
Kinetic, Thermodynamic, and Mechanistic Studies on the Effect of the Preparation Method on the Catalytic Activity of Synthetic Zeolite-A during the Transesterification of Waste Cooking Oil

 and
and
Abstract
:1. Introduction
2. Results and Discussion
2.1. Characterization of the Catalysts
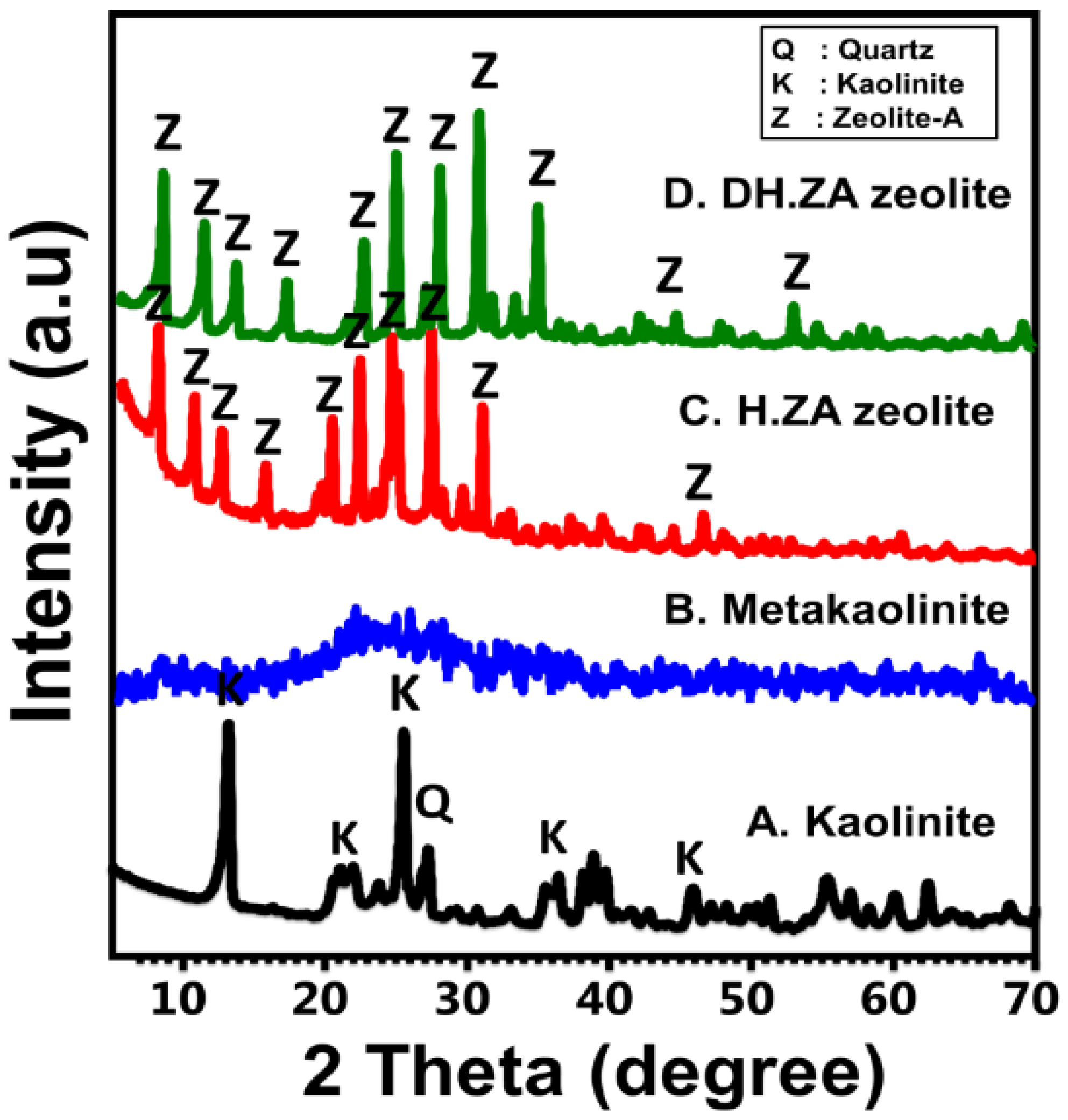
2.1.1. XRD Analysis
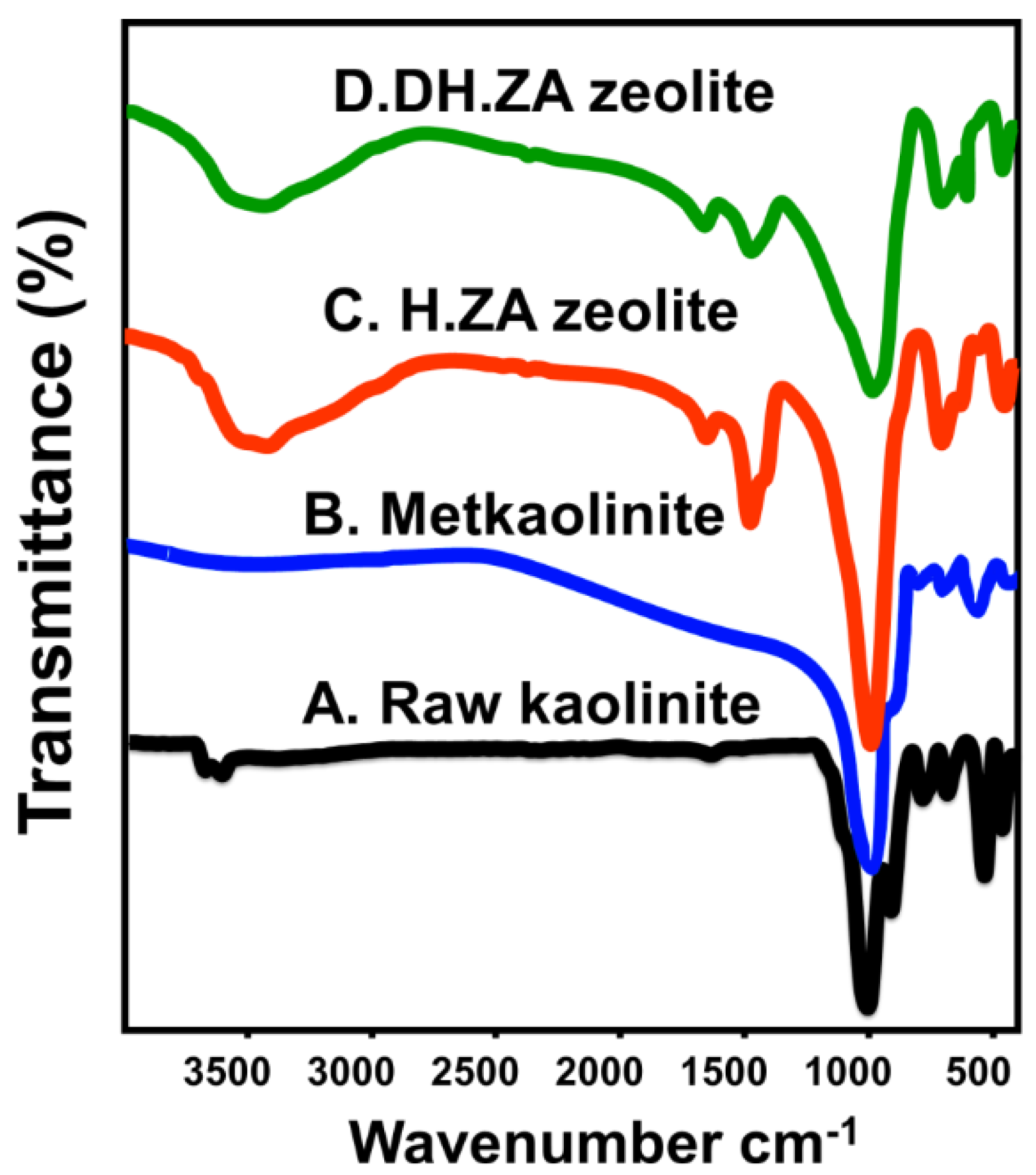
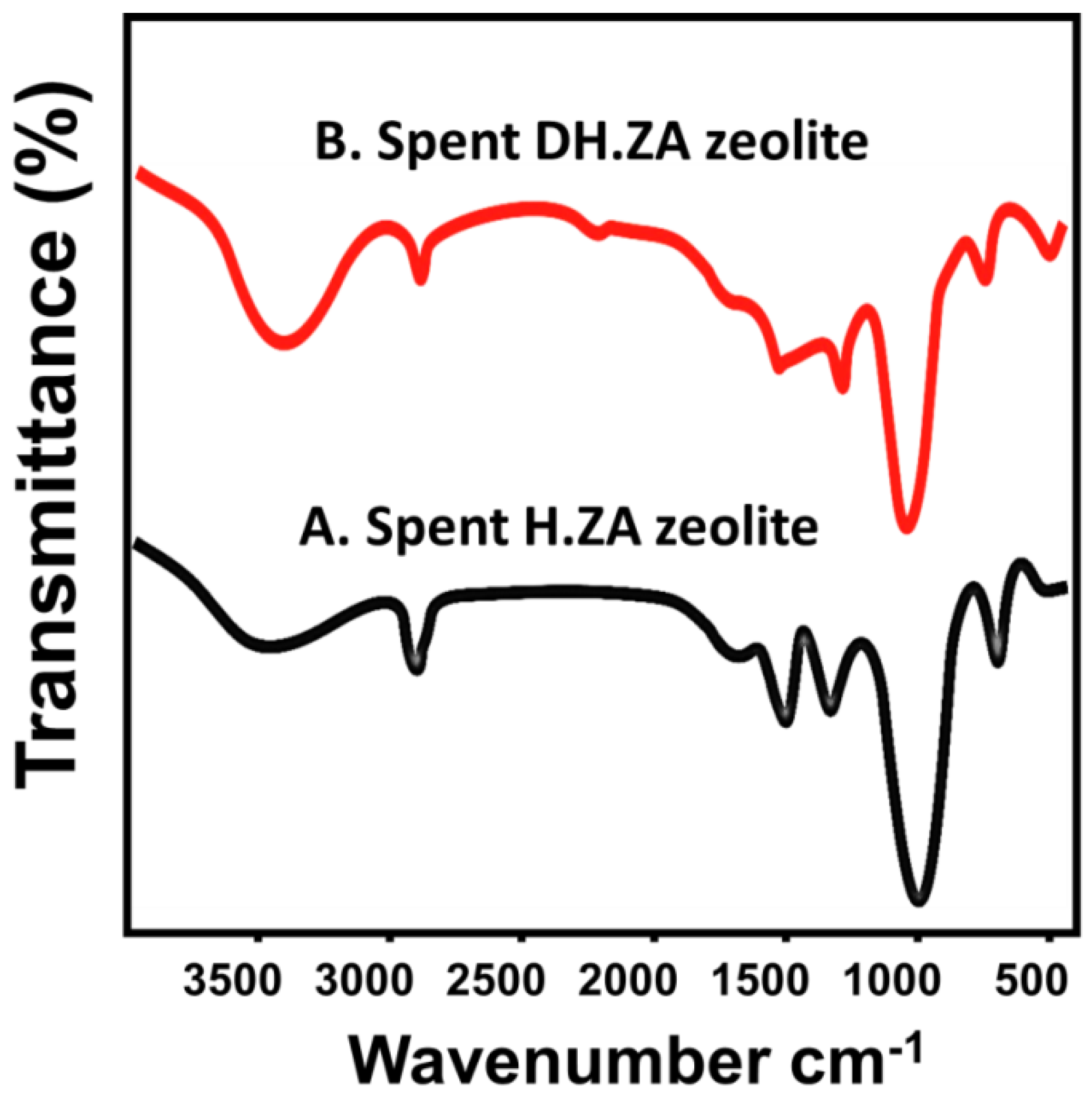
2.1.2. FT-IR Analysis
2.1.3. XRF Analysis
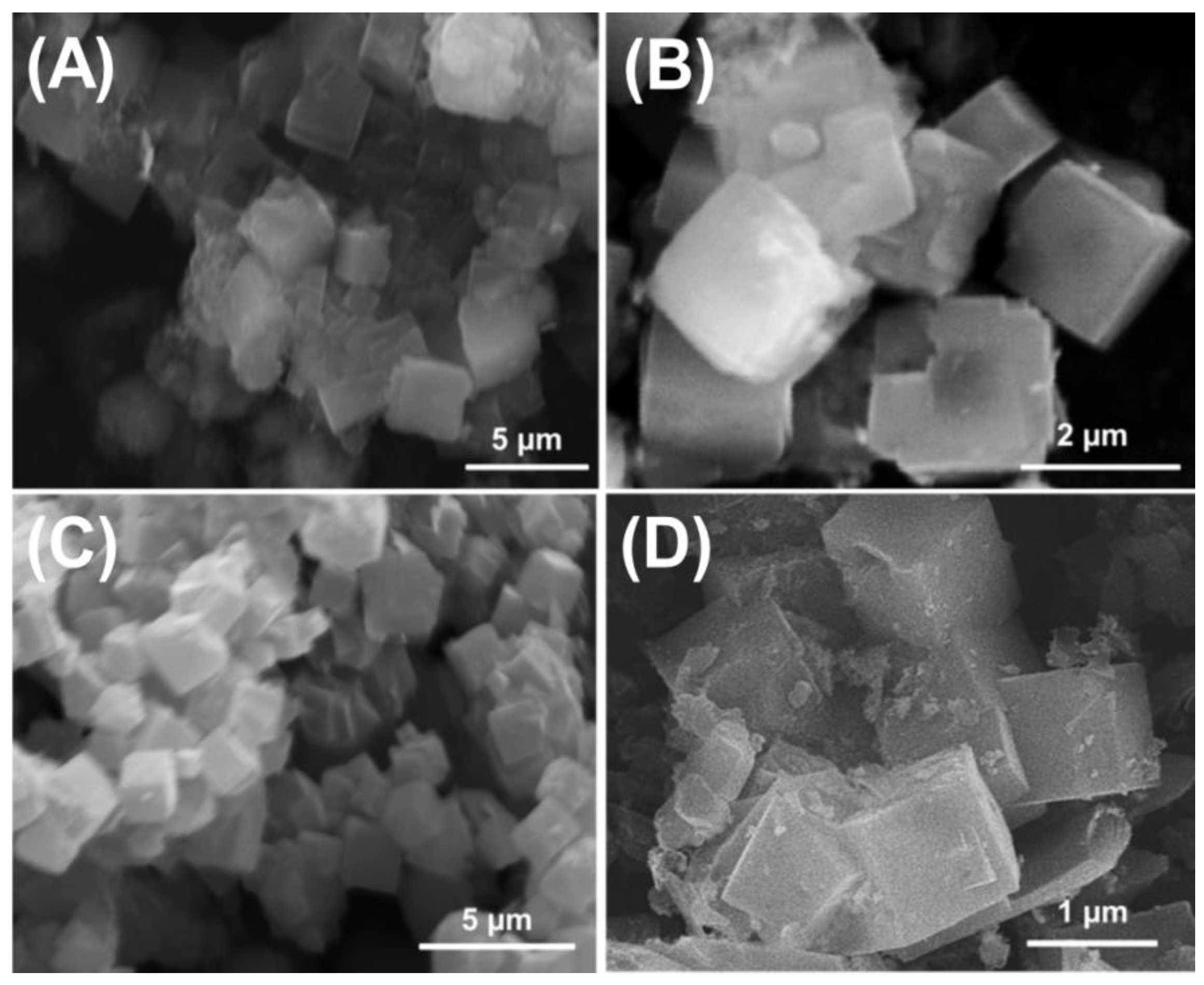
2.1.4. SEM and Microstructural Analysis
2.2. Transesterification Results
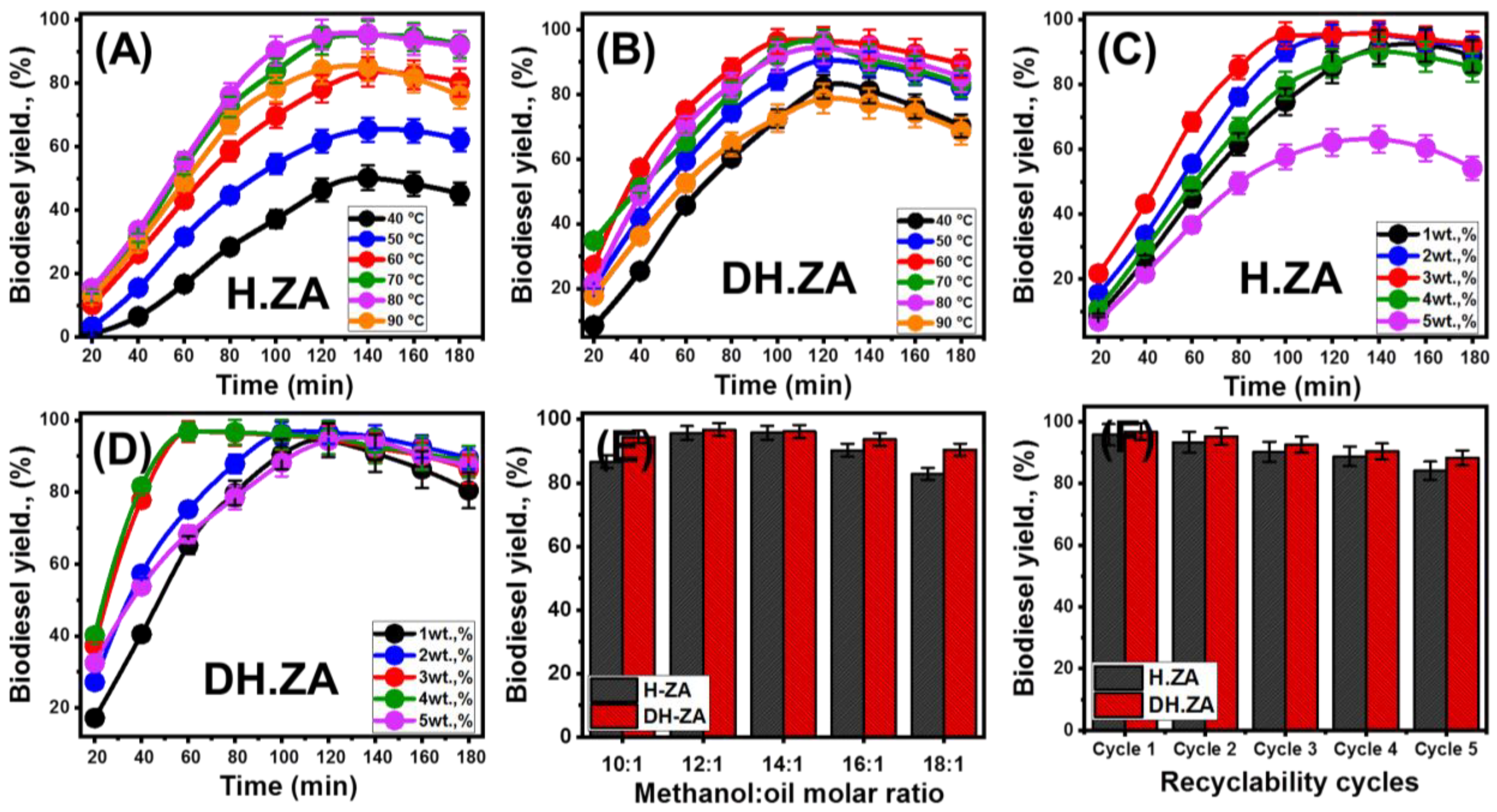
2.2.1. Effect of the Experimental Variables
Effect of Transesterification Intervals at Different Temperature
Effects of the Catalyst Dosages on FAME Yield
Effect of Methanol-to Oil Molar Ratio
Recyclability of H.ZA and DH.ZA Catalysts
2.2.2. Physical and Safety Properties of the Obtained Biodiesel
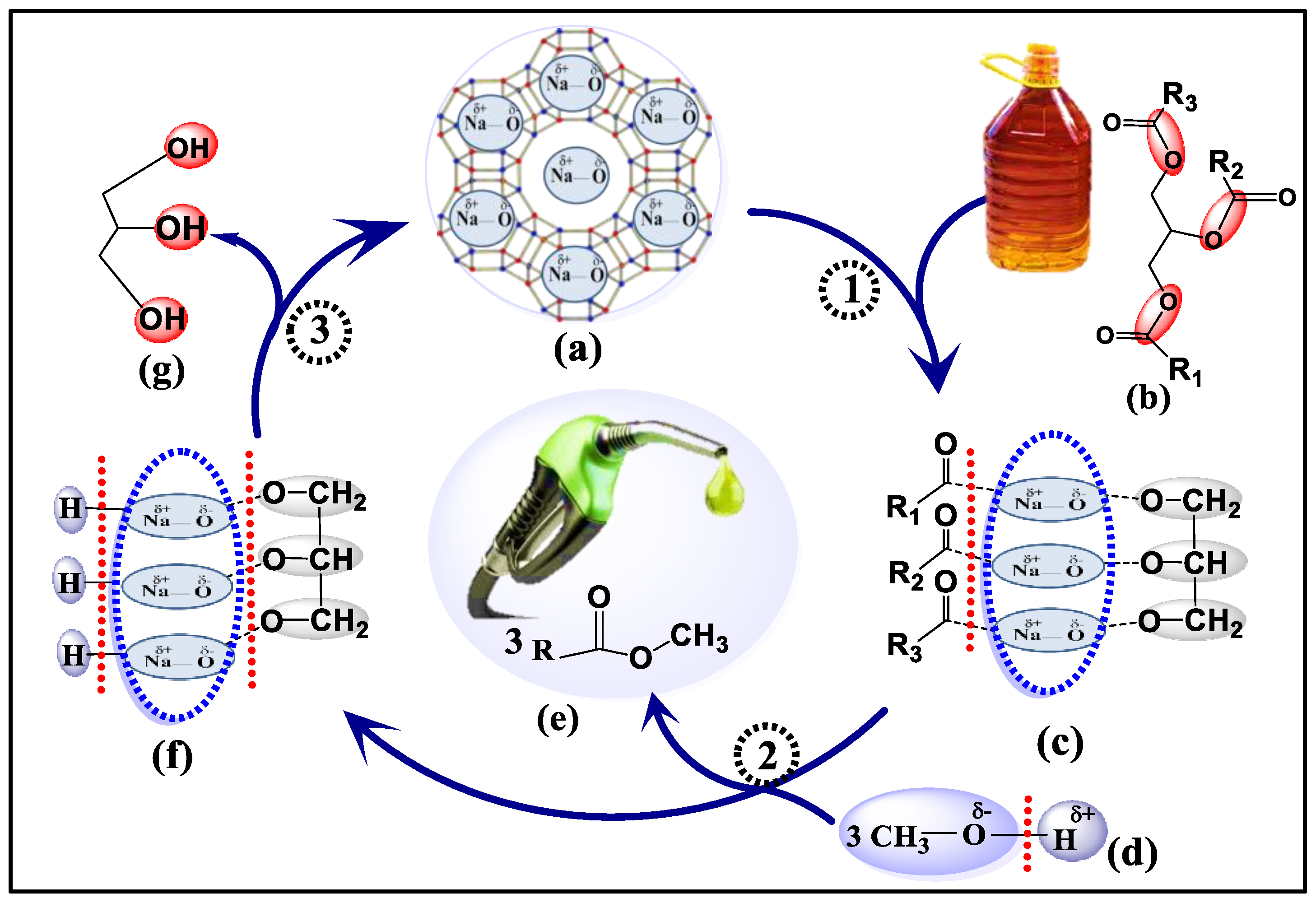
2.2.3. The Suggested Mechanism
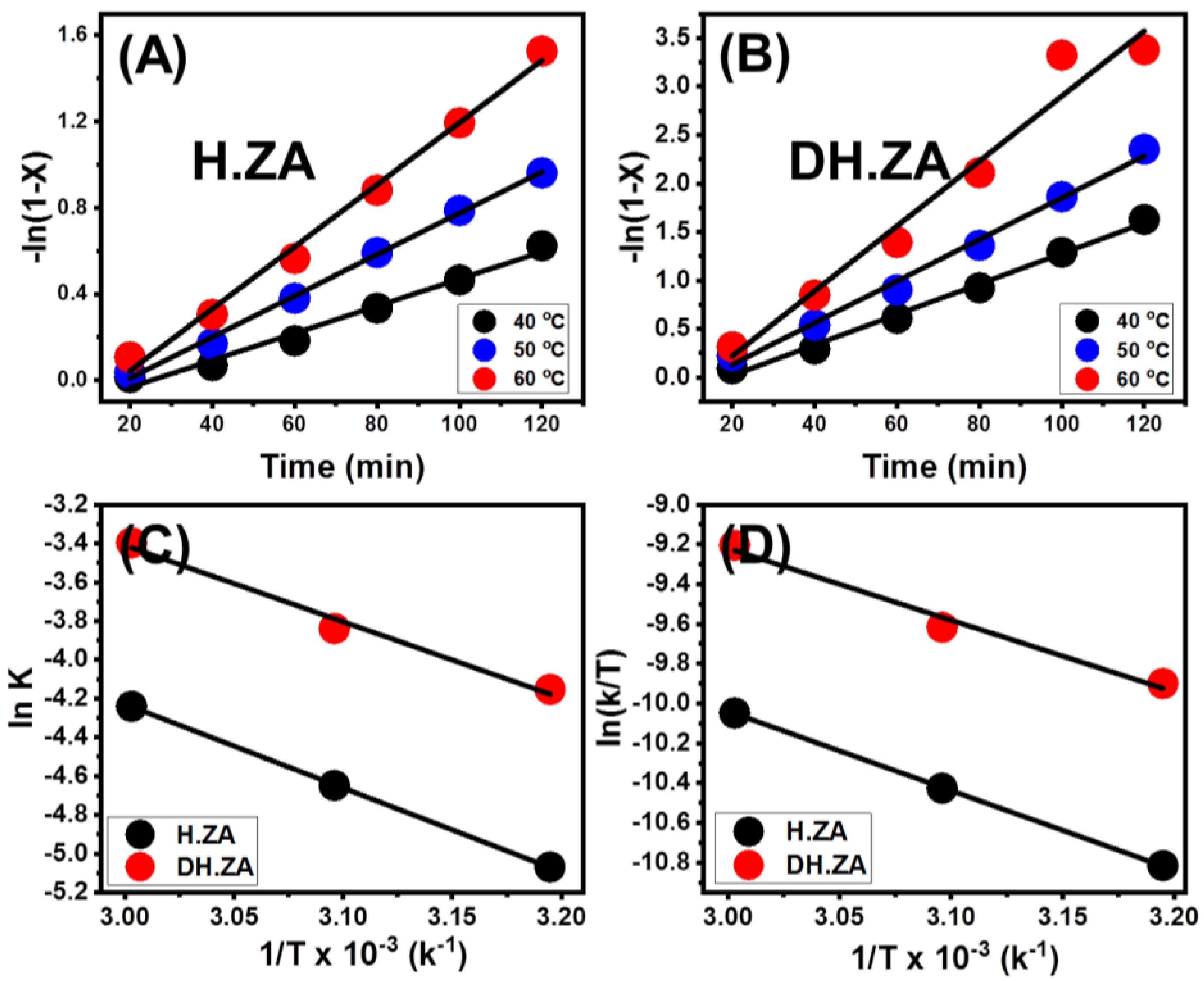
2.2.4. Kinetics and Thermodynamics
Determination of the Rate Constant Values
The Reaction Activation Energy and Pre-Exponential Values
The Thermodynamic Functions (Enthalpy, Entropy, and Gibb’s Free Energy)
2.2.5. Comparison Study
3. Experimental Work
3.1. Materials
3.2. Synthesis of the Zeolite-A Catalysts
3.2.1. Synthesis of Zeolite-A by Conventional Hydrothermal Method
3.2.2. Synthesis of Zeolite-A by the Alkali Fusion Method
3.3. Characterization of the Catalysts
3.4. Transesterification System
3.5. Analysis of the FAME Samples
3.6. Kinetics and Thermodynamics
3.6.1. Adsorption of Triglyceride on Catalyst Surface
3.6.2. Surface Reaction
3.6.3. Desorption
3.7. The Activation Energy (Ea)
3.8. The Thermodynamic Parameters
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Helmi, F.; Helmi, M.; Hemmati, A. Phosphomolybdic Acid/Chitosan as Acid Solid Catalyst Using for Biodiesel Production from Pomegranate Seed Oil via Microwave Heating System: RSM Optimization and Kinetic Study. Renew. Energy 2022, 189, 881–898. [Google Scholar] [CrossRef]
- Lima, A.C.; Hachemane, K.; Ribeiro, A.E.; Queiroz, A.; Gomes, M.C.S.; Brito, P. Evaluation and Kinetic Study of Alkaline Ionic Liquid for Biodiesel Production through Transesterification of Sunflower Oil. Fuel 2022, 324, 124586. [Google Scholar] [CrossRef]
- Alismaeel, Z.T.; Al-Jadir, T.M.; Albayati, T.M.; Abbas, A.S.; Doyle, A.M. Modification of FAU Zeolite as an Active Heterogeneous Catalyst for Biodiesel Production and Theoretical Considerations for Kinetic Modeling. Adv. Powder Technol. 2022, 33, 103646. [Google Scholar] [CrossRef]
