
Improvement of Thermal Behavior of Rattan by Lignosulphonate Impregnation Treatment
by
 , , and
, , and
Elvara Windra Madyaratri
1,2, 
Apri Heri Iswanto
3,4,*,
Deded Sarip Nawawi
1,*,
Seng Hua Lee
5,6 and
and
Widya Fatriasari
1,2,*
1
Department of Forest Products, Faculty of Forestry and Environment, IPB University, Bogor 16680, Indonesia
2
Research Center for Biomass and Bioproducts, National Research and Innovation Agency (BRIN), Jl. Raya Bogor KM 46 Cibinong, Bogor 16911, Indonesia
3
Department of Forest Product, Faculty of Forestry, Universitas Sumatera Utara, Medan 20155, Indonesia
4
JATI-Sumatran Forestry Analysis Study Center, Jl. Tridharma Ujung No. 1, Kampus USU, Medan 20155, Indonesia
5
Institute of Tropical Forestry and Forest Products, Universiti Putra Malaysia, Serdang 43400, Malaysia
6
Faculty of Applied Science, Universiti Teknologi MARA (UiTM) Cawangan Pahang Kampus Jengka, Lintasan Semarak, Bandar Jengka, Bandar Tun Razak 26400, Malaysia
*
Authors to whom correspondence should be addressed.
Forests 2022, 13(11), 1773; https://doi.org/10.3390/f13111773
Submission received: 27 September 2022
/
Revised: 13 October 2022
/
Accepted: 24 October 2022
/
Published: 27 October 2022
(This article belongs to the Special Issue Frontiers in Modification of Wood and Wood-Based Composites)
Abstract
:Lignin derived from black liquor has a lot of potentials, particularly in its thermal stability, for making value-added chemicals. The purpose of this study was to determine the effect of washing frequency during hydrochloric acid lignin isolation on the properties of eucalyptus kraft lignin. To improve its thermal characteristics and enable its usage as an additive flame retardant, the isolated lignin was synthesized into lignosulphonate. The lignin produced by 3× and 5× washing treatments had a purity of 85.88 and 92.85%, respectively. An FTIR analysis indicated that lignosulphonate was successfully synthesized from isolated lignin after 3× and 5× washing treatments, as the S=O bond was detected at around 627 cm−1. The lignosulphonate exhibited a purity of 71.89 and 67.21%, respectively. Thermal gravimetry and differential scanning calorimetry analysis revealed that the lignin and lignosulphonate after 3× and 5× washing treatments had a char residue of 44, 42, 32, and 48%, respectively. Glass transition temperatures (Tg) of 141, 147, 129, and 174 °C were observed. According to the findings, washing frequency increases lignin purity and Tg, thereby improving the thermal properties of lignosulphonate. Furthermore, the flammability of rattan impregnated with lignosulphonate was V-0 in the UL-94 vertical burning test.
1. Introduction
The pulp and paper industries in Indonesia play an important role in the nation’s economy. These industries contributed 0.67% to Indonesia’s Gross Domestic Product (GDP) in 2021 and brought in 7.5 billion US dollars in foreign exchange for the country. The pulp and paper industry in Indonesia ranks first in ASEAN and third in Asia for pulp production, fourth in Asia for paper production, and eighth and sixth in the world, respectively, for pulp and paper production [1]. In 2018, it was reported that the production of pulp and paper in Indonesia reached 11 and 16 million tons, respectively [2]. High pulp and paper production also generates a lot of waste, especially black liquor, in which the ratio of black liquor to the pulp is 7:1. Black liquor is composed of 15% solid residue, the majority of which is organic (2/3) and inorganic (1/3) chemicals [3]. Utilizing byproducts from the pulp and paper industry can reduce waste, improve resource efficiency, and improve environmental health [4].
Black liquor is primarily an organic substance with a high lignin concentration that has enormous potential as a raw material for a variety of valuable applications [5]. However, only 2%–5% of lignin has been used for high-value-added biomaterials, with the remaining lignin being used to heat boilers in the pulp industry [6,7]. To maximize the economic benefits of lignin, several factors must be considered, including yield, heterogeneous lignin structure, purification, and reactivity [8]. When lignin is combined with other polymers, the size of the lignin as well as the method of lignin preparation have an effect on the final product [7,9]. Lignin can be optimized by converting it into bioproducts [8], one of which is its usage as a flame-retardant additive due to its excellent thermal properties. Lignin modification is a viable option to enhance the lignin reactivity before conversion into bioproducts [5]. The thermal properties of lignin are highly variable and can be influenced by a number of factors, including the source of the lignin, the extraction method, the low molecular weight of some species, moisture content, and chemical modifications [10,11,12]. The ability of lignin to produce char when heated and degraded is one of the most crucial aspects that determine its flame retardancy behavior. Char can slow down the rate at which polymeric materials burn, making it more difficult for oxygen to enter the combustion zone [13]. A flame retardant is a substance that, when applied to another substance, reduces the combustibility of the treated substance when exposed to heat or flame [14].
Fire-retardant chemicals such as halogens, nitrogen, phosphorous, boric acid, inorganic metal compounds, and borax are currently used in consumer goods. Despite the fact that this practice is suspected of producing combustion byproducts or other undesirable side effects, these fire-retardant chemicals are still used [15,16,17]. The use of halogen-free natural materials that also serve as fire retardants can benefit a variety of products, including electronics, furniture, and other household items. This provides a safer alternative [18]. Lignin has been employed as a refractory additive for polylactic acid in the investigation of Costes et al. [19], polyamide [20], and wood–plastic composites [21]. Lignin has been modified in various ways, such as by sulfonation into water-soluble lignosulphonate, in order to improve the flammability behavior of lignin. This has been accomplished by modifying the lignin. It is proposed that these properties will make the preparation easier when mixing with hydrophilic polymers such as woody and non-woody biomass. When compared to commercial flame retardants such as ammonium polyphosphate (APP), lignosulfonate, such as calcium lignosulfonate, is cheaper than APP and is more easily accessible and cost-effective. Lignosulphonates have a significant molecular weight, aliphatic hydroxyl groups, and sulfonate groups. These are critical in determining their dispersing effectiveness and utility for various uses, including oil well dispersants, coal-water slurry dispersants, dye dispersion, polymer composites, adhesives, water-reducing agents, pesticides, ceramic colloidal processing, and carbon black [7,22,23,24]. However, up to now, investigation on the use of lignosulfonate as a flame retardant is very limited. Angelini et al. [25] investigated the fire retardancy performance of particleboards containing lignosulphonate in the system. In the study, lignosulphonate was purified by dialysis against water as a carbohydrate-free dialyses lignin (LD) before being combined with urea-formaldehyde as a particleboard binder. This treatment causes the reduction of the peak of heat release rate by 15 wt.%, smoke production by 25%, and an increase in char formation of particleboard. For industrial purposes, flame retardants need to achieve a V-0 rating in UL-94 and a limiting oxygen index (LOI) of up to 28% [26]. Therefore, this is the first study to investigate the use of synthesized lignosulphonate from hardwood lignin for the impregnation of non-woody biomass. It is a novel approach to using lignosulphonate that could lead to a wide range of future applications.
This study aimed to investigate the lignin properties of the kraft black liquor of Eucalyptus sp., derived from pulp and paper industry by-products, for improving the flammability behavior of biobased materials such as rattan. The possibility of sulfonating Eucalyptus kraft lignin into lignosulphonate was also investigated, with the main focus on the effect of washing treatment in lignin isolation on the lignosulphonate properties. It is also critical to optimize lignosulphonate synthesis conditions, apply lignin and lignosulphonate-based refractory additives to rattan, and assess the material’s flammability. There are 600 rattan species in eight genera, approximately 300 of which are found in Indonesia. Indonesia produces 80%–90% of the world’s rattan, making it the leader in rattan harvesting and exportation [27]. Rattan is a raw material that is used for a variety of different types of work and household products, including furniture. Rattan, on the other hand, has a number of disadvantages, including a low resistance to harmful organisms, such as powder post beetle attacks, and a high risk of ignition due to its organic nature [28]. It is anticipated that the increase in the quality of rattan as a raw material will lead to an increase in the functional value of items that are made from rattan.
2. Materials and Methods
2.1. Materials
The materials used in this study included kraft-black liquor from Eucalyptus sp. with a solid content of ±65% provided from PT. Toba Pulp Lestari in Sosor Ladang Village, Porsea District, Toba Samosir Regency, North Sumatra, Indonesia. HCl, NaOH, H2SO4, and Na2S2O5 were used in lignosulphonate synthesis and lignin isolation. Lignin reference (catalog number: 370959) and lignosulfonate reference (catalog number: 471038) from Sigma Aldrich were used as a comparison to the characteristic of the isolated lignin and synthesized lignosulfonate. All analytical-grade chemicals in the process and analysis were used without purification.
2.2. Methods
This research was carried out in several stages, with a flow chart presented in Figure 1.
2.2.1. Lignin Isolation of Black Liquor
A total of 50 g of black liquor was put into a 500 mL beaker glass and diluted with distilled water to 500 mL. The pH 2 was then attained by gradually adding the 2 M HCl solution while stirring. The sample solution was kept at 25 °C for 24 h to allow it to settle totally. After that, the solution was decanted employing a pickpocketed top (solution), then washed with distilled water as much as 350 mL per washing. The decantation stage was carried out for 3 and 5 washes. The precipitate and a small amount of solution were filtered, and the formed precipitate was put in pre-coated trays with heat-resistant plastic. The sample was oven dried at a temperature of 45 °C for 24 h. The dried lignin was crushed. The properties of the crushed dried lignin were then investigated, such as the yield of isolated lignin, calculated with Equation (1). The isolated lignin was also analyzed for purity, moisture content, ash content, phenolic hydroxyl groups, solubility in dioxane and NaOH, SEM-EDX, functional groups, lignin monomer, and thermal properties.
2.2.2. Lignosulphonate Synthesis
In a three-neck flask with a stirrer, 150 mL of water was used to dissolve 5 g of lignin and 2.5 g of Na2S2O5. Afterward, 10% NaOH was added to the solution to achieve a pH of 7. The solution was synthesized for 4 h at 90 °C. A rotating vacuum evaporator (Buchi R-300, Switzerland) was used to lower the obtained solution’s water content, and a Buchner funnel was used to filter it. Methanol was added to the filtrate to precipitate Na2S2O5. The obtained filtrate was oven dried at 60 °C for 24 h.
2.2.3. Impregnation of Rattan
Rattan samples were dried at 103 ± 2 °C until their weight remained constant. In the impregnation tube, the sample was submerged in the impregnation solution (the percentage of the lignosulphonate-distilled water solution was 40%). The tube was sucked at a vacuum of 50 cmHg for 60 min at a pressure of 0.8 MPa for 2 h. Figure 2 depicts the design of the impregnation part of the tube (Modification tube, Cibinong, Indonesia). After being wrapped in aluminum foil for 12 h, the sample was taken out and put back in the oven at 103 ± 2 °C until the weight was constant. Samples were soaked in water for 24 h before oven drying at 103 ± 2 °C until the weight was constant to determine leachability (Equation (2)). The effectivity of impregnation was evaluated using weight percent gain (WPG) as determined in Equation (3).
where W0 denotes dry-weight oven before treatment, W1 denotes dry-weight oven after treatment, and W3 denotes dry-weight oven after soaking in water for 24 h.
2.2.4. Lignin Properties Analysis: Moisture Content, Ash Content, Lignin Purity, and Solubility in NaOH and Dioxane
The TAPPI T264 cm-97 method [29] was used to determine the moisture content of the lignin. Petri dishes were dried in a 105 °C oven for 4 h. Afterward, the sample was put into the desiccator for 30 min and weighed. Isolated lignin of about 0.1 g was weighed in a petri dish. The sample was put in the oven at 105 °C for 24 h, then put in a desiccator for 30 min and weighed. The moisture content in the lignin sample was calculated according to the standard mentioned (Equation (4)).
where A is the dry weight of the petri dish (g), B is the dry weight of the sample (g), and C is the dry weight of the petri dish and sample (g).
The TAPPI T211 om-02 method [30] was used to determine the lignin ash content. Crucible porcelain was dried at 525 ± 25 °C for 30–60 min in a furnace (Blue M, New Columbia, OH, USA), then cooled in a desiccator for 30–60 min before measuring the dry weight. An amount of 1 g of the isolated lignin was placed in a crucible porcelain and heated in a furnace for 6 h at a temperature of 525 ± 25 °C. After cooling for 30–60 min in a desiccator, the sample was weighed. The following formula (Equation (5)) was used to determine the amount of ash in the lignin sample:
where A is the dry weight of the crucible porcelain (g), B is the dry weight of the sample (g), and C is the dry weight of the porcelain cup and ash (g).
The NREL standard (NREL/TP-510-42618) [31] was used to evaluate the lignin’s purity. The first step in determining acid-insoluble lignin (AIL) was to dry an empty IG3 filter glass at 25 °C for 4 h, then put it in a desiccator for 30 min, and then measure the oven-dried weight. A 0.3 g sample of lignin was placed in a vial and added to 3 mL of 72% H2SO4 w/v, which was then agitated for 2 h at room temperature using a magnetic stirrer. The sample was transferred to a Duran bottle, and 84 mL of distilled water was added until the H2SO4 concentration was 4% w/v. The sample was autoclaved for 1 h at 121 °C and then filtered using an IG3 filter glass. For measuring the acid-soluble lignin (ASL), 10 mL of the filtrate was taken and stored before analysis. After being cleaned with 50 mL of hot water, the sample in the IG3 filter glass was oven dried for 24 h at 105 °C. The sample was placed in a desiccator for 30 min, after which the dry weight was measured. In order to determine the amount of ashed lignin, the residue from the IG3 filter glass was transferred to the crucible porcelain and heated in a furnace at 525 °C for 6 h. The AIL was determined by following Equation (6).
where A = dry weight of IG3 and lignin (g), B = dry weight of IG3 (g), C = dry weight of crucible porcelain and ash (g), D = dry weight of crucible porcelain (g), E = dry weight of lignin (g).
A UV-Vis UV-1800 spectrophotometer (Shimadzu, Kyoto, Japan) was used to test the absorbance of the diluted filtrate to measure ASL at a wavelength of 240 nm. An H2SO4 4% w/v solution was used as a blank for auto-zero absorbance of UV-Vis spectrophotometers. The absorbance range for the measurement of acid-dissolved lignin was 0.7–0.9. ASL was obtained from the following Equation (7):
where A denotes sample absorbance, V denotes filtrate volume (86.73 mL), fp is dilution factor, refers to molar absorptivity (25 M−1 cm−1), BKO means the dry weight of lignin (g), and l is cuvette length (1 cm).
