2.1. Austenitic Stainless Steel
Austenitic stainless steel is the most frequently used grade of stainless steel for various fabrication purposes and finds application in the food industry, chemical machineries, gas turbines, nuclear power plants and surgical instruments, due to its strength, fracture toughness, weldability, formability and corrosion resistance in different environments [
52,
53,
54]. With the addition of alloying elements such as molybdenum, the pitting corrosion resistance and creep strength at an elevated temperature is further increased [
11]. Though several grades of austenitic stainless steel are available in service, the bulk of the ones used in manufacturing are usually the low carbon grade of 316 and 304. Their low carbon content makes them easily adopted to the welding process. In addition to the chromium and molybdenum, other alloying elements, such as nickel, manganese and silicon, are usually added in different proportions, depending on the grade of steel [
55,
56].
Table 1 shows the chemical composition of 316L austenitic stainless steel.
The microstructure of austenitic stainless steel largely contains the austenite phase, with a small amount of delta ferrite, and rarely some inclusions or unwanted phases [
3].
The presence of delta ferrite in the microstructure in amounts up to 5% has deleterious effects on its properties when subjected to welding. Though the delta ferrite phase reduces grain boundary weakness and the tendency of hot cracking, at high temperatures, it causes embrittlement due to the formation of the sigma phase [
11,
57].
The precipitation of unwanted phases can be prevented using phase stabilizers of austenite phase, such as nickel, manganese, nitrogen, or those of the ferrite phase, such as chromium, molybdenum and silicon. Phase precipitation can also be prevented by controlling the cooling rate during welding, through preheating or quenching.
During cooling, austenitic stainless steel undergoes four modes of solidification containing the austenite phase, austenite-delta ferrite phase and delta ferrite phases. These phases are termed A (purely austenite phase), AF (majorly austenite with small amount of delta ferrite), FA (majorly delta ferrite and small amount of austenite) and F (purely delta ferrite phase) [
58]. The application of proper pre- and post-weld treatment have also been reported to eliminate unwanted phases and homogenize the microstructure of austenitic stainless steel.
Nam et al. [
57] investigated the effects of annealing temperature and holding time on the properties of austenitic stainless steel. They reported that the hardness and tensile strength of the weld metal decreased with increasing annealing temperature as a result of the formation of coarse austenite grains and release of residual stresses. The precipitation of carbides at the temperature range of 650–850 °C was also observed, but dissolved at high annealing temperatures. Hamada et al. [
28] and Tseng et al. [
59] also reported carbide precipitation in austenitic stainless steel, with post-weld heat treatment in that temperature range. The precipitation of intermetallic carbides is attributed to the instability of ferrite phase stabilizers in that temperature range, as reported by Sahlaoui and Sidhom [
60] and Sahlaoui et al. [
61] The fluctuation observed in the elongation is as a result of the fluctuation in carbide precipitation with an annealing temperature. The fracture toughness was found to decrease between the temperature range of 650–850 °C, as also reported by Kozuh et al. [
11], who opined that the reason for the reduction is the precipitation of the sigma phase.
A common phenomenon which occurs during the welding of the thin walled structure using electron beam welding is the buckling effect, which occurs due to thermal tensioning of the weld metal, as a result of temperature differences between the weld metal and the adjacent metal [
62,
63]. The application of the heat treatment, as reported by some researchers in preventing buckling, is not usually considered, because of its time consuming nature and the inability to control the precipitation of unwanted phases [
64,
65]. Zhang et al. investigated the effect of multi-beam preheating in buckling effect reduction in austenitic stainless steel, and concluded that multi-beam preheating reduces buckling distortion by 80%. The reduction of the buckling effect is as a result of the thermal stress relieving process induced by the preheating [
66].
In addition to the hardness reduction and improvement in mechanical properties, post-weld heat treatments are used as stress relieving mechanisms. Post-weld cool treatment is a form of post-weld treatment which is based on the principle of reverting the tensile stresses set up during the welding process to compressive stress, by making the temperature of the weld metal lower than of the adjacent metal. This is achieved by using a cooling fluid, such as water, supplied at a constant velocity for a given time period. Jia et al. [
67] investigated the effect of preheating and post-weld cool treatment on residual stress reduction. In their research, post-weld cool treatment was applied to austenitic stainless steel, over a cooling range of 1.5–2 times the weld width.
They concluded that post-weld cool treatment reduces longitudinal residual stresses while preheating reduces both longitudinal and transverse residual stresses. The residual stresses were also found to decrease with increasing cooling range with cooling time having no significant effect.
An enhanced form of low carbon 316 austenitic stainless steel finds application in the fabrication of International Thermonuclear Experimental Reactor (ITER) components. Xin et al. [
68], studied the effect of different post-weld age treatment on the properties of this grade of steel. The results of their findings revealed that increasing the ageing temperature coarsened the cells and dendrites with the occurrence sub-grain boundaries at high temperatures. They also reported no significant changes in the tensile strength and yield strength as a result of microstructural stabilization by nitrogen and manganese which are austenite phase stabilizers. The increment observed in elongation and impact energy is due to the release of residual stresses and precipitation of sigma phase respectively [
69].
In addition to residual stress relief, applying a brief post-weld treatment to austenitic stainless steel improves corrosion resistance. In view of this, Zareie Rajani et al. [
1] investigated the effect of controlled preheating on the corrosion properties of austenitic stainless steel. They observed an improved corrosion resistance for samples with controlled preheating. The increase in corrosion resistance was attributed to reduction in amount of delta ferrite, due to the reduction in cooling rate, giving room for transformation. This is accompanied by a reduction in austenite-delta ferrite interfaces, which are pitting corrosion sites.
Consequently, despite the deleterious effects of delta ferrite and carbide precipitates in the austenitic stainless steel microstructure, they also confer certain desired properties. For instance, delta ferrite transforms to sigma phase at elevated temperatures, which improves grain boundary strengthening and reduces the tendency of cracking at elevated temperatures. The prevention of carbide precipitation and the elimination of delta ferrite can be achieved by introducing alloying additions or controlling the cooling rate by applying weld treatment processes. Aside carbide precipitation prevention, controlling the cooling rate of austenitic stainless steel reduces residual stresses, improves corrosion resistance, and reduces buckling distortion.
