
Main Routes of Production of High-Value-Added 2,5-Furandincarboxylic Acid Using Heterogeneous Catalytic Systems

Chemical and Environmental Engineering Department, Engineering School of Bilbao, University of the Basque Country (UPV/EHU), Plaza Ingeniero Torres Quevedo 1, 48013 Bilbao, Spain
*
Author to whom correspondence should be addressed.
Catalysts 2023, 13(5), 880; https://doi.org/10.3390/catal13050880
Submission received: 5 April 2023
/
Revised: 3 May 2023
/
Accepted: 10 May 2023
/
Published: 13 May 2023
(This article belongs to the Special Issue Catalytic Materials: State-of-the-Art and Perspectives in Spain)
Abstract
:The production of polymers from lignocellulosic biomass is currently one of the challenges to minimizing dependence on fossil fuels such as oil. The cellulosic fraction of this feedstock can be transformed into simple sugars such as glucose or fructose. These sugars can be further converted into 2,5-furandicarboxylic acid (FDCA), a precursor of polyethylene furanoate (PEF). The dehydration of sugars to 5-hydroxymethylfurfural (HMF), a platform molecule to obtain products of interest, has been extensively studied. In addition, the oxidation of this platform molecule to FDCA has been widely investigated. However, a study of the direct or one-step production of FDCA from sugars is needed. This review provides a general overview of the recent research on the catalytic systems for the direct production of FDCA from sugars. Ideally, a single-stage system should be employed. The investigations carried out in a one-step process are first detailed. Different strategies have been tested, such as the physical separation of two phases, where dehydration and oxidation took place separately. In this case, an efficient transfer of HMF is needed. To avoid HMF transfer limitations, other authors focused on the investigation of the one-pot transformation of HMF without physical separation. The major requirement of these processes is to achieve catalytic systems functional for both dehydration and oxidation reactions. Therefore, other investigations focused on the study of two-step integrated systems are also analyzed in this review.
1. Introduction
Today, a large percentage of used hydrocarbons and products comes from fossil raw materials; in fact, the use of fossil fuels contributes in the order of 85 % to the total energy mix [1]. In addition to this, according to the International Energy Agency (IEA, 2022), direct CO2 emissions from primary chemical production amounted to 925 Mt in 2021. Therefore, different sustainable technologies have to be developed for the production of high-value-added chemical compounds [2,3]. The use of biomass as raw material can help solve this problem. Biomass is the only source of carbon capable of replacing petrochemistry-derived compounds. Hence, the biorefinery concept is an essential key for the production of sustainable chemical products. For instance, there are some compounds, such as 2,5-Furandicarboxylic acid (FDCA) and its esterified derivative furan-2,5-dimethyl-carboxylate (FDMC), that are the most promising compounds for producing polyethylene furanoate (PEF) to replace the fossil-based polyethylene terephthalate [4,5,6].
Due to the capacity of the FDCA to produce PEF, in 2004, the United State Department of Energy (DOE) highlighted this compound as one of the most promising bio-based materials [7,8]. After that, a large number of research projects have been developed in order to find a commercially viable route to FDCA. In Figure 1, the previous years’ tendency regarding the number of FDCA research publications [9] can be observed. FDCA can be obtained through the oxidation of 5-hydroxymethylfurfural (HMF), and HMF is one of the most promising bio-based platform chemicals of the future [10]. HMF can be obtained by the dehydration of fructose, and this C6 sugar can be obtained from glucose [11]. In addition to this, the use of HMF as a platform molecule is so important that new ways to obtain it, such as electrochemistry, are being studied [12]. However, nowadays, the main source of HMF is cellulose. Additionally, cellulose is the largest fraction of lignocellulosic biomass, constituting 30–50% by weight [13], and it is rich in linear hexose polymers [14].
New research is focused on the development of new catalytic systems to produce FDCA by partial oxidation reactions [15,16]. In the last 20 years, over 1000 scientific publications have been published about this topic, and many of them are focused on optimizing the yield and catalyst design. In many cases, these investigations are dedicated to FDCA production using HMF as the raw material. Although this route is very interesting, if an efficient process is the objective, the very low stability of HMF generates a lot of techno-economic problems [16]. That is why FDCA production needs to be conducted starting from sugars or cellulose [16]. For the successful transformation process of glucose/fructose into FDCA via HMF, there are some important challenges. Both steps must be considered: from sugar to HMF, and from HMF to FDCA, but rarely are these two steps compatible [17].
The HMF production from sugars is a widely studied process. This HMF production is generally carried out by means of acid-catalyzed dehydration of biomass-derived carbohydrates [18,19]. Fructose is the best starting feedstock in this process, due to the primarily available furanose tautomer being more reactive than the other hexoses [20]. Under acid conditions, the generated HMF is not stable, especially in aqueous solutions, due to its HMF rehydration to levulinic and formic acids. Besides that, insoluble humins can also be generated by polymerization reactions [21]. Hence, the use of different organic solvents is usually used to minimize undesirable by-products. Mixtures of DMSO [22,23,24], MIBK [25], THF [26], and other solvents have been employed. Therefore, to reach a high HMF yield, acid catalysts and organic solvents are required. In the case of the HMF oxidation to FDCA, it has been proven that high yields are only possible in the presence of water [16]. That is why it is quite difficult to combine these two steps.
In this work, a general overview of the latest advances in the main catalytic processes applied for the conversion of hexoses into FDCA using heterogeneous catalysis will be presented and discussed. Under an oxidizing atmosphere, glucose and fructose can be easily oxidized to many different unwanted products. That is why one of the main problems of this process is to obtain high yields. This requires the development of a selective process using glucose and fructose as raw materials. Therefore, this review focuses on the most promising processes to obtain high yields of FDCA that allow its further polymerization to obtain PEF. For this, different aspects will be analyzed, such as (a) the recent advances in processes with one and two steps (see Figure 2) to obtain FDCA, (b) the type of solvents and catalysts employed, and (c) other aspects that seem to be promising in future innovative FDCA production. Moreover, the scope of the review is limited to the overall transformation from hexoses to FDCA.
2. Catalytic Conversion of Sugars to FDCA in One Step
2.1. One-Step Production of FDCA by Physical Separation of the Byphasic System
The production of FDCA from sugars has been of interest for some years. The initial studies were focused on physically differentiating the dehydration stage and the oxidation stage in order to achieve high yields of the desired product. Table 1 summarizes the research cited below.
In this sense, Kröger et al. [27] proposed an innovative system in which the HMF formation was carried out in water by 14 g of a solid acid catalyst, followed by the diffusion of HMF through a selectively-permeable membrane connected to the organic phase (MIBK) were the oxidation took place by 3 g of heterogeneous PtBi/C catalyst to produce FDCA. The scheme of the process can be observed in Figure 3.
It was detected that the dehydration of fructose to HMF in water without the subsequent HMF extraction resulted in the rehydration of HMF to produce levulinic acid. Therefore, low HMF yields were achieved under these conditions. However, it was concluded that it was possible to increase the FDCA yield (up to 25%) after 7 days at 80 °C with fructose as feedstock in a two-phase system separated by a membrane that selectively extracted HMF, avoiding its rehydration.
