
Process Optimization of In Situ Magnetic-Anisotropy Spark Plasma Sintering of M-Type-Based Barium Hexaferrite BaFe12O19

 ,
,  , ,
, ,  ,
, 
 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
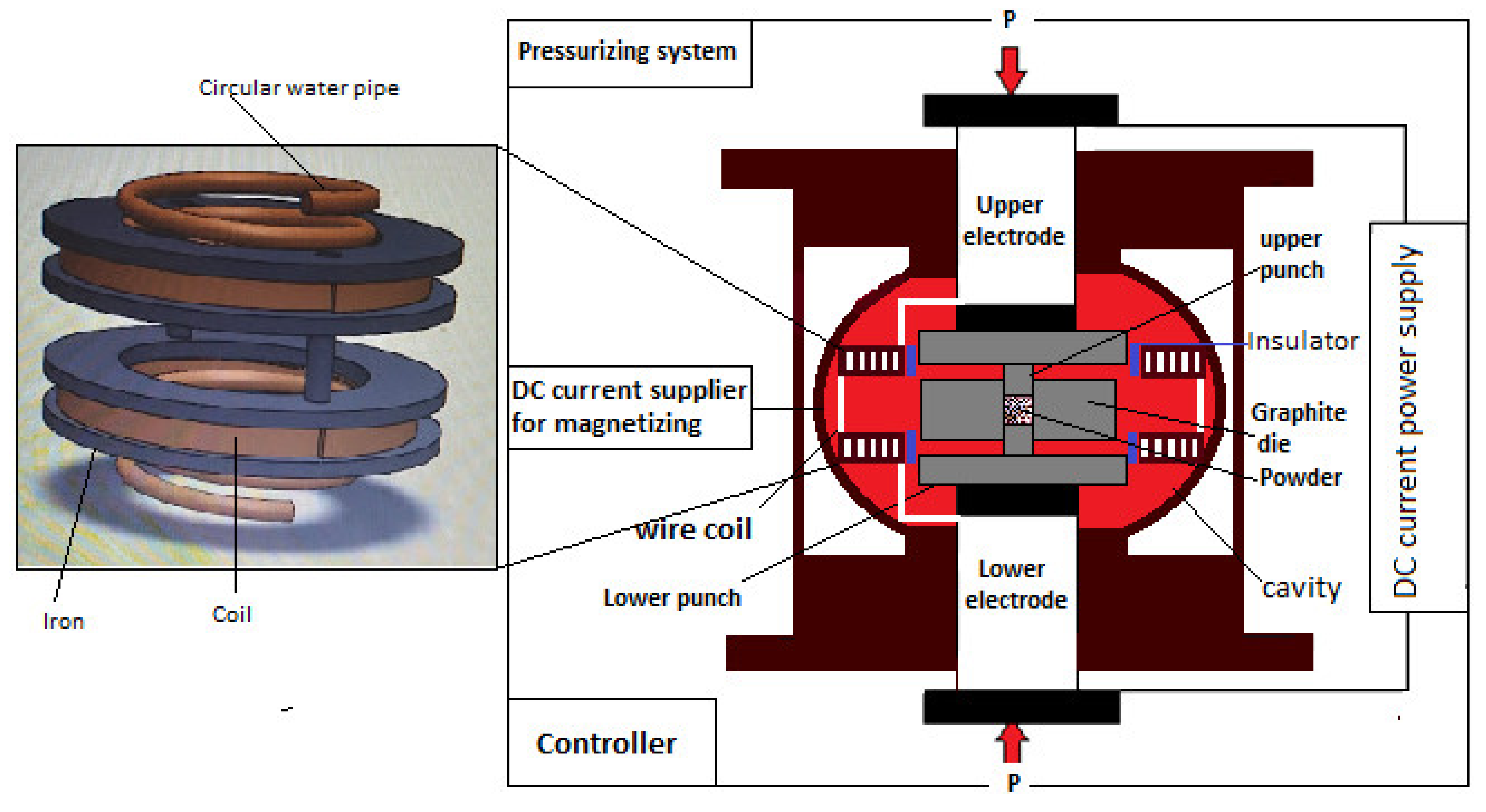
2.2. Magnetic Anisotropic Spark Plasma Sintering (MASPS)
2.3. Sintering Parameters
2.4. Design of Experiment (DOE)