From the forgoing, it is clear that the properties of austenitic stainless steel weld are highly dependent on the delta ferrite composition and precipitation of carbides.
Table 2 shows the delta ferrite composition of austenitic stainless steel at different holding times.
A bivariate correlation analysis of the data in
Table 2 revealed that a perfect negative correlation with Pearson correlation coefficient in the range of −0.925 to −1 exists between delta ferrite composition and the annealing holding time, as can be seen in
Table 3. A similar negative correlation was obtained between the delta ferrite composition and annealing temperature, as can be seen in
Table 4.
This implies that, at low temperatures in the range of 800–850 °C and a holding time of less than an hour, there is a tendency to have high delta ferrite composition as vice versa. The reduction in delta ferrite composition at high annealing temperatures and long holding times is an indication of delta ferrite transformation to the sigma phase. Similar correlation between annealing temperature and delta ferrite composition was obtained from the analysis of the data in
Table 5.
In order to ascertain the relationship between delta ferrite composition and the mechanical properties of austenitic stainless steel, a bivariate correlation analysis was carried out using the data in
Table 5 and
Table 6. The results revealed that there is a high positive correlation between delta ferrite composition and tensile strength, and the strength of correlation reduced when annealing was carried out at a lower temperature range, as can be seen in
Table 7 and
Table 8. A weak positive correlation was obtained for the hardness, while hardness and tensile strength were found to be moderately positively correlated. This corroborates the fact that an increase in hardness implies a corresponding increase in strength of austenitic stainless steel weld joints.
A relationship between delta ferrite composition and the corrosion resistance of austenitic stainless steel was obtained by carrying out a bivariate analysis using the data in
Table 9. The results in
Table 10 reveal that delta ferrite composition is perfectly positively correlated with corrosion current density and perfectly negatively correlated with preheating temperature. This implies that better corrosion resistance is obtained at low delta ferrite compositions and high preheating temperatures, and reaffirms that preheating improves the corrosion resistance of austenitic stainless steel.
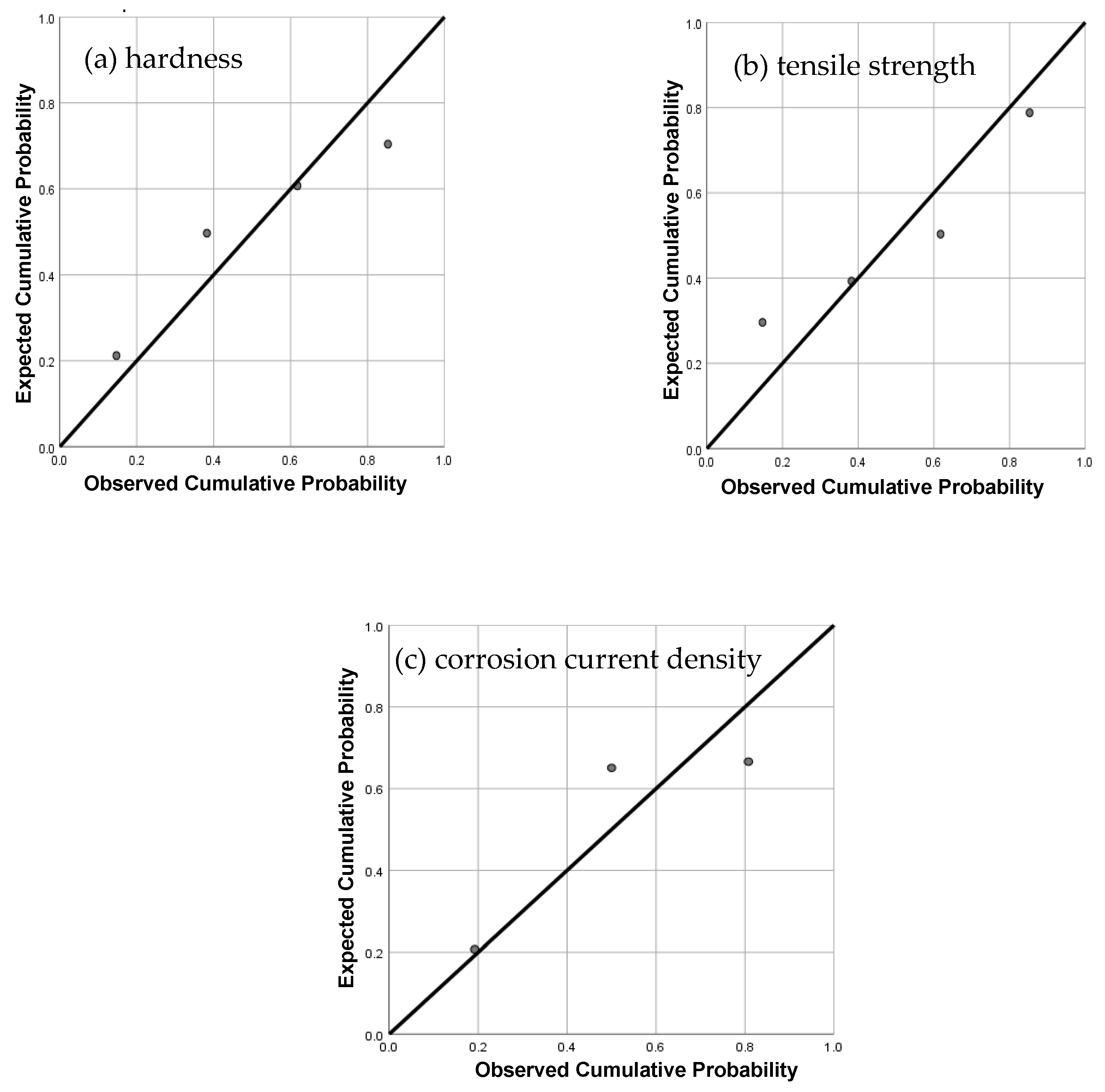
Mathematical models for the properties of austenitic stainless steel in terms of delta ferrite composition were obtained by regression analysis using the data in
Table 5 and
Table 9.
