Structural, Compositional, and Mechanical Characterization of WxCryFe1−x−y Layers Relevant to Nuclear Fusion, Obtained with TVA Technology


 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
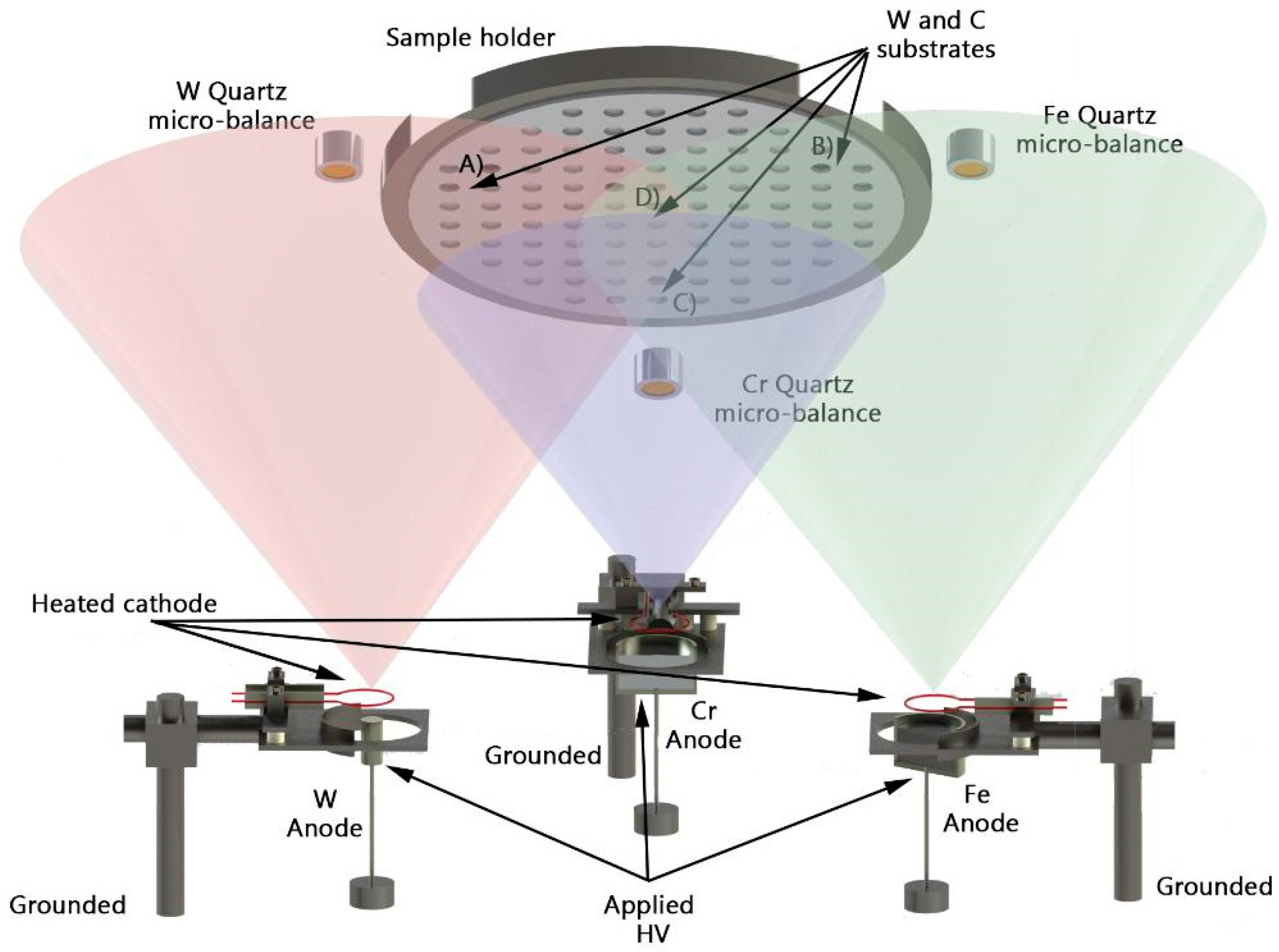
2.1. Samples Co-Deposition Method
2.2. Methods of Investigation
3. Results and Discussions
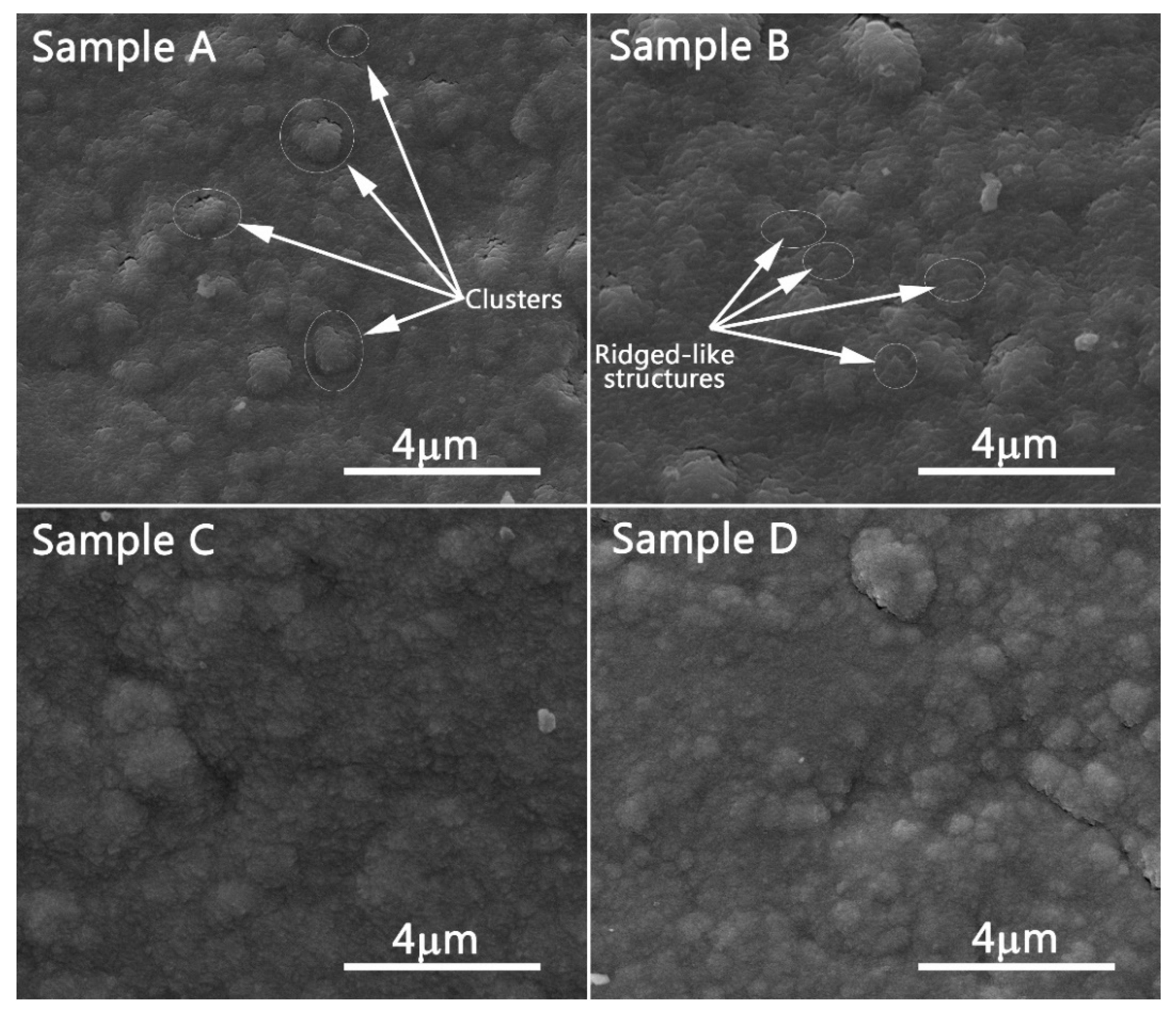
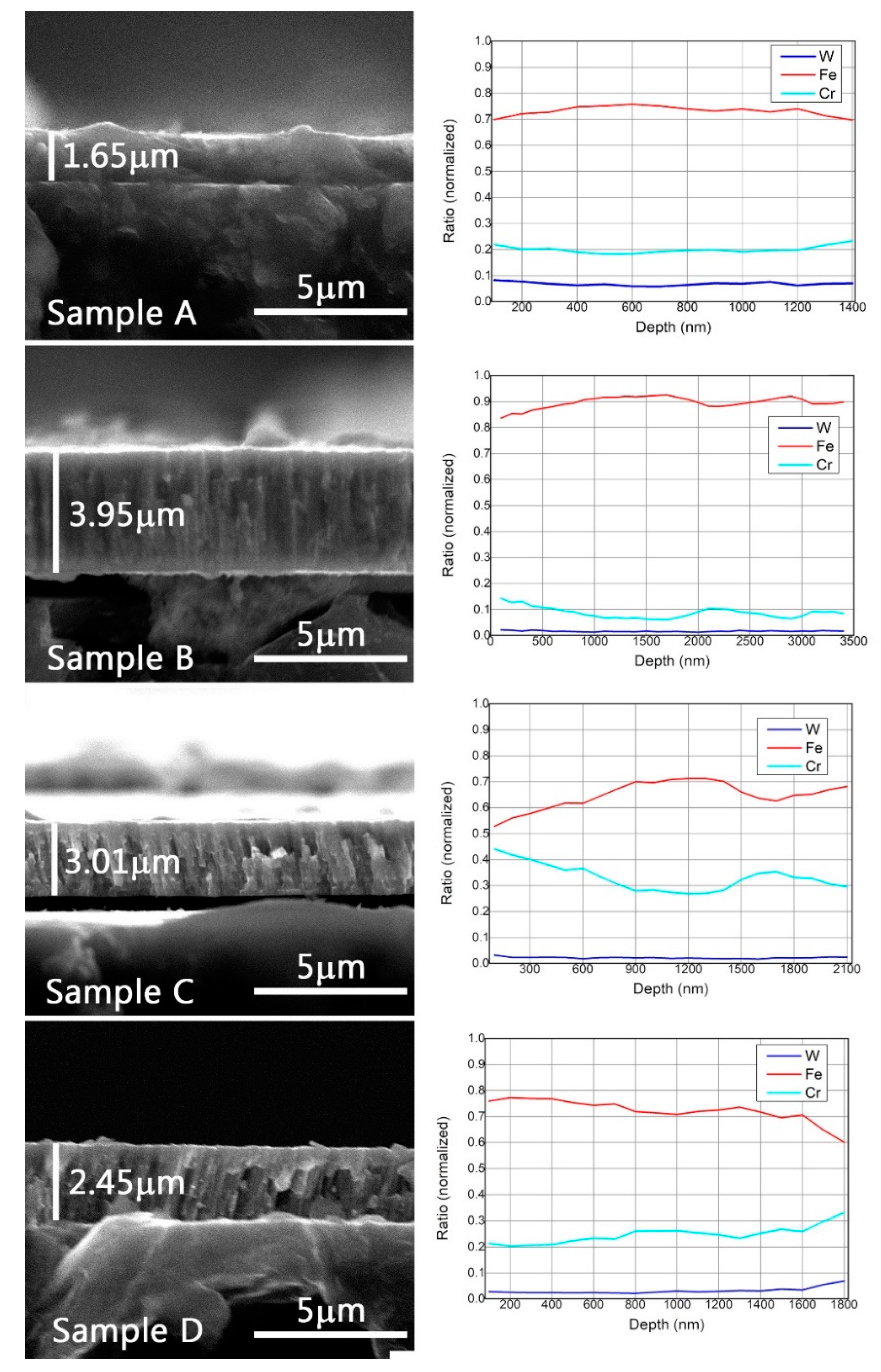
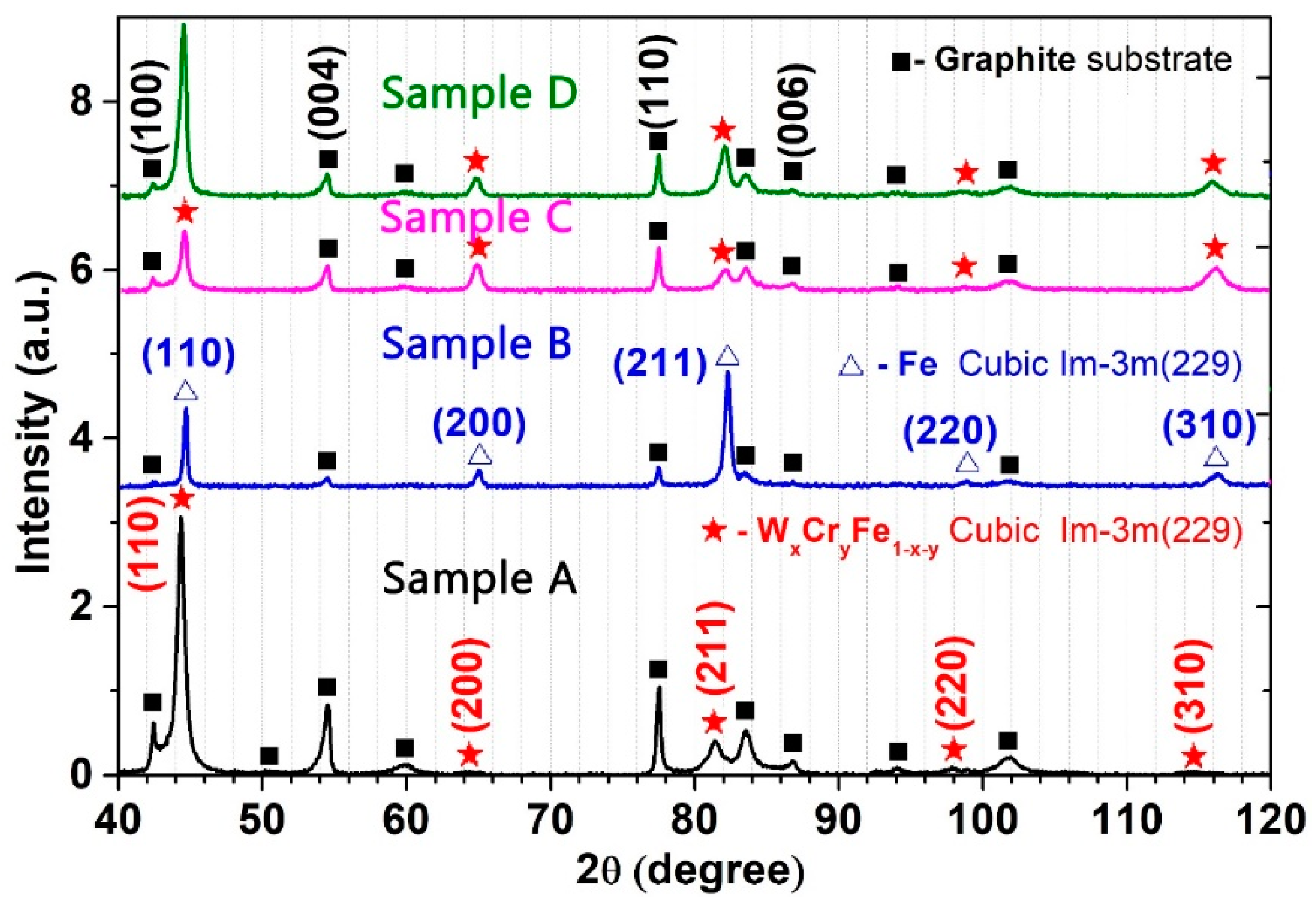
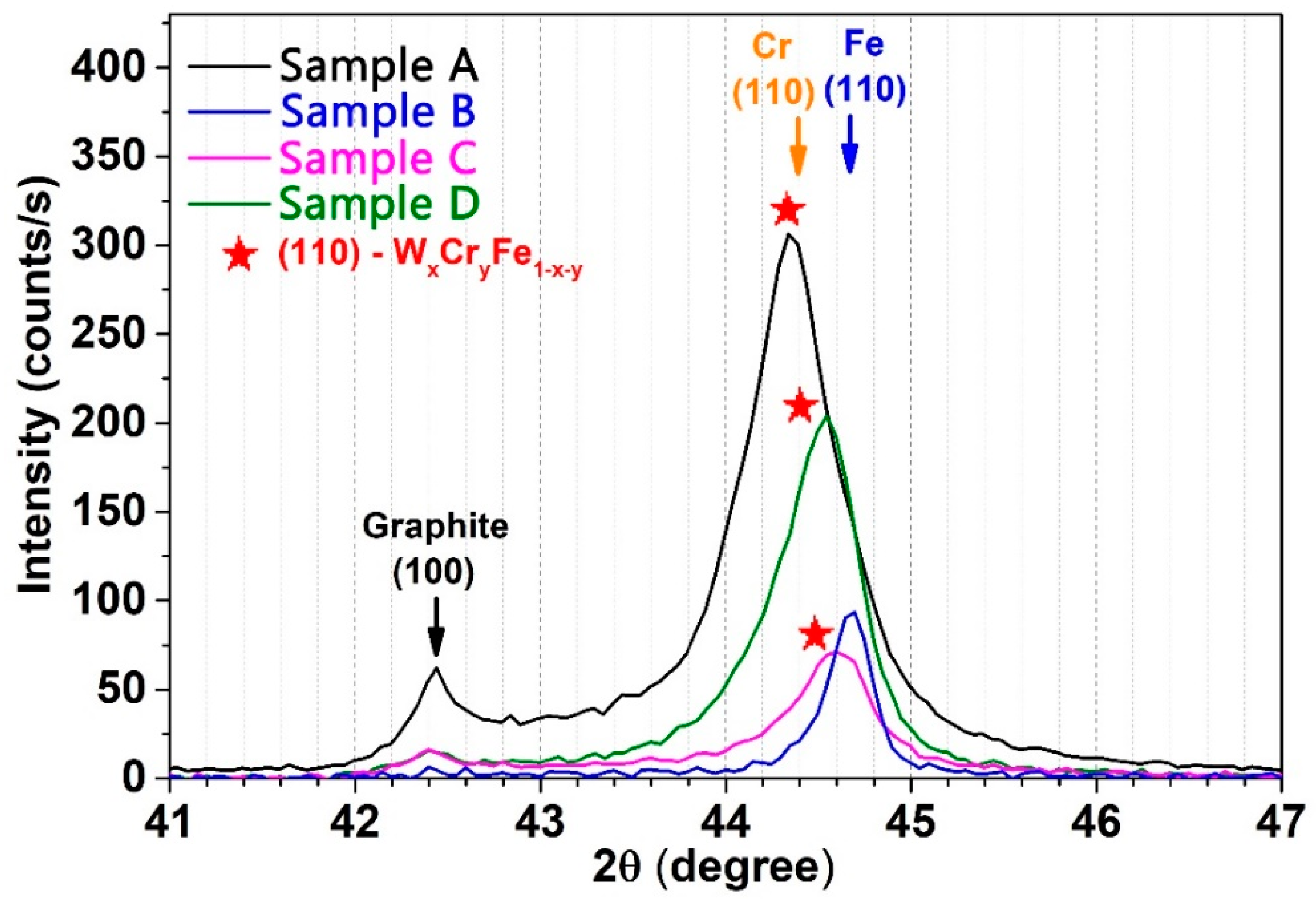
3.1. Structural and Morphological Analysis
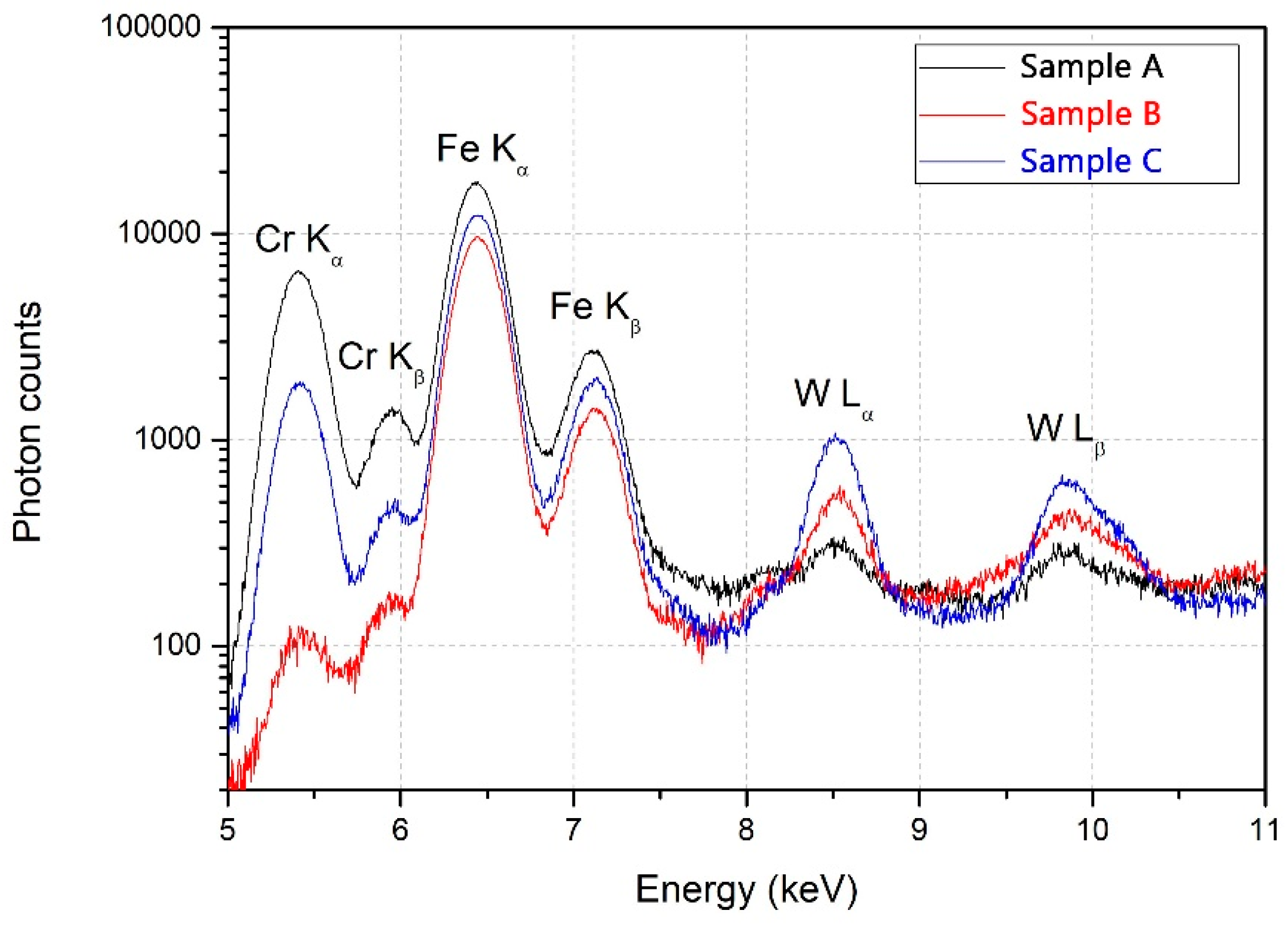
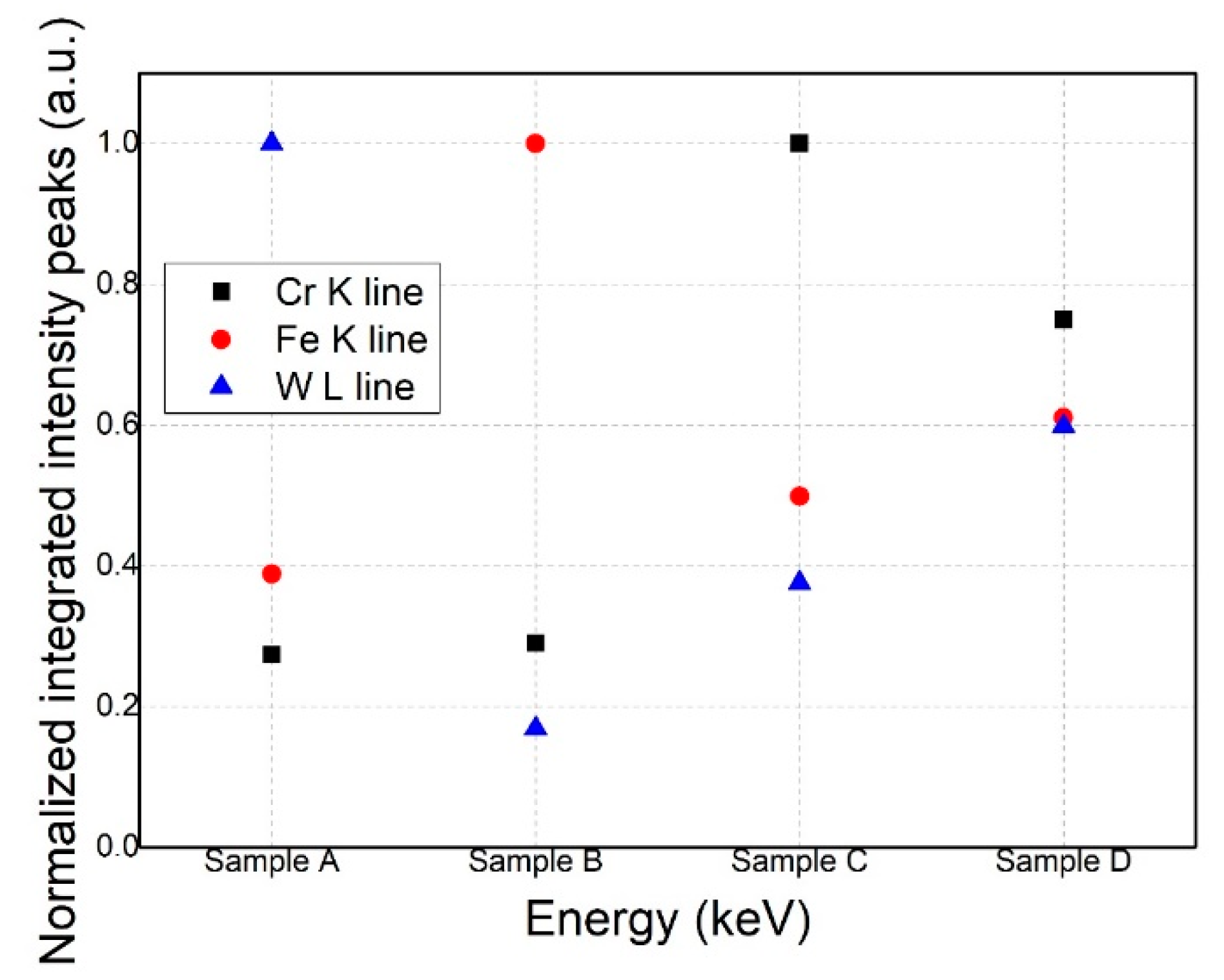
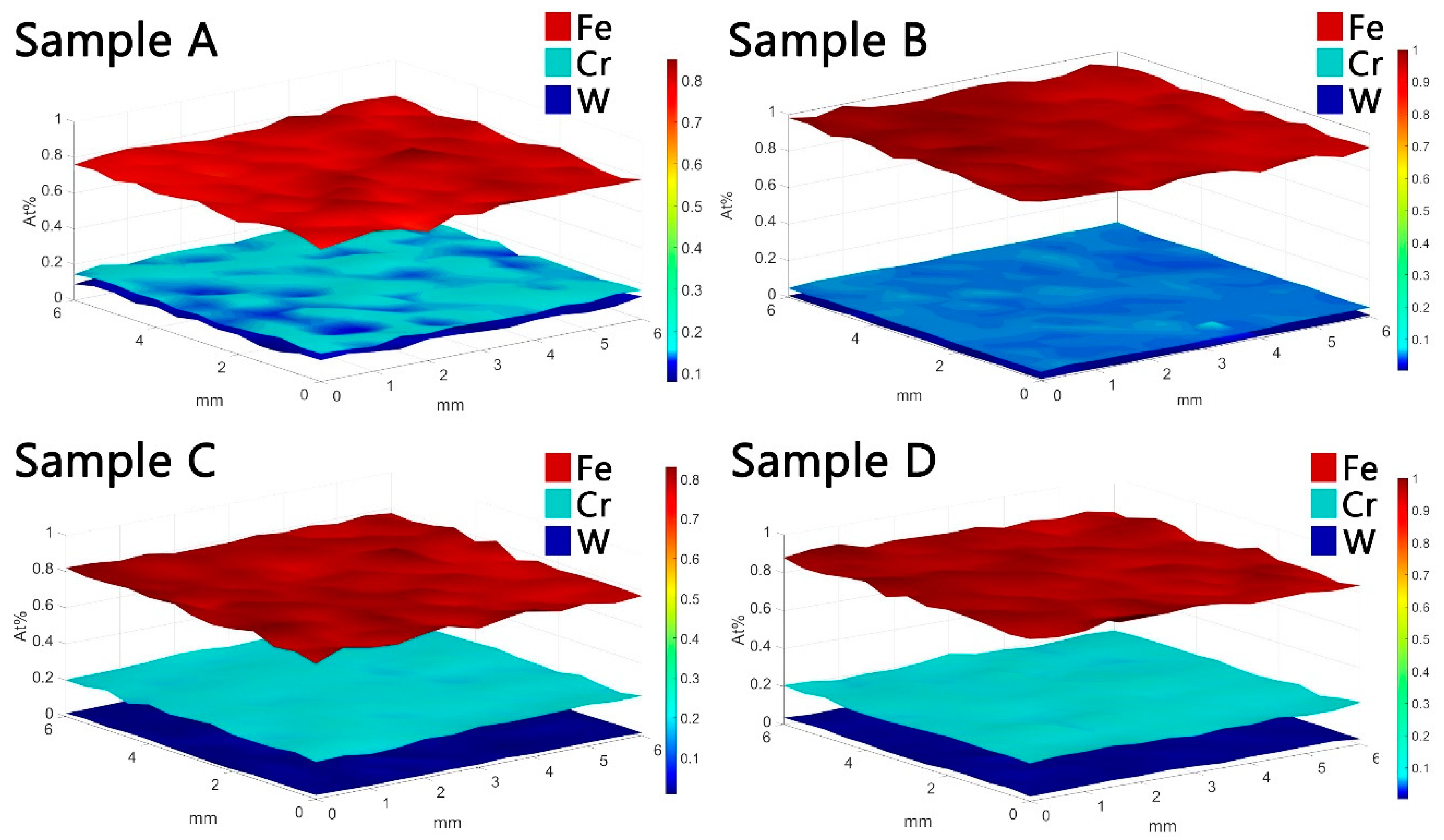
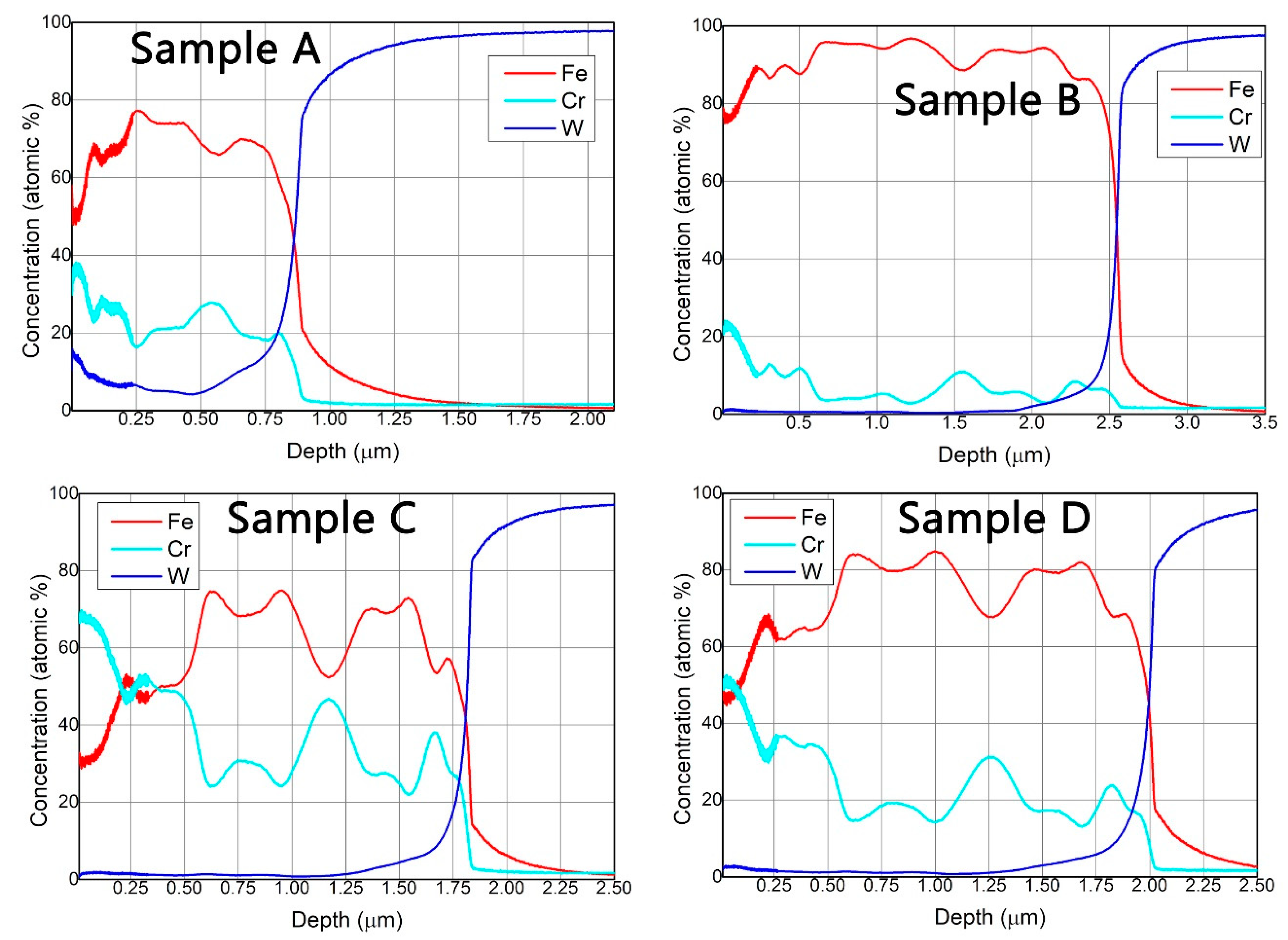
3.2. Compositional Analysis
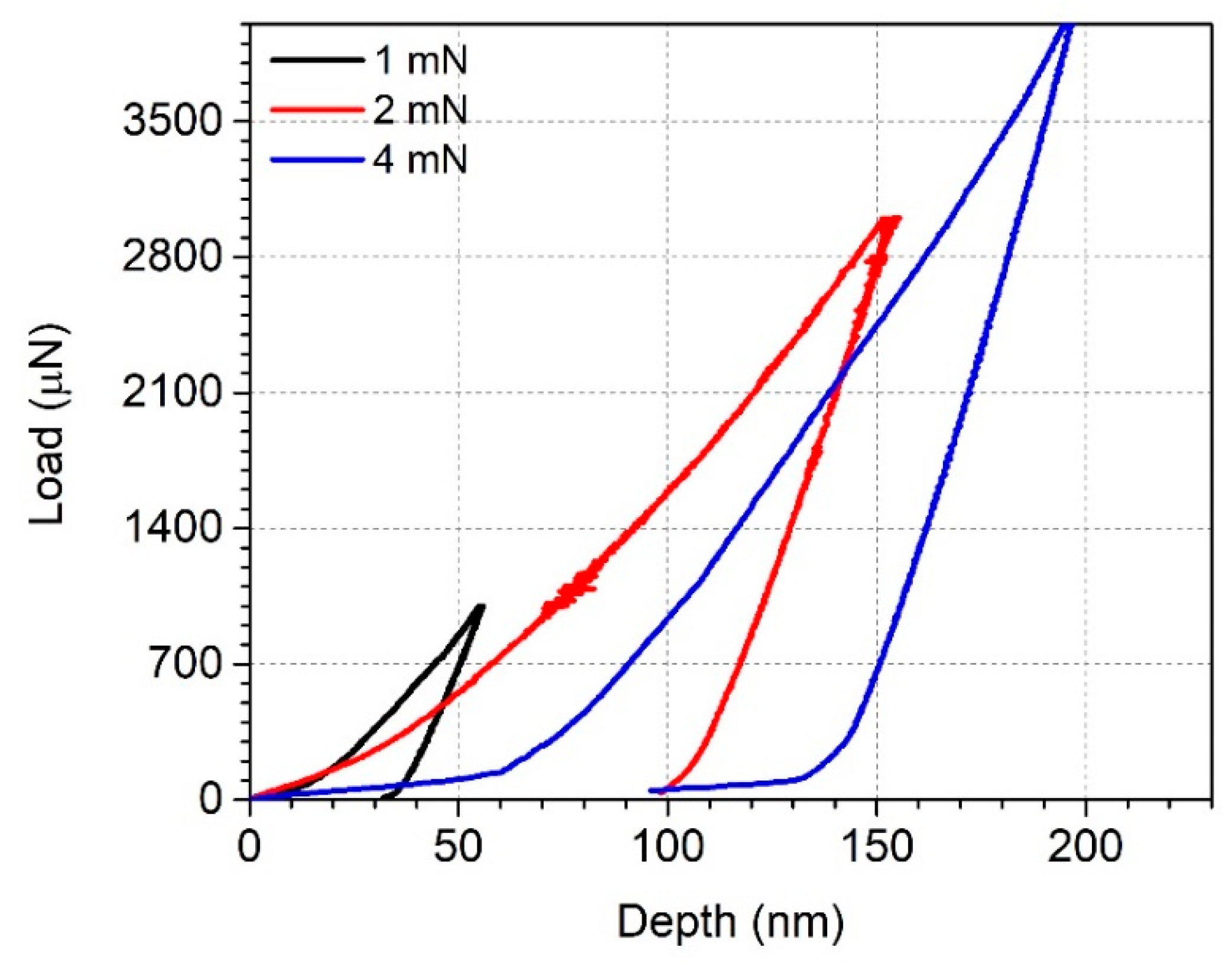
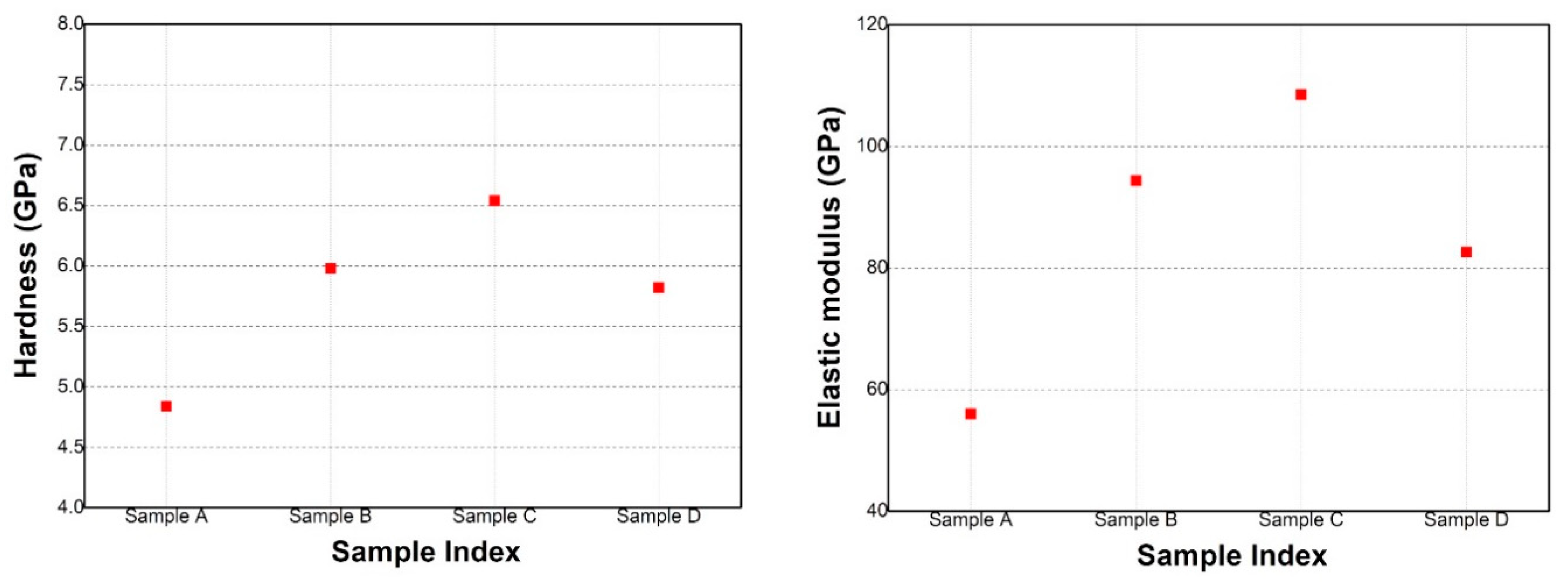
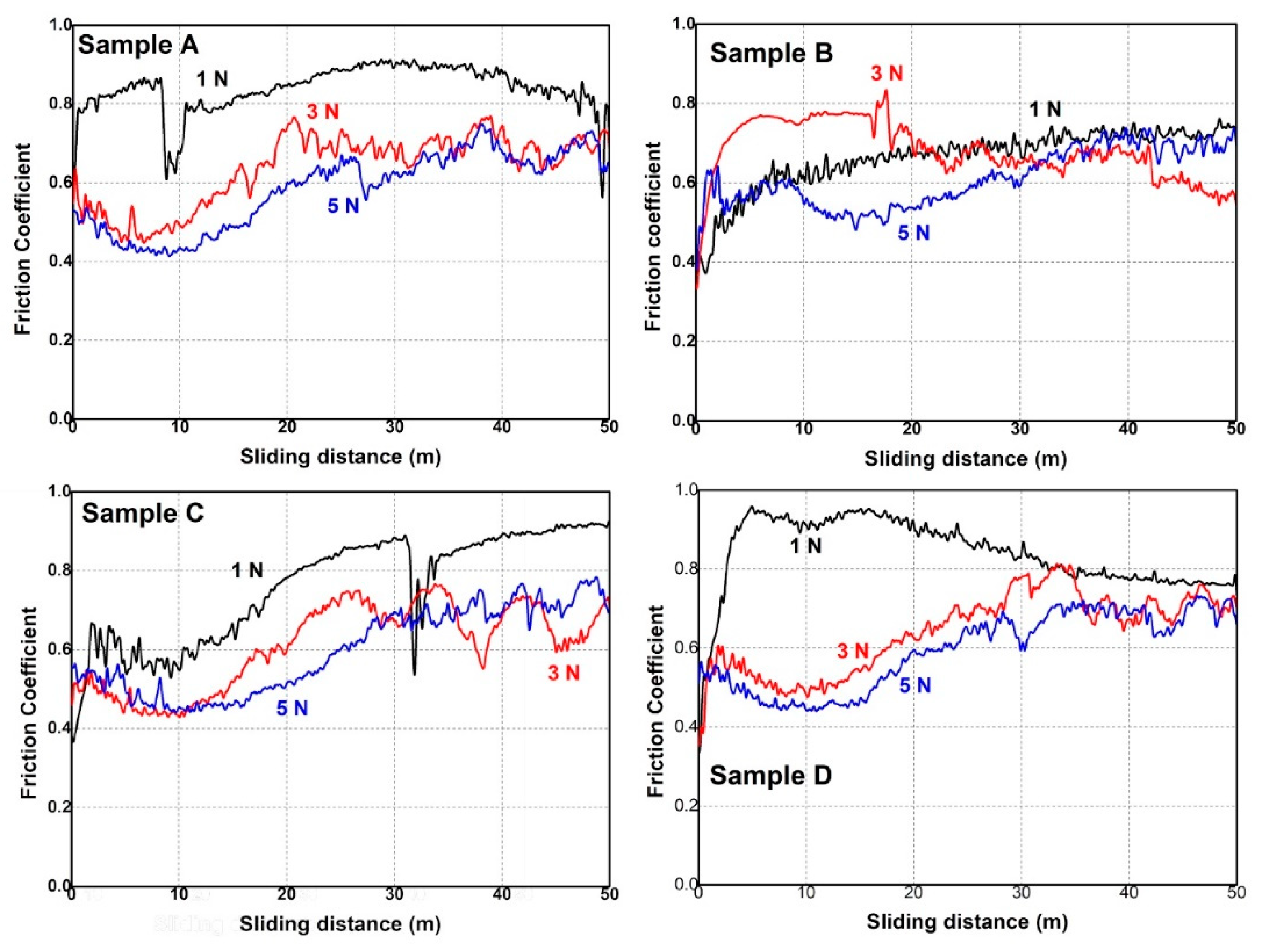
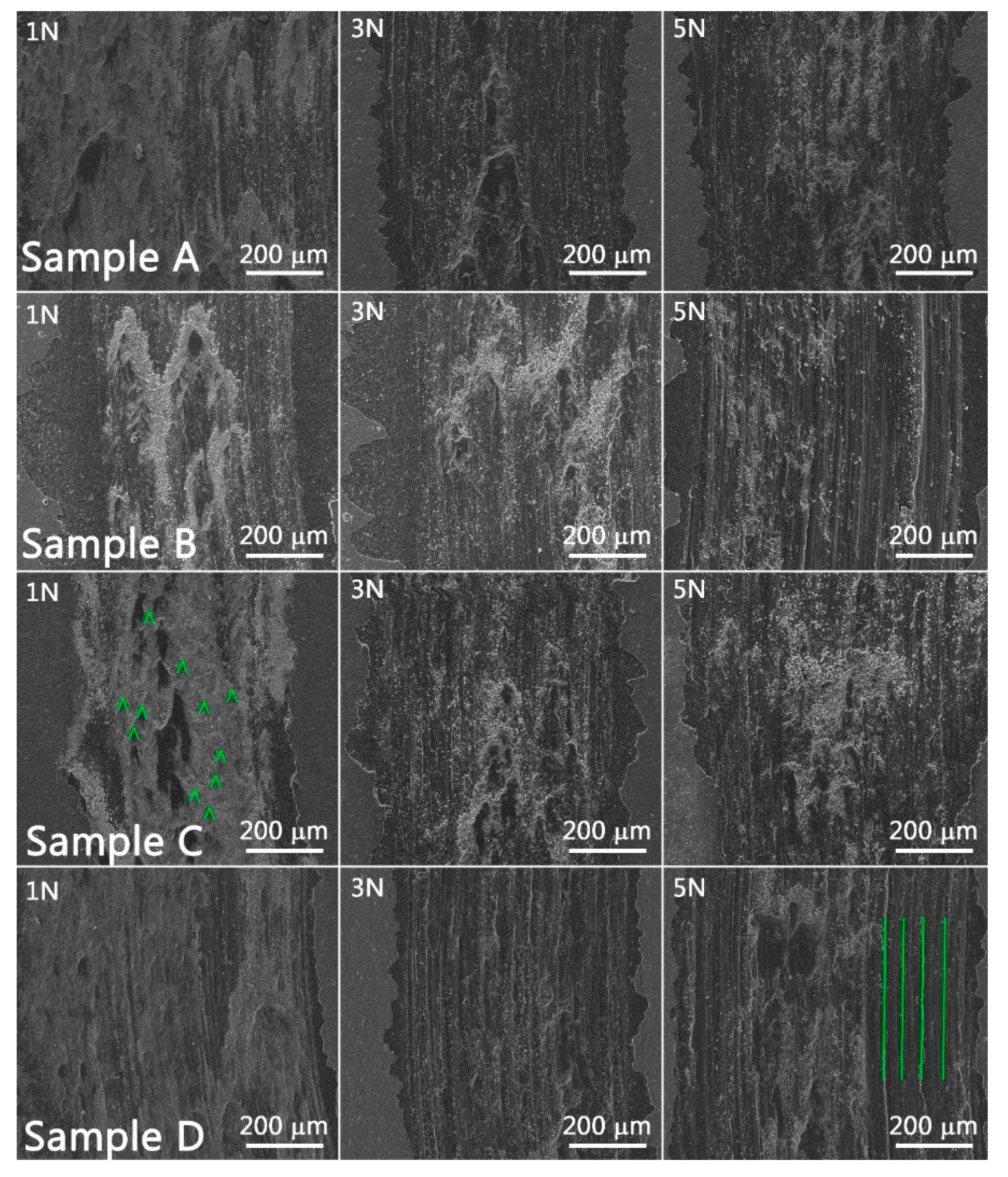