2.5. Experimental Process
2.6. Sample Preparation and Measurement
2.7. S/N Ratio Analysis
2.8. Validation
3. Results and Discussion
3.1. Taguchi Method
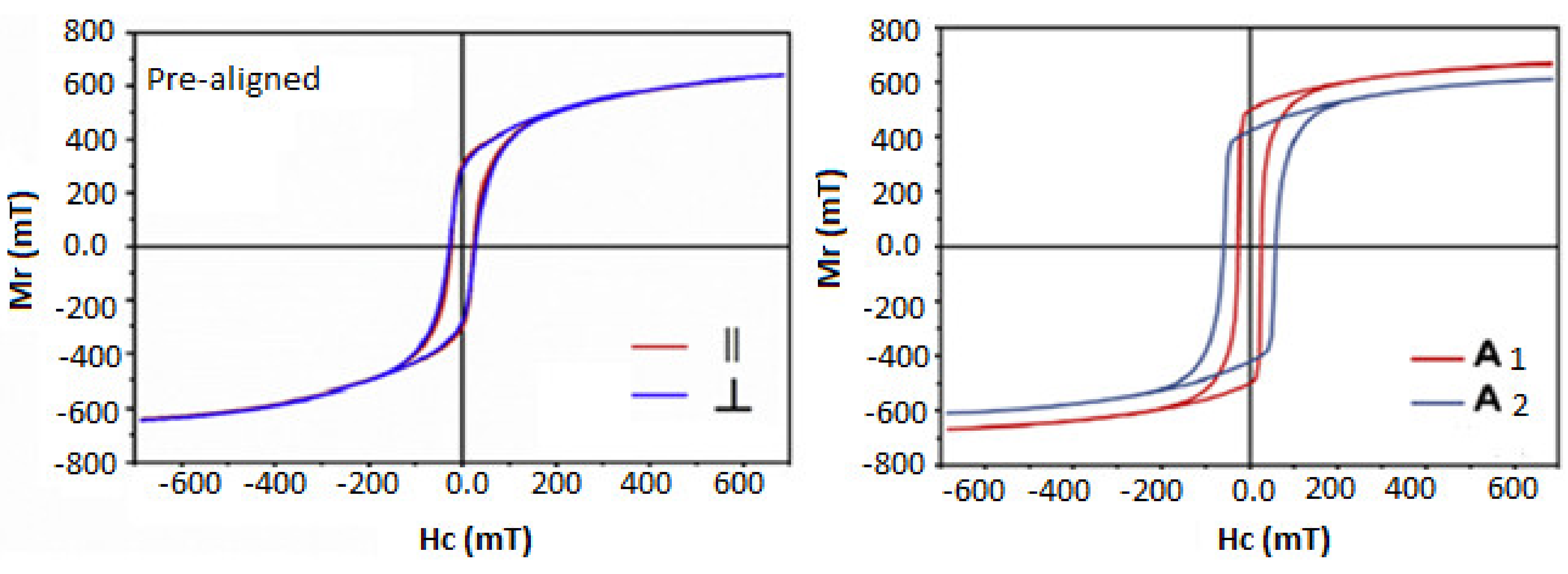
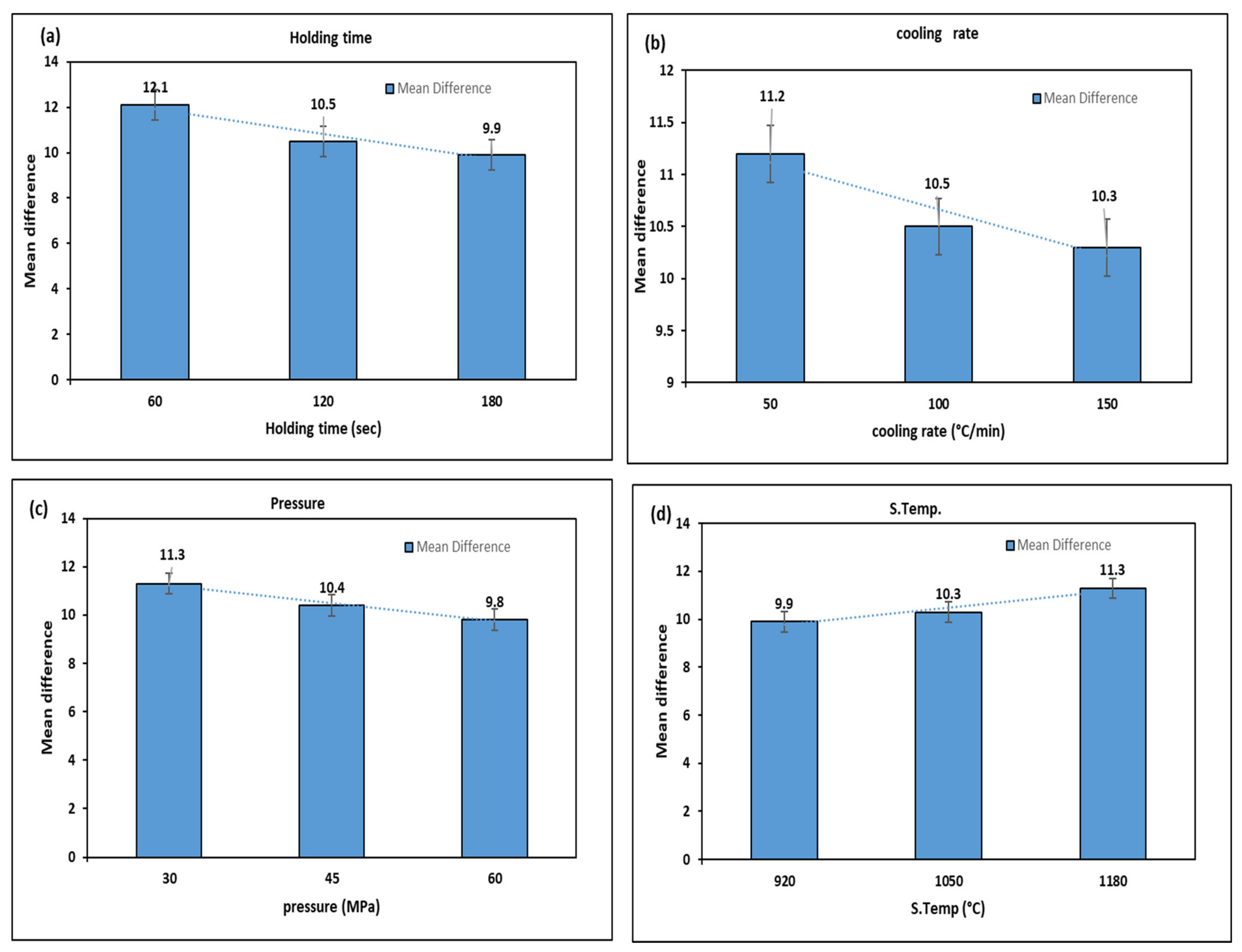
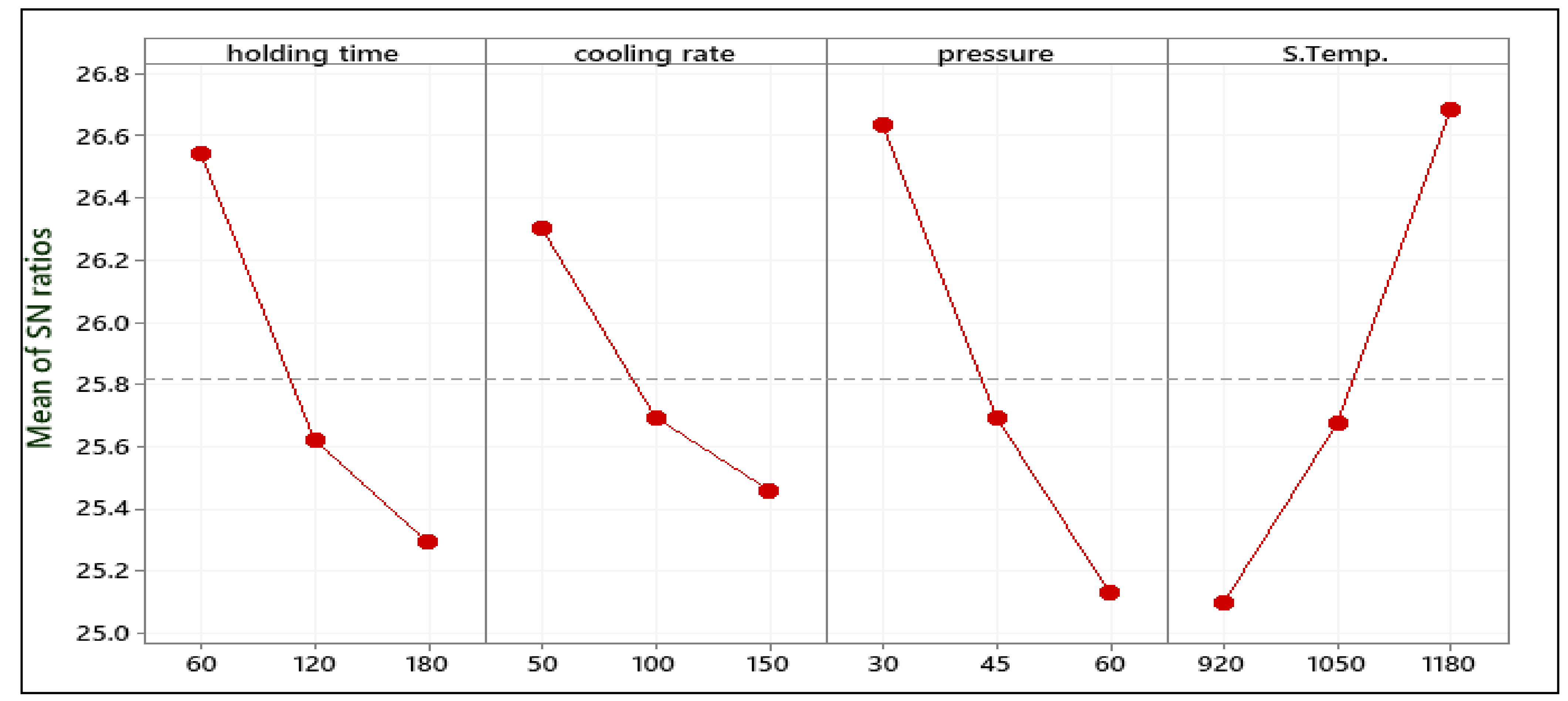
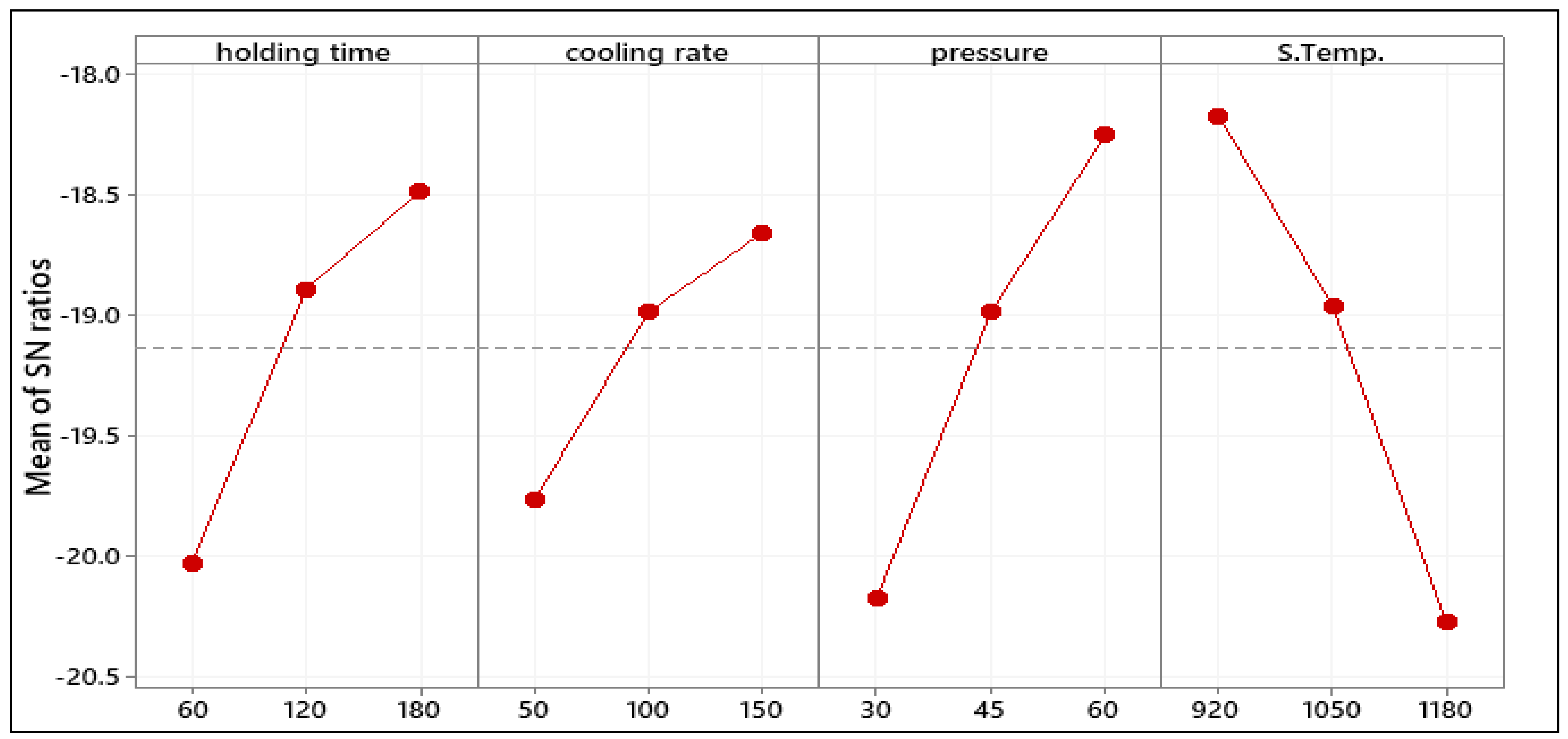
