
Effect of Graphite Content on the Conductivity, Wear Behavior, and Corrosion Resistance of the Organic Layer on Magnesium Alloy MAO Coatings


Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Preparation of the MAO Coating
2.3. Preparation of the Composite Coatings
2.4. Microstructure and Surface Roughness Characterization
2.5. Hardness, Friction and Wear Test
2.6. Electrochemical and Electrical Conductivity Tests
3. Results and Discussion
3.1. Coating Morphology and Roughness
3.2. Hardness Friction and Wear Analysis of the Coating
3.3. Conductivity of the Coating
3.4. Electrochemical Properties
4. Conclusions
- (1)
- The increase in graphite content caused the insulating coating to become conductive, and the square resistance of the coating decreased with increasing graphite content. When the graphite content reached 60 wt%, the presence of quantum tunneling caused the coating to exhibit conductivity, even though no conductive paths formed in the layer. In this study, the suitable content of graphite was 80 wt%, and under this condition, conductive paths formed on the surface and the square resistance of the coating decreased to 217.6 kΩ/□; thus, it exhibited better conductivity.
- (2)
- The 80 wt% sample exhibited the highest impedance modulus and corrosion potential of −0.253 V and the lowest corrosion current density of 1.644 × 10−7 A/cm2, resulting in excellent corrosion resistance. Higher graphite content (100 wt%) led to higher surface roughness and lower compactness of the coating, which reduced the corrosion resistance of the composite organic layer.
- (3)
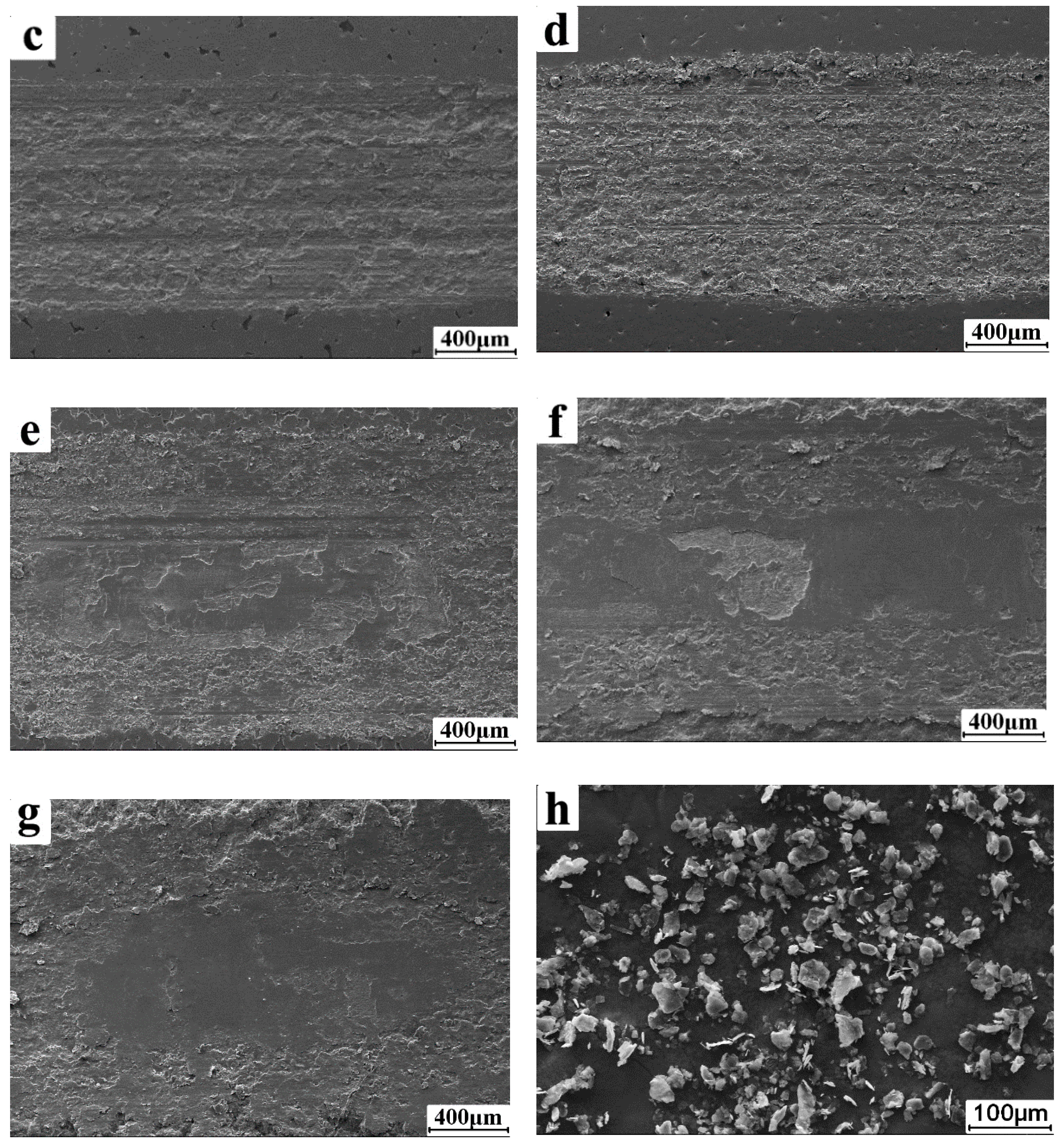
- Dry friction and wear results showed that when the graphite content was low (20–40 wt%), the wear form of the coating consisted of abrasive wear. When the graphite content was high (60–100 wt%), the wear form included abrasive wear and delamination wear. Thus, the presence of a conductive polymer coating improved the friction and wear resistance of the matrix.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Song, J.F.; She, J.; Chen, D.L.; Pan, F.S. Latest research advances on magnesium and magnesium alloys worldwide. J. Magnes. Alloys 2020, 8, 1–41. [Google Scholar] [CrossRef]
- Saberi, A.; Bakhsheshi-Rad, H.R.; Abazari, S.; Ismail, A.F.; Sharif, S.; Ramakrishna, S.; Daroonparvar, M.; Berto, F. A comprehensive review on surface modifications of biodegradable magnesium-based implant alloy: Polymer coatings opportunities and challenges. Coatings 2021, 11, 747. [Google Scholar] [CrossRef]
