Tackling Faults in the Industry 4.0 Era—A Survey of Machine-Learning Solutions and Key Aspects


 ,
,  , , ,
, , ,
Abstract
:1. Introduction
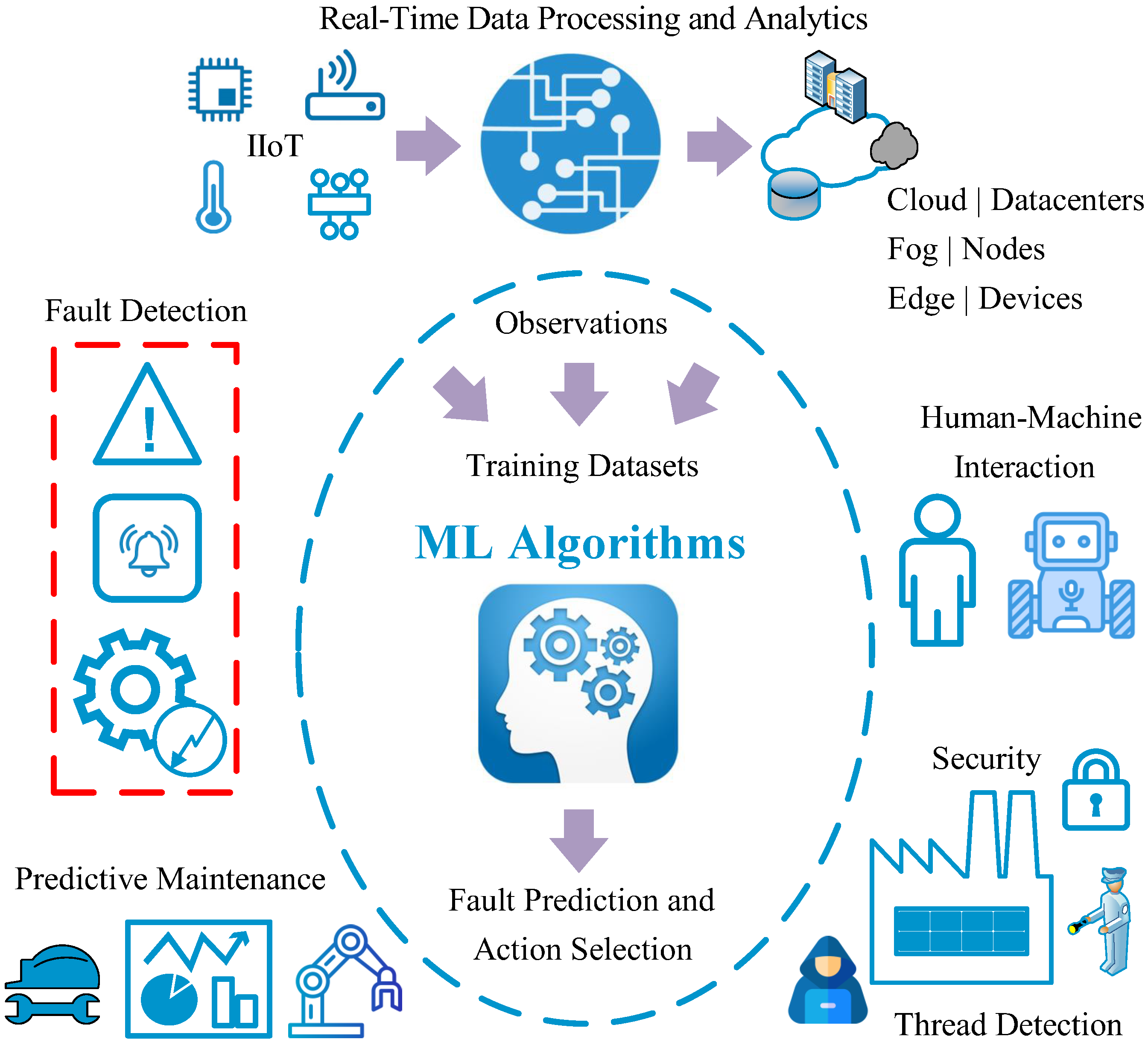
1.1. Industry 4.0
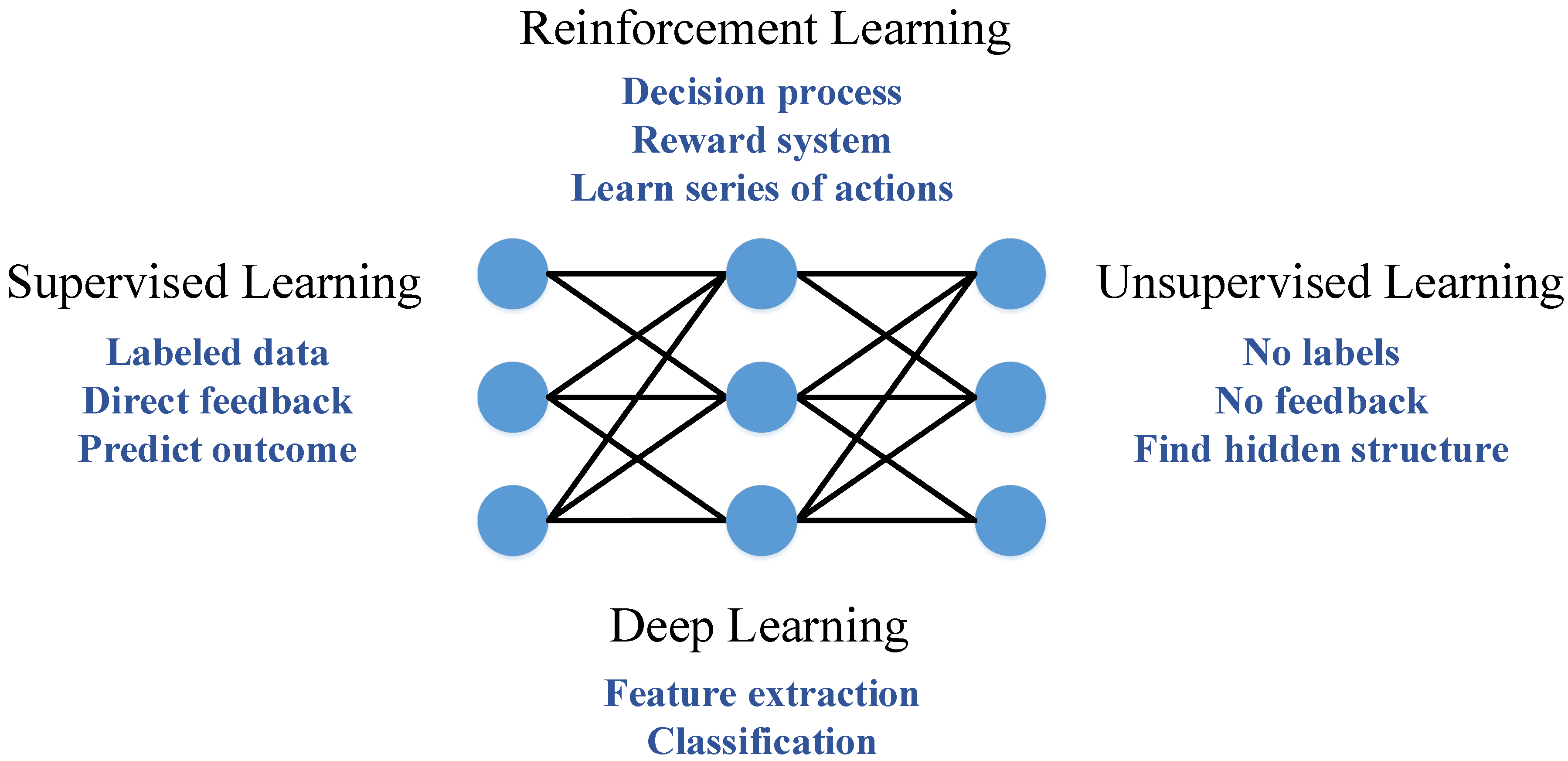
1.2. Machine Learning
- Supervised learning is a method where an expert inserts known outputs for specific inputs to train the algorithm and is widely used for classification and regression [15,19,20]. Thus, supervised ML is usually employed in scenarios with labeled data availability. Popular algorithms include artificial neural networks (ANNs) and support vector machines (SVMs) [15,19,21].