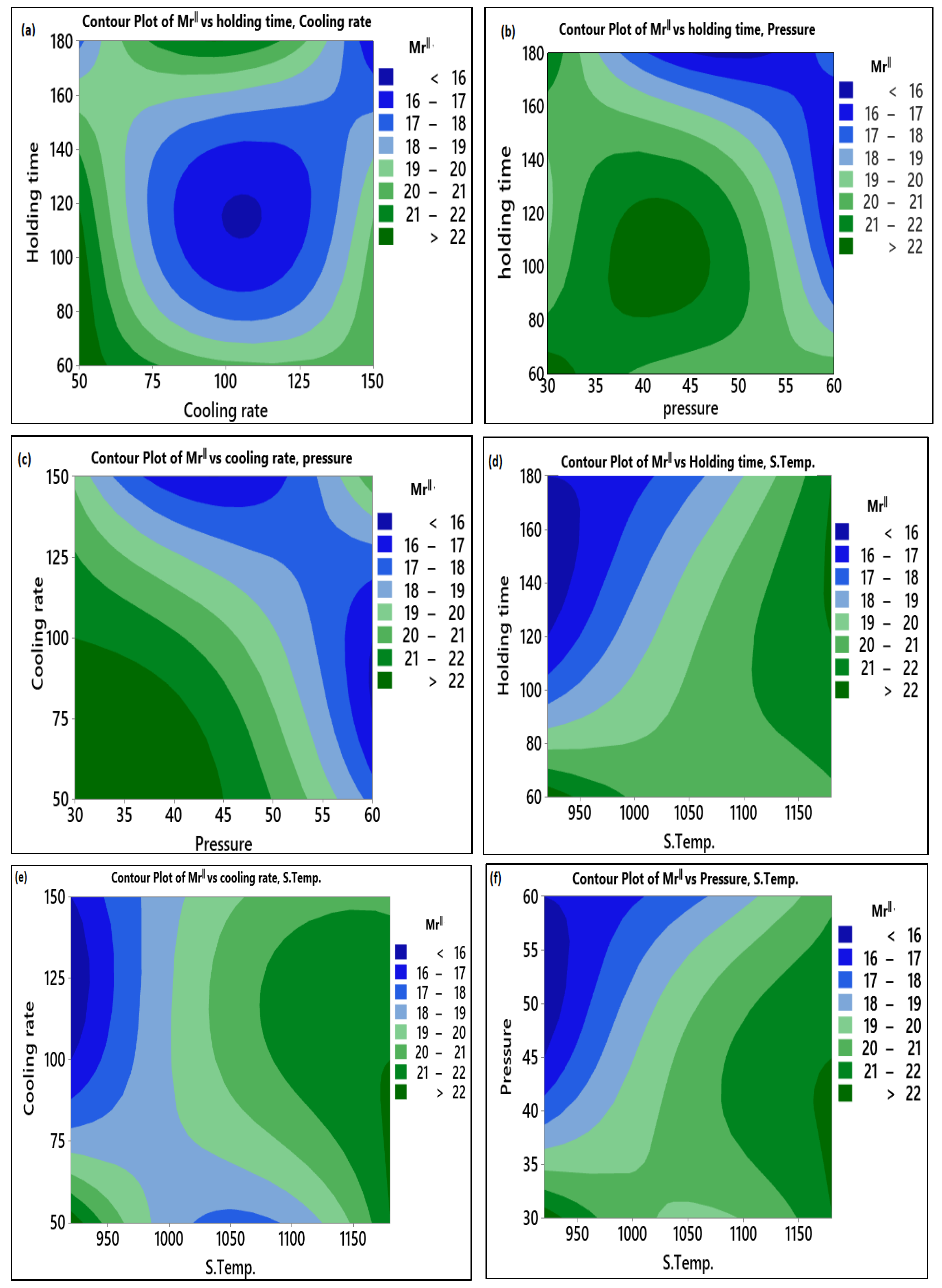
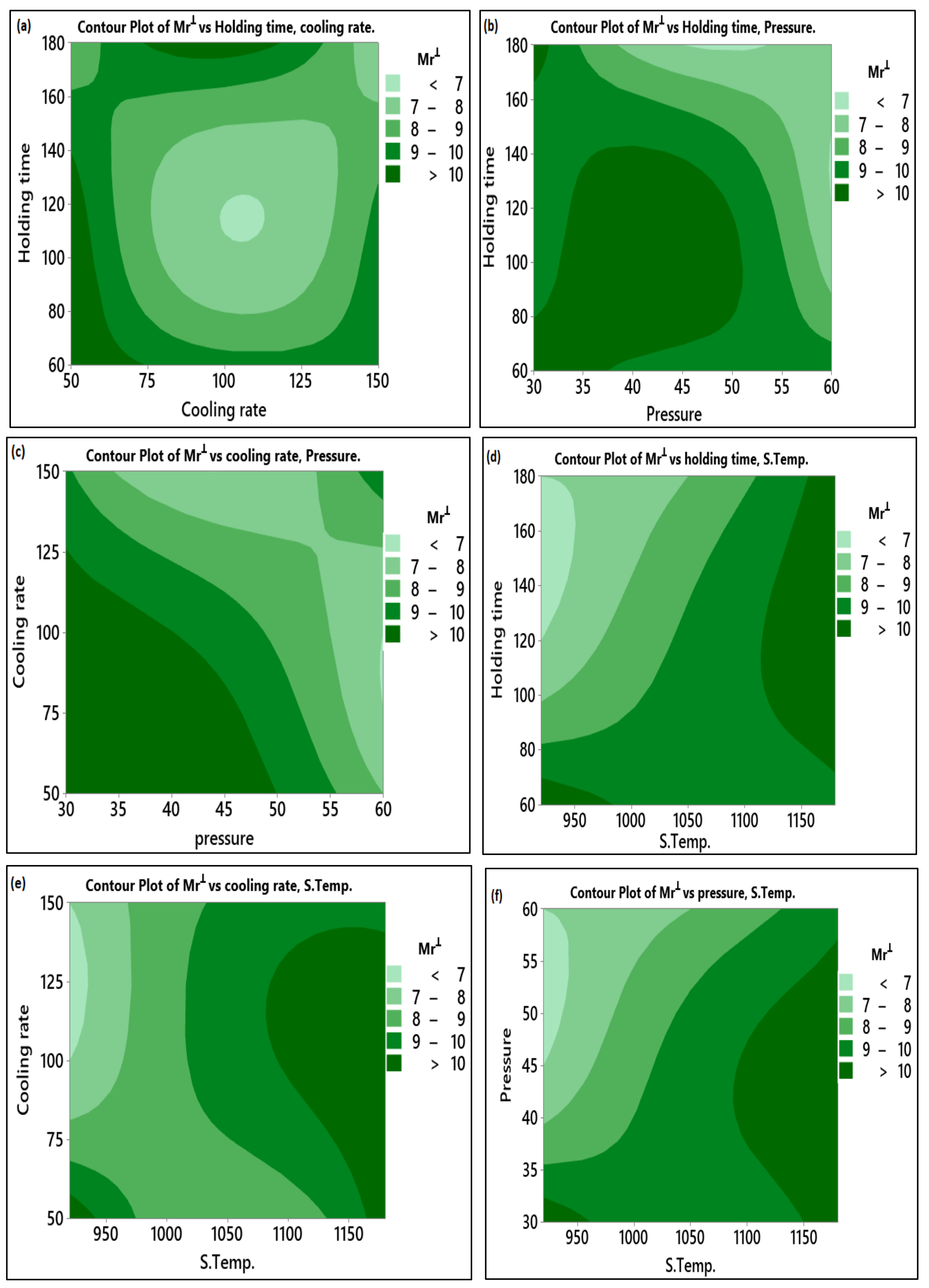
3.2. The Influence of Process Parameters on (Mrǁ) and (MrꞱ)
3.3. The Optimum Selected Parameters for Mrǁ and MrꞱ
3.4. Confirmation Test
3.5. XRD Analysis
4. ANOVA Analysis
5. Modeling
6. Assessment of Mrǁ and MrꞱ for Sintered BaFe12O19
7. Conclusions
- The optimum setting sintering parameters for obtaining the high Mrǁ was found as H.T. = 60 s, C.R. = 50 °C/min, P = 30 MPa and S.T. = 1180 °C ((H.T.)1-(C.R.)1-P1-(S.T.)3) using Taguchi method. It was observed that a 26.57% increment of Mrǁ was found at the Taguchi determined optimum sintering condition.
- The optimum sintering combination for MrꞱ determined by the Taguchi method is the same as the combination for obtaining Mrǁ. In contrast, the increment in the remanence of the sintered sample in the parallel direction leads to a decrease in the remanence of the perpendicular direction in about 50% of Mrǁ. In the Taguchi optimized sintering condition, the amount of reduction in the MrꞱ was 27.83%.