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Khaligh, A.; Onar, O.C. 23-Energy Sources. In Power Electronics Handbook, Fourth ed.; Rashid, M.H., Ed.; Butterworth-Heinemann: Oxford, UK, 2018; pp. 725–765. ISBN 9780128114070. [Google Scholar]
- Rebut, P.H. The Joint European Torus (JET). Eur. Phys. J. H 2018, 43, 459–497. [Google Scholar] [CrossRef]
- Barabash, V.; Federici, G.; Matera, R.; Raffray, R.A. Armour Materials for the ITER Plasma Facing Components. Phys. Scr. 1999, 1999, 74. [Google Scholar] [CrossRef]
- Federici, G.; Biel, W.; Gilbert, M.R.; Kemp, R.; Taylor, N.; Wenninger, R. European DEMO design strategy and consequences for materials. Nucl. Fusion 2017, 57, 092002. [Google Scholar] [CrossRef] [Green Version]
- Lindau, R.; Möslang, A.; Rieth, M.; Klimiankou, M.; Materna-Morris, E.; Alamo, A.; Tavassoli, A.A.F.; Cayron, C.; Lancha, A.M.; Fernandez, P.; et al. Present development status of EUROFER and ODS-EUROFER for application in blanket concepts. Fusion Eng. Des. 2005, 75–79, 989–996. [Google Scholar] [CrossRef]