The total phenolic hydroxyl (phOH) content of lignin was evaluated based on Cantador et al. [32]; the solution was filtered using microfiltration (0.45 μm) after 20 mg of lignin was dissolved in 10 mL of dioxane and 10 mL of 0.2 M NaOH. A total of 4 mL of the mixture solution was diluted with 50 mL of NaOH to a concentration of 0.08 g/L, and the absorbance was recorded using a UV-Vis Shimadzu UV-1800 spectrophotometer at a wavelength of 200–600 nm with lignin solution and pH 6 buffer as reference. The absorbance of maximum spectra at 300 and 350 nm was used to calculate total phOH by the following Equation (8).
where A is absorbance, a is correction term is 1/(c.1).10/17, c is lignin solution concentration (g/L).
The solubility of lignin in base (NaOH) and organic solvent (dioxane) was analyzed based on a study by Hermiati et al. [33]. Each 5 mg of lignin sample was dissolved in 5 mL of dioxane/distilled water at a ratio of 9:1 or NaOH at pH 12 as the base solvent. The absorbance of both solutions was assessed using a UV-Vis spectrophotometer with a 200–400 nm wavelength range after being diluted 50 times.
2.2.5. Determination of Lignin Monomers
The Pyrolysis-gas chromatography-mass spectrometry (PyGCMS) (Shimadzu GC/MS system QP-2020 NX, Shimadzu, Japan) technique, based on the method of Nakagawa-Izumi et al. [34], was used to analyze the lignin types of monomers such as guaiacyl, and syringyl units. The detail analysis condition was similar to that reported in Acacia mangium lignin, as reported in a study by Solihat et al. [35]. The ratio between the peak areas of the chromatograms for the pyrolysis products of the syringyl and guiacyl lignin units served as the basis for calculating the syringyl/guiacyl ratio. The pyrolysis products were analyzed by evaluating mass spectra and retention times with the data library in NIST LIBRARY 2017.
2.2.6. Thermal Analysis: Thermogravimetric Analysis (TGA) and Differential Scanning Calorimetry (DSC)
In a PerkinElmer Thermogravimetric Analyzer (TGA 4000, PerkinElmer, Waltham, MA, USA), Each ~4 mg of lignins and lignosulphonates was weighed into a standard ceramic crucible and subsequently heated at a rate of 10 °C/min from a temperature of 25 °C to 750 °C. The testing was performed under an argon gas atmosphere with a 20 mL/min flow. The analysis results by TGA were used to determine the weight loss curve against temperature.
The Perkin Elmer DSC (DSC 4000, PerkinElmer, Waltham, MA, USA) was used to determine the glass transition temperature (Tg) value and curing characteristics of lignin that could be computed automatically by DSC 4000. Pyris 1 PerkinElmer software was used to conduct a DSC analysis of lignin and lignosulphonate samples. A total of about 4 mg of weighted and condensed samples were utilized in a standard aluminum pan. The samples were heated at a temperature of 30–100 °C with a heating rate of 10 °C/min and held at that temperature for 3 min. Next, it was cooled from 100 °C to −20 °C with a cooling rate of 10 °C/min, then held at that temperature for 3 min. Afterward, it was heated to a temperature between 30–200 °C at a rate of 10 °C per minute and maintained for 1 min. Once more, cooling was done at a rate of 10 °C /min from 200 °C to 30 °C.
2.2.7. Morphological Characteristics and Elemental Analysis by FESEM-EDX and Ultimate Analyzer
The FESEM (Thermo Fisher SEm Quattro S, The Netherlands) equipped with an EDX Detector, heating stage, WetSTEM, and tensile stage, was used to conduct a topographic and morphological investigation of lignin and lignosulphonate. After placing the sample inside a carbon tube, micrographs were taken under a high vacuum at magnifications of 2500×, with a working distance of 11 mm and an acceleration voltage of 5.0 kV. In this magnification, the elemental content of samples was recorded.
Besides EDX analysis, the samples were also analyzed for their elemental content with an ultimate analyzer. The ultimate analyzer (CHNSO LECO CHN-2000, St. Joseph, MI, USA) was used to identify the lignin and lignosulfonate’s elemental makeup, which included carbon (C), hydrogen (H), nitrogen (N), and sulfur (S). The amount of oxygen was estimated by deducting 100 from the sum of the C, H, N, and S contents. Then, the empirical (CaHbOcSd)n was calculated to determine the number of double bond equivalent (DBE) in lignin and lignosulfonate molecules, according to Equation (9). [36].
C denotes carbon; H denotes hydrogen and N denotes nitrogen.
2.2.8. Lignosulphonate Properties: Yield and Purity
The lignosulphonate yield was determined according to Andriani and Nasrudin [37]. It was calculated based on the weight ratio between dry lignosulphonate and the total amount of liquid lignosulphonate used. Furthermore, the yield was presented as a weight percentage of lignosulphonate per volume (w/v) as presented in Equation (10).
where A is the initial volume (mL), B is sample volume (mL), C is the dry weight of the lignin (g), and D is the lignosulphonate weight (g).
The lignosulphonate’s purity was examined based on Andriani and Nasrudin [37]. In total, 100 mL of distilled water was dissolved with 0.1 g of lignosulphonate, and 5 mL of the mixture was taken and then diluted to 200 mL. The pH of the solution was adjusted to pH 4 with the addition of 0.125 N NaOH or 0.2 N HCL. A UV-Vis spectrometer with a 232 nm wavelength was used to measure the absorbance after the solution was transferred to a 250 mL volumetric flask with previously its volume fixed using distilled water. The purity of lignosulfonate was determined with Equation (11)
Description A232 is the absorbance at 232 nm, FP is dilution factor (50), Factor is NaLS factor (35).
Flammability testing was conducted according to UL-94 (Serpong, Indonesia) standard using a vertical burning test (Figure 3a). Rattan impregnated with lignosulphonate was tested for flammability. Rattan without any impregnation treatment was used as a control. The sample with a size of 125 × 13 × 4 mm was clamped vertically. Then the sample was burned using methane gas for 10 s at a fixed distance. Afterward, the time (t) after burning until the fire was extinguished was calculated. There are 3 ratings for material in this testing, including V-0 (flame extinguishes within 10 s with no dripping), V1 (flame extinguishes within 30 s with no dripping), and V2 (flame extinguishes within 10 s with dripping).
The manual burning test of samples with the gas torch is according to SNI 1740-2008 [38] with modification. A sample that had been treated with lignosulfonate was burned manually for two minutes using a gas torch (Figure 3b). The sample was then oven dried for 24 h at 105 °C in an oven before being weighed and analyzed. When the fire had completely burned, the charred sample was re-weighed.
3. Results and Discussion
3.1. Chemical Component and Solubility of Lignin
Kraft pulping is an effective method to delignify wood as raw materials in the pulp and paper industry for pulp production. Through this process, black liquor is generated, which contains a rich lignin content. Depending on the properties of black liquor in alkaline or acid conditions, lignin can be extracted from this source by precipitation or isolation techniques. During the lignin isolation process, acids, bases, or organic solvents have been known to precipitate lignin [7]. Lignin might begin to break down into low-molecular-weight fragments, altering its physico-chemical characteristics [39]. Precipitation occurs when acidic substances are added to alkaline black liquor because of the rise in proton [H+] concentration and protonation of ionized phenolic groups in lignin macromolecules. In alkaline environments, strong acids dissociate to create lignin with a very high hydroxyl group concentration [40]. Also, strong acids such as HCl, which has a pKa of −7, lower the pH of alkaline liquor until it reaches the pKa of phenolic hydroxyl groups, which is around pKa−10. In this reaction, the photoionization of phenolic groups increases, causing lignin molecules to assume a neutral condition, reducing the electrostatic repulsive force between lignin molecules and precipitating part of the lignin molecules [41]. Hidayati et al. [42] added that a decrease in this force creates less hydrophilic lignin molecules, while lignin solubility decreases, and lignin deposits increase.
As Solihat et al. [35], Hermiati et al. [33], and Salsabila et al. [43] studied, the isolation method, including the frequency of washing treatment during lignin isolation of Acacia magium kraft black liquor, influences the lignin characteristics. Washing treatment is one method to increase the purity of lignin; therefore, in this study, an investigation of the washing treatment during acid isolation of black liquor has been observed on lignin characteristics and then lignosulphonate properties.
As demonstrated in Table 1, the yield of lignin extracted from black liquor is affected by differences in the frequency of washing. It supports the preceding finding [33,35,43], where the higher the frequency of washing with distilled water, the lower the yield, and vice versa. This treatment also affects lignin’s purity, which is a total of AIL and ASL. Increasing washing frequency tends to increase the lignin purity. Compared to the purity of A. mangium isolated lignin [33,35], the isolated Eucalyptus kraft lignin has lower purity but was still higher than commercial lignin. It is proved that the different sources of biomass and isolation methods affected this finding.
Lignin isolated by 3× and 5× washing treatments has a low water content of 1.58 and 2.5%. Suhartati et al. [44] believe that the inability of lignin to readily bind to water is to blame for its relatively low water content (hydrophobic). Agustiany [45] also stated that lignin has hydrophobic properties, which prevent moisture content changes and make it difficult to bind with water molecules. This content is nearly similar to that of Sameni et al. [46], with the water content of isolated lignin from black liquor being 1.13%. However, this water content is lower than Solihat et al. [35] and commercial lignin as references. The ash content of isolated lignin after 3× and 5× washing treatments was 4.20%–3.43%. This might be related to the lignin leached during the isolation procedure. The loss of impurities or inorganic materials during the isolation process may be the source of the low ash content in lignin [46]. Suhartati et al. [44] claim that the black liquor’s starting material impacts variations in lignin ash content. The ash content affects the lignin purity, whereas a high ash content causes low lignin purity [47] Therefore, there was a lower lignin purity in the Eucalyptus isolated lignin than that of Solihat et al. [35] and Acacia kraft lignin can also be affected by lower ash content. The high ash content in lignin is caused by dirty raw materials, and the type of acid used in the lignin isolation process influences the impurities produced [48]. The presence of impurities such as silica and inorganic components (sulfur, potassium, and sodium) is often difficult to remove, thus affecting the resulting yield [47]. Eucalyptus lignin after 3× washing treatment contains higher sulfur, chlorine, natrium, and silica elements than Eucalyptus after 5× washing treatments based on elemental analysis that will discussed later in Section 3.5 (morphological and elemental analysis), these elements can be identified as ash in lignin. Therefore, washing treatment is necessary in the isolation process. Kraft pulping is included in the sulfur-bearing process [7,26], in which chemicals for delignification contain sulfur; therefore, this element is found in ash determination.
One important consideration while choosing an economically viable lignin isolation process was lignin recovery [35]. The lignin yield isolated from black liquor is up to 39.28%, which is in the expected yield range (20%–40%), as reported by Vishtal and Kraslawski [8]. This yield is higher than Acacia lignin isolated with single and fractionated steps [35] and oil palm empty fruit bunch lignin, as reported by Hidayati et al. [42]. Hidayati et al. employed the lignin isolation with hydrochloric acid of 15.61% resulting in the highest lignin yield. The protonation of the phenolic groups in lignin results in a decrease in the electrostatic repulsion between lignin molecules generating lignin deposition in the isolation process [41]. As a result, the solubility of lignin decreases, and the lignin molecules become less hydrophilic.
The total phenolic hydroxyl content of isolated lignin after 3× washing treatment is higher than that of 5× washing treatment. These values are lower than phenolic hydroxyl content in Acacia kraft lignin and also in the lignin reference. The isolation method, source of biomass, and kraft pulping conditions contribute to this difference. Kraft pulping and precipitation of lignin with HCl contribute to creating a condensed structure in lignin and phenolic hydroxyl groups [49,50]. Several chemical groups found in lignin, including hydroxyl (phenolic or aliphatic), hydrolyzed ether bonds, carboxyl, methoxy, carbonyl, benzyl alcohol, and condensing units in C2, C5, and C6, influence lignin’s reactivity [51]. Additionally, as a larger degree of condensation promotes the thermal degradation of the polymer, the total phenolic hydroxyl content is connected with the Tg value [52].
This study used UV spectrophotometry dissolved in dioxane-distilled water and NaOH to analyze lignin isolated by 3× and 5× washing as well as a lignin reference to determine the purity of the lignin with semi-quantitative results and molecular distribution [35]. Figure 4b shows that the dioxane-distilled water solution has two prominent peaks for lignin after 3× and 5× washing treatment at around 240 nm and 280 nm, respectively. The difference in washing frequency treatment does not influence the UV spectra pattern that is similar to the lignin reference. Each kind of lignin emits light in the visible range, with the intensity varying just slightly. The absorption coefficients of isolated lignins are nearly identical even though the purity of the lignin 5× washing treatment is higher than that of the lignin reference. Ibrahim et al. [53] assert that this results in the bonding of the unconjugated phenolic group (aromatic ring). Ammar et al. [54] also found that the presence of unconjugated phenolic groups in the lignin structure is indicated by the visible peak in the wavelength of 280 nm. Lignin was also soluble in NaOH, as presented in Figure 4a. Two peaks appeared in the spectra identified as unconjugated phenolic groups (excitation of π-π*) with absorption at 215–222 nm as the first peak. This band is the effect of hypsochromic NaOH [35]. In the wavelength of 296–303 nm, conjugated phenolic groups can correspond to the conjugated phenolic group due to π-π* excitation [55]. Similar spectra were also found in Acacia lignin [35] when dissolving in NaOH and dioxane. The highest peak belongs to the lignin reference that correlates with the highest phenolic hydroxyl groups, as presented in Table 1.
Isolated lignin from Eucalyptus sp was then subjected to sulfonation to produce lignosulphonate. Lignosulphonate derived from lignin after 3× washing treatment (lignosulphonate 3×) presents a higher yield than lignosulphonate 5× (Table 2). Huang et al. [56] stated that the material, duration, and temperature utilized during the sulfonation process affect the yield of lignosulphonate. The yield increases as the material-to-lignin ratio used increases. The appropriate time for the sulfonation process is around 4 h; even if done longer, the yield does not increase significantly.
Furthermore, the sulfonation process can only be carried out at a maximum temperature of 110 °C; higher temperatures would result in lower yields. Lignin becomes water-soluble when it is converted into lignosulphonate, losing its hydrophobic properties. Lignosulphonate includes water-soluble polyelectrolytes because they have anions in the form HSO3− and SO32− and have a broad molecular weight distribution [10].
Lignosulphonate after 3× washing has the highest purity of 71.89% compared to lignosulphonate with 5× washing and commercial lignosulphonate. It may be affected by the higher ASL content of lignin after 3× washing treatment. Nawawi et al. [57] suggested that a significant proportion of ASL has a high β-O-4 structure, making it more reactive. The purification procedure and the lignin origin as raw materials influence the lignosulphonate purity. According to Muharom et al. [58], a small number of contaminants, the majority of which are sodium bisulfite, are responsible for the high purity of lignosulphonates. Andriani and Nasrudin [37] reported that the high purity of lignosulphonates results from employing lignin in isolation, including other compound components, which can lower the purity.