Table 11 gives the model summary, and
Figure 1a–c shows the normal probability plot. R
2 and Adjusted R
2 given in the table are estimators which give an insight into the predictive power of the model. As a rule of thumb, the closer the values of these estimators are to unity, the more accurate the model becomes.
2.2. Duplex Stainless Steel
Duplex stainless steel, also known as dual phase stainless steel, finds application in the automobile industry, petrochemical industry, paper industry, and marine applications, among others. The wide range of applications of duplex stainless steel is as a result of its toughness, yield strength, work hardening rate, formability, corrosion resistance, light weight and crash worthiness [
4,
24,
59,
70,
71,
72,
73,
74,
75,
76,
77,
78,
79]. Special industrial requirements, such as strength and corrosion resistance at elevated temperatures, led to the development of higher grades of duplex stainless steel, which are used in boilers, pressurized reversed osmosis plants, firefighting systems and heat exchangers [
70,
80].
The desired properties of duplex stainless steel are as a result of the equilibrium between hard ferrite and soft austenite, in addition to other alloying elements such as chromium, molybdenum, vanadium and nitrogen [
81,
82], as researchers have reported that optimum properties have been obtained in duplex stainless steels when the ratio of ferrite to austenite is approximately 1 [
83,
84,
85,
86,
87].
The microstructure of duplex stainless steel comprises dispersed austenite and ferrite phases in approximately equal amounts, and other alloying elements depending on the grade of duplex stainless steel [
81,
82,
88,
89,
90,
91,
92].
Table 12 shows the chemical composition of duplex stainless steel.
The low carbon content of duplex stainless steel increases their weldability. A number of welding techniques have been reported to have been used to fabricate different grades of duplex stainless steel [
51,
93,
94,
95,
96]. Some of the challenges encountered include the hardness of the fusion zone, the formation of shrinkage voids, weld failure, mainly in the interfacial mode, and general property deterioration across welded joints [
29,
97,
98,
99]. Weld property deterioration in duplex stainless steel is attributed to the upset in equilibrium between the austenite and ferrite phases. Another contributing factor is the formation of secondary unwanted phases, such as sigma, intermetallics and chi phases during the welding process, as the ferritization (increase in ferrite content) of duplex stainless steel in the weld metal leads to the formation of intermetallics and martensite upon solidification [
90,
100,
101,
102].
The solidification transformation of ferrite to austenite in duplex stainless steel is usually in three forms; grain boundary austenite (GBA), Widmanstätten austenite (WA) and intergranular austenite (IGA), with GBA and WA being the most common ones, as their formation at high temperatures requires a very low driving force [
82,
103,
104,
105].
In the desire to improve the properties of welded duplex stainless steel, researchers have applied several pre- and post-weld treatments, ranging from in-process and post-weld tempering, to brief annealing post-weld treatment, to shot peening, to plasma ion nitriding, to laser continuous heat treatment.
Nikoosohbat et al. [
91] investigated the effect of an in-process tempering on the properties of duplex stainless steel. An in-process tempering is the application of post-weld tempering current pulse to the weld metal and the magnitude is dependent on the metal thickness, weld composition and desired properties. Their findings revealed that the hardness of the weld metal reduced with increasing tempering current cycle due to the tempering of the hard martensite. The tensile shear strength and peak load of the samples which failed in an interfacial failure mode were found to be a function of the hardness as samples without in process tempering possessed the highest tensile shear strength. In other words, there is a correlation between the hardness and strength of the weld metal.
The effect of post-weld tempering on the properties of duplex stainless steel was studied by Luo et al. [
99] The result of their experiment revealed that the ferritization of the weld metal, alongside the precipitation of secondary austenite phase and sigma phases, occurs during the welding process. Upon post-weld tempering, all the phases increased in intensity, exhibiting a segregational phenomenon, leading to an overall reduction in hardness. This led to a conclusion that, despite hardness reduction by post-weld tempering, it poses detrimental effects on the mechanical properties of duplex steel, as it precipitates deleterious secondary phases.
Brief annealing post-weld treatment is one of the processes adopted to prevent the precipitation of deleterious secondary phases and unwanted transformation in the microstructure of duplex stainless steel. In this regard, Zhang et al. [
90] investigated the effect of brief annealing post-weld treatment on the properties of duplex stainless steel. As expected, they reported the presence of ferrite phase stabilizers such as chromium and molybdenum in the ferrite phase, as well as austenite phase stabilizers such as nickel in the austenite phase. The hardness of the weld metal was found to increase at temperatures above the equilibrium temperature as a result of excessive ferritization, coupled with the precipitation of the solid solutions of chromium and molybdenum, which was accompanied by a reduction in impact energy. The improvement in impact energy observed at low annealing temperatures is a result of reduction in residual stress coupled with the balanced phase composition.
Some researchers have also reported that brief annealing post-weld treatment affects the corrosion properties of duplex stainless steel [
106,
107]. In view of this, Yang et al. [
92] investigated the effect of annealing temperature and brief holding time on the properties of duplex stainless steel. They observed an overall reduction in the corrosion resistance of the weld metal, which was attributed to the excessive ferritization of the weld joint, which eventually led to the precipitation of nitrides and the disruption of the ferrite-austenite equilibrium. Nitride precipitation in duplex stainless steel reduces corrosion resistance by enhancing the critical current density and passivation potential, as reported by Parren et al. [
108] The reduction in corrosion resistance was characterized by selective attack of the ferrite phase in the critical pitting test (CPT) analysis. Subsequently, upon application of the brief annealing post-weld treatment, the corrosion resistance was improved with increasing holding time and temperature. This was characterized by deferritization of the weld joint and increase in stabilizers of the austenite phase to obtain a microstructure almost similar to that of the base metal. They concluded that the pitting resistance equivalent number (PREN) of duplex stainless steel is a function of the PREN of the weaker phase.
