
A Novel Feature Extraction and Fault Detection Technique for the Intelligent Fault Identification of Water Pump Bearings

 , , , , , , and
, , , , , , and
Abstract
:1. Introduction
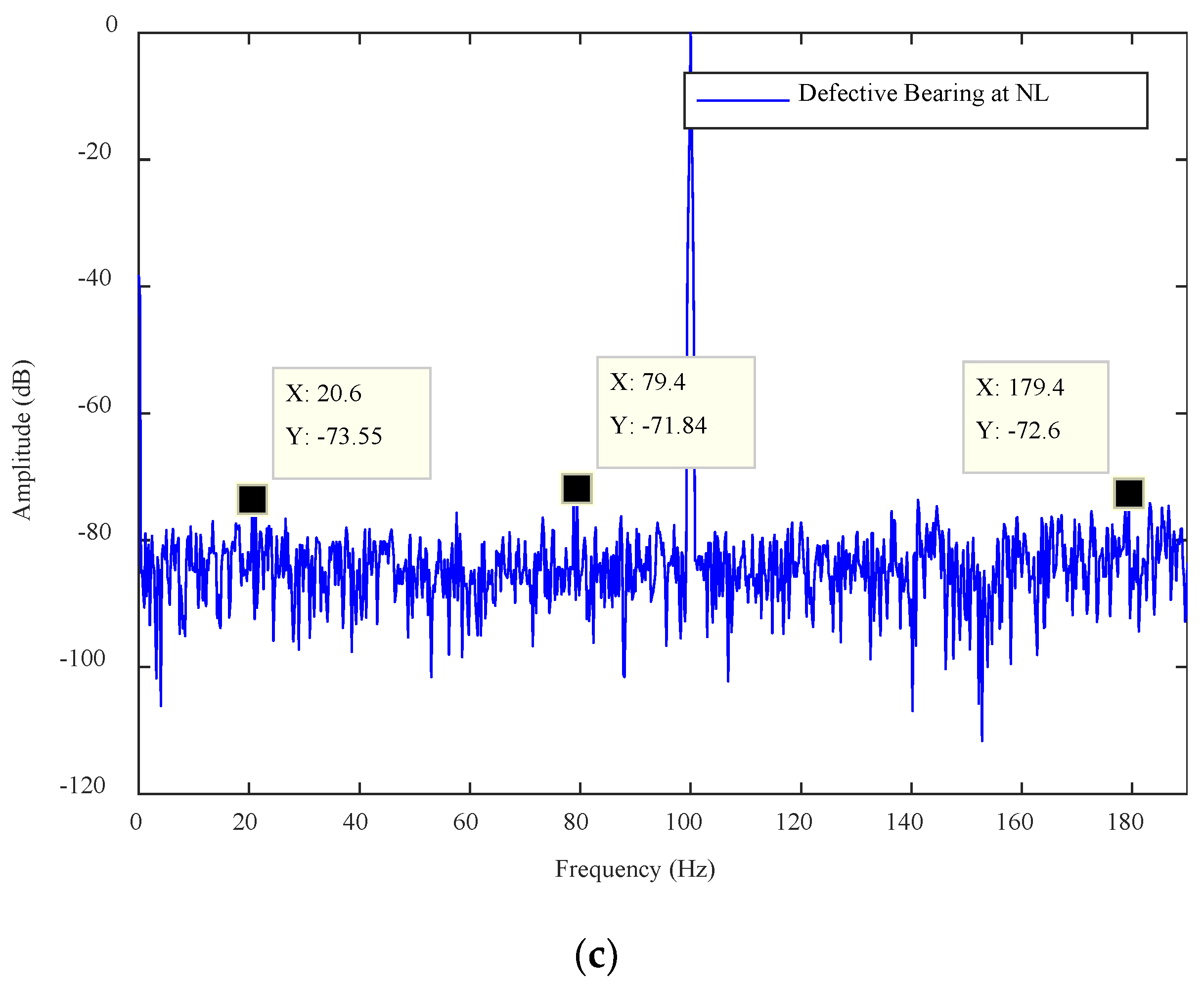
- The harmonic identification using the IPA technique. The IPA provides an advantage over conventional MCA by providing three harmonics related to fault analysis while the MCA provides only two fault-related harmonics. This extra fault harmonic helps to enhance the reliability and accuracy of the condition monitoring system.