Guangshun et al. [28] designed a triphasic reactor where phase I (green in Figure 4) and phase III (blue in Figure 4) were separated by MIBK (phase II, grey in Figure 4). Fructose, tetraethyl ammonium bromide (TEAB), water, and 0.018 g ofAmberlyst-15, which acts as a catalyst, are added to the reactor (phase I). On the other side of the reactor, 0.25 g of Au8Pd2/HT catalyst, Na2CO3, and water were added (phase II). During the first 10 h, the FDCA yield increased almost linearly with time, reaching a maximum total FDCA yield of 78% at 20 h because of the separation of the phases. In this sense, phase II exhibited diverse roles, such as extraction, transportation, and purification. Moreover, glucose was employed as feedstock. To convert glucose to HMF in phase I, TEAB was extracted as the reaction medium, and Amberlyst-15/CrCl3 was selected as the catalyst, since CrCl3 is necessary for the isomerization of glucose to fructose. A total of 50% of FDCA yield was achieved with full glucose conversion after 30 h of reaction at 95 °C. Finally, after the kinetic study, it was concluded that the mass transfer of HMF from phase I to phase II was the controlling step for the production of FDCA. Thus, further investigations into the extraction of HMF could improve the total yield of the process.
2.2. One-Step Production of FDCA without Physical Separation of the Biphasic System
The production of FDCA directly from fructose with no physical separation was first studied by Ribeiro et al. [29]. An amount of 0.05 g of g cobalt encapsulated in a silica gel matrix catalyst was synthesized and tested in a batch reactor under 20 bar of air. Silica gel was active in the dehydration step, but no FDCA was produced in the absence of cobalt. However, low fructose conversion but high FDCA selectivity was achieved in the presence of Co(acac)3. For this reason, the cooperation of the silica gel acidic matrix and the cobalt metal complex was essential to produce FDCA efficiently (up to 72% yield).
Realizing the need to catalyze two different reactions, Yan et al. [30] employed an ionic liquid ([Bmim]Cl) as the solvent, with 0.01 g of Amberlyst-15 as the catalyst for the dehydration reaction and 0.01 g of Fe0.6Zr0.4O2 as the catalyst for the oxidation reaction in the same reactor without separation. After the optimization of the reaction parameters, a 46.4% yield of FDCA was achieved at 160 °C and 20 bar of oxygen pressure. Moreover, the effect of different acid catalysts on the dehydration of fructose was deeply studied, concluding that both Lewis and Brønsted acid sites were active in fructose dehydration. However, Lewis acid sites could also favor the formation of humins.
Taking into account that ruthenium shows excellent performance in the catalytic oxidation of HMF, Yangyang et al. [31] studied a bifunctional ruthenium-based catalyst (Ru/HAP). This catalyst was modified with cerium (Ce-Ru/HAP), which enhanced the production of FDCA due to the formation of oxygen holes, which improved the oxygen storage capacity. Moreover, the addition of Ce enhanced weak acid sites and diminished strong acid sites, which inhibited side reactions. The effect of Ce content was studied, and it was concluded that the optimum value was 8%, reaching a maximum FDCA yield of 34.2% after 4 h of reaction at 160 °C and 20 bar of oxygen pressure.
Recently, Chai et al. [32] have proposed an innovative experimental device to produce FDCA directly from rice straw. The rice straw was pretreated in a DMSO/H2O solution with ultrasonic equipment. After the treatment, diluted HCl and MnO2 were added to the solution, and the reactor was heated to reaction temperature. Multiple variables were optimized by response surface methodology, reaching a maximum yield of FDCA (52.1%) when 1 g of straw was pretreated for 60 min, 1 g of MnO2 and 40 mM of HCl were loaded, and the reactor was heated up to 200 °C. It was concluded that the dilution of the acid pretreatment and the reaction temperature had a significant effect on the production of FDCA. Moreover, the effect of heavy metals from the raw biomass was studied, concluding that at high temperatures, the metals shift to the liquid phase, increasing the production of FDCA, which was further studied in the subsequent research with the aim of increasing the yield of FDCA [33]. In this case, a bimetallic Cr-Mn supported on a USY zeolite monolithic catalyst was studied. The coordination of Mn and Cr enhanced oxygen mobility, increasing the production of FDCA. Moreover, the addition of KHCO3 was also investigated. The alkaline environment positively affected the oxidation of HMF, probably because this environment could dissolve FDCA in the form of a salt, preventing the addition of this compound to the active sites of the catalyst. In this case, a maximum yield of 67% was reached at the optimum conditions. Lastly, as in the previous research, the presence of heavy metals in the raw biomass was investigated, concluding that they could act as Lewis acid sites, enhancing the catalytic activity.
3. Catalytic Conversion of Fructose to FDCA in Two-Step
In the two-stage one-pot process, the conversion of fructose to FDCA takes place through two sequential reactions. The first step involves the dehydration of fructose to HMF using an acid catalyst. The reaction is followed by a separation stage where the catalyst or solvent is separated, or another catalyst or an oxidizing atmosphere is added. Humins are also typically separated, thus preventing the possible deactivation of the catalyst and increasing the efficiency of the reaction [34]. The scheme of the process is summarized in Figure 5.
It is important to mention the conversion paths in the second step. To convert HMF into FDCA, three consecutive oxidation steps have to occur, and there are two reaction pathways for HMF oxidation to FDCA, as shown in Figure 3. First, the hydroxyl group of HMF is oxidized to an aldehyde group to produce the DFF, and then the two aldehyde groups are oxidized to carboxyl groups to produce the FDCA through the FFCA. On the second track, the HMF aldehyde group is first oxidized to a carboxyl group to produce HMFCA, and then the hydroxyl group is oxidized twice to produce FDCA, also through FFCA [35]. The path of HMF conversion depends on the type of catalyst used in the reaction.
Despite the simplicity and lower operating cost of the one-step approach, its implementation is challenging due to the instability and reactivity of the intermediates involved, as well as the enhanced side reactions and limited choice of catalysts that can carry out both dehydration and oxidation reactions simultaneously [36,37]. As a result, two-step catalytic conversion processes, which provide greater control over the process, have been widely investigated. Table 2 provides a summary of all the current research.
