Fabrication, Characterization and Implementation of Thermo Resistive TiCu(N,O) Thin Films in a Polymer Injection Mold


 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
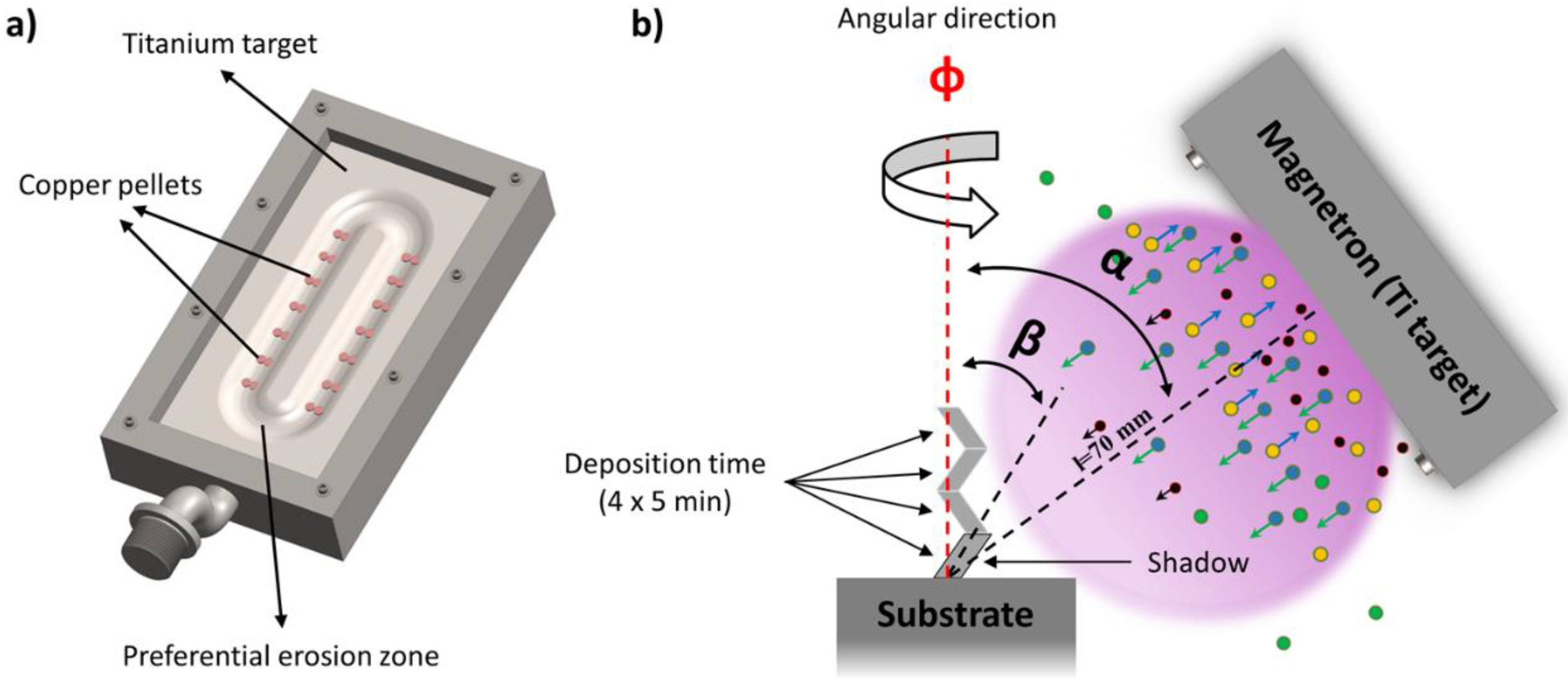
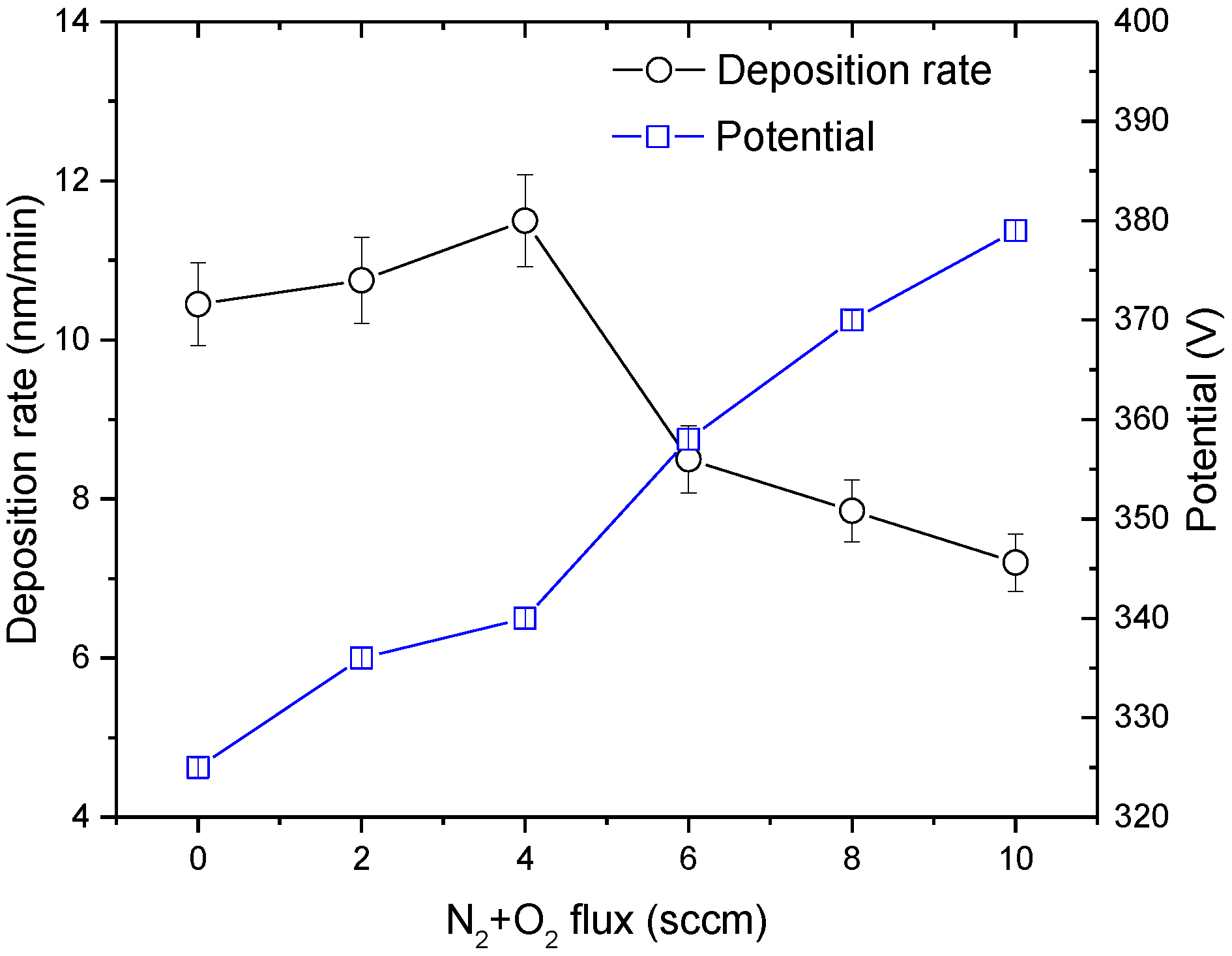
2.1. Thin Film Preparation
2.2. Morphological and Structural Characterization
2.3. Electrical Properties
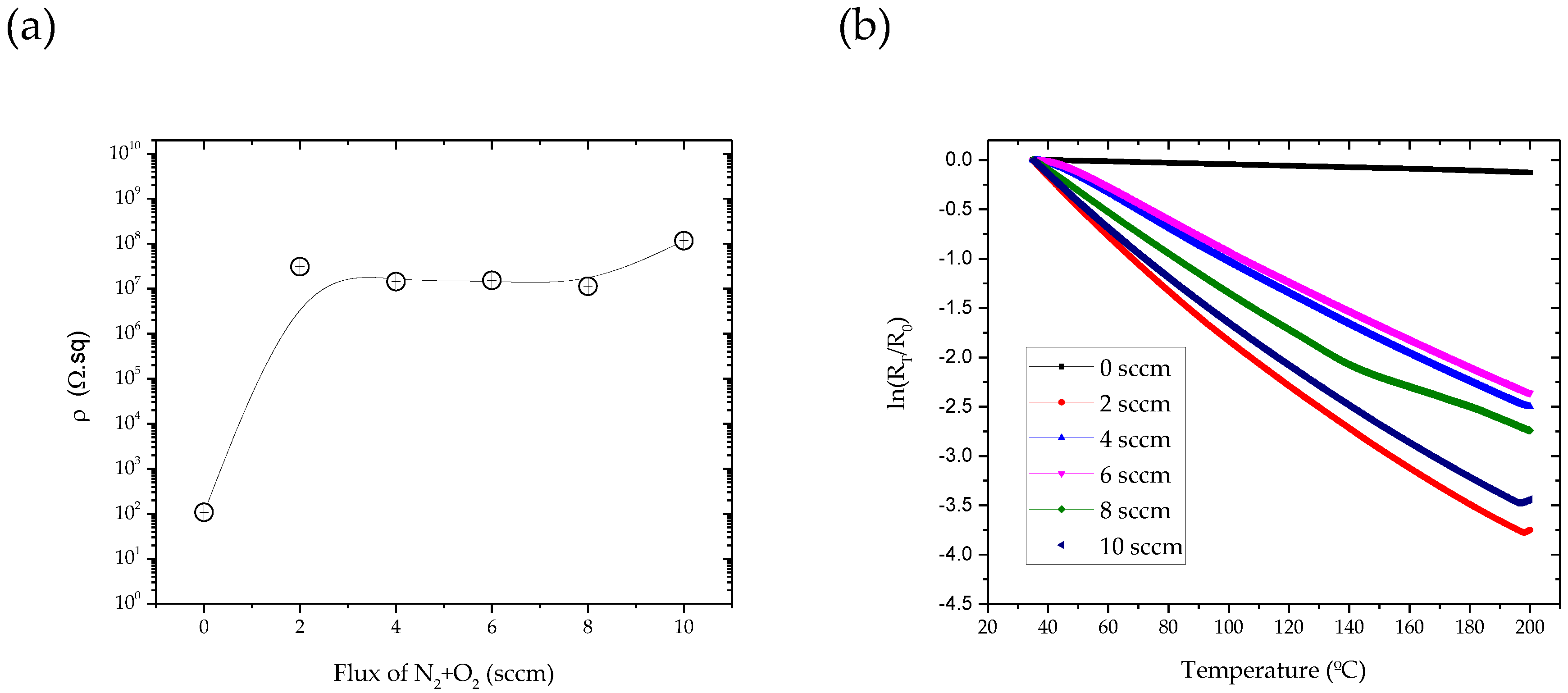
2.4. Thermoresistive Properties
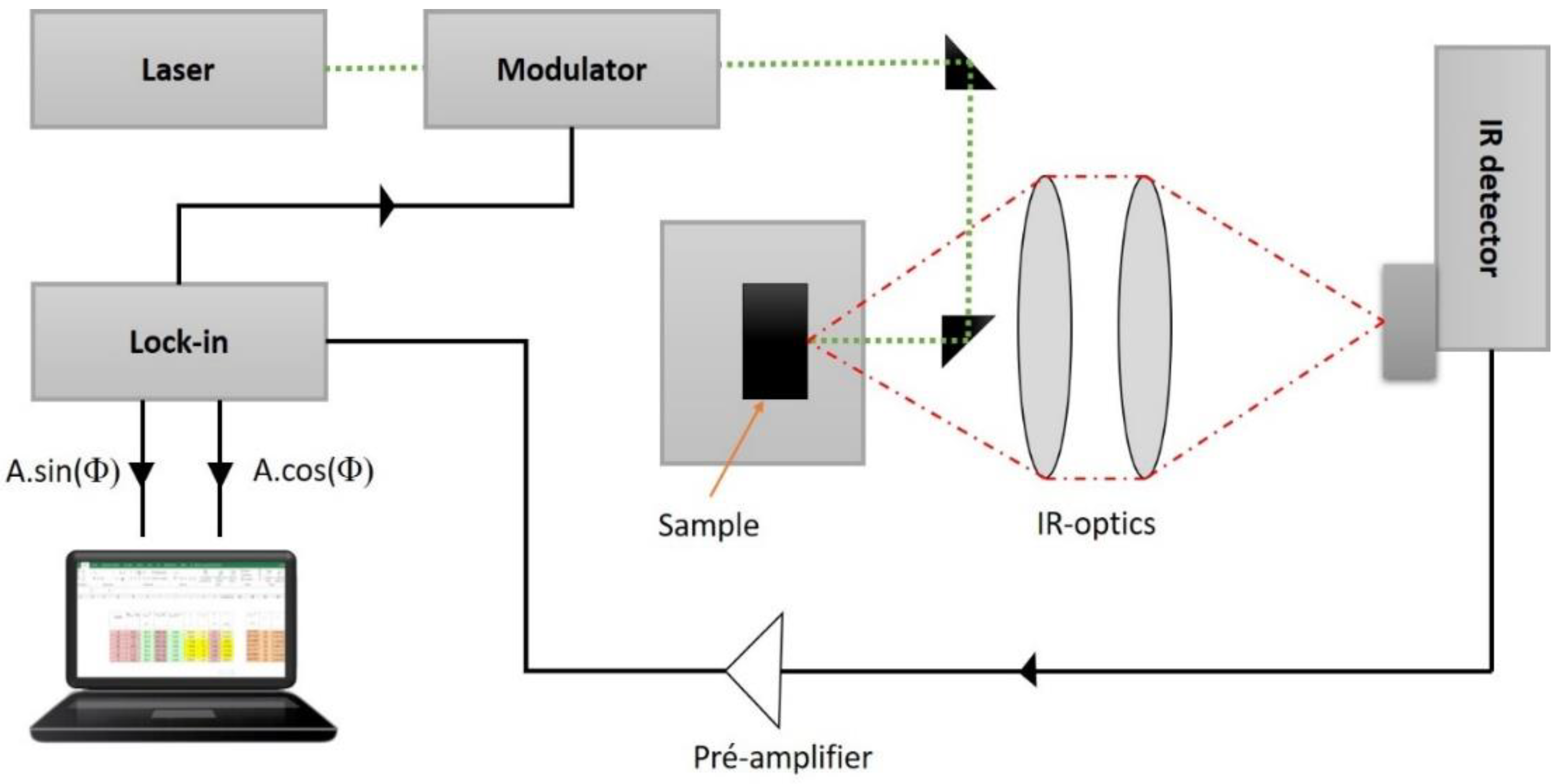
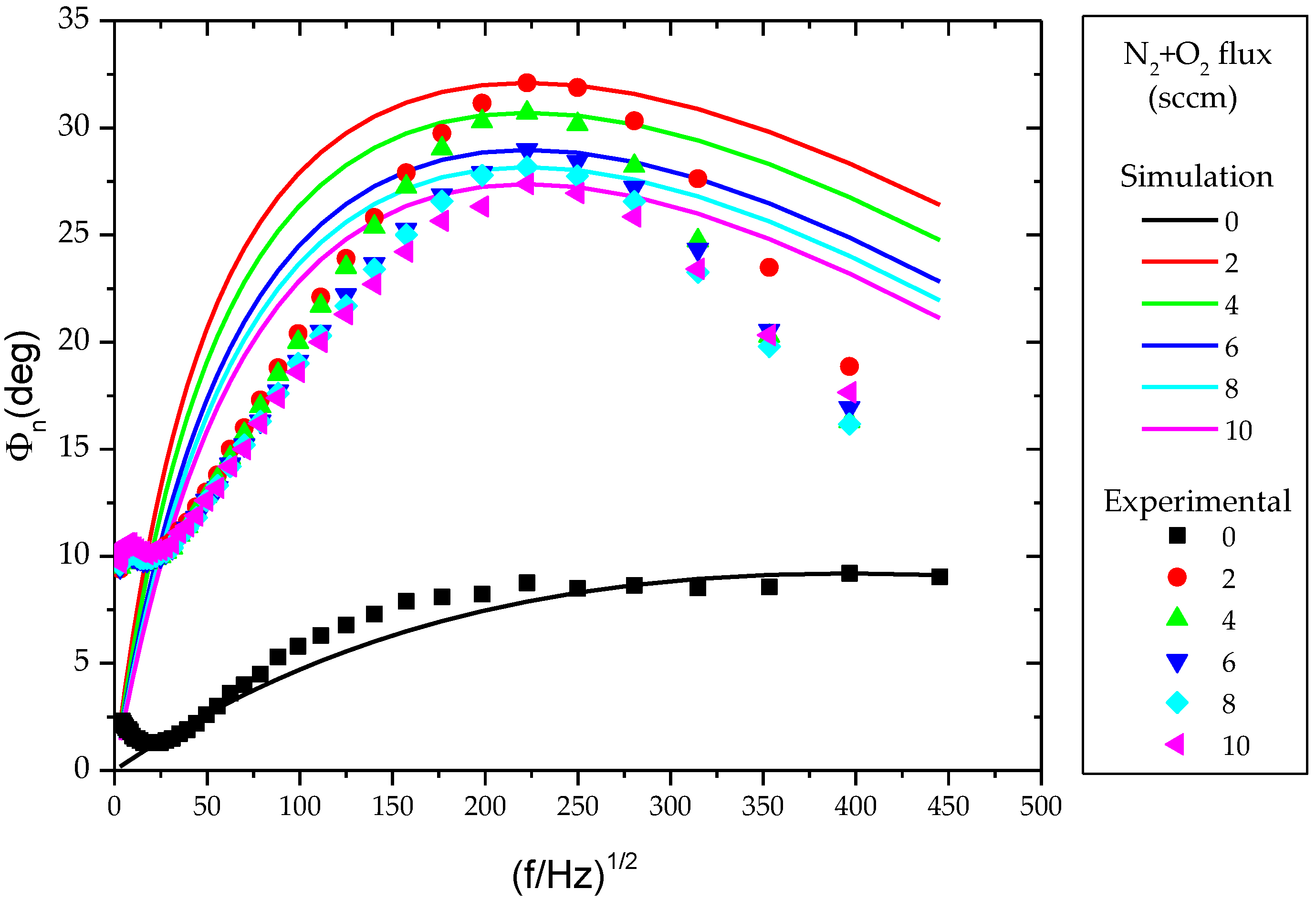
2.5. Thermal Properties
2.6. Mold Integration
3. Results and Discussion
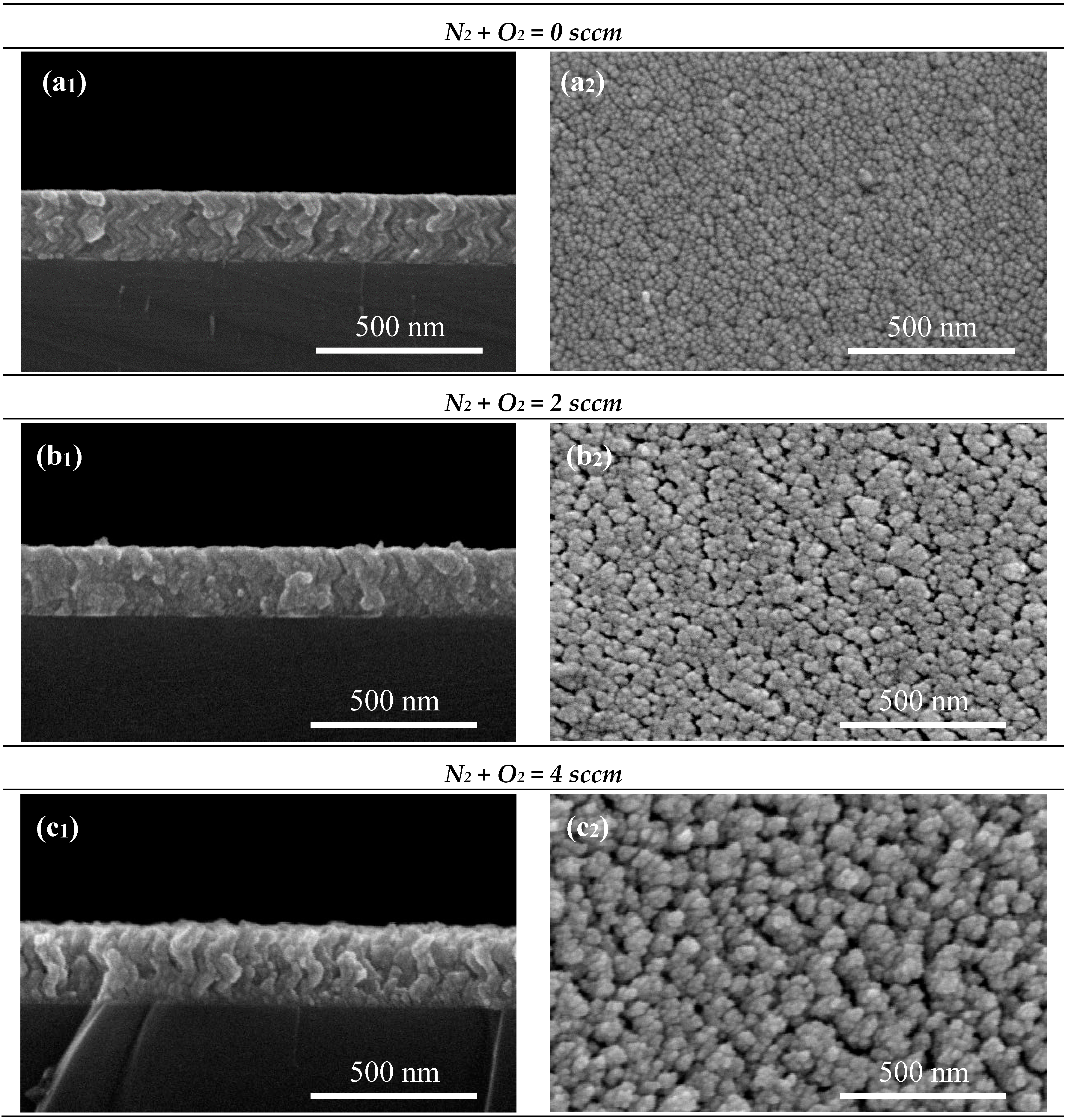
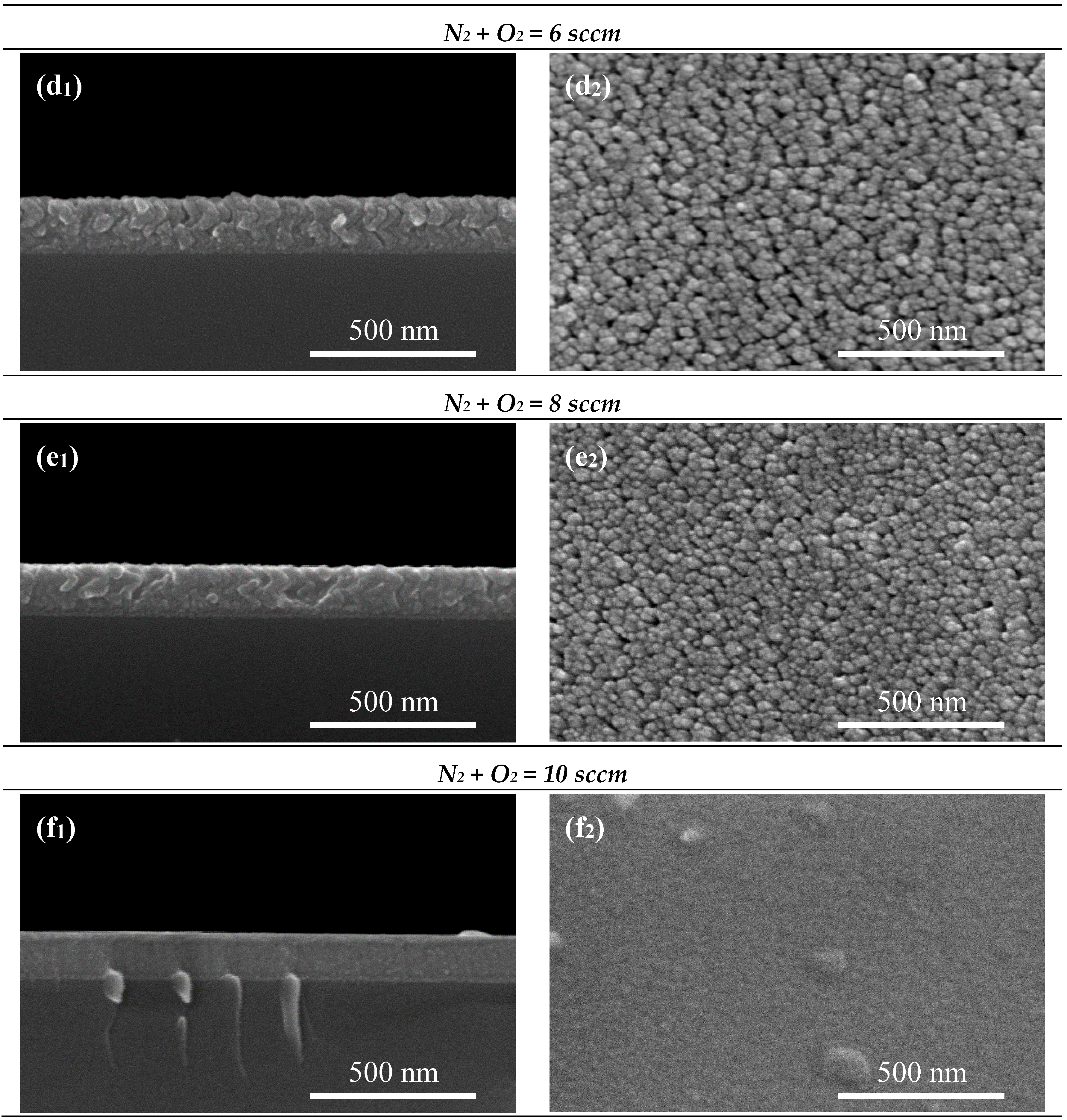
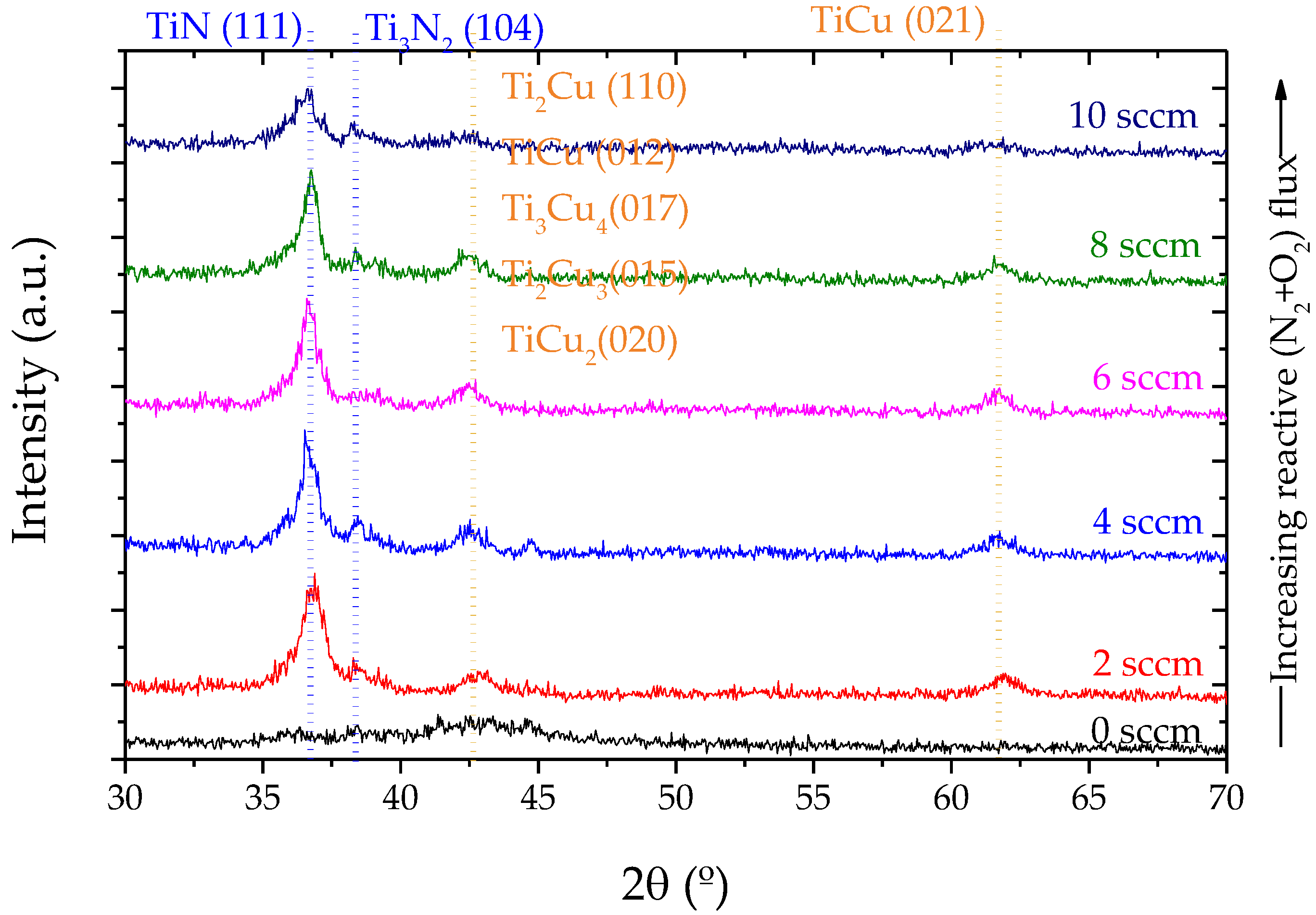
3.1. Morphological and Structural Characterization
3.2. Electrical Resistivity
3.3. Thermal Proprieties of TiCu(O,N) Thin Films
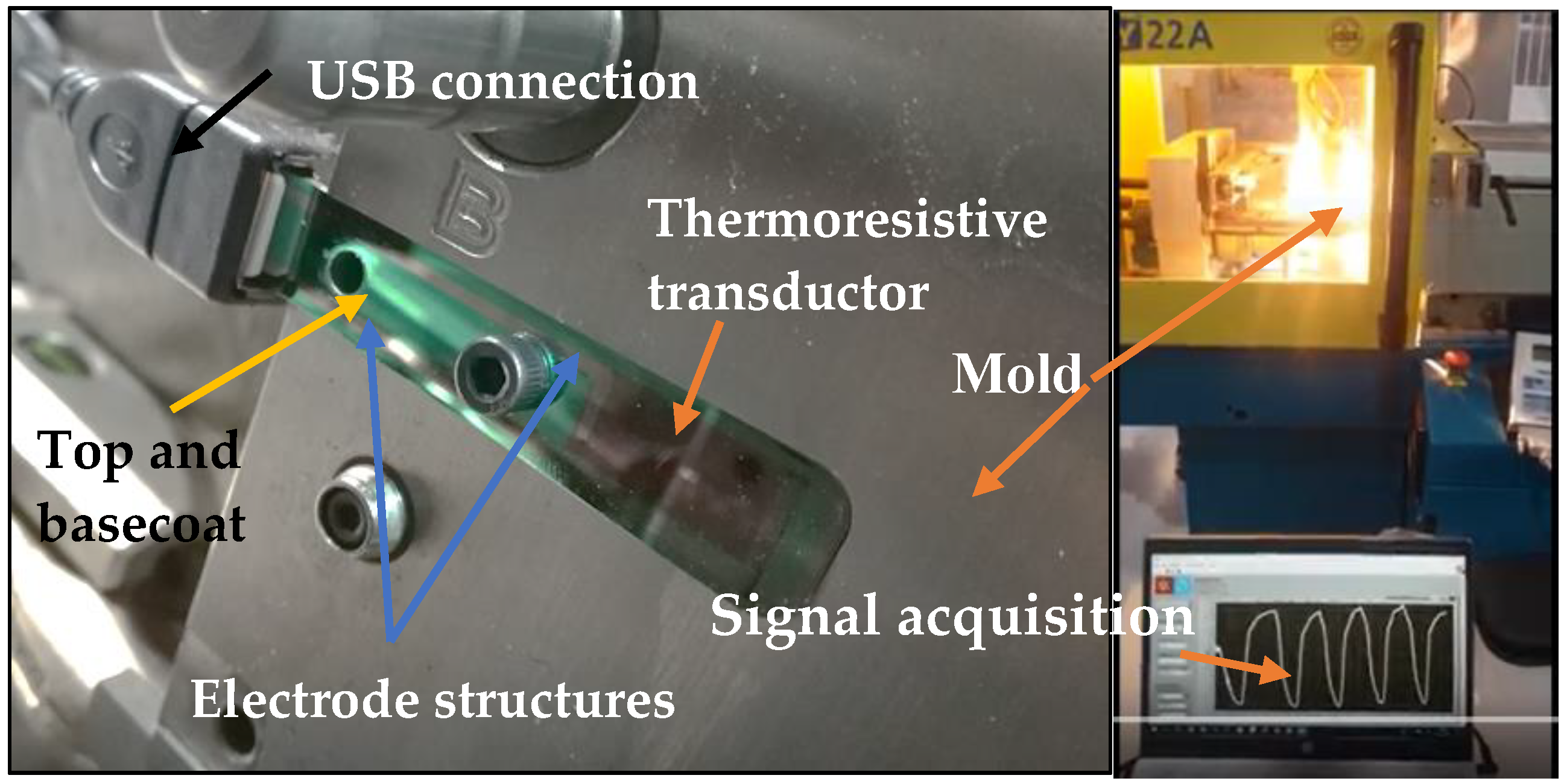
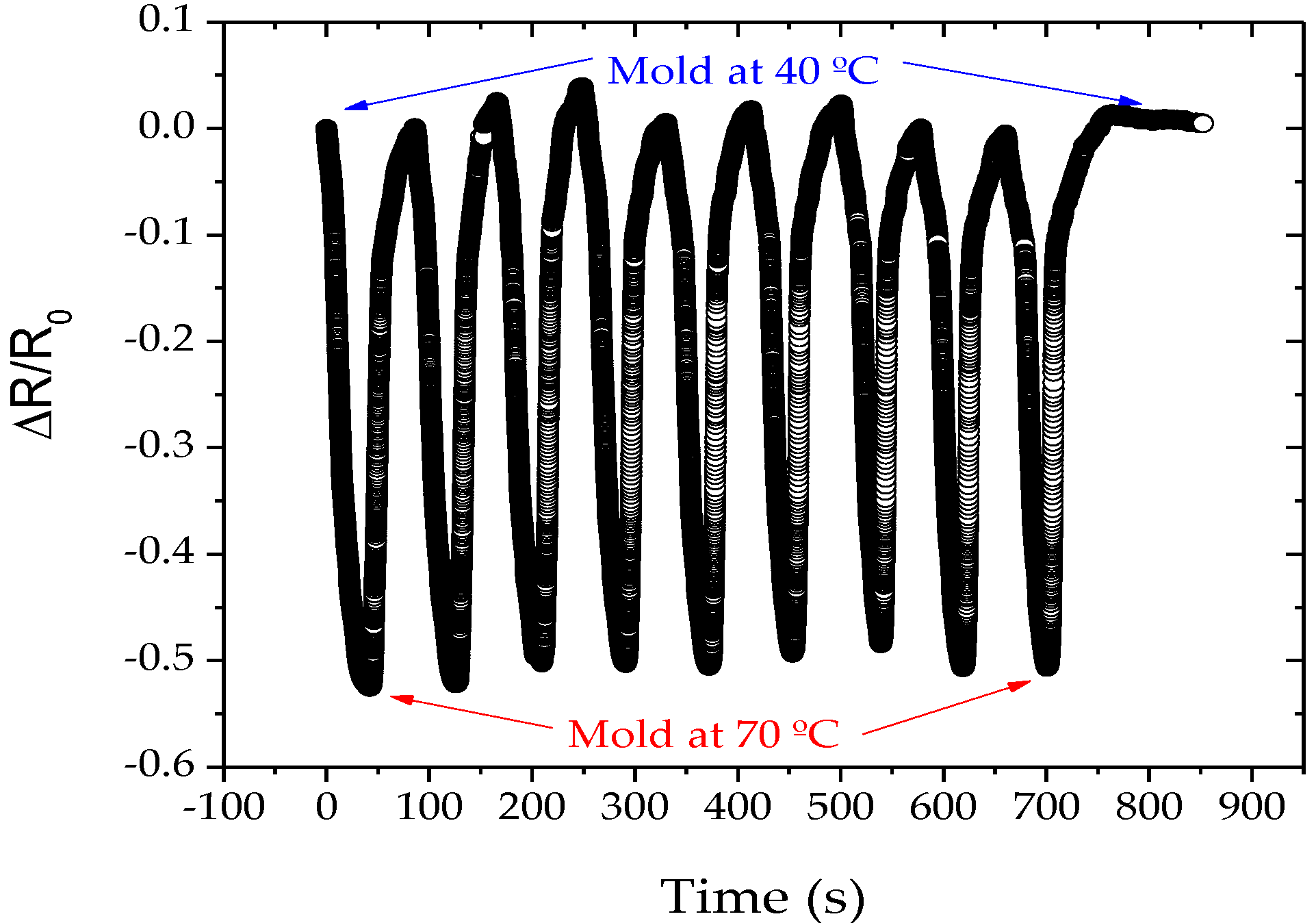
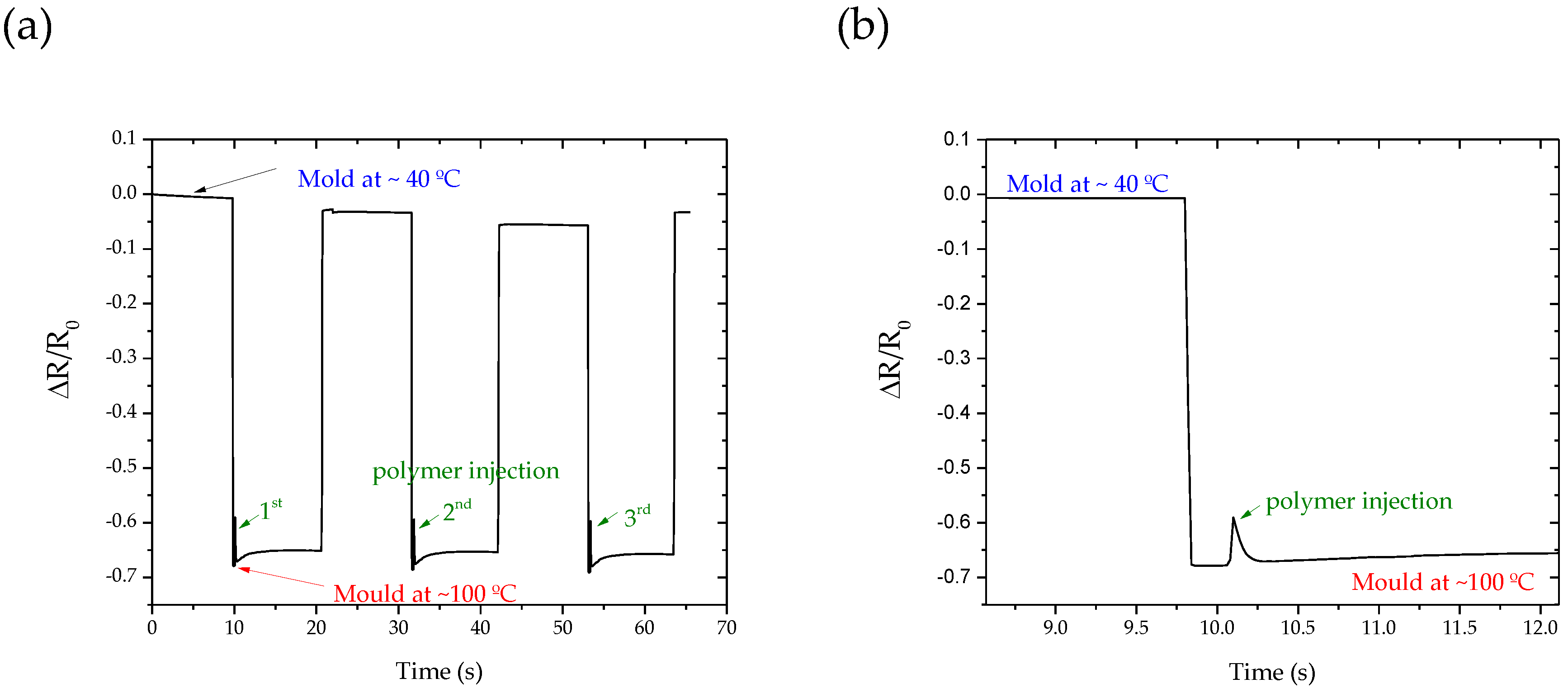
3.4. Transducers Integration and Injection Tests
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gao, F. Advances in Polymer Nanocomposites: Types and Applications; Elsevier: Cambridge, UK, 2012; ISBN 9781845699406. [Google Scholar]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Progress report on natural fiber reinforced composites. Macromol. Mater. Eng. 2014, 299, 9–26. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Sustainable Bio-Composites from renewable resources: Opportunities and challenges in the green materials world. J. Polym. Environ. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Primo Benitez-Rangel, J.; Domínguez-González, A.; Herrera-Ruiz, G.; Delgado-Rosas, M. Filling Process in Injection Mold: A Review. Polym. Plast. Technol. Eng. 2007, 46, 721–727. [Google Scholar] [CrossRef]
- Rusu, D.; Boyer, S.A.E.; Lacrampe, M.F.; Krawczak, P. Bioplastics and Vegetal Fiber Reinforced Bioplastics for Automotive Applications. In Handbook of Bioplastics and Biocomposites Engineering Applications; John Wiley & Sons: Marblehead, MA, USA, 2011; ISBN 9780470626078. [Google Scholar]
- Masato, D.; Sorgato, M.; Parenti, P.; Annoni, M.; Lucchetta, G. Impact of deep cores surface topography generated by micro milling on the demolding force in micro injection molding. J. Mater. Process. Technol. 2017, 246, 211–223. [Google Scholar] [CrossRef]
- Parenti, P.; Masato, D.; Sorgato, M.; Lucchetta, G.; Annoni, M. Surface footprint in molds micromilling and effect on part demoldability in micro injection molding. J. Manuf. Process. 2017, 29, 160–174. [Google Scholar] [CrossRef]
- Childs, P.R.N. 6—Resistance temperature detectors. In Practical Temperature Measurement; Elsevier: Oxford, UK, 2001; ISBN 978-0-7506-5080-9. [Google Scholar]
- Lenglet, M.; Kartouni, K.; Machefert, J.; Claude, J.M.; Steinmetz, P.; Beauprez, E.; Heinrich, J.; Celati, N. Low temperature oxidation of copper: The formation of CuO. Mater. Res. Bull. 1995, 30, 393–403. [Google Scholar] [CrossRef]
- Kim, J.; Kim, J.; Shin, Y.; Yoon, Y. A Study on the Fabrication of an RTD (Resistance Temperature Detector) by Using Pt Thin Film. Korean J. Chem. Eng. 2001, 18, 61–66. [Google Scholar] [CrossRef]
- Zhang, S.; Yan, F.; Yang, Y.; Yan, M.; Zhang, Y.; Guo, J.; Li, H. Effects of sputtering gas on microstructure and tribological properties of titanium nitride films. Appl. Surf. Sci. 2019, 488, 61–69. [Google Scholar] [CrossRef]
- Robbie, K. Advanced techniques for glancing angle deposition. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 1998, 16, 1115–1122. [Google Scholar] [CrossRef]
