3.2. Characterization of Microstructures and Vickers Microhardness Measurement
Figure 4 shows a macroscopic image of the cross-section and corresponding Vickers microhardness mapping of each sample (i.e., low, mid, high peak temperature at the edge of the tool). As shown in
Figure 4a,b, localized surface modification was found on the steel sample. That is, islands of nonuniform microstructural change and a hardened area, where the hardness was over 328 Hv (green or yellow), were found near the surface marked as “Bh” in
Figure 4b. Next, as seen in
Figure 4c,d, sample B (i.e., mid peak temperature at the edge of the tool) showed two modified areas near the edge of the tool with distinctive microstructural changes, which correlated to a hardened area labeled as “Dh” in
Figure 4d. The Vickers microhardness ranged from 360 to 420 Hv at two distinctive areas. The rest of the areas (dark blue color in Vickers microhardness map) were found to be softened and ranged from 260 to 300 Hv in Vickers microhardness as indicated “Ds” in
Figure 4d. Finally, sample C (i.e., higher peak temperature at the edge of the tool) had uniform microstructural change under the entire tool contact area as shown in
Figure 4e. This area was the most hardened area under the tool; the measured Vickers microhardness ranged from 420 to 500 Hv in
Figure 4f. Additionally, gradual microhardness changes through the lateral direction were found for samples B and C.
The most hardened zone in each sample was further evaluated because they were considered to be affected by the largest thermo-mechanical process during FSSP. For this reason, dashed line “X” and “Y” in
Figure 4b,d were chosen for sample A and sample B, respectively. In sample C, dashed line “Z” in
Figure 4f was selected as one of the areas hardened through the area near the tool edge.
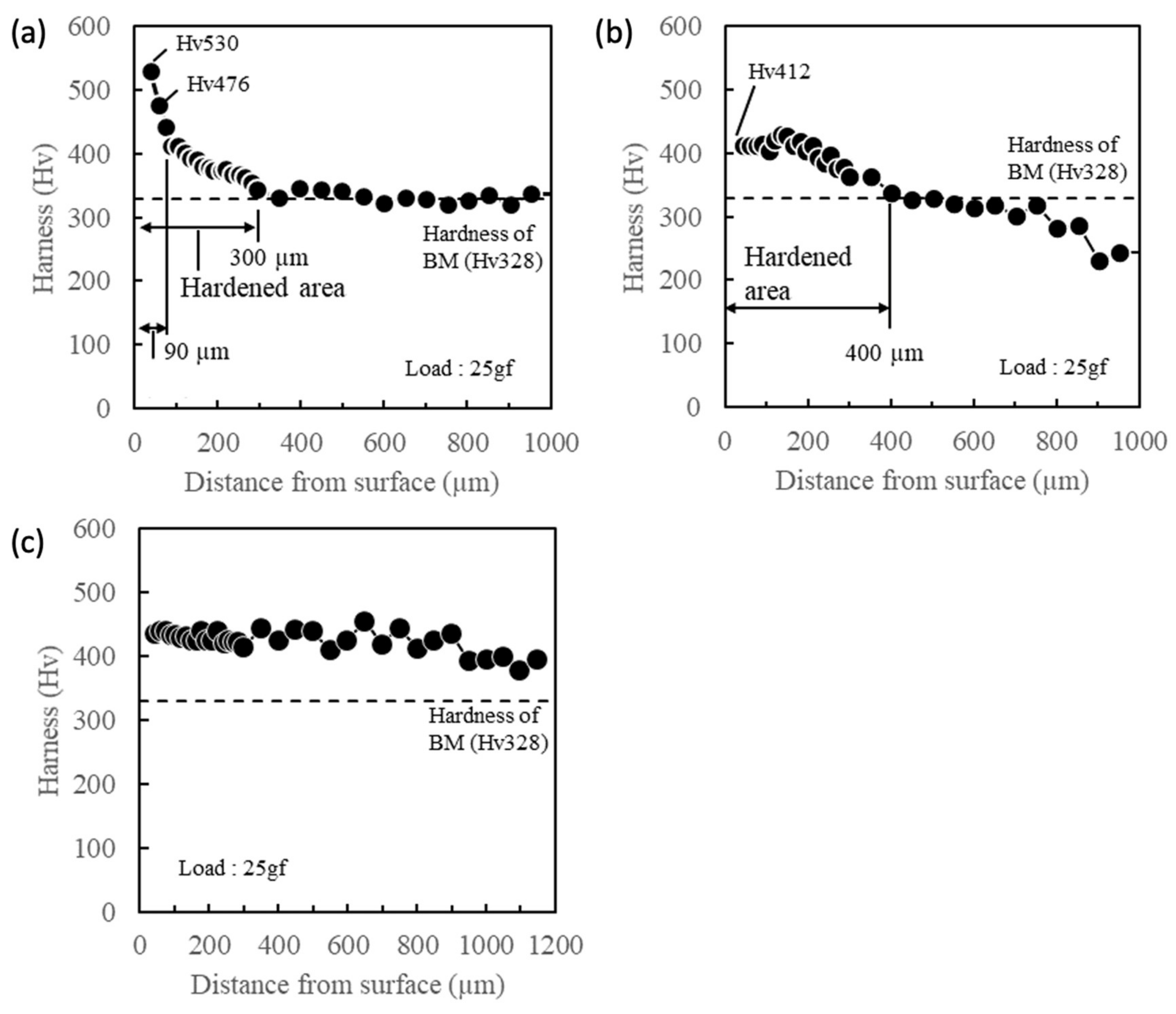
Figure 5a,b,c show Vickers microhardness distribution along the thickness direction from the top surface to bottom surface for each sample in dashed line “X,” “Y,” and “Z” in
Figure 4b,d,f. As seen in
Figure 5a, measured Vickers microhardness was higher than 400 Hv within a 90 µm distance from the top surface. Also, up to 300 µm away from the top surface, measured microhardness was slightly higher than the base metal (= 328 Hv). Next, in
Figure 5b, 400 µm from top surface was hardened to 400 Hv in sample B and the hardness gradually decreased with an increasing distance from the top surface. Finally, the microhardness was higher than 400 Hv through the thickness direction in sample C.
