Parameter Optimization in High-Throughput Testing for Structural Materials

 , ,
, ,  ,
,
Abstract
:1. Introduction
2. High-Throughput Method and Material
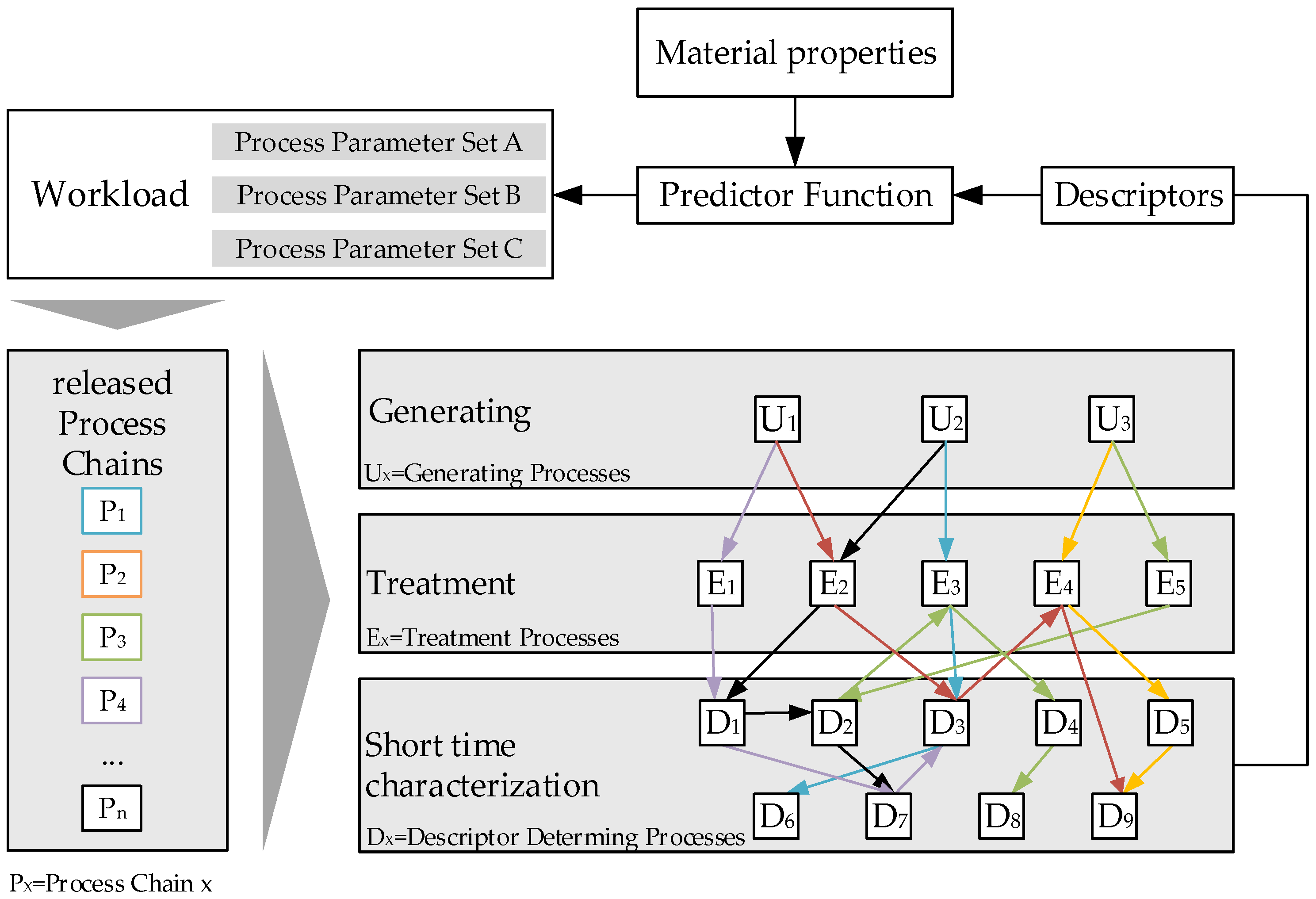
2.1. Method ‘Farbige Zustände’
2.2. Material
2.3. Treatment and Testing of Samples
2.4. Design of Experiments and Routing of Processchains
3. Evaluation and Discussion of Descriptors
3.1. Data
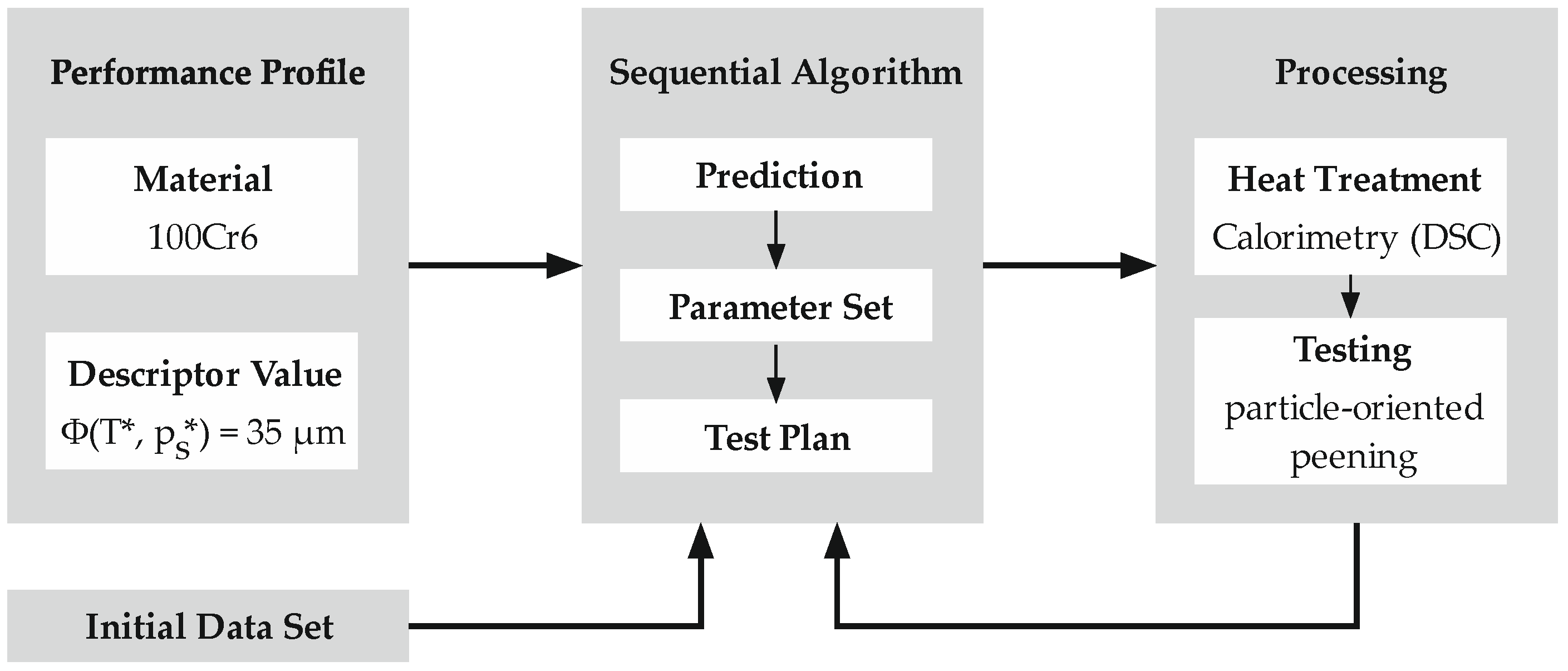
3.2. Optimization Problem
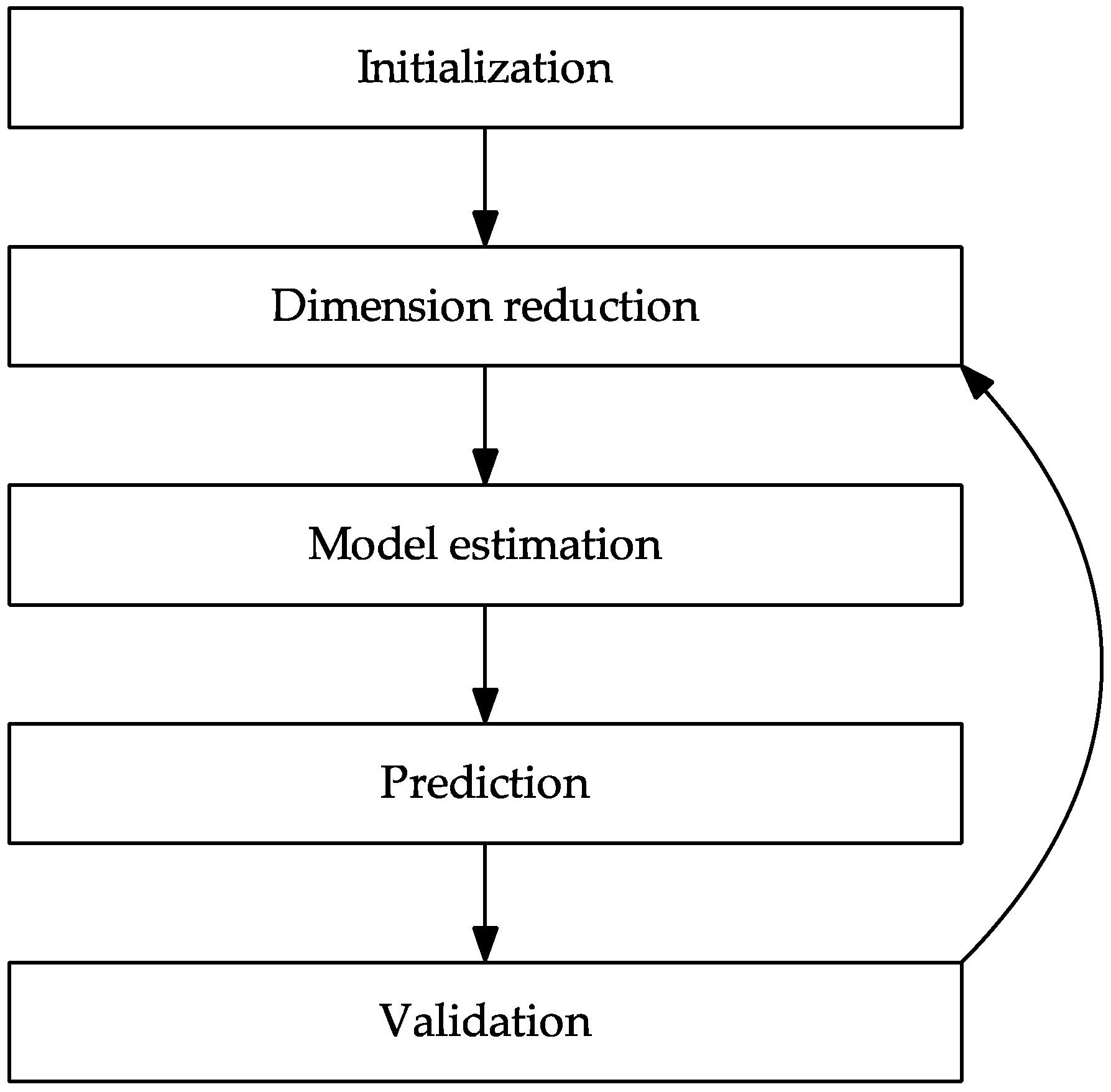
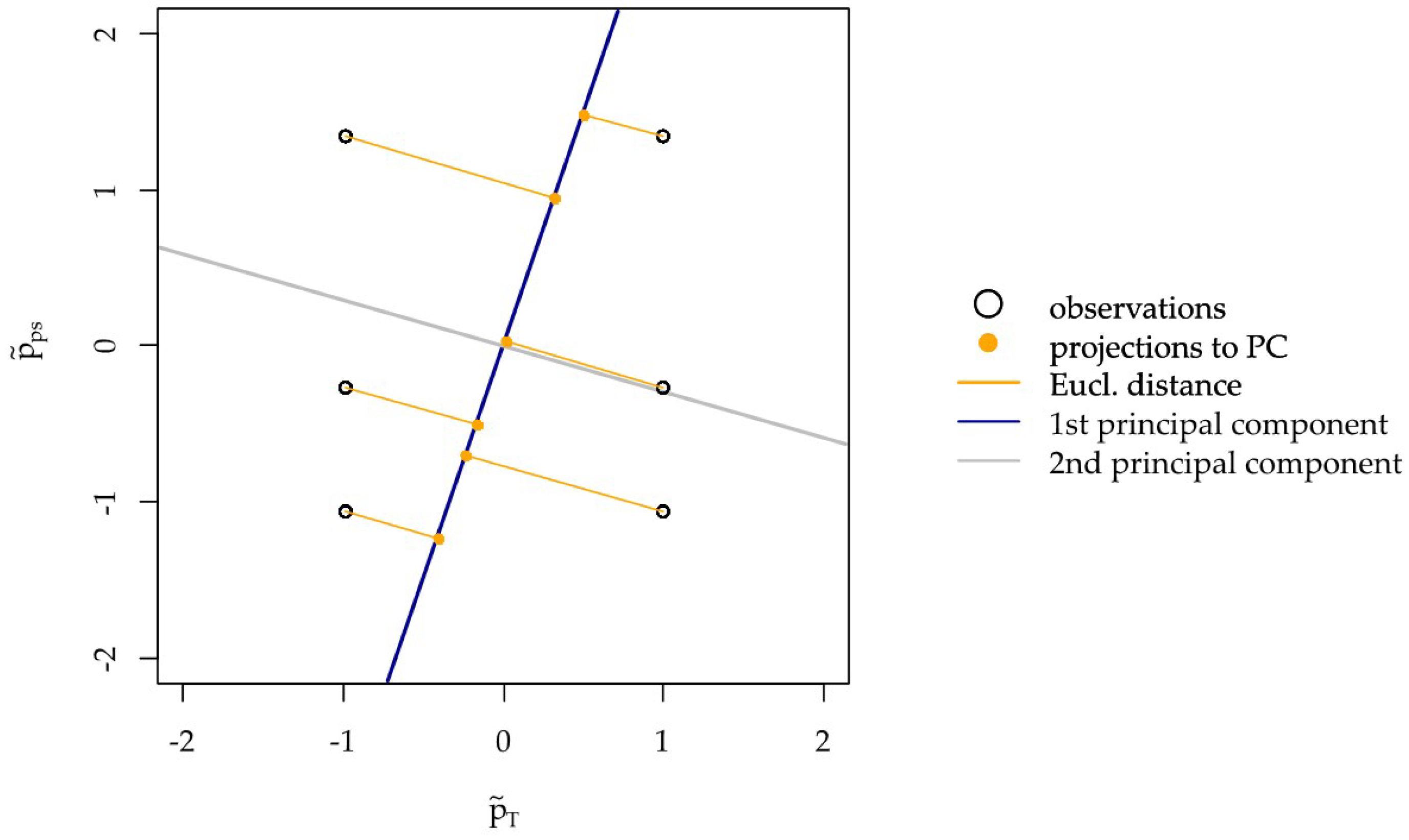
3.3. Method
3.4. Results
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| upper indices in parentheses contain the sample ID, here | |
| transpose of a matrix or vector | |
| vector of coefficients from weighted least squares (WLS)-regression in Equation (7), | |
| -th observation of descriptor, see Equation (2) | |
| real relationship between predictors and descriptors, see Equation (1) | |
| real relationship between pseudo predictors and pseudo descriptors, see Equation (4) | |
| linear plastic deformation [µm] | |
| target value for linear plastic deformation; equals , see page 7 | |
| half width of the target region for the linear plastic deformation | |
| expectation | |
| conditional expectation | |
| model error term in Equation (2) | |
| functional relationship between the first pseudo predictor and pseudo descriptor, see Equation (5) | |
| regression model for and (8) | |
| polynomial order in the model estimation step, see page 9 | |