- Unsupervised learning where there is no feedback provided from anyone and the algorithm finds patterns in unknown data sets (clustering, association rules, self-organised maps) [15,19,21] and so, unlabeled data are used for training purposes. The most popular and well-known unsupervised algorithm is principal component analysis (PCA), mainly used for monitoring purposes [19].
- Reinforcement learning refers to unsupervised ML operation, examining if a chosen action resulted in a reward, for a specific performance metric [15]. RL demands sequential actions and tries their outcome, selecting those better fitting the problem at hand. So, RL significantly departs from other learning categories which are based on leveraging historical data, creating intelligence from previous decisions and rewards.
- Deep learning where multiple layers have been employed in order to build an ANN, which is able to make intelligent decisions, handling large amounts of data with high complexity, without any human intervention [15,22,23]. Some DL algorithms are convolutional neural networks (CNNs), restricted Boltzmann machine (RBM) and auto-encoders (AE) [23].
1.3. Previous Survey Works
1.4. Contributions
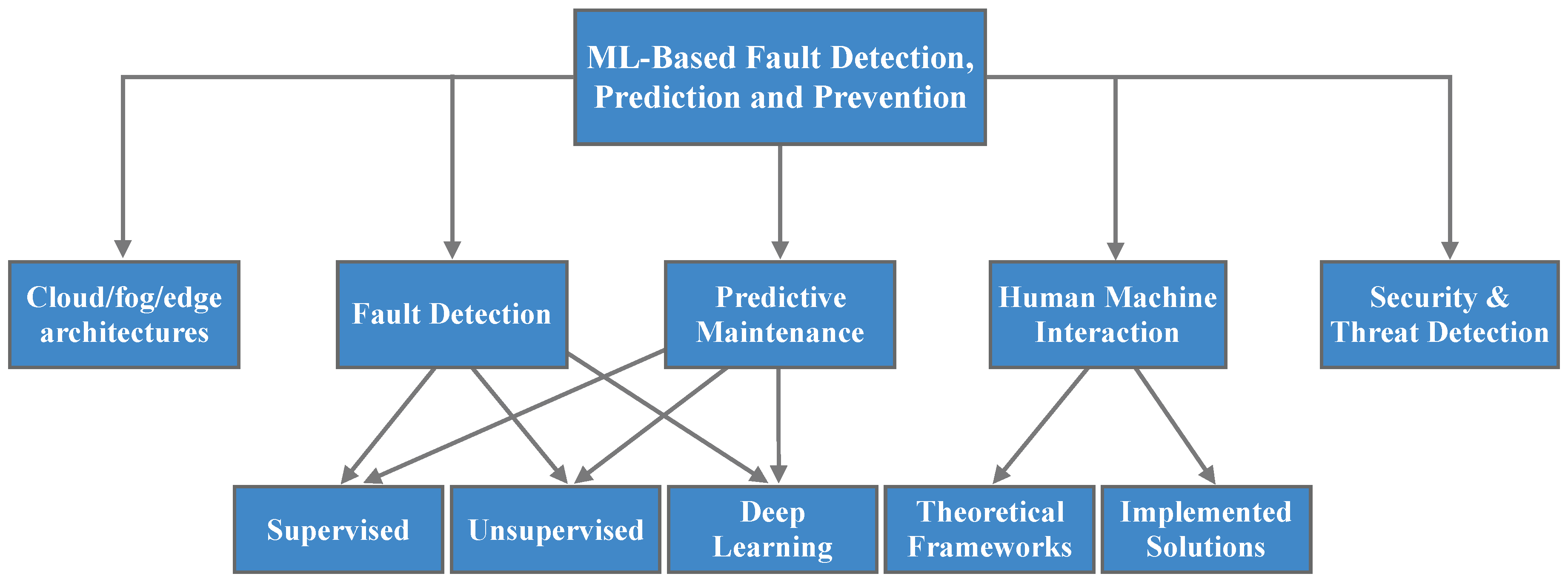
- An extended discussion on the proposed cloud/fog/edge architectures to enable the acquisition and processing of heterogeneous data in Industry 4.0 for intelligent monitoring and decision-making in fault detection and prediction is provided.
- A thorough presentation of supervised, unsupervised and deep learning solutions in the fields of fault detection and predictive maintenance is given.
- Cyber-security issues and ML-based solutions are discussed, emphasizing on the gains that they provide compared to conventional techniques.
- ML-based HMI aiming to keep humans-in-the-loop of the manufacturing process is presented.
- Open issues are discussed, highlighting the necessary advancements that should be made to enable the Industry 4.0 and beyond vision.