- Shiba, K.; Tanigawa, H.; Hirose, T.; Nakata, T. Development of the toughness-improved reduced-activation F82H steel for demo reactor. Fusion Sci. Technol. 2012, 62, 145–149. [Google Scholar] [CrossRef]
- Jayakumar, T.; Mathew, M.D.; Laha, K.; Albert, S.K.; Saroja, S.; Kumar, E.R.; Murthy, C.V.S.; Padmanabham, G.; Rao, G.A. Narahari Prasad, Reduced activation ferritic martensitic steel and fabrication technologies for the Indian test blanket module in ITER. Fusion Sci. Technol. 2014, 65, 171–185. [Google Scholar] [CrossRef]
- Tanigawa, H.; Gaganidze, E.; Hirose, T.; Ando, M.; Zinkle, S.J.; Lindau, R.; Diegele, E. Development of benchmark reduced activation ferritic/martensitic steels for fusion energy applications. Nucl. Fusion 2017, 57, 092004. [Google Scholar] [CrossRef] [Green Version]
- Van der Schaaf, B.; Tavassoli, F.; Fazio, C.; Rigal, E.; Diegele, E.; Lindau, R.; LeMarois, G. The development of EUROFER reduced activation steel. Fusion Eng. Des. 2003, 69, 197–203. [Google Scholar] [CrossRef]
- Tobita, K.; Nishio, S.; Enoeda, M.; Kawashima, H.; Kurita, G.; Tanigawa, H.; Nakamura, H.; Honda, M.; Saito, A.; Sato, S.; et al. Compact DEMO, SlimCS: Design progress and issues. Nucl. Fusion 2009, 49, 075029. [Google Scholar] [CrossRef]
- Baluc, N.; Gelles, D.S.; Jitsukawa, S.; Kimura, A.; Klueh, R.L.; Odette, G.R.; van der Schaaf, B.; Yu, J. Status of reduced activation ferritic/martensitic steel development. J. Nucl. Mater. 2007, 367, 33–41. [Google Scholar] [CrossRef]
- Kohyama, A.; Hishinuma, A.; Gelles, D.S.; Klueh, R.L.; Dietz, W.; Ehrlich, K. Low-activation ferritic and martensitic steels for fusion application. J. Nucl. Mater. 1996, 233, 138–147. [Google Scholar] [CrossRef]
