Review on Conductive Polymer/CNTs Nanocomposites Based Flexible and Stretchable Strain and Pressure Sensors

 , ,
, ,
Abstract
:1. Introduction
2. Sensing Principles for Pressure and Strain Sensors
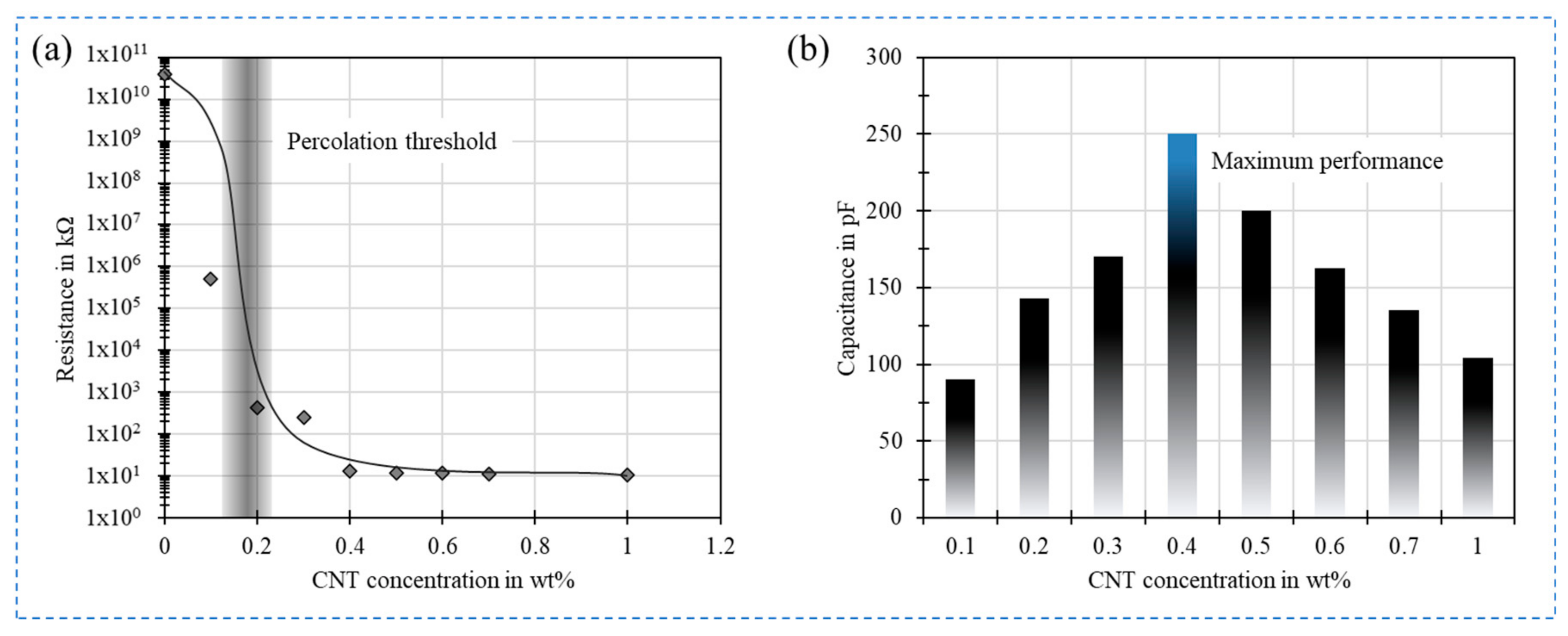
2.1. Basic Phenomena of Percolation
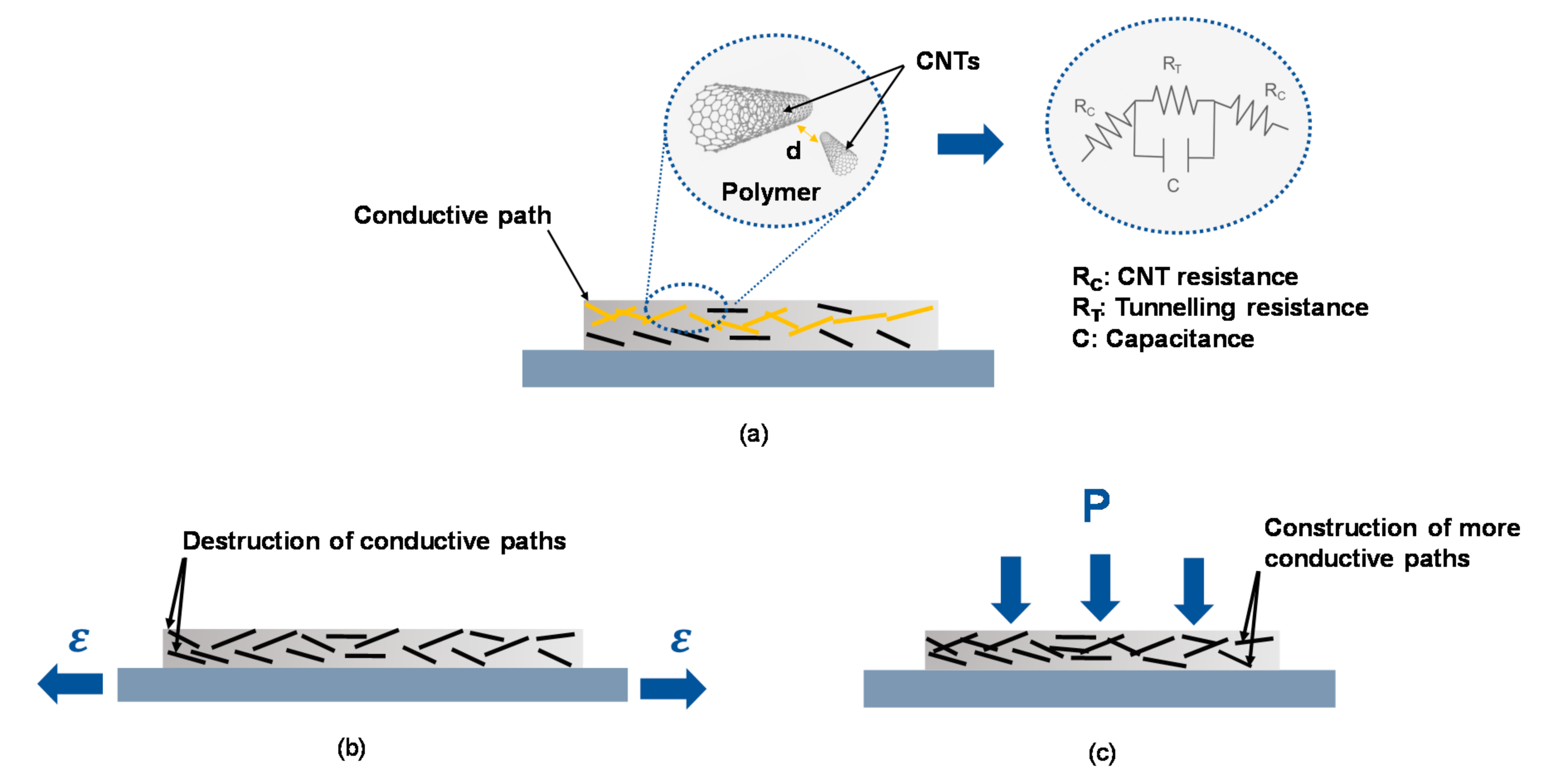
2.2. Piezoresistive Effect
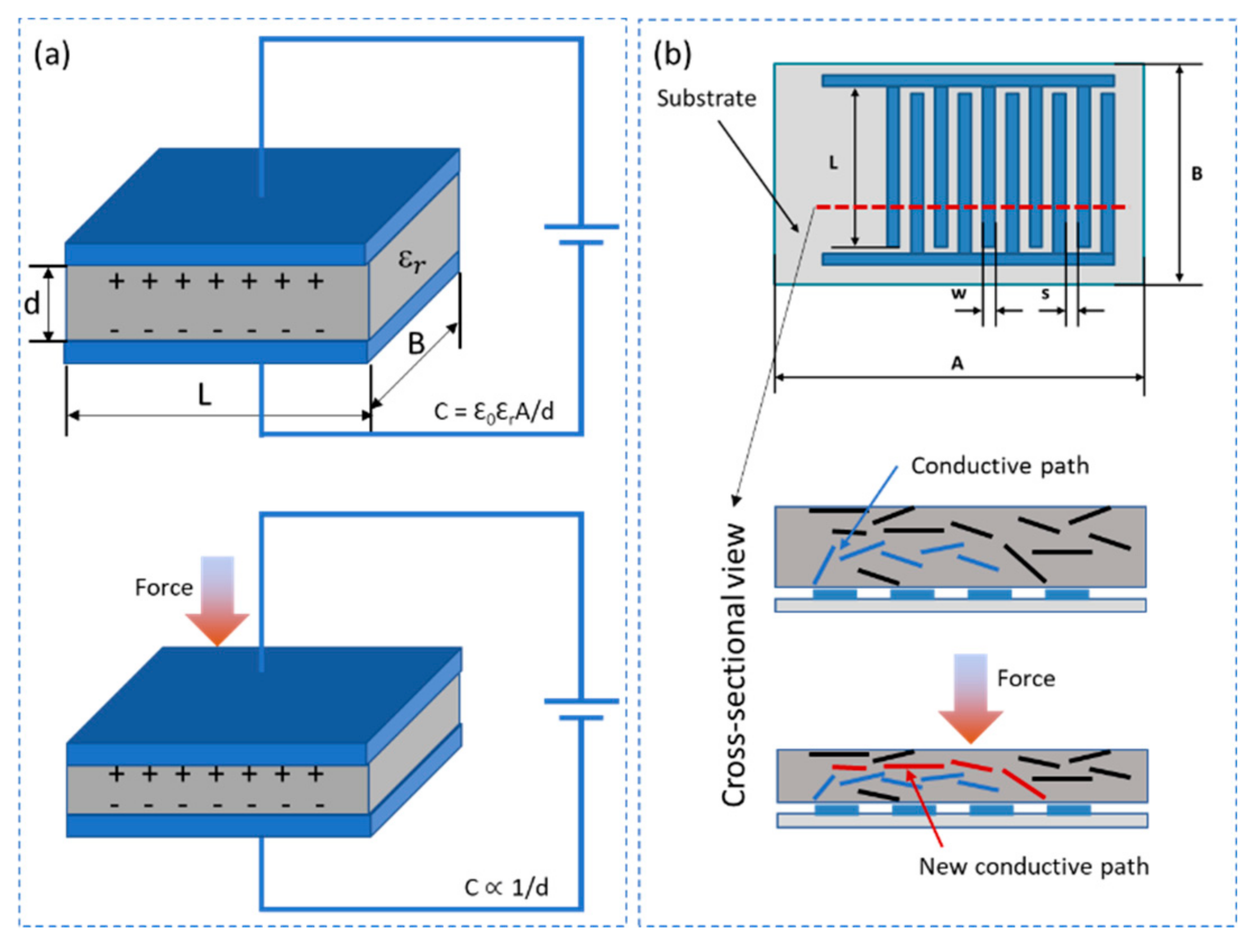
2.3. Piezocapacitive Effect
3. Polymer/CNTs Nanocomposite Materials
3.1. Fabrication Approaches
3.1.1. Solution Processing
3.1.2. Melt Processing
3.1.3. In-Situ Polymerization
3.1.4. Functionalization of CNTs
- Covalent functionalization of CNTs
- Non-covalent functionalization of CNTs
3.2. Influence of Fabrication Approaches on the Electric Properties of the Material
4. Development of Flexible and Stretchable Strain and Pressure Sensors Based on Polymer/CNTs Nanocomposite
4.1. Flexible and Stretchable Polymer/CNTs Strain Sensors Fabrication Methods and Performances
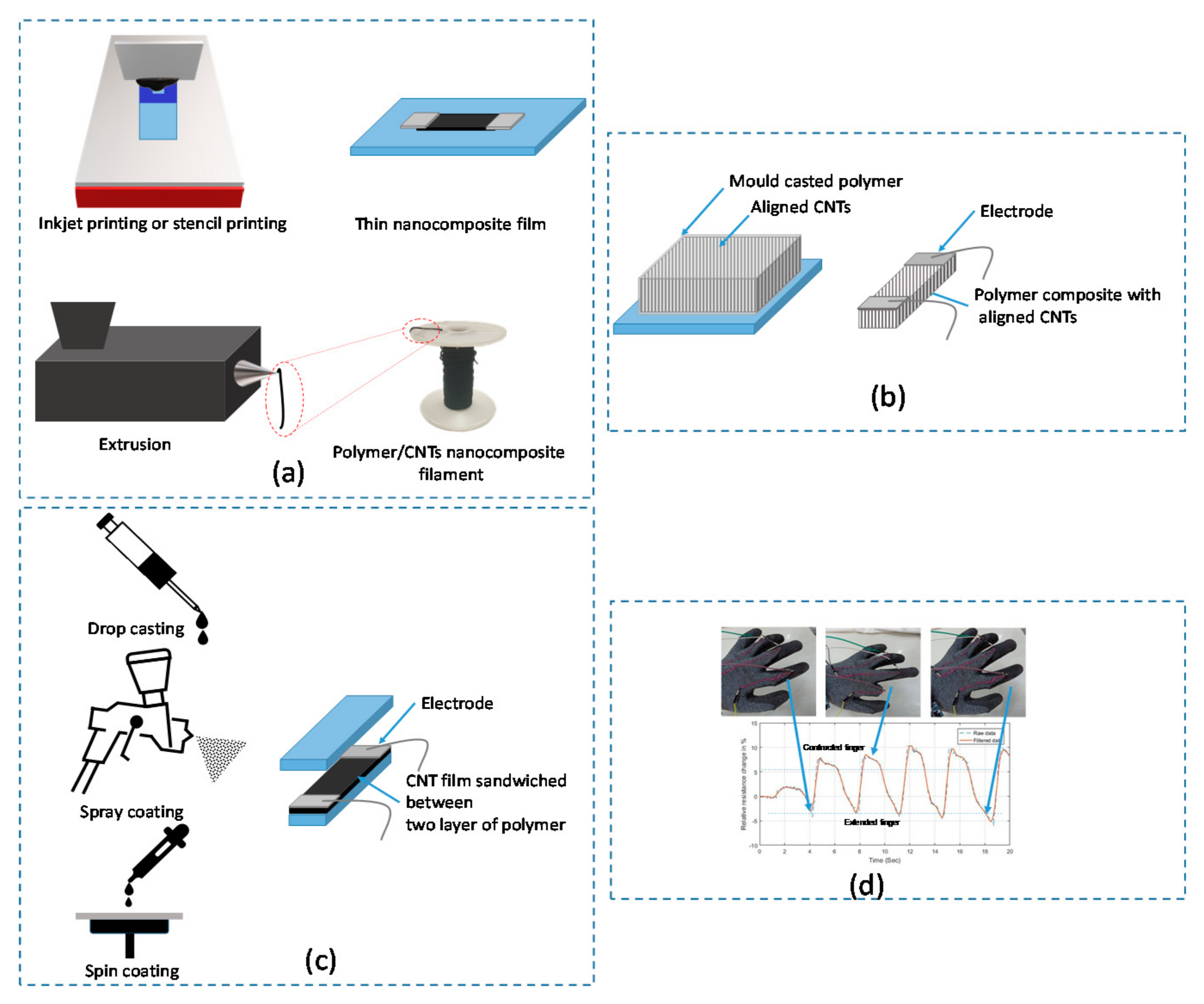
4.1.1. Flexible and Stretchable Strain Sensors Fabrication Methods
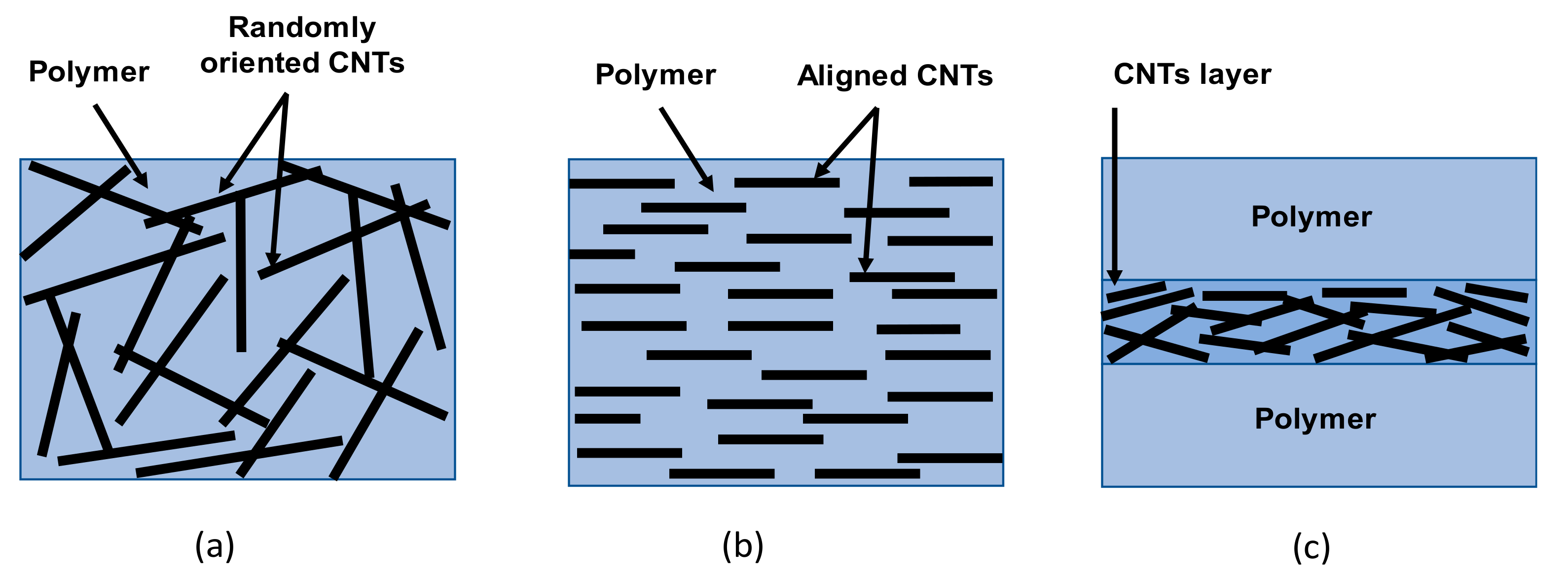
- Flexible polymer filled with randomly oriented CNTs
- Flexible polymer filled with oriented CNTs
- Flexible sandwiched composite with CNTs
4.1.2. Flexible and Stretchable Strain Sensors Performances

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Materials | Fabrication Process | Strain (%) | Gauge Factor | Sensing Principle | Repeatability | Application | Cross- Sensitivity | Response Time | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|
| Thin film-based strain sensor | Aligned CNT/Polycarbonate-urethane (PCU) | Dry-spinnable MWCNT array by chloride-mediated CVD method | 500 | 10 | PR | 180,000 Cycles | Wearable, real time, human body motion sensing | - | 15 ms | [75] |
| (poly-vinylpyrrolidone) Polyurethane/MWCNT laminate MWCNTs oxidized with KMnO4 | Electrospinning | 300 | 450 | PR | 1000 Cycles | Human breath monitoring | Solvent vapor sensing capability | - | [85] | |
| 5.46 vol%. MWCNTs in OBC (elastomeric ethylene-α-octene block copolymer) | Melt mixing | 300 | Randomly CNTs: 5.46 Aligned CNTs: 248 | PR | Not tested | Human motion detection | Not tested | - | [86] | |
| Carbon nanotube/thermoplastic polyurethane (CNT/TPU) nanocomposites | 3D printing by fused deposition modeling (FDM), and 1-pyrenecarboxylic acid (PCA) | - | 11,7213 | PR | Up to 1000 Cycle | Not tested | Not tested | - | [87] | |
| 6% MWCNT/HEPCP nanocomposite | Solvent mixing | 40–340 | Increased by 421.47 time at 340% strain | PR | Not tested | e-skin and wearable devices | IR illumination and temperature sensing capabilities | - | [88] | |
| 0.48% CNTs modified by silane coupling agent (SCA) | Swelling/permeating method | 350 | 20 | PR | Not tested | Flexible sensor field | Not tested | - | [89] | |
| Silicon lamina: Dragon skin/CNTs | - | up to 300% | resolution < 1% | PC | 10,000 cycles at 100% strains | Human motion detection Prototypical data glove and respiration monitor | temperature sensitivity of −0.13%/°C | 100 ms | [90] | |
| MWNT/PDMS Ecoflex/MWCNTs | Blending method | 120% 300% | - | PC | - | e-skin application | Not tested | - | [91] | |
| Filaments strain sensors | Coaxial structure, sheath: TPE, core: SWCNT | Coaxial wet spinning | 100% | GF = 48 for ε < 50% | PR | Up to 3250 cycles | Expansion SHM and wearables | Not tested | <1 s | [67] |
| Coaxial structure, sheath: Ecoflex, Core: Ecoflex/MWCNT | Coaxial wet-spinning (CWS) | Up to 600% | GF = −0.063 for ε = 0–25%, GR = 0.68 for ε = 50–100%, GF = 1378 for ε = 330% | PR | Up to 10,000 cycles | Wearables | Temperature: −80% change in R0 for T = 100 °C (Rref taken at 0 °C) | <295 ms | [66] | |
| Acrylonitrile-butadiene-styrene/MWCNT | Fused filament Fabrication (FFF) | <4% | GF = 3.5 for ε = 3% | PR | Fairly repeatable only after 40 cycles for 10 cycles. | SHM | Not tested | ~1 s | [69] | |
| MWCNT-TPU/SBS | Melt extrusion | ~150% | GF = 26 for ε = 0–50% | PR | Repeatable after the 5th cycle | Wearables and sports | Not tested | ~1 s | [70] |
4.2. Flexible and Stretchable Polymer/CNTs Pressure Sensors Fabrication Methods and Performances
4.2.1. Pressure Sensors Fabrication Processes
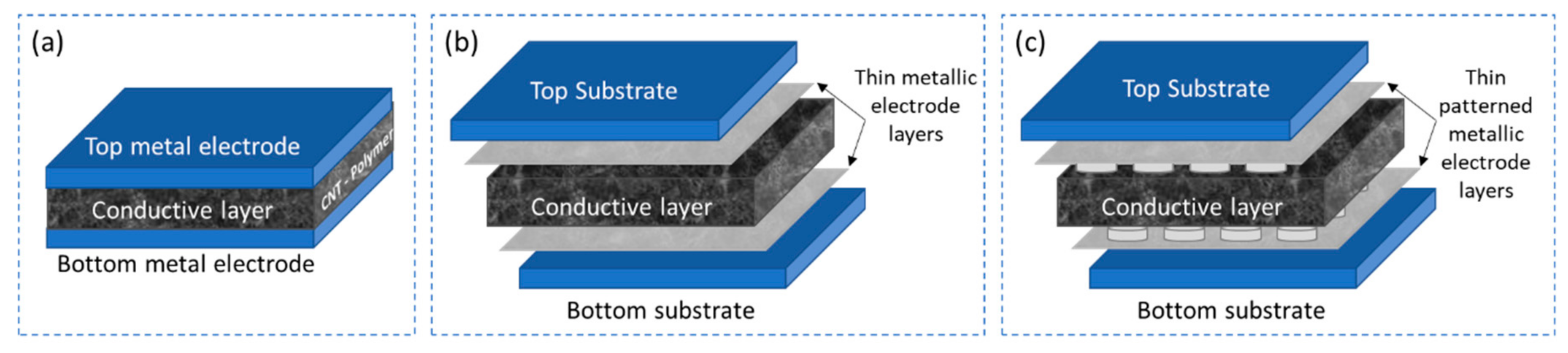
- Parallel plate structure with insulating dielectric layer
- Parallel plate structures with conductive dielectric layer
- Interdigital electrode structure with conductive sensing layer
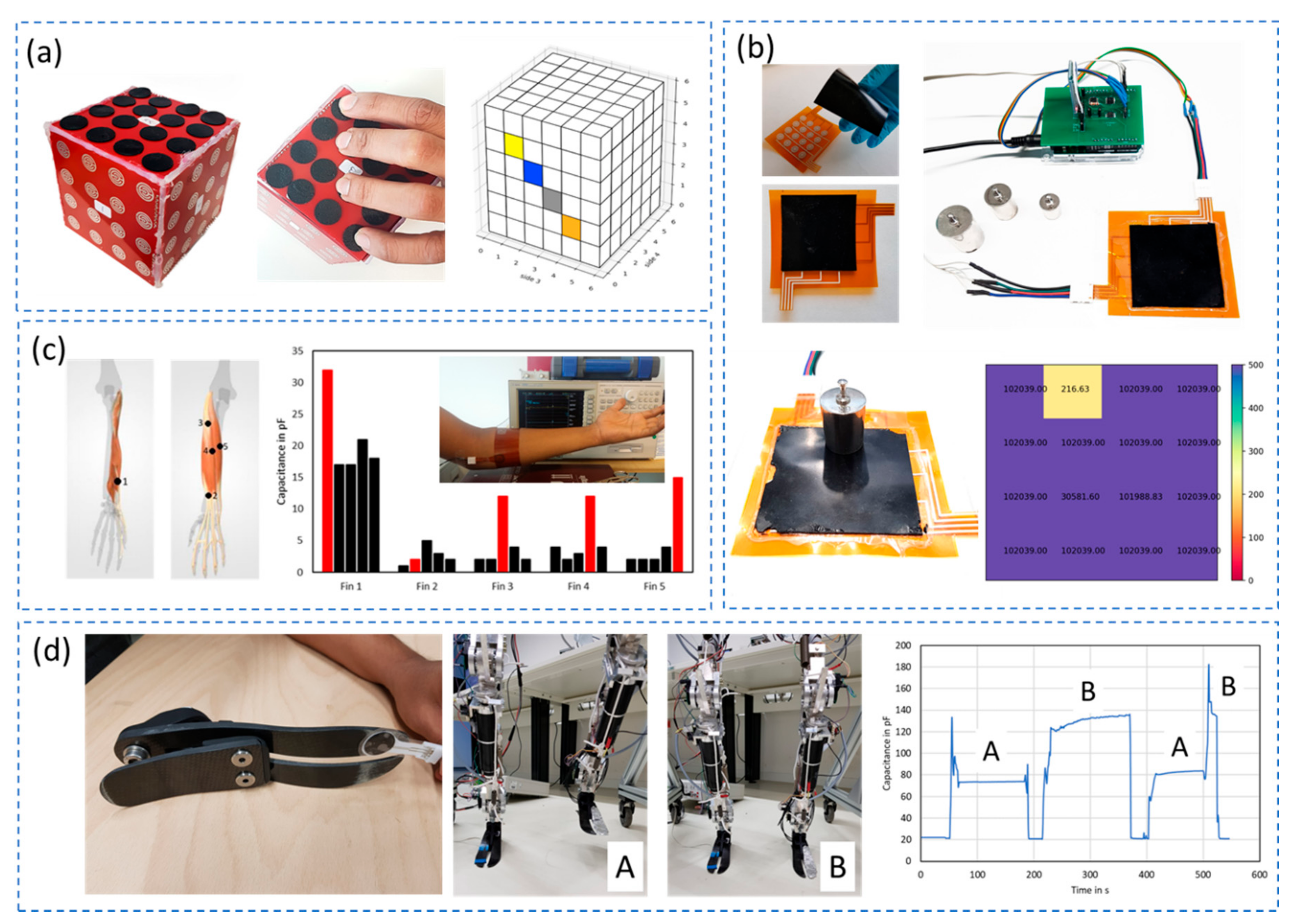