1.5. Structure
2. Cloud/Fog/Edge Architectures
3. Fault Detection
3.1. Supervised Learning-Based Solutions
3.2. Unsupervised Learning-Based Solutions
3.3. Deep Learning-Based Solutions
4. Predictive Maintenance
4.1. Supervised Learning-Based Solutions
4.2. Unsupervised Learning-Based Solutions
4.3. Deep Learning-Based Solutions
5. Security and Threat Detection
6. Human–Machine Interaction
6.1. Theoretical Frameworks
6.2. Implemented ML-Based Solutions
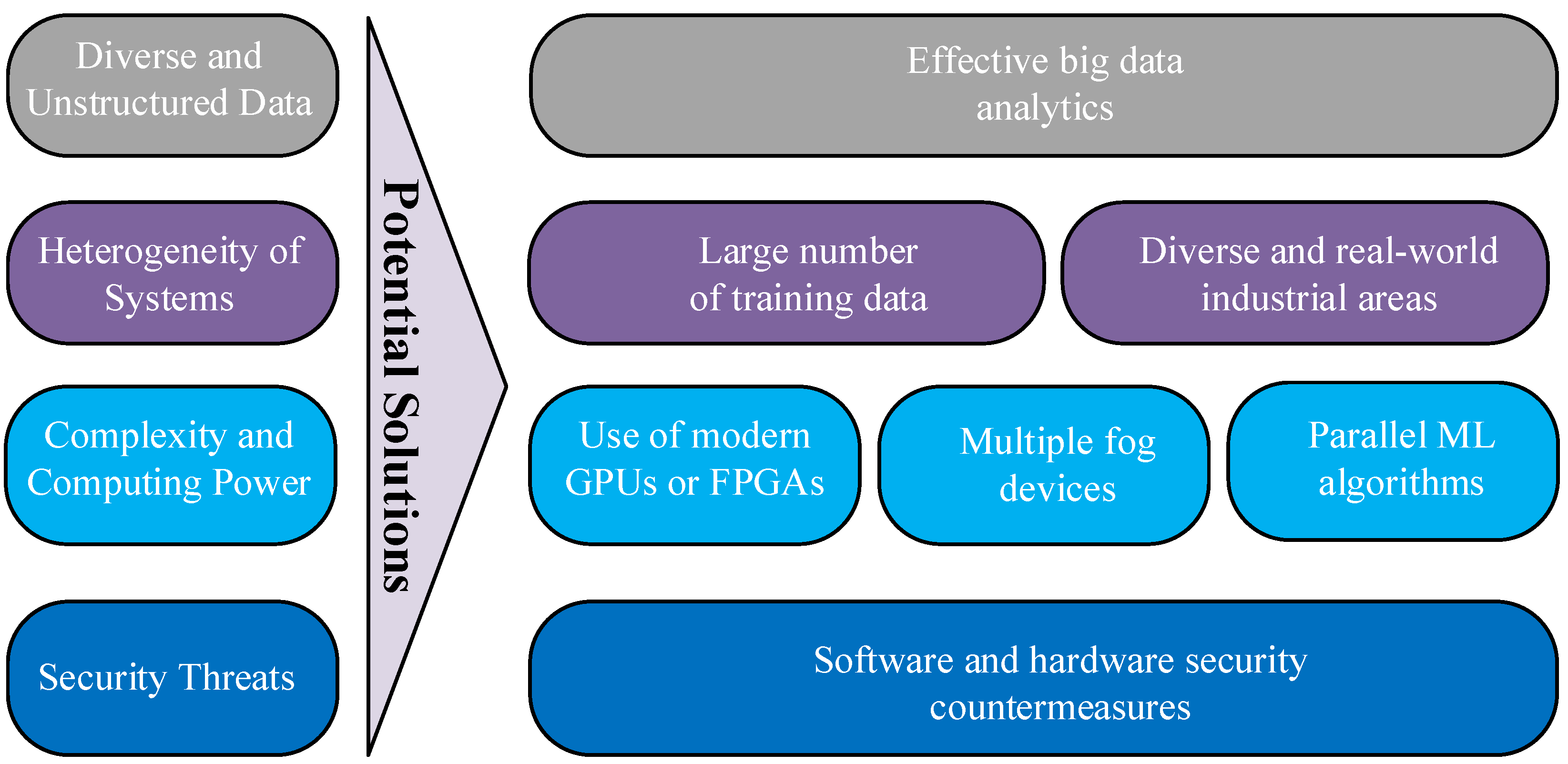
7. Open Issues
7.1. Practical Challenges
7.2. Networking, HMI, and Security Issues
8. Conclusions
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| 3-D | Three Dimensional |
| 5G | Fifth Generation |
| AE | Auto-Encoder |
| AGV | Automated Guided Vehicle |
| AI | Artificial Intelligence |
| AKSC | Adaptive Kernel Spectral Clustering |
| ANN | Artificial Neural Network |
| AR | Augmented Reality |
| BDA | Big Data Analytics |
| BMM | Beta Mixture Model |
| BPNN | Back Propagation Neural Network |
| CC | Cloud Computing |
| CIM | Computer-Integrated Manufacturing |
| CLR | Cyclic Learning Rate |
| CMS | Cyber-Manufacturing System |
| CNC | Computer Numerical Control |
| CNN | Convolutional Neural Network |
| CPS | Cyber-Physical System |
| CWRU | Case Western Reserve University |
| D2C | Device-to-Cloud |
| D2D | Device-to-Device |
| DAE | Deep Auto-Encoder |
| DBSCAN | Density-Based Spatial Clustering of Applications with Noise |
| DDA | Deep Denoising Auto-Encoder |
| DDD | Diversity for Dealing with Drift |
| DECG | Device Electrocariogram |
| DL | Deep Learning |
| DNN | Deep Neural Network |
| DPCA | Distributed Principal Component Analysis |
| DTL | Deep Transfer Learning |
| EC2 | Elastic Compute Cloud |
| ELM | Extreme Learning Machine |
| FDI | Fault Detection and Isolation |
| FPGA | Field-Programmable Gate Array |
| GPU | Graphics Processing Unit |
| GRU | Gated Recurrent Unit |
| HAR | Human Activity Recognition |
| HCPS | Human Cyber-Physical System |
| HIL | Human-in-the-Loop |
| HITL | Hardware-in-the-Loop |
| HMM | Hidden Markov Mechanism |
| HPS | Human Physical System |
| IaaS | intelligence-as-a-Service |
| ICA | Independent Component Analysis |
| ICS | Industrial Control System |
| IDARTS | Intelligent Data Analysis and Real-Time Supervision |
| IFS | Intelligent Factory Space |
| IIoT | Industrial Internet of Things |
| IIRA | Industrial Internet Reference Architecture |
| IoT | Internet of Things |
| IWSN | Industrial Wireless Sensor Network |
| KNN | K-Nearest Neighbor |
| LDA | Linear-Discriminate Analysis |
| LSTM | Long Short-Term Memory |
| M2M | Machine-to-Machine |
| MC | Multiple Classifiers |
| MGRU | Multilayer Gated Recurrent Unit |
| MHMM | Mixture-Hidden Markov Model |
| ML | Machine Learning |
| MLSTM | Multilayer Long Short-Term Memory |
| MMAL | Mixed Model Assembly Line |
| MMCCLR | Max-Min Cosine Cyclic Learning Rate Scheduler |
| MS | Manufacturing System |
| NN | Neural Network |
| OCC | Operator’s Choice Complexity |
| PCA | Principal Component Analysis |
| Pi | Patented Intelligence |
| PLC | Programmable Logic Controller |
| PMLL | Predictive Modelling Markup Language |
| RAMI 4.0 | Reference Architecture Model Industry 4.0 |
| RandF | Random Forest |
| RBF | Radial Basis Function |
| RBM | Restricted Boltzmann Machine |
| RFID | Radio Frequency Identification |
| RL | Reinforcement Learning |
| RNN | Recurrent Neural Network |
| RUL | Remaining Useful Lifetime |
| RVM | Relevance Vector Machine |
| SAE | Stacked Auto-Encoder |
| SECNN | Snapshot Ensemble Convolutional Neural Network |
| SGD | Stochastic Gradient Descent |
| SME | Small and Medium-sized Enterprise |
| SMOTE | Synthetic Minority Oversampling Technique |
| SPE | Square Predicted Error |
| SVM | Support Vector Machine |
| SVR | Support Vector Regression |
| VR | Virtual Reality |
| WK | Weighted Kernel |
| WMV | Weighted-Majority Voting |
References
- Chen, B.; Wan, J.; Shu, L.; Li, P.; Mukherjee, M.; Yin, B. Smart Factory of Industry 4.0: Key Technologies, Application, and Challenges. IEEE Access 2017, 6, 6505–6519. [Google Scholar] [CrossRef]
- Lu, J. Industry 4.0: A Survey on Technologies, Applications and Open Research Issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Muhuri, P.K.; Shukla, A.K.; Abraham, A. Industry 4.0: A Bibliometric Analysis and Detailed Overview. Eng. Appl. Artif. Intell. 2019, 78, 218–235. [Google Scholar] [CrossRef]
- Xu, L.D.; Xu, E.L.; Li, E. Industry 4.0: State of the Art and Future Trends. Int. J. Prod. Res. 2018, 56, 2941–2962. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Hou, B.; Yu, W.; Lu, X.; Yang, C. Applications of Artificial Intelligence in Intelligent Manufacturing: A Review. Front. Inf. Tech. Electron. Eng. 2017, 18, 89–96. [Google Scholar] [CrossRef]
- Qin, J.; Liu, Y.; Grosven, R. A Categorical Framework of Manufacturing for Industry 4.0 and Beyond. Procedia CIRP 2016, 52, 173–178. [Google Scholar] [CrossRef] [Green Version]
- Zhong, Y.R.; Xu, X.; Klotz, E.; Newman, S.T. Intelligent Manufacturing in the Context of Industry 4.0: A Review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Oztemel, E.; Gursev, S. Literature Review of Industry 4.0 and Related Technologies. J. Intell. Manuf. 2018. [Google Scholar] [CrossRef]
- Monostory, L.; Kadar, B.; Bauernhansl, T.; Kondoh, S.; Kumara, S.; Reinhart, G.; Sauer, O.; Schuh, G.; Sihn, W.; Ueda, K. Cyber-physical systems in manufacturing. CIRP Ann. Manuf. Tech. 2016, 65, 621–641. [Google Scholar] [CrossRef]