The yield of the lignosulphonate after 3× washing treatment was higher than the yield of the lignosulphonate with 5× washing treatment, at 93.39 and 91.95%, respectively. Huang et al. [56] reported that the material, duration, and temperature utilized have an impact on the yield of lignosulphonate produced during the sulfonation process. The yield increases with the utilization of the material-to-lignin ratio. The sulfonation procedure should be completed within a maximum of 4 h. The yield does not greatly increase even when it is performed for up to 4 h. Furthermore, a temperature above the sulfonation process’s maximum operating temperature of 110 °C will simply decrease the yield that is obtained. When lignosulphonate is generated from lignin, it transforms the substance so that it is soluble in water. Because they contain HSO3−, and SO32− anions, and have a broad molecular weight range, lignosulphonates are polyelectrolytes that are able to dissolve in water [59].
3.2. Functional Group of Lignin and Lignosulphonate
FTIR analysis is used to characterize functional groups of obtained lignin, as well as to evaluate the structure of isolated lignin in general and compare it to lignin reference structures. Figure 5 shows the structure of isolated lignin after 3× and 5× washing treatment, and commercial lignin as a reference. The spectrum at wavenumbers around 3300 cm−1 (no 1) corresponds to hydroxyl group (O–H) vibrations in phenolic and aliphatic structures. Jeong et al. [60] reported that the hydroxyl group occurs at 3362 cm−1. Muharom et al. [58] report that a large band associated with the OH group was found at wavenumbers around 3200–3400 cm−1, while Solihat et al. [35] identified it at 3500–3400 cm−1. The presence of a wide band at the peak (no 1) indicates the presence of a higher phenolic O-H content due to the breaking of the C–O bond during the lignin extraction process resulting in the formation of phenolic rings. The larger molar mass is most likely the cause of the lower O−H spectrum intensity, which was linked to an increase in lignin concentration [61]. The presence of a small peak in the spectrum at 2928 cm−1 indicates C−H stretching in methylene from the side chain and aromatic methoxy group [62,63] or aliphatic and aromatic C−H groups [58]. In the lignin structure, wave numbers 1688, 1588, and 1503 cm−1 show the presence of a conjugated carbonyl with a benzene ring and a benzene ring vibration [64]. It is in agreement with a previous study in which vibration of the aromatic skeleton in lignin in the wave number of 1460–1590 cm−1 [65] also appeared in Acacia kraft lignin [35]. The aromatic skeletal vibration with deformation in C−H asymmetric bonds on methyl groups [61,66], C−O bonds on syringyl monomers [67], and C−C, C−O, and C=O bonds on guaiacyl monomers [68] were displayed in the spectra of wavenumbers 1453, 1368, and 1211 cm−1, respectively. The spectra 1125 and 1089 cm−1 indicate the deformation of the C–H bond in the syringyl monomer [68] and the aromatic deformation of C–H, the presence of strains of the C–O and C–C bonds [67].
The lignosulphonate synthesized from the Eucalyptus lignin is very similar to that of the lignosulphonate reference (Figure 4). The O-H bonds are also found in spectra with the wide band that is visible in wave number 3312 cm−1. The small peak in the wavenumber of 2921 cm−1 is associated with C-H stretching vibration on the methyl and methylene groups. The peaks at the wavenumber of 1581 and 1420 cm−1 revealed the backbone vibration of the C=C bond on the aromatic ring and the symmetrical and asymmetrical bending vibrations of the C-H bond on the methyl group. Sharp peaks at 1111 and 1040 cm−1 corresponded to the presence of the C-O-C bond strain and the C-O and S=O bond strain, respectively. The transformation of lignin into lignosulphonates can be identified as successful because of the presence of a new spectrum peak at wave number 627 cm−1, which denotes an S-O bond [69,70].
3.3. Lignin Composition
PyGCMS is a versatile method for determining lignin degradation products and other components such as carbohydrates or additives [71]. The elemental composition, amount of produced products, nature of lignins, and isolation technique can all be clarified using the PyGCMS approach [72]. The Eucalyptus lignin employed in this research is derived from hardwood. Due to the different raw materials used in the isolated lignin, the syringyl (S)/guiacyl (G) ratio of isolated lignin could not be compared to the reference lignin. The abundance of lignin monomers may vary depending on the raw material, such as hardwood, softwood, or grass. Hardwood lignin contains S and G units in specific ratios. Like Acacia lignin [35], which is included in hardwood lignin, the S unit dominates the pyrolysis composition. Meanwhile, the lignin reference contains more G units which are typical for softwood lignin, with fewer p-hydroxyl phenyl (H) units [73]. In addition, Solihat et al. [35] reported that reference lignin is rich in G-lignin, and proposed that it is a kind of softwood lignin. Compared to Acacia lignin, the S/G ratio of Eucalyptus lignin is higher. It is demonstrated that the difference in lignin sources, as well as a method for lignin isolation, contributes to this finding. Because of the presence of the C-5 position, which binds to C-C, lignin with a high percentage of G units is less reactive [51]. However, the two isolated lignins have more S units than G units, making them more reactive due to the methoxy groups found in the structure of S-type lignin [74]. The S/G ratio of Eucalyptus lignin after 3× washing treatment is 4.49, which is higher than Eucalyptus lignin after 5× washing treatment (Table 3) suggesting that lignin after 3× washing treatment is more reactive than lignin with 5× washing treatment. This finding is related to the fact that the amount of ASL present is directly proportional to the high S ratio [75]. Because the pulping process with a high S ratio reduces the condensation reaction, lignin reactivity and condensation levels are inversely related. As C-C linkages are more difficult to break down into aromatic monomers than ether bonds, condensed structures can reduce yield [76].
3.4. Thermal Behavior of Lignin and Lignosulphonate
As a fire retardant, the investigation of thermal characteristics such as Tg and mass loss is the most critical assessment that must be performed. Besides the burning test, TGA and DSC have been reported as methods for assessing the thermal and flammability of natural fiber-reinforced composites [16]. The ability of lignin with a phenolic structure to suppress fire depends on the origin of the lignin and the extraction technique. This ability as a flame retardant is influenced by its thermal properties, which include glass transition temperature (Tg), thermal degradation, molecular weight, lignin purity, and phenolic concentration [26]. The varied Tg values were due to the heterogeneous structures and the broad molecular weight of isolated lignin samples [76]. These factors also affect interchain hydrogen bonding, cross-linking density, and rigid phenyl groups [77]. Although several studies reported an increase in char residue with higher Tg values, the results may be inconsistent due to the plant sources and extraction conditions [46].
As can be seen from the study in Figure 6, there are three distinct steps to the degradation of the mass loss process in the lignin and lignosulphonate samples. There was a steady weight loss in the first stage when the temperature ranged from 40–130 °C. This indicates that the water content of the lignin sample had been evaporated [78]. Li et al. [79] reported that water evaporation begins at a temperature of 55 °C while Kazak et al. [80] argue that chemically bonded water can be released at temperatures as low as 400 °C. It is suggested that water molecules are bound tightly in the lignin structure of the lignin reference, and it is possible that the lignin reference loses its free water at a temperature of 60–70 °C. This mass loss occurred in the lignin samples at 60–70 °C, with weight loss percentages of 4, 11, and 10% for the reference lignin, Eucalyptus after 3× and 5× washing treatment, respectively. At 50–60 °C, the weight loss of the lignosulphonate reference, and eucalyptus after 3×, and 5× washing treatment are 4, 8, and 7%, respectively. The second stage involves the carbohydrate breakdown attached to the lignin structure, which begins between 150–250 °C [81]. In this stage, the decomposition of lignin into degradation products, such as aromatic decomposition as a phenolic compound, including ether linkages among the C9 units, might occur [82]. The mass loss of lignin and lignosulphonate peaks in both figures at a temperature of 300–400 °C, brought on by the release of CO and CO2 from the lignin structure [83]. Compared to isolated lignin after 3× and 5× washing treatment, which both have a mass loss of 34%, the lignin reference had a mass loss at the rate of 43%. Lignosulphonate reference, Eucalyptus lignin after 3× and 5× washing treatment results in less mass loss than lignin, which loses mass at rates of 15, 28, and 35%.
The beginning degradation temperatures for the third stages of the lignin and lignosulphonate samples were 500 °C and 400 °C, respectively. However, these steps demonstrated the degradation of the lignin’s aromatic ring [84]. The proportion of residues produced by the three distinct lignins at temperatures over 700 °C was nearly the same, with residues of the reference lignin, Eucalyptus lignin after 3× and 5× washing treatment being 44, 44, and 42%, respectively. The three lignosulphonate samples had varying amounts of residue. The lignosulphonate reference, Eucalyptus lignin after 3× and 5× washing treatments were 68, 32, and 48%, respectively. The proportion of isolated lignin residue is similar to the research by Handika et al. [81], which demonstrated that when isolated lignin is combined with hydrochloric acid, it yields 46% residue, allowing it to be used at high temperatures. According to Gordobil et al. [52], The presence of aromatic phenyl groups and hydroxyl groups increases the durability of the aromatic structure in lignin and protects it from temperature damage. As a result, lignin has high thermal stability. Based on the results of the TGA thermal analysis, the synthesized lignin into lignosulphonates can improve thermal stability and be used as a refractory additive.
DSC analysis of lignin thermal properties can provide the Tg value of lignin and lignosulphonate, which benefits future strategy utilization [52]. Eucalyptus lignin’s Tg values after 3× and 5× washing treatments are higher than the Tg of the reference lignin at 141, 147, and 141 °C (Table 4), respectively. These Tg are lower compared to the Tg of Acacia lignin [35,43] and the Tg of Eucalyptus grandis lignin at about 161 °C [85]. However, Tg obtained in this study is higher than the Tg value of kraft lignin from Eucalyptus, which is 133 °C [86]. The difference in Tg is influenced by molecular weight, thermal history, lignin isolation method, adsorbed water [87], and ash content. Solihat et al. [35] discovered that single-step lignin with lower ash content has a higher Tg than lignin fractioned step. This Tg value influences the stability of lignin at high temperatures; thus, single-step lignin is more stable and suitable for high-temperature process conditions [35].
The Eucalyptus lignosulphonate with 5× washing treatment shows a higher Tg value (174 °C) than the reference lignosulphonate (158 °C). It is proposed that the char residue of lignosulphonate with 5× washing treatment be increased. Different value ranges represent variations in the lignin structure’s flexibility or stiffness, affecting elements such as molecular mass, cross-link density, and hydrogen connections between chains [46]. Solihat et al. [88] claimed that the Tg value shows that the endothermic process changed the lignin structure from a glass-like state to a rubbery (plastic) state. The Tg value of lignosulphonate with 5× washing treatment compared to that of Eucalyptus lignin with the same water treatment frequency, indicating improvement in thermal properties, char residue, and flammability behavior.
3.5. Morphological and Elemental Analysis of Lignin
FESEM EDX was used to determine the morphological characteristics and the elemental constituents of isolated lignin after 3× and 5× washing treatments (Figure 7). In order to assess and identify the materials and impurities present in a sample, EDS analysis may detect elemental content with a minimum concentration of 0.1% [89]. The types of lignin that influence the elemental analysis of kraft lignin can be seen in Table 5. After 3× washing treatment, lignin is still composed of Na and S elemental content (Table 5). This is affected by the kraft pulping process, which uses chemicals such as sodium hydroxide and, sodium sulfide as white liquor [7]. The Cl elemental content was found in isolated lignin caused by the utilization of hydrochloric acid in the lignin isolation process. It cannot be removed by washing treatment. Due to its abundance of functional groups and benzene rings, lignin is a prime candidate as a precursor for carbon-based products (Table 6 and Table 7) and has a high carbon value [90]. Double bond equivalents (DBE) in lignin and lignosulfonate can be calculated using elemental analysis. DBE denotes a double bond in a structure that can be used to predict the possibility of an unconjugated bond, which is more reactive to other substances. A C=C bond can be found in the aromatic ring of lignin, which may be less than a single bond in an aliphatic structure. An additional reaction is easily promoted by the reactive site in the unsaturated bond. DBE also indicates the degree of lignin condensation as well as the presence of aromatic ring structures in lignin molecules [47].
The DBE numbers of the Eucalyptus lignin after 3× and 5× washing treatments were also comparable with a value of 55.56 and 55.11, respectively. The DBE values of isolated lignin are similar to that of the reference lignin. The DBE values for the lignosulphonate Eucalyptus with 3× and 5× washing treatment were 33.53 and 30.37, respectively. Compared to the DBE of lignin, the DBE of lignosulfonate is lower. It is suggested that some OH groups in the aromatic structure of lignin are replaced by SO3H in electrophilic aromatic substitution. This significant difference in DBE also shows structural changes in molecules by sulfonation of lignin into lignosulfonate. However, washing did not change the structure of the lignin, as evidenced by similar DBE between lignin washed 3× and 5×. A similar statement has been reported by Hermiati et al. [33].
Ultimate analysis (Table 7) shows the presence of N element, a protein-lignin complex that might be formed during the pulping process [91] and its existence in the lignin indicated that isolation and washing treatment cannot remove the N element. The amount of N in the lignosulfonate increased dramatically, indicating that N was tightly bound to the lignin molecules as a protein-lignin complex and could not be lost during sulfonation. The lignin washing treatment has the potential to reduce contaminants. Sodium metabisulfite converts lignin into lignosulphonates, raising the elemental content of S for both lignosulphonates. In contrast, sodium hydroxide elevates the solution’s pH to 7 to produce the elemental content of Na.
Ultimate analysis (Table 7) presents the empirical formula of lignin and lignosulfonate that is deducted from the elemental component in the samples. Eucalyptus lignin after 3× and 5× washing treatment has a relatively similar formula because of the non-significant difference in the content of C, H, N, and O in lignins. This formula is also similar to the reference lignin indicating that the isolation process successfully produced lignin with a similar structure. The computation was carried out similarly for H and O, producing a chemical formula for lignin (C9HxOy) [92].
The empirical formula of lignosulfonate differs from that of lignin, indicating that different structures are formed after lignin is sulfonated to form lignosulfonate. It is strengthened by the presence of a new peak in lignosulfonate FTIR spectra at wave number 627 cm−1, which is known as an S-O bond. As stated by Sameni et al. [93], a lower weight percentage of carbon and a greater weight percentage of oxygen are present in lignins with a greater amount of methoxyl groups. The Eucalyptus lignin has higher syringyl content than guiacyl as calculated in the S/G ratio from PyGCMS analysis (Table 3).
