Effect of Babassu Natural Filler on PBAT/PHB Biodegradable Blends: An Investigation of Thermal, Mechanical, and Morphological Behavior

 ,
,  ,
,  , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Specimen Processing
2.3. Tensile Experiments
2.4. Scanning Electron Microscopy (SEM) Analysis
2.5. Differential Scanning Calorimetry (DSC) Measurements
3. Results and Discussion
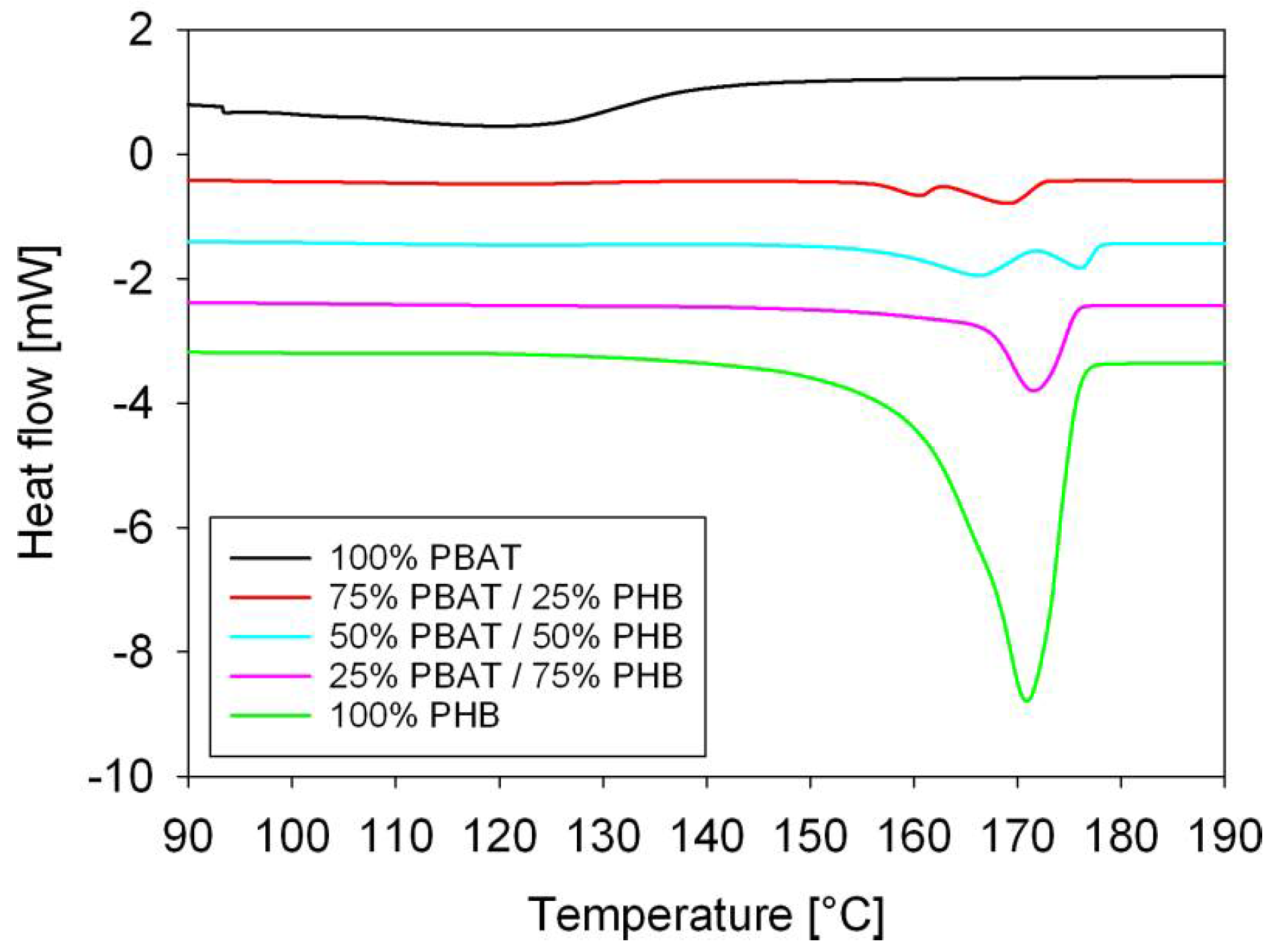
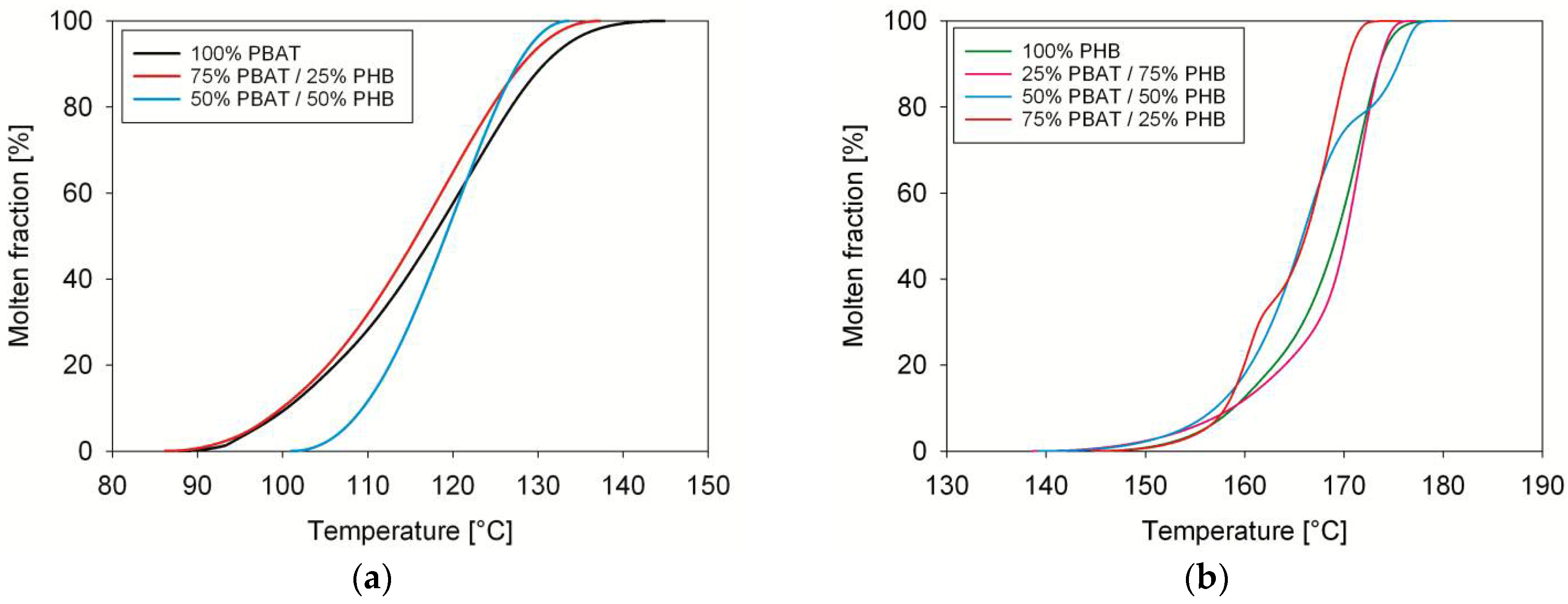
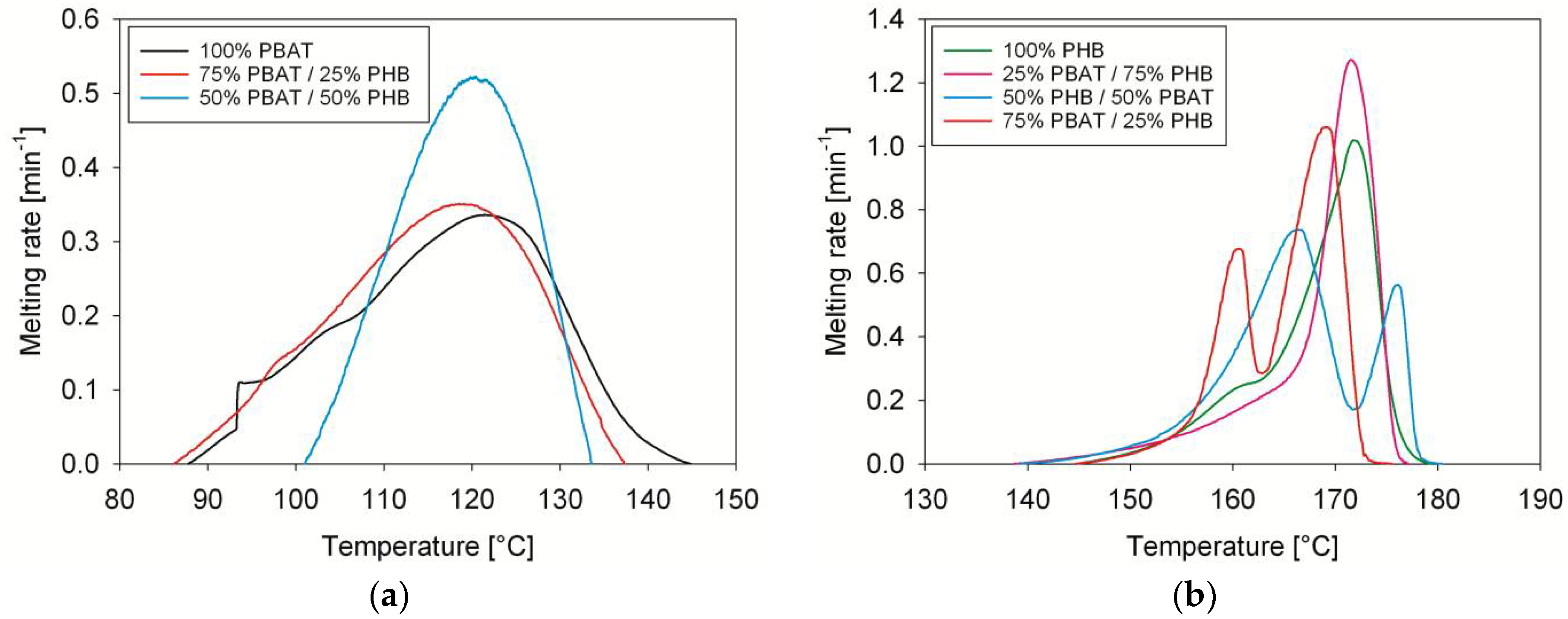
3.1. DSC Measurements of PBAT/PHB Blends
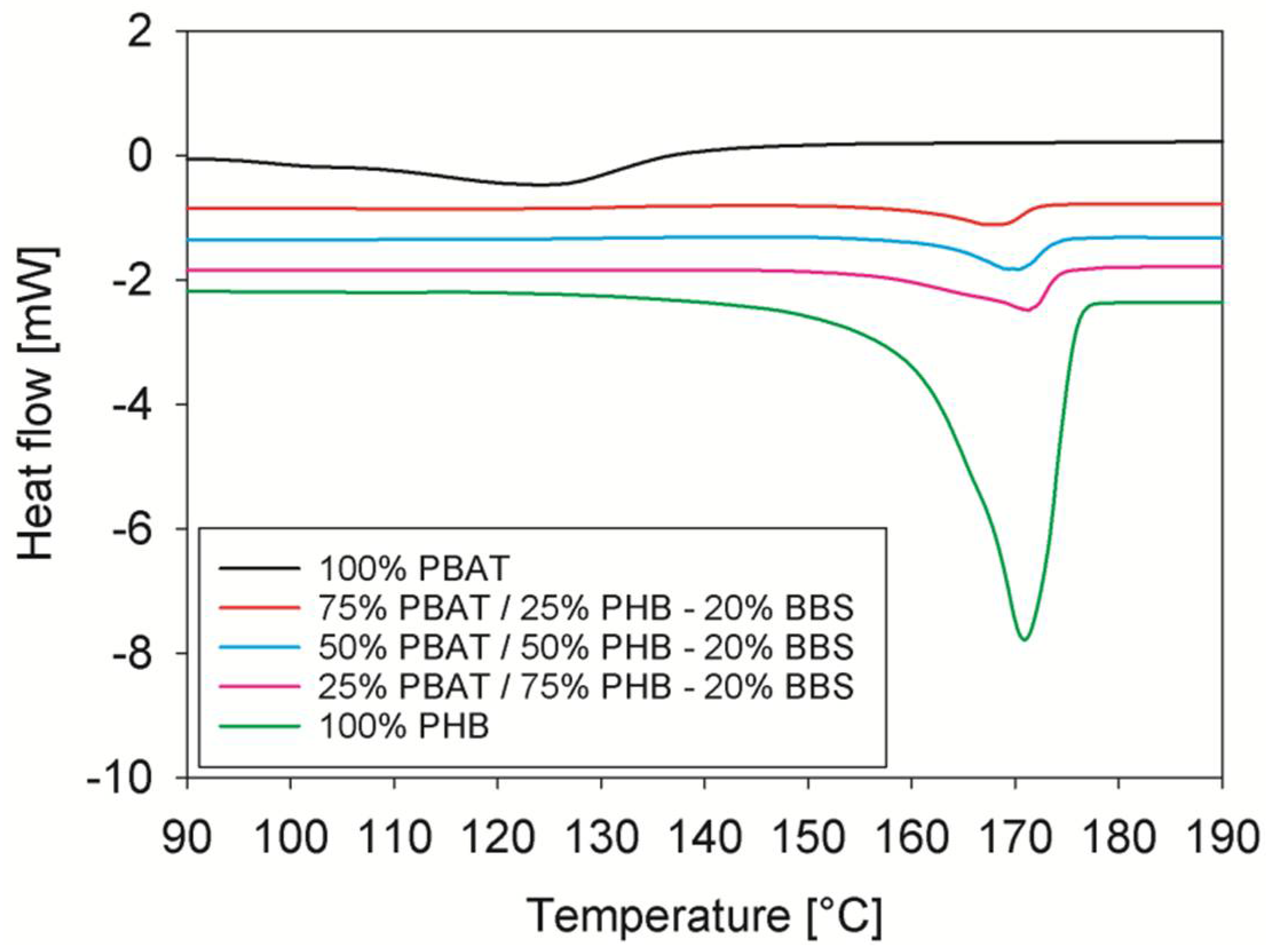
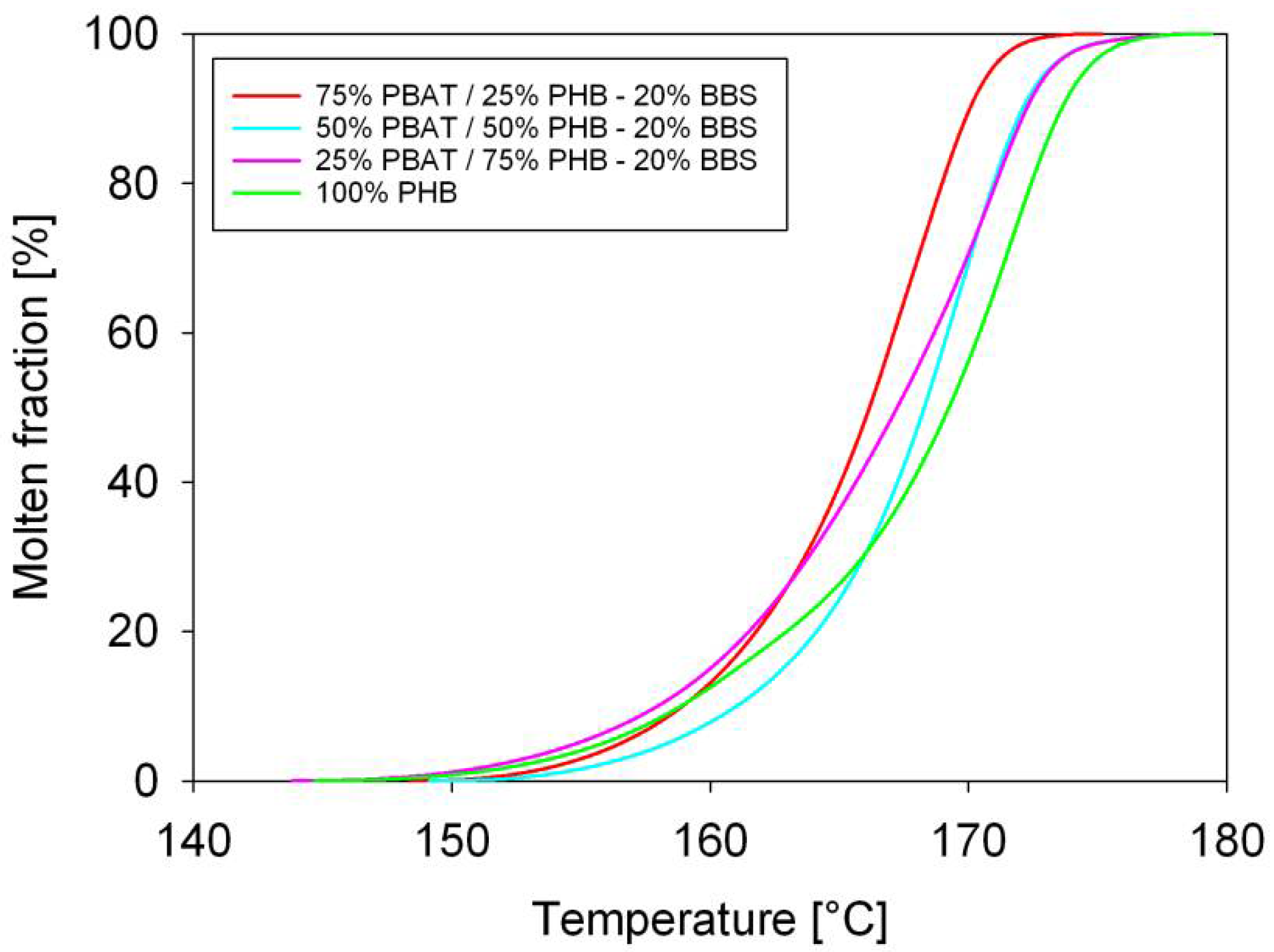
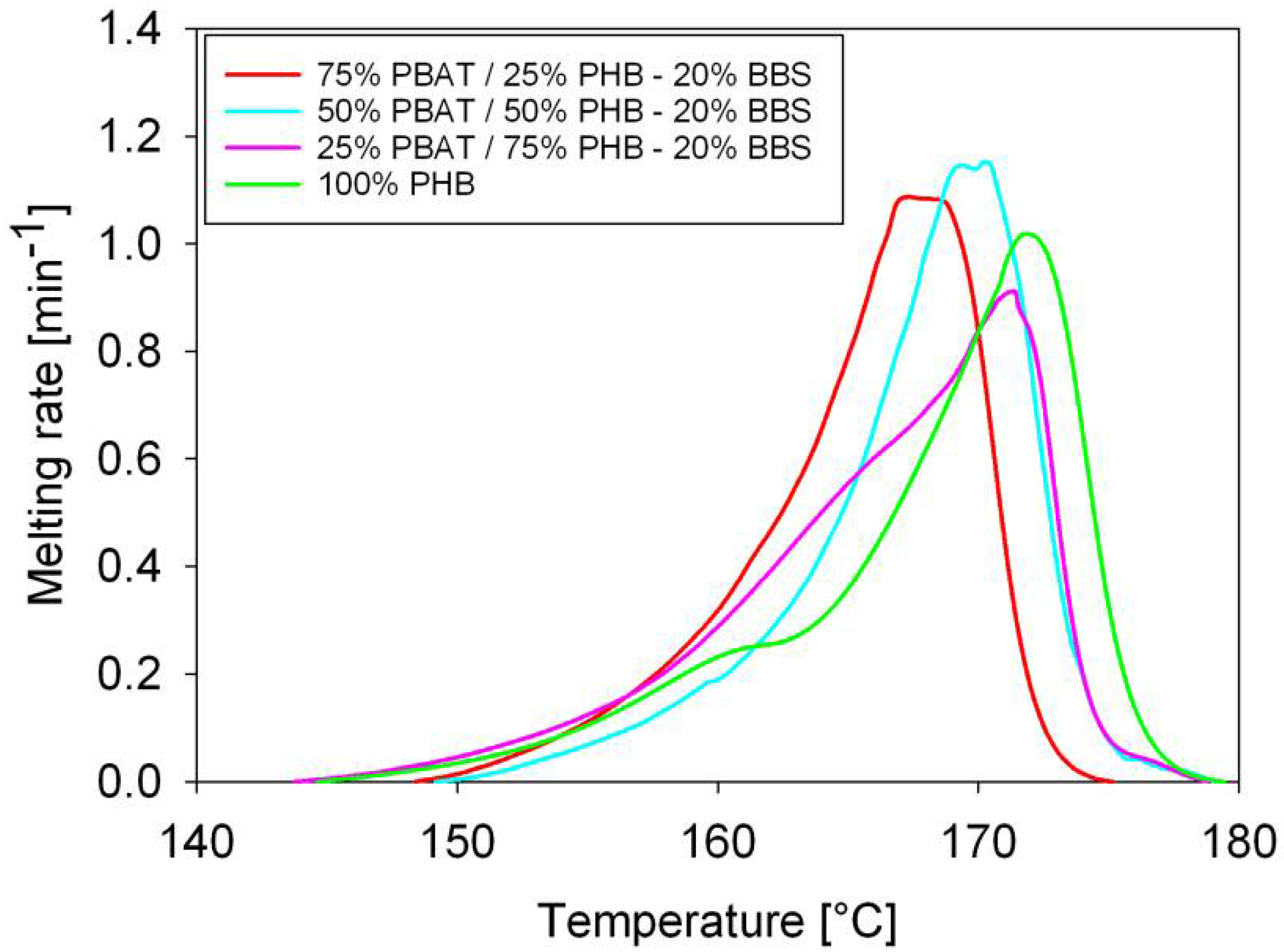
3.2. DSC Measurements of PBAT/PHB/Babassu Composites
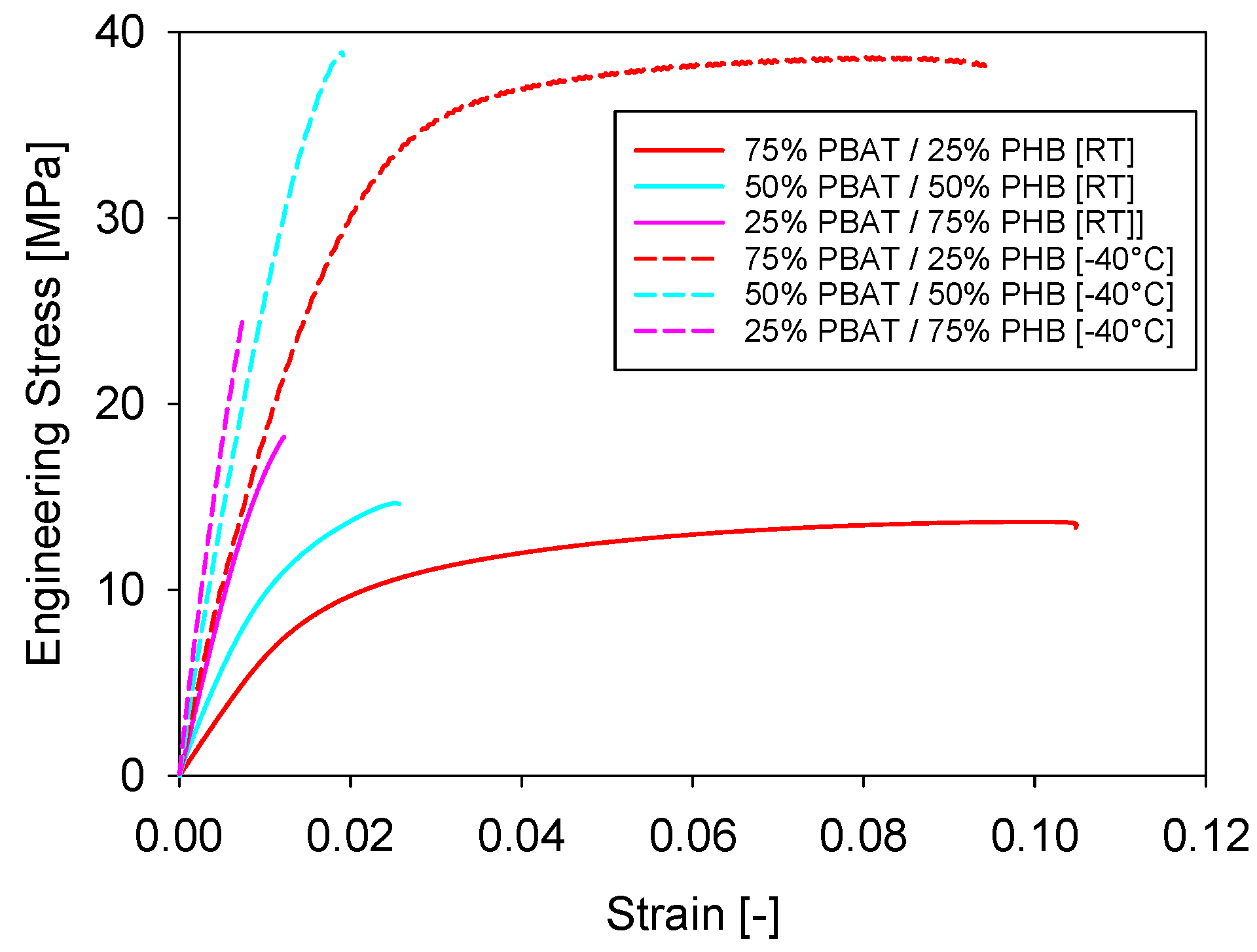
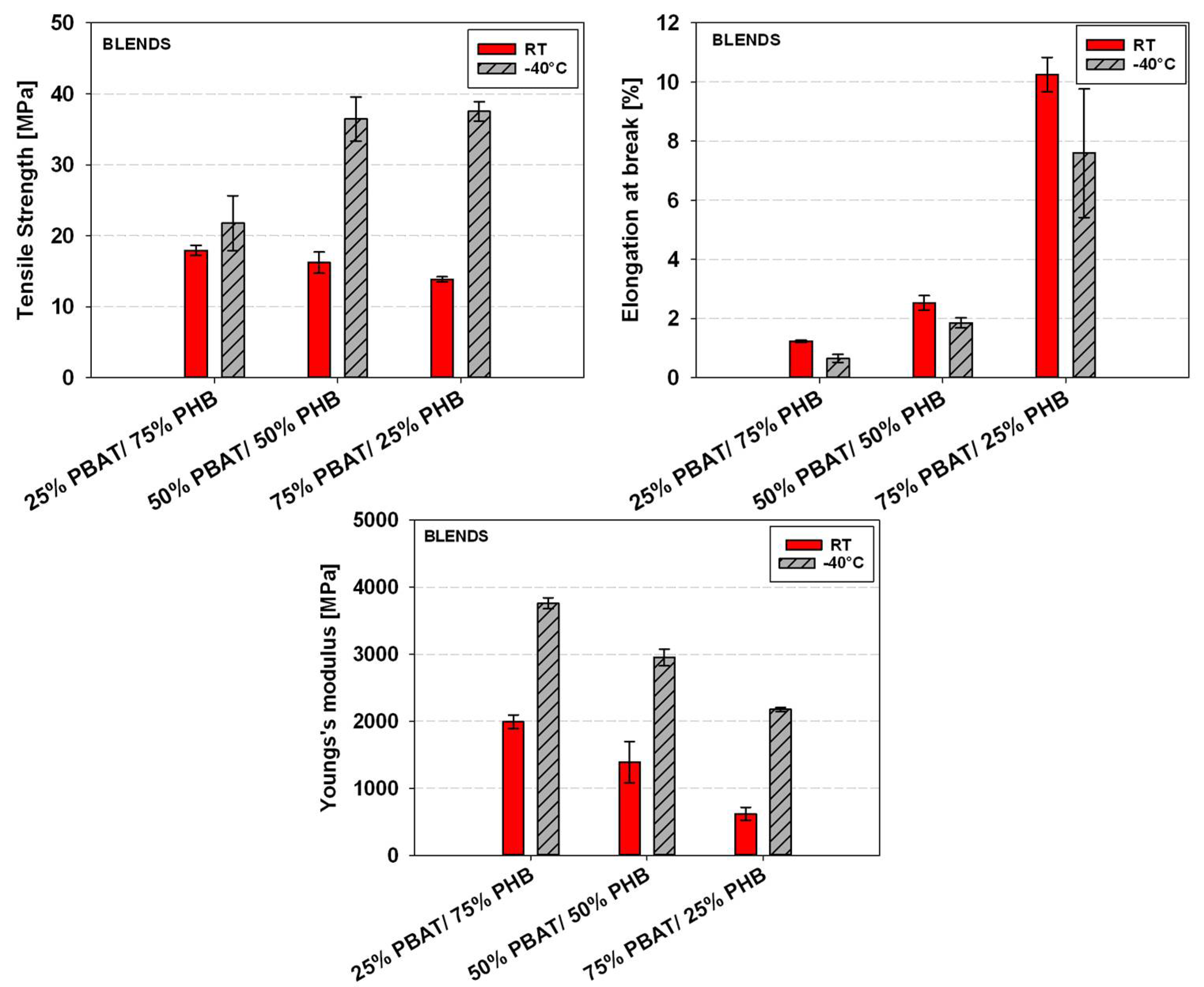
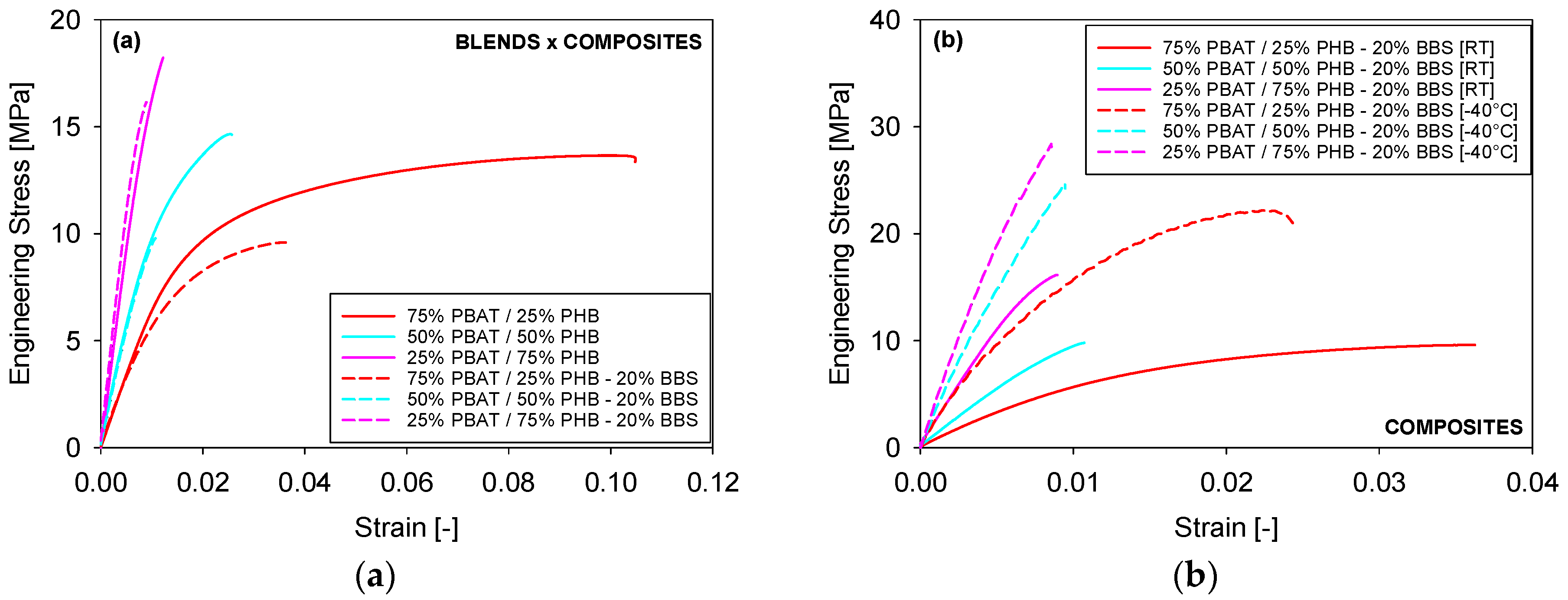
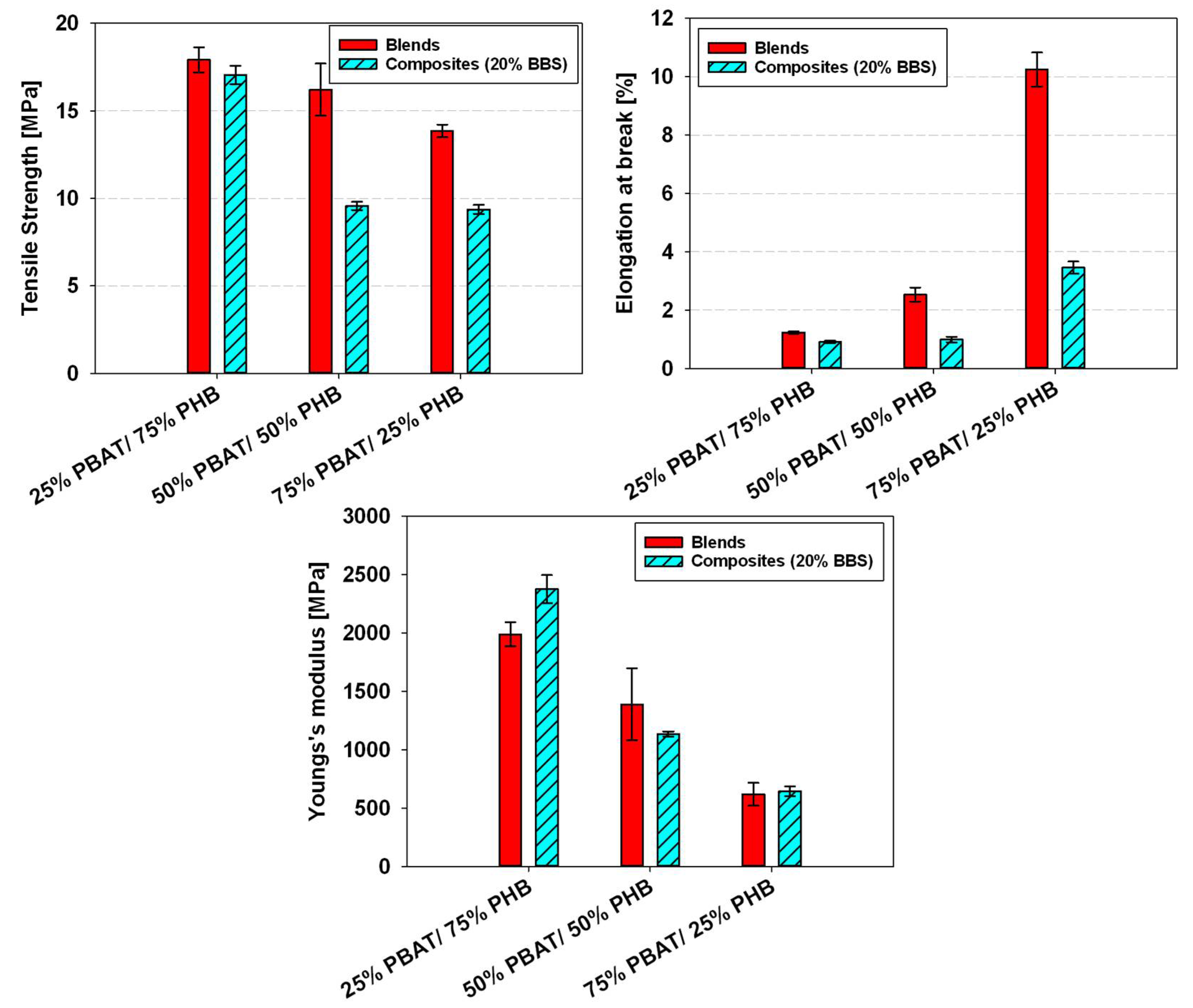
3.3. Mechanical Properties of PBAT/PHB Blends
3.4. Mechanical Properties of PBAT/PHB/Babassu Composites
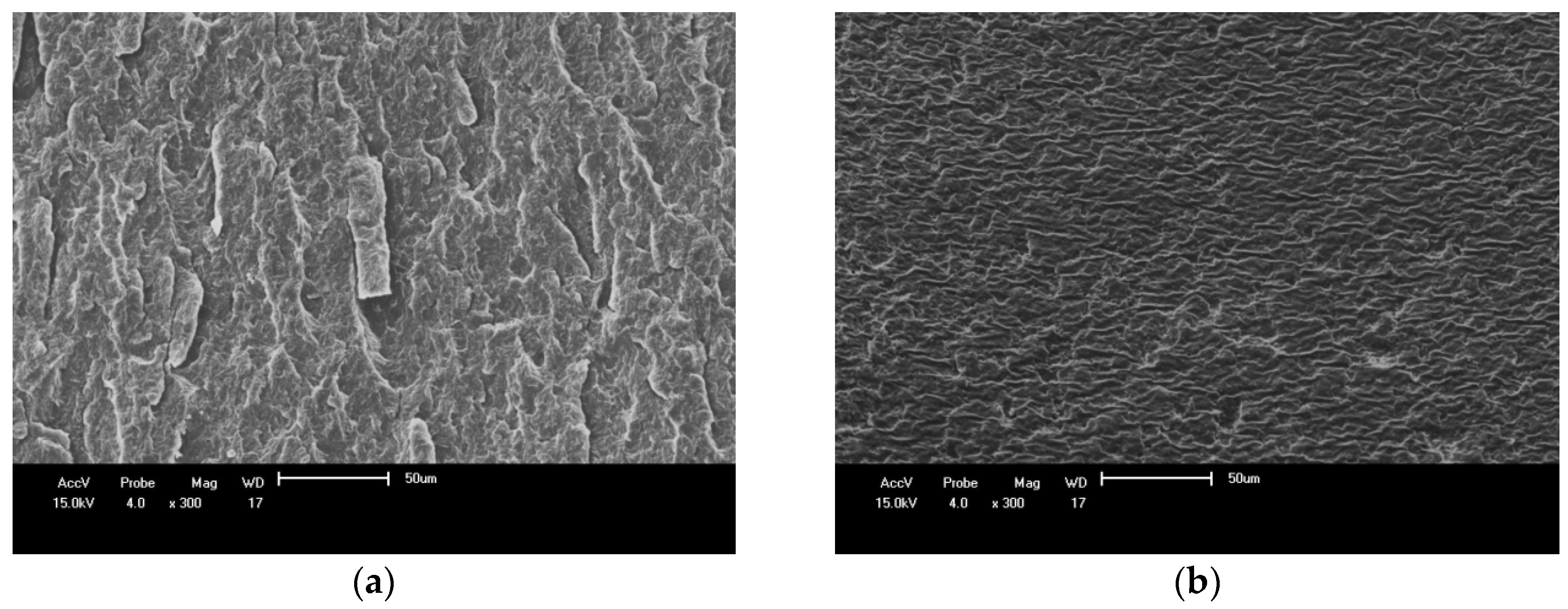
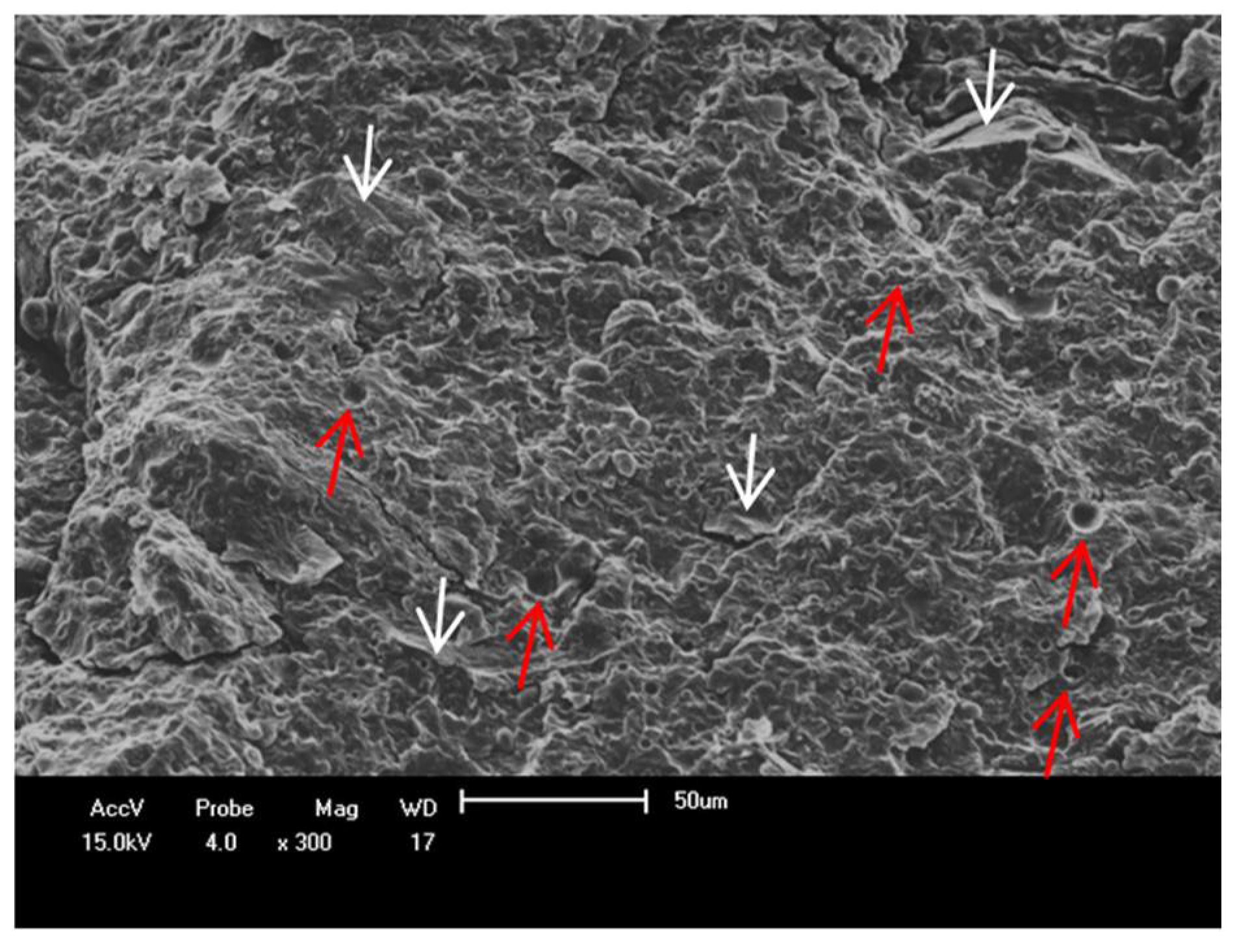
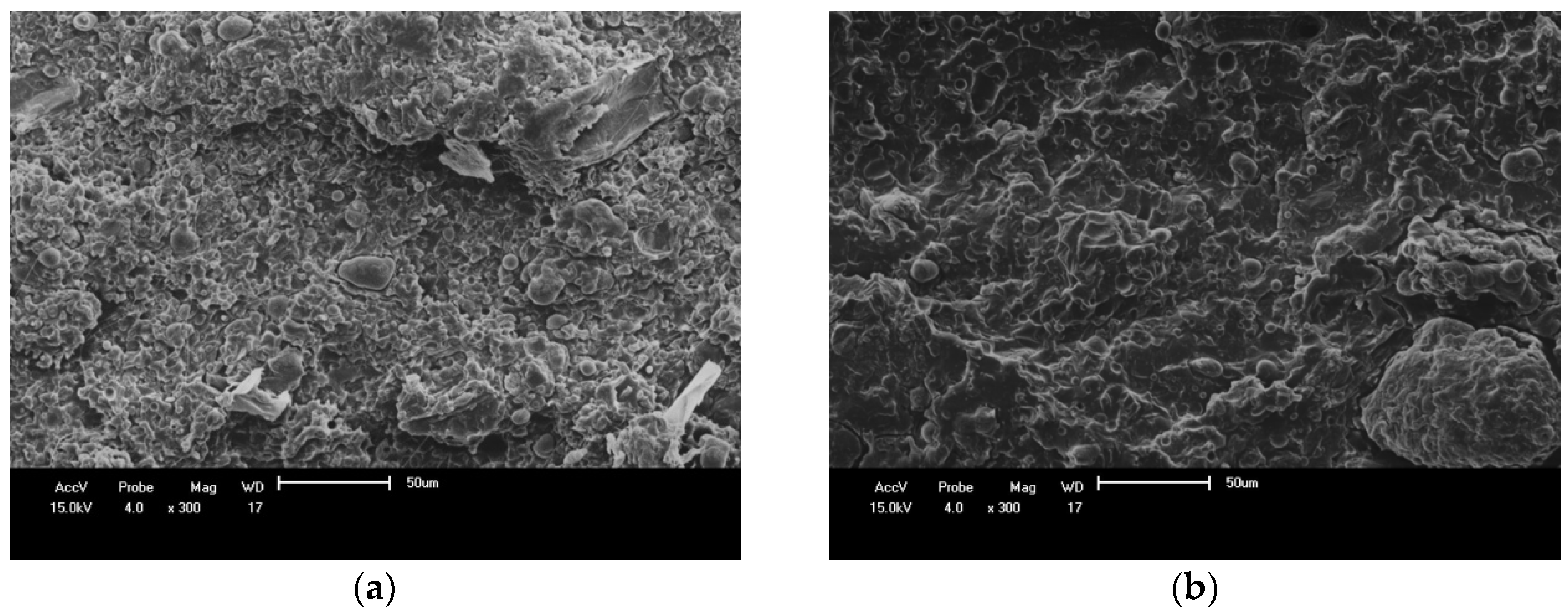
3.5. Scanning Electron Microscopy (SEM) of PBAT/PHB Blends
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Almeida, T.G.; Neto, J.E.S.; Costa, A.R.M.; da Silva, A.S.; Carvalho, L.H.; Canedo, E.L. Degradation during processing in poly(butylene adipate-co-terephthalate)/vegetable fiber compounds estimated by torque rheometry. Polym. Test. 2016, 55, 204–211. [Google Scholar] [CrossRef]