- Xu, H.; Yu, W.; Griffith, D.; Golmie, N. A Survey on Industrial Internet of Things: A Cyber-Physical Systems Perspective. IEEE Access 2018, 6, 78238–78259. [Google Scholar] [CrossRef]
- Aijaz, A.; Sooriyabandara, M. The Tactile Internet for Industries: A Review. Proc. IEEE 2019, 107, 414–435. [Google Scholar] [CrossRef]
- Trappey, A.J.C.; Trappey, C.V.; Govindarajan, U.H.; Chuang, A.C.; Sun, J.J. A Review of Essential Standards and Patent Landscapes for Internet of Things: A Key Enabler for Industry 4.0. Adv. Eng. Inf. 2017, 33, 208–229. [Google Scholar] [CrossRef]
- Ruppert, T.; Jasko, S.; Holczinger, T.; Abinyi, J. Enabling Technologies for Operator 4.0: A Survey. Appl. Sci. 2018, 8, 1650. [Google Scholar] [CrossRef] [Green Version]
- Stock, T.; Seliger, G. Opportunities of Sustainable Manufacturing in Industry 4.0. Procedia CIRP 2016, 40, 536–541. [Google Scholar] [CrossRef] [Green Version]
- Wuest, T.; Weimer, D.; Irgens, C.; Thoben, K. Machine Learning in Manufacturing: Advantages, Challenges, and Applications. Prod. Manuf. Res. 2016, 4, 23–45. [Google Scholar] [CrossRef] [Green Version]
- Rehman, M.H.; Yaqoob, I.; Salah, K.; Imar, M.; Jayaraman, P.P.; Perera, C. The Role of Big Data Analytics in Industrial Internet of Things. Future Gener. Comput. Syst. 2018, 99, 247–259. [Google Scholar] [CrossRef] [Green Version]
- Qi, Q.; Tao, F. Digital Twin and Big Data Towards Smart Manufacturing and Industry 4.0: 360 Degree Comparison. IEEE Access 2018, 6, 3585–3593. [Google Scholar] [CrossRef]
- Tao, F.; Qi, Q.; Liu, A.; Kusiak, A. Data-Driven Smart Manufacturing. J. Manuf. Syst. 2018, 48, 157–169. [Google Scholar] [CrossRef]
- Ge, Z.; Song, Z.; Ding, S.X.; Huang, B. Data Mining and Analytics in the Process Industry: The Role of Machine Learning. IEEE Access 2017, 5, 20590–20616. [Google Scholar] [CrossRef]
- Kim, D.-H.; Kim, T.J.Y.; Wang, X.; Kim, M.; Quan, Y.-J.; Oh, J.W.; Min, S.H.; Kim, H.; Bhandari, B.; Yang, I.; et al. Smart Machining Process Using Machine Learning: A Review and Perspective on Machining Industry. Int. J. Precis. Eng. Manuf. 2018, 5, 555–568. [Google Scholar] [CrossRef]
- Xu, L.D.; Duan, L. Big Data for Cyber Physical Systems in Industry 4.0: A Survey. Int. J. Enterp. Inf. Syst. 2019, 13, 148–169. [Google Scholar] [CrossRef]
- Sonntag, D.; Zillner, S.; Smagt, P.; Lorincz, A. Overview of CPS for Smart Factories Project: Deep learning, Knowledge Acquisition, Anomaly Detection and Intelligent User Interfaces. In Industrial Internet of Things; Springer: Cham, Switzerland, 2017; pp. 487–504. [Google Scholar]
- Wang, J.; Ma, Y.; Zhang, L.; Gao, R.X.; Wu, D. Deep Learning for Smart Manufacturing: Methods and Applications. J. Manuf. Syst. 2018, 48, 144–156. [Google Scholar] [CrossRef]
- Reis, M.S.; Gins, G. Industrial Process Monitoring in the Big Data/Industry 4.0 Era: From Detection, to Diagnosis, to Prognosis. Processes 2017, 5, 35. [Google Scholar] [CrossRef] [Green Version]
- Ramotsoela, D.; Abu-Mahfouz, A.; Hancke, G. A Survey of Anomaly Detection in Industrial Wireless Sensor Networks with Critical Water System Infrastructure as a Case Study. Sensors 2018, 18, 2491. [Google Scholar] [CrossRef] [Green Version]
- Aggour, K.S.; Gupta, V.K.; Ruscitto, D.; Ajdelsztajn, L.; Bian, X.; Brosnan, K.H.; Kumar, N.C.; Dheeradhada, V.; Hanlon, T.; Iyer, N.; et al. Artificial Intelligence/Machine Learning in Manufacturing and Inspection: A GE Perspective. Mach. Learn. Revol. Mater. Res. 2019, 44, 545–558. [Google Scholar] [CrossRef]
- Weichert, D.; Link, P.; Stoll, A.; Ruping, S.; Inhlenfeldt, S.; Wrobel, S. A Review of Machine Learning for the Optimization of Production Process. Int. J. Adv. Manuf. Technol. 2019, 104, 1889–1902. [Google Scholar] [CrossRef]
- Xu, X.; Hua, Q. Industrial Big Data Analysis in Smart Factory: Current Status and Reasearch Strategies. IEEE Access 2017, 5, 17543–17551. [Google Scholar] [CrossRef]
- Cheng, Y.; Chen, K.; Sun, H.; Zhang, Y.; Tao, F. Data and Knowledge Mining with Big Data towards Smart Production. J. Ind. Inf. Integr. 2018, 9, 1–13. [Google Scholar] [CrossRef]
- Aazam, M.; Zeadally, S.; Harras, K.A. Deploying Fog Computing in Industrial Internet of Things and Industry 4.0. IEEE Trans. Ind. Inf. 2018, 14, 4674–4682. [Google Scholar] [CrossRef]
- Trakadas, P.; Nomikos, N.; Michailidis, E.T.; Zahariadis, T.; Facca, F.M.; Breitgand, D.; Rizou, S.; Masip, X.; Gkonis, P. Hybrid Clouds for Data-Intensive, 5G-Enabled IoT Applications: An Overview, Key Issues and Relevant Architecture. Sensors 2019, 19, 3591. [Google Scholar] [CrossRef] [Green Version]
- O’Donovan, P.; Gallagher, C.; Bruton, K.; O’Sullivan, D. A Fog Computing Industrial Cyber-Physical System for Embedded Low-Latency Machine Learning Industry 4.0 Applications. Manuf. Lett. 2018, 15, 139–142. [Google Scholar] [CrossRef]
- Wan, J.; Yang, J.; Wang, Z.; Hua, Q. Artificial Intelligence for Cloud-Assisted Smart Factory. IEEE Access 2018, 6, 55419–55430. [Google Scholar] [CrossRef]
- Lee, H. Framework and Development of Fault Detection Classification Using IoT Device and Cloud Environment. J. Manuf. Syst. 2017, 43, 257–270. [Google Scholar] [CrossRef]
- Intel© Internet of Things (IoT) Developer Kit: IoT Cloud-Based Analytics UserGuide. Available online: https://software.intel.com/en-us/iot/home (accessed on 22 December 2019).
