In the cutting process, the plastic deformation of the material mainly occurs in the shear zone. Due to the increased cutting speed, the temperature in the shear zone sharply increases, which causes the thermal softening of the material, and thus the material undergoes greater plastic deformation. During the cutting process (especially high-speed cutting), the material exceeds its yield limit and flows like a fluid on the material matrix and the surface of the tool rake in the form of chips. Whether from the model or the actual processing, the cutting process is a viscous flow process similar to that of a fluid. A flow stress model of duplex stainless steel is closer to Newtonian fluid in terms of the viscous effect of materials.
2.1. Shear Zone Analysis
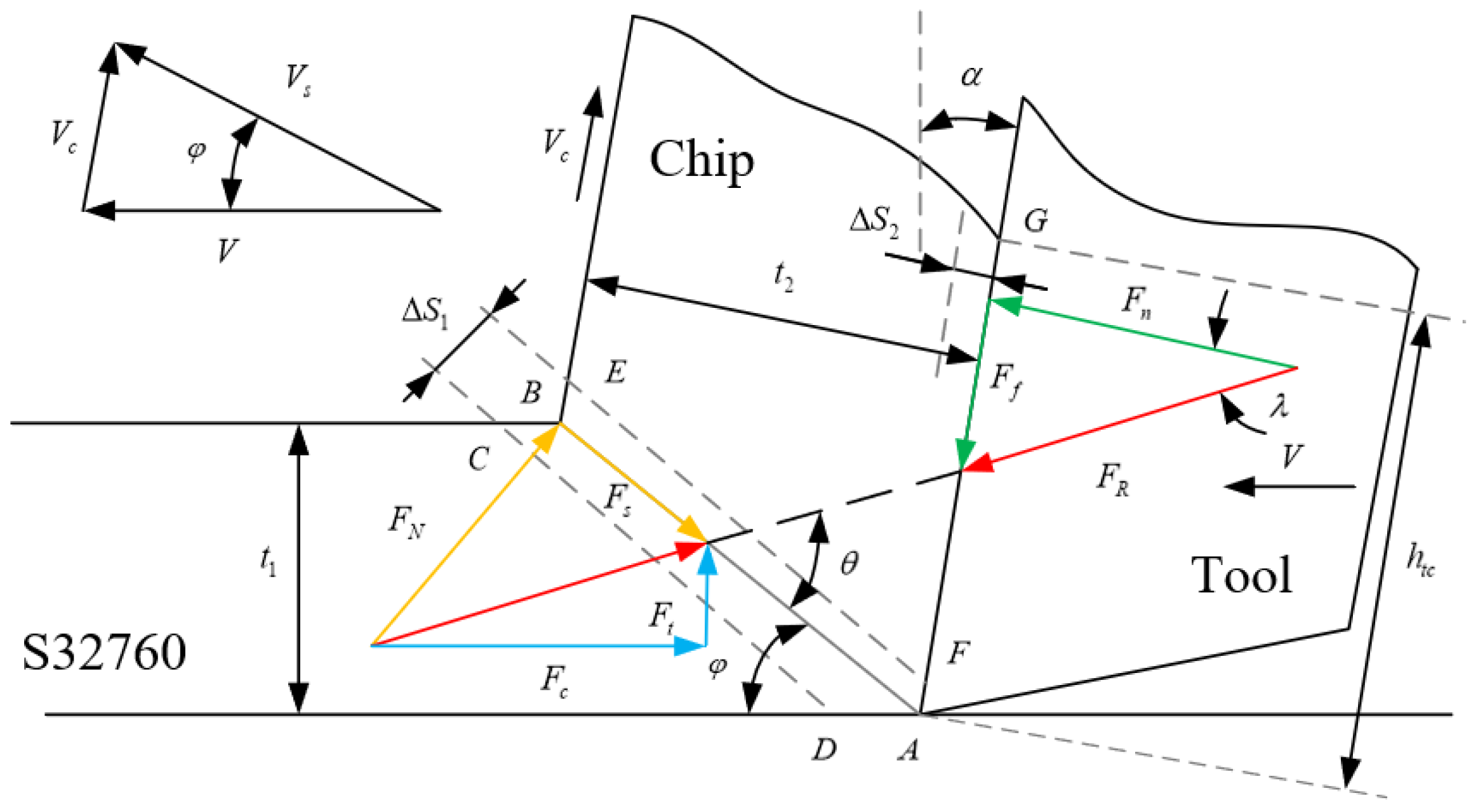
The schematic diagram of the orthogonal cutting shear zone is shown in
Figure 1. A pair of equilibrium forces is formed by the normal force
at the shear plane and the cutting force
at the shear plane along with the normal force
at the tool–chip interface and the friction force
at the tool–chip interface. The chip formation force
is decomposed into
and
. The cutting-force components and the chip thickness
can be calculated using the following formula:
where
is the rake angle of the tool;
is the shear angle;
is the friction angle;
is the undeformed chip thickness;
is the cutting width;
is the angle between
and
AB;
represents the average flow stress on the
AB plane.
In the Oxley model, there is a relationship between the velocity of any particle in the first deformation zone and the average shear strain rate in the shear zone expressed as follows:
where
is the orthogonal cutting speed, and
is the thickness between two parallel bands in the shear zone.
After the shear angle
is determined, the strain and strain rate at any position on the shear plane can be obtained using the von Mises stress yield criterion.