Several studies have studied these two-step processes with hydrochloric (HCl) as a homogeneous acid catalyst for the dehydration of fructose to HMF [16,17,38,39]. In spite of the high yields to HMF obtained with HCl, these processes require further treatments to separate yhr chloride ions, which can deactivate the catalyst employed in the second stage and reduce the purity of the obtained FDCA. Moreover, the corrosivity of HCl is an operation-limiting factor [36]. Guangshun et al. [17] reported an HMF yield of 84% using HCl as the catalyst (5 mol%) and isopropanol as the solvent. The product was separated from humins by evaporating the isopropanol after the first reaction step and later extracting HMF with water (Figure 5). No subsequent separation process was conducted to isolate the chloride (Cl−) ions, as Na2CO3 was added in the subsequent stage to neutralize the reaction mixture. Eventually, a 98% FDCA yield was achieved using a hydrotalcite-impregnated noble gold catalyst (AuHT) [40]. Huai et al. [39] carried out a similar Cl− removal with NaClO. Similarly, an HMF yield of 70% was obtained using HCl and gamma-valerolactone (GVL)/H2O as the solvent [38]. Humins were separated by activated carbon, and Cl− ions were removed through an ion exchange resin. The solvent was maintained unseparated and, subsequently, employed for the second reaction stage, where by means of a gold catalyst impregnated on a hydrotalcite (AuHT), a 91% FDCA yield was achieved. It is noteworthy that GVL can be synthesized utilizing levulinic acid, a by-product derived from the dehydration of the fructose to HMF, thereby offering a more sustainable approach for repurposing the waste generated during the process to manufacture the solvent [41]. Other studies using HCl as a catalyst [16,39] tested the oxidation of fructose to HMF using ionic liquids as solvents and non-noble metal catalysts for the conversion of HMF to FDCA. The ability to precipitate and isolate the ionic liquid facilitates solvent recycling, which is an essential component of developing a green process. Nevertheless, several studies have reported that the conversion of HMF to FDCA is more favorable in the presence of water or alkaline aqueous solutions than in nonpolar molecules such as ionic liquids [42,43]. This is attributed to the high solubility of oxygen in water, which arises from water molecules’ capability to establish hydrogen bonds with oxygen molecules. Conversely, the dehydration of fructose to HMF in the presence of water has been shown to promote side reactions, such as the formation of levulinic acid, and polycondensation of HMF [44].
Not only HCl but also solid acid catalysts prove to be highly effective in the conversion of fructose to HMF. They are easily separated by filtration together with humins, simplifying the purification process. Moreover, the solid catalysts can be recycled, providing a sustainable and cost-effective alternative to traditional homogeneous acid catalysts.
In the following studies, solid acid catalysts were used. Guangyu et al. [45] reported a yield of 97.1% to HMF from fructose using 0.4 g of Amberlyst-15 as a solid acid catalyst. The resulting catalyst was then separated by a simple filtration process. After isolating the filtrate, which contained primarily crude HMF product and DSMO solvent, a second reaction was conducted by introducing water as the solvent and Pt/C as the catalyst, which resulted in a 91% yield of FDCA. Tied to the previous study, Lie et al. [46] used an Amberlyst-15 catalyst (0.3 g), which was separated by centrifugation after the dehydration process. The crude HMF obtained from fructose was directly used as the starting material for the HMF oxidation process without further purification, accomplishing a yield of 89% of FDCA. Yang et al. [47] synthesized a magnetic acid catalyst (Fe3O4−RGO−SO3H) for the dehydration step and a ZnFe1.65Ru0.35O4 catalyst for the oxidation step to achieve yields of 81% for HMF and 70% for FDCA, respectively. Magnetic catalysts have become increasingly popular in various fields due to their ability to be easily separated from reaction solutions or other solid catalysts. Marcelo et al. [29] reported a conversion of 72% of fructose with 99% of selectivity to FDCA using 0.1 g of a cobalt acetylacetonate (Co(acac)3) bifunctional catalyst. The fructose dehydration occurred at the acid sites on the silica surface, and the oxidation occurred within the pore channels of the silica by the action of the metallic active sites on the silica. Regarding oxidation, two catalysts were tested; Co(acac)3 and Co-gel, the latter of the two being the most effective since higher yields are obtained. V. Pramod et al. [48] employed 20 wt % Pd/CC catalyst which was synthesized by glucose carbonization. The catalyst showed excellent activity in the synthesis of FDCA, achieving an HMF yield of 85%. The one-pot two-step approach to produce FDCA from fructose has demonstrated significant feasibility owing to the elimination of HMF isolation and the catalytic activity of Pd/CC, which promotes both reaction steps in a single pot.
Several investigations have been carried out using organic solvents for both dehydration and oxidation steps. The one-pot conversion of fructose into FDCA was also carried out successfully through two consecutive steps, with a total yield of FDCA reaching 59.8%, using an aqueous t-BuOOH solution [44]. HMF was first produced from fructose over the Fe3O4@SiO2−SO3H catalyst, with HMF reaching a maximum yield of 93.1%; then, the Fe3O4@SiO2−SO3H catalyst was magnetically collected, and the nano-Fe3O4−CoOx and 70% aqueous t-BuOOH mixture were added into the liquid solution. The first catalyst was magnetically collected easily, and the catalyst for the oxidation step was added, avoiding the need for intermediate purification. Other investigations have employed MIBK as the solvent. Kröger et al. [27] employed a Lewatit SPC 108 catalyst in water for the dehydration step. Then, a PtBi/C catalyst and MIBK were added for the second stage, since the aqueous phase is mandatory for oxidation. A yield of FDCA of 25% was achieved, and one-third of the amount of HMF was formed (80% referred to fructose). A maximum intermediate selectivity towards oxidation products of 50% could be observed.
Ionic liquids have also been extensively studied for this process. While conventional solvents, such as water, are made predominantly of electrically neutral molecules, ionic liquids are made up primarily of ions. These substances are also called liquid electrolytes, ionic melts, ionic fluids, molten salts, liquid salts, or ionic glasses [49]. Using ionic liquids as the solvent opens up the possibility of establishing a chemical pathway to FDCA from sugars by producing HMF in one step and then loading the system with MnO2 and oxygen to convert the HMF to FDCA in the same reactor [16]. As mentioned above, water plays a very important role in oxidation due to the fact that the water could favor the formation of germinal diols as intermediate products to enhance the thermodynamics of the global reaction and increase the solubility of oxygen, which is known to be very low in ionic liquids [50]. Therefore, the addition of this solvent in the second step is needed.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 2.
One-pot two-step methods for the production of FDCA from fructose.