4.2.2. Performance of the Pressure Sensor
5. Novel Trends
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yin, F.; Ye, D.; Zhu, C.; Qiu, L.; Huang, Y. Stretchable, Highly Durable Ternary Nanocomposite Strain Sensor for Structural Health Monitoring of Flexible Aircraft. Sensors 2017, 17, 2677. [Google Scholar] [CrossRef] [PubMed]
- Shin, M.K.; Oh, J.; Lima, M.; Kozlov, M.E.; Kim, S.J.; Baughman, R.H. Elastomeric conductive composites based on carbon nanotube forests. Adv. Mater. 2010, 22, 2663–2667. [Google Scholar] [CrossRef] [PubMed]
- Roh, E.; Hwang, B.U.; Kim, D.; Kim, B.Y.; Lee, N.E. Stretchable, transparent, ultrasensitive, and patchable strain sensor for human–machine interfaces comprising a nanohybrid of carbon nanotubes and conductive elastomers. ACS Nano 2015, 9, 6252–6261. [Google Scholar] [CrossRef]
- Larimi, S.R.; Nejad, H.R.; Oyatsi, M.; O’Brien, A.; Hoorfar, M.; Najjaran, H. Low-cost ultra-stretchable strain sensors for monitoring human motion and bio-signals. Sens. Actuator A Phys. 2018, 271, 182–191. [Google Scholar] [CrossRef]
- Kim, J.; Lee, M.; Shim, H.J.; Ghaffari, R.; Cho, H.R.; Son, D.; Chu, K. Stretchable silicon nanoribbon electronics for skin prosthesis. Nat. Commun. 2014, 5, 5747. [Google Scholar] [CrossRef]
- Lee, H.; Kwon, D.; Cho, H.; Park, I.; Kim, J. Soft Nanocomposite Based Multi-point, Multi-directional Strain Mapping Sensor Using Anisotropic Electrical Impedance Tomography. Sci. Rep. 2017, 7, 39837. [Google Scholar] [CrossRef]
- Li, Y.Q.; Zhu, W.B.; Yu, X.G.; Huang, P.; Fu, S.Y.; Hu, N.; Liao, K. Multifunctional wearable device based on flexible and conductive carbon sponge/polydimethylsiloxane composite. ACS Appl. Mater. Interfaces 2016, 8, 33189–33196. [Google Scholar] [CrossRef]
- Yan, C.; Wang, J.; Kang, W.; Cui, M.; Wang, X.; Foo, C.Y.; Lee, S. Highly stretchable piezoresistive graphene–nanocellulose nanopaper for strain sensors. Adv. Mater 2014, 26, 2022–2027. [Google Scholar] [CrossRef]
- Enser, H.; Sell, J.K.; Schatzl-Linder, M.; Strauß, B.; Hilber, W.; Jakoby, B. Hysteresis and material effects of printed strain gauges embedded in organic coatings. Multidiscip. Digit. Publ. Inst. Proc. 2017, 1, 624. [Google Scholar] [CrossRef]
- Chen, S.; Wei, Y.; Yuan, X.; Lin, Y.; Liu, L. A highly stretchable strain sensor based on a graphene/silver nanoparticle synergic conductive network and a sandwich structure. J. Mater. Chem. 2016, 4, 4304–4311. [Google Scholar] [CrossRef]
- Zhang, W.; Liu, Q.; Chen, P. Flexible strain sensor based on carbon black/silver nanoparticles composite for human motion detection. Materials 2018, 11, 1836. [Google Scholar] [CrossRef] [PubMed]
- Mitrakos, V.; Hands, J.; Cummins, G.; Macintyre, L.; Denison, F.C.; Flynn, D.; Desmulliez, M. Nanocomposite-Based Microstructured Piezoresistive Pressure Sensors for Low-Pressure Measurement Range. Micromachines 2018, 9, 43. [Google Scholar] [CrossRef]
- Zhao, H.; Bai, J. Highly sensitive piezo-resistive graphite nanoplatelet–carbon nanotube hybrids/polydimethylsilicone composites with improved conductive network construction. ACS Appl. Mater. Interfaces 2015, 7, 9652–9659. [Google Scholar] [CrossRef] [PubMed]
- Xu, S.; Yeh, Y.W.; Poirier, G.; McAlpine, M.C.; Register, R.A.; Yao, N. Flexible piezoelectric PMN–PT nanowire-based nanocomposite and device. Nano Lett. 2013, 13, 2393–2398. [Google Scholar] [CrossRef] [PubMed]
- Arshak, K.I.; McDonagh, D.; Durcan, M.A. Development of new capacitive strain sensors based on thick film polymer and cermet technologies. Sens. Actuator A Phys. 2000, 79, 102–114. [Google Scholar] [CrossRef]
- Li, X.; Zhang, R.; Yu, W.; Wang, K.; Wei, J.; Wu, D.; Ruoff, R.S. Stretchable and highly sensitive graphene-on-polymer strain sensors. Sci. Rep. 2012, 2, 870. [Google Scholar] [CrossRef]
- Bouhamed, A.; Müller, C.; Choura, S.; Kanoun, O. Processing and characterization of mwcnts/epoxy nanocomposites thin films for strain sensing applications. Sens. Actuator A Phys. 2017, 257, 65–72. [Google Scholar] [CrossRef]
- Benchirouf, A.; Sanli, A.; El-Houdaigui, I.; Bashorun, M.; Ciers, J.; Muller, C.; Kanoun, O. Evaluation of the piezoresistive behavior of multifunctional nanocomposites thin films. In Proceedings of the 2014 11th International Multi-Conference on Systems, Signals & Devices (SSD), Barcelona, Spain, 11–14 February 2014. [Google Scholar]
- Ramalingame, R.; Chandraker, P.; Kanoun, O. Investigation on the Influence of Solvents on MWCNT-PDMS Nanocomposite Pressure Sensitive Films. Multidiscip. Digit. Publ. Inst. Proc. 2017, 1, 384. [Google Scholar] [CrossRef]