- Javadi, A.; Srithep, Y.; Lee, J.; Pilla, S.; Clemons, C.; Gong, S.; Turng, L.-S. Processing and characterization of solid and microcellular PHBV/PBAT blend and its RWF/nanoclay composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 982–990. [Google Scholar] [CrossRef]
- Fukushima, K.; Wu, M.-H.; Bocchini, S.; Rasyida, A.; Yang, M.-C. PBAT based nanocomposites for medical and industrial applications. Mater. Sci. Eng. C Mater. Biol. Appl. 2012, 32, 1331–1351. [Google Scholar] [CrossRef] [PubMed]
- Madera-Santana, T.J.; Misra, M.; Drzal, L.T.; Robledo, D.; Freile-Pelegrin, Y. Preparation and characterization of biodegradable agar/poly(butylene adipate-co-terephatalate) composites. Polym. Eng. Sci. 2009, 49, 1117–1126. [Google Scholar] [CrossRef]
- Yu, L.; Dean, K.; Li, L. Polymer blends and composites from renewable resources. Prog. Polym. Sci. 2006, 31, 576–602. [Google Scholar] [CrossRef]
- Avella, M.; Bogoeva-Gaceva, G.; Buzõarovska, A.; Emanuela Errico, M.; Gentile, G.; Grozdanov, A. Poly(3-hydroxybutyrate-co-3-hydroxyvalerate)-based biocomposites reinforced with kenaf fibers. J. Appl. Polym. Sci. 2007, 104, 3192–3200. [Google Scholar] [CrossRef]
- Vitorino, M.B.C.; Cipriano, P.B.; Wellen, R.M.R.; Canedo, E.L.; Carvalho, L.H. Nonisothermal melt crystallization of PHB/babassu compounds. J. Therm. Anal. Calorim. 2016, 126, 755–769. [Google Scholar] [CrossRef]
- Gan, Z.; Kuwabara, K.; Yamamoto, M.; Abe, H.; Doi, Y. Solid-state structures and thermal properties of aliphatic–aromatic poly(butylene adipate-co-butylene terephthalate) copolyesters. Polym. Degrad. Stab. 2004, 83, 289–300. [Google Scholar] [CrossRef]