Varying the heat input during the welding process is a form of the weld treatment process applied to duplex stainless steel, as reported by some researchers. Heat input variation can be achieved by altering the welding speed, the voltage or current or welding time depending on the welding technique adopted. Slow welding speed, high welding current and long welding time is an indication of high energy input as vice versa [
109]. The effect of welding speed on briefly annealed duplex stainless steel was investigated by Saravanan et al. [
110] The results of their study revealed that the application of post-weld annealing treatment increases the austenite phase composition, which is in line with the findings of Pramanik et al. [
111] The increase in hardness observed with low welding speed is attributed to the ferritization of the weld joint, due to high energy input and increase in residual stresses. It may also be as a result of the formation of finer grains, or the precipitation of phase stabilizers such as nitrogen, chromium, silicon and manganese in the weld zone, as reported by Saravanan et al. [
112] They concluded that the improvement in corrosion resistance and the reduction in hardness of duplex stainless steel is as a result of reduction in weld zone ferritization and reduction in residual stresses.
Liu et al. [
89] studied the effect of continuous laser heating on the properties of duplex stainless steel. The result of their findings revealed that laser heating improved the mechanical properties of duplex stainless steel, by reducing the ferritization of the weld zone and increasing the formation of secondary austenite of the Widmanstätten type.
The corrosion tests revealed the selective attack of the ferrite phase of the weld metal, and an improvement in corrosion resistance was achieved by increasing laser heating energy, which eliminated nitrides from the ferrite zone, coupled with the ferrite transformation to Widmanstätten austenite.
Shot peening and nitriding are surface modification processing technologies which can be applied to welded joints to reduce crack propagation, residual stresses, surface hardness and increase wear resistance. Shot peening is a coldworking non-destructive surface treatment process which is applied to the top, middle or bottom part of a material, leading to the generation of compressive stresses which deforms the material plastically, resulting in high impact strength [
113,
114,
115]. The effect of shot peening and nitriding on the properties of duplex stainless steel was investigated by Selvabharathi et al. [
88] They observed that shot peening created defects on the metal surface which were occupied by nitrogen upon nitriding, and reformed the grain boundaries to produce micro twins. The formation of micro twins in duplex stainless steel has been reported to provide strain energy that transforms austenite to martensite [
115]. Despite the precipitation of the S phase during the welding process, the increased hardness of the nitrided weld metal is attributed to the micro twin grain boundaries and the precipitated martensite. Though the precipitation of the S phase has a detrimental effect on the hardness of duplex stainless steel, it has also been found to prevent the formation of chromium nitride, which implies an increase in corrosion resistance [
116]. They concluded that overall improvement in the tensile strength of the shot peened nitrided duplex stainless steel was attributed to the fine martensite grains, reduction in residual stresses and increased twin grain boundaries.
Summarily, it can be said that optimum properties in duplex stainless steel are obtained when the austenite and ferrite phase are in equilibrium and their quotient is approximately 1. Welding upsets this equilibrium, and in turn, leads to property deterioration, by setting up residual stresses and precipitating unwanted secondary phases through ferritization. In spite of the deleterious effect of the S phase and delta ferrite on the properties of duplex stainless steel, they have been found to improve corrosion resistance. The improvement in properties of welded duplex stainless steel joints through weld treatment processes is achieved by deferritization, the release of residual stresses and martensite tempering.
It is apparent that the properties of duplex stainless steel are a function of the ferrite phase and phase stabilizers, such as chromium, nickel, molybdenum and manganese; hence, the need to establish a correlation between them.
Table 13 and
Table 14 show the ferrite phase composition, properties and composition of phase stabilizers at different temperatures of duplex stainless steel. The chromium and molybdenum are those of the ferrite phase, while the nickel and manganese are those of the austenite phase, since the former are ferrite phase stabilizers, and the latter are austenite phase stabilizers.
The results from the correlation analysis of the data in
Table 13 revealed that a weak positive correlation exists between the ferrite content and hardness, while a moderate negative correlation exists between the impact toughness and ferrite content, as can be seen in
Table 15. This implies that increasing the ferrite content is likely to be accompanied by low impact toughness and increased hardness, which is an indication that ferritization in duplex stainless steel has detrimental effects on the mechanical properties.
The ferrite composition was found to be strongly negatively correlated with ultimate tensile strength, and slightly negatively correlated with corrosion current density, as can be seen in
Table 15. This implies that increasing ferrite composition in duplex stainless steel is accompanied by a corresponding decrease in ultimate tensile strength, and less likely with an increased corrosion resistance. This verifies that increasing the ferrite phase leads to a deterioration in the mechanical and corrosion properties of duplex stainless steel.
The relationship between phase stabilizers and ultimate tensile strength was also obtained by carrying out a similar bivariate correlation analysis using the data in
Table 14. The results, as can be seen in
Table 16, reveal that a perfect correlation exists between ferrite phase stabilizers (Cr and Mo) and ultimate tensile strength, while a moderate to strong correlation was obtained with austenite phase stabilizers (Ni and Mn). The increase in ferrite phase stabilizers content denotes an increase in ferritization, which also implies an increase in strength, and thus validates that a significant correlation exists between the hardness and strength of duplex stainless steel.