| Feed | Synthesis of HMF | HMF Yield (%) | Synthesis of FDCA | FDCA Yield (%) | Reference | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Catalyst | Solvent | Temp. | Time | Catalyst | Solvent | Temp. | Oxidant | Time | ||||
| Fructose | HCl | [bmim]Cl | - | - | 89 | MnO2 | [bmim]Cl/H2O | 130 °C | O2 (10 bar) | 6 h | 85 | [16] |
| Fructose Huaia 2020 | ChCl/MeCN | 150 °C | 2 h | 90 | NiOx | H2O | 100 °C | NaClO, open pot | 2 h | 97 | [39] | |
| Fructose | HCl | Isopropanol | 120 °C | 3 h | 84 | Au/HT | H2O | 95 °C | O2 flow, Na2CO3 | 9 h | 98.8 | [17] |
| Fructose | HCl | GVL/H2O | 180 °C | 45 min | 70 | Pt/C | GVL/H2O | 110 °C | O2 (40 bar) | 16 h | 93 | [38] |
| Fructose | FDCA | GVL/H2O | 180 °C | 70 min | 70 | Pt/C | GVL/H2O | 110 °C | O2 (40 bar) | 16 h | 91 | [38] |
| Fructose | Amberlyst 15 | DMSO | 120 °C | 1 h | 97.1 | Pt/C | DMSO/H2O | 100 °C | O2 flow (30 mL/min) K2CO3 | 10 h | 91 | [45] |
| Fructose | Amberlyst 15 | DMSO | 120 °C | 2 h | - | Ru/C (NaHCO3) | DMSO/H2O | 130 °C | O2 (40 bar) | - | 89 | [46] |
| Fructose | Amberlyst 15 | TEAB/H2O | 95 °C | 30 min | 86 | Au8Pd2/HT | MIBK/H2O | 95 °C | O2 | 20 h | 78 | [28] |
| Fructose | Lewatit SPC 108 | H2O | 80 °C | 30 min | 80 | PtBi/C (5%/5%) | Water saturated MIBK | 80 °C | Air oxygen | 70 h | 25 | [27] |
| Fructose | CPN3 | Isopropanol | 140 °C | 3 h | 75.5 | Au/HT | H2O | 90 °C | O2 flow Na2CO3 | 4 h | 98 | [40] |
| Fructose | Fe3O4-RGO-SO3H | DMSO | 110 °C | 2 h | 81 | ZnFe1.65Ru0.35O4 | DMSO/H2O | 130 °C | O2 | 16 h | 70 | [47] |
| Fructose | Fe3O4@SiO2−SO3H | DMSO | 100 °C | 2 h | 93.1 | nano-Fe3O4-CoOx | DMSO | 80 °C | t-BuOOH | 15 h | 59.8 | [26] |
| Fructose | SiO2 gel | H2O | 88 °C | 8 h | 93 | Co(acac)3 | H2O | 160 °C | Air | 65 min | 46 | [27] |
| Fructose | SiO2 gel | H2O | 88 °C | 8 h | 93 | Co-gel | H2O | 160 °C | Air | 65 min | 72 | [29] |
| Fructose | Pd/CC | H2O | 140 °C | 9 h | 84 | Pd/CC | H2O | 140 °C | O2 | 30 h | 64 | [48] |
4. Conversion of Sugars into FDCA
4.1. Conversion of Glucose into FDCA
To obtain an integrated system, it will be necessary to study other sugars as raw materials. Compared to fructose, glucose has a structure that makes it difficult for HMF to form. However, it is more readily available at low cost and is therefore widely used for HMF production. Cellulose is made up of glucose, which is abundantly stored in forestry and agricultural biomass, making it the most abundant carbohydrate in the world. Therefore, a glucose-based material is very promising for the sustainable preparation of HMF [33].
The isomerization of glucose to fructose is an essential step for this valorization of biomass. In general, the transformation of fructose into target products is much easier than that of glucose, as it has been mentioned above. The dehydration of fructose to 5-hydroxymethylfurfural (HMF) can be easily achieved with catalyst systems containing Brønsted acid sites. However, the direct conversion of glucose to HMF requires the combination of Lewis and Brønsted acid sites with a specific solvent, involving unavoidable side reactions [51]. Table 3 provides a summary of all the current research based on the conversion of sugars into FDCA.
In this sense, ionic liquids have been studied as solvents for the production of FDCA from glucose. In the study [14], two processes are designed for different feedstocks: either fructose or glucose. The design is different for each alternative since, in the case of glucose, a previous isomerization step is necessary. Taking this into account, the reaction from fructose achieved yields greater than 85%, while the dehydration from glucose did not reach more than 55% yield to HMF at low concentrations. For the reaction starting from glucose (2% loading), CrCl3…6H2O was used as the catalyst (7% loading), operating for 30 min at 120 °C. [Bmim]Cl was selected as the solvent, which allowed a greater versatility for further integration towards sugars and cellulose, since it has been reported that this solvent favors the direct conversion of cellulose and glucose to HMF. In the second stage, the reaction conditions were based on introducing oxygen at 10 bars, increasing the reaction time to 6 h, and maintaining the temperature at 120 °C. MnO2 was used as a catalyst (5 mg). This catalyst proved to be very efficient, giving high yield, selectivity, and robustness, including demonstrating the ability to recover oligomeric furanic compounds derived from the dehydration of sugars and convert them into the final product.
Previous works clearly indicated that CrCl3 showed effective catalytic performance for glucose dehydration, but Cr-based catalysts could cause some environmental and health problems. Therefore, in this study [52], non-toxic metal chlorides were examined as catalysts for the preparation of HMF in ChCl in order to compare it with CrCl3. It was concluded that AlCl3 shows the most acceptable performance compared to CrCl3, since almost a complete conversion of glucose 100% was achieved in the presence of 40 wt % of AlCl3. The reaction parameters of this first stage were as follows: 1 g glucose, 1 g water, and 1 g ChCl at room temperature were in 38 mL heavy-walled tubular reactors, and 2.0 wt % (2.7 mol%) of AlCl3 and 20 mL of co-solvent EtAc were added in the tubular reactors with a screw cap. Then, the reaction phase was heated to 120 °C for 12 h with a stirring speed of 300 rpm. Very low yields of furan products were obtained after the reaction. However, unexpected humins and other smaller molecules were formed under the strong acidity conditions due to the fact that AlCl3 acts as a Lewis acid, enhancing the side reactions. Nevertheless, an HMF yield of almost 53 % was achieved. The obtained crude mixture was dissolved in fresh EtAc, and then the furan product substrate was achieved after the solvent was filtered and concentrated under reduced pressure again. The oxidation was based on the following reaction parameters: 10 wt % Pt/C (975 mg, 0.5 mmol) and the furan products substrate were added to the saturated aqueous solution of NaHCO3 (10 mL). The reaction was carried out in a stainless steel reactor with 20 bar pressure of O2 for 2 h at 120 °C. This finding suggested a good potential for large-scale HMF production from high-concentration biomass aqueous solutions.
4.2. Conversion of Sucrose into FDCA
As previously commented, the current industrial production of HMF from fructose involves thermochemical acid-catalyzed dehydration through the loss of three water molecules to produce HMF via a cyclic pathway. Nonetheless, the glucose requires an additional step of isomerization to fructose before dehydration to HMF. Regarding sucrose, the dehydration of HMF proceeds through a cyclic pathway along the formation of an intermediate fructofuranosyl cation [53]. In this sense, the FDCA production from sucrose has been investigated using two-step catalytic processes as this sugar is a largely available biomass feedstock [54]. In the first step, HMF was synthesized by hydrolysis and dehydration of sucrose using sulfuric acid in a continuous reactor obtaining a 34% yield using an aqueous solution of 2 wt % sucrose and 0.005 M sulfuric acid in a tubular reactor operating at 200 °C and 25 bar. The hydrodynamic residence time was 10 min. In the second step, the resulting reaction solution was directly oxidized to FDCA without further purification over a Au/ZrO2 catalyst reaching a 84% yield; NaOH was added as a 2.5 M solution to reach a total volume of 10 mL. This yield corresponds to an overall yield of 29% with respect to sucrose. This two-step process could allow the production of pure FDCA after the respective extraction/crystallization despite the impure intermediate HMF solution. However, to further optimize sustainability, the use of a base in FDCA production should be minimized by using a solid base or by recycling it. Furthermore, it would be desirable to extend the process to other sugar-based feedstocks and the polymerization should be further optimized concerning sustainability, for example, by changing the solvent mixtures.