- Xia, D.; Ku, Z.; Lee, S.C.; Brueck, S.R.J. Nanostructures and functional materials fabricated by interferometric lithography. Adv. Mater. 2011, 23, 147–179. [Google Scholar] [CrossRef]
- Knorr, T.G.; Hoffman, R.W. Dependence of geometric magnetic anisotropy in thin iron films. Phys. Rev. 1959, 113, 1039–1046. [Google Scholar] [CrossRef]
- Ferreira, A.; Martin, N.; Lanceros-Méndez, S.; Vaz, F. Tuning electrical resistivity anisotropy of ZnO thin films for resistive sensor applications. Thin Solid Films 2018, 654, 93–99. [Google Scholar] [CrossRef]
- Ferreira, A.; Borges, J.; Lopes, C.; Rodrigues, M.S.; Lanceros-Mendez, S.; Vaz, F. Relationship between nano-architectured Ti1−xCux thin film and electrical resistivity for resistance temperature detectors. J. Mater. Sci. 2017, 52, 4878–4885. [Google Scholar] [CrossRef]
- Domingues, R.P.; Rodrigues, M.S.; Proença, M.; Costa, D.; Alves, E.; Barradas, N.P.; Oliveira, F.J.; Silva, R.F.; Borges, J.; Vaz, F. Thin films composed of Au nanoparticles embedded in AlN: Influence of metal concentration and thermal annealing on the LSPR band. Vacuum 2018, 157, 414–421. [Google Scholar] [CrossRef]
- Ferreira, A.; Borges, J.; Lopes, C.; Martin, N.; Lanceros-Mendez, S.; Vaz, F. Piezoresistive response of nano-architectured TixCuy thin films for sensor applications. Sens. Actuators A Phys. 2016, 247, 105–114. [Google Scholar] [CrossRef] [Green Version]