3.6. Flammability Behaviour
Fire retardants can reduce the danger of fire in products while extending their useful lives and safeguarding the environment by reducing local pollutants and long-term environmental consequences by avoiding ignition, slowing fire propagation, and reducing flashover time [14]. Time to ignition, heat release rate, spontaneous ignition and flash point temperature, thermal stability index, smoke toxicity, mass loss, extinction flammability index, limiting oxygen index (LOI), fire resistance, and flame propagation on the surface are the most crucial factors.
Previously, Solihat et al. [26] noted that even though lignin can reach better thermal properties of polymeric material, the complex structure, source difference, and isolation method can influence the resulting performance as a bio-based flame retardant. As a result, the functionalization of lignin is a method of improving performance. The sulfonation of kraft lignin into lignosulphonate was used in this study. Angelini et al. [25] tried to use unmodified lignosulphonate to improve the fire retardancy of particleboard. The peak heat release rate (HRR) and total smoke production were successfully decreased, while char formation increased by using 15% wt.% of lignosulphonates.
Oven-dried rattan was impregnated with a 40% (w/v) lignosulphonate-distilled water solution. The impregnation procedure yielded a WPG that varied between 20%–23% as can be seen in Table 8. There was no significant difference between rattan impregnated with the lignosulfonate reference and lignosulfonate synthesized from Eucalyptus lignin. The leachability test was performed after the rattan had been impregnated by submerging the specimen in water for 24 h. The proportion of leachability ranges from 94 to 98% (Table 8). The easily soluble in water nature of lignosulphonates [94] contributes to the high percentage of leachability in impregnated rattan by causing significant loss of lignosulphonates from rattan during water submersion. Because impregnated rattan is not waterproof, it will have an impact on its future use for indoor purposes. In the future, lignosulfonate can be used as a fire retardant in exterior applications such as coating the material after impregnation or combining it with adhesive while preparing boards. Incorporating lignosulfonate with commercial hydrophobic polymers in the preparation of composites can improve both water and fire resistance. According to Lubis et al. [95], impregnating ramie fibre with lignin-based polyurethane can increase heat stability by 6%.
Flammability behavior on impregnated rattan was initially assessed using UL-94 with the vertical burning mode (Figure 3a) and manual burning observations by gas torch (Figure 3b). The untreated rattan did not receive a UL-94 rating and burned out in 2 min when tested with a gas torch. One of the three impregnated rattans failed to meet the UL-94 V-0 rating. The received ratings of all samples are displayed in Table 9. After a burning test with a gas torch, the samples lost the weight in which the lignosulfonate impregnation has been successfully prevented in high weight loss of rattan (Table 10). The time after burning for impregnated rattan by lignosulphonate after 3× and 5× washing treatments was less than 6 s, classifying it as V-0. The untreated rattan shows robust burning without molten droplets after the sample was burned for 10 s. In comparison, under the same circumstances, lignosulphonate-impregnated rattan may put out a fire in less than 6 s without dripping. The untreated rattan was totally burned until all samples were lost (Figure 8a) or burned out in the manual burning test, while impregnated rattan had the ability to reduce the burning rate. This can be proved by the fact that the impregnated rattan was still partially intact after burning (Figure 8b–d). The impregnation of rattan with lignosulfonate resulted in a higher UL-94 rating classification than the lignosulfonate reference-treated rattan. Consequently, this result has demonstrated that the impregnation of lignosulphonates into rattan successfully improves the fire resistance of rattan. This treatment helps to improve flammability performance and meet industrial requirements, in which achieving a V-0 rating [26].
4. Conclusions
Lignin produced by 3× and 5× washing treatments had a yield of 39.28 and 36.24%, a water content of 1.58 and 2.50%, an ash content of 4.20 and 3.43%, a lignin purity of 85.88 and 92.85%, and a total of ph-OH of 6.74 and 5.13%, respectively. The washing treatment frequency increased the lignin purity. The TGA and DSC analysis revealed that the lignin had a char residue of 44.14 and 41.66%, with a glass transition temperature (Tg) of 140.86 and 146.72 °C, respectively. The FTIR analysis indicated that lignosulphonate had been successfully synthesized from isolated lignin which could be detected at 627 cm−1 for a S=O bond. Meanwhile, lignosulphonate after 3× and 5× washing treatments exhibited a low moisture content of 1.58 and 2.50%, a yield of 93.39 and 91.95%, with a purity of 71.89 and 67.21%. Mass residue by thermal gravimetric of lignosulphonate after 3× and 5× washing treatment of 44 and 42%, and Tg of 128.95 and 173.51 °C, respectively. The V-0 rating classification allows lignosulphonate-impregnated rattan to extinguish a fire in less than 6 s without dripping. The incorporation of lignosulphonates into rattan improves the material’s fire resistance and meets the needs of the industrial sector.
5. Patents
Indonesian Patent Officer has registered this invention with the patent registration numbers P00202205548 and P00202206965.
Author Contributions
Conceptualization, W.F. and D.S.N.; methodology, W.F. and E.W.M.; software, E.W.M.; validation, W.F. and D.S.N.; formal analysis, E.W.M. and S.H.L.; investigation, W.F.; resources, W.F. and A.H.I.; data curation, E.W.M. and W.F.; writing—original draft preparation, E.W.M., W.F., D.S.N., A.H.I. and S.H.L.; writing—review and editing, W.F., S.H.L. and D.S.N.; visualization, E.W.M.; supervision, W.F. and D.S.N.; project administration, W.F. and A.H.I.; funding acquisition, A.H.I. All authors have read and agreed to the published version of the manuscript.
Funding
The research was funded by the Ministry of Education, Culture, Research and Technology through the Basic research grant Number: 07/UN5.2.3.1/PPM/KP-DRTPM/L/2022 (date:18 March 2022).
Data Availability Statement
Not applicable.
Acknowledgments
Authors acknowledge PT. Toba Pulp Lestari, Indonesia, for providing the black liquor samples and thank Advanced Characterization Laboratories Cibinong—Integrated Laboratory of Bioproduct, National Research and Innovation Agency through E- Layanan Sains, Badan Riset dan Inovasi Nasional for the facilities, scientific and technical support form.
Conflicts of Interest
The authors declare no conflict of interest.
References
- APKI. Industri Pulp Dan Kertas Sumbang Devisa Rp 114,4 T. Available online: https://apki.net/?p=15289 (accessed on 2 September 2022).
- IDNFinancial. Indonesia’s Pulp and Paper Are in the Top 10 in the World. Available online: https://www.idnfinancials.com/archive/news/22291/Indonesias-pulp-and-paper-are-in-the-top-10-in-the-world (accessed on 25 October 2022).
- Bajpai, P. Chapter 12—Pulping Fundamentals. In Biermann’s Handbook of Pulp and Paper, 3rd ed.; Bajpai, P., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 295–351. [Google Scholar]
- Sailwal, M.; Banerjee, A.; Bhaskar, T.; Ghosh, D. Chapter 23—Integrated biorefinery concept for Indian paper and pulp industry. In Waste Biorefinery; Bhaskar, T., Pandey, A., Rene, E.R., Tsang, D.C.W., Eds.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 631–658. [Google Scholar]
- Agustiany, E.A.; Rasyidur Ridho, M.; Rahmi, D.N.M.; Madyaratri, E.W.; Falah, F.; Lubis, M.A.R.; Solihat, N.N.; Syamani, F.A.; Karungamye, P.; Sohail, A.; et al. Recent developments in lignin modification and its application in lignin-based green composites: A review. Polym. Compos. 2022, 43, 4848–4865. [Google Scholar] [CrossRef]
- Sahoo, S.; Misra, M.; Mohanty, A.K. Enhanced properties of lignin-based biodegradable polymer composites using injection moulding process. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1710–1718. [Google Scholar] [CrossRef]
- Ridho, M.R.; Agustiany, E.A.; Rahmi Dn, M.; Madyaratri, E.W.; Ghozali, M.; Restu, W.K.; Falah, F.; Rahandi Lubis, M.A.; Syamani, F.A.; Nurhamiyah, Y.; et al. Lignin as Green Filler in Polymer Composites: Development Methods, Characteristics, and Potential Applications. Adv. Mater. Sci. Eng. 2022, 2022, 1–33. [Google Scholar] [CrossRef]
- Vishtal, A.; Kraslawski, A. Challenges in industrial applications of technical lignins. BioRes 2011, 6, 3547–3568. [Google Scholar] [CrossRef]
- Vahabi, H.; Brosse, N.; Latif, N.H.A.; Fatriasari, W.; Solihat, N.N.; Hashim, R.; Hazwan Hussin, M.; Laoutid, F.; Saeb, M.R. 24-Nanolignin in materials science and technology—Does flame retardancy matter? In Biopolymeric Nanomaterials; Kanwar, S., Kumar, A., Nguyen, T.A., Sharma, S., Slimani, Y., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 515–559. [Google Scholar]
- Sen, S.; Patil, S.; Argyropoulos, D.S. Thermal properties of lignin in copolymers, blends, and composites: A review. Green Chem. 2015, 17, 4862–4887. [Google Scholar] [CrossRef]
- Nadda, A.; Sharma, S. Lignin Biosynthesis and Transformation for Industrial Applications; Springer Nature: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Ramezani, N.; Sain, M. Thermal and Physiochemical Characterization of Lignin Extracted from Wheat Straw by Organosolv Process. J. Polym. Environ. 2018, 26, 3109–3116. [Google Scholar] [CrossRef]
- De Chirico, A.; Armanini, M.; Chini, P.; Cioccolo, G.; Provasoli, F.; Audisio, G. Flame retardants for polypropylene based on lignin. Polym. Degrad. Stab. 2003, 79, 139–145. [Google Scholar] [CrossRef]
- Grover, T.; Khandual, A.; Chatterjee, K.N.; Jamdagni, R. Flame retardants: An overview. Colourage 2015, 61, 29–36. [Google Scholar]
- Covaci, A.; Harrad, S.; Abdallah, M.A.E.; Ali, N.; Law, R.J.; Herzke, D.; de Wit, C.A. Novel brominated flame retardants: A review of their analysis, environmental fate and behaviour. Environ. Int. 2011, 37, 532–556. [Google Scholar] [CrossRef]
- Madyaratri, E.W.; Ridho, M.R.; Aristri, M.A.; Lubis, M.A.R.; Iswanto, A.H.; Nawawi, D.S.; Antov, P.; Kristak, L.; Majlingová, A.; Fatriasari, W. Recent Advances in the Development of Fire-Resistant Biocomposites-A Review. Polymers 2022, 14, 362. [Google Scholar] [CrossRef]
- Popescu, C.-M.; Pfriem, A. Treatments and modification to improve the reaction to fire of wood and wood based products—An overview. Fire Mater. 2020, 44, 100–111. [Google Scholar] [CrossRef]
- Darnerud, P.O. Toxic effects of brominated flame retardants in man and in wildlife. Environ. Int. 2003, 29, 841–853. [Google Scholar] [CrossRef]
- Costes, L.; Laoutid, F.; Aguedo, M.; Richel, A.; Brohez, S.; Delvosalle, C.; Dubois, P. Phosphorus and nitrogen derivatization as efficient route for improvement of lignin flame retardant action in PLA. Eur. Polym. J 2016, 84, 652–667. [Google Scholar] [CrossRef]
- Mandlekar, N.; Malucelli, G.; Cayla, A.; Rault, F.; Giraud, S.; Salaün, F.; Guan, J. Fire retardant action of zinc phosphinate and polyamide 11 blend containing lignin as a carbon source. Polym. Degrad. Stab. 2018, 153, 63–74. [Google Scholar] [CrossRef]
- Liu, L.; Qian, M.; Song, P.; Huang, G.; Yu, Y.; Fu, S. Fabrication of Green Lignin-based Flame Retardants for Enhancing the Thermal and Fire Retardancy Properties of Polypropylene/Wood Composites. ACS Sustain. Chem. Eng. 2016, 4, 2422–2431. [Google Scholar] [CrossRef]
- Alibaba. Available online: https://www.alibaba.com/product-detail/calcium-lignosulfonate-powder_62035133245.html?spm=a2700.7724838.2017115.50.2dd8752bWG3JOB&s=phttps://www.alibaba.comhttps://www.alibaba.com/product-detail/retardant-ammonium-polyphosphate_60613838038.html?spm=a2700.7724838.2017115.107.790142b2LXvnaJ (accessed on 9 September 2022).