- Lee, J.H.; Jeon, H.; Park, J.T.; Kim, J.H. Synthesis of Hierarchical Flower-Shaped Hollow MgO Microspheres via Ethylene-Glycol-Mediated Process as a Base Heterogeneous Catalyst for Transesterification for Biodiesel Production. Biomass Bioenergy 2020, 142, 105788. [Google Scholar] [CrossRef]
- Yatish, K.V.; Omkaresh, B.R.; Kattimani, V.R.; Lalithamba, H.S.; Sakar, M.; Balakrishna, R.G. Solar Energy-Assisted Reactor for the Sustainable Biodiesel Production from Butea Monosperma Oil: Optimization, Kinetic, Thermodynamic and Assessment Studies. Energy 2023, 263, 125768. [Google Scholar] [CrossRef]
- Rabie, A.M.; Shaban, M.; Abukhadra, M.R.; Hosny, R.; Ahmed, S.A.; Negm, N.A. Diatomite Supported by CaO/MgO Nanocomposite as Heterogeneous Catalyst for Biodiesel Production from Waste Cooking Oil. J. Mol. Liq. 2019, 279, 224–231. [Google Scholar] [CrossRef]
- Wu, L.; Wei, T.Y.; Tong, Z.F.; Zou, Y.; Lin, Z.J.; Sun, J.H. Bentonite-Enhanced Biodiesel Production by NaOH-Catalyzed Transesterification of Soybean Oil with Methanol. Fuel Process. Technol. 2016, 144, 334–340. [Google Scholar] [CrossRef]
- Sultana, N.; Das, A.; Guria, C.; Hajra, B.; Chitres, G.; Saxena, V.K.; Pathak, A.K. Kinetics of Bentonite Nanoclay-Catalyzed Sal Oil (Shorea Robusta) Transesterification with Methanol. Chem. Eng. Res. Des. 2017, 119, 263–285. [Google Scholar] [CrossRef]
- Salim, S.M.; Izriq, R.; Almaky, M.M.; Al-Abbassi, A.A. Synthesis and Characterization of ZnO Nanoparticles for the Production of Biodiesel by Transesterification: Kinetic and Thermodynamic Studies. Fuel 2022, 321, 124135. [Google Scholar] [CrossRef]
- Lawan, I.; Garba, Z.N.; Zhou, W.; Zhang, M.; Yuan, Z. Synergies between the Microwave Reactor and CaO/Zeolite Catalyst in Waste Lard Biodiesel Production. Renew. Energy 2020, 145, 2550–2560. [Google Scholar] [CrossRef]
- Zhong, L.; Feng, Y.; Wang, G.; Wang, Z.; Bilal, M.; Lv, H.; Jia, S.; Cui, J. Production and Use of Immobilized Lipases in/on Nanomaterials: A Review from the Waste to Biodiesel Production. Int. J. Biol. Macromol. 2020, 152, 207–222. [Google Scholar] [CrossRef] [PubMed]
- Yang, X.-X.; Wang, Y.-T.; Yang, Y.-T.; Feng, E.-Z.; Luo, J.; Zhang, F.; Yang, W.-J.; Bao, G.-R. Catalytic Transesterification to Biodiesel at Room Temperature over Several Solid Bases. Energy Convers. Manag. 2018, 164, 112–121. [Google Scholar] [CrossRef]
- Saravanan, A.; Karishma, S.; Senthil Kumar, P.; Jayasree, R. Process Optimization and Kinetic Studies for the Production of Biodiesel from Artocarpus Heterophyllus Oil Using Modified Mixed Quail Waste Catalyst. Fuel 2022, 330, 125644. [Google Scholar] [CrossRef]
- Tang, Z.E.; Lim, S.; Pang, Y.L.; Shuit, S.H.; Ong, H.C. Utilisation of Biomass Wastes Based Activated Carbon Supported Heterogeneous Acid Catalyst for Biodiesel Production. Renew. Energy 2020, 158, 91–102. [Google Scholar] [CrossRef]