- Li, L.; Ota, K.; Dong, M. Deep Learning for Smart Industry: Efficient Manufacture Inspection System With Fog Computing. IEEE Trans. Ind. Inf. 2018, 14, 4665–4673. [Google Scholar] [CrossRef] [Green Version]
- Lavassani, M.; Forsström, S.; Jennehag, U.; Zhang, T. Combining Fog Computing with Sensor Mote Machine Learning for Industrial IoT. Sensors 2018, 18, 1532. [Google Scholar] [CrossRef] [Green Version]
- Sodhro, A.H.; Pirbhulal, S.; de Albuquerque, V.H.C. Artificial Intelligence-Driven Mechanism for Edge Computing-Based Industrial Applications. IEEE Trans. Ind. Inf. 2019, 15, 4235–4243. [Google Scholar] [CrossRef]
- Wu, D.; Liu, S.; Zhang, L.; Terpenny, J.; Gao, R.; Kurfess, T.; Guzzo, J. A Fog Computing-Based Framework for Process Monitoring and Prognosis in Cyber-Manufacturing. J. Manuf. Syst. 2017, 43, 25–34. [Google Scholar] [CrossRef]
- Maier, A.; Schriegel, S.; Niggemann, O. Big Data and Machine Learning for the Smart Factory—Solutions for Condition Monitoring, Diagnosis and Optimization. In Industrial Internet of Things; Springer: Cham, Switzerland, 2017; pp. 473–485. [Google Scholar]
- Ye, F.; Zhang, Z.; Chakrabarty, K.; Gu, X. Board-Level Functional Fault Diagnosis Using Artificial Neural Networks, Support-Vector Machines, and Weighted-Majority Voting. IEEE Trans. Comput. Aided Des. Integr. Circuits Syst. 2013, 32, 723–736. [Google Scholar]
- Worden, K.; Staszewski, W.J.; Hensman, J.J. Natural Computing for Mechanical Systems Research: A Tutorial Overview. Mech. Syst. Sig. Process. 2011, 20, 4–111. [Google Scholar] [CrossRef]
- Jin, S.; Ye, F.; Zhang, Z.; Chakrabarty, K.; Gu, X. Efficient Board-Level Functional Fault Diagnosis With Missing Syndromes. IEEE Trans. Comput. Aided Des. Integr. Circuits Syst. 2016, 35, 985–998. [Google Scholar] [CrossRef] [Green Version]
- Hall, M.; Frank, E.; Holmes, G.; Pfahringer, B.; Reutemann, P.; Witten, I.H. The Weka Data Mining Software: An Update. ACM SIGKDD Explor. Newslett. 2009, 11, 10–18. [Google Scholar] [CrossRef]
- Mathew, J.; Pang, C.K.; Luo, M.; Leong, W.H. Classification of Imbalanced Data by Oversampling in Kernel Space of Support Vector Machines. IEEE Trans. Neural Netw. Learn. Syst. 2018, 29, 4065–4076. [Google Scholar] [CrossRef] [PubMed]
- Lin, C.; Deng, D.; Kuo, C.; Chen, L. Concept Drift Detection and Adaption in Big Imbalance Industrial IoT Data Using an Ensemble Learning Method of Offline Classifiers. IEEE Access 2019, 7, 56198–56207. [Google Scholar] [CrossRef]
- Lee, T.; Lee, K.B.; Kim, C.O. Performance of Machine Learning Algorithms for Class-Imbalanced Process Fault Detection Problems. IEEE Trans. Semicond. Manuf. 2016, 29, 436–445. [Google Scholar] [CrossRef]
- Syafrudin, M.; Alfian, G.; Fitriyani, N.L.; Rhee, J. Performance Analysis of IoT-Based Sensor, Big Data Processing, and Machine Learning Model for Real-Time Monitoring System in Automotive Manufacturing. Sensors 2018, 18, 2946. [Google Scholar] [CrossRef] [Green Version]
- Lei, Y.; Jia, F.; Lin, J.; Xing, S.; Ding, S.X. An Intelligent Fault Diagnosis Method Using Unsupervised Feature Learning Towards Mechanical Big Data. IEEE Trans. Ind. Electron. 2016, 63, 3137–3147. [Google Scholar] [CrossRef]
- Yang, Z.-X.; Wang, X.-B.; Zhong, J.-H. Representational Learning for Fault Diagnosis of Wind Turbine Equipment: A Multi-Layered Extreme Learning Machines Approach. Energies 2016, 9, 379. [Google Scholar] [CrossRef] [Green Version]
- Huang, G.B.; Ding, X.; Zhou, H. Optimization Method Based Extreme Learning Machine for Classification. Neurocomputing 2010, 74, 155–163. [Google Scholar] [CrossRef]
- Diaz-Rozo, J.; Bielza, C.; Larrañaga, P. Machine Learning-Based CPS for Clustering High Throughput Machining Cycle Conditions. Procedia Manuf. 2017, 10, 997–1008. [Google Scholar] [CrossRef]
- LeCun, Y.; Bengio, Y.; Hinton, G. Deep Learning. Nature 2015, 521, 436–444. [Google Scholar] [CrossRef]
- Pan, J.; Zi, Y.; Chen, J.; Zhou, Z.; Wang, B. LiftingNet: A Novel Deep Learning Network With Layerwise Feature Learning From Noisy Mechanical Data for Fault Classification. IEEE Trans. Ind. Electron. 2018, 65, 4973–4982. [Google Scholar] [CrossRef]
- Sohaib, M.; Kim, C.H.; Kim, J.M. A Hybrid Feature Model and Deep-Learning-Based Bearing Fault Diagnosis. Sensors 2017, 17, 2876. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Luo, B.; Wang, H.; Liu, H.; Li, B.; Peng, F. Early Fault Detection of Machine Tools Based on Deep Learning and Dynamic Identification. IEEE Trans. Ind. Electron. 2019, 66, 509–518. [Google Scholar] [CrossRef]
- Tao, Y.; Wang, X.; Sánchez, R.; Yang, S.; Bai, Y. Spur Gear Fault Diagnosis Using a Multilayer Gated Recurrent Unit Approach With Vibration Signal. IEEE Access 2019, 7, 56880–56889. [Google Scholar] [CrossRef]