- It was observed from the ANOVA analysis that Mrǁ and MrꞱ were significantly influenced by the sintering temperature with a contribution of 35.25% and 36.99%, respectively, followed by pressure, holding time, and cooling rate.
- Based on the well-founded optimal sintering parameters, it can be suggested that MASPS with a high magnetic field could be a promising approach to achieve anisotropic permanent magnets because both Mrǁ and MrꞱ can be tailored to reach the desired properties.
- From the XRD, the improvement in the relative intensity ratio between (006) and (114) peaks (I006/I114) from 40.60 to 51.29 for the sintered powder at the initial and optimized process parameters proved that the grains have been oriented along the c-axis, which was also supported by the TC values of the plane.
- From the developed mathematical models Mrǁ and MrꞱ, a close agreement between the predicted results and experimental results was observed. Hence, the developed models could correct sintering parameters for producing anisotropic magnets without conducting trial experiments.
- Further studies are recommended to investigate the effect of process parameters of MASPS on the mechanical and microstructure behavior of the sintered nanopowder.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Benito, G.; Morales, M.; Requena, J.; Raposo, V.; Vázquez, M.; Moya, J. Barium hexaferrite monodispersed nanoparticles prepared by the ceramic method. J. Magn. Magn. Mater. 2001, 234, 65–72. [Google Scholar] [CrossRef]
- El Shater, R.; El-Ghazzawy, E.; El-Nimr, M. Study of the sintering temperature and the sintering time period effects on the structural and magnetic properties of M-type hexaferrite BaFe12O19. J. Alloy. Compd. 2018, 739, 327–334. [Google Scholar] [CrossRef]
- Ahmad, M.; Ali, Q.; Ali, I.; Ahmad, I.; Khan, M.A.; Akhtar, M.N.; Murtaza, G.; Rana, M. Effects of Sr-substitution on the structural and magnetic behavior of Ba-based Y-type hexagonal ferrites. J. Alloy. Compd. 2013, 580, 23–28. [Google Scholar] [CrossRef]
- Chao, Y.; Lin, J.; Chun, S.; Kim, K. Temperature dependent spin structures in Hexaferrite crystal. J. Magn. Magn. Mater. 2016, 397, 230–232. [Google Scholar] [CrossRef]
- Shepherd, P.; Mallick, K.K.; Green, R.J. Magnetic and structural properties of M-type barium hexaferrite prepared by co-precipitation. J. Magn. Magn. Mater. 2007, 311, 683–692. [Google Scholar] [CrossRef]
- Thompson, G.K.; Evans, B.J. The structure–property relationships in M-type hexaferrites: Hyperfine interactions and bulk magnetic properties. J. Appl. Phys. 1993, 73, 6295–6297. [Google Scholar] [CrossRef] [Green Version]
- Rowley, S.E.; Chai, Y.-S.; Shen, S.-P.; Sun, Y.; Jones, A.T.; Watts, B.E.; Scott, J.F. Uniaxial ferroelectric quantum criticality in multiferroic hexaferrites BaFe12O19 and SrFe12O19. Sci. Rep. 2016, 6, 25724. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Thakur, A.; Singh, R.; Barman, P. Synthesis and characterizations of Nd3+ doped SrFe12O19 nanoparticles. Mater. Chem. Phys. 2013, 141, 562–569. [Google Scholar] [CrossRef]
- Kaynar, M.B.; Ozcan, S.; Shah, S.I. Synthesis and magnetic properties of nanocrystalline BaFe12O19. Ceram. Int. 2015, 41, 11257–11263. [Google Scholar] [CrossRef]
- Idayanti, N.; Kristiantoro, T.; Septiani, A.; Kartika, I. Magnetic properties of barium ferrite after milling by high energy milling (hem). MATEC Web Conf. 2017, 101, 1011. [Google Scholar] [CrossRef] [Green Version]
- Kumar, P.; Anurag, G. Signature of multiferroicity and pyroelectricity close to room temperature in BaFe12O19 hexaferrite. Ceram. Int. 2017, 43, 16403–16407. [Google Scholar] [CrossRef]
- Pan, X.F.; Mu, G.H.; Chen, N.; Gan, K.K.; Yang, K.; Gu, M.Y. Improved properties of SrFe12O19 synthesised by gel self-propagating combustion technique with glycol as solvent. Mater. Sci. Technol. 2007, 23, 865–868. [Google Scholar] [CrossRef]
- Drofenik, M.; Ban, I.; Makovec, D.; Žnidaršič, A.; Jagličić, Z.; Hanžel, D.; Lisjak, D. The hydrothermal synthesis of super-paramagnetic barium hexaferrite particles. Mater. Chem. Phys. 2011, 127, 415–419. [Google Scholar] [CrossRef]
- Sözeri, H. Effect of pelletization on magnetic properties of BaFe12O19. J. Alloy. Compd. 2009, 486, 809–814. [Google Scholar] [CrossRef]
- Meng, S.; Yue, Z.; Li, L. In-plane c-axis oriented barium hexaferrite films prepared by magnetron sputtering. Mater. Lett. 2012, 86, 92–95. [Google Scholar] [CrossRef]