- Mahlia, T.M.I.; Syazmi, Z.A.H.S.; Mofijur, M.; Abas, A.E.P.; Bilad, M.R.; Ong, H.C.; Silitonga, A.S. Patent Landscape Review on Biodiesel Production: Technology Updates. Renew. Sustain. Energy Rev. 2020, 118, 109526. [Google Scholar] [CrossRef]
- Wang, Y.T.; Yang, X.X.; Xu, J.; Wang, H.L.; Wang, Z.B.; Zhang, L.; Wang, S.L.; Liang, J.L. Biodiesel Production from Esterification of Oleic Acid by a Sulfonated Magnetic Solid Acid Catalyst. Renew. Energy 2019, 139, 688–695. [Google Scholar] [CrossRef]
- Fereidooni, L.; Abbaspourrad, A.; Enayati, M. Electrolytic Transesterification of Waste Frying Oil Using Na+/Zeolite–Chitosan Biocomposite for Biodiesel Production. Waste Manag. 2021, 127, 48–62. [Google Scholar] [CrossRef]
- Sayed, M.R.; Abukhadra, M.R.; Abdelkader Ahmed, S.; Shaban, M.; Javed, U.; Betiha, M.A.; Shim, J.J.; Rabie, A.M. Synthesis of Advanced MgAl-LDH Based Geopolymer as a Potential Catalyst in the Conversion of Waste Sunflower Oil into Biodiesel: Response Surface Studies. Fuel 2020, 282, 118865. [Google Scholar] [CrossRef]
- Jumah, M.N.B.; Ibrahim, S.M.; AL-Huqail, A.A.; Bin-Murdhi, N.S.; Allam, A.A.; Abu-Taweel, G.M.; Altoom, N.; Al-Anazi, K.M.; Abukhadra, M.R. Enhancing the Catalytic Performance of NiO during the Transesterification of Waste Cooking Oil Using a Diatomite Carrier and an Integrated Ni0Metal: Response Surface Studies. ACS Omega 2021, 6, 12318–12330. [Google Scholar] [CrossRef]
- Sahu, O. Characterisation and Utilization of Heterogeneous Catalyst from Waste Rice-Straw for Biodiesel Conversion. Fuel 2021, 287, 119543. [Google Scholar] [CrossRef]
- Singh, V.; Bux, F.; Sharma, Y.C. A Low Cost One Pot Synthesis of Biodiesel from Waste Frying Oil (WFO) Using a Novel Material, β-Potassium Dizirconate (β-K2Zr2O5). Appl. Energy 2016, 172, 23–33. [Google Scholar] [CrossRef]
- Abukhadra, M.R.; Soliman, S.R.; Bin Jumah, M.N.; Othman, S.I.; AlHammadi, A.A.; Alruhaimi, R.S.; Albohairy, F.M.; Allam, A.A. Insight into the Sulfonation Conditions on the Activity of Sub-Bituminous Coal as Acidic Catalyst during the Transesterification of Spent Corn Oil; Effect of Sonication Waves. Sustain. Chem. Pharm. 2022, 27, 100691. [Google Scholar] [CrossRef]
- Đặng, T.H.; Chen, B.H.; Lee, D.J. Optimization of Biodiesel Production from Transesterification of Triolein Using Zeolite LTA Catalysts Synthesized from Kaolin Clay. J. Taiwan Inst. Chem. Eng. 2017, 79, 14–22. [Google Scholar] [CrossRef]
- Otieno, S.O.; Kowenje, C.O.; Okoyo, A.; Onyango, D.M.; Amisi, K.O.; Nzioka, K.M. Optimizing Production of Biodiesel Catalysed by Chemically Tuned Natural Zeolites. Mater. Today Proc. 2018, 5, 10561–10569. [Google Scholar] [CrossRef]