- Yang, Y.; Xiong, X.M.; Chen, J.; Peng, X.D.; Chen, D.L.; Pan, F.S. Research advances in magnesium and magnesium alloys worldwide in 2020. J. Magnes. Alloys 2021, 9, 705–747. [Google Scholar] [CrossRef]
- Chen, C.A.; Jian, S.Y.; Lu, C.H.; Lee, C.Y.; Aktuğ, S.L.; Ger, M.D. Evaluation of microstructural effects on corrosion behavior of AZ31B magnesium alloy with a MAO coating and electroless Ni-P plating. J. Mater. Res. Technol. 2020, 9, 13902–13913. [Google Scholar] [CrossRef]
- Li, Q.Y.; Zhang, Q.Q.; An, M.Z. Enhanced corrosion and wear resistance of AZ31 magnesium alloy in simulated body fluid via electrodeposition of nanocrystalline zinc. Materialia 2018, 4, 282–286. [Google Scholar]
- Rumyantsev, E.; Rumyantseva, V.; Konovalova, V. White phosphate coatings obtained on steel from modified cold phosphating solutions. Coatings 2022, 12, 70. [Google Scholar] [CrossRef]
- Li, T.; Leng, Z.J.; Wang, S.F.; Wang, X.T.; Ghomashchi, R.; Yang, Y.S.; Zhou, J.X. Comparison of the effects of pre-activators on morphology and corrosion resistance of phosphate conversion coating on magnesium alloy. J. Magnes. Alloys 2021, in press. [Google Scholar] [CrossRef]
- Espinosa, T.; Sanes, J.; Bermúdez, M.D. Halogen-free phosphonate ionic liquids as precursors of abrasion resistant surface layers on AZ31B magnesium alloy. Coatings 2015, 5, 39–53. [Google Scholar] [CrossRef] [Green Version]
- Dziková, J.; Fintová, S.; Kajánek, D.; Florková, Z.; Wasserbauer, J.; Doležal, P. Characterization and corrosion properties of fluoride conversion coating prepared on AZ31 magnesium alloy. Coatings 2021, 11, 675. [Google Scholar] [CrossRef]
- Zhang, R.F.; Zhang, Z.Y.; Zhu, Y.Y.; Zhao, R.F.; Zhang, S.F.; Shi, X.T.; Li, G.Q.; Chen, Z.Y.; Zhao, Y. Degradation resistance and in vitro cytocompatibility of iron-containing coatings developed on WE43 magnesium alloy by micro-arc oxidation. Coatings 2020, 10, 1138. [Google Scholar] [CrossRef]
- Zhu, Y.Y.; Chang, W.H.; Zhang, S.F.; Song, Y.W.; Huang, H.D.; Zhao, R.F.; Li, G.Q.; Zhang, R.F.; Zhang, Y.J. Investigation on corrosion resistance and formation mechanism of a P–F–Zr contained micro-arc oxidation coating on AZ31B magnesium alloy using an orthogonal method. Coatings 2019, 9, 197. [Google Scholar] [CrossRef] [Green Version]
- Kania, A.; Szindler, M.M.; Szindler, M. Structure and corrosion behavior of TiO2 thin films deposited by ALD on a biomedical magnesium alloy. Coatings 2021, 11, 70. [Google Scholar] [CrossRef]
- Wang, Z.X.; Ye, F.; Chen, L.Y.; Lv, W.G.; Zhang, Z.Y.; Zang, Q.H.; Peng, J.H.; Sun, L.; Lu, S. Preparation and degradation characteristics of MAO/APS composite bio-coating in simulated body fluid. Coatings 2021, 11, 667. [Google Scholar] [CrossRef]