| empirical mean of , | |
| number of joint observations of predictors and descriptors | |
| matrix of predictors, see Equation (10) | |
| vector of predictors of the -th observation, see page 7 | |
| jet pressure of -th observation, see page 7 | |
| jet pressure [bar] | |
| optimal jet pressure | |
| temperature of -th observation, see page 7 | |
| normalized predictors , see page 9 | |
| second coordinate of | |
| First coordinate of | |
| transformation of to the standardized predictor space of temperature and jet pressure, see Equation (11) | |
| jet pressure corresponding to in the standardized predictor space, see page 10 | |
| temperature corresponding to in the standardized predictor space, see page 10 | |
| radius of the particle [mm] | |
| , | empirical standard deviations of , |
| temperature [°C, K] | |
| optimal temperature | |
| matrix of modified weights, defined by Equation (10) | |
| first row of matrix | |
| matrix of scores, see Equation (10) | |
| pseudo predictor of -th observation, see Equation (4) | |
| estimator for optimal pseudo predictor coordinate, see Equation (9) | |
| weight for -th observation in WLS-regression in Equation (7) | |
| percentage by weight | |
| transformation of to the standardized predictor space, see Equation (11) |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Iteration | Temperature in °C | Pressure in bar | Iteration | Temperature in °C | Pressure in bar |
|---|---|---|---|---|---|
| 0 | 1000 | 4 | 0 | 700 | 1 |