- Wenninger, R.; Albanese, R.; Ambrosino, R.; Arbeiter, F.; Aubert, J.; Bachmann, C.; Barbato, L.; Barrett, T.; Beckers, M.; Biel, W.; et al. The DEMO wall load challenge. Nucl. Fusion 2007, 57, 046002. [Google Scholar] [CrossRef]
- Mayer, M.; Krat, S.; van Renterghem, W.; Baron-Wiechec, A.; Brezinsek, S.; Bykov, I.; Coad, P.; Gasparyan, Y.; Heinola, K.; Likonen, J.; et al. Widdowson, Erosion and deposition in the JET divertor during the first ILW campaign. Phys. Scr. 2016, 1402–4896. [Google Scholar] [CrossRef] [Green Version]
- Brezinsek, S.; Widdowson, A.; Mayer, M.; Philipps, V.; Baron-Wiechec, P.; Coenen, J.W.; Heinola, K.; Huber, A.; Likonen, J.; Petersson, P.; et al. Beryllium migration in JET ITER-like wall plasmas. Nucl. Fusion 2015, 55, 063021. [Google Scholar] [CrossRef]
- Nemanič, V.; Zajec, B.; Žumer, M.; Porosnicu, C.; Lungu, C.P. Hydrogen permeability of beryllium films prepared by the thermionic vacuum arc method. Fusion Eng. Des. 2011, 86, 2421–2424. [Google Scholar] [CrossRef]