- The design of an SFSEA for the feature extraction from the IPA data. The SFSEA extracts strong features by eliminating those features whose amplitudes are dominated by environment noise.
- The development of an XGB classifier to classify the bearing faults using the features extracted through the SFSEA.
2. Feature Selection, Extraction and Detection Framework
2.1. Feature Calculations and SFSEA Framework
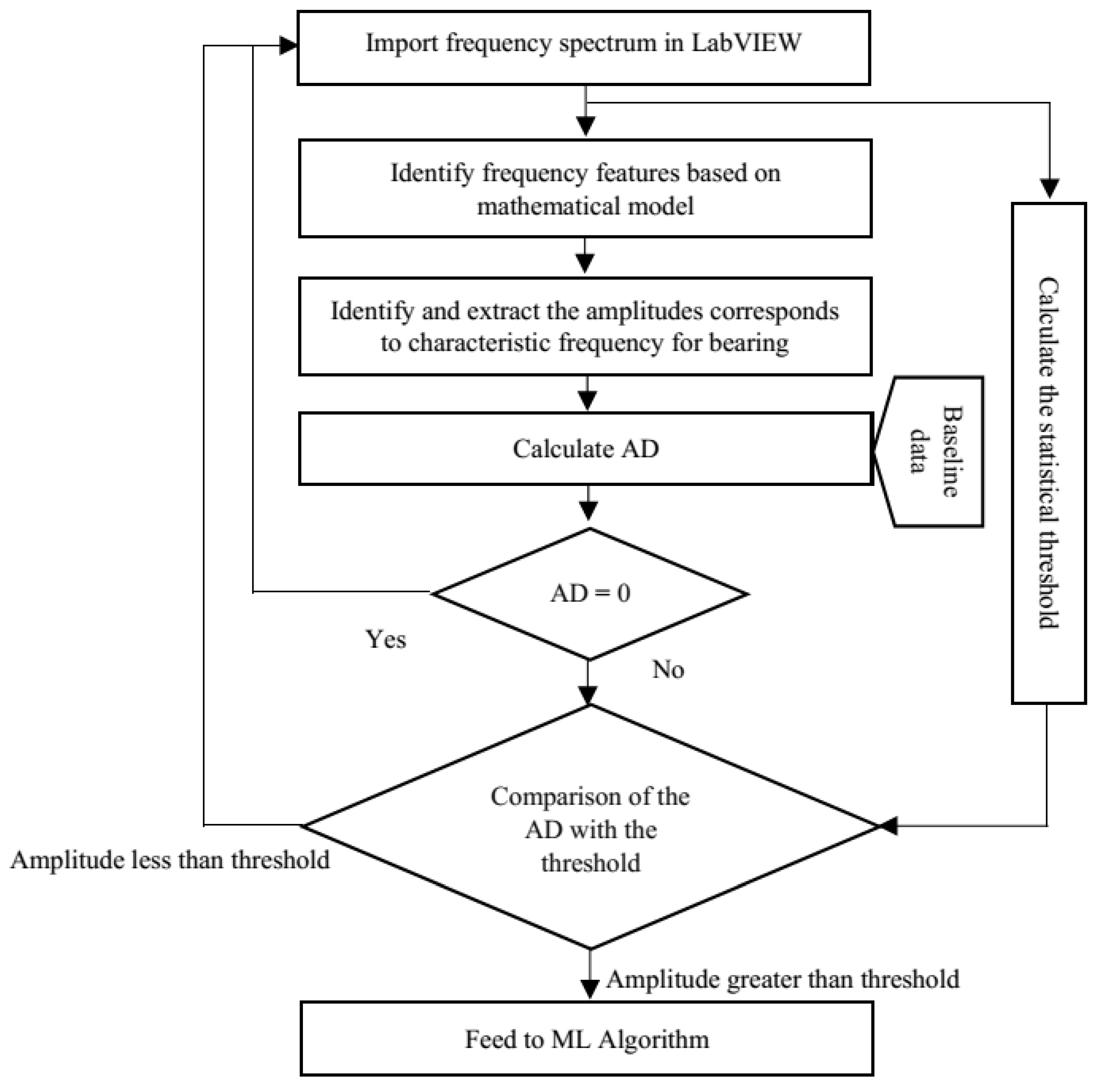
- The frequency spectrum is plotted using an instantaneous power algorithm developed in LabVIEW;
- The fault frequencies are identified using the mathematical model of the instantaneous power;
- The healthy bearing amplitudes are collected and saved as baseline data;
- The faulty bearing amplitudes are collected and compared with the baseline data to measure the amplitude difference (AD) (AD = measured amplitude value at characteristic frequency − baseline amplitude value at the characteristic frequency);
- If the AD is zero, then it is an indication of a healthy bearing;
- If the AD is greater than zero, then it is an indication of the presence of a fault;
- Signature with an AD is greater than zero are finally compared with the statistical threshold to eliminate the impact of the environment noise. Those signatures which are greater than the threshold are selected as the strong features and are fed to the XGB for the fault classification.