- Wen, L.; Gao, L.; Li, X. A New Snapshot Ensemble Convolutional Neural Network for Fault Diagnosis. IEEE Access 2019, 7, 32037–32047. [Google Scholar] [CrossRef]
- Iqbal, R.; Maniak, T.; Doctor, F.; Karyotis, C. Fault Detection and Isolation in Industrial Processes Using Deep Learning Approaches. IEEE Trans. Ind. Inf. 2019, 15, 3077–3084. [Google Scholar] [CrossRef]
- Moyne, J.; Iskandar, J. Big Data Analytics for Smart Manufacturing: Case Studies in Semiconductor Manufacturing. Processes 2017, 5, 39. [Google Scholar] [CrossRef] [Green Version]
- Diez-Olivan, A.; Del Ser, J.; Galar, D.; Sierra, B. Data Fusion and Machine Learning for Industrial Prognosis: Trends and Perspectives Towards Industry 4.0. Inf. Fusion 2019, 50, 92–111. [Google Scholar] [CrossRef]
- Susto, G.A.; Schirru, A.; Pampuri, S.; McLoone, S.; Beghi, A. Machine Learning for Predictive Maintenance: A Multiple Classifier Approach. IEEE Trans. Ind. Inf. 2015, 11, 812–820. [Google Scholar] [CrossRef] [Green Version]
- Susto, G.A.; Beghi, A.; DeLuca, C. A Predictive Maintenance System for Epitaxy Processes Based on Filtering and Prediction Techniques. IEEE Trans. Semicond. Manuf. 2012, 25, 638–649. [Google Scholar] [CrossRef]
- Yan, J.; Meng, Y.; Lu, L.; Li, L. Industrial Big Data in an Industry 4.0 Environment: Challenges, Schemes, and Applications for Predictive Maintenance. IEEE Access 2017, 5, 23484–23491. [Google Scholar] [CrossRef]
- Wu, D.; Jennings, C.; Terpenny, J.; Gao, R.X.; Kumara, S. A Comparative Study on Machine Learning Algorithms for Smart Manufacturing: Tool Wear Prediction Using Random Forests. ASME J. Manuf. Sci. Eng. 2017, 139, 071018. [Google Scholar] [CrossRef]
- Shin, H.J.; Cho, K.W.; Oh, C.H. SVM-Based Dynamic Reconfiguration CPS for Manufacturing System in Industry 4.0. Wirel. Commun. Mob. Comput. 2018, 2018, 5795037. [Google Scholar] [CrossRef]
- Kuo, C.J.; Ting, K.C.; Chen, Y.C.; Yang, D.L.; Chen, H.M. Automatic Machine Status Prediction in the Era of Industry 4.0: Case Study of Machines in a Spring Factory. J. Syst. Archit. 2017, 81, 44–53. [Google Scholar] [CrossRef]
- Lin, C.; Shu, L.; Deng, D.; Yeh, T.; Chen, Y.; Hsieh, H. A MapReduce-Based Ensemble Learning Method with Multiple Classifier Types and Diversity for Condition-based Maintenance with Concept Drifts. IEEE Cloud Comput. 2017, 4, 38–48. [Google Scholar] [CrossRef]
- Minku, L.L.; Yao, X. DDD: A New Ensemble Approach for Dealing with Concept Drift. IEEE Trans. Knowl. Data Eng. 2012, 24, 619–633. [Google Scholar] [CrossRef] [Green Version]
- Ke, H.; Li, P.; Guo, S.; Guo, M. On Traffic-Aware Partition and Aggregation in MapReduce for Big Data Applications. IEEE Trans. Parallel Distrib. Syst. 2016, 27, 818–828. [Google Scholar] [CrossRef]
- Yu, W.; Dillon, T.S.; Mostafa, F.; Rahayu, W.; Liu, Y. A Global Manufacturing Big Data Ecosystem for Fault Detection in Predictive Maintenance. IEEE Trans. Ind. Inf. 2019. [Google Scholar] [CrossRef]
- Peres, R.S.; Rocha, A.D.; Leitao, P.; Barata, J. IDARTS—Towards Intelligent Data Analysis and Real-Time Supervision for Industry 4.0. Comput. Ind. 2018, 101, 138–146. [Google Scholar] [CrossRef] [Green Version]
- Yan, H.; Wan, J.; Zhang, C.; Tang, S.; Hua, A.; Wang, Z. Industrial Big Data Analytics for Prediction of Remaining Useful Life Based on Deep Learning. IEEE Access 2018, 6, 17190–17197. [Google Scholar] [CrossRef]
- Sun, C.; Ma, M.; Zhao, Z.; Tian, S.; Yan, R.; Chen, X. Deep Transfer Learning Based on Sparse Autoencoder for Remaining Useful Life Prediction of Tool in Manufacturing. IEEE Trans. Ind. Inf. 2019, 15, 2416–2425. [Google Scholar] [CrossRef]
- Cheng, Y.; Zhu, H.; Wu, J.; Shao, X. Machine Health Monitoring Using Adaptive Kernel Spectral Clustering and Deep Long Short-Term Memory Recurrent Neural Networks. IEEE Trans. Ind. Inf. 2019, 15, 987–997. [Google Scholar] [CrossRef]
- Shi, C.; Panoutsos, G.; Luo, B.; Liu, H.; Li, B.; Lin, X. Using Multiple-Feature-Spaces-Based Deep Learning for Tool Condition Monitoring in Ultra-Precision Manufacturing. IEEE Trans. Ind. Inf. 2019, 66, 3794–3803. [Google Scholar] [CrossRef] [Green Version]
- Karnouskos, S. Stuxnet Worm Impact on Industrial Cyber-Physical System Security. In Proceedings of the IECON 2011—37th Annual Conference of the IEEE Industrial Electronics Society, Melbourne, Australia, 7–10 November 2011; pp. 4490–4494. [Google Scholar]
- Chhetri, S.R.; Faezi, S.; Rashid, N.; Al Faruque, M.A. Manufacturing Supply Chain and Product Lifecycle Security in the Era of Industry 4.0. J. Hardware Syst. Secur. 2018, 2, 51–68. [Google Scholar] [CrossRef]
- Hankel, M.; Rexroth, B. The Reference Architectural Model Industrie 4.0 (RAMI 4.0). Available online: https://ec.europa.eu/futurium/en/system/files/ged/a2-schweichhart-reference_architectural_model_industrie_4.0_rami_4.0.pdf (accessed on 22 December 2019).