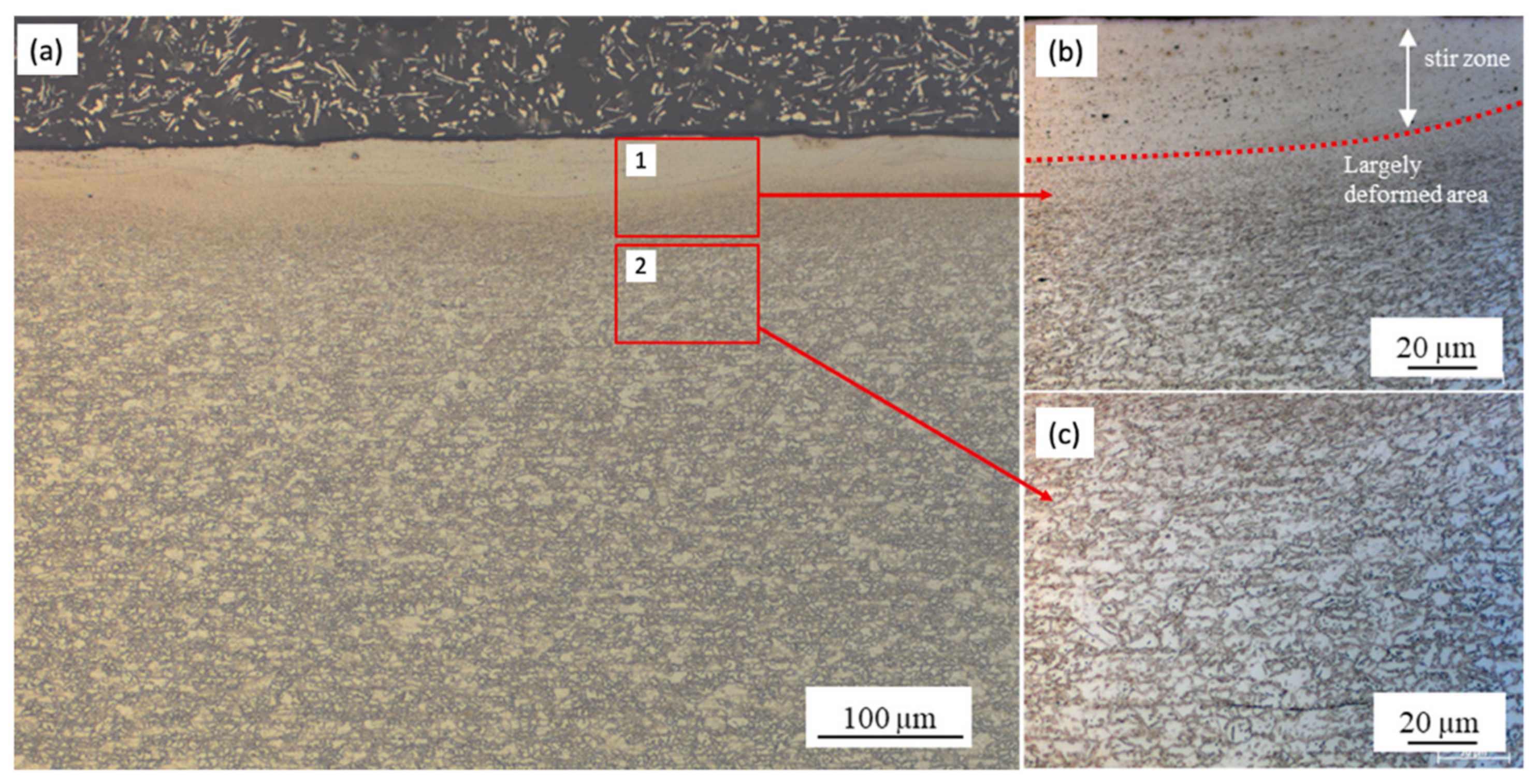
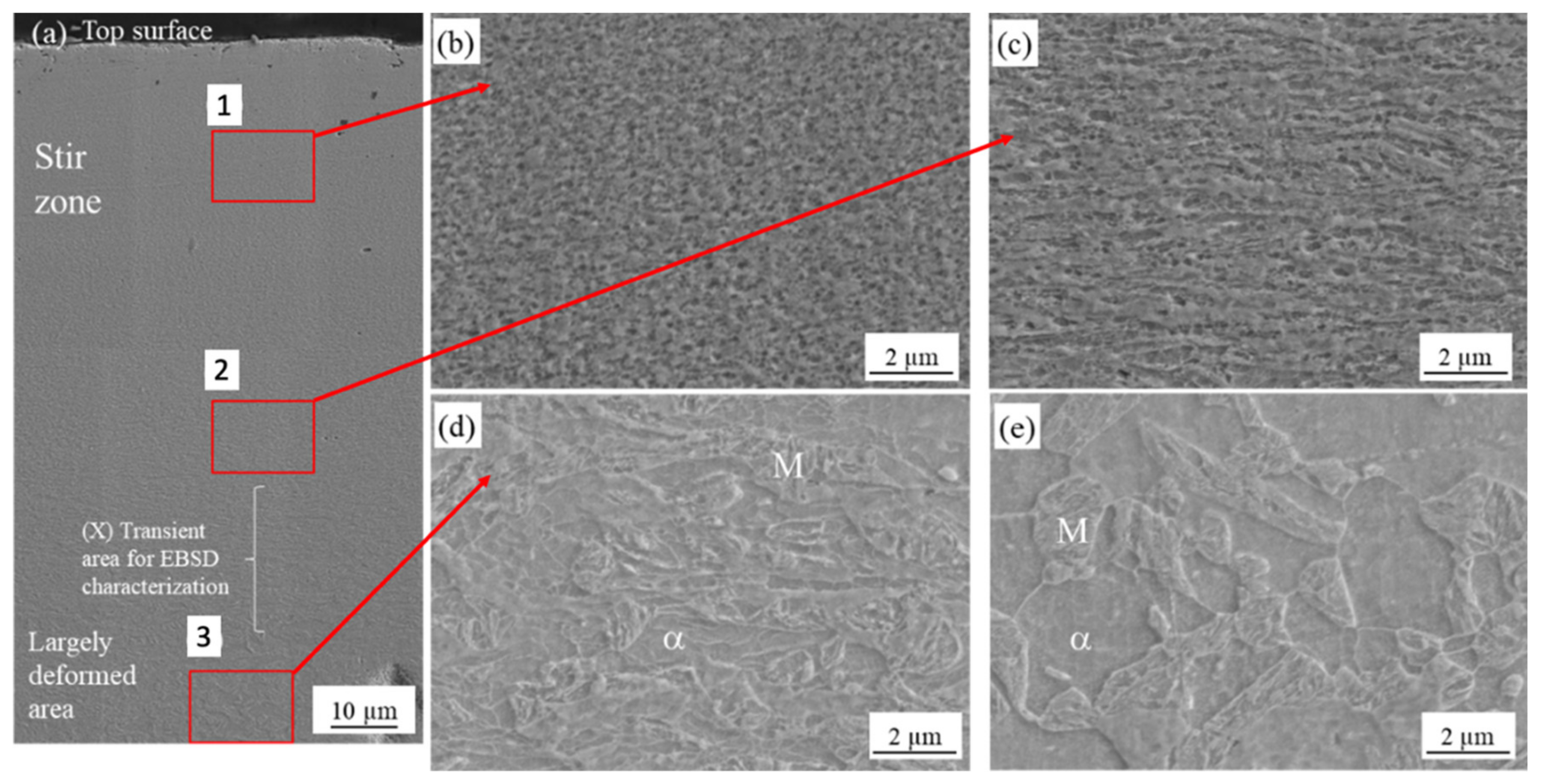
Figure 6 presents macroscopic cross-section and magnified optical images of the top surface of sample A.
Figure 6b depicts the SZ at the top surface (location “1” in
Figure 6a) and the locally deformed area.
Figure 6c shows a magnified OM image of mixture of ferrite and martensitic microstructure at location “2” in
Figure 6a.
Figure 7a shows a magnified SEM micrograph of sample A with different locations from the top surface as previously shown in
Figure 6a. Further magnified SEM for each location is shown in
Figure 7b,c,d. As seen in
Figure 7b, the SZ consisted of very fine grains at least under 0.6 µm measured by EBSD in the next section. Around the SZ, largely deformed microstructures were observed (
Figure 7c) and deformation looked smaller with an increasing distance from the top surface (
Figure 7d). Microstructures at the 200 µm distance from the top surface were similar to the BM (mixture of ferrite and martensite) as shown in
Figure 7e. The f
M at each location was approximately measured to be 0.6. In a similar manner,
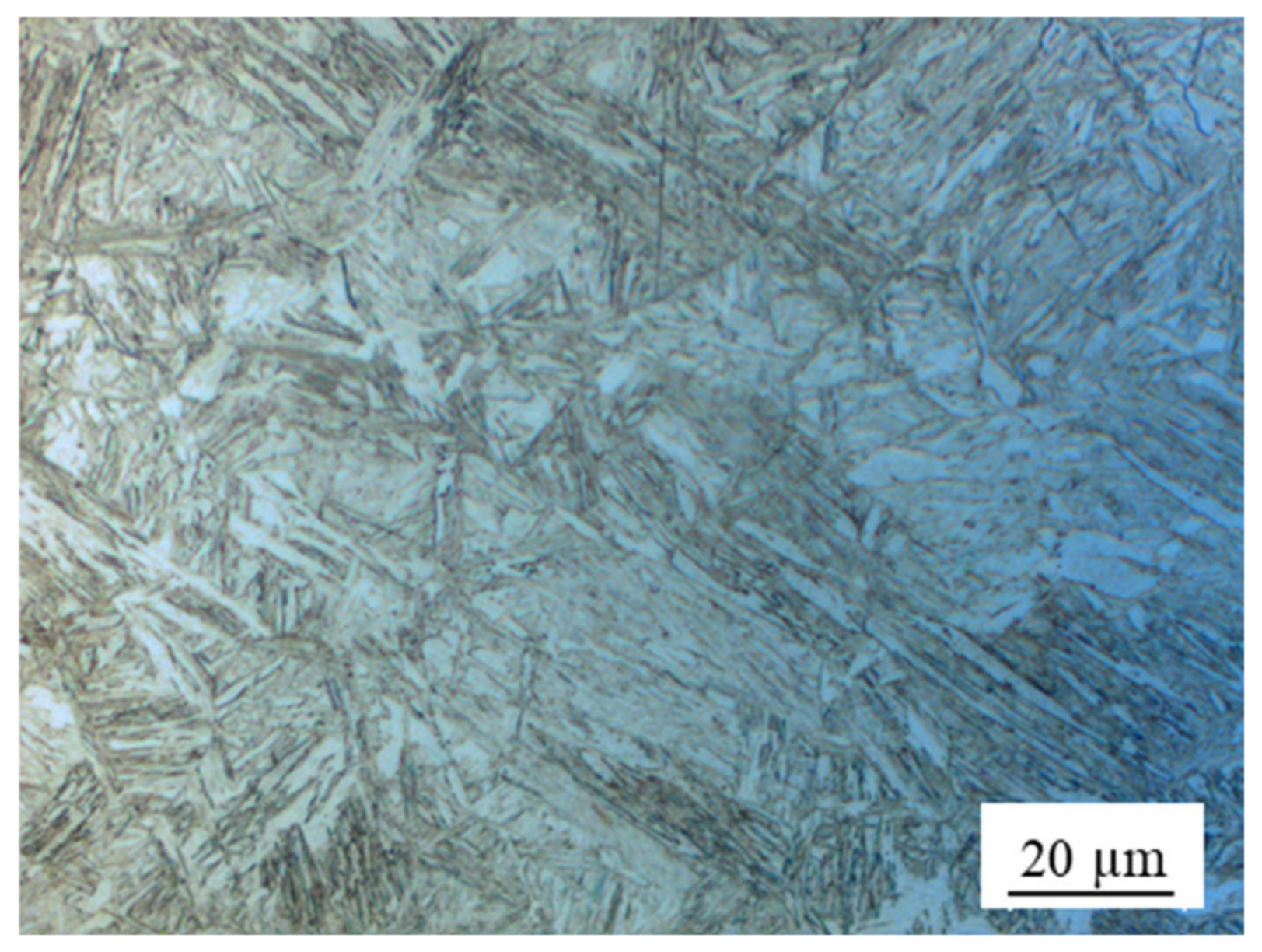
Figure 8 shows an SEM micrograph of microstructures near the top surface of sample B. Microstructures consisted of DPs (i.e., a mixture of ferrite and martensite) without significant deformation and f
M was measured as 0.58. The microstructure on the top surface for condition C essentially was fully martensite, where f
M was 1.0 as seen in
Figure 9.