- Barham, P.J.; Keller, A.; Otun, E.L.; Holmes, P.A. Crystallization and morphology of a bacterial thermoplastic: Poly-3-hydroxybutyrate. J. Mater. Sci. 1984, 19, 2781–2794. [Google Scholar] [CrossRef]
- Jost, V.; Schwarz, M.; Langowski, H.-C. Investigation of the 3-hydroxyvalerate content and degree of crystallinity of P3HB-co-3HV cast films using Raman spectroscopy. Polymer 2017, 133, 160–170. [Google Scholar] [CrossRef]
- Wellen, R.M.R.; Rabello, M.S.; Fechine, G.J.M.; Canedo, E.L. The melting behaviour of poly(3-hydroxybutyrate) by DSC. Reproducibility study. Polym. Test. 2013, 32, 215–220. [Google Scholar] [CrossRef]
- Groeninckx, G.; Harrats, C.; Vanneste, M.; Everaert, V. Crystallization, Micro- and Nano-structure, and Melting Behavior of Polymer Blends. In Polymer Blends Handbook; Utracki, L.A., Wilkie, C.A., Eds.; Springer: Dordrecht, The Netherlands, 2014; pp. 291–446. [Google Scholar]
- Wellen, R.M.R.; Rabello, M.S.; Araujo Júnior, I.C.; Fechine, G.J.M.; Canedo, E.L. Melting and crystallization of poly(3-hydroxybutyrate): Effect of heating/cooling rates on phase transformation. Polímeros 2015, 25, 296–304. [Google Scholar] [CrossRef]
- França, D.C.; Almeida, T.G.; Abels, G.; Canedo, E.L.; Carvalho, L.H.; Wellen, R.M.R.; Haag, K.; Koschek, K. Tailoring PBAT/PLA/Babassu films for suitability of agriculture mulch application. J. Nat. Fibers 2018, 1–11. [Google Scholar] [CrossRef]
- Utracki, L.A.; Wilkie, C.A. (Eds.) Polymer Blends Handbook; Springer: Dordrecht, The Netherlands, 2014. [Google Scholar]
- Carofiglio, V.E.; Stufano, P.; Cancelli, N.; de Benedictis, V.M.; Centrone, D.; Benedetto, E.D.; Cataldo, A.; Sannino, A.; Demitri, C. Novel PHB/Olive mill wastewater residue composite based film: Thermal, mechanical and degradation properties. J. Environ. Chem. Eng. 2017, 5, 6001–6007. [Google Scholar] [CrossRef]