- Bouhamed, A.; Al-Hamry, A.; Müller, C.; Choura, S.; Kanoun, O. Assessing the electrical behaviour of MWCNTs/epoxy nanocomposite for strain sensing. Compos. B Eng. 2017, 128, 91–99. [Google Scholar] [CrossRef]
- Kumar, S.; Gupta, T.K.; Varadarajan, K.M. Strong, stretchable and ultrasensitive MWCNT/TPU nanocomposites for piezoresistive strain sensing. Compos. B Eng. 2019, 177, 107285. [Google Scholar] [CrossRef]
- Shin, U.H.; Jeong, D.W.; Park, S.M.; Kim, S.H.; Lee, H.W.; Kim, J.M. Highly stretchable conductors and piezocapacitive strain gauges based on simple contact-transfer patterning of carbon nanotube forests. Carbon 2014, 80, 396–404. [Google Scholar] [CrossRef]
- Lee, J.; Lim, M.; Yoon, J.; Kim, M.S.; Choi, B.; Kim, D.M.; Choi, S.J. Transparent, flexible strain sensor based on a solution-processed carbon nanotube network. ACS Appl. Mater. Interfaces 2017, 9, 26279–26285. [Google Scholar] [CrossRef] [PubMed]
- Obitayo, W.; Liu, T. A review: Carbon nanotube-based piezoresistive strain sensors. J. Sens. 2012, 2012, 652438. [Google Scholar] [CrossRef]
- Kanoun, O.; Müller, C.; Benchirouf, A.; Sanli, A.; Dinh, T.N.; Al-Hamry, A.; Bouhamed, A. Flexible carbon nanotube films for high performance strain sensors. Sensors 2014, 14, 10042–10071. [Google Scholar] [CrossRef]
- Abazine, K.; Anakiou, H.; El Hasnaoui, M.; Graca, M.F.; Fonseca, M.A.; Costa, L.C.; Oueriagli, A. Electrical conductivity of multiwalled carbon nanotubes/polyester polymer nanocomposites. J. Compos. Mater. 2016, 50, 3283–3290. [Google Scholar] [CrossRef]
- Liu, H.; Gao, J.; Huang, W.; Dai, K.; Zheng, G.; Liu, C.; Shen, C.; Yan, X.; Guo, J.; Guo, Z. Electrically conductive strain sensing polyurethane nanocomposites with synergistic carbon nanotubes and graphene bifillers. Nanoscale 2016, 8, 12977–12989. [Google Scholar] [CrossRef]
- Gardea, F.; Lagoudas, D.C. Characterization of electrical and thermal properties of carbon nanotube/epoxy composites. Compos. B Eng. 2014, 56, 611–620. [Google Scholar] [CrossRef]
- Srivastava, R.K.; Vemuru, V.S.M.; Zeng, Y.; Vajtai, R.; Nagarajaiah, S.; Ajayan, P.M.; Srivastava, A. The strain sensing and thermal–mechanical behavior of flexible multi-walled carbon nanotube/polystyrene composite films. Carbon 2011, 49, 3928–3936. [Google Scholar] [CrossRef]
- Georgous, G.; Pandis, C.; Kalamiotis, A.; Georgiopoulos, P.; Kyritsis, A.; Kontou, E.; Pissis, P.; Mičušík, M.; Czanikova, K.; Kulicek, J.; et al. Strain sensing in polymer/carbon nanotube composites by electrical resistance measurement. Compos. B Eng. 2015, 68, 162–169. [Google Scholar] [CrossRef]
- Pham, G.T.; Park, Y.B.; Lian, Z.; Zhang, C.; Wang, B. Processing and modeling of conductive thermoplastic/carbon nanotube films for strain sensing. Compos. B Eng. 2008, 39, 209–216. [Google Scholar] [CrossRef]
- Park, M.; Kim, H.; Youngblood, J. Strain-dependent electrical resistance of multi-walled carbon nanotube/polymer composite films. Nanotechnology 2008, 19, 055705. [Google Scholar] [CrossRef] [PubMed]
- Zhang, R.; Deng, H.; Valencia, R.; Jin, J.; Fu, Q.; Bilotti, E.; Peijs, T. Strain sensing behavior of elastomeric composite films containing carbon nanotubes under cyclic loading. Compos. Sci. Technol. 2013, 74, 1–5. [Google Scholar]
- Geng, Y.; Liu, M.Y.; Li, J.; Shi, X.M.; Kim, J.K. Effects of surfactant treatment on mechanical and electrical properties of CNT/epoxy nanocomposites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1876–1883. [Google Scholar] [CrossRef]
- Du, F.; Fischer, J.E.; Winey, K.I. Effect of nanotube alignment on percolation conductivity in carbon nanotube/polymer composites. Phys. Rev. B 2005, 72, 121404. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Chou, T.W. Vinyl Ester Nanocomposites for Damage Sensing In Naval Applications. Available online: http://www.iccm-central.org/Proceedings/ICCM17proceedings/Themes/Nanocomposites/POLYMER%20NANOCOMP%20FOR%20STRUC%20APPL/E6.2%20Thostenson.pdf (accessed on 6 January 2021).
- Ramalingame, R.; Lakshmanan, A.; Müller, F.; Thomas, U.; Kanoun, O. Highly sensitive capacitive pressure sensors for robotic applications based on carbon nanotubes and PDMS polymer nanocomposite. J. Sens. Sens. Syst. 2019, 8, 87–94. [Google Scholar] [CrossRef]
- Xu, F.; Li, X.; Shi, Y.; Li, L.; Wang, W.; He, L.; Liu, R. Recent developments for flexible pressure sensors: A review. Micromachines 2018, 9, 580. [Google Scholar] [CrossRef]
