due to the applied forces from other directions may occur and disrupt the centric circular pattern (
Figure 4).
To date, there are very limited reports on alignment of nanocellulose in PVA composites. Proper alignment of nanocellulose can help to further strengthen the properties of nanocomposites. Moreover, their reinforcement efficiency in PVA has yet to be evaluated. Extra efforts and expenses behind this may increase the production cost. Thus, it is believed that these nanocomposites will go into practical applications when the favorable ratio between the materials performance and the production cost is achieved.
Figure 3.
Illustration of the self-assembly process (Reprinted with permission from [
59]. Copyright 2013, American Chemical Society.).
Figure 3.
Illustration of the self-assembly process (Reprinted with permission from [
59]. Copyright 2013, American Chemical Society.).
Figure 4.
AFM micrographs from the surface of nanocellulose film made by a drying solution casted suspension into a concave glass mold: two scanning areas of 1.5 μm × 1.5 μm (
a) far from center and (
b) at the center (Reprinted with permission from [
59]. Copyright 2013, American Chemical Society.).
Figure 4.
AFM micrographs from the surface of nanocellulose film made by a drying solution casted suspension into a concave glass mold: two scanning areas of 1.5 μm × 1.5 μm (
a) far from center and (
b) at the center (Reprinted with permission from [
59]. Copyright 2013, American Chemical Society.).
7. Biodegradability
It is known that PVA degrades when exposed to moisture. However, Chiellini
et al. [
60] pointed out that PVA could be biodegraded by certain microorganisms. Such PVA-degrading microorganisms are limited (55 species including bacteria, fungi, yeast and mold) compared to polyesters family such as polylactic acid (PLA), polyhydoxyalkaoates (PHA) and so on [
60,
61]. For a material to biodegrade, there must be existence of some similar parts between the main chain of polymer and natural occurring substances [
62]. It is suggested that PVA should blend with other biodegradable materials to further enhance its biodegradability. Natural fibers contain not only cellulose, hemicellulose and lignin, but also contain other components including pectins, oil and waxes. The natural fibers are susceptible to biodegradation in an outdoor environment depending on the environmental conditions (moisture, temperature and UV-radiation) and microbial activities [
63]. It is important to study the biodegradability of PVA/natural fiber composites particularly for mulches or fertilizer carrier applications.
Research cooperation between USDA and the University of Pisa has developed several composites of PVA and natural fibers. The biodegradation of these composites have been widely reported. Chiellini
et al. [
64] investigated the biodegradation of PVA and sugarcane bagasse composites with and without other additives (glycerol and urea) in both aqueous and solid media. After 40 days of incubation, the neat PVA showed the greatest extent of mineralization up to around 45% by completely dissolving in aqueous incubation, suggesting the specificity of microorganisms used as inoculum whereas the biodegradation level of the composites was approaching 35%. However, the sugarcane bagasse exhibited lowest mineralization (18%), possibly due to the residual glucose in natural fibers suppressing the PVA-degrading activity of selected microorganisms.
In order to mimic real degradation conditions, the biodegradation of composites under simulating soil burial was conducted. The sugarcane bagasse underwent an intense mineralization process, reaching 35% after 150 days of incubation. However, the mineralization of PVA/sugarcane bagasse composites is relatively low compared to sugarcane bagasse only. Yet a significant amount of mineralization (24%) was recorded for PVA/sugarcane bagasse composites. In this case, the degradation of PVA did not exceed 5%. After 3 years, Cinelli
et al. [
18] again evaluated the biodegradation of PVA-orange fiber films by soil respirometeric test for 120 days. At the end of the 120 days, the samples were brittle, fragile, and diminished in size, losing nearly 50% of their dry weight except for hexamethoxymethylmelamine (HMMM) cross-linked samples, which exhibited only 40% of weight loss. In controlled compost environment, the films biodegraded within 30 days and achieved 50%–80% mineralization. A possible stimulating effect of natural fibers on PVA biodegradation has also been observed.
Similar studies were also performed by the same research group. Imam
et al. [
17] prepared several blends of PVA and natural fibers with and without corn starch. Both starch and natural fibers degraded more rapidly than neat PVA. The presence of starch and orange fibers stimulated the PVA degradation in soil, indicated by high CO
2 production and loss in total weight of samples after soil exposure. Addition of fibers surprisingly enhanced the degradation of PVA. Results have concluded the importance of environmental conditions and the presence of microbial species strongly affect the biodegradation behavior of PVA and PVA based materials. Moreover, the addition of cross-linker retarded the biodegradation of composite, which in turns extends the composite lifespan.
8. Applications
Since the biodegradable PVA/natural fibers composites are environmentally friendly products that benefit our environment, they can be applied in various areas, particularly for food packaging material and mulch films. PVA is an efficient binder for solid particles, including pigments, ceramic materials, cement based materials, plaster, cork, compressed waste products, nonwoven fabrics, and ribbons. Li
et al. [
65] prepared PVA/pinewood saw dust composites by hot press molding for particleboard application. The tensile strength, shore hardness, and tensile modulus are affected by the processing conditions. The optimum properties were obtained when the composite particleboard was pressed at 140 °C for 10–12 min. The application of such PVA/wood composites in particleboard may provide long term benefit in infrastructure from the economic and environmental point of view.