- Anghel, A.; Porosnicu, C.; Lungu, C.P.; Sugiyama, K.; Krieger, C.; Roth, J. Influence of thermal treatment on beryllium/carbon formation and fuel retention. J. Nucl. Mater. 2011, 416, 9–12. [Google Scholar] [CrossRef]
- Porosnicu, C.; Anghel, A.; Sugiyama, K.; Krieger, K.; Roth, J.; Lungu, C.P. Influence of beryllium carbide formation on deuterium retention and release. J. Nucl. Mater. 2011, 415, 713–716. [Google Scholar] [CrossRef] [Green Version]
- Sugiyama, K.; Roth, J.; Anghel, A.; Porosnicu, C.; Baldwin, M.; Doerner, R.; Krieger, K.; Lungu, C.P. Consequences of deuterium retention and release from Be-containing mixed materials for ITER Tritium Inventory Control. J. Nucl. Mater. 2011, 415, 731–734. [Google Scholar] [CrossRef] [Green Version]
- Avotina, L.; Lungu, M.; Dinca, P.; Butoi, B.; Cojocaru, G.; Ungureanu, R.; Marcu, A.; Luculescu, C.; Hapenciuc, C.; Ganea, P.C.; et al. Irradiation of nuclear materials with laser-plasma filaments produced in air and deuterium by terrawatt (TW) laser pulses. J. Phys. D. Appl. Phys. 2018, 51, 025302. [Google Scholar] [CrossRef]