- Frømyr, T.R.; Hansen, F.K.; Olsen, T. The optimum dispersion of carbon nanotubes for epoxy nanocomposites: Evolution of the particle size distribution by ultrasonic treatment. J. Nanotechnol. 2012, 2012, 1–14. [Google Scholar] [CrossRef]
- Kasaliwal, G.R.; Villmow, T.; Pegel, S.; Pötschke, P. Influence of material and processing parameters on carbon nanotube dispersion in polymer melts. In Polymer-Carbon Nanotube Composites: Preparation, Properties and Applications; McNally, T., Pötschke, P., Eds.; Woodhead Publishing Materials: Cambridge, UK, 2011. [Google Scholar]
- Jouni, M.; Boiteux, G.; Massardier, V. New melt mixing polyethylene multiwalled carbon nanotube nanocomposites with very low electrical percolation threshold. Polym. Adv. Technol. 2013, 24, 909–915. [Google Scholar] [CrossRef]
- Sandler, J.K.W.; Kirk, J.E.; Kinloch, I.A.; Shaffer, M.S.; Windle, A.H. Ultra-low electrical percolation threshold in carbon-nanotube-epoxy composites. Polymers 2003, 44, 209–216. [Google Scholar] [CrossRef]
- Bauhofer, W.; Kovacs, J.Z. A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos. Sci. Technol. 2009, 69, 1486–1498. [Google Scholar] [CrossRef]
- Kaminsky, W. Polyolefin-nanocomposites with special properties by in-situ polymerization. Front. Chem. Sci. Eng. 2018, 12, 555–563. [Google Scholar] [CrossRef]
- Yoo, H.J.; Jung, Y.C.; Sahoo, N.G.; Cho, J.W. Polyurethane-Carbon Nanotube Nanocomposites Prepared by In-Situ Polymerization with Electroactive Shape Memory. J. Macromol. Sci. A 2006, 45, 441–451. [Google Scholar]
- Zhang, W.; Yang, M.J. Dispersion of carbon nanotubes in polymer matrix by in-situ emulsion polymerization. J. Mater. Sci. 2004, 39, 4921–4922. [Google Scholar] [CrossRef]
- Martin, D.J.; Osman, A.F.; Andriany, Y.; Edwards, G.A. 11-Thermoplastic Polyurethane (TPU)-Based Polymer Nanocomposites, in Advances in Polymer Nanocomposites 2012; Woodhead Publishing Series in Composites Science and Engineering: Cambridge, UK, 2012; pp. 321–350. [Google Scholar]
- Xia, H.; Wang, Q.; Guihua, G. Polymer-Encapsulated Carbon Nanotubes Prepared through Ultrasonically Initiated In Situ Emulsion Polymerization. Chem. Mater. 2003, 15, 3879–3886. [Google Scholar] [CrossRef]
- Khan, W.; Sharma, R.; Saini, P. Carbon Nanotube-Based Polymer Composites: Synthesis, Properties and Applications. In Carbon Nanotubes-Current Progress of Their Polymer Composites; Berder, M.R., Hafez, I.H., Eds.; Intech Open Science: London, UK, 2016. [Google Scholar]
- Azhari, S.; Yousefi, A.T.; Tanaka, H.; Khajeh, A.; Kuredemus, N.; Bigdeli, M.M.; Hamidon, M.N. Fabrication of piezoresistive based pressure sensor via purified and functionalized CNTs/PDMS nanocomposite: Toward development of haptic sensors. Sens. Actuator A Phys. 2017, 266, 158–165. [Google Scholar] [CrossRef]
- Azizighannad, S.; Mitra, S. Controlled synthesis of reduced graphene oxide-carbon nanotube hybrids and their aqueous behavior. J. Nanopart. Res. 2020, 22, 1–11. [Google Scholar] [CrossRef]
- McClory, C.; McNally, T.; Baxendale, M.; Pötschke, P.; Blau, W.; Ruether, M. Electrical and rheological percolation of PMMA/MWCNT nanocomposites as a function of CNT geometry and functionality. Eur. Polym. J. 2010, 46, 854–868. [Google Scholar] [CrossRef]
- Costa, P.; Silva, J.; Ansón-Casaos, A.; Martinez, M.T.; Abad, M.J.; Viana, J.; Lanceros-Méndez, S. Effect of carbon nanotube type and functionalization on the electrical, thermal, mechanical and electromechanical properties of carbon nanotube/styrene–butadiene–styrene composites for large strain sensor applications. Compos. B Eng. 2014, 61, 136–146. [Google Scholar] [CrossRef]
- Bouhamed, A.; Rajendra, D.; Frenzel, P.; Zubkova, T.; Al-Hamry, A.; Miesel, D.; Kamatchi, V.W.; Ramalingame, R.; Quijano, J.R.B.; Lang, H.; et al. Customizing Hydrothermal Properties of Inkjet Printed Sensitive Films by Functionalization of Carbon Nanotubes. Nanotechnology 2020, 32, 105708. [Google Scholar]
- Hirsch, A.; Vostrowsky, O. Functionalization of carbon nanotubes. In Functional Molecular Nanostructures; Springer: Berlin/Heidelberg, Germany, 2005; pp. 193–237. [Google Scholar]
- Bilalis, P.; Katsigiannopoulos, D.; Avgeropoulos, A.; Sakellariou, G. Non-covalent functionalization of carbon nanotubes with polymers. RSC Adv. 2014, 4, 2911–2934. [Google Scholar] [CrossRef]
- Socher, R.; Krause, B.; Müller, M.T.; Boldt, R.; Pötschke, P. The influence of matrix viscosity on MWCNT dispersion and electrical properties in different thermoplastic nanocomposites. Polymers 2012, 53, 495–504. [Google Scholar] [CrossRef]