- Przybysz, M.; Marć, M.; Klein, M.; Saeb, M.R.; Formela, K. Structural, mechanical and thermal behavior assessments of PCL/PHB blends reactively compatibilized with organic peroxides. Polym. Test. 2018, 67, 513–521. [Google Scholar] [CrossRef]
- Wojtczak, M.; Galeski, A.; Pracella, M. Inhibited crystallization of polyhydroxybutyrate by blending with aliphatic-aromatic copolyester. Eur. Polym. J. 2018, 103, 133–144. [Google Scholar] [CrossRef]
- Wellen, R.M.R.; Canedo, E.L.; Rabello, M.S. Melting and crystallization of poly(3-hydroxybutyrate)/carbon black compounds. Effect of heating and cooling cycles on phase transition. J. Mater. Res. 2015, 30, 3211–3226. [Google Scholar] [CrossRef]
- Gunaratne, L.M.W.K.; Shanks, R.A. Multiple melting behaviour of poly(3-hydroxybutyrate-co-hydroxyvalerate) using step-scan DSC. Eur. Polym. J. 2005, 41, 2980–2988. [Google Scholar] [CrossRef]
- Modi, S.; Koelling, K.; Vodovotz, Y. Assessment of PHB with varying hydroxyvalerate content for potential packaging applications. Eur. Polym. J. 2011, 47, 179–186. [Google Scholar] [CrossRef]
- Gunaratne, L.M.W.K.; Shanks, R.A. Melting and thermal history of poly(hydroxybutyrate-co-hydroxyvalerate) using step-scan DSC. Thermochim. Acta 2005, 430, 183–190. [Google Scholar] [CrossRef]
- Righetti, M.C.; Di Lorenzo, M.L. Melting temperature evolution of non-reorganized crystals. Poly(3-hydroxybutyrate). Thermochim. Acta 2011, 512, 59–66. [Google Scholar] [CrossRef]