- Mateus, R.; Hakola, A.; Tiron, V.; Porosnicu, C.; Lungu, C.P.; Alves, E. Study of deuterium retention in Be-W coatings with distinct roughness profiles. Fusion Eng. Des. 2017, 124, 464–467. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Deposited Material | Ua (kV) | Ia (A) | If (A) | Mean Deposition Rate (nm/s) |
|---|---|---|---|---|
| W | 2.082 | 1.335 | 50.05 | 0.02 |
| Cr | 1.709 | 0.324 | 31.02 | 0.04 |
| Fe | 0.827 | 1.013 | 48.63 | 0.36 |
| Sample Index | Sample in Proximity to Anode |
|---|---|
| Sample A | Tungsten |
| Sample B | Iron |
| Sample C | Chromium |
| Sample D | Central position |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lungu, M.; Porosnicu, I.; Dinca, P.; Velea, A.; Baiasu, F.; Butoi, B.; Pompilian, O.G.; Staicu, C.; Anca Constantina, P.; Porosnicu, C.; et al. Structural, Compositional, and Mechanical Characterization of WxCryFe1−x−y Layers Relevant to Nuclear Fusion, Obtained with TVA Technology. Materials 2019, 12, 4072. https://doi.org/10.3390/ma12244072
Lungu M, Porosnicu I, Dinca P, Velea A, Baiasu F, Butoi B, Pompilian OG, Staicu C, Anca Constantina P, Porosnicu C, et al. Structural, Compositional, and Mechanical Characterization of WxCryFe1−x−y Layers Relevant to Nuclear Fusion, Obtained with TVA Technology. Materials. 2019; 12(24):4072. https://doi.org/10.3390/ma12244072
Chicago/Turabian StyleLungu, Mihail, Ioana Porosnicu, Paul Dinca, Alin Velea, Flaviu Baiasu, Bogdan Butoi, Oana Gloria Pompilian, Cornel Staicu, Parau Anca Constantina, Corneliu Porosnicu, and et al. 2019. "Structural, Compositional, and Mechanical Characterization of WxCryFe1−x−y Layers Relevant to Nuclear Fusion, Obtained with TVA Technology" Materials 12, no. 24: 4072. https://doi.org/10.3390/ma12244072