- Zribi, A.; Barthès, M.; Bégot, S.; Lanzetta, F.; Rauch, J.Y.; Moutarlier, V. Design, fabrication and characterization of thin film resistances for heat flux sensing application. Sens. Actuators A Phys. 2016, 245, 26–39. [Google Scholar] [CrossRef]
- Technical Information. Callendar-Van Dusen Equations for the Calibration of Platinum Resistance Thermometers; WIKA Alexander Wiegand SE & Co. KG: Klingenberg, Germany, 2014. [Google Scholar]
- Nordal, P.-E.; Kanstad, S.O. Photothermal Radiometry. Phys. Scr. 1979, 20, 659–662. [Google Scholar] [CrossRef]
- Macedo, F.; Vaz, F.; Rebouta, L.; Carvalho, P.; Haj-Daoud, A.; Junge, K.H.; Pelzl, J.; Bein, B.K. Modulated IR radiometry of (TiSi)N thin films. Vacuum 2008, 82, 1457–1460. [Google Scholar] [CrossRef]
- Macedo, F.; Gören, A.; Vaz, F.; Nzodoum Fotsing, J.L.; Gibkes, J.; Bein, B.K. Photothermal characterization of thin films and coatings. Vacuum 2008, 82, 1461–1465. [Google Scholar] [CrossRef]
- Fotsing, J.L.N.; Gibkes, J.; Pelzl, J.; Bein, B.K. Extremum method: Inverse solution of the two-layer thermal wave problem. J. Appl. Phys. 2005, 98, 63522. [Google Scholar] [CrossRef]