According to the velocity vector relationship in
Figure 1, the flow velocity of the chip material
and the material flow velocity
of the shear surface can be obtained as follows:
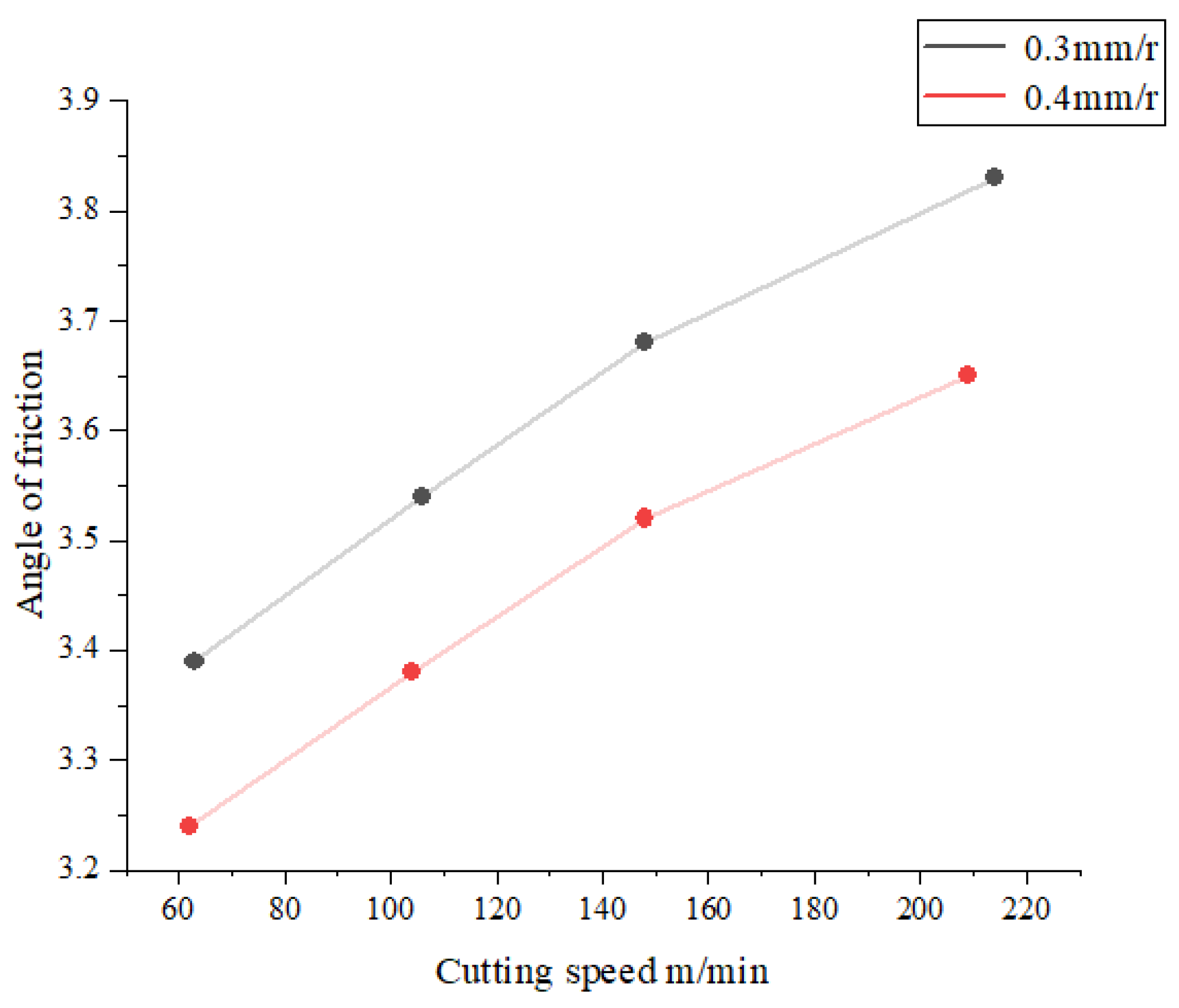
The friction angle is calculated as
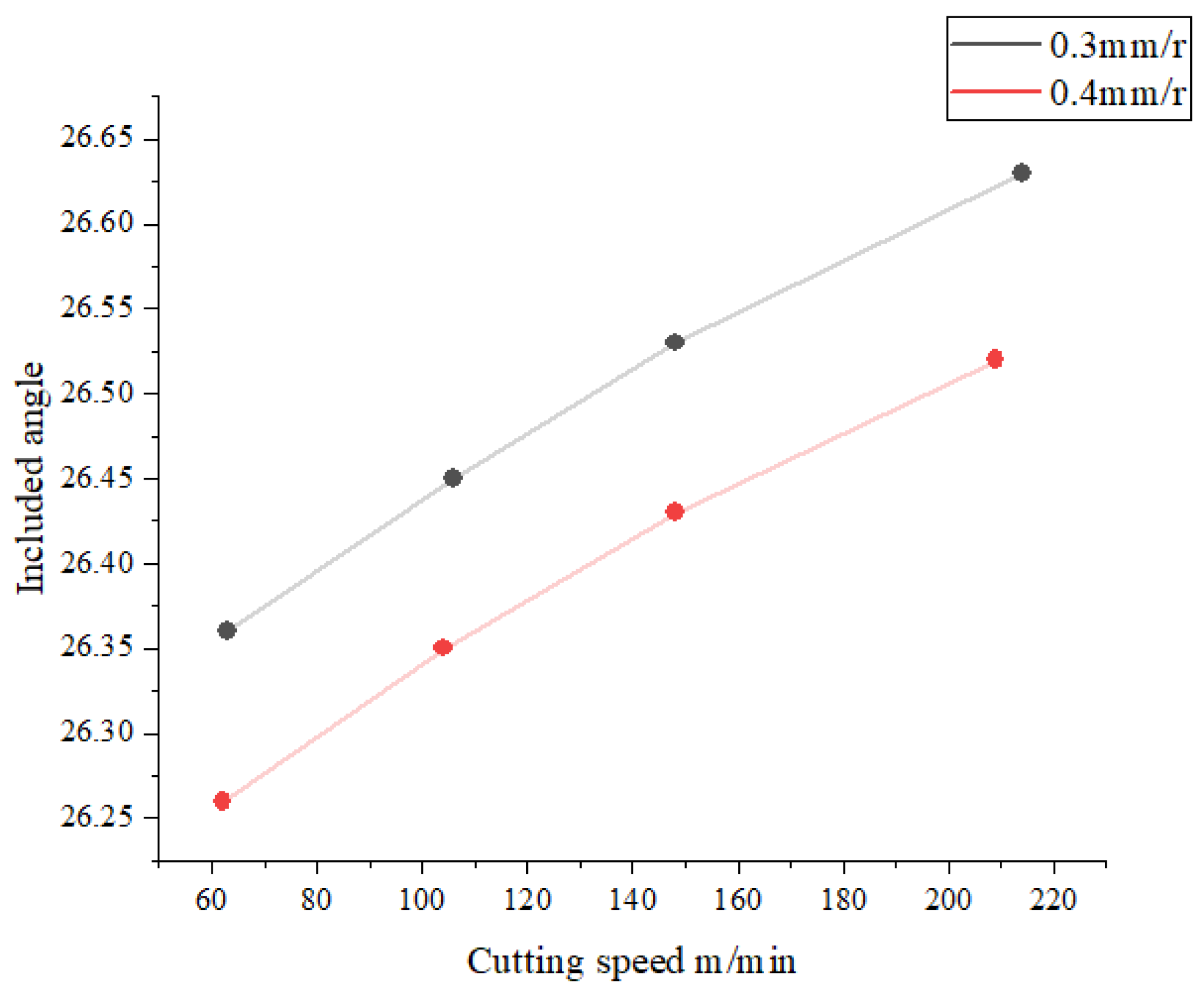
. According to Oxley’s theory, the shear angle and the included angle satisfy the following relationship:
The modified strain rate constant
[
17] takes into account the effect of material strain and is expressed as follows:
where
is the length–width ratio of the shear band;
A,
B, and
n are Johnson–Cook constitutive parameters, respectively.
According to the Boothroyd temperature model [
18], the average temperature is expressed as follows:
where
is the workpiece temperature,
is the average temperature coefficient, 0.9 [
19];
is the material density;
is the specific heat capacity; and
is the heat distribution coefficient [
17].
where
is the thermal conductivity.
In high-speed cutting, the material undergoes a process of large strain, with a high strain rate and high temperature. S32760 duplex stainless steel shows an obvious viscous effect with a strain rate above 10
4 s
−1 [
20]. Therefore, in order to consider the viscous behavior of this material, in the Oxley theoretical model, the S32760 two-phase constitutive model considering the viscous effect should be used to predict the flow stress in the shear zone.