- Kang, S.-J.L.; Park, J.-H.; Ko, S.-Y.; Lee, H.-Y. Solid-State Conversion of Single Crystals: The Principle and the State-of-the-Art. J. Am. Ceram. Soc. 2015, 98, 347–360. [Google Scholar] [CrossRef]
- Lisjak, D.; Ovtar, S. The Alignment of Barium Ferrite Nanoparticles from Their Suspensions in Electric and Magnetic Fields. J. Phys. Chem. B 2012, 117, 1644–1650. [Google Scholar] [CrossRef] [PubMed]
- Yamada, H.; Suzuki, T.S.; Uchikoshi, T.; Hozumi, M.; Saito, T.; Sakka, Y. Ideal design of textured LiCoO2 sintered electrode for Li-ion secondary battery. APL Mater. 2013, 1, 042110. [Google Scholar] [CrossRef] [Green Version]
- Zeng, J.; Li, Y.; Yang, Q.; Jing, X.; Yin, Q. Grain oriented CaBi4Ti4O15 piezoceramicsprepared by the screen-printing multilayer grain growth technique. J. Eur. Ceram. Soc. 2005, 25, 2727–2730. [Google Scholar] [CrossRef]
- Imai, A.; Nagarajan, V.; Takahashi, R.; Lippmaa, M.; Matsumoto, Y. Self-template growth of ferroelectric Bi4Ti3O12nanoplates via flux-mediated epitaxy withVOx. Cryst. Growth Des. 2010, 10, 5233–5237. [Google Scholar] [CrossRef]
- Zhigadlom, N.D. Growth of whisker-like and bulk single crystals of PrFeAs(O, F) under high pressure. J. Cryst. Growth. 2013, 382, 75–79. [Google Scholar] [CrossRef] [Green Version]
- Sovizi, S.; Seraji, M. The densification behavior of metals and alloys during spark plasma sintering: A mini-review. Sci. Sinter. 2019, 51, 135–152. [Google Scholar] [CrossRef] [Green Version]
- Nečina, V.; Pabst, W. Influence of the heating rate on grain size of alumina ceramics prepared via spark plasma sintering (SPS). J. Eur. Ceram. Soc. 2020, 40, 3656–3662. [Google Scholar] [CrossRef]
- Garay, J. Current-Activated, Pressure-Assisted Densification of Materials. Annu. Rev. Mater. Res. 2010, 40, 445–468. [Google Scholar] [CrossRef]
- Orrù, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R Rep. 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Albaaji, A.J.; Castle, E.G.; Reece, M.J.; Hall, J.P.; Evans, S.L. Influence of spark plasma sintering parameters on magnetic properties of FeCo alloy. AIP Adv. 2018, 8, 047705. [Google Scholar] [CrossRef]
- Mohammed, H.G.; Albarody, T.M.B.; Mustapha, M.; Sultan, N.; Al-Jothery, H. Investigate the effect of process parameters of magnetic inductively assisted spark plasma sintering (SPS) of iron oxide (Fe3O4) on microstructure behavior—Part I. Mater. Today Proc. 2021, 42, 2106–2112. [Google Scholar] [CrossRef]
- Jung, I.D.; Kim, Y.; Hong, Y.-K.; Park, S.J. Spark Plasma Sintering Behaviors of M-type Barium Hexaferrite Nano Powders. J. Korean Powder Met. Inst. 2014, 21, 256–259. [Google Scholar] [CrossRef] [Green Version]
- Zhao, W.; Wei, P.; Wu, X.; Wang, W.; Zhang, Q. Evidence and role of excessive iron in the lattice of M-type barium hexaferrite synthesized by one-step spark plasma sintering method. Scr. Mater. 2008, 59, 282–285. [Google Scholar] [CrossRef]
- Mazaleyrat, F.; Pasko, A.; Bartok, A.; LoBue, M. Giant coercivity of dense nanostructured spark plasma sintered barium hexaferrite. J. Appl. Phys. 2011, 109, 7. [Google Scholar] [CrossRef] [Green Version]
- Ovtar, S.; Le Gallet, S.; Minier, L.; Millot, N.; Lisjak, D. Control of barium ferrite decomposition during spark plasma sintering: Towards nanostructured samples with anisotropic magnetic properties. J. Eur. Ceram. Soc. 2014, 34, 337–346. [Google Scholar] [CrossRef]
- An, G.-H.; Hwang, T.-Y.; Kim, J.; Kim, J.; Kang, N.; Jeon, K.-W.; Kang, M.; Choa, Y.-H. Novel method for low temperature sintering of barium hexaferrite with magnetic easy-axis alignment. J. Eur. Ceram. Soc. 2014, 34, 1227–1233. [Google Scholar] [CrossRef]
- Saito, T. Magnetic properties of Sm–Fe–N anisotropic magnets produced by magnetic-field-assisted spark plasma sintering. Mater. Sci. Eng. B 2010, 167, 75–79. [Google Scholar] [CrossRef]
- Ouar, N.; Schoenstein, F.; Mercone, S.; Farhat, S.; Villeroy, B.; Leridon, B.; Jouini, N. Spark-plasma-sintering magnetic field assisted compaction of Co80Ni20 nanowires for anisotropic ferromagnetic bulk materials. J. Appl. Phys. 2013, 114, 163907. [Google Scholar] [CrossRef]
- Chen, Y.-C.; Gregori, G.; Rheingans, B.; Huang, W.; Kronmüller, H.; Schütz, G.; Goering, E. Magnetic and microstructural properties of anisotropic MnBi magnets compacted by spark plasma sintering. J. Alloy. Compd. 2020, 830, 154605. [Google Scholar] [CrossRef]