From microstructure characterization for each sample condition, actual peak temperature generated for the location where the tool and the steel sample directly contacted during FSSP was estimated. For sample A, the peak temperature was estimated to be at least under 400 °C because no softening was observed. Similarly, Hernandez et al. found no softening area under 400 °C through a spot welding on the same steel sheet [
25]. No change in the f
M also proves that the peak temperature was adequately lower than the Ac
1 temperature. Next, the peak temperature for sample B was estimated between Ac
1 and Ac
3 (i.e., intercritical) mainly because of the refined DP microstructure shown in
Figure 8. The difference between Ac
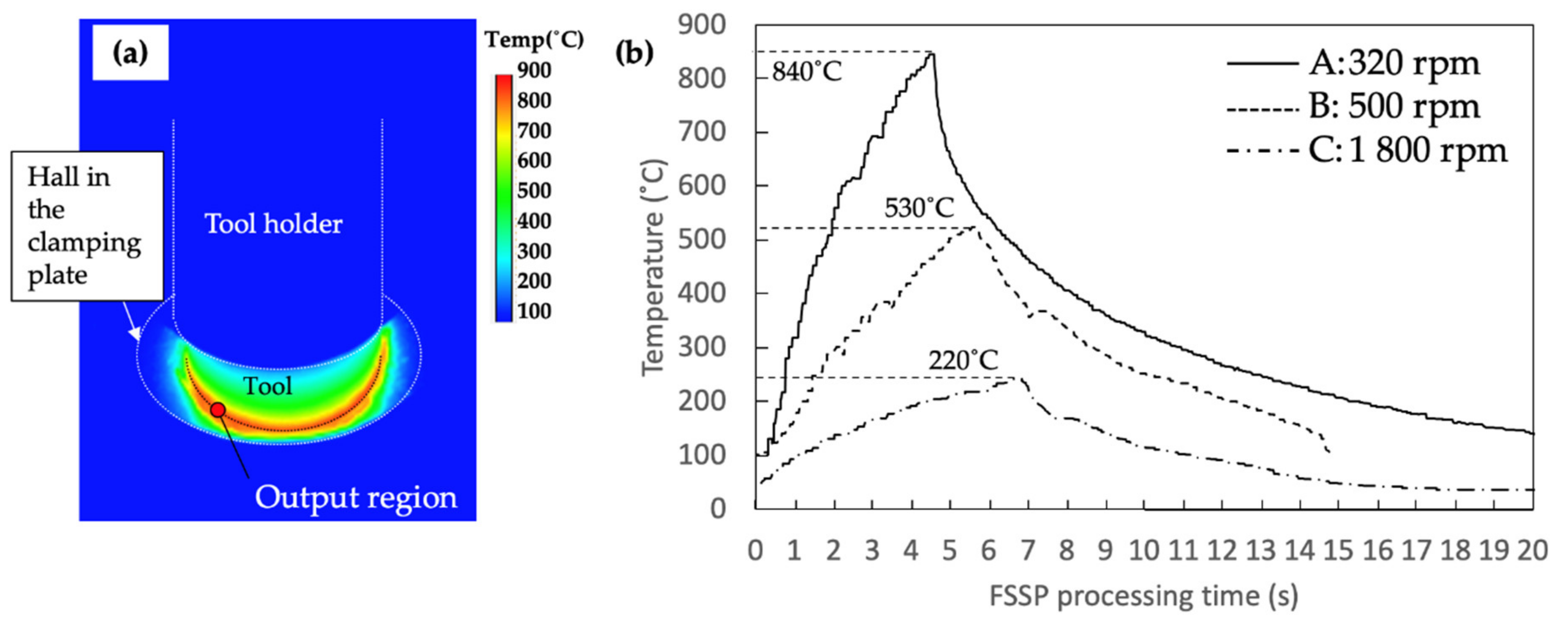
1 (721 °C) and the measured temperature (530 °C) can be explained by two potential reasons. First, estimated peak temperature in the friction stir spot processed Al alloy was 100 °C higher because of the higher thermal conductivity of Al [
15]. Steel has lower thermal conductivity than the Al, so estimated peak temperature for steel can be higher than the measured temperature by the IR camera. Second, the microstructure characterized area was 3 mm away from the tool edge in
Figure 4c. Finally, the peak temperature in sample C was over Ac
3 because the measured temperature was around Ac
3 and the microstructures were essentially martensite structures.
The difference of the island-shape microstructural change was consistent with the transient change in the dominant effect on microstructures near the top surface. The nonuniform hardness distribution and deformed state in
Figure 6 suggest the material contacting with the tool was locally deformed, but the wide deformation was limited because of the low material flow at the low temperature. In this case, the microstructural change was largely affected by mechanical processing only from the tool. Increasing tool rotation speeds concentratedly heated the top surface near the tool edge, and then phase transformation became dominant because of heat conduction to the surrounding areas.
3.3. Characterization of Microstructures
EBSD was used to study grain size and retained strain in the microstructures under different thermal and mechanical conditions induced by FSSP.