2.2. The Description of the Machine Learning Approaches
2.2.1. Support Vector Machine (SVM)
2.2.2. K-Nearest Neighbor (k-NN) Algorithm
2.2.3. Convolutional Neural Network (CNN) Algorithm
3. Experimental Procedure
4. Results and Discussion
5. Fault Classification Algorithm
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dalvand, F.; Kang, M. Detection of generalized-roughness and single point bearing fault using linear prediction-based current noise cancellation. IEEE Trans. Ind. Electron. 2018, 65, 9728–9738. [Google Scholar] [CrossRef]
- Omar, A.; Fahad, A.; Mahmoud, M.; Irfan, M.; Adam, G.; Faisal, A.; Jaroslaw, K.; Witold, G. Sound and Acoustic Emission-based Early Condition Monitoring and Fault Diagnosis of Induction Motor: A Review Study. Adv. Mech. Eng. 2021, 13, 1687814021996915. [Google Scholar]
- Glowacz, A.; Glowacz, W.; Kozik, J.; Irfan, M.; Khan, Z.F. Detection of Deterioration of Three-Phase Induction Motor using Vibration Signals. Meas. Sci. Rev. 2019, 19, 241–249. [Google Scholar] [CrossRef] [Green Version]
- Irfan, M. Modeling of Fault Frequencies for Distributed Damages in Bearing Raceways. J. Nondestruct. Eval. 2019, 38, 1–10. [Google Scholar] [CrossRef]
- Riera-Guasp, M.; Antonino-Daviu, J.A.; Capolino, G.A. Advances in electrical machine, power electronic, and drive condition monitoring and fault detection: State of the art. IEEE Trans. Ind. Electron. 2015, 62, 1746–1759. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, M. Outer race defect width measurement in taper roller bearing using discrete wavelet transform of vibration signal. Measurement 2013, 46, 537–545. [Google Scholar] [CrossRef]
- Irfan, M.; Saad, N.; Alwadie, A. An Automated Spectral Extraction Algorithm for the Fault Diagnosis of Gears. J. Fail. Anal. Prev. 2019, 19, 98–105. [Google Scholar] [CrossRef]
- Kulkarni, S.; Bewoor, A. Vibration based condition assessment of ball bearing with distributed defects. J. Meas. Eng. 2016, 4, 87–94. [Google Scholar]
- Kuruppu, S.S.; Kulatunga, N.A. D-Q current signature-based faulted phase localization for SM-PMAC machine drives. IEEE Trans. Industr. Electron. 2015, 62, 113–121. [Google Scholar] [CrossRef]
- Irfan, M.; Alwadie, A.; Glowacz, A. Design of a Novel Electric Diagnostic Technique for Fault Analysis of Centrifugal Pumps. Appl. Sci. 2019, 9, 5093. [Google Scholar] [CrossRef] [Green Version]
- Saad, N.; Irfan, M.; Ibrahim, R. Condition Monitoring and Faults Diagnosis of Induction Motors: Electrical Signature Analysis; CRC Press: Boca Raton, FL, USA; Routledge-Taylor & Francis Group: London, UK, 2018; ISBN 9780815389958. [Google Scholar]
- Irfan, M.; Saad, N.; Ibrahim, R.; Asirvadam, V.S.; Alwadie, A.; Aman, M. An Assessment on the Non-Invasive Methods for Condition Monitoring of Induction Motors. In Fault Diagnosis and Detection; InTech Publishing: London, UK, 2017; ISBN 978-953-51-5011-4. [Google Scholar]