- Industrial Internet Consortium. Industrial Internet Reference Architecture (IIRA). 2015. Available online: http://www.iiconsortium.org (accessed on 22 December 2019).
- Moustafa, N.; Adi, E.; Turnbull, B.; Hu, J. A New Threat Intelligence Scheme for Safeguarding Industry 4.0 Systems. IEEE Access 2018, 6, 32910–32924. [Google Scholar] [CrossRef]
- Moustafa, N.; Slay, J.; Creech, G. Novel Geometric Area Analysis Technique for Anomaly Detection Using Trapezoidal Area Estimation on Large-Scale Networks. IEEE Trans. Big Data 2019, 5, 481–494. [Google Scholar] [CrossRef]
- Helske, S.; Helske, J. Mixture Hidden Markov Models for Sequence Data: The seqHMM Package in R. arXiv 2017, arXiv:1704.00543. [Google Scholar] [CrossRef] [Green Version]
- Hyvärinen, A.; Oja, E. Independent Component Analysis: Algorithms and Applications. Neural Netw. 2000, 13, 411–430. [Google Scholar] [CrossRef] [Green Version]
- Hink, R.C.B.; Beaver, J.M.; Buckner, M.A.; Morris, T.; Adhikari, U.; Pan, S. Machine Learning for Power System Disturbance and Cyber-Attack Discrimination. In Proceedings of the International Symposium on Resilient Control Systems (ISRCS), Denver, CO, USA, 19–21 August 2014; pp. 1–8. [Google Scholar]
- Moustafa, N.; Slay, J. UNSW-NB15: A Comprehensive Data Set for Network Intrusion Detection. In Proceedings of the 2015 Military Communications and Information Systems Conference (MilCIS), Canberra, Australia, 10–12 November 2015; pp. 1–6. [Google Scholar]
- Wu, M.; Song, Z.; Moon, Y.B. Detecting Cyber-Physical Attacks in CyberManufacturing Systems with Machine Learning Methods. J. Intell. Manuf. 2019, 30, 1111–1123. [Google Scholar] [CrossRef]
- Park, S.T.; Li, G.; Hong, J.C. A Study on Smart Factory-Based Ambient Intelligence Context-Aware Intrusion Detection System Using Machine Learning. J. Ambient Intell. Humaniz. Comput. 2018, 1–8. [Google Scholar] [CrossRef]
- Keliris, A.; Salehghaffari, H.; Cairl, B.; Krishnamurthy, P.; Maniatakos, M.; Khorrami, F. Machine Learning-Based Defense Against Process-Aware Attacks on Industrial Control Systems. In Proceedings of the 2016 IEEE International Test Conference (ITC), Fort Worth, TX, USA, 15–17 November 2016; pp. 1–10. [Google Scholar]
- Downs, J.J.; Vogel, E.F. A Plant-Wide Industrial Process Control Problem. Comput. Chem. Eng. 1993, 17, 245–255. [Google Scholar] [CrossRef]
- Zhou, J.; Li, P.; Zhou, Y.; Wang, B.; Zang, J.; Meng, L. Toward New-Generation Intelligent Manufacturing. Engineering 2018, 4, 11–20. [Google Scholar] [CrossRef]
- Cheng, J.; Chen, W.; Tao, F.; Lin, C.L. Industrial IoT in 5G Environment Towards Smart Manufacturing. J. Ind. Inf. Integr. 2018, 10, 10–19. [Google Scholar] [CrossRef]
- Reimann, J.; Sziebig, G. The Intelligent Factory Space—A Concept for Observing, Learning and Communicating in the Digitalized Factory. IEEE Access 2019, 7, 70891–70900. [Google Scholar] [CrossRef]
- Terziyan, V.; Gryshko, S.; Golovianko, M. Patented Intelligence: Cloning Human Decision Models for Industry 4.0. J. Manuf. Syst. 2018, 48, 204–217. [Google Scholar] [CrossRef]
- Nahavandi, S. Industry 5.0—A Human-Centric Solution. Sustainability 2019, 11, 4371. [Google Scholar] [CrossRef] [Green Version]
- Baines, T.; Mason, S.; Siebers, P.O.; Ladbrook, J. Humans: The Missing Link in Manufacturing Simulation? Simul. Modell. Pract. Theory 2004, 12, 515–526. [Google Scholar] [CrossRef] [Green Version]
- Ansari, F.; Erol, S.; Sihn, W. Rethinking Human-Machine Learning in Industry 4.0: How Does the Paradigm Shift Treat the Role of Human Learning? Procedia Manuf. 2018, 23, 117–122. [Google Scholar] [CrossRef]
- Busogi, M.; Kim, N. Analytical Modeling of Human Choice Complexity in a Mixed Model Assembly Line Using Machine Learning-Based Human in the Loop Simulation. IEEE Access 2017, 5, 10434–10444. [Google Scholar] [CrossRef] [Green Version]
- Doltsinis, S.; Ferreira, P.; Lohse, N. A Symbiotic Human–Machine Learning Approach for Production Ramp-up. IEEE Trans. Hum. Mach. Syst. 2018, 48, 229–240. [Google Scholar] [CrossRef] [Green Version]
- Zheng, X.; Wang, M.; Ordieres-Meré, J. Comparison of Data Preprocessing Approaches for Applying Deep Learning to Human Activity Recognition in the Context of Industry 4.0. Sensors 2018, 18, 2146. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Deep Learning & Artificial Intelligence Solutions from NVIDIA. Available online: https://www.nvidia.com/en-us/deep-learning-ai/ (accessed on 22 December 2019).