- Tjong, S.C.; Liang, G.D.; Bao, S. Electrical behavior of polypropylene/multiwalled carbon nanotube nanocomposites with low percolation threshold. Scr. Mater. 2007, 57, 461–464. [Google Scholar] [CrossRef]
- Lanticse, L.J.; Tanabe, Y.; Matsui, K.; Kaburagi, Y.; Suda, K.; Hoteida, M.; Endo, M.; Yasuda, E. Shear-induced preferential alignment of carbon nanotubes resulted in anisotropic electrical conductivity of polymer composites. Carbon 2006, 44, 3078–3086. [Google Scholar] [CrossRef]
- Ke, K.; Wang, Y.; Liu, X.Q.; Cao, J.; Luo, Y.; Yang, W.; Yang, M.B. A comparison of melt and solution mixing on the dispersion of carbon nanotubes in a poly (vinylidene fluoride) matrix. Compos. B Eng. 2012, 43, 1425–1432. [Google Scholar] [CrossRef]
- Alig, I.; Skipa, T.; Engel, M.; Lellinger, D.; Pegel, S.; Pötschke, P. Electrical conductivity recovery in carbon nanotube–polymer composites after transient shear. Phys. Status Solidi B 2007, 244, 4223–4226. [Google Scholar] [CrossRef]
- Hu, N.; Masuda, Z.; Yamamoto, G.; Fukunaga, H.; Hashida, T. Qiu, J. Effect of fabrication process on electrical properties of polymer/multi-wall carbon nanotube nanocomposites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 893–903. [Google Scholar] [CrossRef]
- Sanli, A.; Benchirouf, A.; Müller, C.; Kanoun, O. Piezoresistive performance characterization of strain sensitive multi-walled carbon nanotube-epoxy nanocomposites. Sens. Actuator A Phys. 2017, 254, 61–68. [Google Scholar] [CrossRef]
- He, Z.; Zhou, G.; Byun, J.H.; Lee, S.K.; Um, M.K.; Park, B.; Kim, T.; Li, J. Highly stretchable multi-walled carbon nanotube/thermoplastic polyurethane composite fibers for ultrasensitive, wearable strain sensors. Nanoscale 2019, 11, 5884–5890. [Google Scholar] [CrossRef]
- Pötsche, P.; Brünug, H.; Janke, A.; Fischer, D.; Jehnichen, D. Orientation of multiwalled carbon nanotubes in composites with polycarbonate by melt spinning. Polymers 2005, 46, 10355–10363. [Google Scholar] [CrossRef]
- Tang, Z.; Jia, S.; Wang, F.; Bian, C.; Chen, Y.; Wang, Y.; Li, B. Highly stretchable core–sheath fibers via wet-spinning for wearable strain sensors. ACS Appl. Mater Interfaces 2018, 10, 6624–6635. [Google Scholar] [CrossRef]
- Zhou, J.; Xu, X.; Xin, Y.; Lubineau, G. Coaxial thermoplastic elastomer-wrapped carbon nanotube fibers for deformable and wearable strain sensors. Adv. Funct. Mater. 2018, 28, 1705591. [Google Scholar] [CrossRef]
- Dul, S.; Pegoretti, A.; Fambri, L. Fused filament fabrication of piezoresistive carbon nanotubes nanocomposites for strain monitoring. Front. Mater. 2020, 7, 12. [Google Scholar] [CrossRef]
- Torres, R.; Cheng, Z.; Ramalingame, R.; Kanoun, O. Electrical characterization of elongation sensors based on SBS-CTPU filaments. In Proceedings of the 2018 15th International Multi-Conference on Systems, Signals & Devices (SSD), Hammamet, Tunisia, 19–22 March 2018; pp. 1212–1215. [Google Scholar]
- Bautista-Quijano, J.R.; Torres, R.; Kanoun, O. Flexible strain sensing filaments based on styrene-butadiene-styrene co-polymer mixed with carbon particle filled thermoplastic polyurethane. In Proceedings of the 2018 Nanotechnology for Instrumentation and Measurement (NANOfIM), Mexico City, Mexico, 7–8 November 2018; pp. 1–3. [Google Scholar]
- Rajendran, D.; Da Veiga Torres, R.; Hu, Z.; Ramalingame, R.; Al-Hamry, A.; Kanoun, O. Electronic Motion Capture Glove based on Highly Sensitive Nanocomposite Sensors. In Proceedings of the 2019 16th International Multi-Conference on Systems, Signals & Devices (SSD), Istanbul, Turkey, 21–24 March 2019; pp. 494–497. [Google Scholar]
- Mora, A.; Verma, P.; Kumar, S. Electrical conductivity of CNT/polymer composites: 3D printing, measurements and modeling. Compos. B Eng. 2020, 183, 107600. [Google Scholar] [CrossRef]
- Shi, S.; Chen, Y.; Jing, J.; Yang, L. Preparation and 3D-printing of highly conductive polylactic acid/carbon nanotube nanocomposites via local enrichment strategy. RSC Adv. 2019, 9, 29980–29986. [Google Scholar] [CrossRef]
- Gnanasekaran, K.; Heijmans, T.; Van Bennekom, S.; Woldhuis, H.; Winjia, S. 3D printing of CNT- and graphene-based conductive polymer nanocomposites by fused deposition modeling. Appl. Mater. Today 2017, 9, 21–28. [Google Scholar] [CrossRef]