- Xu, C.; Ferdosian, F. Utilization of Lignosulfonate as Dispersants or Surfactants. In Conversion of Lignin into Bio-Based Chemicals and Materials; Xu, C., Ferdosian, F., Eds.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 81–90. [Google Scholar]
- Hemmilä, V.; Hosseinpourpia, R.; Adamopoulos, S.; Eceiza, A. Characterization of Wood-based Industrial Biorefinery Lignosulfonates and Supercritical Water Hydrolysis Lignin. Waste Biomass Valorization 2020, 11, 5835–5845. [Google Scholar] [CrossRef] [Green Version]
- Angelini, S.; Barrio, A.; Cerruti, P.; Scarinzi, G.; Garcia-Jaca, J.; Savy, D.; Piccolo, A.; Malinconico, M. Lignosulfonates as Fire Retardants in Wood Flour-Based Particleboards. Int. J. Polym. Sci. 2019, 2019, 6178163. [Google Scholar] [CrossRef] [Green Version]
- Solihat, N.N.; Hidayat, A.F.; Taib, M.N.A.M.; Hussin, M.H.; Lee, S.H.; Ghani, M.A.A.; Edrus, S.S.O.A.; Vahabi, H.; Fatriasari, W. Recent Developments in Flame-Retardant Lignin-Based Biocomposite: Manufacturing, and characterization. J. Polym. Environ. 2022. [Google Scholar] [CrossRef]
- Nfornkah, B.N.; Enongene, K.; Kaam, R.; Djomo, C.C.; Forje, G.W.; Awazi, N.P.; Delanor, T.A. Spatial distribution of rattan and indigenous perspectives vis-à-vis the growth rate of economically important rattan species in Cameroon: Sustainability and policy implications. Curr. Res. Environ. Sustain. 2022, 4, 100151. [Google Scholar] [CrossRef]
- Jasni, J.; Roliadi, H. Daya tahan 16 jenis rotan terhadap bubuk rotan (Dinoderus minutus Fabr.). J. Penelit. Has. Hutan 2011, 29, 115–127. [Google Scholar] [CrossRef]
- TAPPI. TAPPI Test Method T 264 cm-97. In Preparation of Wood for Chemical Analysis; Technical Association of the Pulp & Paper Industry: Peachtree Corners, GA, USA, 1997. [Google Scholar]
- TAPPI. TAPPI Test Method T 211 om-02. In Ash in Wood, Pulp, Paper and Paperboard: Combustion at 525 °C; Technical Association of the Pulp & Paper Industry: Peachtree Corners, GA, USA, 2002. [Google Scholar]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of structural carbohydrates and lignin in biomass—Laboratory Analytical Procedure (LAP). In National Renewable Energy Laboratory Technical Report NREL/TP-510-42618; National Renewable Energy Laboratory: Golden, CO, USA, 2012. [Google Scholar]
- Cantador, L.S.; Esakkimuthu, E.S.; Marlin, N.; Brochier-Salon, M.C.; Mortha, G.; Bertaud, F. Fast, Easy, and Economical Quantification of Lignin Phenolic Hydroxyl Groups: Comparison with Classical Techniques. Energy Fuels 2018, 32, 5969–5977. [Google Scholar] [CrossRef]
- Hermiati, E.; Risanto, L.; Lubis, M.A.R.; Laksana, R.P.B.; Dewi, A.R. Chemical characterization of lignin from kraft pulping black liquor of Acacia mangium. AIP Conf. Proc. 2017, 1803, 1–7. [Google Scholar] [CrossRef]
- Nakagawa-Izumi, A.; H’ng, Y.Y.; Mulyantara, L.T.; Maryana, R.; Do, V.T.; Ohi, H. Characterization of syringyl and guaiacyl lignins in thermomechanical pulp from oil palm empty fruit bunch by pyrolysis-gas chromatography-mass spectrometry using ion intensity calibration. Ind. Crops Prod. 2017, 95, 615–620. [Google Scholar] [CrossRef]
- Solihat, N.N.; Santoso, E.B.; Karimah, A.; Madyaratri, E.W.; Sari, F.P.; Falah, F.; Iswanto, A.H.; Ismayati, M.; Lubis, M.A.R.; Fatriasari, W.; et al. Physical and Chemical Properties of Acacia mangium Lignin Isolated from Pulp Mill Byproduct for Potential Application in Wood Composites. Polymers 2022, 14, 491. [Google Scholar] [CrossRef] [PubMed]
- Robert, D.R.; Bardet, M.; Gellerstedt, G.; Lindfors, E.L. Structural Changes in Lignin During Kraft Cooking Part 3. On the Structure of Dissolved Lignins. J. Wood Chem. Technol. 1984, 4, 239–263. [Google Scholar] [CrossRef]
- Andriani, E.; Nasrudin, H. Pengaruh Jenis Bambu dan Konsentrasi Natrium Bisulfit Terhadap Rendemen Natrium Lignosulfonat. J. Chem. 2013, 2, 29–35. [Google Scholar]
- SNI 1740:2008; Cara uji Bakar Bahan Bangunan Untuk Pencegahan Bahaya Kebakaran Pada Bangunan Rumah dan Gedung. BSN: Jakarta, Indonesia, 2008.
- Doherty, W.O.S.; Mousavioun, P.; Fellows, C.M. Value-adding to cellulosic ethanol: Lignin polymers. Ind. Crops Prod. 2011, 33, 259–276. [Google Scholar] [CrossRef] [Green Version]
- Silva, S.H.F.; Gordobil, O.; Labidi, J. Organic acids as a greener alternative for the precipitation of hardwood kraft lignins from the industrial black liquor. Int. J. Biol. Macromol. 2020, 142, 583–591. [Google Scholar] [CrossRef]
- Mohtar, S.S.; Tengku Malim Busu, T.N.Z.; Md Noor, A.M.; Shaari, N.; Yusoff, N.A.; Bustam@Khalil, M.A.; Abdul Mutalib, M.I.; Mat, H.B. Extraction and characterization of lignin from oil palm biomass via ionic liquid dissolution and non-toxic aluminium potassium sulfate dodecahydrate precipitation processes. Bioresour. Technol. 2015, 192, 212–218. [Google Scholar] [CrossRef]
- Hidayati, S.; Satyajaya, W.; Fudholi, A. Lignin isolation from black liquor from oil palm empty fruit bunch using acid. J. Mater. Res. Technol. 2020, 9, 11382–11391. [Google Scholar] [CrossRef]
- Salsabila, R.; Falah, F.; Pradiani, W.; Karimah, A.; Solihat, N.N.; Sari, F.P.; Fatriasari, W. Pengaruh Lama Penyimpanan dan Pengenceran Lindi Hitam terhadap Karakteristik Lignin Kraft Acacia mangium. J. Ris. Kim. 2022, 13, 24–33. [Google Scholar] [CrossRef]
- Suhartati, S.; Puspito, R.; Rizali, F.; Anggraini, D. Analisis sifat fisika dan kimia lignin tandan kosong kelapa sawit asal Desa Sape, Kabupaten Sanggau, Kalimantan Barat. J. Kim. Val. 2016, 2, 24–29. Available online: http://journal.uinjkt.ac.id/index.php/valensi (accessed on 1 September 2022). [CrossRef]
- Agustiany, E.A. Lignin Hasil Isolasi Asam Klorida dan Asam Sulfat Serta Potensi Untuk Pelapis biji (Seed Coating); Undergraduate Institut Pertanian Bogor: Bogor, Indonesia, 2022. [Google Scholar]
- Sameni, J.; Krigstin, S.; Rosa, D.d.S.; Leao, A.; Sain, M. Thermal characteristics of lignin residue from industrial processes. BioResources 2014, 9, 725–737. [Google Scholar] [CrossRef] [Green Version]
- Risanto, L.; Hermiati, E.; Sudiyani, Y. Properties of lignin from oil palm empty fruit bunch and its application for plywood adhesive. Makara J. Technol. 2014, 18, 67. [Google Scholar] [CrossRef] [Green Version]