- Shang, W.; Wu, F.; Wang, Y.Y.; Rabiei, B.A.; Wen, Y.Q.; Jiang, J.Q. Corrosion Resistance of Micro-Arc Oxidation/Graphene Oxide Composite Coatings on Magnesium Alloys. ACS Omega 2020, 5, 7262–7270. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.N.; Wu, L.; Yao, W.H.; Zhong, Z.Y.; Wu, J.H.; Pan, F.S. One-step in situ synthesis of graphene oxide/MgAl-layered double hydroxide coating on a micro-arc oxidation coating for enhanced corrosion protection of magnesium alloys. Surf. Coat. Technol. 2021, 413, 127083. [Google Scholar] [CrossRef]
- Wen, C.L.; Zhan, X.Z.; Huang, X.G.; Xu, F.; Luo, L.J.; Xia, C.S. Characterization and corrosion properties of hydroxyapatite/graphene oxide bio-composite coating on magnesium alloy by one-step micro-arc oxidation method. Surf. Coat. Technol. 2017, 317, 125–133. [Google Scholar] [CrossRef]
- Wang, Z.H.; Zhang, J.M.; Bai, L.J.; Zhang, G.J. Microstructure and property of composite coatings on AZ91 Mg-alloy prepared by micro-arc oxidation and electroless Cu-layer. J. Chin. Soc. Corros. Prot. 2018, 38, 391–396. [Google Scholar] [CrossRef]
- Buchtík, M.; Kosár, P.; Wasserbauer, J.; Tkacz, J.; Doležal, P. Characterization of electroless Ni–P coating prepared on a wrought ZE10 magnesium alloy. Coatings 2018, 8, 96. [Google Scholar] [CrossRef] [Green Version]
- Jian, S.Y.; Lee, J.L.; Lee, H.B.; Sheu, H.-H.; Ou, C.-Y.; Ger, M.-D. Influence of electroless plating on the deterioration of the corrosion resistance of MAO coated AZ31B magnesium alloy. J. Taiwan Inst. Chem. E 2016, 68, 496–505. [Google Scholar] [CrossRef]
- Song, Z.; Xie, Z.; Yu, G.; Hu, B.; He, X.; Zhang, X. A novel palladium-free surface activation process for electroless nickel deposition on micro-arc oxidation film of AZ91D Mg alloy. J. Alloys Compd. 2015, 623, 274–281. [Google Scholar] [CrossRef]
- Li, C.Y.; Fan, X.L.; Cui, L.Y.; Zeng, R.C. Corrosion resistance and electrical conductivity of a nano ATO-doped MAO/methyltrimethoxysilane composite coating on magnesium alloy AZ31. Corros. Sci. 2020, 168, 108570. [Google Scholar] [CrossRef]
- Qing, Y.L.; Wang, G.Z.; Liu, W.X.; Li, B.L.; Sha, W.H. Introduction and research status of conductive. Coat. Mod. Paint. Finish. 2020, 23, 41–44. [Google Scholar]
- Li, C.Y.; Yu, C.; Zeng, R.C.; Zhang, B.C.; Cui, L.Y.; Wan, J.; Xia, Y. In vitro corrosion resistance of a Ta2O5 nanofilm on MAO coated magnesium alloy AZ31 by atomic layer deposition. Bioact. Mater. 2020, 5, 34–43. [Google Scholar] [CrossRef] [PubMed]
- Peron, M.; Torgersen, J.; Berto, F. Effect of zirconia ALD coating on stress corrosion cracking of AZ31 alloy in simulated body fluid. Procedia Struct. Integr. 2019, 18, 538–548. [Google Scholar] [CrossRef]