- Suzuki, K.; Yataka, K.; Okumiya, Y.; Sakakibara, S.; Sako, K.; Mimura, H.; Inoue, Y. Rapid-response, widely stretchable sensor of aligned MWCNT/elastomer composites for human motion detection. ACS Sens. 2016, 1, 817–825. [Google Scholar] [CrossRef]
- Ryu, S.; Lee, P.; Chou, J.B.; Xu, R.; Zhao, R.; Hart, A.J.; Kim, S.G. Extremely elastic wearable carbon nanotube fiber strain sensor for monitoring of human motion. ACS Nano 2015, 9, 5929–5936. [Google Scholar] [CrossRef]
- Liang, B.; Lin, Z.; Chen, W.; He, Z.; Zhong, J.; Zhu, H.; Tang, Z.; Gui, X. Ultra-stretchable and highly sensitive strain sensor based on gradient structure carbon nanotubes. Nanoscale 2018, 10, 13599–13606. [Google Scholar] [CrossRef]
- Chen, J.; Zhu, Y.; Jiang, W. A stretchable and transparent strain sensor based on sandwich-like PDMS/CNTs/PDMS composite containing an ultrathin conductive CNT layer. Compos. Sci. Technol. 2020, 186, 107938. [Google Scholar] [CrossRef]
- Sui, C.; Yang, Y.; Headrick, R.J.; Pan, Z.; Wu, J.; Zhang, J.; Jia, S.; Li, X.; Gao, W.; Dewey, O.S.; et al. Directional sensing based on flexible aligned carbon nanotube film nanocomposites. Nanoscale 2018, 10, 14938–14946. [Google Scholar] [CrossRef]
- Parmar, K.; Mahmoodi, M.; Park, C.; Park, S.S. Effect of CNT alignment on the strain sensing capability of carbon nanotube composites. Smart Mater. Struct. 2013, 22, 075006. [Google Scholar] [CrossRef]
- Lee, B.M.; Huang, Z.; Loh, K.J. Effect of carbon nanotube alignment on nanocomposite sensing performance. Mater. Res. Express 2020, 7, 046406. [Google Scholar] [CrossRef]
- Tanabi, H.; Erdal, M. Effect of CNTs dispersion on electrical, mechanical and strain sensing properties of CNT/epoxy nanocomposites. Results Phys. 2019, 12, 486–503. [Google Scholar] [CrossRef]
- Jang, B.K.; Sakka, Y.; Woo, S.K. Alignment of carbon nanotubes by magnetic fields and aqueous dispersion. J. Phys. Conf. Ser. 2009, 156, 012005. [Google Scholar] [CrossRef]
- Njuguna, M.K.; Yan, C.; Hu, N.; Bell, J.M.; Yarlagadda, P.K.D.V. Sandwiched carbon nanotube film as strain sensor. Compos. B Eng. 2012, 43, 2711–2717. [Google Scholar] [CrossRef]
- Slobodian, P.; Danova, R.; Olejnik, R.; Matyas, J.; Münster, L. Multifunctional flexible and stretchable polyurethane/carbon nanotube strain sensor for human breath monitoring. Polym. Adv. Technol. 2019, 30, 1891–1898. [Google Scholar] [CrossRef]
- Pu, J.H.; Zha, X.J.; Zhao, M.; Li, S.; Bao, R.Y.; Liu, Z.-Y.; Xie, B.; Yang, M.-B.; Guo, Z.; Yang, W. 2D end-to-end carbon nanotube conductive networks in polymer nanocomposites: A conceptual design to dramatically enhance the sensitivities of strain sensors. Nanoscale 2018, 10, 2191–2198. [Google Scholar] [CrossRef]
- Xiang, D.; Zhang, X.; Li, Y.; Harkin-Jones, E.; Zheng, Y.; Wang, L.; Zhao, C.; Wang, P. Enhanced performance of 3D printed highly elastic strain sensors of carbon nanotube/thermoplastic polyurethane nanocomposites via non-covalent interactions. Compos. B Eng. 2019, 176, 107250. [Google Scholar] [CrossRef]
- Li, M.; Wang, Y.; Zhang, Y.; Zhou, H.; Huang, Z.; Li, D. Highly flexible and stretchable MWCNT/HEPCP nanocomposites with integrated near-IR, temperature and stress sensitivity for electronic skin. J. Mater. Chem. C 2018, 6, 5877–5887. [Google Scholar] [CrossRef]
- Zhang, R.; Ying, C.; Gao, H.; Liu, Q.; Fu, X.; Hu, S. Highly flexible strain sensors based on polydimethylsiloxane/carbon nanotubes (CNTs) prepared by a swelling/permeating method and enhanced sensitivity by CNTs surface modification. Compos. Sci. Technol. 2019, 171, 218–225. [Google Scholar] [CrossRef]
- Cai, L.; Song, L.; Luan, P.; Zhang, Q.; Zhang, N.; Gao, Q.; Zhou, W. Super-stretchable, transparent carbon nanotube-based capacitive strain sensors for human motion detection. Sci. Rep. 2013, 3, 1–9. [Google Scholar] [CrossRef]
- Feng, P.; Yuan, Y.; Zhong, M.; Shao, J.; Liu, X.; Xu, J.; Zhang, J.; Li, K.; Zhao, Z. Integrated Resistive-Capacitive Strain Sensors Based on Polymer–Nanoparticle Composites. ACS Appl. Nano Mater. 2020, 3, 4357–4366. [Google Scholar] [CrossRef]
- Pekárek, J.; Ficek, R.; Vrba, R.; Magát, M. Carbon nanostructures used in capacitive sensors as the surface increase element. In Proceedings of the 2009 15th International Symposium for Design and Technology of Electronics Packages (SIITME), Gyula, Hungary, 17–20 September 2009; pp. 323–326. [Google Scholar]
- Shao, N.; Wu, J.; Yang, X.; Yao, J.; Shi, Y.; Zhou, Z. Flexible capacitive pressure sensor based on multi-walled carbon nanotube electrodes. Micro. Nano Lett. 2016, 12, 45–48. [Google Scholar] [CrossRef]