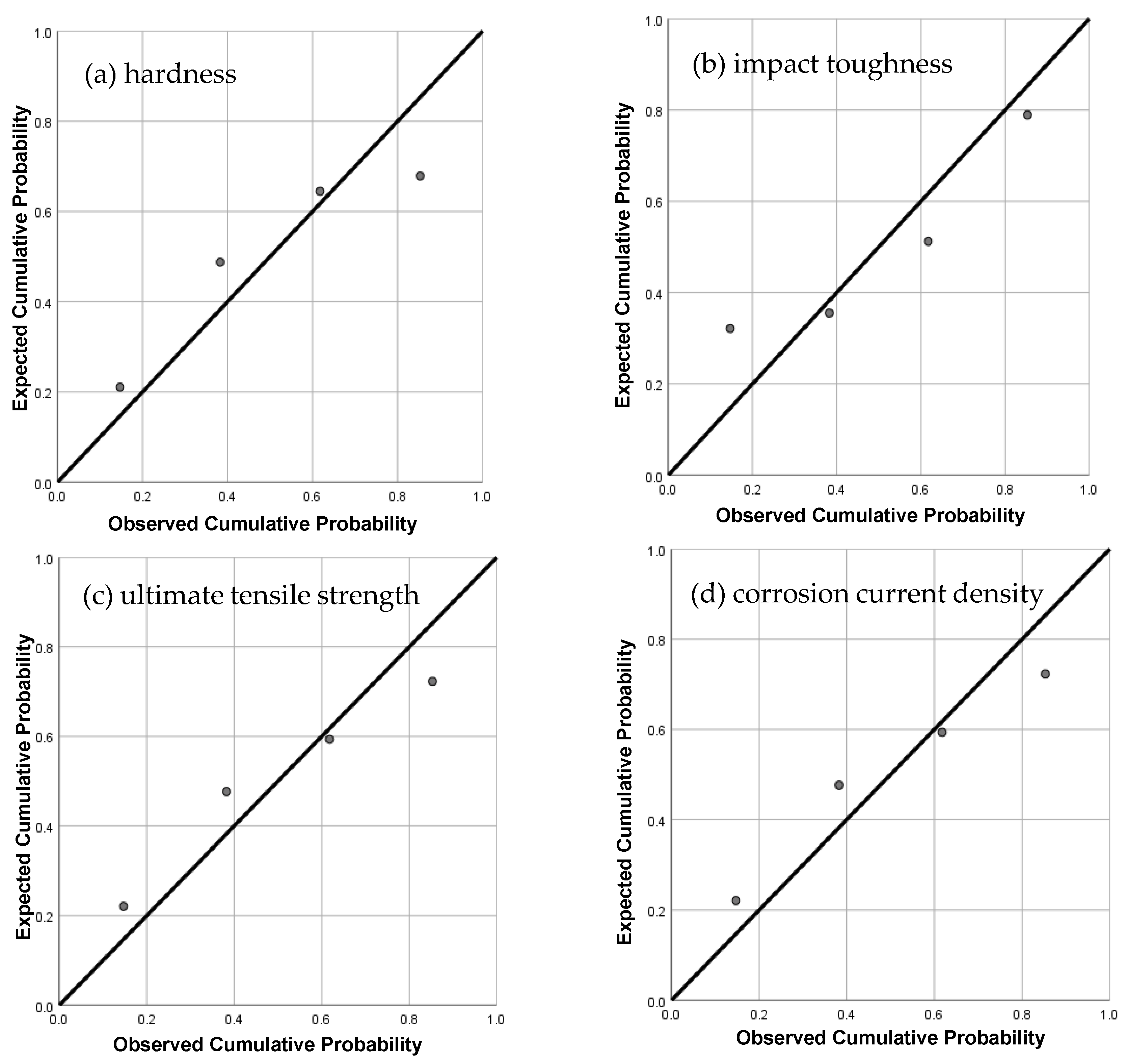
Mathematical models were also obtained for the properties of duplex stainless steel in terms of ferrite composition, using the data in
Table 13 and
Table 14.
Table 17 and
Figure 2a–d give a summary of the models and the normal distribution plots, respectively.
In
Table 17,
F denotes the percentage ferrite phase composition and
T is the post-weld heat treatment temperature, while H is the heat input.
2.3. Martensitic Stainless Steel
Martensitic stainless steel finds application in nuclear power plants, the oil and gas industry, hydraulic turbines, pumps, shafts, surgical tools and bearings, due to its favorable mechanical properties, corrosion resistance, ease of heat treatment and weldability [
5]. The need to improve the corrosion resistance, hardness, weldability and creep strength of martensitic steels for special industrial applications led to the development of higher grades of martensitic steel, such as super martensitic stainless steel (SMSS), lean super martensitic stainless steel (LSMSS), reduced activated ferritic martensitic (RAFM) stainless steel, China low activation martensitic (CLAM) stainless steel and maraging stainless steel [
117]. In these grades of martensitic stainless steel, there is a reduction in the carbon composition to improve weldability, an increase in nickel and molybdenum content to stabilize martensite microstructure, and an improvement in the corrosion resistance with other alloying additions, such as titanium, vanadium and copper, to confer other properties [
118,
119].
The microstructure of martensitic stainless steel comprises martensite, austenite and ferrite phases, with the primary phase being martensite [
120].
Table 18 shows the chemical composition (%weight) of AISI 420 martensitic steel.
The low carbon content of martensitic stainless steel improves their weldability, but they face a major setback of poor weld properties, due to the presence of brittle martensite and delta ferrite at the weld joint. The presence of martensite leads to cold cracking and eventually material failure, while delta ferrite deteriorates the mechanical properties of martensitic steel [
122,
123,
124,
125,
126].
The improvement of poor weld properties in martensitic stainless steel can be achieved by refining the martensite grains and the precipitation of secondary phases along grain boundaries, which serve to resist dislocation movement, thus improving strength. This can be achieved by the application weld heat treatment processes; mainly the preheating, tempering, normalizing, aging and solution treatment [
127,
128].
The effect of preheating and post-weld tempering on the properties of martensitic stainless steel was investigated by Köse and Kaçar [
121]. The result of their research revealed that the weld metal contained a large amount of martensite and a small amount of delta ferrite. A similar result was reported by Baghjari and Akbari Mousavi [
124] and Berretta et al. [
129] The hardness of the weld metal was found to be improved by preheating and post-weld tempering, due to the reduction in cooling rate by preheating, which activated the martensite-ferrite transformation and coupled with the precipitation of fine carbides. The reduction of hardness of the weld metal in martensitic weld joints due to fine carbide precipitation has also been reported by other researchers [
130,
131]. Reduction in hardness implies an increase in toughness and formability, and it is usually accompanied by reduction in chromium content, which implies poor corrosion properties.
Post-weld tempering temperature has also been reported to affect the tensile strength of martensitic stainless steel. Muthusamy et al. [
120] investigated the effect of post-weld tempering temperature and heat input on the properties of martensitic stainless steel. They reported that increasing heat input increases the toughness and hardness of the weld metal, while the tensile strength was found to decrease with both increasing heat input and tempering temperature. The increase in toughness and hardness of the weld metal and the reduction in tensile strength was attributed to the increase in delta ferrite composition, with increasing tempering temperature and heat input.
The effect of tempering holding time on the properties of martensitic stainless steel was studied by Tavares et al. [
132] In their experiment, a post-weld tempering temperature of 650 °C was applied, while varying the holding time between 15–60 min. They found out that the hardness, toughness and elongation of the weld metal reduced with holding time as a result of martensite tempering, and coupled with the precipitation of intermetallic phases containing molybdenum, while no significant effect was observed in the tensile properties.