- Yeo, J.C.C.; Muiruri, J.K.; Thitsartarn, W.; Li, Z.; He, C. Recent advances in the development of biodegradable PHB-based toughening materials: Approaches, advantages and applications. Mater. Sci. Eng. C 2017. [Google Scholar] [CrossRef]
- Lim, J.S.; Park, K.-I.; Chung, G.S.; Kim, J.H. Effect of composition ratio on the thermal and physical properties of semicrystalline PLA/PHB-HHx composites. Mater. Sci. Eng. C Mater. Biol. Appl. 2013, 33, 2131–2137. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Wei, D.; Zheng, A.; Xiao, H. Soil burial biodegradation of antimicrobial biodegradable PBAT films. Polym. Degrad. Stab. 2015, 116, 14–22. [Google Scholar] [CrossRef]
- Bucci, D.Z.; Tavares, L.B.B.; Sell, I. Biodegradation and physical evaluation of PHB packaging. Polym. Test. 2007, 26, 908–915. [Google Scholar] [CrossRef]
- Ma, P.; Xu, P.; Chen, M.; Dong, W.; Cai, X.; Schmit, P.; Spoelstra, A.B.; Lemstra, P.J. Structure-property relationships of reactively compatibilized PHB/EVA/starch blends. Carbohydr. Polym. 2014, 108, 299–306. [Google Scholar] [CrossRef] [PubMed]
- Sorrentino, L.; de Vasconcellos, D.S.; D’Auria, M.; Sarasini, F.; Tirillò, J. Effect of temperature on static and low velocity impact properties of thermoplastic composites. Compos. Part B Eng. 2017, 113, 100–110. [Google Scholar] [CrossRef]
- Chilali, A.; Zouari, W.; Assarar, M.; Kebir, H.; Ayad, R. Effect of water ageing on the load-unload cyclic behaviour of flax fibre-reinforced thermoplastic and thermosetting composites. Compos. Struct. 2018, 183, 309–319. [Google Scholar] [CrossRef]