| 0 | 1000 | 4 | 0 | 700 | 1 |
| 0 | 1000 | 4 | 0 | 700 | 1 |
| 0 | 1000 | 4 | 0 | 700 | 1 |
| 0 | 1000 | 4 | 0 | 700 | 1 |
| 0 | 1000 | 4 | 0 | 700 | 1 |
| 0 | 1000 | 4 | 0 | 700 | 1 |
| 0 | 1000 | 4 | 0 | 700 | 1 |
| 0 | 1000 | 4 | 1 | 1100 | 1.71 |
| 0 | 1000 | 4 | 1 | 1100 | 1.71 |
| 0 | 1000 | 2 | 1 | 1100 | 1.71 |
| 0 | 1000 | 2 | 1 | 1100 | 1.71 |
| 0 | 1000 | 2 | 1 | 1100 | 1.71 |
| 0 | 1000 | 2 | 1 | 1100 | 1.71 |
| 0 | 1000 | 2 | 1 | 1100 | 1.71 |
| 0 | 1000 | 2 | 1 | 1100 | 1.71 |
| 0 | 1000 | 2 | 1 | 1100 | 1.71 |
| 0 | 1000 | 2 | 1 | 1100 | 1.71 |
| 0 | 1000 | 2 | 1 | 880 | 3.06 |
| 0 | 1000 | 2 | 1 | 880 | 3.06 |
| 0 | 1000 | 1 | 1 | 880 | 3.06 |
| 0 | 1000 | 1 | 1 | 880 | 3.06 |
| 0 | 1000 | 1 | 1 | 880 | 3.06 |
| 0 | 1000 | 1 | 1 | 880 | 3.06 |
| 0 | 1000 | 1 | 1 | 880 | 3.06 |
| 0 | 1000 | 1 | 1 | 880 | 3.06 |
| 0 | 1000 | 1 | 1 | 880 | 3.06 |
| 0 | 1000 | 1 | 1 | 880 | 3.06 |
| 0 | 1000 | 1 | 1 | 460 | 3.28 |
| 0 | 700 | 4 | 1 | 460 | 3.28 |
| 0 | 700 | 4 | 1 | 460 | 3.28 |
| 0 | 700 | 4 | 1 | 460 | 3.28 |
| 0 | 700 | 4 | 1 | 460 | 3.28 |
| 0 | 700 | 4 | 1 | 460 | 3.28 |
| 0 | 700 | 4 | 1 | 460 | 3.28 |
| 0 | 700 | 4 | 1 | 460 | 3.28 |
| 0 | 700 | 4 | 1 | 460 | 3.28 |
| 0 | 700 | 4 | 1 | 460 | 3.28 |
| 0 | 700 | 2 | 2 | 830 | 3.73 |
| 0 | 700 | 2 | 2 | 830 | 3.73 |
| 0 | 700 | 2 | 2 | 830 | 3.73 |
| 0 | 700 | 2 | 2 | 830 | 3.73 |
| 0 | 700 | 2 | 2 | 830 | 3.73 |
| 0 | 700 | 2 | 2 | 830 | 3.73 |
| 0 | 700 | 2 | 2 | 830 | 3.73 |
| 0 | 700 | 2 | 2 | 830 | 3.73 |