The level of retained austenite phase in martensitic stainless steel determines its mechanical and corrosion properties. With the objective of improving the mechanical properties of martensitic stainless steel by increasing the level of retained austenite, Zappa et al. [
133] investigated the combined effect of double tempering and solution treatment on preheated martensitic stainless steel. They discovered that the level of retained austenite increased from 14% to 42% after the second tempering. The application of first tempering reduced the hardness and tensile properties, while toughness and elongation were improved. The application of the double tempering was found not to have a significant improvement in mechanical properties, despite the increase in retained austenite content.
Kumar et al. [
134] investigated the effect of normalizing post-weld treatment on the properties of martensitic steel. They found out that the hardness and ultimate tensile strength of martensitic steel reduced with increasing preheat temperature, and increased with the normalizing temperature. A reverse trend was reported for the impact energy and ductility. The reduction in hardness and ultimate tensile strength, which was accompanied by an increase in ductility and impact energy with increasing preheat temperature, was as a result of the reduction in cooling rate, which coarsened the microstructure. Meanwhile, increasing normalizing temperature on the other hand increased the cooling rate and refined the microstructure.
Reduced activated ferritic martensitic (RAFM) stainless steel and China low activation martensitic (CLAM) stainless steel are two grades of martensitic stainless steel that have applications in ITER components due to their high creep strength. Manugula et al. [
135] investigated the effect of post-weld direct tempering (PWDT) and post-weld normalization tempering (PWNT) on the properties of RAFM stainless steel. The results of their experiments revealed that both PWDT and PWNT reduce the hardness of the weld metal, with PWNT providing a greater reduction. Hardness reduction by PWDT was as a result of martensite tempering, loss of solid solution strengthening and the elimination of dislocation associated with the transformation of martensite. Meanwhile, a reduction in hardness by PWNT was solely as result of martensite tempering. As for the impact energy, PWNT increased the impact energy, while PWDT brought about its reduction. The poor impact energy offered by PWDT was as a result of high carbon martensite and the presence of delta ferrite, while the presence of tempered martensite coupled with delta ferrite elimination improved the impact energy during PWNT. The ultimate tensile strength followed the same trend, while the elongation was found to be higher for the sample with PWDT.
A similar study on the effect of PWNT time on the properties of CLAM stainless steel was investigated by Li et al. [
136] The hardness of the weld metal was found to decrease with increasing tempering time, due to the sufficient time available for martensite transformation. They also reported a decrease in heat shock resistance and ultimate tensile strength with increasing tempering time, while the elongation and impact energy followed a reverse trend. The presence of lath martensite in the weld metal accounted for its superior thermal shock resistance. The authors recommended PWNT of 30 min for better property combination for applications involving thermal shock resistance.
Maraging stainless steel is a low carbon martensitic steel produced by age hardening, possessing ultra-high strength, fracture toughness, excellent machining properties and weldability. Its favorable properties are the reasons behind its adoption as a structural element in the aviation and space industry, and in defense and power applications.
Fe-Ni and Fe-Cr-Ni are two major types of maraging steel available. However, in recent terms, a lot of alloying modifications have been made for improved performance [
137,
138]. Microstructural changes or property modification in maraging steel are achieved by solution annealing and precipitation hardening.
An et al. [
139] investigated the effect of ageing heat treatment on the properties of Fe-Cr-Ni type maraging stainless steel. The result of their findings revealed that ageing produces a homogeneous microstructure with less alloying elements, and the microstructural homogeneity was found to have a positive correlation with ageing temperature. Hardness variation observed across the weld metal was attributed to the microstructural evolution mechanisms resulting from the different alloying elements present in martensite.
To sum up, the presence of martensite and delta ferrite in the weld joints of martensitic stainless steels has detrimental effects on their properties; predominantly hardness and ultimate tensile strength. However, for applications where resistance to thermal shock is desired, martensite phase is desired. The application of weld treatment processes such as preheating, normalizing, tempering and ageing improves the mechanical properties. Preheating and increasing post-weld treatment time reduces hardness and tensile strength, by reducing the cooling rate, martensite tempering and precipitation of intermetallic phases. A reduction in hardness is also achieved by normalizing and tempering, but normalizing confers greater strength than the latter. Increasing the ageing temperature, on the other hand, homogenizes the microstructure, and the extent of homogeneity is strongly correlated with the temperature.
Subsequently, increasing the ferrite content in martensitic steel implies a reduction in the martensite phase. Thus, controlling the ferrite content is another way of modifying the properties of martensitic steel.
Table 19 shows the mechanical properties of martensitic stainless steel at different ferrite composition. Establishing a correlation relationship between these properties will reveal how changes in one property affect the other. The results of the correlation are given in
Table 20.
The bivariate analysis revealed that the ferrite content is perfectly positively correlated with hardness and impact toughness. This implies that increasing the ferrite content of martensitic steel is likely to produce a corresponding increase in the hardness and impact toughness. A perfect negative correlation was also observed between the hardness and strength of martensitic stainless steel. This justifies the case of normalizing, as it reduces the hardness and increases the strength of martensitic weld joints. A strong negative correlation (Pearson correlation coefficient = −0.835) between hardness and strength was also obtained from the analysis of the data in
Table 21.