4.3. Conversion of Inulin into FDCA
That is why other sugars, such as inulin, have also been tested as feedstock for the production of FDCA. Inulin is a mixture of linear chains of fructose units containing mainly one terminal glucose unit and characterized by β-(2-1) linkages between the fructose units, which is produced by many types of plants [55]. The oxidation of inulin in a single pot to FDCA with a Pt/C as the catalyst was carried out, obtaining a high yield of 70 % in two steps, with an intermediate evaporation of the solvent employed in the first stage and introducing NaHCO3 for the second. It should be mentioned that using NaHCO3 as the base and evaporating the organic solvent (MeCN) before the second oxidation step increased the yield of FDCA from 52 to 70% with the complete conversion of HMF and the intermediates HMFCA and FFCA [56]. The reaction conditions consisted of 0.83 mmol inulin, 30 mol% KBr, and 0.3 mL 0.0125 M H2SO4/MeCN (0.3/2.1 mL), using a reaction time of only 4 min. For the second step, O2 pressure was stabilized at 8 bar, and 2.5 mol% Pt/C was added.
5. Conclusions
There are different ways to transform glucose or fructose into HMF: one step with physical separation, one step without physical separation, or the most common, in two steps. In the case of processes with physical separation, there are processes in which HMF is extracted from the aqueous solution before its oxidation to FDCA.
In the case of two stages, the first objective is to obtain HMF from fructose, glucose, or other sugars. For this, different solvents are used, such as a mixture of DMSO, GVL, or ionic liquids with water, pure water, etc., using both heterogeneous acid catalysts and mineral acids. The objective is to maximize the production of HMF by reducing the formation of by-products, especially humins. In the second step, the oxidation of the HMF obtained in the first stage is intended using oxidizing catalysts. The solvent can also be changed for this second stage. The presence of water is essential to carry out the oxidation of HMF to FDCA. In the case of two stages, there are several works that obtain FDCA yields greater than 90%, most of them based on noble metals such as Pt/C catalysts, with an FDCA yield of 91%, or Au/HT catalysts with an FDCA yield of 98.8%. However, it seems that the use of non-noble metals such as NiOx can also achieve FDCA yields as high as 97%. The catalytic processes that produced yields of 98% with a Au/HT catalyst and 97% with a NiOx catalyst employed different basic salts.
This review indicates that the FDCA yields attained using one-stage processes without phase separation are lower than those with phase separation. Specifically, the maximum yield of FDCA achieved in one-stage processes conducted without physical separation was found to be 72%, whereas a process that incorporated a separation step for the catalysts and the addition of water achieved an overall yield of 88.4%. It is worth noting that one-stage processes employ more severe operating conditions in comparison to the two-stage process. Despite this, the latter method necessitates longer reaction times. The two-stage reaction confers superior control over the reaction, thereby enabling the utilization of more precise operating conditions and catalysts. These facts enhance the FDCA yield by up to 98%. Accordingly, this approach is anticipated to represent the most suitable pathway for the production of FDCA. However, an intermediate separation step needs to be avoided. Therefore, it is important to investigate an integrated process where the outflow of the dehydration reactor can be directly fed to the oxidation reactor.
Regarding the formation of FDCA from glucose, it can be said that the previous isomerization step of glucose to fructose makes the process considerably less efficient. The fact of having to integrate this step in the reaction makes the selection of catalysts much more complicated, since if the FDCA production in an integrated process is the objective, it is advisable to use the same catalyst in both steps. This is something that complicates the process since, for the isomerization stage, catalysts with Lewis acid sites are needed, while for dehydration, Brønsted acid sites are needed. However, looking at the results that have been published, it can be said that the best process is the one that employs ionic liquids as the solvent using manganese oxide as the catalyst. However, with respect to starting from glucose to obtain FDCA, more work is needed to optimize the recyclability of the catalyst and to achieve a closed-loop system for the economically competitive production of the desired product.
Starting from sucrose is something innovative in this research area, and the results that have been revised are promising; inulin could be preferable to fructose for the synthesis of HMF due to its indigestible nature. This is compatible with all the types of reaction investigated, and its conversion leads the furan derivatives with very good yields, reaching up to 70%. That is why, although the investigation of fructose to obtain FDCA is highly investigated and the process can still be optimized, starting with compounds such as sucrose or inulin should not be ruled out, since promising results have been obtained, and they are compounds more directly derivable from biomass.
Author Contributions
All authors have participated in the research and each author has contributed to the article as follows: Conceptualization, A.B. (Ane Bueno), A.B. (Asier Barredo), N.V. and J.R.; methodology, A.B. (Ane Bueno), A.B. (Asier Barredo), N.V. and J.R.; validation, N.V. and J.R.; resources, J.R.; writing—original draft preparation, A.B. (Ane Bueno), A.B. (Asier Barredo) and N.V.; writing—review and editing, A.B. (Ane Bueno), A.B. (Asier Barredo), N.V. and J.R.; visualization, A.B. (Ane Bueno), A.B. (Asier Barredo) and N.V. (Nerea Viar); supervision, J.R.; project administration, J.R.; funding acquisition, J.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the University of the Basque Country (UPV/EHU), Basque Government grant number IT1554-22, and the Spanish Ministry of Economy, Industry and Competitiveness grant number MCIN/AEI/PID2021-122736OB-C43.
Data Availability Statement
Data sharing is not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Hassan, A.M.; Al-Shalabi, E.W.; Ayoub, M.A. Updated perceptions on polymer-based enhanced oil recovery toward high-temperature high-salinity tolerance for successful field applications in carbonate reservoirs. Polymers 2022, 14, 2001. [Google Scholar] [CrossRef]
- Ruppert, A.M.; Weinberg, K.; Palkovits, R. Hydrogenolysis goes bio: From carbohydrates and sugar alcohols to platform chemicals. Angew. Chem.-Int. Ed. 2012, 51, 2564–2601. [Google Scholar] [CrossRef] [PubMed]
- Pan, T.; Deng, J.; Xu, Q.; Zuo, Y.; Guo, Q.X.; Fu, Y. Catalytic conversion of furfural into a 2,5-furandicarboxylic acid-based polyester with total carbon utilization. ChemSusChem 2013, 6, 47–50. [Google Scholar] [CrossRef] [PubMed]
- Hayashi, E.; Yamaguchi, Y.; Kamata, K.; Tsunoda, N.; Kumagai, Y.; Oba, F.; Hara, M. Effect of MnO2 crystal structure on aerobic oxidation of 5-hydroxymethylfurfural to 2,5-furandicarboxylic acid. J. Am. Chem. Soc. 2019, 141, 899–900. [Google Scholar] [CrossRef] [PubMed]
- Jia, W.; Chen, J.; Yu, X.; Zhao, X.; Feng, Y.; Zuo, M.; Li, Z.; Yang, S.; Sun, Y.; Tang, X.; et al. Toward an integrated conversion of fructose for two-step production of 2,5-furandicarboxylic acid or furan-2,5-dimethylcarboxylate with air as oxidant. Chem. Eng. J. 2022, 450, 138172. [Google Scholar] [CrossRef]
- Albonetti, S.; Lolli, A.; Morandi, V.; Migliori, A.; Lucarelli, C.; Cavani, F. Conversion of 5-hydroxymethylfurfural to 2,5-furandicarboxylic acid over Au-based catalysts: Optimization of active phase and metal-support interaction. Appl. Catal. B Environ. 2015, 163, 520–530. [Google Scholar] [CrossRef]
- Werpy, T.; Petersen, G. Top Value Added Chemicals from Biomass Volume I; U.S. Department of Energy, Office of Scientific and Technical Information: Oak Ridge, TN, USA, 2004; 76p. [CrossRef]
- Davidson, M.G.; Elgie, S.; Parsons, S.; Young, T.J. Production of HMF, FDCA and their derived products: A review of life cycle assessment (LCA) and techno-economic analysis (TEA) studies. Green Chem. 2021, 23, 3154–3171. [Google Scholar] [CrossRef]
- Elsevier Scopus—FDCA Search Results. Available online: https://www.scopus.com/results/results.uri?sort=plf-f&src=s&st1=fdca&sid=9d0126636fac6ba6aadb0e9986aa0118&sot=b&sdt=b&sl=9&s=ALL%28fdca%29&origin=searchbasic&editSaveSearch=&yearFrom=Before+1960&yearTo=Present (accessed on 12 May 2023).