| 0 | 700 | 2 | 2 | 830 | 3.73 |
| 0 | 700 | 2 | 2 | 830 | 3.73 |
| 0 | 700 | 1 | 2 | 830 | 3.73 |
| 0 | 700 | 1 |
References
- Hertzberg, R.P.; Pope, A.J. High-throughput screening: new technology for the 21st century. Curr. Opin. Chem. Biol. 2000, 4, 445–451. [Google Scholar] [CrossRef]
- Maier, W.F.; Stöwe, K.; Sieg, S. Combinatorial and high-throughput materials science. Angew. Chem. Int. Ed. Engl. 2007, 46, 6016–6067. [Google Scholar] [CrossRef] [PubMed]
- Curtarolo, S.; Hart, G.L.W.; Nardelli, M.B.; Mingo, N.; Sanvito, S.; Levy, O. The high-throughput highway to computational materials design. Nat. Mat. 2013, 12, 191. [Google Scholar] [CrossRef] [PubMed]
- Springer, H.; Raabe, D. Rapid alloy prototyping: Compositional and thermo-mechanical high throughput bulk combinatorial design of structural materials based on the example of 30Mn–1.2C–xAl triplex steels. Acta Mat. 2012, 60, 4950–4959. [Google Scholar] [CrossRef]
- Cawse, J.N. Experimental Strategies for Combinatorial and High-Throughput Materials Development. Acc. Chem. Res. 2001, 34, 213–221. [Google Scholar] [CrossRef] [PubMed]
- Bader, A.; Meiners, F.; Tracht, K. Accelerating High-Throughput Screening for Structural Materials with Production Management Methods. Materials 2018, 11, 1330. [Google Scholar] [CrossRef] [PubMed]
- Ellendt, N.; Mädler, L. High-Throughput Exploration of Evolutionary Structural Materials. HTM 2018, 73, 3–12. [Google Scholar] [CrossRef] [Green Version]