- Chen, H.; Miao, M.; Ding, X. Influence of moisture absorption on the interfacial strength of bamboo/vinyl ester composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 2013–2019. [Google Scholar] [CrossRef]
- Cipriano, P.B. Efeito das Condições de Processamento na Estrutura e Efeito das Condições de Processamento na Estrutura e Propriedades dos Compósitos de Poli(3-hidroxibutirato) e Fibra de Babaçu. Ph.D. Thesis, Federal University of Campina Grande (UFCG), Campina Grande, Brazil, 2016. [Google Scholar]
- Abdelwahab, M.A.; Flynn, A.; Chiou, B.-S.; Imam, S.; Orts, W.; Chiellini, E. Thermal, mechanical and morphological characterization of plasticized PLA–PHB blends. Polym. Degrad. Stab. 2012, 97, 1822–1828. [Google Scholar] [CrossRef]
- Pérez-Fonseca, A.A.; Arellano, M.; Rodrigue, D.; González-Núñez, R.; Robledo-Ortíz, J.R. Effect of coupling agent content and water absorption on the mechanical properties of coir-agave fibers reinforced polyethylene hybrid composites. Polym. Compos. 2016, 37, 3015–3024. [Google Scholar] [CrossRef]
- Torres-Tello, E.V.; Robledo-Ortíz, J.R.; González-García, Y.; Pérez-Fonseca, A.A.; Jasso-Gastinel, C.F.; Mendizábal, E. Effect of agave fiber content in the thermal and mechanical properties of green composites based on polyhydroxybutyrate or poly(hydroxybutyrate-co-hydroxyvalerate). Ind. Crops Prod. 2017, 99, 117–125. [Google Scholar] [CrossRef]
- Kurusu, R.S.; Siliki, C.A.; David, É.; Demarquette, N.R.; Gauthier, C.; Chenal, J.-M. Incorporation of plasticizers in sugarcane-based poly(3-hydroxybutyrate)(PHB): Changes in microstructure and properties through ageing and annealing. Ind. Crops Prod. 2015, 72, 166–174. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Mass (g) | |||