- Sheikh, M.A.; Nor, N.M.; Ibrahim, T.; Bakhsh, S.T.; Irfan, M.; Daud, H.B. Non-Invasive Methods for Condition Monitoring and Electrical Fault Diagnosis of Induction Motors. In Fault Diagnosis and Detection; InTech Publishing: London, UK, 2017; ISBN 978-953-51-5011-4. [Google Scholar]
- Singh, S.; Kumar, N. Detection of Bearing Faults in Mechanical system using Stator Current Monitoring. IEEE Trans. Ind. Inform. 2017, 13, 1341–1349. [Google Scholar] [CrossRef]
- Piantsop Mbo’o, C.; Hameyer, K. Fault Diagnosis of Bearing Damage by Means of the Linear Discriminant Analysis of Stator Current Features from the Frequency Selection. IEEE Trans. Ind. Appl. 2016, 52, 3861–3868. [Google Scholar]
- Gao, Z.; Cecati, C.; Ding, S.X. A survey of fault diagnosis and fault-tolerant techniques part I: Fault diagnosis with model based and signal-based approaches. IEEE Trans. Industr. Electron. 2015, 62, 3757–3767. [Google Scholar] [CrossRef] [Green Version]
- Sawalhi, N.; Randall, R.B. Vibration response of spalled rolling element bearings: Observations, simulations and signal processing techniques to track the spall size. Mech. Syst. Signal. Process. 2011, 25, 846–870. [Google Scholar] [CrossRef]
- Dolenc, B.; Boškoski, P.; Pfajfar, J.; Juričić, Đ. Vibration based diagnosis of distributed bearing faults. In Vibration Engineering and Technology of Machinery, Proceedings of VETOMAC X, University of Manchester, Manchester UK, 11 September 2014; Springer: Cham, Switzerland, 2014. [Google Scholar]
- Irfan, M.; Saad, N.; Ibrahim, R.; Asirvadam, V.S.; Magzoub, M. An Online Fault Diagnosis System for Induction Motors via Instantaneous Power Analysis. Tribol. Trans. 2017, 60, 592–604. [Google Scholar] [CrossRef]
- Irfan, M.; Saad, N.; Ibrahim, R.; Asirvadam, V.S. Condition Monitoring of Induction Motors via Instantaneous Power Analysis. J. Intell. Manuf. 2017, 28, 1259–1267. [Google Scholar] [CrossRef]
- Hurtado, Z.Y.M.; Tello, C.P.; Sarduy, J.G. A review on detection and fault diagnosis in induction machines. Publ. Cienc. Y Tecnol. 2014, 8, 11–30. [Google Scholar]
- Irfan, M.; Saad, N.; Ibrahim, R.; Asirvadam, V.S.; Magzoub, M. A Non Invasive Method for Condition Monitoring of Induction Motors Operating under Arbitrary Loading Conditions. Arab. J. Sci. Eng. 2015. [Google Scholar] [CrossRef]
- Eftekharnejad, B.; Charnley, B.; Carrasco, M.R. The application of spectral kurtosis on acoustic emission and vibrations from a defective bearing. Mech. Syst. Signal. Process. 2011, 25, 266–284. [Google Scholar] [CrossRef] [Green Version]
- Glowacz, A.; Glowacz, W.; Glowacz, Z.; Kozik, J.; Gutten, M.; Korenciak, D.; Khan, Z.F.; Irfan, M.; Carletti, E. Fault Diagnosis of Three Phase Induction Motor using Current Signal, MSAF-Ratio15 and Selected Classifiers. Arch. Metall. Mater. 2017, 62, 2413–2419. [Google Scholar] [CrossRef]