The MTS constitutive model is improved by also considering the viscous effect. The equation is divided into three parts as follows:
where
is the non-thermal stress value;
is the influence factor of the reaction strain rate and the temperature effect;
is the thermal stress value; and
is the stickiness effect.
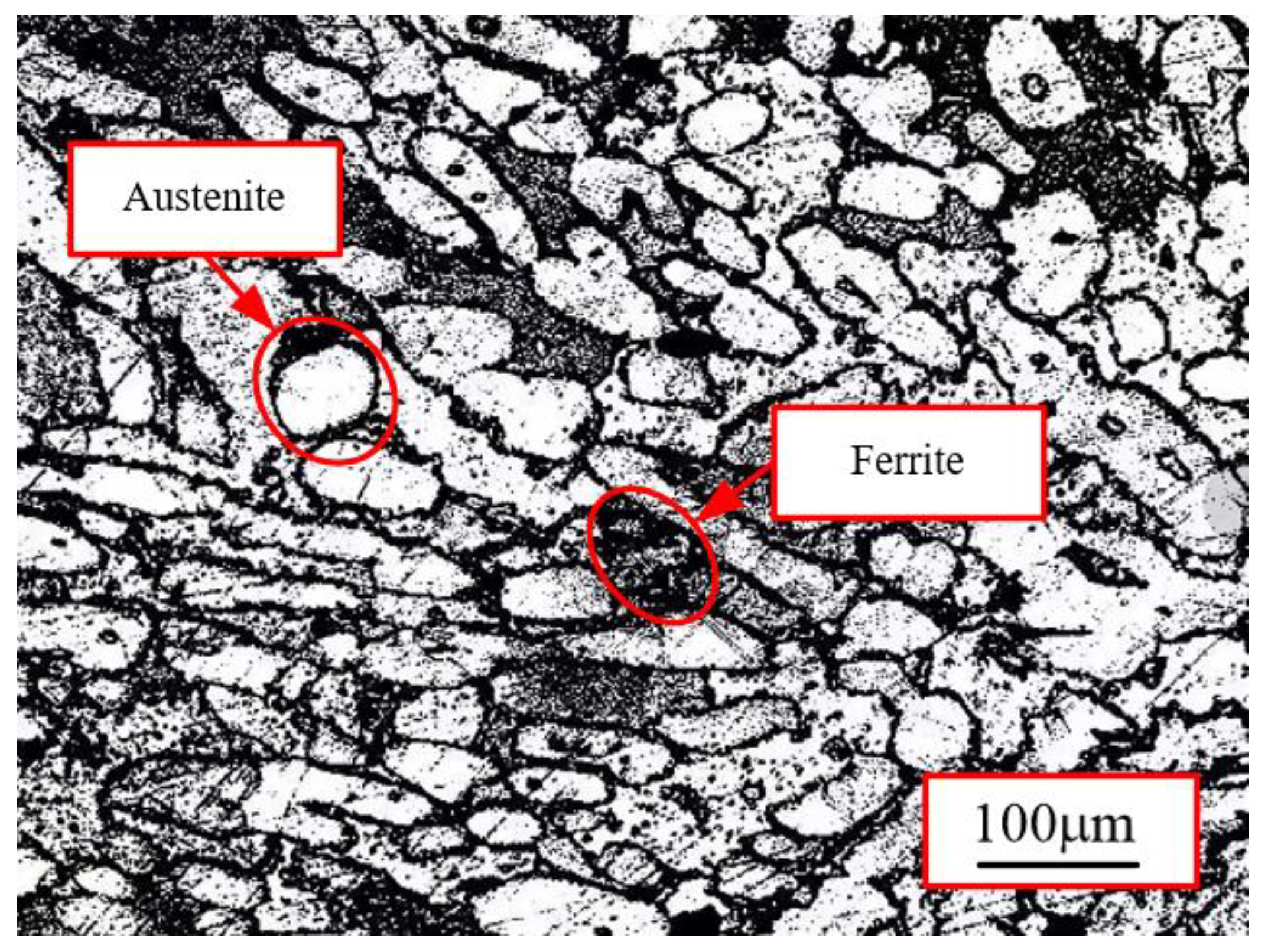
Due to the dual-phase property of the material, the three stresses of the ferrite and austenite phases need to be calculated separately, and the weighted sum is given by
where
is the proportion of the ferrite phase;
is the proportion of the austenite phase;
is the stress in the ferrite phase; and
is the stress in the austenite phase.
The non-thermal stress value is independent of the effect of strain rate and temperature change and is only affected by changes in strain. Since the influence of the strain rate and temperature on the ferrite’s work-hardening behavior can be neglected, the flow stress increased by the work-hardening behavior of ferrite is included in the ferrite’s non-thermal stress value. The non-thermal stress values in the constitutive equations of ferrite and austenite can be written as follows:
where
and
are the total stress of dislocation movement in ferrite and austenite, respectively;
and
are constants representing grain boundary strength of ferrite and austenite, respectively;
and
are the grain size of ferrite and austenite, respectively;
is the ferrite hardening coefficient;
is the true strain;
is the ferrite strain sensitivity index.
The expression of the influence factor is given as follows [
21]:
where
is the Boltzmann constant;
is the temperature;
is the reference thermal activation energy;
is the reference strain rate; and
are the barrier constants.
Since the thermal stress of the body-centered cubic structure is independent of the strain, the thermal stress value
of the ferrite is equal to the ferrite saturation stress value. Therefore, following [
21], we have
where
is the reference value of ferrite saturation threshold stress at
T = 0 K;
is the Burgers vector of dislocation;
is the shear modulus of the material; and
is a constant.
For austenite, the work-hardening rate is high. Therefore, the effect of strain rate and temperature needs to be considered in austenite strain hardening. Therefore, following [
22],
where
is the austenite strain-hardening coefficient;
is the austenite strain sensitivity index; and
is the reference value of austenitic saturation threshold stress at
T = 0 K.