- Bozell, J.J.; Petersen, G.R. Technology development for the production of biobased products from biorefinery carbohydrates—The US Department of Energy’s “Top 10” revisited. Green Chem. 2010, 12, 539–555. [Google Scholar] [CrossRef]
- Zhang, L.; Xi, G.; Chen, Z.; Qi, Z.; Wang, X. Enhanced formation of 5-HMF from glucose using a highly selective and stable SAPO-34 catalyst. Chem. Eng. J. 2017, 307, 877–883. [Google Scholar] [CrossRef]
- Sun, H.; Li, L.; Chen, Y.; Kim, H.; Xu, X.; Guan, D.; Hu, Z.; Zhang, L.; Shao, Z.; Jung, W.C. Boosting ethanol oxidation by NiOOH-CuO nano-heterostructure for energy-saving hydrogen production and biomass upgrading. Appl. Catal. B Environ. 2023, 325, 122388. [Google Scholar] [CrossRef]
- Naidu, D.S.; Hlangothi, S.P.; John, M.J. Bio-based products from Xylan: A review. Carbohydr. Polym. 2018, 179, 28–41. [Google Scholar] [CrossRef] [PubMed]
- Sella Kapu, N.; Trajano, H.L. Review of hemicellulose hydrolysis in softwoods and bamboo nuwan. Biofuels Bioprod. Biorefining 2014, 8, 743. [Google Scholar] [CrossRef]
- Sajid, M.; Zhao, X.; Liu, D. Production of 2,5-furandicarboxylic acid (FDCA) from 5-hydroxymethylfurfural (HMF): Recent progress focusing on the chemical-catalytic routes. Green Chem. 2018, 20, 5427–5453. [Google Scholar] [CrossRef]
- Al Ghatta, A.; Hallett, J.P. High yield and isolation of 2,5-furandicarboxylic acid from HMF and sugars in ionic liquids, a new prospective for the establishment of a scalable and efficient catalytic route. Green Chem. 2022, 24, 3309–3313. [Google Scholar] [CrossRef]
- Yi, G.; Teong, S.P.; Li, X.; Zhang, Y. Purification of biomass-derived 5-hydroxymethylfurfural and its catalytic conversion to 2,5-furandicarboxylic acid. ChemSusChem 2014, 7, 2131–2135. [Google Scholar] [CrossRef] [PubMed]
- Qiao, Z.; Wang, Z.; Zhang, C.; Yuan, S.; Zhu, Y.; Wang, J. PVAm–PIP/PS composite membrane with high performance for CO2/N2 separation. AIChE J. 2012, 59, 215–228. [Google Scholar] [CrossRef]
- Pan, J.; Mao, Y.; Gao, H.; Xiong, Q.; Qiu, F.; Zhang, T.; Niu, X. Fabrication of hydrophobic polymer foams with double acid sites on surface of macropore for conversion of carbohydrate. Carbohydr. Polym. 2016, 143, 212–222. [Google Scholar] [CrossRef]
- Chen, P.; Yamaguchi, A.; Hiyoshi, N.; Mimura, N. Efficient Continuous dehydration of fructose to 5-hydroxymethylfurfural in ternary solvent system. Fuel 2023, 334, 126632. [Google Scholar] [CrossRef]
- Zhu, L.; Fu, X.; Hu, Y.; Hu, C. Controlling the Reaction networks for efficient conversion of glucose into 5-hydroxymethylfurfural. ChemSusChem 2020, 13, 4812–4832. [Google Scholar] [CrossRef]
- Galaverna, R.; Breitkreitz, M.C.; Pastre, J.C. Conversion of D-fructose to 5-(hydroxymethyl)furfural: Evaluating batch and continuous flow conditions by design of experiments and in-line FTIR monitoring. ACS Sustain. Chem. Eng. 2018, 6, 4220–4230. [Google Scholar] [CrossRef]
- Aellig, C.; Hermans, I. Continuous D-fructose dehydration to 5-hydroxymethylfurfural under mild conditions. ChemSusChem 2012, 5, 1737–1742. [Google Scholar] [CrossRef]
- Tsilomelekis, G.; Josephson, T.R.; Nikolakis, V.; Caratzoulas, S. Origin of 5-hydroxymethylfurfural stability in water/dimethyl sulfoxide mixtures. ChemSusChem 2014, 7, 117–126. [Google Scholar] [CrossRef]
- Román-Leshkov, Y.; Chheda, J.N.; Dumesic, J.A. Phase modifiers promote efficient production of hydroxymethylfurfural from fructose. Science 2006, 312, 1933. [Google Scholar] [CrossRef]
- Cao, Z.; Fan, Z.; Chen, Y.; Li, M.; Shen, T.; Zhu, C.; Ying, H. Efficient preparation of 5-hydroxymethylfurfural from cellulose in a biphasic system over hafnyl phosphates. Appl. Catal. B Environ. 2019, 244, 170–177. [Google Scholar] [CrossRef]
- Kröger, M.; Prüße, U.; Vorlop, K.D. A new approach for the production of 2,5-furandicarboxylic acid by in situ oxidation of 5-hydroxymethylfurfural starting from fructose. Top. Catal. 2000, 13, 237–242. [Google Scholar] [CrossRef]
- Yi, G.; Teong, S.P.; Zhang, Y. The direct conversion of sugars into 2,5-furandicarboxylic acid in a triphasic system. ChemSusChem 2015, 8, 1151–1155. [Google Scholar] [CrossRef] [PubMed]
- Ribeiro, M.L.; Schuchardt, U. Cooperative effect of cobalt acetylacetonate and silica in the catalytic cyclization and oxidation of fructose to 2,5-furandicarboxylic acid. Catal. Commun. 2003, 4, 83–86. [Google Scholar] [CrossRef]
- Yan, D.; Wang, G.; Gao, K.; Lu, X.; Xin, J.; Zhang, S. One-pot synthesis of 2,5-furandicarboxylic acid from fructose in ionic liquids. Ind. Eng. Chem. Res. 2018, 57, 1851–1858. [Google Scholar] [CrossRef]
- Yangyang, J.Z.; Zhou, F.; Ma, H.X.; Li, X.L.; Yuan, X.Z.; Liang, F.X.; Zhang, J. One step synthesis of 2, 5-furandicarboxylic acid from fructose catalyzed by Ce modified Ru/HAP. Ranliao Huaxue Xuebao/J. Fuel Chem. Technol. 2020, 48, 942–948. [Google Scholar] [CrossRef]