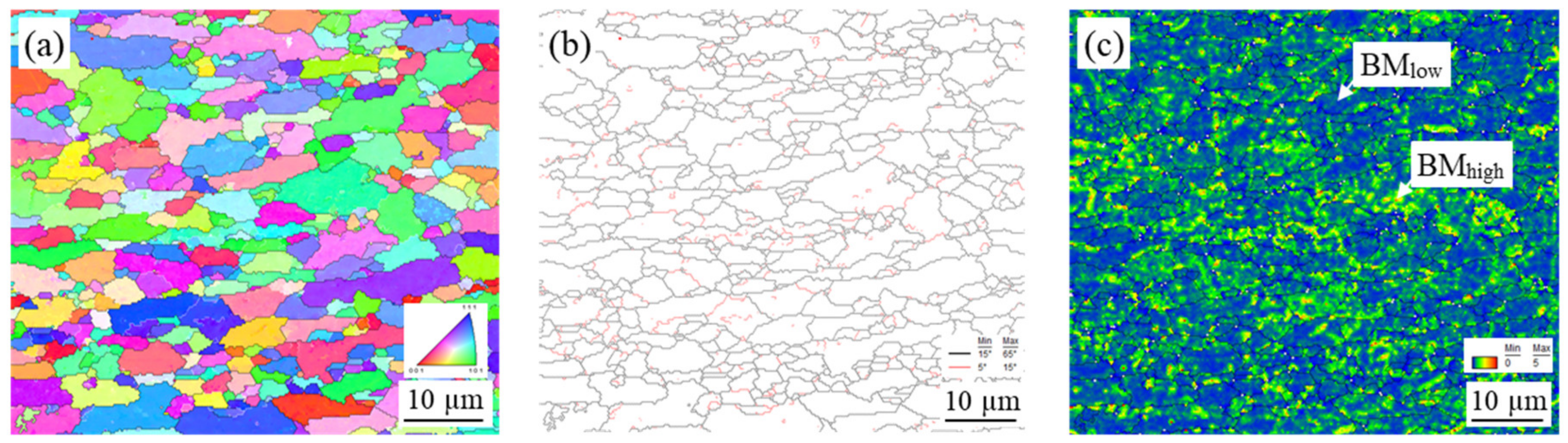
Figure 10,
Figure 11,
Figure 12, and
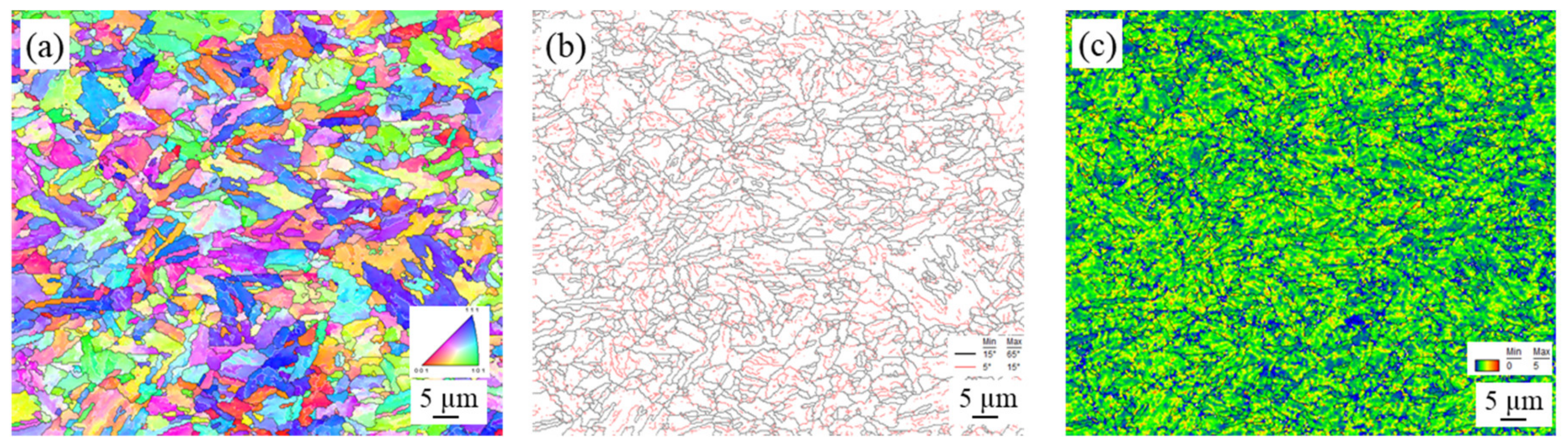
Figure 13 show the inverse pole figure, grain boundary, and kernel average misorientation (KAM) of the BM and samples A, B, and C, respectively. The KAM map of a representative area in the BM is shown in
Figure 10c, indicating a low area (location BM
low) and high area (location BM
high). For sample A, the transient zone observed in
Figure 7a was evaluated. The grain size transiently changed from the fine-grained (FG) area to the deformed-grained (DG) area in
Figure 11. Fewer sub-grains were found and KAMs were lower at the FG area than at the DG area as shown in
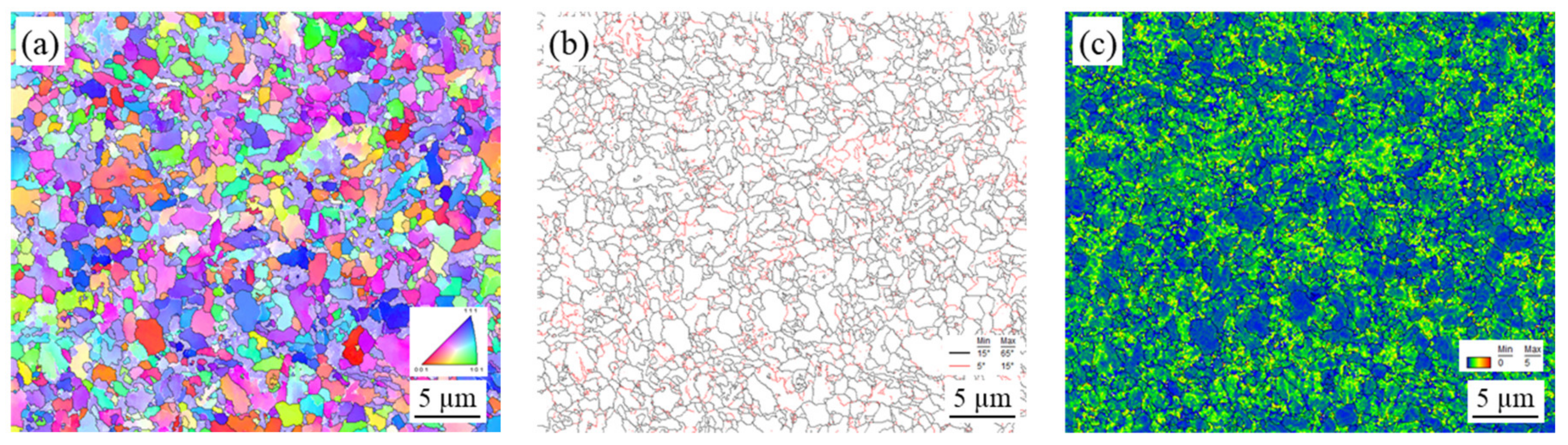
Figure 11c. Next, grains in sample B showed little distortion but random direction to neighboring grains as shown in
Figure 12. The KAM map in
Figure 12c consisted of a low and high area. Finally, complex structures were found in sample C and the KAMs in
Figure 13 in all areas were higher than the other samples.
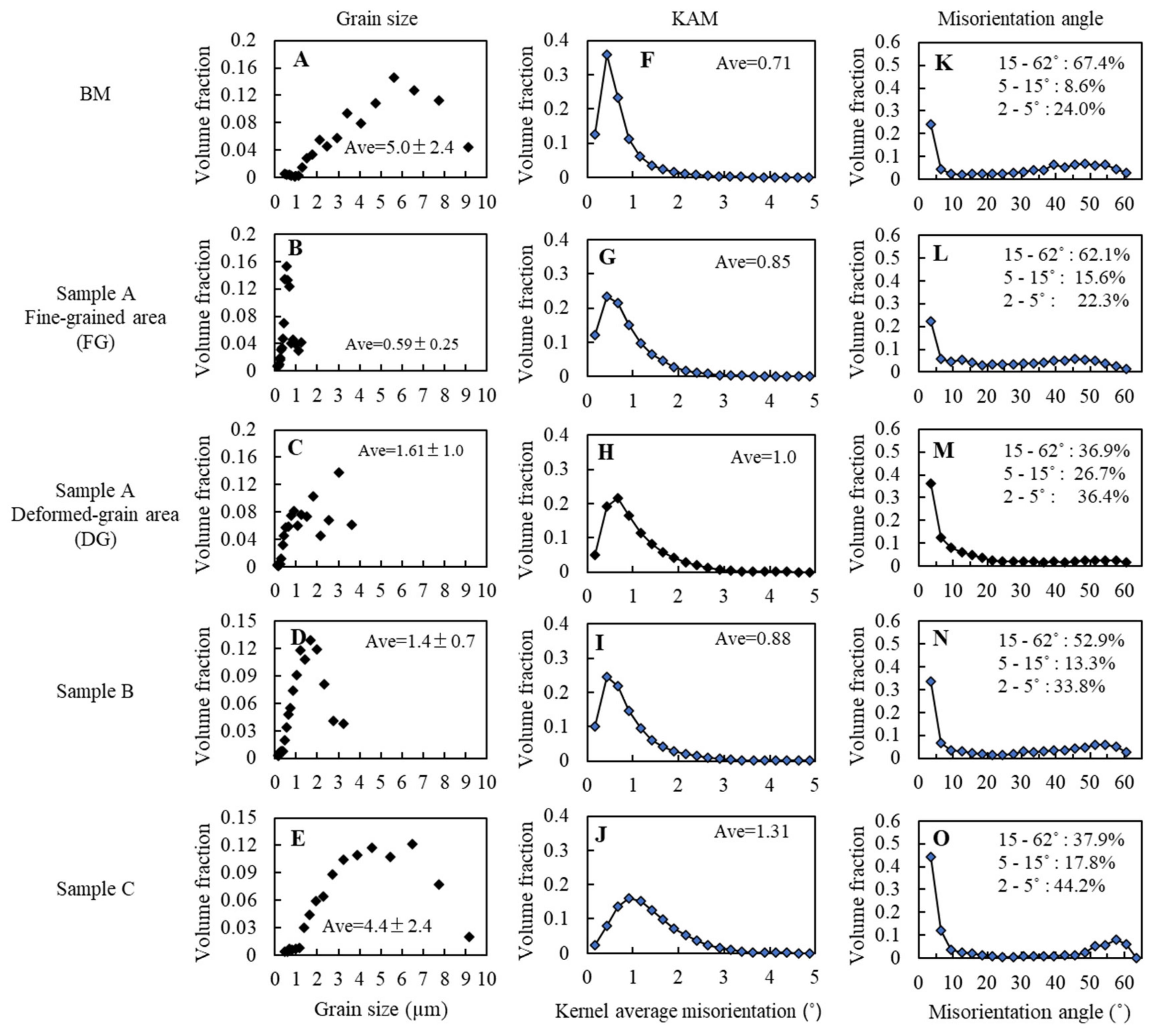
To compare the characteristics of each sample, the distributions of grain sizes, KAMs, and misorientation angles are summarized in
Figure 14. Grain sizes of the BM, FG, and DG for sample A were 5.0 ± 2.4 µm, 0.59 ± 0.25 µm, and 1.61 ± 1.0 µm, respectively. Grain sizes at the FG area near top surface of sample B and sample C were 1.4 ± 1.0 µm and 4.4 ± 2.4 µm, respectively. Average KAM angles for the BM, FG in sample A, and DG in sample A, sample B, and sample C were 0.71°, 0.85°, 1.0°, 0.88°, and 1.31° as found in
Figure 14F–J respectively. HAGBs (15–65°), LAGBs (5–15°), and SSBs (<5°) of the BM were 67.4%, 8.6%, and 24%, respectively, as shown in
Figure 14K. The LAGB fraction of DG in sample A was 26.7%, which was higher than other areas. The SSB fraction of FG in sample A was close to the BM, although the fraction was higher (over 30%) at other locations or samples.