- Lubis, M.; Dewi, A.; Risanto, L.; Zaini, L.; Hermiati, E. Isolation and characterization of lignin from alkaline pretreatment black liquor of oil palm empty fruit bunch and sugarcane bagasse. In Proceedings of the Asean Cosat 2014, Bogor, Indonesia, 18–20 August 2014; pp. 483–491. [Google Scholar]
- Ponnuchamy, V.; Gordobil, O.; Diaz, R.H.; Sandak, A.; Sandak, J. Fractionation of lignin using organic solvents: A combined experimental and theoretical study. Int. J. Biol. Macromol. 2021, 168, 792–805. [Google Scholar] [CrossRef] [PubMed]
- Haz, A.; Strizincova, P.; Majova, V.; SSkulcova, A.; Surina, I.; Jablonsky, M. Content of Phenolic Hydroxyl Groups In Lignin: Characterisation of 23 Isolated Non-Wood Lignin With Various Acids. Int. J. Recent Sci. Res. 2016, 7, 11547–11551. [Google Scholar]
- Demuner, I.F.; Colodette, J.L.; Demuner, A.J.; Jardim, C.M. Biorefinery review: Wide-reaching products through kraft lignin. BioResources 2019, 14, 7543–7581. [Google Scholar] [CrossRef]
- Gordobil, O.; Herrera, R.; Yahyaoui, M.; İlk, S.; Kaya, M.; Labidi, J. Potential use of kraft and organosolv lignins as a natural additive for healthcare products. RSC Adv. 2018, 8, 24525–24533. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, M.N.; Azian, H.; Mohd Yusop, M.R. The effects of lignin purification on the performance of iron complex drilling mud thinner. J. Teknol. 2006, 44, 83–94. [Google Scholar] [CrossRef] [Green Version]
- Ammar, M.; Mechi, N.; Slimi, H.; Elaloui, E. Isolation and Purification of Alfa Grass Kraft Lignin from Industrial Waste. Curr. Trends Biomed. Eng. Biosci. 2017, 6, 555685. [Google Scholar] [CrossRef] [Green Version]
- Alzagameem, A.; Klein, S.E.; Bergs, M.; Do, X.T.; Korte, I.; Dohlen, S.; Huwe, C.; Kreyenschmidt, J.; Kamm, B.; Larkins, M.; et al. Antimicrobial Activity of Lignin and Lignin-Derived Cellulose and Chitosan Composites Against Selected Pathogenic and Spoilage Microorganisms. Polymers 2019, 11, 670. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huang, C.; Ma, J.; Zhang, W.; Huang, G.; Yong, Q. Preparation of lignosulfonates from biorefinery lignins by sulfomethylation and their application as a water reducer for concrete. Polymers 2018, 10, 841. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nawawi, D.S.; Syafii, W.; Tomoda, I.; Uchida, Y.; Akiyama, T.; Yokoyama, T.; Matsumoto, Y. Characteristics and Reactivity of Lignin in Acacia and Eucalyptus Woods. J. Wood Chem. Technol. 2017, 37, 273–282. [Google Scholar] [CrossRef]
- Muharom, S.; Sudarmin, S.; Wijayati, N. Sintesis Natrium Lignosulfonat Berbasis Lignin Pelepah Salak Pondoh (Salacca zalacca (Gaertner) Voss). Indones. J. Chem. Sci. 2018, 7, 271–276. [Google Scholar]
- Hatakeyama, H.; Kosugi, R.; Hatakeyama, T. Thermal properties of lignin-and molasses-based polyurethane foams. J. Therm Anal. Calorim. 2008, 92, 419–424. [Google Scholar] [CrossRef]
- Jeong, H.; Park, J.; Kim, S.; Lee, J.; Cho, J.W. Use of acetylated softwood kraft lignin as filler in synthetic polymers. Fibers Polym. 2012, 13, 1310–1318. [Google Scholar] [CrossRef]
- Araújo, L.C.P.; Yamaji, F.M.; Lima, V.H.; Botaro, V.R. Kraft lignin fractionation by organic solvents: Correlation between molar mass and higher heating value. Bioresour. Technol. 2020, 314, 1–7. [Google Scholar] [CrossRef]
- Abdelaziz, O.Y.; Hulteberg, C.P. Physicochemical Characterisation of Technical Lignins for Their Potential Valorisation. Waste Biomass Valorization 2016, 8, 859–869. [Google Scholar] [CrossRef] [Green Version]
- Sathawong, S.; Sridach, W.; Techato, K.-A. Lignin: Isolation and preparing the lignin based hydrogel. J. Environ. Chem. Eng. 2018, 6, 5879–5888. [Google Scholar] [CrossRef]
- Hui, Z.; Haonan, Z.; Hao, R.; Huamin, Z. Optimized preparation of spruce kraft lignin/ZnO composites and their performance analysis in polyurethane films. Int. J. Biol. Macromol. 2022, 209, 1465–1476. [Google Scholar] [CrossRef]
- She, D.; Xu, F.; Geng, Z.; Sun, R.; Jones, G.L.; Baird, M.S. Physicochemical characterization of extracted lignin from sweet sorghum stem. Ind. Crops Prod. 2010, 32, 21–28. [Google Scholar] [CrossRef]
- Melro, E.; Filipe, A.; Sousa, D.; Medronho, B.; Romano, A. Revisiting lignin: A tour through its structural features, characterization methods and applications. New J. Chem. 2021, 45, 6986–7013. [Google Scholar] [CrossRef]
- Setter, C.; Oliveira, T.J.P. Evaluation of the physical-mechanical and energy properties of coffee husk briquettes with kraft lignin during slow pyrolysis. Renew. Energy 2022, 189, 1007–1019. [Google Scholar] [CrossRef]
- García-Fuentevilla, L.; Rubio-Valle, J.F.; Martín-Sampedro, R.; Valencia, C.; Eugenio, M.E.; Ibarra, D. Different Kraft lignin sources for electrospun nanostructures production: Influence of chemical structure and composition. Int. J. Biol. Macromol. 2022, 214, 554–567. [Google Scholar] [CrossRef] [PubMed]
- Zhou, H.; Shi, X.; Wu, W.; An, X.; Tian, Y.; Qiao, Y. Facile preparation of lignosulfonate/N-methylaniline composite and its application in efficient removal of Cr(VI) from aqueous solutions. Int. J. Biol. Macromol. 2020, 154, 1194–1204. [Google Scholar] [CrossRef] [PubMed]
- Komisarz, K.; Majka, T.M.; Pielichowski, K. Chemical Transformation of Lignosulfonates to Lignosulfonamides with Improved Thermal Characteristics. Fibers 2022, 10, 20. [Google Scholar] [CrossRef]
- Ponomarenko, J.; Dizhbite, T.; Lauberts, M.; Viksna, A.; Dobele, G.; Bikovens, O.; Telysheva, G. Characterization of Softwood and Hardwood LignoBoost Kraft Lignins with Emphasis on their Antioxidant Activity. BioResources 2014, 9, 2051–2068. [Google Scholar] [CrossRef] [Green Version]
- Haz, A.; Jablonský, M.; Orságová, A.; Surina, I. Characterization of lignins by Py-GC/MS. In Proceedings of the 4nd International Conference Renewable Energy Sources 2013, High Tatras, Slovak Republic, 21–23 May 2013. [Google Scholar]
- Nawawi, D.; Rahayu, I.; Wistara, N.; Sari, R.; Syafii, W. Distribusi sel pori pada kayu tarik dan korelasinya dengan komposisi lignin. J. Ilmu Kehutan. 2019, 13, 70–76. [Google Scholar]