- Chai, Y.; Yang, H.; Bai, M.; Chen, A.; Peng, L.; Yan, B.; Zhao, D.; Qin, P.; Peng, C.; Wang, X. Direct production of 2, 5-furandicarboxylicacid from raw biomass by manganese dioxide catalysis cooperated with ultrasonic-assisted diluted acid pretreatment. Bioresour. Technol. 2021, 337, 125421. [Google Scholar] [CrossRef]
- Chai, Y.; Bai, M.; Chen, A.; Yuan, J.; Peng, C.; Zhao, D.; Yan, B.; Qin, P. Cr-Mn bimetallic functionalized USY zeolite monolithic catalyst for direct production of 2, 5-furandicarboxylic acid from raw biomass. Chem. Eng. J. 2022, 429, 132173. [Google Scholar] [CrossRef]
- Liu, S.; Zhu, Y.; Liao, Y.; Wang, H.; Liu, Q.; Ma, L.; Wang, C. Advances in understanding the humins: Formation, prevention and application. Appl. Energy Combust. Sci. 2022, 10, 100062. [Google Scholar] [CrossRef]
- Yao, Y.; Wang, G. Mechanism insights into the aerobic oxidation of 5-hydroxymethylfurfural to 2, 5-furandicarboxylic acid over MnO2 catalysts. J. Phys. Chem. C 2021, 125, 3818–3826. [Google Scholar] [CrossRef]
- Cong, H.; Yuan, H.; Tao, Z.; Bao, H.; Zhang, Z.; Jiang, Y.; Huang, D.; Liu, H.; Wang, T. Recent advances in catalytic conversion of biomass to 2,5-furandicarboxylic acid. Catalysts 2021, 11, 1113. [Google Scholar] [CrossRef]
- Deshan, A.D.K.; Atanda, L.; Moghaddam, L.; Rackemann, D.W.; Beltramini, J.; Doherty, W.O.S. Heterogeneous catalytic conversion of sugars into 2,5-furandicarboxylic acid. Front. Chem. 2020, 8, 659. [Google Scholar] [CrossRef]
- Dumesic, J.A.; Hussain, A.; Won, W.; Sener, C.; Alonso, D.M.; Maravelias, C.T. Toward biomass-derived renewable plastics: Production of 2,5-furandicarboxylic acid from fructose. Sci. Adv. 2018, 4, eaap9722. [Google Scholar]
- Liu, H.; Li, W.; Zuo, M.; Tang, X.; Zeng, X.; Sun, Y.; Lei, T.; Fang, H.; Li, T.; Lin, L. Facile and efficient two-step formation of a renewable monomer 2,5-furandicarboxylic acid from carbohydrates over the NiOx catalyst. Ind. Eng. Chem. Res. 2020, 59, 4895–4904. [Google Scholar] [CrossRef]
- Teong, S.P.; Yi, G.; Cao, X.; Zhang, Y. Poly-benzylic ammonium chloride resins as solid catalysts for fructose dehydration. ChemSusChem 2014, 7, 2120–2124. [Google Scholar] [CrossRef] [PubMed]
- Huang, X.; Liu, K.; Vrijburg, W.L.; Ouyang, X.; Iulian Dugulan, A.; Liu, Y.; Tiny Verhoeven, M.W.G.M.; Kosinov, N.A.; Pidko, E.A.; Hensen, E.J.M. Hydrogenation of levulinic acid to γ-valerolactone over Fe-Re/TiO2 catalysts. Appl. Catal. B Environ. 2020, 278, 119314. [Google Scholar] [CrossRef]
- Mushrif, S.H.; Caratzoulas, S.; Vlachos, D.G. Understanding solvent effects in the selective conversion of fructose to 5-hydroxymethyl-furfural: A molecular dynamics investigation. Phys. Chem. Chem. Phys. 2012, 14, 2637–2644. [Google Scholar] [CrossRef] [PubMed]
- Fu, X.; Hu, Y.; Zhang, Y.; Zhang, Y.; Tang, D.; Zhu, L.; Hu, C. Solvent effects on degradative condensation side reactions of fructose in its initial conversion to 5-hydroxymethylfurfural. ChemSusChem 2020, 13, 501–512. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, Z.; Liu, B. Catalytic conversion of fructose and 5-hydroxymethylfurfural into 2,5-furandicarboxylic acid over a recyclable Fe3O4-CoOx magnetite nanocatalyst. ACS Sustain. Chem. Eng. 2015, 3, 406–412. [Google Scholar] [CrossRef]
- Chen, G.; Wu, L.; Fan, H.; Li, B.G. Highly efficient two-step synthesis of 2,5-furandicarboxylic acid from fructose without 5-hydroxymethylfurfural (Hmf) separation: In situ oxidation of Hmf in alkaline aqueous H2O/DMSO mixed solvent under mild conditions. Ind. Eng. Chem. Res. 2018, 57, 16172–16181. [Google Scholar] [CrossRef]
- Liu, H.; Cao, X.; Wang, T.; Wei, J.; Tang, X.; Zeng, X.; Sun, Y.; Lei, T.; Liu, S.; Lin, L. Efficient synthesis of bio-monomer 2,5-furandicarboxylic acid from concentrated 5-hydroxymethylfurfural or fructose in DMSO/H2O mixed solvent. J. Ind. Eng. Chem. 2019, 77, 209–214. [Google Scholar] [CrossRef]
- Yang, Z.; Qi, W.; Su, R.; He, Z. Selective synthesis of 2,5-diformylfuran and 2,5-furandicarboxylic acid from 5-hydroxymethylfurfural and fructose catalyzed by magnetically separable catalysts. Energy Fuels 2017, 31, 533–541. [Google Scholar] [CrossRef]
- Rathod, P.V.; Jadhav, V.H. Efficient method for synthesis of 2,5-furandicarboxylic acid from 5-hydroxymethylfurfural and fructose using Pd/CC catalyst under aqueous conditions. ACS Sustain. Chem. Eng. 2018, 6, 5766–5771. [Google Scholar] [CrossRef]
- Lei, Z.; Chen, B.; Koo, Y.M.; Macfarlane, D.R. Introduction: Ionic liquids. Chem. Rev. 2017, 117, 6633–6635. [Google Scholar] [CrossRef] [PubMed]
- Han, X.; Li, C.; Liu, X.; Xia, Q.; Wang, Y. Selective Oxidation of 5-hydroxymethylfurfural to 2,5-furandicarboxylic acid over MnO:X-CeO2 composite catalysts. Green Chem. 2017, 19, 996–1004. [Google Scholar] [CrossRef]