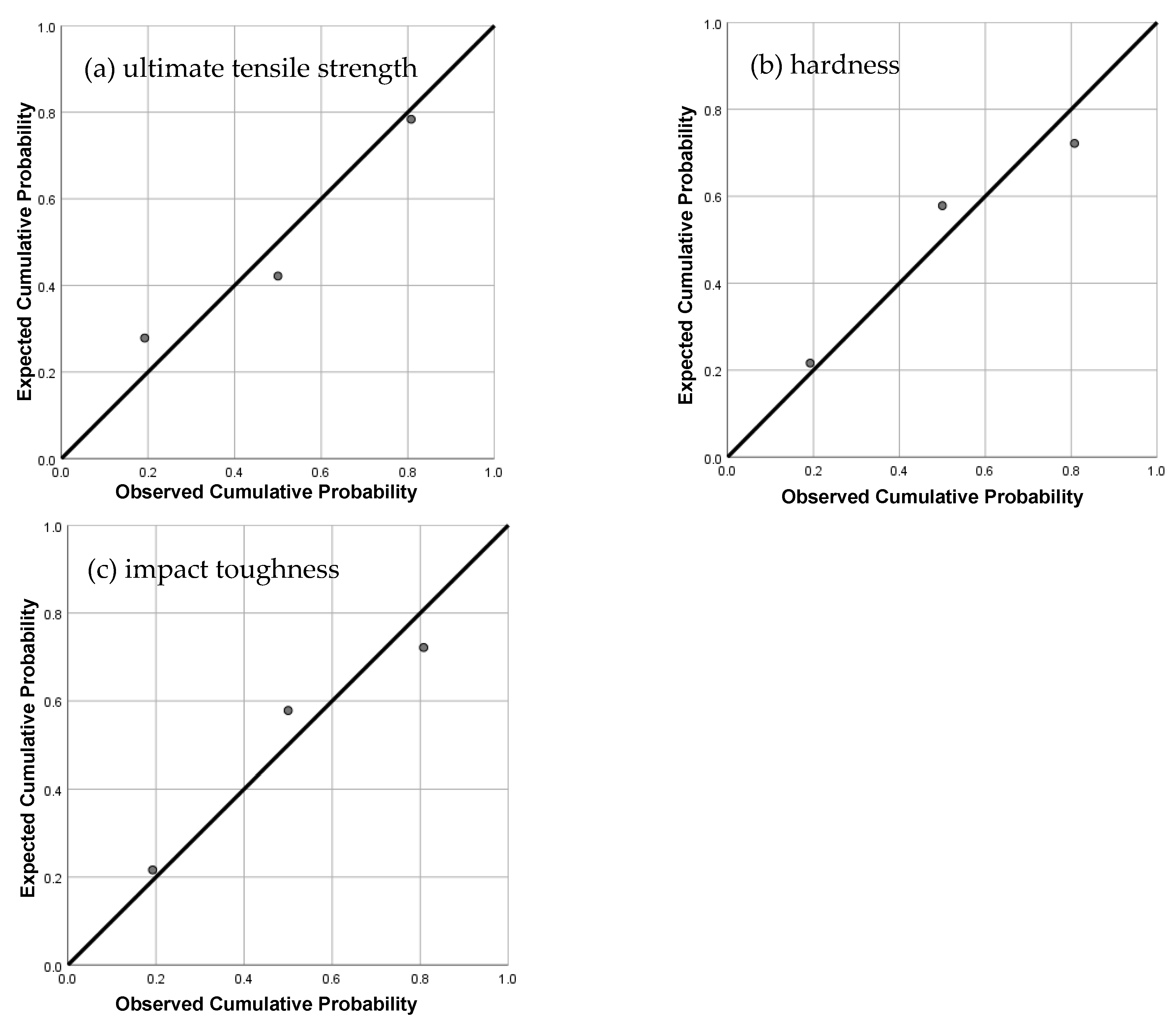
Models were also developed for the mechanical properties of martensitic stainless steel in terms of ferrite composition, using the data in
Table 19 by regression analysis. The summary of the model is given in
Table 22 and the normal probability plots are given in
Figure 3a–c.
2.4. Ferritic Stainless Steel
Ferritic stainless steel finds application in the automotive industry, fuel cells, catalytic converters, and the oil and gas industries, among others. The wide range of applications of ferritic stainless steel is attributed to their low cost, as compared to their counterpart austenitic stainless steel, strength, corrosion resistance, high temperature oxidation resistance, high thermal conductivity, low thermal expansion and weldability [
140,
141,
142,
143].
Welding ferritic stainless steel suffers some challenges, which includes the property deterioration of the weld metal, such as a reduction in fracture toughness, and the overall reduction in strength as a result of the thermal stress field which creates residual stresses in the weld metal [
144]. The weld property obtained after welding is dependent on a number of factors, with the primary being the microstructure and chemical composition of the metal. The microstructure of ferritic stainless steel comprises ferrite and pearlite [
145].
Table 23 shows the chemical composition of ferritic stainless steel. The application of appropriate microstructural modification processes such as post-weld heat treatment and plasma processing have been reported by researchers to improve the properties of welded ferritic stainless steel joints [
146,
147,
148].
Grade 91 ferritic stainless steel, also known as chromium molybdenum ferritic stainless steel, is specifically used for high temperature applications, such as in boilers and heat exchangers in petrochemical and power plants, owing to its high temperature creep resistance and stress corrosion cracking, especially in corrosive environments [
144]. Ahmed et al. [
149] investigated the effect of annealing holding time on the properties of chromium molybdenum boiler ferritic stainless steel. The results revealed that the ultimate tensile strength, yield strength, elongation and reduction in the area increases with holding time. The reduction observed in strength and ductility after a long holding time was as a result of spheroidization of pearlite grains. They also reported that the increase in impact energy with temperature and holding time was as a result of grain refinements coupled with the formation dendrites.
The effect of single and multiple tempering time on the properties of modified chromium molybdenum ferritic stainless steel was reported by Dey et al. [
150] They found out that the yield strength and ultimate tensile strength decreases with single tempering holding time, as a result of martensite tempering coupled with the precipitation of fine precipitates, while multiple tempering time did not show any significant effect. This was accompanied by a corresponding increase in toughness and ductility. They also reported that the impact toughness increases with both single and multiple tempering time, and concluded that the tempering of welded ferritic stainless steel for a sufficient time can restore the properties, and that there was no need for multiple tempering time, as it had no significant improvement on the properties of the weld metal.
Taniguchi and Yamashita [
151] studied the effect of manganese and nickel alloying additions on the properties of annealed grade 91 ferritic stainless steel. A reversal in mechanical properties—primarily tensile strength, absorbed energy and rupture time with annealing temperature, was observed in the samples with high content of manganese and nickel. This was attributed to the precipitation of fresh martensite at temperatures above the critical transformation temperature. A different trend was observed in samples with low alloy additions, as the tensile strength increased with temperature, while the absorbed energy decreased with temperature. The reason being that a small amount of fresh martensite is precipitated due to the presence of low alloying additions. They concluded that the upper limit post-weld heat treatment temperature for chromium molybdenum ferritic stainless steel is a function of the mechanical properties, and not the critical transformation temperature.