- Ning, C.M.; Cui, X.J.; Shang, L.L.; Zhang, Y.J.; Zhang, G.A. Structure and properties of different elements doped diamond-like carbon on micro-arc oxidation coated AZ31B Mg alloy. Diam. Relat. Mater. 2020, 106, 9. [Google Scholar] [CrossRef]
- Wang, Z.H.; Bai, L.J.; Wang, A.L.; Zhang, G.J. Microstructure and properties of duplex coating on AZ91 magnesium alloy combined with MAO and magnetic sputtering copper. Rare Metal Mater. Eng. 2018, 47, 2561–2566. [Google Scholar]
- Chen, M.A.; Cheng, N.; Ou, Y.C.; Li, J.M. Corrosion performance of electroless Ni–P on polymer coating of MAO coated AZ31 magnesium alloy. Surf. Coat. Technol. 2013, 232, 726–733. [Google Scholar] [CrossRef]
- Ma, C.A.; Luo, H.X.; Liu, M.Z.; Yang, H.; Liu, H.L.; Zhang, X.Q.; Jiang, L. Preparation of intrinsic flexible conductive PEDOT:PSS@ionogel composite film and its application for touch panel. Chem. Eng. J. 2021, 425, 131542. [Google Scholar] [CrossRef]
- Aradhana, R.; Mohanty, S.; Nayak, S. Novel electrically conductive epoxy/reduced graphite oxide/silica hollow microspheres adhesives with enhanced lap shear strength and thermal conductivity. Compos. Sci. Technol. 2018, 169, 86–94. [Google Scholar] [CrossRef]
- Li, Y.R.; Chen, K. Research progress on toughening methods of epoxy resin structural adhesive. Shandong Chem. Ind. 2018, 47, 63–64, 66. [Google Scholar]
- Chen, J.J.; Huang, H.C.; Fu, Z.E.; Liu, G.H.; Yang, D.; Huang, W.Z.; Miao, M.S. Research progress of carbon based conductive adhesives. China Adhes. 2017, 26, 51–55. [Google Scholar]
- Meschi Amoli, B.; Trinidad, J.; Rivers, G.; Sy, S.; Russo, P.; Yu, A.; Zhou, N.Y.; Zhao, B. SDS-stabilized graphene nanosheets for highly electrically conductive adhesives. Carbon 2015, 91, 188–199. [Google Scholar] [CrossRef]
- Chandrasekaran, S.; Seidel, C.; Schulte, K. Preparation and characterization of graphite nano-platelet (GNP)/epoxy nano-composite: Mechanical, electrical and thermal properties. Eur. Polym. J. 2013, 49, 3878–3888. [Google Scholar] [CrossRef]
- Aradhana, R.; Mohanty, S.; Nayak, S.K. A review on epoxy-based electrically conductive adhesives. Int. J. Adhes. Adhes. 2020, 99, 102596. [Google Scholar] [CrossRef]
- Du, W.Q.; Fei, H.; Gu, Q.J.; Wang, L.Y.; He, Q.; Pan, Y.C. Research progress on properties and applications of expansion graphite fixed-based shaped composite phase change material. New Chem. Mater. 2021, 49, 31–35, 40. [Google Scholar]
- Akhavan, O.; Ghaderi, E.; Rahighi, R. Toward Single-DNA Electrochemical Biosensing by Graphene Nanowalls. ACS Nano 2012, 6, 2904–2916. [Google Scholar] [CrossRef]