- Li, Y.; Xu, M.; Liang, X.; Huang, W. Application of bandwidth EMD and bdaptive multi-scale morphology analysis for incipient fault diagnosis of rolling bearings. IEEE Trans. Ind. Electron. 2017, 64, 6506–6517. [Google Scholar] [CrossRef]
- Irfan, M.; Saad, N.; Ibrahim, R.; Asirvadam, V.S.; Magzoub, M. An Intelligent Fault Diagnosis of Induction Motors in an Arbitrary Noisy Environment. J. Nondestruct. Eval. 2016, 35, 1–13. [Google Scholar] [CrossRef]
- Gunasekaran, S.; Esakimuthu Pandarakone, S.; Asano, K.; Mizuno, Y.; Nakamura, H. Condition Monitoring and Diagnosis of Outer Raceway Bearing Fault using Support Vector Machine. In Proceedings of the International Conference on Condition Monitoring and Diagnosis (CMD 2018), Perth, Australia, 23–26 September 2018; pp. 1–6. [Google Scholar]
- Pandarakone, S.E.; Mizuno, Y.; Nakamura, H. A Comparative Study between Machine Learning Algorithm and Artificial Intelligence Neural Network in Detecting Minor Bearing Fault of Induction Motors. Energies 2019, 12, 2105. [Google Scholar] [CrossRef] [Green Version]
- Frosini, L.; Harlisca, C.; Szabo, L. Induction Machine Bearing Fault Detection by Means of Statistical Processing of the Stray Flux Measurement. IEEE Trans. Ind. Electron. 2015, 62, 1846–1854. [Google Scholar] [CrossRef]
- AlShorman, O.; Irfan, M.; Saad, N.; Zhen, D.; Haider, N.; Glowacz, A. A Review of Artificial Intelligence Methods for Condition Monitoring and Fault Diagnosis of Rolling Element Bearings for Induction Motor. Shock Vib. J. 2020. [Google Scholar] [CrossRef]
- Elforjani, M.; Shanbr, S. Prognosis of Bearing Acoustic Emission Signals Using Supervised Machine Learning. IEEE Trans. Ind. Electron. 2018, 65, 5864–5871. [Google Scholar] [CrossRef] [Green Version]
- Soualhi, A.; Razik, H.; Clerc, G.; Doan, D.D. Prognosis of Bearing Failures Using Hidden Markov Models and the Adaptive Neuro-Fuzzy Inference System. IEEE Trans. Ind. Electron. 2014, 61, 2864–2874. [Google Scholar] [CrossRef]
- Tayyab, S.M.; Asghar, E.; Pennacchi, P.; Chatterton, S. Intelligent fault diagnosis of rotating machine elements using machine learning through optimal features extraction and selection. Procedia Manuf. 2020, 51, 266–273. [Google Scholar] [CrossRef]
- Orrù, P.F.; Zoccheddu, A.; Sassu, L.; Mattia, C.; Cozza, R.; Arena, S. Machine learning approach using MLP and SVM algorithms for the fault prediction of a centrifugal pump in the oil and gas industry. Sustainability 2020, 12, 4776. [Google Scholar] [CrossRef]
- Jin, T.; Yan, C.; Chen, C.; Yang, Z.; Tian, H.; Wang, S. Light neural network with fewer parameters based on CNN for fault diagnosis of rotating machinery. Measurement 2021, 109639. [Google Scholar] [CrossRef]