- Demuner, I.F.; Gomes, F.J.B.; Coura, M.R.; Gomes, J.S.; Demuner, A.J.; Carvalho, A.M.M.L.; Silva, C.M. Determination of chemical modification of eucalypt kraft lignin after thermal treatment by Py-GC–MS. J. Anal. Appl. Pyrolysis 2021, 156. [Google Scholar] [CrossRef]
- Nawawi, D.S.; Sari, R.K.; Wistara, N.J.; Fatrawana, A.; Astuti, P.; Syafii, W. Karakteristik Lignin Empat Jenis Bambu (Lignin Characteristic of Four Bamboo Species). J. Ilmu Terknol. Kayu Trop. 2019, 17, 1–7. [Google Scholar]
- Jardim, J.M.; Hart, P.W.; Lucia, L.; Jameel, H. Insights into the potential of hardwood kraft lignin to be a green platform material for emergence of the biorefinery. Polymers 2020, 12, 1795. [Google Scholar] [CrossRef] [PubMed]
- Heitner, C.; Dimmel, D.; Schmidt, J. Lignin and Lignans: Advances in Chemistry, 1st ed.; CRC Press; Taylor & Francis Group: Boca Raton, FL, USA, 2010. [Google Scholar]
- Ruwoldt, J.; Tanase Opedal, M. Green materials from added-lignin thermoformed pulps. Ind. Crops Prod 2022, 185, 1–13. [Google Scholar] [CrossRef]
- Li, S.; Wang, C.; Guo, F.; Liu, X.; Han, S.; Gao, R. Effect of Bound Water Content on Secondary Compression of Three Marine Silty Clays. J. Mar. Sci. Eng. 2022, 10, 261. [Google Scholar] [CrossRef]
- Kazak, E.S.; Rodkina, I.A.; Kazak, A.V. Free and Bound Water Content in Tight Rocks of Bazhenov Formation. IOP Conf. Ser. Earth Environ. Sci. 2020, 459, 022094. [Google Scholar] [CrossRef]
- Handika, S.O.; Lubis, M.A.R.; Sari, R.K.; Laksana, R.P.; Antov, P.; Savov, V.; Gajtanska, M.; Iswanto, A.H. Enhancing thermal and mechanical properties of ramie fiber via impregnation by lignin-based polyurethane resin. Materials 2022, 14, 6850. [Google Scholar] [CrossRef]
- Zhao, J.; Xiuwen, W.; Hu, J.; Liu, Q.; Shen, D.; Xiao, R. Thermal degradation of softwood lignin and hardwood lignin by TG-FTIR and Py-GC/MS. Polym. Degrad. Stab. 2014, 108, 133–138. [Google Scholar] [CrossRef]
- Wang, Y.-Y.; Wyman, C.E.; Cai, C.M.; Ragauskas, A.J. Lignin-Based Polyurethanes from Unmodified Kraft Lignin Fractionated by Sequential Precipitation. ACS Appl. Polym. Mater. 2019, 1, 1672–1679. [Google Scholar] [CrossRef] [Green Version]
- Halder, P.; Kundu, S.; Patel, S.; Parthasarathy, R.; Pramanik, B.; Paz-Ferreiro, J.; Shah, K. TGA-FTIR study on the slow pyrolysis of lignin and cellulose-rich fractions derived from imidazolium-based ionic liquid pre-treatment of sugarcane straw. Energy Convers. Manag. 2019, 200, 112067. [Google Scholar] [CrossRef]
- Poletto, M. Assessment of the thermal behavior of lignins from softwood and hardwood species. Maderas. Cienc. Y Tecnol. 2017, 19, 63–74. [Google Scholar] [CrossRef] [Green Version]
- Torrezan, T. Avaliação Do Comportamento Reológico, Térmico E Mecânico De Misturas De PBAT Com Elevados Teores De Lignina; Universidade Federal de São Carlos: São Paulo, Brazil, 2019. [Google Scholar]
- Erdtman, H. Lignins: Occurrence, formation, structure and reactions, K.V. Sarkanen and C. H. Ludwig, Eds., John Wiley & Sons, Inc., New York, 1971. 916 pp. $35.00. J. Polym. Sci. Part B Polym. Lett. 1972, 10, 228–230. [Google Scholar] [CrossRef]
- Solihat, N.N.; Sari, F.P.; Falah, F.; Ismayati, M.; Lubis, M.A.R.; Fatriasari, W.; Santoso, E.B.; Syafii, W. Lignin as an Active Biomaterial: A Review. J. Sylva Lestari 2021, 9, 1–22. [Google Scholar] [CrossRef]
- Mutalib, M.A.; Rahman, M.A.; Othman, M.H.D.; Ismail, A.F.; Jaafar, J. Scanning Electron Microscopy (SEM) and Energy-Dispersive X-Ray (EDX) Spectroscopy; Elsevier, B.V.: Amsterdam, The Netherlands, 2017; pp. 161–179. [Google Scholar]
- Wang, H.; Fu, F.; Huang, M.; Feng, Y.; Han, D.; Xi, Y.; Xiong, W.; Yang, D.; Niu, L. Lignin-based materials for electrochemical energy storage devices. Nano Mater. Sci. 2022, 1–22. [Google Scholar] [CrossRef]
- Zhao, X.; Dai, L.; Liu, D. Characterization and comparison of Acetosolv and Milox lignin isolated from crofton weed stem. J. Appl. Polym. Sci. 2009, 114, 1295–1302. [Google Scholar] [CrossRef]
- Le, D.M.; Nielsen, A.D.; Sørensen, H.R.; Meyer, A.S. Characterisation of Authentic Lignin Biorefinery Samples by Fourier Transform Infrared Spectroscopy and Determination of the Chemical Formula for Lignin. BioEnergy Res. 2017, 10, 1025–1035. [Google Scholar] [CrossRef]
- Sameni, J.; Krigstin, S.; Sain, M. Characterization of lignins isolated from industrial residues and their beneficial uses. BioResources 2016, 11, 8435–8456. [Google Scholar] [CrossRef] [Green Version]
- Ruwoldt, J. A Critical Review of the Physicochemical Properties of Lignosulfonates: Chemical Structure and Behavior in Aqueous Solution, at Surfaces and Interfaces. Surfaces 2020, 3, 42. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Handika, S.O.; Sari, R.K.; Iswanto, A.H.; Antov, P.; Kristak, L.; Lee, S.H.; Pizzi, A. Modification of Ramie Fiber via Impregnation with Low Viscosity Bio-Polyurethane Resins Derived from Lignin. Polymers 2022, 14, 2165. [Google Scholar] [CrossRef]
Figure 1.
Research flow chart.

Figure 2.
Impregnation process.

Figure 3.
Flammability testing by UL-94 in vertical burning test (a) and gas torch (b).

Figure 4.
Solubility of Eucalyptus lignin after 3× and 5× washing treatment in NaOH (a) and dioxane-distilled water (b) with absorbance UV.
Figure 4.
Solubility of Eucalyptus lignin after 3× and 5× washing treatment in NaOH (a) and dioxane-distilled water (b) with absorbance UV.

Figure 5.
FTIR spectra of lignin and lignosulphonate at: (a) wavenumber range of 4000–400 cm−1, and (b) wavenumber range of 1800–400 cm−1.
Figure 5.
FTIR spectra of lignin and lignosulphonate at: (a) wavenumber range of 4000–400 cm−1, and (b) wavenumber range of 1800–400 cm−1.

Figure 6.
TGA and DTG of lignin (a) and lignosulphonate (b).

Figure 7.
FESEM analysis on lignin reference (A), Eucalyptus 3× (B) and 5× (C) washing treatment; lignosulphonates reference (D), Eucalyptus 3× (E) and 5× (F) washing treatment.
Figure 7.
FESEM analysis on lignin reference (A), Eucalyptus 3× (B) and 5× (C) washing treatment; lignosulphonates reference (D), Eucalyptus 3× (E) and 5× (F) washing treatment.