- Dolan, G.J. Offset masks for lift-off photoprocessing. Appl. Phys. Lett. 1977, 31, 337–339. [Google Scholar] [CrossRef]
- Ferreira, A.; Correia, V.; Mendes, E.; Lopes, C.; Vaz, F.; Lanceros-Mendez, S. Piezoresistive Polymer-Based Materials for Real-Time Assessment of the Stump/Socket Interface Pressure in Lower Limb Amputees. IEEE Sens. J. 2017, 17, 2182–2190. [Google Scholar] [CrossRef]
- Vaz, F.; Ferreira, J.; Ribeiro, E.; Rebouta, L.; Lanceros-Méndez, S.; Mendes, J.A.; Alves, E.; Goudeau, P.; Rivière, J.P.; Ribeiro, F.; et al. Influence of nitrogen content on the structural, mechanical and electrical properties of TiN thin films. Surf. Coat. Technol. 2005, 191, 317–323. [Google Scholar] [CrossRef] [Green Version]
- Wriedt, H.A.; Murray, J.L. The N-Ti (Nitrogen-Titanium) system. Bull. Alloy Phase Diagr. 1987, 8, 378–388. [Google Scholar] [CrossRef]
- Ferreira, A.; Lopes, C.; Martin, N.; Lanceros-Méndez, S.; Vaz, F. Nanostructured functional Ti-Ag electrodes for large deformation sensor applications. Sens. Actuators A Phys. 2014, 220, 204–212. [Google Scholar] [CrossRef] [Green Version]