- Liu, R.; Yang, B.; Zio, E.; Chen, X. Artificial intelligence for fault diagnosis of rotating machinery: A review. Mech. Syst. Signal. Process. 2018, 108, 33–47. [Google Scholar] [CrossRef]
- Raza, M.; Awais, M.; Singh, N.; Imran, M.; Hussain, S. Intelligent IoT framework for indoor healthcare monitoring of Parkinson’s disease patient. IEEE J. Sel. Areas Commun. 2020. [Google Scholar] [CrossRef]
- Rahman, S.; Irfan, M.; Raza, M.; Moyeezullah Ghori, K.; Yaqoob, S.; Awais, M. Performance analysis of boosting classifiers in recognizing activities of daily living. Int. J. Environ. Res. Public Health 2020, 17, 1082. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- XGBoost Documentation. Available online: https://xgboost.readthedocs.io/en/latest/ (accessed on 10 December 2020).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Shaft Load | Shaft Speed (Revolutions per Minute) | The Locations of Fault Features in the Spectrum (Hz) | ||
|---|---|---|---|---|
| X1 | X2 | X3 | ||
| 0% | 1490 | 79.4 | 20.6 | 179.4 |
| 50% | 1452 | 77.4 | 22.6 | 177.4 |
| 100% | 1400 | 74.6 | 25.4 | 174.6 |
| Load | Normal Bearing Amplitude (dB) | Defect Class | Defective Bearing Amplitude (dB) | AD (dB) | Statistical Threshold (dB) | Comments |
|---|---|---|---|---|---|---|
| NL | −81.44 −80.54 −81.22 | Type 1 | −77.44 −76.39 −77.16 | 4 4.15 4.06 | −73.9 dB | Weak features |
| Type 2 | −73.55 −71.8 −72.6 | 7.89 8.7 8.62 | Strong features | |||
| ML | −84.49 | Type 1 | −74.37 | 10.12 | −73.9 dB | Weak feature |
| −84.77 | −74.6 | 10.17 | Weak feature | |||
| −79.42 | −69.12 | 10.40 | Strong feature | |||
| −84.49 | Type 2 | −72.1 | 12.40 | −73.9 dB | Strong feature | |
| −84.77 | −72.95 | 11.82 | Strong feature | |||
| −79.42 | −67.72 | 11.7 | Strong feature | |||
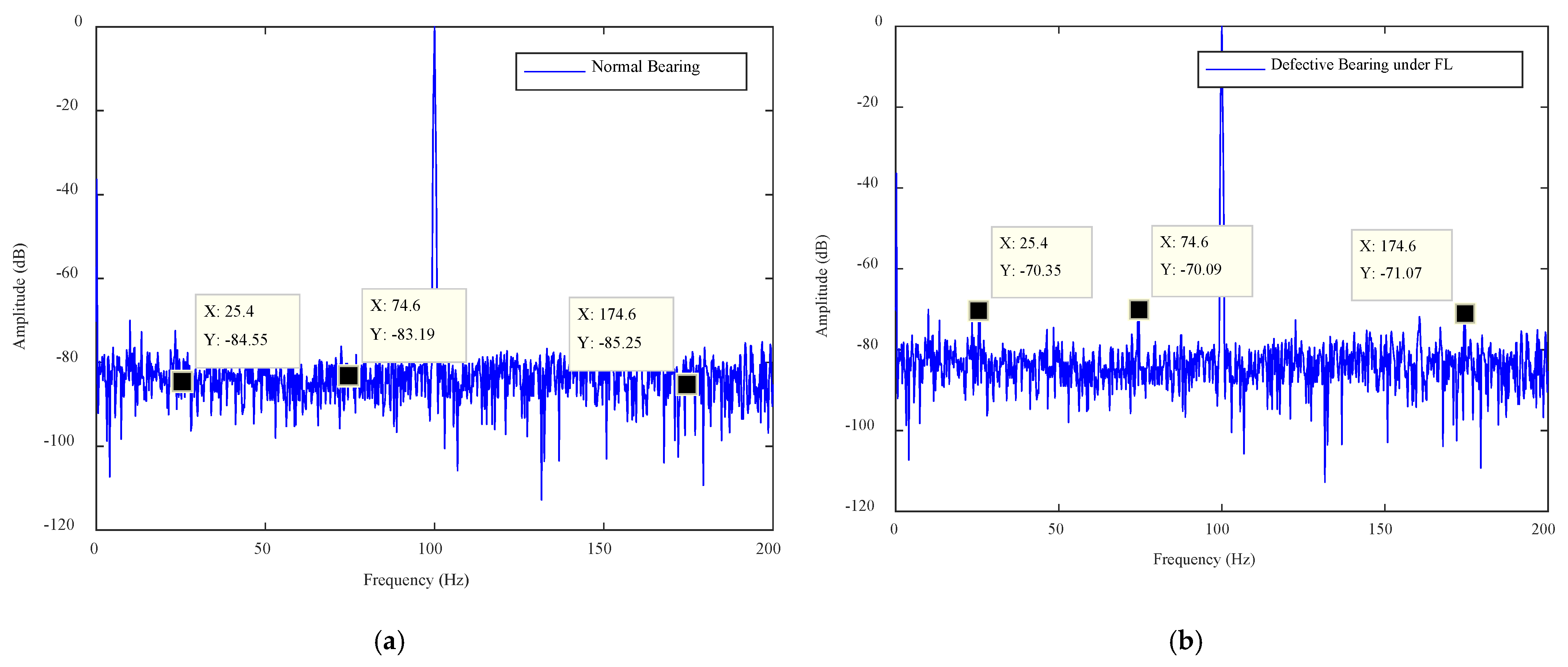
| FL | −84.55 | Type 1 | −70.35 | 14.20 | −73.9 dB | Strong feature |
| −83.19 | −70.09 | 13.10 | Strong feature | |||
| −85.25 | −71.07 | 14.18 | Strong feature | |||
| −84.55 | Type 2 | −67.5 | 17.05 | −73.9 dB | Strong feature | |
| −83.19 | −67.9 | 15.29 | Strong feature | |||
| −85.25 | −69.53 | 15.72 | Strong feature |
| Classes | Description of Classes | Features | Description of Features |
|---|---|---|---|
| NL | No load with no defect | Y1 | Amplitude in db against first frequency point, i.e., X1 |
| Y2 | Amplitude in db against second frequency point, i.e., X2 | ||
| Y3 | Amplitude in db against third frequency point, i.e., X3 | ||
| NL1 | No load with type 1 defect | Y1 | Amplitude in db against first frequency point, i.e., X1 |
| Y2 | Amplitude in db against second frequency point, i.e., X2 | ||
| Y3 | Amplitude in db against third frequency point, i.e., X3 | ||
| NL2 | No load with type 2 defect | Y1 | Amplitude in db against first frequency point, i.e., X1 |
| Y2 | Amplitude in db against second frequency point, i.e., X2 | ||