|---|---|---|---|---|
| PBAT | PHB | Babassu | Total | |
| 25%PBAT/75%PHB | 68.75 | 206.25 | 0 | 275 |
| 50%PBAT/50%PHB | 137.5 | 137.5 | 0 | 275 |
| 75%PBAT/25%PHB | 206.25 | 68.75 | 0 | 275 |
| 25%PBAT/75%PHB/20%BBS | 500 | 1500 | 500 | 2500 |
| 50%PBAT/50%PHB/20%BBS | 110 | 1000 | 500 | 2500 |
| 75%PBAT/25%PHB/20%BBS | 1500 | 500 | 500 | 2500 |
| Sample | Testing Temperature 1 | Fracture Type |
|---|---|---|
| 25%PBAT/75%PHB | LN | cryogenic |
| 75%PBAT/25%PHB | LN | cryogenic |
| 50%PBAT/50%PHB/20%BBS | LN | cryogenic |
| 50%PBAT/50%PHB/20%BBS | RT | tensile |
| 50%PBAT/50%PHB/20%BBS | −40 °C | tensile |
| PBAT/PHB | T0.1% | T50% | T99.9% | Tmp | cmax | τ½ | ∆Hm | ∆Xm |
|---|---|---|---|---|---|---|---|---|
| (%) | (°C) | (°C) | (°C) | (°C) | (min−1) | (min) | (J/g) | (%) |
| 100/0 | 89.35 | 117.68 | 142.61 | 93.64 | 0.335 | 2.83 | 18.64 | 16.35 |
| 75/25 | 87.68 | 115.75 | 136.30 | 86.65 | 0.351 | 2.81 | 4.43 | 3.89 |
| 50/50 | 101.92 | 119.13 | 133.04 | 101,37 | 0.522 | 1.72 | 1.76 | 1.54 |
| 25/75 | - | - | - | - | - | - | - | - |
| PBAT/PHB | T0.1% | T50% | T99.9% | Tmp | cmax | τ½ | ∆Hm | ∆Xm | |
|---|---|---|---|---|---|---|---|---|---|
| (%) | (°C) | (°C) | (°C) | (°C) | (min−1) | (min) | (J/g) | (%) | |
| 100/0 | 146.93 | 166.13 | 173.13 | 160.72 | 162.76 | 1.06 | 1.92 | 31.03 | 21.25 |
| 75/25 | 142.20 | 165.84 | 178.43 | 166.51 | 176.16 | 0.737 | 2.37 | 28.89 | 19.79 |
| 50/50 | 141.34 | 170.20 | 176.12 | 171.52 | 176.82 | 1.27 | 2.90 | 33.73 | 23.10 |
| 25/75 | 146.68 | 169.24 | 177.90 | 171.79 | - | 1.018 | 2.28 | 88.90 | 60.89 |