- Maddipatla, D.; Narakathu, B.B.; Ali, M.M.; Chlaihawi, A.A.; Atashbar, M.Z. Development of a novel carbon nanotube based printed and flexible pressure sensor. In Proceedings of the 2017 IEEE Sensors Applications Symposium (SAS), Glassboro, NJ, USA, 13–15 March 2017; pp. 1–4. [Google Scholar]
- Woo, S.J.; Kong, J.H.; Kim, D.G.; Kim, J.M. A thin all-elastomeric capacitive pressure sensor array based on micro-contact printed elastic conductors. J. Mater. Chem. C 2014, 2, 4415–4422. [Google Scholar] [CrossRef]
- Cagatay, E.; Köhler, P.; Lugli, P.; Abdellah, A. Flexible capacitive tactile sensors based on carbon nanotube thin films. IEEE Sens. 2015, 15, 3225–3233. [Google Scholar] [CrossRef]
- Chen, L.; Liu, J.; Wang, X.; Ji, B.; Chen, X.; Yang, B. Flexible capacitive hydrogel tactile sensor with adjustable measurement range using liquid crystal and carbon nanotubes composites. IEEE Trans. Electron Devices 2017, 64, 1968–1972. [Google Scholar] [CrossRef]
- Yoon, S.G.; Park, B.J.; Chang, S.T. Highly sensitive piezocapacitive sensor for detecting static and dynamic pressure using ion-gel thin films and conductive elastomeric composites. ACS Appl. Nano Mater. 2017, 9, 36206–36219. [Google Scholar] [CrossRef]
- Tripathi, R.; Majji, S.N.; Ghosh, R.; Nandi, S.; Boruah, B.D.; Misra, A. Capacitive behavior of carbon nanotube thin film induced by deformed ZnO microspheres. Nanotechnology 2017, 28, 395101. [Google Scholar] [CrossRef]
- Li, J.; Orrego, S.; Pan, J.; He, P.; Kang, S.H. Ultrasensitive, flexible, and low-cost nanoporous piezoresistive composites for tactile pressure sensing. Nanoscale 2019, 11, 2779–2786. [Google Scholar] [CrossRef]
- Miao, L.M.; Meng, B.; Wan, J.; Chen, H.T.; Cheng, X.L.; Song, Y.; Zhang, H.X. A Highly Sensitive Flexible Piezoresistive Sensor Based on Wrinkled CNT-PDMS. In Proceedings of the 2018 IEEE 13th Annual International Conference on Nano/Micro Engineered and Molecular Systems (NEMS), Singapore, 22–26 April 2018; pp. 567–571. [Google Scholar]
- Yogeswaran, N.; Tinku, S.; Khan, S.; Lorenzelli, L.; Vinciguerra, V.; Dahiya, R. Stretchable resistive pressure sensor based on CNT-PDMS nanocomposites. In Proceedings of the 2015 11th Conference on Ph. D. Research in Microelectronics and Electronics (PRIME), Glasgow, UK, 29 June–2 July 2015; pp. 326–329. [Google Scholar]
- Sethumadhavan, V.; Saraf, S.; Chaudhari, A. Development of printable electronic materials for low cost flexible sensor fabrication. In Proceedings of the2017 IEEE International Conference on Electrical, Instrumentation and Communication Engineering (ICEICE), Karur, India, 27–28 April 2017; pp. 1–5. [Google Scholar]
- Lee, W.; Oh, H.W.; Huh, J.D.; Moon, S.J. Simple CNT nanocomposite piezoresistive press sensor. In Proceedings of the 2017 International Conference on Information and Communication Technology Convergence (ICTC), Jeju, Korea, 18–20 October 2017; pp. 1041–1043. [Google Scholar]
- Ramalingame, R.; Hu, Z.; Gerlach, C.; Rajendran, D.; Zubkova, T.R.B.; Kanoun, O. Flexible piezoresistive sensor matrix based on a carbon nanotube PDMS composite for dynamic pressure distribution measurement. J. Sens. Sens. Syst. 2019, 8, 1. [Google Scholar] [CrossRef]
- Luo, S.; Liu, T. SWCNT/Graphite nanoplatelet hybrid thin films for self-temperature-compensated, highly sensitive, and extensible piezoresistive sensors. Adv. Mater. 2013, 25, 5650–5657. [Google Scholar] [CrossRef] [PubMed]
- Ramalingame, R.; Bautista-Quijano, J.R.; Alves, D.D.F.; Kanoun, O. Temperature Self-Compensated Strain Sensors based on MWCNT-Graphene Hybrid Nanocomposite. J. Compos. Sci. 2019, 3, 96. [Google Scholar] [CrossRef]
- Amjadi, M.; Sitti, M. Self-Sensing Paper Actuators Based on Graphite–Carbon Nanotube Hybrid Films. Adv. Sci. 2018, 5, 1800239. [Google Scholar] [CrossRef] [PubMed]
- Liu, C.; Huang, N.; Xu, F.; Tong, J.; Chen, Z.; Gui, X.; Fu, Y.; Lao, C. 3D Printing Technologies for Flexible Tactile Sensors toward Wearable Electronics and Electronic Skin. Polymers 2018, 10, 629. [Google Scholar] [CrossRef]
- Cardoso, R.M.; Castro, S.V.F.; Silva, M.N.T.; Lima, A.P.; Santana, M.H.; Nossol, E.; Silva, R.A.; Richter, E.M.; Paixão, T.; Muñoz, R.A.A. 3D-printed flexible device combining sampling and detection of explosives. Sens. Actuators B Chem. 2019, 292, 308–313. [Google Scholar] [CrossRef]
- Chang, P.; Mei, H.; Tan, Y.; Zhao, Y.; Huang, W.; Cheng, L. A 3D-printed stretchable structural supercapacitor with active stretchability/flexibility and remarkable volumetric capacitance. J. Mater. Chem. A 2020, 27, 13646. [Google Scholar] [CrossRef]