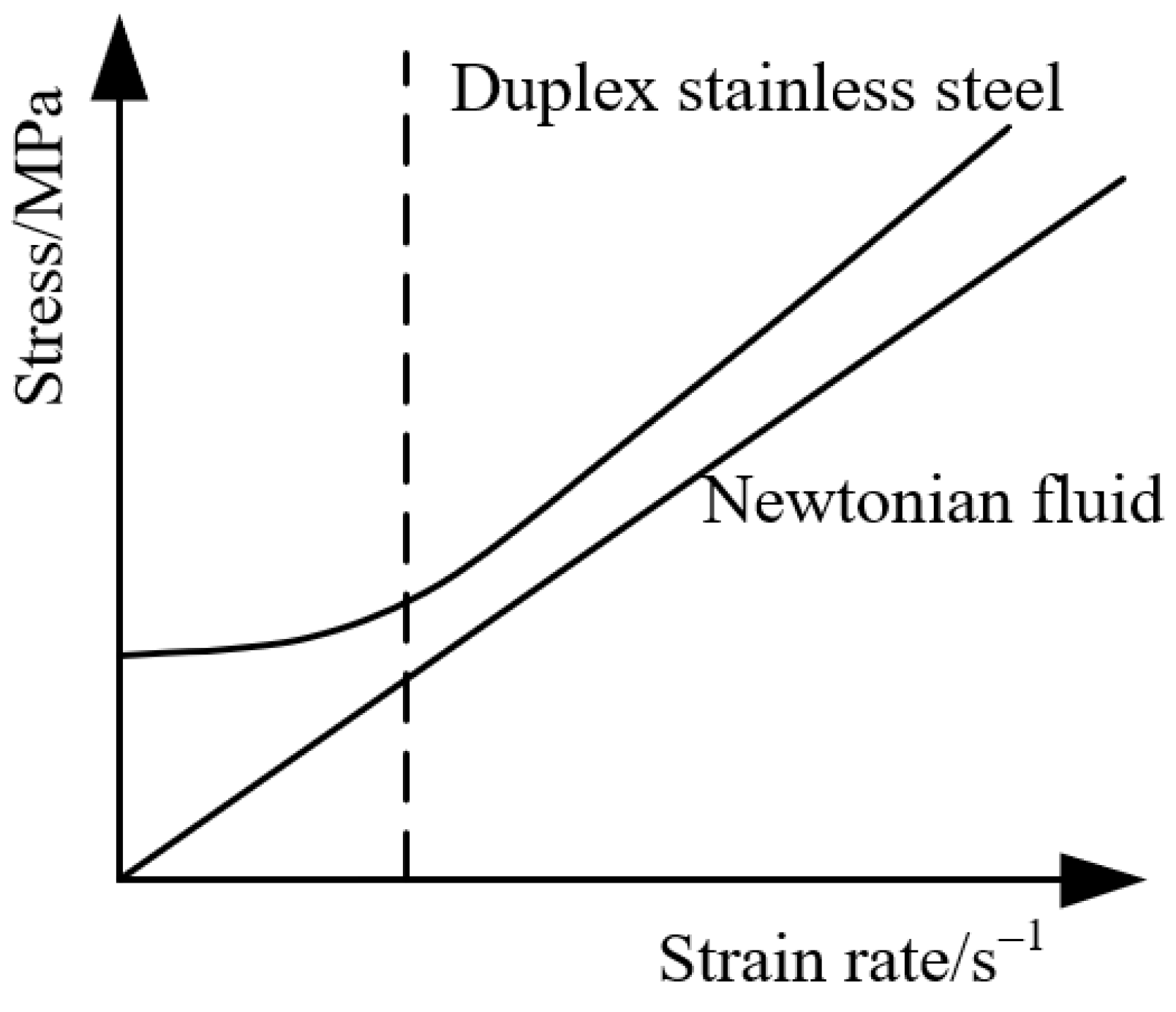
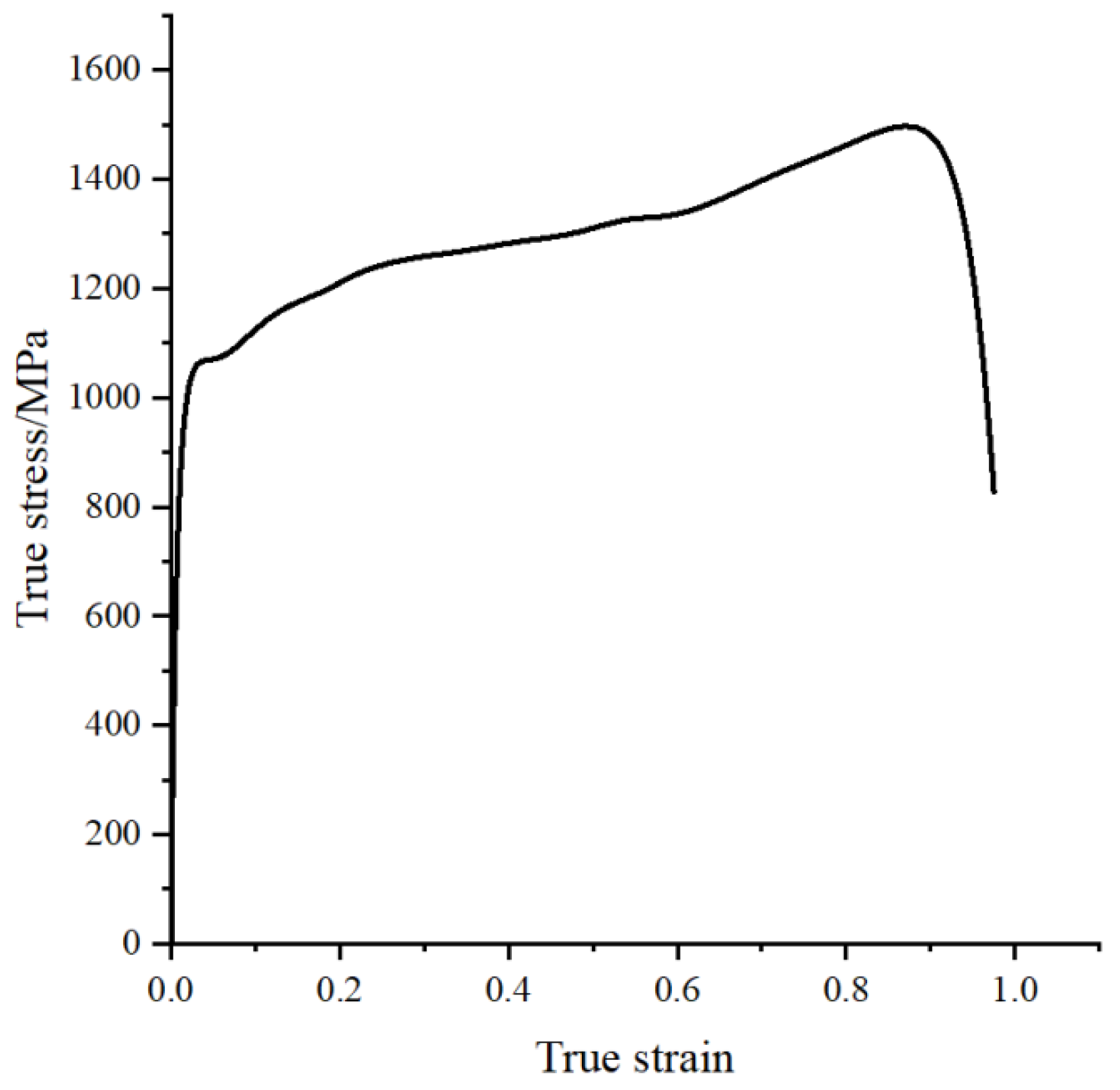
Kazban [
23] studied the change in the flow stress of duplex stainless steel with the strain rate and found that the change in flow stress is similar to that of a Newtonian fluid after a certain strain rate value. The comparison of stress–strain rate relationship between duplex stainless steel and a Newtonian fluid is shown in
Figure 2.