The application of post-weld heat treatments can sometimes be cost effective and time consuming. This led to the introduction of other property modification mechanisms such as electrolytic plasma processing (EPP). Property modification by EPP is as a result of the chemical, mechanical, electrical and thermal effect of the plasma produced at the surface [
152,
153]. Dewan et al. [
145] investigated the effect of annealing, hardening and EPP on the properties of ferritic stainless steel.
Their findings revealed that, while annealing and hardening reduced and increased the hardness of the weld metal, respectively, EPP had no significant effect, as it is a surface mechanism and does not involve grain refinement. It has also been reported that EPP treatment reduces residual stresses induced during welding, but increases the compressive stresses, due to the thermal shock during the EPP process [
154]. Maximum tensile strength was observed in the EPP treated samples, while hardening had no effect on tensile strength and ductility. The high tensile strength derived from the EPP treatment was due to the formation of surface martensite. From their findings, it was also discovered that the application of EPP treatment after annealing had no significant benefit in terms of property improvement, as it leads to increased compressive stresses and a reduction in toughness.
Conclusively, while increasing annealing temperature reduces the hardness of ferritic stainless steel, adequate annealing holding time increases ultimate tensile strength and the impact energy. Tempering, on the other hand, reduces the ultimate tensile strength due to martensite tempering, but increases toughness and ductility. Multiple tempering time did not show any significant difference in properties; therefore, it is not recommended. EPP, which is a surface modification mechanism, reduces residual stresses and increases tensile strength, due to fresh martensite precipitation. For high Cr heat resistant ferritic stainless steel, the upper critical limit for post-weld treatment is a function of the mechanical properties, and not the upper critical temperature.
Table 24 shows the properties of ferritic stainless steel at different annealing temperatures. A bivariate correlation analysis between properties and post-weld treatment temperature revealed that a perfect negative correlation exists between the annealing temperature and residual stresses. This implies that increasing annealing temperature would eliminate the residual stresses induced by welding. A moderate correlation between hardness and strength was observed, as can be seen in
Table 25.
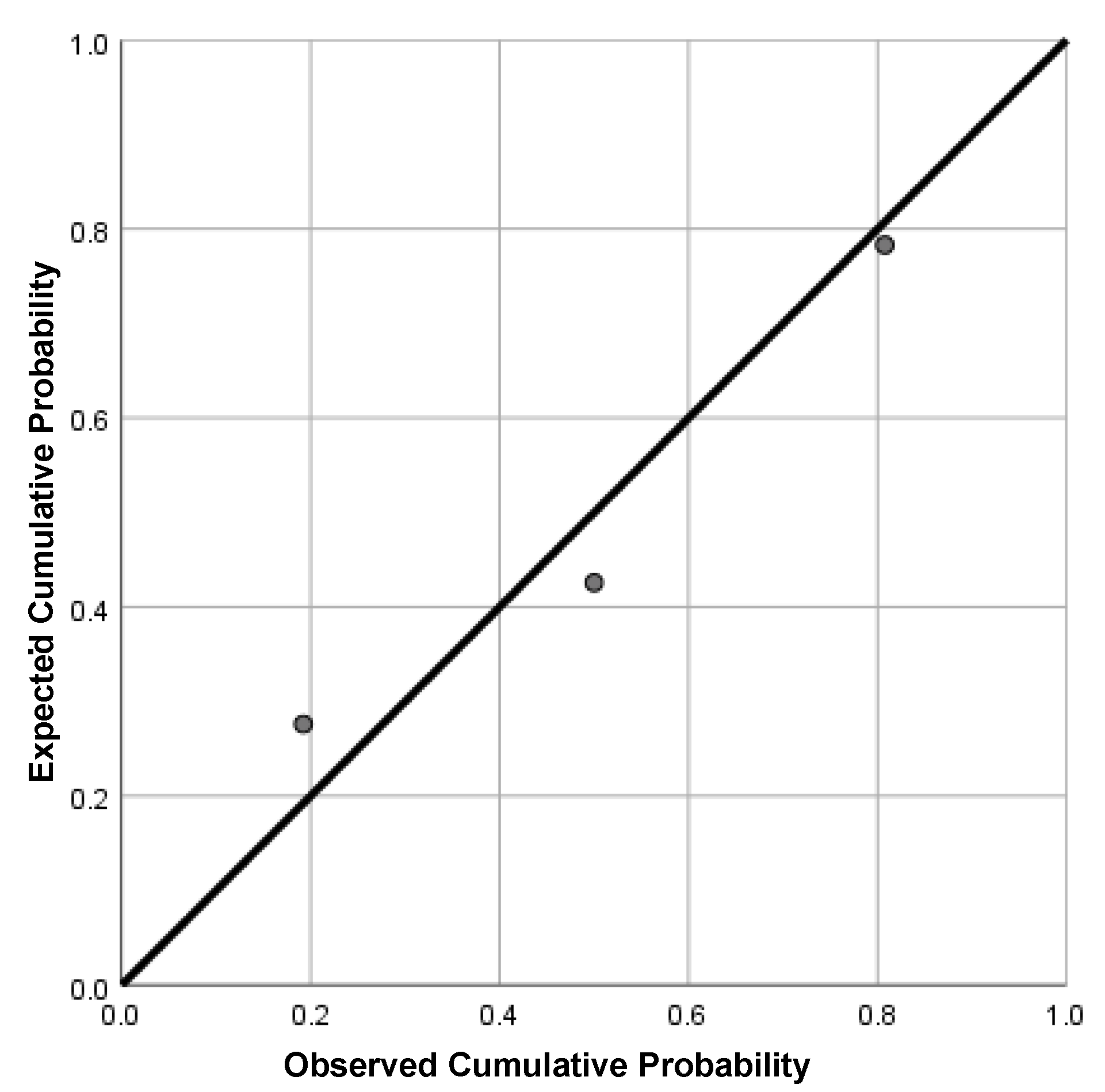
Table 26 shows the summary of the mathematical model of residual stress developed at the fusion zone of ferritic stainless steel in terms of annealing temperature, and
Figure 4 shows the normal probability plot.

 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}