| Y3 | Amplitude in db against third frequency point, i.e., X3 | ||
| ML | Medium load with no defect | Y1 | Amplitude in db against first frequency point, i.e., X1 |
| Y2 | Amplitude in db against second frequency point, i.e., X2 | ||
| Y3 | Amplitude in db against third frequency point, i.e., X3 | ||
| ML1 | Medium load with type 1 defect | Y1 | Amplitude in db against first frequency point, i.e., X1 |
| Y2 | Amplitude in db against second frequency point, i.e., X2 | ||
| Y3 | Amplitude in db against third frequency point, i.e., X3 | ||
| ML2 | Medium load with type 2 defect | Y1 | Amplitude in db against first frequency point, i.e., X1 |
| Y2 | Amplitude in db against second frequency point, i.e., X2 | ||
| Y3 | Amplitude in db against third frequency point, i.e., X3 | ||
| FL | Full load with no defect | Y1 | Amplitude in db against first frequency point, i.e., X1 |
| Y2 | Amplitude in db against second frequency point, i.e., X2 | ||
| Y3 | Amplitude in db against third frequency point, i.e., X3 | ||
| FL1 | Full load with type 1 defect | Y1 | Amplitude in db against first frequency point, i.e., X1 |
| Y2 | Amplitude in db against second frequency point, i.e., X2 | ||
| Y3 | Amplitude in db against third frequency point, i.e., X3 | ||
| FL2 | Full load with type 2 defect | Y1 | Amplitude in db against first frequency point, i.e., X1 |
| Y2 | Amplitude in db against second frequency point, i.e., X2 | ||
| Y3 | Amplitude in db against third frequency point, i.e., X3 |
| Experiment (E) | Features Used | Accuracy, % | ||
|---|---|---|---|---|
| Y1 | Y2 | Y3 | ||
| E1 | ✔ | ✖ | ✖ | 96.57 |
| E2 | ✖ | ✔ | ✖ | 100 |
| E3 | ✖ | ✖ | ✔ | 99.69 |
| E4 | ✔ | ✔ | ✖ | 100 |
| E5 | ✔ | ✖ | ✔ | 100 |
| E6 | ✖ | ✔ | ✔ | 100 |
| E7 | ✔ | ✔ | ✔ | 100 |
| (a) E1 | (b)E2 |
 |  |
| (c) E3 | (d) E4 |
 |  |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Irfan, M.; Alwadie, A.S.; Glowacz, A.; Awais, M.; Rahman, S.; Khan, M.K.A.; Jalalah, M.; Alshorman, O.; Caesarendra, W. A Novel Feature Extraction and Fault Detection Technique for the Intelligent Fault Identification of Water Pump Bearings. Sensors 2021, 21, 4225. https://doi.org/10.3390/s21124225
Irfan M, Alwadie AS, Glowacz A, Awais M, Rahman S, Khan MKA, Jalalah M, Alshorman O, Caesarendra W. A Novel Feature Extraction and Fault Detection Technique for the Intelligent Fault Identification of Water Pump Bearings. Sensors. 2021; 21(12):4225. https://doi.org/10.3390/s21124225
Chicago/Turabian StyleIrfan, Muhammad, Abdullah Saeed Alwadie, Adam Glowacz, Muhammad Awais, Saifur Rahman, Mohammad Kamal Asif Khan, Mohammad Jalalah, Omar Alshorman, and Wahyu Caesarendra. 2021. "A Novel Feature Extraction and Fault Detection Technique for the Intelligent Fault Identification of Water Pump Bearings" Sensors 21, no. 12: 4225. https://doi.org/10.3390/s21124225