The viscous behavior of the material is related to the dislocation velocity. The higher the dislocation velocity, the more obvious the viscous effect of dislocation is and the more obvious the viscous effect of the material. The damping force of dislocation motion is given by Kuksin [
24] as follows:
where
is the viscous damping coefficient, and
is the dislocation velocity.
The force required for dislocation motion is as follows:
where
is the shear stress on the dislocation plane, and
b is the Burgers vector of the dislocation.
The dislocation inside the metal is caused by the stress generated by the external force. Orowan [
25] first proposed the relationship between the plastic strain rate
and the average dislocation velocity as follows:
where
is the dislocation density.
In the metal-cutting process, the dislocation velocity is approximately equal to the cutting speed. In the whole process from the beginning of the slip motion until dislocation, the force of the dislocation motion is balanced with the resistance that hinders the dislocation motion so as to ensure stability and a smooth cutting process. This equilibrium is expressed as follows:
According to Newton’s law of internal friction, the shear stress of a Newtonian fluid can be expressed as follows:
From this, the viscous effects of ferrite and austenite are:
,
,
,
,
,
,
. The constitutive equation of S32760 duplex stainless steel is:
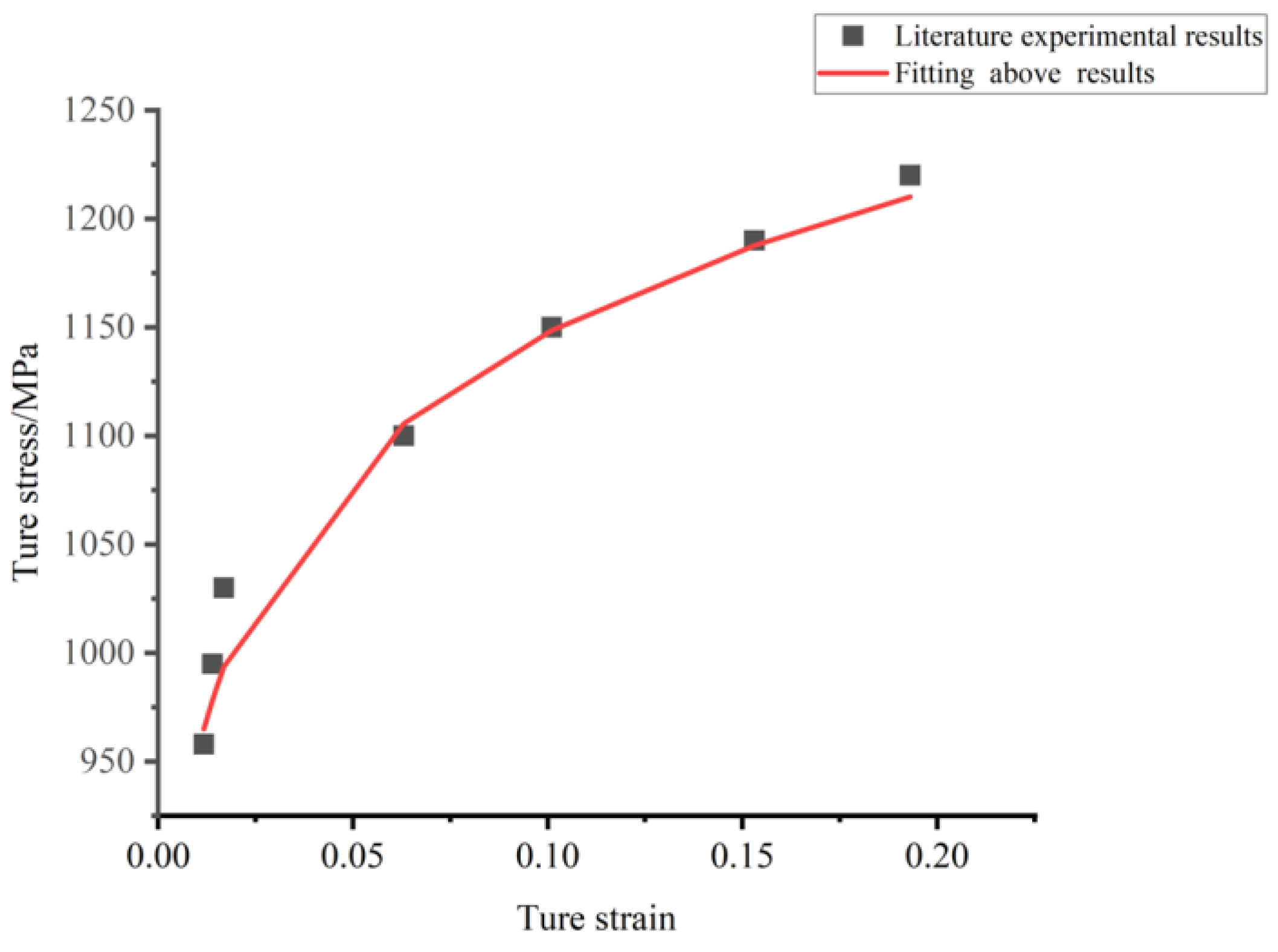
There are a total of 13 parameters that need to be determined experimentally, namely , , , , , , , , , , , , and .