The results suggest that grain refinement can occur in the initial stage of processing under A
c1 and the grain size can be smaller than 0.6 µm as shown in
Figure 7 and
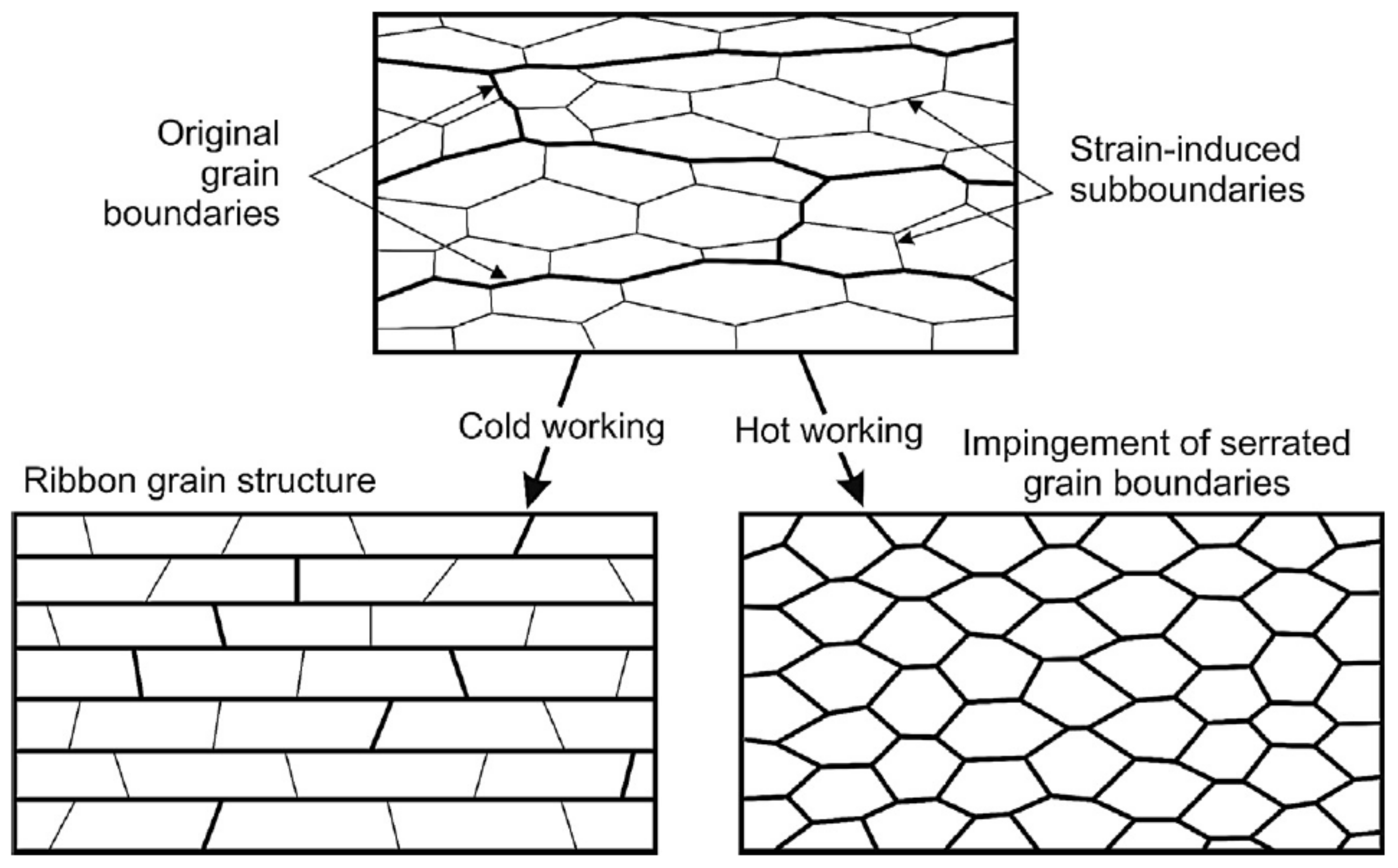
Figure 14. Grain refinement can be obtained as a result of severe strain during FSSP. Under severe plastic deformation in a low temperature, high dislocation density substructures can form and subsequently develop into new grains as illustrated in
Figure 15 [
30]. Further deformation can result in the development of lamellar microstructures, where both the original as well as the strain-induced HABs rotate into the rolling plane as shown by Sakai et al. [
30]. The HAB spacing decreased with strain, approaching the cell and sub-grain size at large strains. This mechanism resembles that of geometric dynamic recrystallization.
The results of sample A support the mentioned mechanisms. Microstructures were transiently changed from deformed DP to lamellar-like structures and finally very fine grains under 0.59 µm. The lamellar-like structures shown in
Figure 7c were similar to a ribbon grain structure after severe plastic deformation.
Figure 14H,M indicates that the DG zone has higher KAMs and larger SSBs and LAGBs than the BM because of induced strain and generated sub-boundaries. Contrary to this area, lower KAMs and larger HAGBs in the FG area in
Figure 14G,L were consistent with the generation of new grains with consuming dislocation.
Results for sample B suggest that DP microstructures with non-deformed fine grains of 1.4 µm will generate when the temperature reaches higher than A
c1. The grain size should be determined by the balance of dynamic recrystallization, phase transformation, and diffusive grain coarsening. The martensite region was initially austenitized and new grains were generated with dynamic recrystallization while new ferrite grains also generated along the grains. The larger grain size than FG in sample A suggests that grain coarsening was relatively dominant over new grain generation in sample B, although the quantification of their balance is difficult. With increasing temperature over Ac
3, grain coarsening became more dominant and phase transformation to martensite determined microstructures in this study. Grain size (average of 4.4 µm) was larger than that of the SZ in Aktarer et al.’s study [
18] because the tool did not directly stir material, and material flow tended to be smaller in pinless FSSP than FSP.
3.4. Local Mechanical Properties for Low-Temperature Processing
As discussed in the previous section, the top surface of sample A showed a characteristic transition of the deformed microstructures at a low temperature. The local mechanical properties are essential to understand the phenomena at the initial stage of FSSP. Therefore, the authors performed nano-indentation on the top surface of sample A to determine the properties.