- Fei, N.C.; Mehat, N.M.; Kamaruddin, S. Practical Applications of Taguchi Method for Optimization of Processing Parameters for Plastic Injection Moulding: A Retrospective Review. ISRN Ind. Eng. 2013, 2013, 11. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Gao, F. Cycle-to-cycle and within-cycle adaptive control of nozzle pressure during packing-holding for thermoplastic injection molding. Polym. Eng. Sci. 1999, 39, 2042–2063. [Google Scholar] [CrossRef]
- Huang, M.S. Cavity pressure based grey prediction of the filling-to-packing switchover point for injection molding. J. Mater. Process. Technol. 2007, 183, 419–424. [Google Scholar] [CrossRef]
- Zhang, Y.; Mao, T.; Huang, Z.; Gao, H.; Li, D. A statistical quality monitoring method for plastic injection molding using machine built-in sensors. Int. J. Adv. Manuf. Technol. 2016, 85, 2483–2494. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Flux of N2 + O2 (sccm) | NTCR °C−1 | Error |
|---|---|---|
| 0 | 7.62 × 10−4 | 1.24 × 10−6 |
| 2 | 2.29 × 10−2 | 6.52 × 10−5 |
| 4 | 1.59 × 10−2 | 2.01 × 10−5 |
| 6 | 1.51 × 10−2 | 1.59 × 10−5 |
| 8 | 1.68 × 10−2 | 7.01 × 10−5 |
| 10 | 2.13 × 10−2 | 5.45 × 10−5 |
| Flux of N2 + O2 (sccm) | ds (μm) | (f/Hz)−1/2 | τs (s) × 10−7 | es/eb | αs (m2/s) × 10−8 |