- Du, L.; Ding, S.; Li, Z.; Lv, E.; Lu, J.; Ding, J. Transesterification of Castor Oil to Biodiesel Using NaY Zeolite-Supported La2O3 Catalysts. Energy Convers. Manag. 2018, 173, 728–734. [Google Scholar] [CrossRef]
- Fattahi, N.; Triantafyllidis, K.; Luque, R.; Ramazani, A. Zeolite-Based Catalysts: A Valuable Approach toward Ester Bond Formation. Catalysts 2019, 9, 758. [Google Scholar] [CrossRef] [Green Version]
- Nasief, F.M.; Shaban, M.; Alamry, K.A.; Khadra, M.R.A.; Khan, A.A.P.; Asiri, A.M.; El-Salam, H.M.A. Hydrothermal Synthesis and Mechanically Activated Zeolite Material for Utilizing the Removal of Ca/Mg from Aqueous and Raw Groundwater. J. Environ. Chem. Eng. 2021, 9, 105834. [Google Scholar] [CrossRef]
- Simanjuntak, W.; Pandiangan, K.D.; Sembiring, Z.; Simanjuntak, A.; Hadi, S. The Effect of Crystallization Time on Structure, Microstructure, and Catalytic Activity of Zeolite-A Synthesized from Rice Husk Silica and Food-Grade Aluminum Foil. Biomass Bioenergy 2021, 148, 106050. [Google Scholar] [CrossRef]
- Altoom, N.; Adlii, A.; Othman, S.I.; Allam, A.A.; Alqhtani, H.A.; Al-Otaibi, F.S.; Abukhadra, M.R. Synthesis and Characterization of β-Cyclodextrin Functionalized Zeolite-A as Biocompatible Carrier for Levofloxacin Drug; Loading, Release, Cytotoxicity, and Anti-Inflammatory Studies. J. Solid State Chem. 2022, 312, 123280. [Google Scholar] [CrossRef]
- Pandiangan, K.D.; Simanjuntak, W.; Pratiwi, E.; Rilyanti, M. Characteristics and Catalytic Activity of Zeolite-a Synthesized from Rice Husk Silica and Aluminium Metal by Sol-Gel Method. J. Phys. Conf. Ser. 2019, 1338, 012015. [Google Scholar] [CrossRef]
- Abukhadra, M.R.; Sayed, M.A. K+ Trapped Kaolinite (Kaol/K+) as Low Cost and Eco-Friendly Basic Heterogeneous Catalyst in the Transesterification of Commercial Waste Cooking Oil into Biodiesel. Energy Convers. Manag. 2018, 177, 468–476. [Google Scholar] [CrossRef]
- Dardir, F.M.; Mohamed, A.S.; Abukhadra, M.R.; Ahmed, E.A.; Soliman, M.F. Cosmetic and Pharmaceutical Qualifications of Egyptian Bentonite and Its Suitability as Drug Carrier for Praziquantel Drug. Eur. J. Pharm. Sci. 2018, 115, 320–329. [Google Scholar] [CrossRef]
- Roy, T.; Sahani, S.; Chandra Sharma, Y. Study on Kinetics-Thermodynamics and Environmental Parameter of Biodiesel Production from Waste Cooking Oil and Castor Oil Using Potassium Modified Ceria Oxide Catalyst. J. Clean. Prod. 2020, 247, 119166. [Google Scholar] [CrossRef]
- Ayele, L.; Pérez-Pariente, J.; Chebude, Y.; Díaz, I. Conventional versus Alkali Fusion Synthesis of Zeolite A from Low Grade Kaolin. Appl. Clay Sci. 2016, 132–133, 485–490. [Google Scholar] [CrossRef]