- Handen, J.S. The industrialization of drug discovery. Drug Discov. Today 2002, 7, 83–85. [Google Scholar] [CrossRef]
- Sewing, A.; Winchester, T.; Carnell, P.; Hampton, D.; Keighley, W. Helping science to succeed: improving processes in R&D. Drug Discov. Today 2008, 13, 227–233. [Google Scholar] [PubMed]
- Berg, A. Development of High Throughput Screening Methods for the Automated Optimization of Inclusion Body Protein Refolding Processes. Ph.D. Thesis, Universität Karlsruhe, Karlsruhe, Germnay, December 2009. [Google Scholar]
- Voelkening, S.; Ohrenberg, A.; Duff, D.G. High Throughput-Experimentation in der Materialforschung und Prozessoptimierung. Chem. Ing. Tech. 2004, 76, 718–722. [Google Scholar] [CrossRef]
- Noah, J. New developments and emerging trends in high-throughput screening methods for lead compound identification. IJHTS 2010, 1, 141–149. [Google Scholar] [CrossRef]
- Drechsler, R.; EggersgluB, S.; Ellendt, N.; Huhn, S.; Madler, L. Exploring superior structural materials using multi-objective optimization and formal techniques. In Proceedings of the 2016 Sixth International Symposium on Embedded Computing and System Design, ISED 2016, IIT Patna, Bihar, India, 15–17 December 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 13–17. [Google Scholar]
- Onken, A.-K.; Bader, A.; Tracht, K. Logistical Control of Flexible Processes in High-throughput Systems by Order Release and Sequence Planning. Procedia CIRP 2016, 52, 245–250. [Google Scholar] [CrossRef] [Green Version]