|---|---|---|---|---|---|
| 0 | 0.21 | 396,59 | 3.02 | 1.66 | 14.59 |
| 2 | 0.22 | 222,58 | 5.46 | 9.61 | 8.52 |
| 4 | 0.23 | 222,58 | 5.88 | 8.17 | 9.13 |
| 6 | 0.17 | 222,58 | 6.37 | 6.81 | 4.57 |
| 8 | 0.16 | 222,58 | 6.58 | 6.29 | 3.77 |
| 10 | 0.14 | 222,58 | 6.78 | 5.84 | 3.07 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oliveira, E.; Silva, J.P.; Laranjeira, J.; Macedo, F.; Lanceros-Mendez, S.; Vaz, F.; Ferreira, A. Fabrication, Characterization and Implementation of Thermo Resistive TiCu(N,O) Thin Films in a Polymer Injection Mold. Materials 2020, 13, 1423. https://doi.org/10.3390/ma13061423
Oliveira E, Silva JP, Laranjeira J, Macedo F, Lanceros-Mendez S, Vaz F, Ferreira A. Fabrication, Characterization and Implementation of Thermo Resistive TiCu(N,O) Thin Films in a Polymer Injection Mold. Materials. 2020; 13(6):1423. https://doi.org/10.3390/ma13061423
Chicago/Turabian StyleOliveira, Eva, João Paulo Silva, Jorge Laranjeira, Francisco Macedo, Senentxu Lanceros-Mendez, Filipe Vaz, and Armando Ferreira. 2020. "Fabrication, Characterization and Implementation of Thermo Resistive TiCu(N,O) Thin Films in a Polymer Injection Mold" Materials 13, no. 6: 1423. https://doi.org/10.3390/ma13061423