- Areir, M.; Xu, Y.; Harrison, D.; Fyson, J. 3D printing of highly flexible supercapacitor designed for wearable energy storage. Mater. Sci. Eng. B 2017, 226, 29–38. [Google Scholar] [CrossRef]
- Chavez, L.A.; Regis, J.E.; Delfin, L.C.; Garcia Rosales, C.A.; Kim, H.; Love, N.; Liu, Y.; Lin, Y. Electrical and mechanical tuning of 3D printed photopolymer–MWCNT nanocomposites through in situ dispersion. J. App. Polym. Sci. 2019, 136, 47600. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. 3D-printed sensors: Current progress and future challenges. Sens. Actuator A Phys. 2020, 305, 111916. [Google Scholar] [CrossRef]
- Ryan, K.R.; Down, M.P.; Banks, C.E. Future of additive manufacturing: Overview of 4D and 3D printed smart and advanced materials and their applications. Chem. Eng. J. 2021, 403, 126162. [Google Scholar] [CrossRef]
- Pan, J.; Zhang, Z.; Jiang, C.; Zhang, L.; Tong, L. A multifunctional skin-like wearable optical sensor based on an optical micro-/nanofibre. Nanoscale 2020, 12, 17538–17544. [Google Scholar] [CrossRef] [PubMed]
- Bai, H.; Li, S.; Barreiros, J.; Tu, Y.; Pollock, C.R.; Shepherd, R.F. Stretchable distributed fiber-optic sensors. Science 2020, 370, 848–852. [Google Scholar] [CrossRef] [PubMed]













| Polymer Matrix | CNTs Filler | Aspect Ratio | Fabrication Process | Electrical Conductivity/Resistivity | Percolation Threshold | Ref. |
|---|---|---|---|---|---|---|
| Polyester | MWCNTs | D = 50 nm, L = 10–20 μm | Stirring | 3.9 × 10−2 (Ω m)−1 | 0.6% | [26] |
| Polyurethane | Amino-CNT | D = 8–15 nm, 50 nm | Co–coagulation and compression molding method | <4.48 × 10−6 S cm−1 | 0.337 vol% | [27] |
| Epoxy | SWCNTs | D = 1.34 nm, L = 1–10 μm | Solvent processing in acetone | ~4.74 × 106 S cm−1 | Between 0.2 and 0.5 wt.% | [28] |
| Epoxy | Pristine XD CNT | - | Solvent processing in ethanol | - | weight fraction of 0.05 and 0.1 wt.% | [28] |
| Polystyrene (PS) | MWCNTs | - | Solution mixing in toluene | - | 6 wt.% MWCNT | [29] |
| Polyvinylidene-fluoride (PVDF) | MWCNTs | - | Melt-mixing | 219,000 Ω | between 1 and 1.25 wt.% MWCNTs | [30] |
| PMMA | MWCNTs | ID = 5–10 nm, OD = 60–100 nm, L = 0.5– 500 μm | Solvent mixing in chloroform | 1.6–107 Ω/sq | 0.8–1% | [31] |
| PEO | MWCNTs | - | Coagulation | - | Between 0.5 wt.%–1 wt.% | [32] |
| Polyurethane-urea (TPU) | amino-functionalized MWNTs | - | Solution processing | - | 0.35 wt.% | [33] |
| Sensing Layer | Electrode Material | CNT Concentration | Pressure Range | Sensitivity | Sensor Structure | Working Principle | Ref. |
|---|---|---|---|---|---|---|---|
| PDMS-CNT | ITO | 7 wt.% | 0–3.5 kPa | 8.3 kPa−1 | PP | PR | [12] |
| PDMS-MWCNT | Aluminum | 1 wt.% | 0.45 MPa–1.2 MPa | - | PP | PR | [10] |
| PDMS-MWCNT | Chromium-Silver | 8 wt.% | 0–1.4 N | - | IDE | PR | [102] |
| PDMS-carbon flakes | Silver | 25%, 50%, 75% | 0.5 N–10 N | - | IDE | PR | [103] |
| PDMS-CNT | Copper | 15 wt.% | 1.25 kPa–43.75 kPa | - | IDE | PR | [104] |
| Ecoflex | CNT-PDMS | 10 wt.% | 50 kPa–1.2 Mpa | - | PP | PC | [95] |
| Microstructured PDMS | CNT | 0.3 wt.% | 10 mN–1 N | 20% | PP | PC | [13] |
| Parylene | MWCNT/Gold | - | 0–758 Pa | 1.33 kPa−1 | PP | PC | [93] |
| PDMS | CNT ink | - | 15.2 kPa–337 kPa | 0.021% kPa−1 | PP | PC | [94] |
| Liquid Crystal-CNT | Gold | 0.5 wt.% | 0–400 kPa | - | PP | PC | [98] |
| PDMS-CNT | Ion gel | 1.5 wt.% | 0–8 kPa | 9.55 kPa−1 | PP | PC | [99] |
| PDMS-MWCNT | Silver | 1 wt.% | 10 mN–180 N | 25%/N in 0–0.01 N 46.8%/N in 0–1 N | IDE | PC | [40] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kanoun, O.; Bouhamed, A.; Ramalingame, R.; Bautista-Quijano, J.R.; Rajendran, D.; Al-Hamry, A. Review on Conductive Polymer/CNTs Nanocomposites Based Flexible and Stretchable Strain and Pressure Sensors. Sensors 2021, 21, 341. https://doi.org/10.3390/s21020341
Kanoun O, Bouhamed A, Ramalingame R, Bautista-Quijano JR, Rajendran D, Al-Hamry A. Review on Conductive Polymer/CNTs Nanocomposites Based Flexible and Stretchable Strain and Pressure Sensors. Sensors. 2021; 21(2):341. https://doi.org/10.3390/s21020341
Chicago/Turabian StyleKanoun, Olfa, Ayda Bouhamed, Rajarajan Ramalingame, Jose Roberto Bautista-Quijano, Dhivakar Rajendran, and Ammar Al-Hamry. 2021. "Review on Conductive Polymer/CNTs Nanocomposites Based Flexible and Stretchable Strain and Pressure Sensors" Sensors 21, no. 2: 341. https://doi.org/10.3390/s21020341