- Meiners, F.; Hogreve, S.; Tracht, K. Boundary Conditions in Handling of Microspheres Induced by Shape Deviation Constraints. In Tagungsband des 2. Kongresses Montage Handhabung Industrieroboter; Schüppstuhl, T., Franke, J., Tracht, K., Eds.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 125–133. [Google Scholar]
- DIN Deutsches Institut für Normung e.V. Heat-Treated Steels, Alloy Steels and Free-Cutting Steels—Part 17: Ball and Roller Bearing Steels (In German); Beuth: Berlin, Germany, 2000. [Google Scholar]
- Gorji, N.E.; O’Connor, R.; Mussatto, A.; Snelgrove, M.; González, P.M.; Brabazon, D. Recyclability of stainless steel (316L) powder within the additive manufacturing process. Materialia 2019, 8, 100489. [Google Scholar] [CrossRef]
- Kämmler, J.; Wielki, N.; Guba, N.; Ellendt, N.; Meyer, D. Shot peening using spherical micro specimens generated in high-throughput processes. Materialwiss. Werkstofftechn. 2019, 50, 5–13. [Google Scholar] [Green Version]
- Toenjes, A.; Wielki, N.; Meyer, D.; von Hehl, A. Analysis of Different 100Cr6 Material States Using Particle-Oriented Peening. Metals 2019, 9, 1056. [Google Scholar] [CrossRef]
- Schneider, D.; Funke, L.; Tracht, K. Logistische Steuerung von Hochdurchsatzprüfungen: Steuerung von Mikroproben in einem System mit mehreren Prüfstationen. Wt-Online 2015, 105, 818–823. [Google Scholar]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]
- Beume, N.; Naujoks, B.; Emmerich, M. SMS-EMOA: Multiobjective selection based on dominated hypervolume. Eur. J. Op. Res. 2007, 181, 1653–1669. [Google Scholar] [CrossRef]