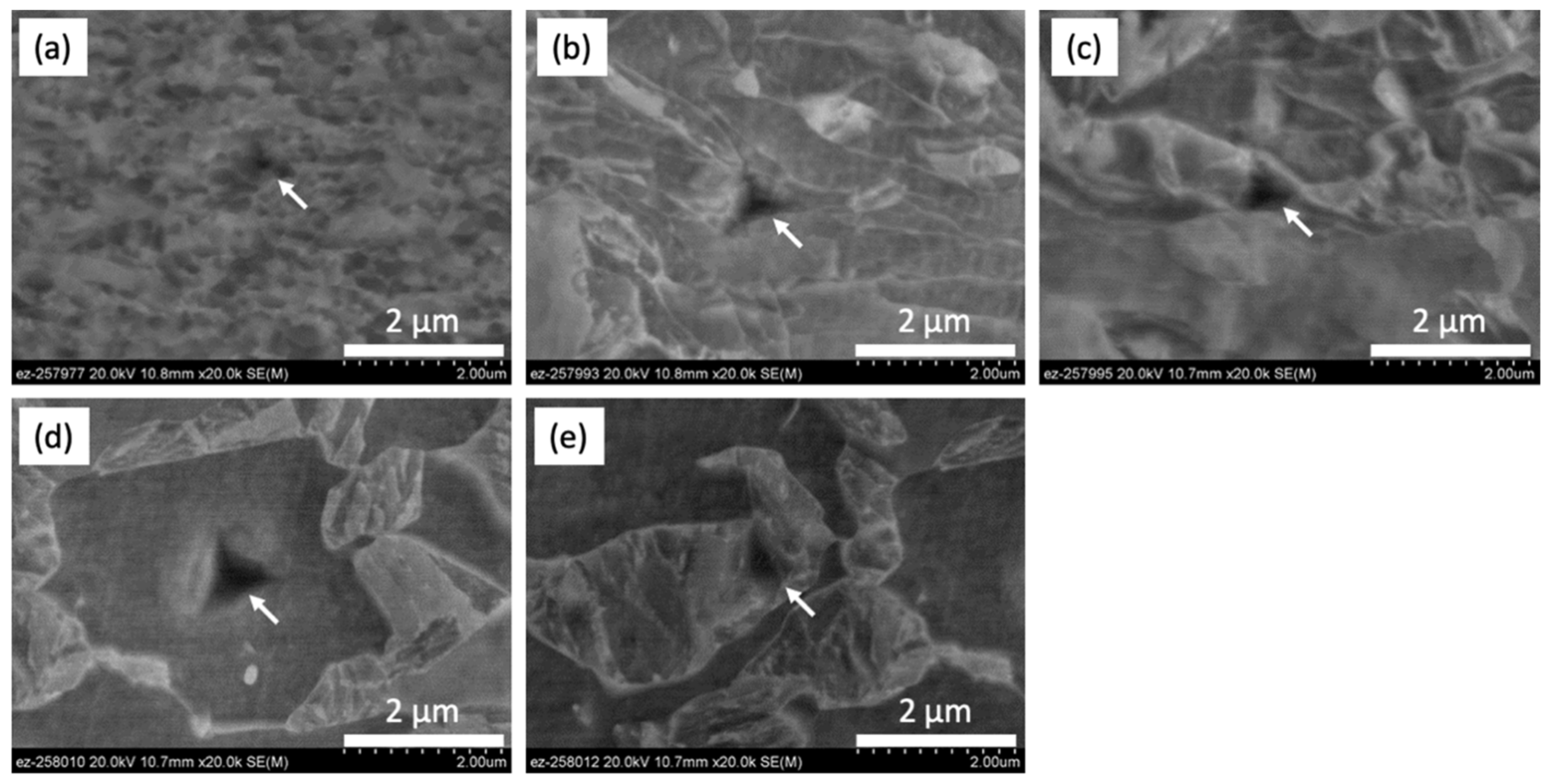
Figure 16 shows SEM images of nano-indents on FG (a), ferrite (b), and martensite (c) at the DG zone; and ferrite (d) and martensite (e) at the BM. The indent on the FG area was across many grain or sub-grain boundaries as presented in
Figure 16a. The nano-hardness of ferrite in DG area included the sub-grains while the indents on an MI were found as shown in
Figure 16b. At the BM, the nano-hardness of ferrite and martensite was also measured as shown in
Figure 16d,e.
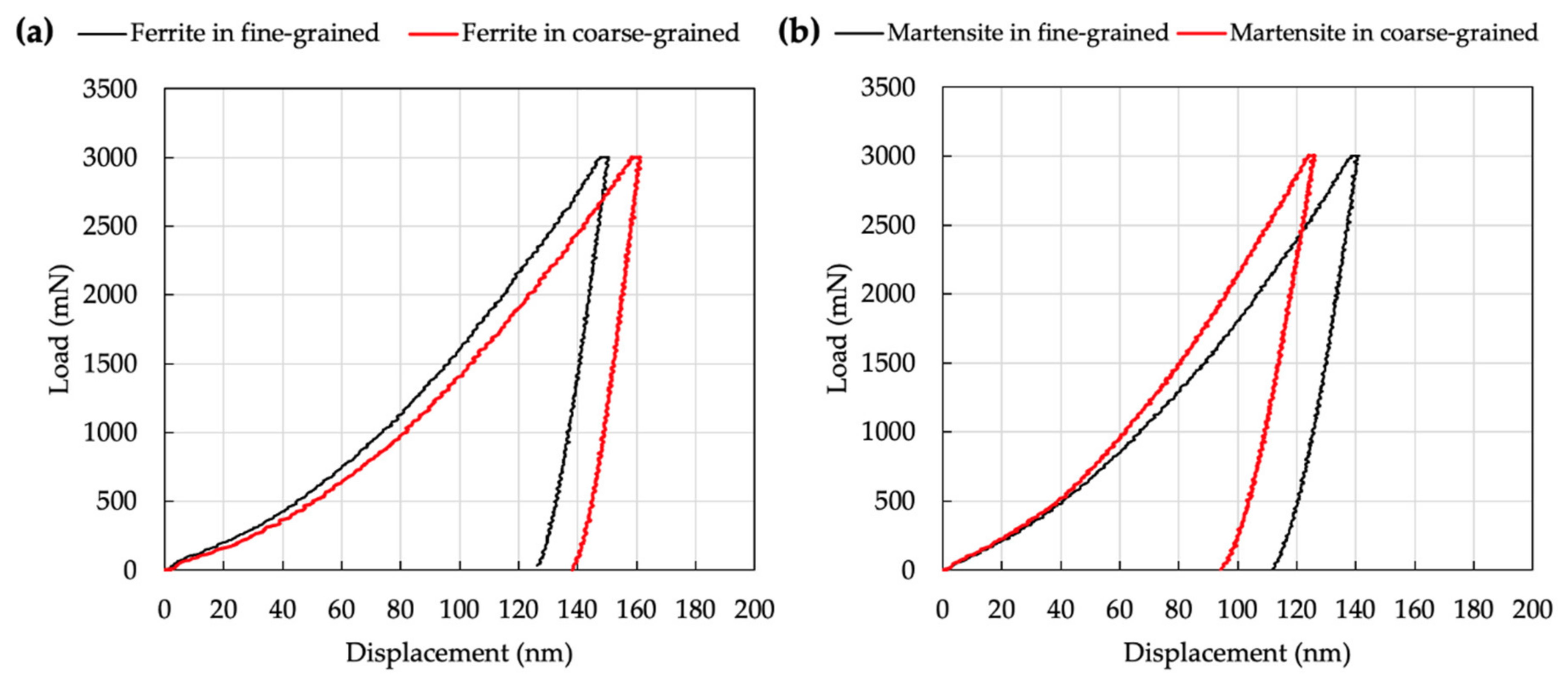
Figure 17 shows representative load displacement curves on ferrite (a) and martensite (b) during loading and unloading of nano-indentations on sample A. Although applied peak load was the same for each condition, the final indentation depth at which the applied loads become zero on unloading were different. Overall, a longer final indentation depth (130–140 nm) was found for ferrite, whereas a shorter final indentation depth (90–110 nm) was measured for martensite. This is because ferrite is softer than the martensite. The load displacement curves of ferrite and martensite in
Figure 17 show a continuous increase without any pop-in behavior, which is a jump in displacement of the indenter associated with large-scale dislocation nucleation at the onset of plastic deformation. It is believed that carbide precipitation and recovery of matrix grains are limited in low-temperature FSSP. Hernandez et al. showed continuous load displacement curves without pop-in behavior for both ferrite and martensite after resistance spot welding of DP steel, and suggested this was attributed to the low rate of carbide precipitation and incomplete recovery due to the rapid thermal cycles of heating and cooling [
24].