| PBAT/PHB/BBS | T0.1% | T50% | T99.9% | Tmp | cmax | τ½ | ∆Hm | ∆Xm |
|---|---|---|---|---|---|---|---|---|
| (%) | (°C) | (°C) | (°C) | (°C) | (min−1) | (min) | (J/g) | (%) |
| 75/25/20 | 129.64 | 143.47 | 152.99 | 148.81 | 0.768 | 1.39 | 5.73 | 3.93 |
| 50/50/20 | 133.92 | 146.33 | 167.32 | 147.55 | 0.818 | 1.25 | 6.36 | 4.36 |
| 25/75/20 | 139.22 | 151.60 | 168.34 | 151.21 | 0.68 | 1.24 | 5.35 | 3.67 |
| 0/100/20 | 146.68 | 169.24 | 177.90 | 171.79 | 1.018 | 2.28 | 88.90 | 60.89 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beber, V.C.; De Barros, S.; Banea, M.D.; Brede, M.; De Carvalho, L.H.; Hoffmann, R.; Costa, A.R.M.; Bezerra, E.B.; Silva, I.D.S.; Haag, K.; et al. Effect of Babassu Natural Filler on PBAT/PHB Biodegradable Blends: An Investigation of Thermal, Mechanical, and Morphological Behavior. Materials 2018, 11, 820. https://doi.org/10.3390/ma11050820
Beber VC, De Barros S, Banea MD, Brede M, De Carvalho LH, Hoffmann R, Costa ARM, Bezerra EB, Silva IDS, Haag K, et al. Effect of Babassu Natural Filler on PBAT/PHB Biodegradable Blends: An Investigation of Thermal, Mechanical, and Morphological Behavior. Materials. 2018; 11(5):820. https://doi.org/10.3390/ma11050820
Chicago/Turabian StyleBeber, Vinicius C., Silvio De Barros, Mariana D. Banea, Markus Brede, Laura H. De Carvalho, Ron Hoffmann, Anna Raffaela M. Costa, Elieber B. Bezerra, Ingridy D. S. Silva, Katharina Haag, and et al. 2018. "Effect of Babassu Natural Filler on PBAT/PHB Biodegradable Blends: An Investigation of Thermal, Mechanical, and Morphological Behavior" Materials 11, no. 5: 820. https://doi.org/10.3390/ma11050820