- Wold, H. Estimation of principal components and related models by iterative least squares. Multivar. Anal. 1966, 391–420. [Google Scholar]








| Material | Chemical Composition in wt.% | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Fe | C | Cr | Mn | Ni | P | S | Si | ||
| Samples Test 1 b | - | bal. | 1.03 c | 1.20 | 0.38 | 0.40 | 0.015 c | 0.35 a | |
| Samples Test 2 b | - | bal. | 1.07 c | 1.31 | 0.35 | 0.17 | 0.018 c | 0.35 a | |
| DIN EN ISO 683-17:2000-04 [16] | min max | bal. | 0.93 1.05 | 1.35 1.60 | 0.25 0.45 | 0.00 0.40 | - 0.025 | - 0.015 | 0.15 0.35 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bader, A.; Toenjes, A.; Wielki, N.; Mändle, A.; Onken, A.-K.; Hehl, A.v.; Meyer, D.; Brannath, W.; Tracht, K. Parameter Optimization in High-Throughput Testing for Structural Materials. Materials 2019, 12, 3439. https://doi.org/10.3390/ma12203439
Bader A, Toenjes A, Wielki N, Mändle A, Onken A-K, Hehl Av, Meyer D, Brannath W, Tracht K. Parameter Optimization in High-Throughput Testing for Structural Materials. Materials. 2019; 12(20):3439. https://doi.org/10.3390/ma12203439
Chicago/Turabian StyleBader, Alexander, Anastasiya Toenjes, Nicole Wielki, Andreas Mändle, Ann-Kathrin Onken, Axel von Hehl, Daniel Meyer, Werner Brannath, and Kirsten Tracht. 2019. "Parameter Optimization in High-Throughput Testing for Structural Materials" Materials 12, no. 20: 3439. https://doi.org/10.3390/ma12203439