Figure 8.
Rattan with no treatment (a), impregnation of lignosulphonate reference (b), Eucalyptus 3× (c), and 5× (d) washing treatments after flammability testing.
Figure 8.
Rattan with no treatment (a), impregnation of lignosulphonate reference (b), Eucalyptus 3× (c), and 5× (d) washing treatments after flammability testing.


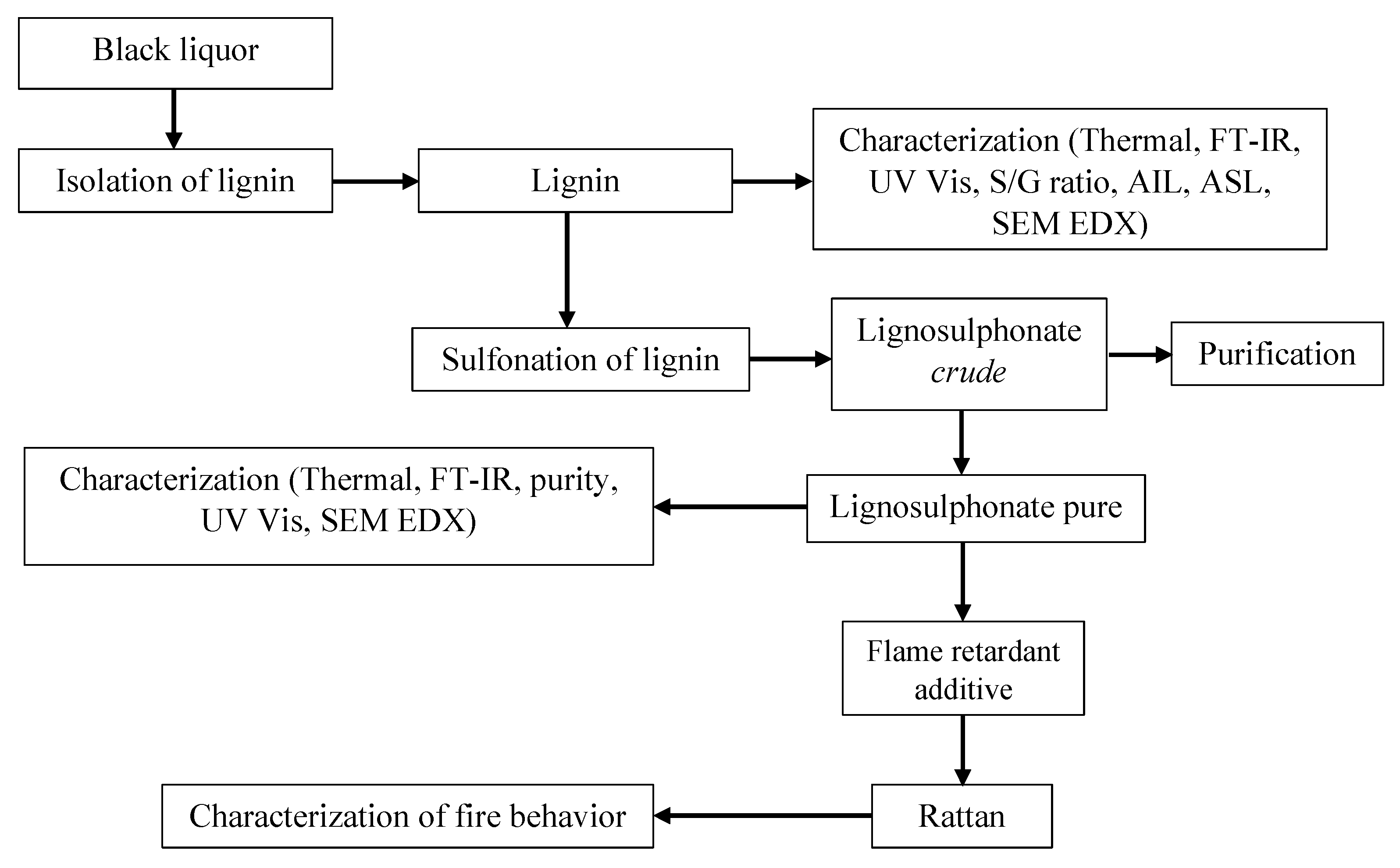{kind=link}
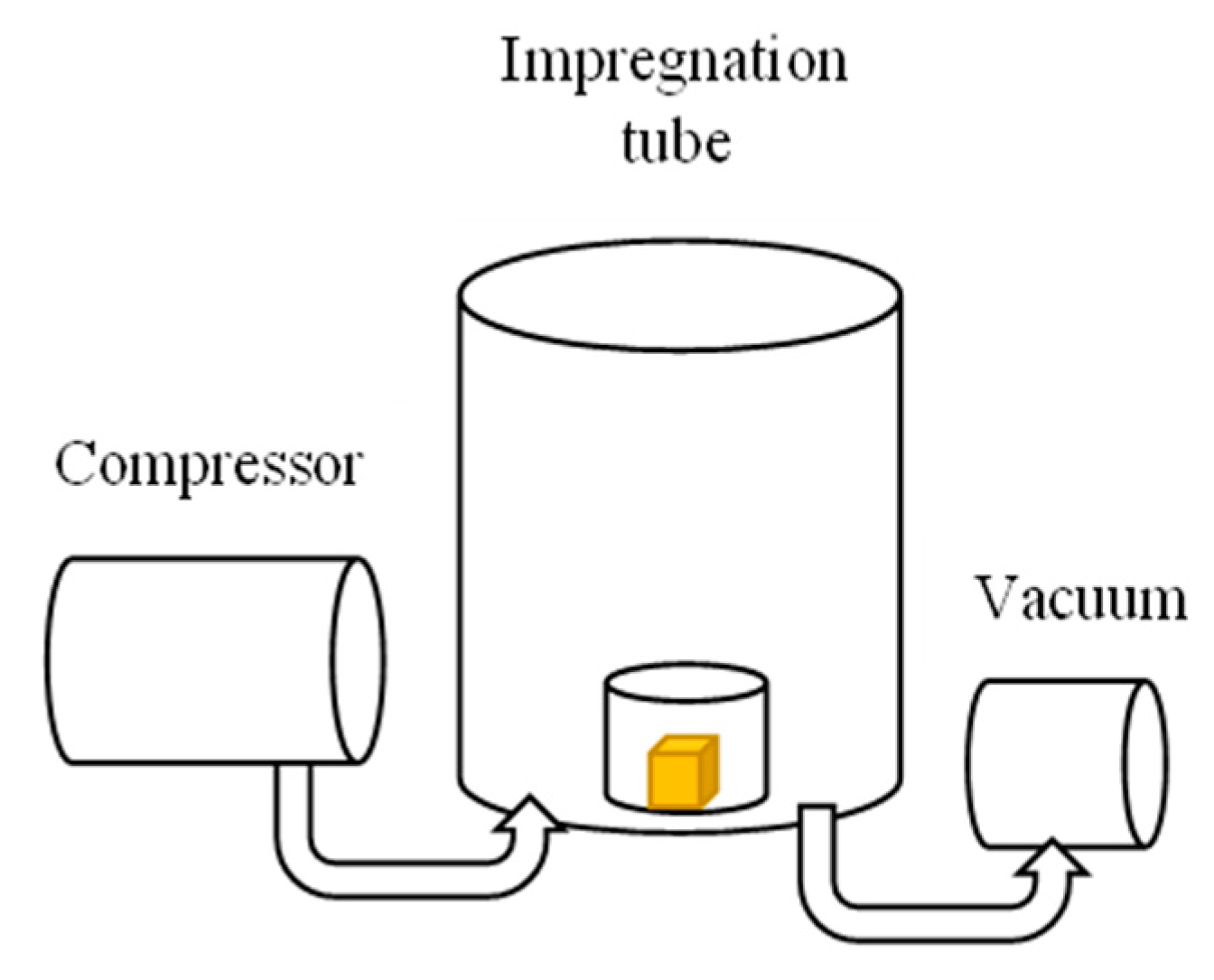{kind=link}
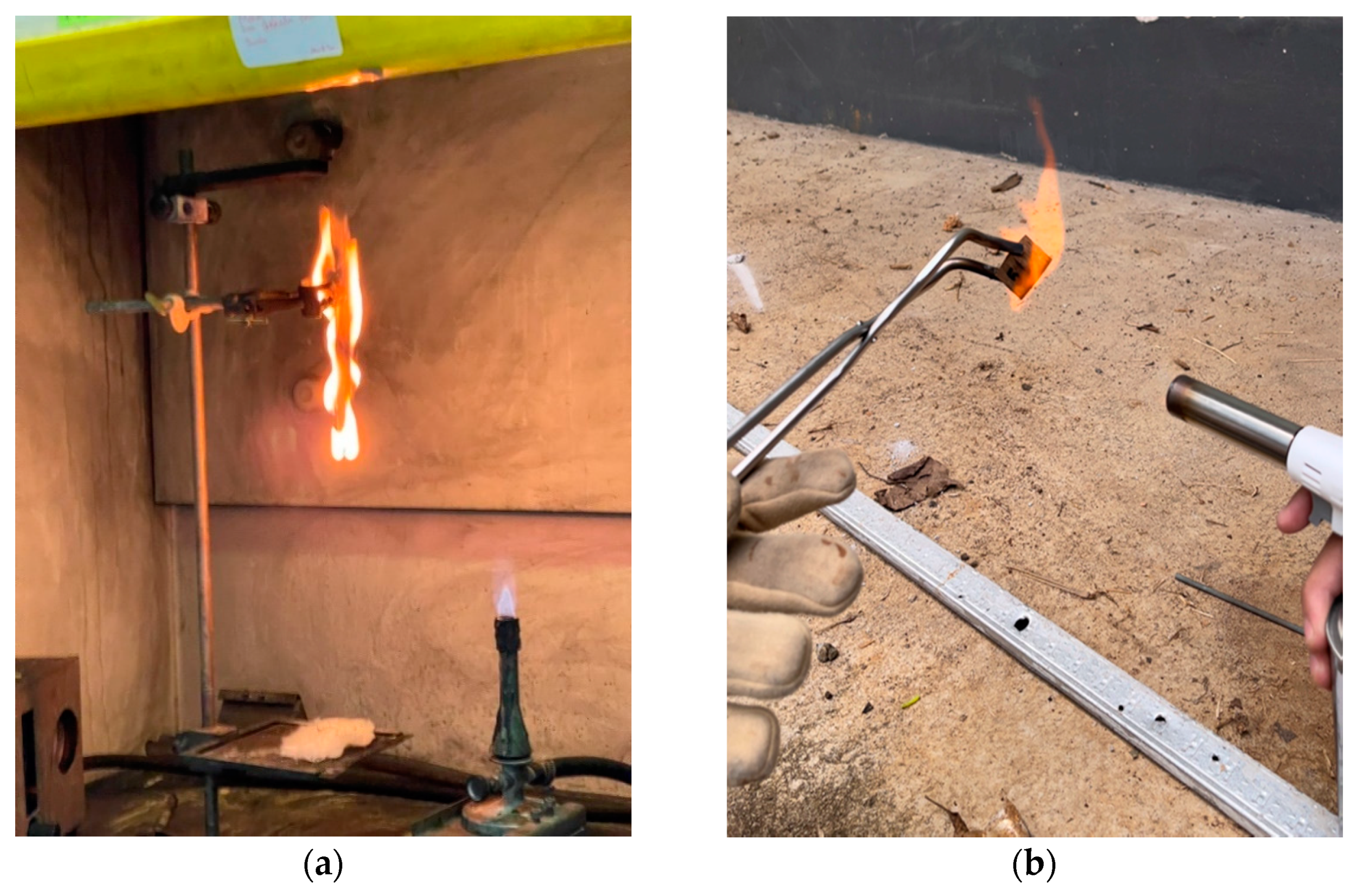{kind=link}
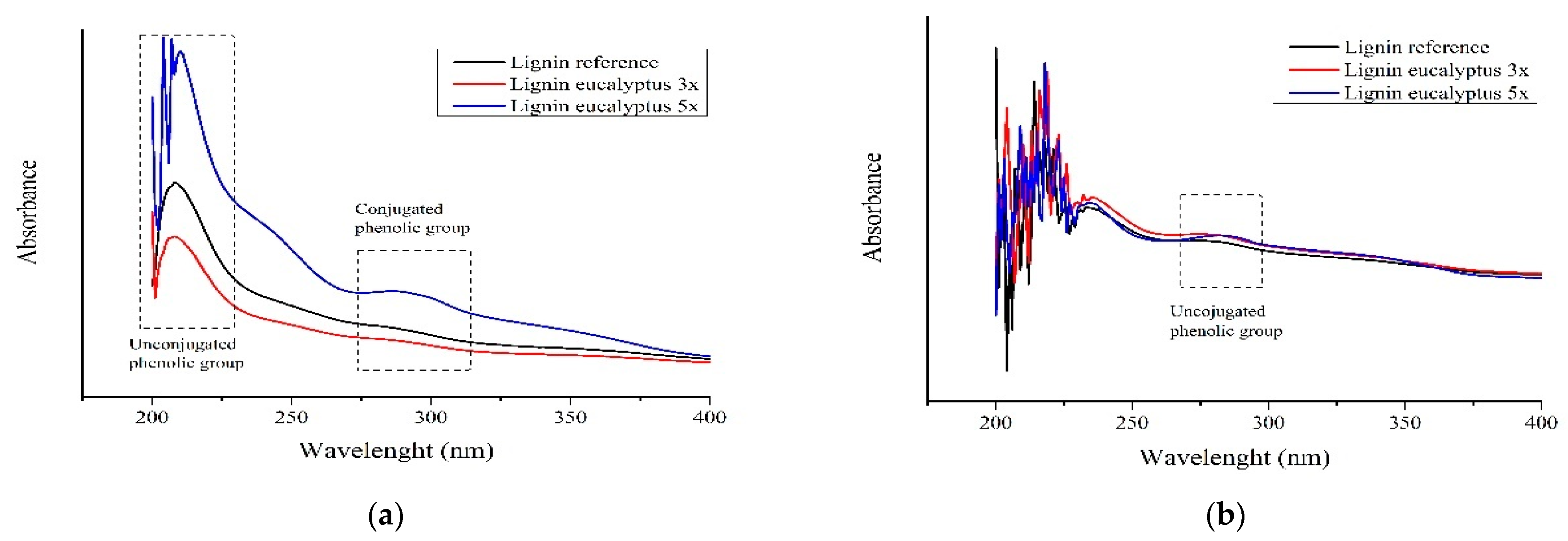{kind=link}
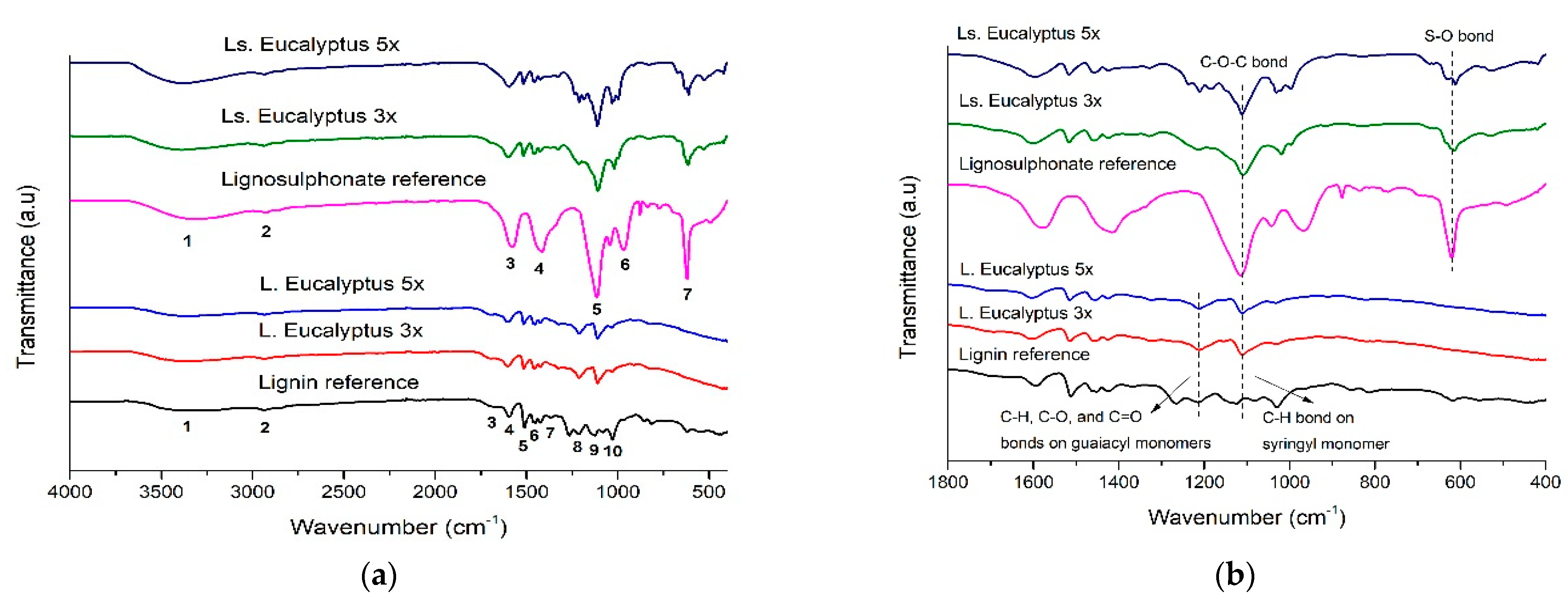{kind=link}
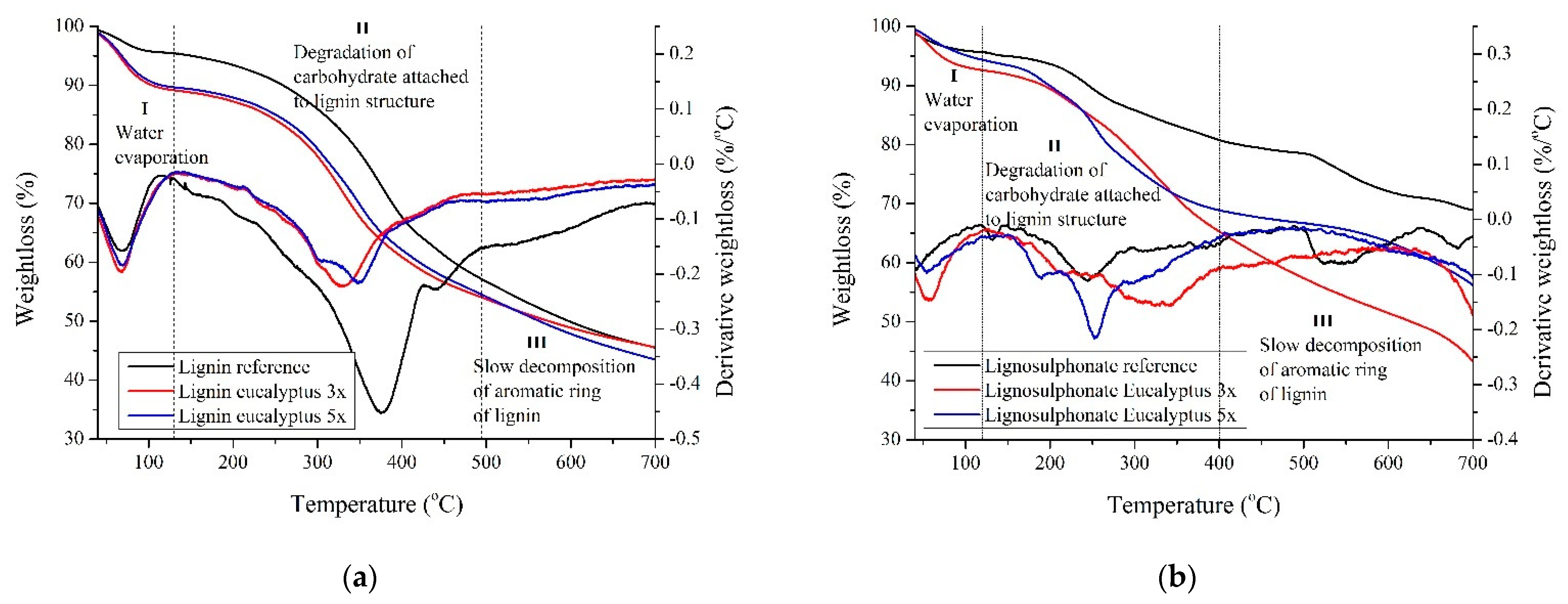{kind=link}
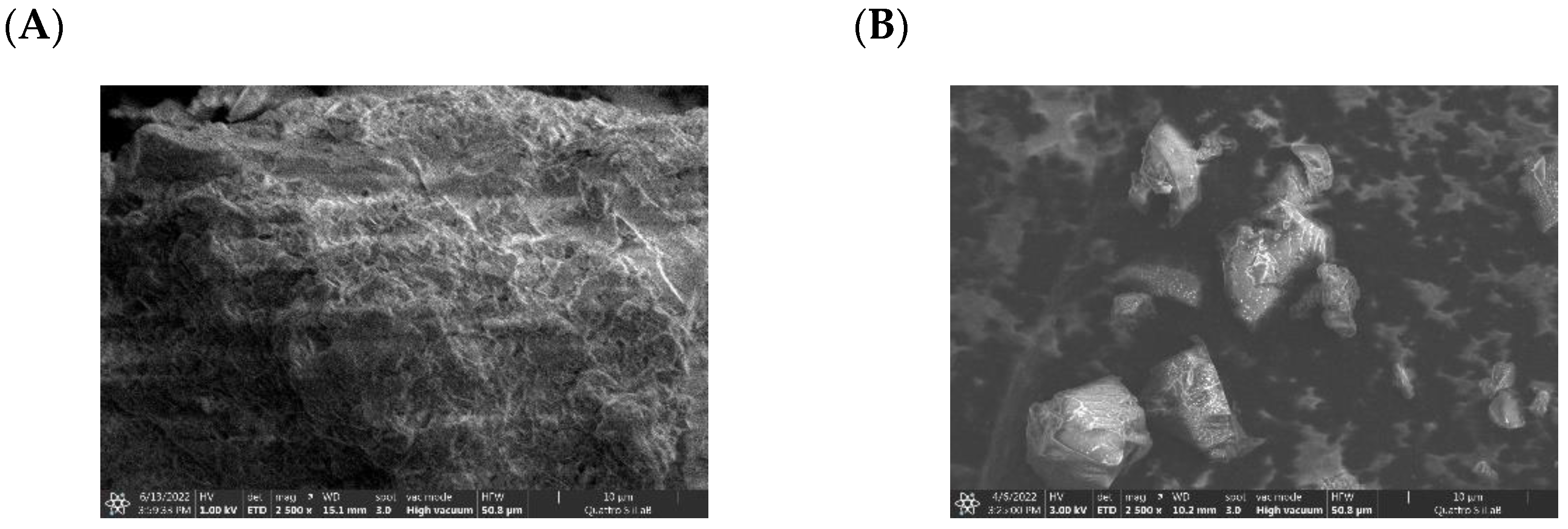{kind=link}
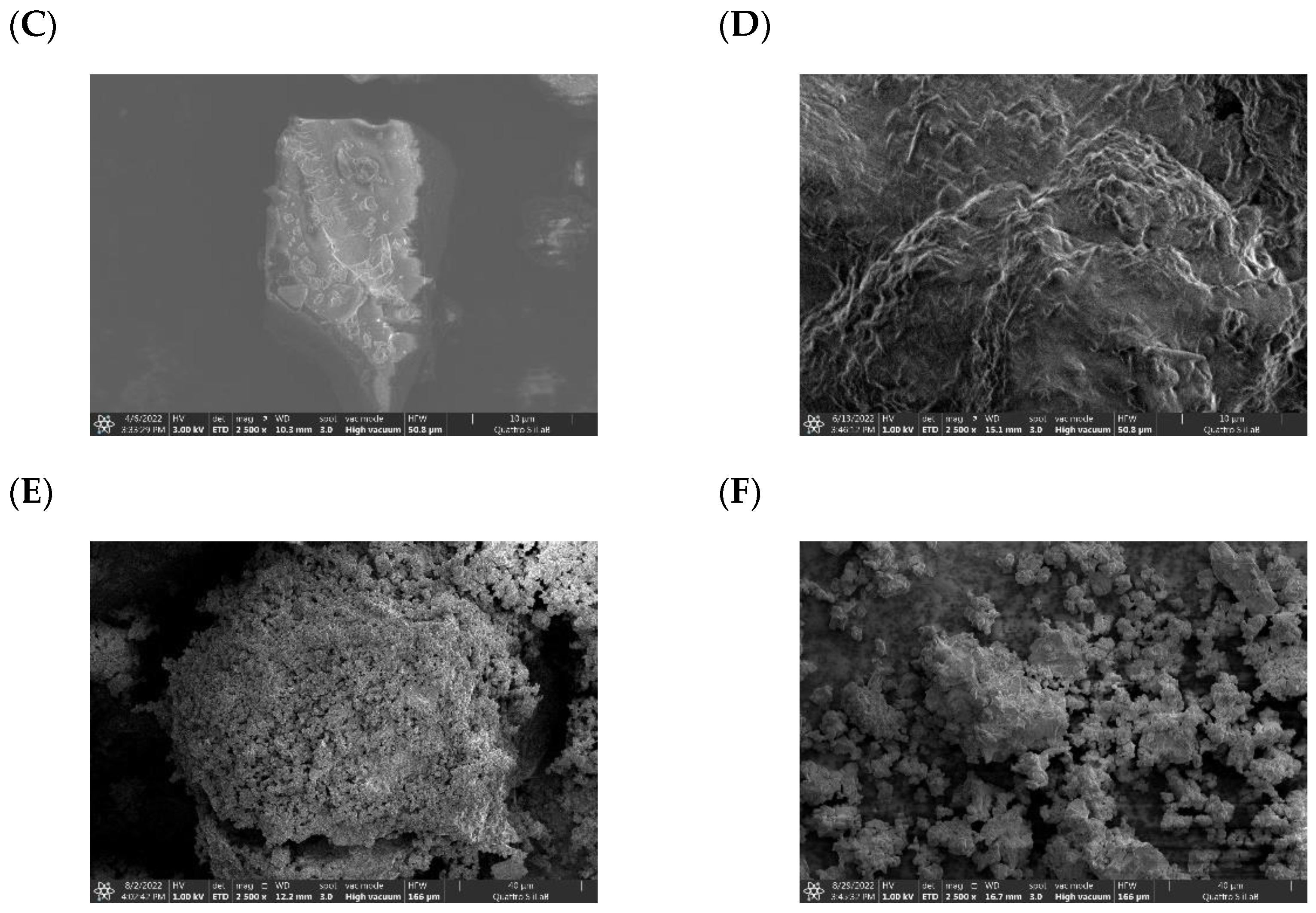{kind=link}
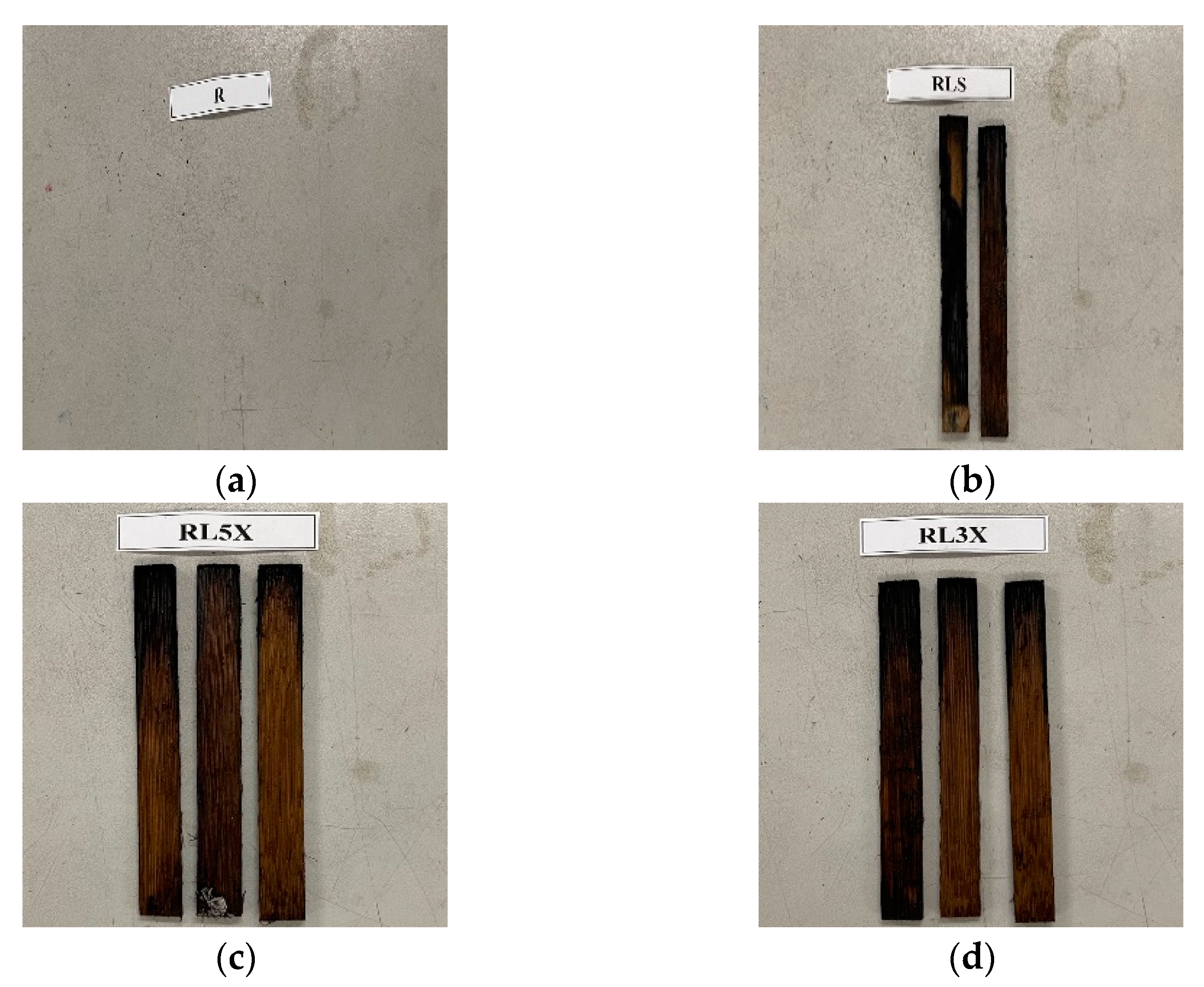{kind=link}
Table 1.
Chemical components of Eucalyptus lignin after 3 and 5 washing treatments.
| Chemical Components (%) | Lignin Reference | Lignin Eucalyptus 3× | Lignin Eucalyptus 5× |
|---|---|---|---|
| Water content | 3.54 ± 0.07 | 1.58 ± 0.90 | 2.50 ± 1.83 |
| Yield | - | 39.28 | 36.24 |
| Ash content | 3.67 ± 0.28 | 4.20 ± 0.20 | 3.43 ± 1.05 |
| AIL | 86.67 ± 0.44 | 76.04 ± 0.29 | 83.67 ± 1.09 |
| ASL | 3.67 ± 0.11 | 9.84 ± 0.22 | 9.18 ± 0.12 |
| Total of ph-OH | 7.09 | 6.74 | 5.13 |
AIL acid-insoluble lignin; ASL: acid-soluble lignin.
Table 2.
Chemical components of lignosulphonate after 3× and 5× washing treatments.
| Sample | Water Content (%) | Yield (%) | Purity (%) | Solubility |
|---|---|---|---|---|
| Lignosulphonate reference | 5.37 | - | 16.19 | Water soluble |
| Lignosulphonate Eucalyptus 3× | 1.58 | 93.39 | 71.89 | Water soluble |
| Lignosulphonate Eucalyptus 5× | 2.50 | 91.95 | 67.21 | Water soluble |
Table 3.
The proportion of types of monomers in Eucalyptus lignin with PyGCMS.
| Sample | Proportion S (%) | Proportion G (%) | S/G Ratio |
|---|---|---|---|
| Lignin reference | 0.59 | 45.85 | 0.01 |
| Lignin Eucalyptus 3× | 55.06 | 12.25 | 4.49 |
| Lignin Eucalyptus 5× | 50.61 | 14.67 | 3.45 |
Table 4.
Tg value of lignin and lignosulphonate.
| Sample | Tg (°C) |
|---|---|
| Lignin reference | 140.75 |
| Lignin Eucalyptus 3× | 140.86 |
| Lignin Eucalyptus 5× | 146.72 |
| Lignosulphonate reference | 157.71 |
| Lignosulphonate Eucalyptus 3× | 128.95 |
| Lignosulphonate Eucalyptus 5× | 173.51 |
Table 5.
FESEM-EDX analysis on lignin and lignosulphonate.
| Sample | S | Na | Cl | Si | K | Al |
|---|---|---|---|---|---|---|
| Lignin reference |  |  | - | - | - |  |
| Lignin Eucalyptus 3× |  |  |  |  | - | - |
| Lignin Eucalyptus 5× | - |  | - | - | - | - |
| Lignosulphonate |  |  |  |  |  | - |
| Lignosulphonate Eucalyptus 3× |  |  |  | - | - | - |
| Lignosulphonate Eucalyptus 5× |  |  | - | - | - | - |
Table 6.
Chemical constituent elements with FESEM EDX.
| Elemental Content (%) | Lignin | Lignosulphonate | ||||
|---|---|---|---|---|---|---|
| Reference | E 3× | E 5× | Reference | E 3× | E 5× | |
| C | 73.3 | 57.0 | 70.4 | 35.9 | 49.4 | 49.1 |
| O | 24.6 | 21.8 | 26.4 | 33.3 | 26.9 | 28.6 |
| S | 0.2 | 4.2 | - | 3.6 | 10.8 | 10.8 |
| Cl | - | 2.4 | - | 2.5 | 1.3 | - |
| Na | 0.8 | 10.0 | 3.2 | 17.8 | 11.6 | 11.5 |
| Si | - | 4.7 | - | 5.8 | - | - |
| Al | 0.6 | - | - | - | - | - |
| K | - | - | - | 1.0 | - | - |
Table 7.
Analysis C, H, O, N, and S of lignin and lignosulphonate.
| Sample | C (%) | H (%) | N (%) | O (%) | DBE | Empirical Formula |
|---|---|---|---|---|---|---|
| Lignin reference | 61.07 | 5.94 | 0.66 | 32.33 | 59.43 | C9H10.50O3.57 |
| Lignin eucalyptus 3× | 57.26 | 5.53 | 0.12 | 37.09 | 55.56 | C9H10.43O4.37 |
| Lignin eucalyptus 5× | 56.86 | 5.66 | 0.16 | 37.32 | 55.11 | C9H10.75O4.43 |
| Lignosulphonate reference | 16.59 | 2.92 | 12.08 | 68.41 | 22.17 | C9H5.54O8.12 |
| Lignosulphonate eucalyptus 3× | 28.24 | 3.52 | 12.09 | 56.15 | 33.53 | C9H13.46O13.42 |
| Lignosulphonate eucalyptus 5× | 24.86 | 3.72 | 12.74 | 58.68 | 30.37 | C9H16.15O15.93 |
DBE: double bond equivalent.
Table 8.
WPG and leachability of impregnated rattan.
| Sample | WPG (%) | Leachability (%) |
|---|---|---|
| Impregnated lignosulphonate reference | 21.69 | 96.86 |
| Impregnated lignosulphonate Eucalyptus 3× | 22.62 | 97.57 |
| Impregnated lignosulphonate Eucalyptus 5× | 20.54 | 93.66 |
Table 9.
UL-94 classification of rattan with no treatment, impregnation of lignosulphonate reference, eucalyptus after 3×, and 5× of washing treatments.
Table 9.
UL-94 classification of rattan with no treatment, impregnation of lignosulphonate reference, eucalyptus after 3×, and 5× of washing treatments.
| Sample | t after Flame (s) | t after Extinguished (s) | Dripping | Rating |
|---|---|---|---|---|
| Rattan | 47.33 | 378.02 | No | - |
| Impregnated rattan by lignosulphonate reference | 41.67 | - | No | V-1 |
| Impregnated rattan by lignosulphonate Eucalyptus 3× | 5.67 | - | No | V-0 |
| Impregnated rattan by lignosulphonate Eucalyptus 5× | 2.07 | 0.67 | No | V-0 |
Table 10.
Flammability test of rattan with torch gas for 2 min.
| Sample | Weight before Flame (g) | Weight after Flame (g) |
|---|---|---|
| Rattan | 3.87 | 0.10 |
| Impregnated rattan by lignosulphonate reference | 5.07 | 2.02 |
| Impregnated rattan with lignosulphonate Eucalyptus 3× | 5.24 | 3.63 |
| Impregnated rattan by lignosulphonate Eucalyptus 5× | 5.33 | 3.61 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Madyaratri, E.W.; Iswanto, A.H.; Nawawi, D.S.; Lee, S.H.; Fatriasari, W. Improvement of Thermal Behavior of Rattan by Lignosulphonate Impregnation Treatment. Forests 2022, 13, 1773. https://doi.org/10.3390/f13111773
AMA Style
Madyaratri EW, Iswanto AH, Nawawi DS, Lee SH, Fatriasari W. Improvement of Thermal Behavior of Rattan by Lignosulphonate Impregnation Treatment. Forests. 2022; 13(11):1773. https://doi.org/10.3390/f13111773
Chicago/Turabian StyleMadyaratri, Elvara Windra, Apri Heri Iswanto, Deded Sarip Nawawi, Seng Hua Lee, and Widya Fatriasari. 2022. "Improvement of Thermal Behavior of Rattan by Lignosulphonate Impregnation Treatment" Forests 13, no. 11: 1773. https://doi.org/10.3390/f13111773
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.