- Hou, Q.; Laiq Ur Rehman, M.; Bai, X.; Qian, H.; Lai, R.; Xia, T.; Yu, G.; Tang, Y.; Xie, H.; Ju, M. Enhancing the reusability of hydroxyapatite by barium modification for efficient isomerization of glucose to fructose in ethanol. Fuel 2023, 338, 127308. [Google Scholar] [CrossRef]
- Zuo, M.; Jia, W.; Feng, Y.; Zeng, X.; Tang, X.; Sun, Y.; Lin, L. Effective selectivity conversion of glucose to furan chemicals in the aqueous deep eutectic solvent. Renew. Energy 2021, 164, 23–33. [Google Scholar] [CrossRef]
- Pandey, S.; Dumont, M.J.; Orsat, V.; Rodrigue, D. Biobased 2,5-furandicarboxylic acid (FDCA) and its emerging copolyesters’ properties for packaging applications. Eur. Polym. J. 2021, 160, 110778. [Google Scholar] [CrossRef]
- Schade, O.R.; Dannecker, P.K.; Kalz, K.F.; Steinbach, D.; Meier, M.A.R.; Grunwaldt, J.D. Direct catalytic route to biomass-derived 2,5-furandicarboxylic acid and its use as monomer in a multicomponent polymerization. ACS Omega 2019, 4, 16972–16979. [Google Scholar] [CrossRef] [PubMed]
- Meyer, D.; de Wolf, J. Inulin in Bread and other Cereal-Based Products; Woodhead Publishing Limited: Cambridge, UK, 2007; ISBN 9781845691776. [Google Scholar]
- Wrigstedt, P.; Keskiväli, J.; Perea-Buceta, J.E.; Repo, T. One-Pot Transformation of carbohydrates into valuable furan derivatives via 5-hydroxymethylfurfural. ChemCatChem 2017, 9, 4244–4255. [Google Scholar] [CrossRef]
Figure 1.
Evolution of the number of FDCA research-related publications [9].
Figure 1.
Evolution of the number of FDCA research-related publications [9].

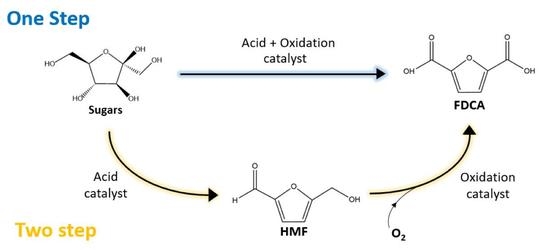
Figure 2.
Scheme of the reactions.

Figure 3.
Scheme of the process in membrane reactor, adapted from [25].
Figure 3.
Scheme of the process in membrane reactor, adapted from [25].

Figure 4.
One-pot conversion of fructose to FDCA in the triphasic reactor scheme, adapted from [28].
Figure 4.
One-pot conversion of fructose to FDCA in the triphasic reactor scheme, adapted from [28].

Figure 5.
Conversion of fructose to FDCA with an intermediate exchanger, adapted from [17].
Figure 5.
Conversion of fructose to FDCA with an intermediate exchanger, adapted from [17].

Table 1.
One-step production of FDCA.
| Feed | Catalyst | Catalyst Loading | Solvent | Physical Separation | T | P | Time | FDCA Yield (%) | Ref |
|---|---|---|---|---|---|---|---|---|---|
| Fructose * | SO3H − PtBi/C | 14 g − 3 g | Water − MIBK | Selective membrane | 80 °C | - | 7 days | 25 | [27] |
| Fructose * | Amberlyst 15 − AuPd/HT | 0.018 g − 0.25 g | TEAB − Water | Triphasic reaction | 95 °C | - | 20 h | 78 | [28] |
| Glucose * | Amberlyst 15 + CrCl3·6H2O − AuPd/HT | 0.018 g − 0.25 g | TEAB − Water | Triphasic reaction | 95 °C | - | 30 h | 50 | [28] |
| Fructose | Cobalt silica gel | 0.05 g | Water | - | 160 °C | 20 bar (air) | 65 min | 72 | [29] |
| Fructose | Amberlyst 15 + Fe0.6Zr0.4O2 | 0.01g + 0.01 g | [Bmim]Cl | - | 160 °C | 20 bar (O2) | 24 h | 46.4 | [30] |
| Fructose | Ce-Ru/HAP | 0.1 g | DMSO | - | 160 °C | 20 bar (O2) | 4 h | 34.2 | [31] |
| Rice straw | HCl + MnO2 | 10 mL + 1 g | Water + DMSO | - | 200 °C | - | - | 52.1 | [32] |
| Rice straw | Cr-Mn/USY | 0.7 g | Water + DMSO (Additive KHNO3) | - | 180 °C | - | - | 67 | [33] |
* Physical separation of the biphasic system.
Table 3.
One-pot two-step methods for the production of FDCA from sugars.
| Synthesis of HMF | HMF Yield (%) | Synthesis of FDCA | FDCA Yield (%) | Reference | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed | Catalyst | Solvent | Temp. | Time | Catalyst | Solvent | Temp. | Oxidant | Time | |||
| Glucose | CrCl3 · 6H2O | [bmim]Cl | 120 °C | 30 min | 55 | MnO2 | [bmim]Cl (20% H2O) | 120 °C | O2 (10 bar) | 6 h | 50 | [16] |
| Glucose | AlCl3 | EtAc/H2O | 120 °C | 12 h | 52.9 | Pt/C | NaHCO3/H2O | 120 °C | O2 (20 bar) | 2 h | 43.2 | [52] |
| Sucrose | H2SO4 | H2O | 200 °C | 10 min | 34 | Au/ZrO2 | H2O/NaOH | 100 °C | Synthetic air | 5 h | 71 | [53] |
| Inulin | H2SO4 | MeCN (KBr) | 150 °C | 4 min | >99 | Pt/C | NaHCO3 | 70 °C | O2 (8 bar) | 10 h | 70 | [47] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Bueno, A.; Barredo, A.; Viar, N.; Requies, J. Main Routes of Production of High-Value-Added 2,5-Furandincarboxylic Acid Using Heterogeneous Catalytic Systems. Catalysts 2023, 13, 880. https://doi.org/10.3390/catal13050880
AMA Style
Bueno A, Barredo A, Viar N, Requies J. Main Routes of Production of High-Value-Added 2,5-Furandincarboxylic Acid Using Heterogeneous Catalytic Systems. Catalysts. 2023; 13(5):880. https://doi.org/10.3390/catal13050880
Chicago/Turabian StyleBueno, Ane, Asier Barredo, Nerea Viar, and Jesus Requies. 2023. "Main Routes of Production of High-Value-Added 2,5-Furandincarboxylic Acid Using Heterogeneous Catalytic Systems" Catalysts 13, no. 5: 880. https://doi.org/10.3390/catal13050880
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.