- Ashraf, M.T.; AlHammadi, A.A.; El-Sherbeeny, A.M.; Alhammadi, S.; Al Zoubi, W.; Ko, Y.G.; Abukhadra, M.R. Synthesis of Cellulose Fibers/Zeolite-A Nanocomposite as an Environmental Adsorbent for Organic and Inorganic Selenium Ions; Characterization and Advanced Equilibrium Studies. J. Mol. Liq. 2022, 360, 119573. [Google Scholar] [CrossRef]
- AbuKhadra, M.R.; Basyouny, M.G.; El-Sherbeeny, A.M.; El-Meligy, M.A.; Abd Elgawad, A.E.E. Transesterification of Commercial Waste Cooking Oil into Biodiesel over Innovative Alkali Trapped Zeolite Nanocomposite as Green and Environmental Catalysts. Sustain. Chem. Pharm. 2020, 17, 100289. [Google Scholar] [CrossRef]
- Mostafa, M.; El-Meligy, M.A.; Sharaf, M.; Soliman, A.T.; AbuKhadra, M.R. Insight into Chitosan/Zeolite-A Nanocomposite as an Advanced Carrier for Levofloxacin and Its Anti-Inflammatory Properties; Loading, Release, and Anti-Inflammatory Studies. Int. J. Biol. Macromol. 2021, 179, 206–216. [Google Scholar] [CrossRef] [PubMed]
- Basyouny, M.G.; Abukhadra, M.R.; Alkhaledi, K.; El-Sherbeeny, A.M.; El-Meligy, M.A.; Soliman, A.T.A.; Luqman, M. Insight into the Catalytic Transformation of the Waste Products of Some Edible Oils (Corn Oil and Palm Oil) into Biodiesel Using MgO/Clinoptilolite Green Nanocomposite. Mol. Catal. 2021, 500, 111340. [Google Scholar] [CrossRef]
- Toledo Arana, J.; Torres, J.J.; Acevedo, D.F.; Illanes, C.O.; Ochoa, N.A.; Pagliero, C.L. One-Step Synthesis of CaO-ZnO Efficient Catalyst for Biodiesel Production. Int. J. Chem. Eng. 2019, 2019, 1806017. [Google Scholar] [CrossRef]
- Gardy, J.; Rehan, M.; Hassanpour, A.; Lai, X.; Nizami, A.S. Advances in Nano-Catalysts Based Biodiesel Production from Non-Food Feedstocks. J. Environ. Manage. 2019, 249, 109316. [Google Scholar] [CrossRef]
- Seela, C.R.; Alagumalai, A.; Pugazhendhi, A. Evaluating the Feasibility of Diethyl Ether and Isobutanol Added Jatropha Curcas Biodiesel as Environmentally Friendly Fuel Blends. Sustain. Chem. Pharm. 2020, 18, 100340. [Google Scholar] [CrossRef]
- Bhatia, S.K.; Gurav, R.; Choi, T.R.; Kim, H.J.; Yang, S.Y.; Song, H.S.; Park, J.Y.; Park, Y.L.; Han, Y.H.; Choi, Y.K.; et al. Conversion of Waste Cooking Oil into Biodiesel Using Heterogenous Catalyst Derived from Cork Biochar. Bioresour. Technol. 2020, 302, 122872. [Google Scholar] [CrossRef] [PubMed]
- Hassan, W.A.; Ahmed, E.A.; Moneim, M.A.; Shaban, M.S.; El-Sherbeeny, A.M.; Siddiqui, N.; Shim, J.J.; Abukhadra, M.R. Sulfonation of Natural Carbonaceous Bentonite as a Low-Cost Acidic Catalyst for Effective Transesterification of Used Sunflower Oil into Diesel; Statistical Modeling and Kinetic Properties. ACS Omega 2021, 6, 31260–31271. [Google Scholar] [CrossRef] [PubMed]