- Akhavan, O.; Ghaderi, E.; Rahighi, R.; Abdolahad, M. Spongy graphene electrode in electrochemical detection of leukemia at single-cell levels. Carbon 2014, 79, 654–663. [Google Scholar] [CrossRef]
- Kumar, R.; Mohanty, S.; Nayak, S.K. Study on epoxy resin based thermal adhesive composite incorporated with expanded graphite/silver flake hybrids. Mater. Today Commun. 2019, 20, 100561. [Google Scholar] [CrossRef]
- Wan, J.J. Preparation and Properties Study of Miceo-Arc Oxidation/Epoxy Resin-Added Copper Composite Conductive Coating on Magnesium Alloy. Master’s Thesis, Xi’an University of Technology, Xi’an, China, 2019. [Google Scholar]
- Chen, D.; Chen, G. The conductive property of polyurethane/expanded graphite powder composite foams. J. Reinf. Plast. Compos. 2011, 30, 757–761. [Google Scholar] [CrossRef]
- Bhadra, J.; Al Thani, N. Advances in blends preparation based on electrically conducting polymer. Emergent Mater. 2019, 2, 67–77. [Google Scholar] [CrossRef] [Green Version]
- Qi, L.; Xie, A.; Chen, T.J.; Han, J.; Yu, L.; Zhang, M. Direct access to xylene solution of polyanilines via emulsion polymerization-extraction method facilitating the preparation of conductive film materials. Mater. Lett. 2019, 254, 361–363. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Epoxy Resin (E-44) | Graphite Powder | Absolute Ethanol | Silane Coupling Agent (KH-550) |
|---|---|---|---|---|
| Content (wt%) | 100 | X | 5 | 15 |
| Sample | Ecorr/V | Icorr/A·cm−2 | Rp/Ω·cm2 |
|---|---|---|---|
| Mg | −1.487 | 2.933 × 10−4 | 87.4 |
| micro-arc oxidation | −1.477 | 7.420 × 10−7 | 2.66 × 104 |
| 80 | −0.253 | 1.644 × 10−7 | 2.65 × 105 |
| 100 | −1.302 | 1.539 × 10−5 | 2.82 × 103 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leng, Z.; Li, T.; Wang, X.; Zhang, S.; Zhou, J. Effect of Graphite Content on the Conductivity, Wear Behavior, and Corrosion Resistance of the Organic Layer on Magnesium Alloy MAO Coatings. Coatings 2022, 12, 434. https://doi.org/10.3390/coatings12040434
Leng Z, Li T, Wang X, Zhang S, Zhou J. Effect of Graphite Content on the Conductivity, Wear Behavior, and Corrosion Resistance of the Organic Layer on Magnesium Alloy MAO Coatings. Coatings. 2022; 12(4):434. https://doi.org/10.3390/coatings12040434
Chicago/Turabian StyleLeng, Zhongjun, Tao Li, Xitao Wang, Suqing Zhang, and Jixue Zhou. 2022. "Effect of Graphite Content on the Conductivity, Wear Behavior, and Corrosion Resistance of the Organic Layer on Magnesium Alloy MAO Coatings" Coatings 12, no. 4: 434. https://doi.org/10.3390/coatings12040434