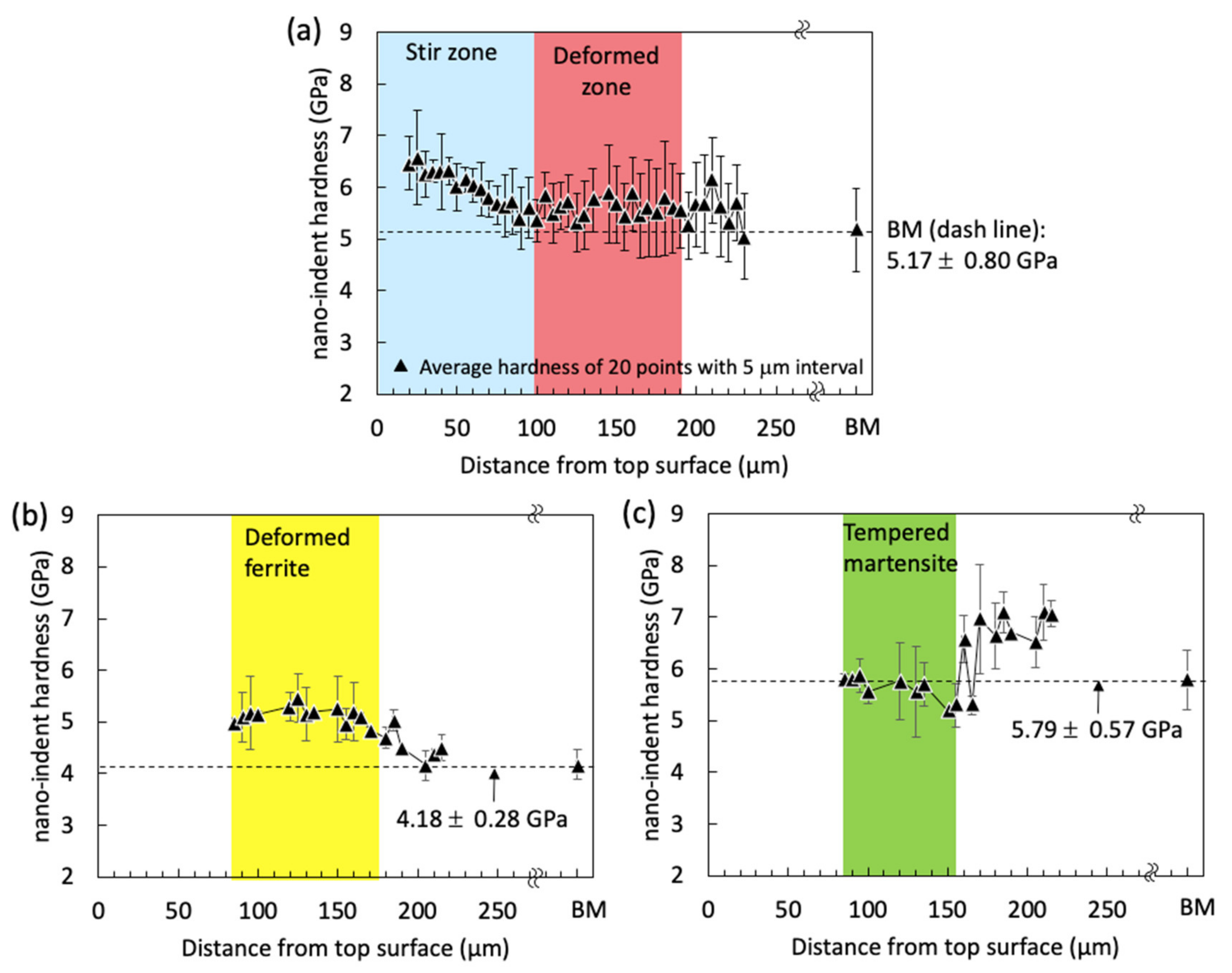
Figure 18a plots averaged 20 nano-hardness indentations with standard deviation from the top surface to bottom surface for sample A. This averaged nano-hardness could include effects of different microstructures and grain sizes based on the different thermal and mechanical effects. Overall, the nano-hardness profile tended to increase as the nano-indentations came closer to the top surface as shown in
Figure 18a. The averaged nano-hardness was 6.01 ± 0.61 GPa in the SZ and 5.61 ± 0.73 GPa in the deformed zone, while averaged nano-hardness for the base metal was 5.17 ± 0.80 GPa. The average nano-hardness distribution shown in
Figure 18a presents a similar trend to the measured Vickers microhardness in previous
Figure 5a. To distinguish nano-hardness for individual ferrite and martensite only, the nano-hardness distribution for each microstructure was separately presented in
Figure 18b,c. Because differentiating ferrite and martensite near the top surface was difficult because of grain refinement in the SZ, the nano-hardness profile for each microstructure was plotted approximately 100 µm away from the top surface (i.e., the deformed zone in
Figure 6). As presented in
Figure 18b, the averaged nano-hardness value of ferrite was increased as closed to the top surface. Based on SEM, EBSD, and nano-indentation measurements, the averaged nano-hardness values of deformed and non-deformed ferrite were found to be 5.13 ± 0.41 GPa at a distance from 85 to 170 µm and 4.36 ± 0.28 GPa at approximately 200 µm away from the top surface, respectively. The averaged nano-hardness value for ferrite in the BM was measured to be 4.17 ± 0.28 GPa. 22.7% of the nano-hardness value was increased for ferrite at regions by FSSP compared with the ferrite in the BM. Delincé et al. reported that nano-hardness for ferrite in dual-phase steel increases from 2.57 ± 0.05 GPa to 3.29 ± 0.46 GPa, by almost 28.0%, with refining the grain size from 3.9 to 0.7 µm because of the grain boundary strengthening effect [
31]. Although the chemical composition was different from their investigation, the nano-hardness results shown in
Figure 18 suggest that the dominant factor on local mechanical properties at the mechanically stirred FG area (i.e., near the top surface) is grain boundary strengthening. In the FG zone, many grain boundaries were inevitably involved during FSSP. Nano-hardness values of the martensite were 5.66 ± 0.50 GPa at 100 µm away and 6.90 ± 0.51 GPa at 200 µm away from the top surface, while averaged nano-hardness for martensite in the BM was 5.79 ± 0.57 GPa as seen in
Figure 18c. The measured nano-hardness value for martensite at 100 µm away from the top surface was slightly lower than the value of martensite in the BM. The martensite at this location was slightly tempered because frictional heat was generated during FSSP. Similarly, reduction of nano-hardness was observed when martensite was annealed [
32].
3.5. Strengthening Effect in Processed Area
For further understanding of the dominant factor of local mechanical properties in the FSSPed area, the authors estimated and compared the local yield stress in samples A, B, and C as well as the BM by calculation from the Vickers microhardness and accumulation of the strengthening effect. The authors selected representative areas such as the FG and DG zones because of the thermomechanical effects from FSSP. First, SEM images and the characteristics of each evaluated area were correlated with Vickers microhardness in
Figure 5. The measured Vickers microhardness for the FG zone in sample A was 530 Hv (in
Figure 5a) and the f
M was 0.60. The measured Vickers microhardness for the DG zone in sample A was 476 Hv in
Figure 5a and the f
M was 0.60. Sample B had a Vickers microhardness of 412 Hv as noted in
Figure 5b and an f
M of 0.58. Sample C showed fully martensite structures and a Vickers microhardness of 430 Hv as noted in
Figure 5c and an f
M of 1.0. The BM had a Vickers microhardness of 328 Hv and an f
M of 0.60.
The Vickers microhardness can be correlated to the yield stress. Pavilina and Van Tyne found a good relationship between yield stress and Vickers microhardness for steels [
23].
where Hv is the Vickers microhardness. For this reason, Equation (1) was used to calculate the yield stress of the BM. The yield stress of the BM was estimated to be 714 MPa, which is close to the average yield stress of 690 MPa from the literature [
32]. Next, the yield stresses of the FG zone and the DG zone near the top surface in sample A were calculated to be 1212 and 1079 MPa, based on the measured Vickers microhardness values. In the same manner, the yield stresses of sample B and sample C were estimated to be 921 and 1146 MPa, respectively. Calculated yield stress for samples A, B, and C were higher than the value of the BM because of thermomechanical effects from FSSP.
Table 2 summarizes the measured Vickers microhardness, calculated yield stress, and f
M for the BM, sample A, B, and C.