- Abukhadra, M.R.; Othman, S.I.; Allam, A.A.; Elfayoumi, H. Insight into the Catalytic Properties Zeolitized Kaolinite/Diatomite Geopolymer as an Environmental Catalyst for the Sustainable Conversion of Spent Cooking Oil into Biodiesel; Optimization and Kinetics. Sustain. Chem. Pharm. 2021, 22, 100473. [Google Scholar] [CrossRef]
- Mumtaz, M.W.; Adnan, A.; Anwar, F.; Mukhtar, H.; Raza, M.A.; Ahmad, F.; Rashid, U. Response Surface Methodology: An Emphatic Tool for Optimized Biodiesel Production Using Rice Bran and Sunflower Oils. Energies 2012, 5, 3307–3328. [Google Scholar] [CrossRef] [Green Version]
- Kamel, D.A.; Farag, H.A.; Amin, N.K.; Zatout, A.A.; Ali, R.M. Smart Utilization of Jatropha (Jatropha Curcas Linnaeus) Seeds for Biodiesel Production: Optimization and Mechanism. Ind. Crops Prod. 2018, 111, 407–413. [Google Scholar] [CrossRef]
- Kouzu, M.; Kasuno, T.; Tajika, M.; Sugimoto, Y.; Yamanaka, S.; Hidaka, J. Calcium Oxide as a Solid Base Catalyst for Transesterification of Soybean Oil and Its Application to Biodiesel Production. Fuel 2008, 87, 2798–2806. [Google Scholar] [CrossRef]
- Li, Z.; Ding, S.; Chen, C.; Qu, S.; Du, L.; Lu, J.; Ding, J. Recyclable Li/NaY Zeolite as a Heterogeneous Alkaline Catalyst for Biodiesel Production: Process Optimization and Kinetics Study. Energy Convers. Manag. 2019, 192, 335–345. [Google Scholar] [CrossRef]
- Yusuff, A.S.; Bhonsle, A.K.; Bangwal, D.P.; Atray, N. Development of a Barium-Modified Zeolite Catalyst for Biodiesel Production from Waste Frying Oil: Process Optimization by Design of Experiment. Renew. Energy 2021, 177, 1253–1264. [Google Scholar] [CrossRef]
- Yusuff, A.S.; Gbadamosi, A.O.; Atray, N. Development of a Zeolite Supported CaO Derived from Chicken Eggshell as Active Base Catalyst for Used Cooking Oil Biodiesel Production. Renew. Energy 2022, 197, 1151–1162. [Google Scholar] [CrossRef]
- Lani, N.S.; Ngadi, N.; Inuwa, I.M.; Opotu, L.A.; Zakaria, Z.Y.; Widayat, W. Influence of Desilication Route of ZSM-5 Zeolite in Mesoporous Zeolite Supported Calcium Oxide Catalyst for Biodiesel Production. Microporous Mesoporous Mater. 2022, 343, 112153. [Google Scholar] [CrossRef]
- Chen, G.; Shan, R.; Li, S.; Shi, J. A Biomimetic Silicification Approach to Synthesize CaO-SiO2 Catalyst for the Transesterification of Palm Oil into Biodiesel. Fuel 2015, 153, 48–55. [Google Scholar] [CrossRef]
- Aghel, B.; Mohadesi, M.; Ansari, A.; Maleki, M. Pilot-Scale Production of Biodiesel from Waste Cooking Oil Using Kettle Limescale as a Heterogeneous Catalyst. Renew. Energy 2019, 142, 207–214. [Google Scholar] [CrossRef]