- Nurvitadhi, E.; Venkatesh, G.; Sim, J.; Marr, D.; Huang, R.; Ong Gee Hock, J.; Liew, Y.T.; Srivatsan, K.; Moss, D.; Subhaschandra, S.; et al. Can FPGAs beat GPUs in Accelerating Next-Generation Deep Neural Networks? In Proceedings of the ACM/SIGDA International Symposium on Field-Programmable Gate Arrays, Monterey, CA, USA, 22–24 February 2017; pp. 5–14. [Google Scholar]
- Lesjak, C.; Hein, D.; Winter, J. Hardware-Security Technologies for Industrial IoT: TrustZone and Security Controller. In Proceedings of the IECON 2015—41st Annual Conference of the IEEE Industrial Electronics Society, Yokohama, Japan, 9–12 November 2015; pp. 2589–2595. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Short Description | Scope of ML in Industry 4.0 |
|---|---|---|
| Xu H. et al., 2018 [10] | CPS aspects in IIoT | IIoT, cloud/edge computing, sensing and decision-making |
| Rehman et al., 2018 [16] | The role of BDA in IIoT | ML-based BDA for self-organization and prediction |
| Wuest et al., 2016 [15] | ML’s role in manufacturing | Focus on supervised learning for fault diagnosis |
| Ge et al., 2017 [19] | Data mining and BDA in the process industry | Supervised, unsupervised and semi-supervised learning for BDA |
| Kim et al., 2018 [20] | Overview of ML in machining processes | Brief summary on tool-wear and condition monitoring |
| Xu L. D. et al., 2018 [21] | Interaction of big data and CPS in Industry 4.0 | Nothing in particular |
| Wang et al., 2018 [23] | DL for smart manufacturing | Brief overview of fault detection and prediction |
| Ramotsoela et al., 2018 [25] | Overview of anomaly detection in IIoT | Presentation of implementation aspects |
| Aggour et al., 2019 [26] | AI/ML use cases for manufacturing and inspection | Presentation of specific applications for component inspection and life prediction |
| Weichert et al., 2019 [27] | ML for process optimization | Focus on production quality, brief overview of fault detection and prediction |
| Xu X. et al., 2017 [28] | Strategies for BDA, ontology modeling and deduction | Brief overview of DL for predictive diagnostics |
| Cheng et al., 2017 [29] | Data mining and BDA for production management | Nothing in particular |
| This survey | ML-based fault detection, prediction and prevention | Classification and analysis of ML for fault detection, predictive maintenance, HMI and security |
| Reference | Target of Relevant Architecture | ML Solution |
|---|---|---|
| O’Donovan et al., 2018 [32] | Minimisation of failures and latency reduction | SVM |
| Wan et al., 2018 [33] | Improvement of D2C and D2D communication and resource management optimization | General approach for various AI/ML solutions |
| Lee et al., 2017 [34] | Improvement of process quality and dynamic mixed data flow control | SVR, RBF, and DBL-DL |
| Li et al., 2018 [36] | Detection of defect type and degree | CNN |
| Lavassani et al., 2018 [37] | Reduction of spectrum usage and energy consumption | Distributed sensor learning |
| Sodhro et al., 2019 [38] | Sensing and processing execution time management and transmit power reduction | General approach for various AI/ML solutions |
| Wu et al., 2017 [39] | Latency reduction, reliability improvement and scalability provisioning | RandF |
| Reference | Fault Detection Setting | ML Solution |
|---|---|---|
| Maier et al., 2013 [41] | Automated detection for circuit boards | ANNs, SVMs and WMV |
| Jin et al., 2016 [43] | Missing syndromes due to fragmented repair logs | SVM, ANN, Naive Bayes, and Decision Tree |
| Mathew et al., 2018 [45] | Imbalanced data sets | WK-SMOTE SVM |
| Lin et al., 2019 [46] | Imbalanced data sets and concept drifts | Ensemble learning with various offline classifiers |
| Lee et al., 2016 [47] | Imbalanced data sets of semiconductor production | Comparison of three sampling- based, four ensemble, four instance- based, and two SVM methods |
| Syafrudin et al., 2018 [48] | Wide range of data types | DBSCAN-based RandF |
| Lei et al., 2016 [49] | Use of unlabeled data, lack of previous knowledge and diagnostic experience | Two-stage NN with sparse filtering and softmax regression |
| Yang et al., 2016 [50] | Use of raw vibration signals from wind turbines | Multiple hierarchical ELMs |
| Diaz-Rozo et al., 2017 [52] | Machine spindle monitoring | K-means, hierarchical, agglo- merative and Gaussian mixture |
| Pan et al., 2018 [54] | Use of noisy mechanical data | DL-based LiftingNet |
| Sohaib et al., 2017 [55] | Use of vibration acceleration signals for bearing and crack size identification | SAE-based DNNs. |
| Luo et al., 2019 [56] | Time-varying signal features and early fault detection | DL-based dynamic properties extraction |
| Tao et al., 2019 [57] | Failures in the gearbox of mechanical equipment | MGRU-based NN |
| Wen et al., 2019 [58] | Automatic range adjustment of the CLR scheduler | SECNN with MMCCLR |
| Iqbal et al., 2019 [59] | Use of multi-type spatial- temporal signals of an automotive assembly line | DL-based FDI with DAEs |
| Reference | Predictive Maintenance Setting | ML Solution |
|---|---|---|
| Susto et al., 2015 [62] | Imbalanced data sets of integral type faults | MC supervised method |
| Yan et al., 2017 [64] | Unstructured multi- source heterogeneous data | Multi-scale analysis (envelope, time-frequency) |
| Wu et al., 2017 [65] | Heterogeneous data | RandF |
| Shin et al., 2018 [66] | Self-healing in shop-floor | SVM |
| Kuo et al., 2017 [67] | Low-complexity operation for SMEs | NN-based for online feature dimensionality reduction and automated prediction |
| Lin et al., 2017 [68] | Bias mitigation when using a single classifier type | Ensemble learning with MC types and diversity |
| Yu et al., 2019 [71] | Large-scale monitoring with unlabeled data | K-means, DPCA-based T-squared and SPE |
| Peres et al., 2018 [72] | Dynamic changes at the shop-floor level | K-means |
| Yan et al., 2018 [73] | Automated RUL prediction without experts’ knowledge | DL-based DECG |
| Sun et al., 2019 [74] | RUL relevant feature transfer in DL network | DTL with SAE |
| Cheng et al., 2019 [75] | Heterogeneous feature extraction from massive signals | AKSC with LSTM-RNN |
| Shi et al., 2019 [76] | Tool wear identification in ultra-precision manufacturing without experts’ knowledge | Feature spaces-based DL |
| Reference | Target of Security Mechanisms | ML Solution |
|---|---|---|
| Moustafa et al., 2018 [81] | Monitoring and detection of cyber-attacks in Industry 4.0 | MHMM |
| Wu et al., 2019 [87] | Detection of cyber-physical attacks in 3-D printing processes | KNN, RandF, and anomaly detection |
| Park et al., 2018 [88] | Detection of anomalies in multi-variety production systems | DNN |
| Keliris et al., 2016 [89] | Detection of abnormalities and malicious activities | SVM |
| Reference | Target of HMI Implementation | ML Solution |
|---|---|---|
| Busogi et al., 2017 [98] | Prediction of cycle time with respect to task complexity | Linear regression, regression trees, instance-based and SVM |
| Doltsinis et al., 2018 [99] | Reduction of the required iterations and data sets | Q-learning |
| Zheng et al., 2018 [100] | Classification and analysis of daily human activities | CNN |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Angelopoulos, A.; Michailidis, E.T.; Nomikos, N.; Trakadas, P.; Hatziefremidis, A.; Voliotis, S.; Zahariadis, T. Tackling Faults in the Industry 4.0 Era—A Survey of Machine-Learning Solutions and Key Aspects. Sensors 2020, 20, 109. https://doi.org/10.3390/s20010109
Angelopoulos A, Michailidis ET, Nomikos N, Trakadas P, Hatziefremidis A, Voliotis S, Zahariadis T. Tackling Faults in the Industry 4.0 Era—A Survey of Machine-Learning Solutions and Key Aspects. Sensors. 2020; 20(1):109. https://doi.org/10.3390/s20010109
Chicago/Turabian StyleAngelopoulos, Angelos, Emmanouel T. Michailidis, Nikolaos Nomikos, Panagiotis Trakadas, Antonis Hatziefremidis, Stamatis Voliotis, and Theodore Zahariadis. 2020. "Tackling Faults in the Industry 4.0 Era—A Survey of Machine-Learning Solutions and Key Aspects" Sensors 20, no. 1: 109. https://doi.org/10.3390/s20010109