Further analysis was made to study each strengthening effect for FSSPed steels. Several investigations have been conducted to estimate the dominant factor on the mechanical properties of thermomechanical processing, such as FSW [
19,
20,
21,
22,
33] for steels. Mazaheri et al. estimated the yield stress of ultra-FG DP steel by accumulating each strengthening effect [
22,
34]. Baker et al. reported the attribution of change in the particle and dislocation strengthening mechanism by comparing the stress value of the BM and Hall-Petch line of the FSWed oxide dispersion strengthened steel [
19]. Li et al. explained the difference of the work hardening capacity of FSWed reduced-activation ferritic/martensitic steel by comparing the Hall-Petch relationship and dislocation strengthening [
20]. The estimation of each strengthening effect is essential to understand the effect on mechanical properties.
In this work, yield stress in the FSSPed zone was estimated from the Vickers microhardness and microstructure characterizations in the previous sections to reveal the dominant strengthening factor. The yield strength of AHSS can be estimated as following equation [
22]:
where
σ0,
σs,
σg, and
σd are the strengthening effects caused by lattice friction stress, solid solution, grain refinement, and dislocation, respectively. Individual strengthening effect was calculated in the following equations.
The Peierls-Nabarro friction stress,
σ0, and dislocation strengthening,
σd, are as following:
where
b is the Burger’s vector,
G is the shear modulus,
ν is the Poisson’s ratio,
w is the dislocation width, α is the material constant with a value of 0.33,
M is the Taylor factor,
G is the shear modulus, and
σ is the dislocation density. For Equation (3), the values for
G,
b, and
ρ are 80,000 MPa, 2.5 × 10
–10 m, and 2.75 × 10
13 m
–2, respectively. The authors used the constant value of
σ0 of 50 MPa for the poly-crystalline pure iron at room temperature as well as in Mazaheri et al.’s work [
22]. The value for
σd was calculated to be 103.8 MPa. The values related to dislocation should be deviated at different locations because of different thermal and mechanical effects from various processing conditions. Therefore, the authors calculated the strengthening effect based on the BM and increase in grain refinement hardening effect under an assumption that the other strengthening effects were not changed.
The solution strengthening effect,
σs, of the ferrite grain was estimated by the following:
Carbon content in ferrite grain is assumed to be 0.015%, also referred in [
22]. The solution strengthening effect was calculated to be 221 MPa.
The grain refinement hardening effect was estimated by the Hall-Petch equation:
where
d is the average ferrite grain size and
ky is the constant. The
ky of HSLA steel, 0.55 MPa m
1/2, was assumed in this study. The
σg for the BM was 352 MPa, and the
σg for FG and DG zones in sample A was calculated to be 710 and 434 MPa, respectively. The
σg for sample B was calculated to be 464 MPa. Summing up all the calculated values from Equations (3)–(6) led to the local yield stress (k
y) as following: BM = 620 MPa; FG of sample A = 1084 MPa; DG of sample A = 809 MPa; sample B = 839 MPa; and sample C = 636 MPa.
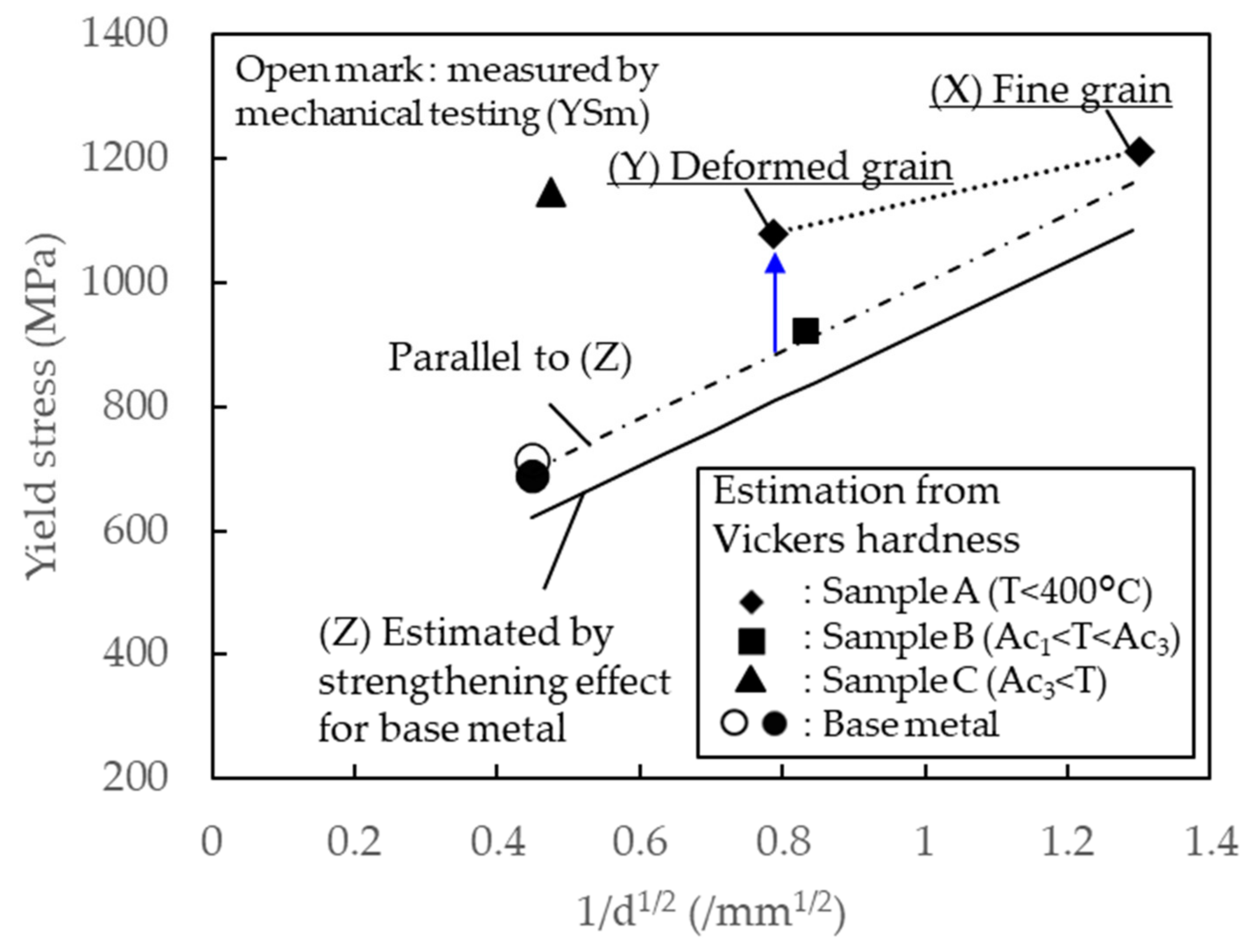
Figure 19 summarizes the calculated yield stress based on strengthening factors with respect to the inverse of measured grain size. The calculated k
y (solid line) was lower than the yield stress by mechanical test (YS
m,) (open circle in
Figure 19) for several reasons, especially higher dislocation density and higher constants in the dislocation strengthening effect than the assumption of parameters in Equation (3). Kadkhodapour et al. a demonstrated dislocation density at a border of ferrite and martensite of dual-phase steel of 2.5 × 10
14 m
−2, 10 times higher than inside ferrite [
35]. This inhomogeneous microstructure causes the lower estimation of
σd and
σ0, However, the direct measurement is difficult because of limitations of the EBSD technique. Therefore, a dash-dot line was added to be started from YS
m with the same slope of the calculated yield stress (solid line) for the BM in this study. Additionally, the yield stress estimated from the Vickers microhardness for sample C was much higher than the calculation based on the strengthening effect. The f
M in sample C was 1.0, which is completely different from the BM, sample A, and sample B, whose fractions were around 0.6. Increasing the f
M causes high friction stress
σ0 in Equation (3) [
36], which led to the large difference between the yield stress and the estimation based on the grain size. In this study, sample A, sample B, and the BM were compared because they had almost the same f
M, and the grain size effect can be compared without the effect of friction stress. The calculated yield stresses in the FG zone of sample A and B were closely located on the dash-dot line, but the yield stress in the DG zone for sample A was clearly higher than the dash-dot line. This variation on the DG can be caused by the high dislocation density as previously explained by the KAM map in
Figure 11. Through dynamic recrystallization, the dislocation density inside the grains reduced, and the reduction led to a lower yield stress. In sample B, the phase transformation redistributed the dislocation inside the grains, and the yield stress was estimated from the grain size effect and the BM with the same DP microstructures. Therefore, the dominant factor on the local mechanical properties can be confirmed as following: the effect of the grain boundary strengthening was dominant when severe grain refinement occurred in low-temperature FSSP. The neighboring area with severe deformation was largely affected by the induced strain, which was consistent with the dislocation density.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}