- Babajide, O.; Musyoka, N.; Petrik, L.; Ameer, F. Novel Zeolite Na-X Synthesized from Fly Ash as a Heterogeneous Catalyst in Biodiesel Production. Catal. Today 2012, 190, 54–60. [Google Scholar] [CrossRef] [Green Version]
- Maneerung, T.; Kawi, S.; Wang, C.H. Biomass Gasification Bottom Ash as a Source of CaO Catalyst for Biodiesel Production via Transesterification of Palm Oil. Energy Convers. Manag. 2015, 92, 234–243. [Google Scholar] [CrossRef]
- Amani, H.; Asif, M.; Hameed, B.H. Transesterification of Waste Cooking Palm Oil and Palm Oil to Fatty Acid Methyl Ester Using Cesium-Modified Silica Catalyst. J. Taiwan Inst. Chem. Eng. 2016, 58, 226–234. [Google Scholar] [CrossRef]
- Thushari, I.; Babel, S.; Samart, C. Biodiesel Production in an Autoclave Reactor Using Waste Palm Oil and Coconut Coir Husk Derived Catalyst. Renew. Energy 2019, 134, 125–134. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Properties | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Oxides | SiO2% | Al2O3% | Fe2O3% | MgO% | CaO% | TiO2% | Na2O% | K2O% | L.O.I% |
| Kaolinite | 47.83 | 35.74 | 0.89 | 0.12 | 0.53 | 0.82 | 0.28 | 0.08 | 14 |
| H.ZA zeolite | 36.2 | 29.2 | 0.10 | ------ | ------ | 0.06 | 13.3 | ------ | 21.1 |
| DH.ZA zeolite | 32.9 | 28.24 | 0.14 | ------ | ------ | 0.07 | 20.23 | ------ | 18.4 |
| Textural and Physicochemical Properties | |||||||||
| Specific Surface Area | Total Pore Volume | Average Pore Size | Ion Exchange | Total Basicity | |||||
| Kaolinite | 10 m2/g | 0.072 cm3/g | 43.2 nm | ------ | ------ | ||||
| H.ZA zeolite | 423 m2/g | 0.382 cm3/g | 11.6 nm | 340 meq/100 g | 5.88 mmol OH/g | ||||
| DH.ZA zeolite | 488 m2/g | 0.446 cm3/g | 9.2 nm | 298 meq/100 g | 7.73 mmol OH/g | ||||
| Contents | Unit | ASTM D-6751 | EN 14214 | H.ZA | DH.ZA |
|---|---|---|---|---|---|
| Viscosity | mm2/s | 1.9–6 | 3.5–5 | 3.61 | 3.66 |
| Moisture content | Wt.(%) | <0.05 | <0.05 | 0.047 | 0.038 |
| Flash point | °C | >93 | >120 | 128.6 | 133.2 |
| Calorific value | MJ/kg | -------- | >32.9 | 43.3 | 46.5 |
| Cloud point | °C | −3 to 15 | -------- | 6.3 | 6.7 |
| Pour point | pp | −5 to 10 | -------- | 5.5 | 5.8 |
| Cetane number | ---------- | ≥47 | ≥51 | 60.4 | 66.3 |
| Density | g/cm3 | 0.82–0.9 | 0.86–0.9 | 0.866 | 0.871 |
| Acid value | Mg/KOH/g | ≤0.5 | ≤0.5 | 0.38 | 0.34 |
| Iodine value | ---------- | --------- | ≤120 | 108.5 | 110.3 |
| Catalyst | Temperature | Rate Constant (k (min−1)) | Determination Coefficient (R2) |
|---|---|---|---|
| H.ZA | 40 °C | 0.00629 | 0.9784 |
| 50 °C | 0.00958 | 0.9961 | |
| 60 °C | 0.01441 | 0.9911 | |
| DH.ZA | 40 °C | 0.01572 | 0.9919 |
| 50 °C | 0.02152 | 0.9900 | |
| 60 °C | 0.03351 | 0.9588 |
| Parameters | H.ZA | DH.ZA |
|---|---|---|
| Slope | −4.31938 | −3.93487 |