Packaging materials usually demand certain barrier properties as well as mechanical resistance. Fibers tend to absorb moisture, grease, and oil from the environment. However, PVA possesses certain resistance to grease, oils and solvents. This has led to the combination of cellulose packaging materials with PVA. The study conducted by Cerpakovska and Kalnins [
66] proved that the PVA/cellulose fiber composites meet the packaging requirements. In addition, the foam plate produced from potato starch, corn fibers, and PVA could be used to replace expanded polystyrene (EPS) due to its biodegradability [
67]. The incorporation of essential oils such as clove and oregano oil could extend the shelf life of PVA/cassava wastes (14% fibers) food packaging by reducing their moisture sensitivity [
68]. Additionally, the antimicrobial properties of essential oil prevent the occurrence of food-related diseases caused by pathogenic microorganisms.
In the agriculture sector, Imam
et al. [
17] and Cinelli
et al. [
18] suggested the application of PVA/natural fibers as mulch films. A few years later, Chiellini
et al. [
69] applied this material to the agricultural practice of mulching. The effectiveness of materials was assessed based on the growth and yield of lettuce and corn. Encouraging results on the plant growth and crop yields were obtained. The material also demonstrated positive effects on the maintenance of soil structure. The mulches based on PVA and agro-wastes showed achievement of similar enhancement in crop production compared to PE mulches. Such composites have higher cost effectiveness than plastic mulches while at the same time are able to reduce the environmental concern.
The invention and development of nanocellulose has advanced the utilization of PVA based nanocomposites in more diverse applications. The unique water retention property of PVA/nanocellulose hydrogel possesses high water retention in soil, suggesting its suitability as super absorbents in desert regions [
70]. Additionally, their application was amplified as coating material for control-release fertilizer [
71]. In addition, the PVA/nanocellulose aerogel could be implemented as high capacity absorbent materials to overcome water pollution problems, either from oil, spillage or leakage of chemicals. These silane-treated aerogels also showed a remarkable scavenging capability for heavy metal ions but strongly repel water, making them a versatile absorbent medium for various applications [
54].
In the medical field, PVA based nanocomposites were found suitable for tissue engineering applications such as scaffolds, drug delivery, medical implants, and wound dressing [
72]. Rahman
et al. [
26] and Gonzalez
et al. [
42] described the possibility of PVA/nanocellulose as wound dressing. Such nanocomposites may react to match the natural environment moisture of a wound surface and eventually lead to accelerated wound healing. The electrospun PVA/nanocellulose containing stryphnodendron adstringens bark extract with improved biological properties might be suitable for medical implants [
73]. Highly porous scaffolds with good pore-interconnectivity were produced based on ovalbumin/PVA reinforced with unmodified and –NH
2 modified nanocellulose cross-linked with glutaraldehyde via freeze-drying process [
74]. Another interesting application of PVA/cellulose composites is used as taste sensor. The membranes showed characteristic response patterns for organic acids, mineral acids, salts, bitter substances, sweet substances, and umami substances [
75].
In a nutshell, it is evident that PVA/natural fiber composites have exhibited unlimited application potential for use in a wide range of fields, particularly when the attention has been shifted from synthetic materials to biodegradable materials. This phenomenon has created a lot of opportunities for such materials due to their environmentally friendly and user-friendly characteristics. In fact, the PVA has been included in the Handbook of Green Chemicals [
76]. DeMerlis and Schoneker have also pointed out that the oral administration of PVA is harmless, supporting the usage of PVA as a coating agent for pharmaceutical, medical, food, and cosmetic applications [
77]. The US Food and Drug Administration (FDA) has allowed the use of PVA as indirect food additive in products which are in contact with food [
77].
Natural fibers are also considered as green materials since it is natural in origin. However, for the case of using agro-wastes or residues in the composites, extra consideration is needed because the mold spores may develop in it and lead to health problems. Previous studies have assessed the risk of nanocellulose via
in vivo and
in vitro model. No worrying effects on environment and life are noticed [
78,
79,
80,
81]. Thus, the full utilization of PVA/natural fiber composites and their nanocomposites is expected in the future for the benefit of the world.
9. Challenges and Future Aspects
Natural fibers obtained from sustainable sources or derived from agro-wastes suffer a large variability ranging from the age and harvesting time of plant, climate and geographical conditions, variation in processing methods, and so on [
82,
83]. As a result, a possible variation in the quality of end-products has emerged. In particular, these end-products may have non-uniform properties depending on the storage and transport conditions. Thus, the challenge falls into material design where the materials have to be structurally and functionally stable during storage but degradable after utilization.
In addition, when hydrophilic natural fibers and PVA are combined, it is inevitable to consider their poor moisture resistance due to the presence of hydroxyl groups [
84]. These natural fibers with high moisture uptake will affect the bonding between fibers and matrix which lead to low mechanical properties [
85]. The long-term durability of these composites, particularly for load-bearing application (such as particleboards), is a major concern.
Much work has addressed the poor moisture resistance of PVA/natural fibers and suggested chemical modifications or application of certain coatings to reduce their moisture uptake. As work continues to improve the composites’ properties, it is important to evaluate their effect on the environment since chemical reagents are involved. Additionally, high initial cost for some methods should be considered.
Previous literature has shown the reinforcement of micro- and nanocellulose in PVA composites for consumer and medical applications [
26,
42,
72,
73,
86]. However, the agglomeration of nanocellulose could be a limitation to their wider applications. To date, there are very few studies on the alignment of nanocellulose in PVA. Strategies to prepare oriented nanocellulose composites are yet to be explored. Moreover, studies should also focus on developing cost-effective techniques to increase the productivity of nanocellulose on an industry scale, so that the nanocellulose can be incorporated into various types of polymer matrices to produce large scale composites via commercially available processing techniques for the benefit of mankind.


 and
and 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