According to the von Mises criterion, the flow stress at the shear surface
AB is given as follows:
2.3. Modeling of Force of Chip Formation
Since the shear angle of the shear zone
, the deformation coefficient of the shear zone
, and the ratio of the thickness of the second deformation zone to the chip thickness
vary with cutting conditions, material properties, and tool geometry, these three variables are iterated over in ranges of
,
, and
, respectively. The calculation will be terminated when the output satisfies three equilibrium conditions: (i) the stress balance at the tool–chip interface; (ii) the stress balance at the tool tip; and (iii) the minimum principle of the cutting force (
) [
27].
Assuming that the tool–chip interface stress is uniformly distributed, the expressions of the tool–chip interface stress
and stress
at point B are given as follows:
The normal stress
at point B near the tip in
Figure 1 can be obtained by combining the average shear flow stress of the shear plane given as follows:
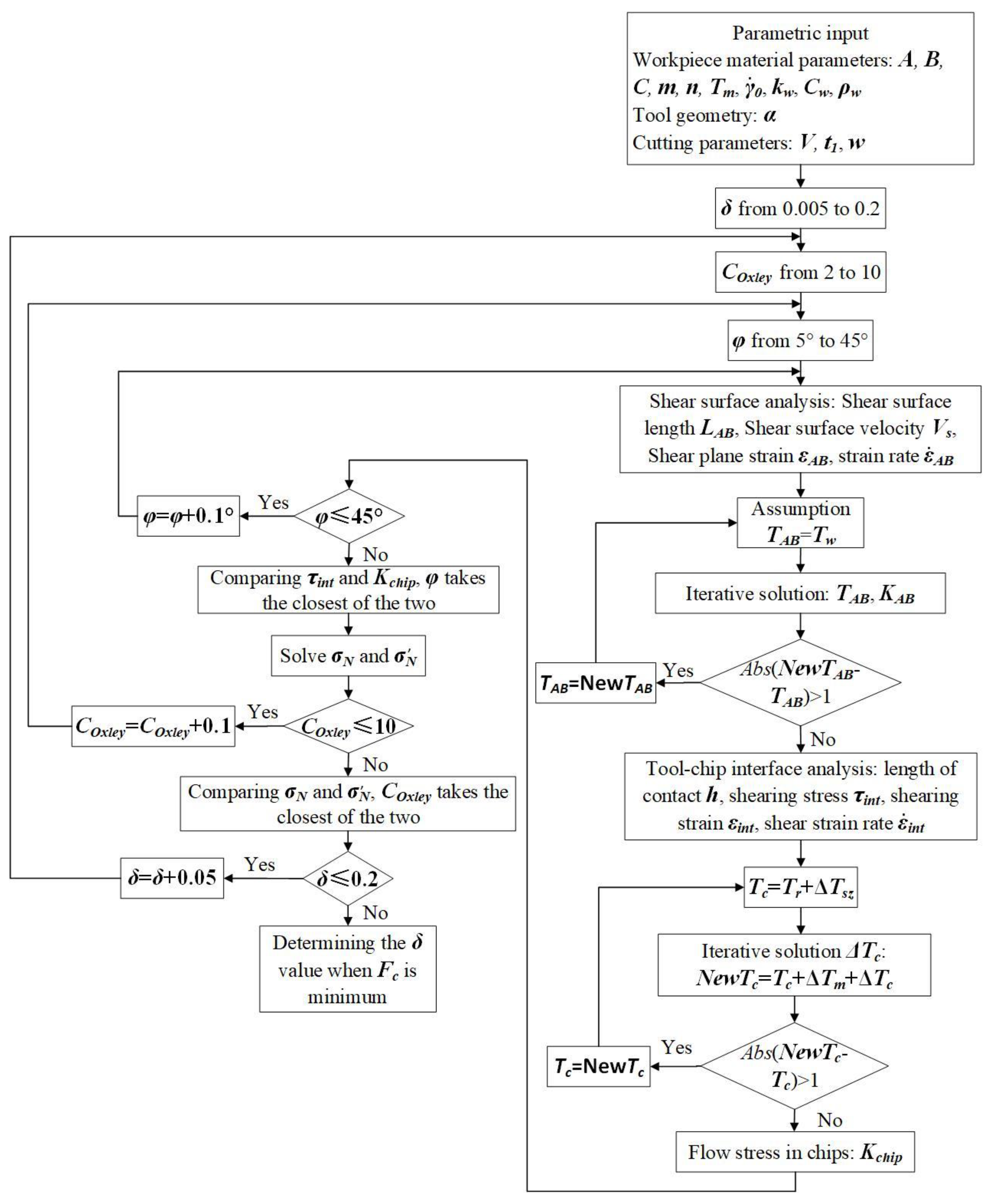
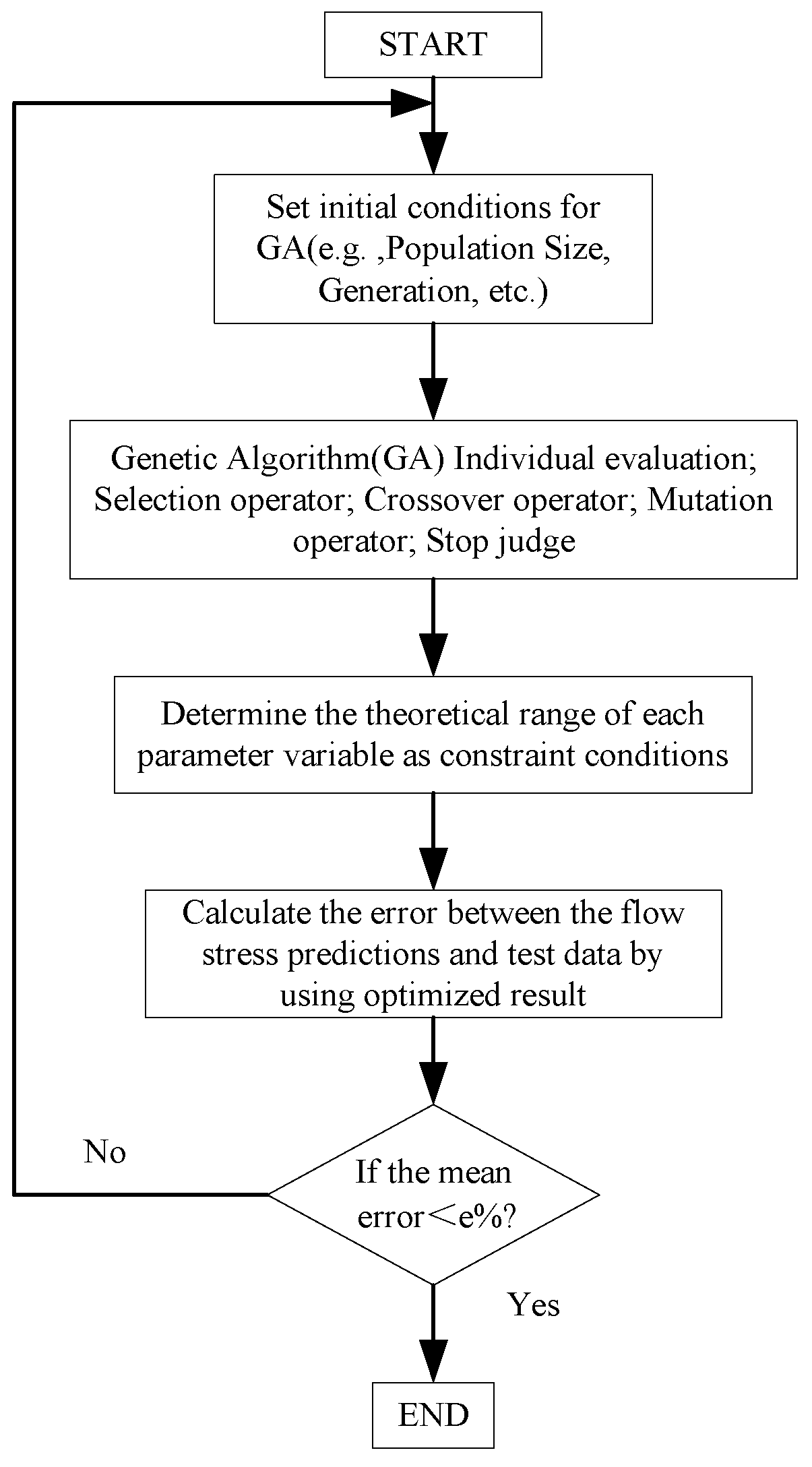
In the cutting-force prediction model, when solving the temperature of the shear zone, the flow stress of the shear zone is determined at a given initial temperature. The temperature of the shear surface is then updated according to the flow stress and replaced with the initial temperature to start a new calculation. This process is repeated until the difference between the initial temperature and the calculated temperature is less than 1 °C. When determining the tool–chip interface temperature, the sum of the increases in room temperature and the temperature of the first deformation zone is used as the initial temperature, and then the maximum increase in temperature and the average increase in the temperature of the chip are used as the temperature increment to determine the new chip temperature and replace it with the initial temperature to start a new calculation. The process is repeated until the difference between the initial temperature and the calculated temperature is less than 1 °C. The tangential stress of the tool–chip interface () and the flow stress of the tool–chip interface () are compared, and the difference between the absolute values of the two is taken as the basis for judgment. The shear angle () takes the value of whichever has the smallest absolute value and is then used. The calculation of the various parameters in the shear zone is repeated. The normal stress of the tool tip (), the normal stress of the B point near the tool tip (), and the difference between the absolute values of the two are computed and used as the basis for judgment. The shear zone deformation coefficient () takes the value of whichever has the smallest absolute value, and this shear zone deformation coefficient is then used. The calculation of the various parameters in the shear zone is then repeated and finally compared with the cutting force (). The minimum value is selected to determine .
Thus, considering different cutting conditions, material properties, and tool geometries using the chip formation force model, the calculation flowchart of the orthogonal cutting process is shown in
Figure 3.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}