| Intercept | 8.72902 | 8.39413 |
| Determination coefficient (R2) | 0.99983 | 0.97338 |
| Activation energy (ΔE*) (kJ·mol−1) | 35.9 | 32.714 |
| Pre-exponential value (A) (min−1) | 6179.66 | 4421.03 |
| Thermodynamic Parameters | H.ZA | DH.ZA | |
|---|---|---|---|
| Slope | −3.99664 | −3.61213 | |
| Intercept | 1.95184 | 1.61696 | |
| R2 | 0.99983 | 0.96888 | |
| Enthalpy of activation (ΔH*) (kJ·mol−1) | 33.23 | 30.03 | |
| Entropy of activation (ΔS*) (J·K−1·mol−1) | −195.59 | −195.91 | |
| Gibb’s free energy of activation (ΔG*) (kJ·mol−1) | 40 °C 50 °C 60 °C | 61.252 63.208 65.164 | 61.349 63.308 65.268 |
| Catalyst | Time | Temperature (°C) | Methanol/Oil Ratio | Dosage (wt. %) | Yield (%) | References |
|---|---|---|---|---|---|---|
| Ba-Zeolite CaO/zeolite CaO/Zeo-CTAB FAU zeolite Na2SiO3 CaO/SiO2 | 2 h 238.8 min 4 h 4 h 12 h 3 h | 65.38 69.1 65 65 28 65 | 12:1 9.7:1 5:1 9:1 12:1 21:1 | 3 2.1 4 5 5 11 | 93.17 93.7 89 91.6 96 90.2 | [49] [50] [51] [3] [12] [52] |
| Kettle limescale | 15 min | 61.7 | 3:1.7 | 8.9 | 93.4 | [53] |
| Zeolite Na-X | 8 h | 65 | 6:1 | 3 | 83.5 | [54] |
| CaO | 3 h | 65 | 20:1 | 5 | 95 | [55] |
| Cesium-modified silica | 3 h | 65 | 20:1 | 3 | 90 | [56] |
| Coconut coir husk | 3 h | 130 | 12:1 | 10 | 89.8 | [57] |
| Diatomite/CaO/MgO | 2 h | 90 | 15:1 | 6 | 96.4 | [6] |
| Ni/NiO@ Diatomite | 117 min | 63.7 | 11.6:1 | 4 | 93.2 | [19] |
| H.ZA | 120 min | 80 | 14:1 | 3 | 95.8 | This study |
| DH.ZA | 60 min | 60 | 12:1 | 3 | 96.8 | This study |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sayed, M.A.; Ahmed, S.A.; Othman, S.I.; Allam, A.A.; Al Zoubi, W.; Ajarem, J.S.; Abukhadra, M.R.; Bellucci, S. Kinetic, Thermodynamic, and Mechanistic Studies on the Effect of the Preparation Method on the Catalytic Activity of Synthetic Zeolite-A during the Transesterification of Waste Cooking Oil. Catalysts 2023, 13, 30. https://doi.org/10.3390/catal13010030
Sayed MA, Ahmed SA, Othman SI, Allam AA, Al Zoubi W, Ajarem JS, Abukhadra MR, Bellucci S. Kinetic, Thermodynamic, and Mechanistic Studies on the Effect of the Preparation Method on the Catalytic Activity of Synthetic Zeolite-A during the Transesterification of Waste Cooking Oil. Catalysts. 2023; 13(1):30. https://doi.org/10.3390/catal13010030
Chicago/Turabian StyleSayed, Mohamed Adel, Sayed A. Ahmed, Sarah I. Othman, Ahmed A. Allam, Wail Al Zoubi, Jamaan S. Ajarem, Mostafa R. Abukhadra, and Stefano Bellucci. 2023. "Kinetic, Thermodynamic, and Mechanistic Studies on the Effect of the Preparation Method on the Catalytic Activity of Synthetic Zeolite-A during the Transesterification of Waste Cooking Oil" Catalysts 13, no. 1: 30. https://doi.org/10.3390/catal13010030