- Neamţu, B.; Chicinaş, I.; Isnard, O.; Ciascai, I.; Chiriac, H.; Lostun, M. Magnetic properties of nanocrystalline Ni3Fe compacts prepared by spark plasma sintering. Intermetallics 2013, 35, 98–103. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Singh, L.K.; Bhadauria, A.; Jana, S.; Laha, T. Effect of Sintering Temperature and Heating Rate on Crystallite Size, Densification Behaviour and Mechanical Properties of Al-MWCNT Nanocomposite Consolidated via Spark Plasma Sintering. Acta Met. Sin. Engl. Lett. 2018, 31, 1019–1030. [Google Scholar] [CrossRef] [Green Version]
- Mortazavi, B.; Pereira, L.F.C.; Jiang, J.-W.; Rabczuk, T. Modelling heat conduction in polycrystalline hexagonal boron-nitride films. Sci. Rep. 2015, 5, 13228. [Google Scholar] [CrossRef] [Green Version]
- Mortazavi, B.; Rabczuk, T. Multiscale modeling of heat conduction in graphene laminates. Carbon 2015, 85, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Ogunbiyi, O.; Jamiru, T.; Sadiku, R.; Adesina, O.; Olajide, J.L.; Beneke, L. Optimization of spark plasma sintering parameters of inconel 738LC alloy using response surface methodology (RSM). Int. J. Light. Mater. Manuf. 2020, 3, 177–188. [Google Scholar] [CrossRef]
- Khajelakzay, M.; Bakhshi, S.R. Optimization of spark plasma sintering parameters of Si 3 N 4 -SiC composite using response surface methodology (RSM). Ceram. Int. 2017, 43, 6815–6821. [Google Scholar] [CrossRef]
- Ujah, C.O.; Popoola, A.P.I.; Popoola, O.M.; Aigbodion, V.S. Optimisation of spark plasma sintering parameters of Al-CNTs-Nb nano-composite using Taguchi Design of Experiment. Int. J. Adv. Manuf. Technol. 2018, 100, 1563–1573. [Google Scholar] [CrossRef]
- Taguchi, G. Engineering Methods to Optimise Quality and Minimise Costs; Quality Resources: Milwaukee, WI, USA, 1987; pp. 1–85. [Google Scholar]
- Radhakrishnan, B.; Nicholson, D.; Eisenbach, M.; Parish, C.; Ludtka, G.; Rios, O. Alignment of iron nanoparticles in a magnetic field due to shape anisotropy. J. Magn. Magn. Mater. 2015, 394, 481–490. [Google Scholar] [CrossRef] [Green Version]
- Korent, M.; Komelj, M.; Šturm, S.; Rožman, K.Ž.; Kobe, S.; Soderžnik, K.Ž.; Soderžnik, M. Magnetic properties and microstructure evolution of hot-deformed Nd-Fe-B magnets produced by low-pressure spark-plasma sintering. J. Magn. Magn. Mater. 2020, 515, 167279. [Google Scholar] [CrossRef]
- Bolarín-Miró, A.; Jesús, F.S.-D.; Cortés-Escobedo, C.; La Torre, S.D.-D.; Valenzuela, R. Synthesis of M-type SrFe12O19 by mechanosynthesis assisted by spark plasma sintering. J. Alloy. Compd. 2015, 643, S226–S230. [Google Scholar] [CrossRef]
- Sardjono, P.; Gulo, F.; Setiabudidaya, D. Effect of Sintering Temperature to Physical, Magnetic Properties and Crystal Structure on Permanent Magnet BaFe12O19 Prepared from Mill Scale. IOP Conf. Series: Mater. Sci. Eng. 2017, 214, 12009. [Google Scholar]
- An, S.; Zhang, T.; Jiang, C. Magnetic texture and coercivity of anisotropic nanocrystalline SmCo6.1Si0.9 magnets. J. Appl. Phys. 2014, 115, 17. [Google Scholar] [CrossRef]
- Putri, N.A.; Fauzia, V.; Iwan, S.; Roza, L.; Umar, A.A.; Budi, S. Mn-doping-induced photocatalytic activity enhancement of ZnO nanorods prepared on glass substrates. Appl. Surf. Sci. 2018, 439, 285–297. [Google Scholar] [CrossRef]
- Sönmezoğlu, S.; Akman, E. Improvement of physical properties of ZnO thin films by tellurium doping. Appl. Surf. Sci. 2014, 318, 319–323. [Google Scholar] [CrossRef]
- Nagarjuna, C.; Dharmaiah, P.; Kim, K.B.; Hong, S.-J. Grain refinement to improve thermoelectric and mechanical performance in n-type Bi2Te2.7Se0.3 alloys. Mater. Chem. Phys. 2020, 256, 123699. [Google Scholar] [CrossRef]
- Zhang, M.; Dai, J.; Liu, Q.; Li, Q.; Zi, Z. Fabrication and magnetic properties of hexagonal BaFe12O19 ferrite obtained by magnetic-field-assisted hydrothermal process. Curr. Appl. Phys. 2018, 18, 1426–1430. [Google Scholar] [CrossRef]
- Zlatkov, B.; Nikolić, M.; Aleksic, O.; Danninger, H.; Halwax, E. A study of magneto-crystalline alignment in sintered barium hexaferrite fabricated by powder injection molding. J. Magn. Magn. Mater. 2009, 321, 330–335. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NO | Current (A) | Temperature (°C) | Magnetic Field (mT) |
|---|---|---|---|
| 1 | 150 | 650 | 40 |
| 2 | 200 | 780 | 44 |
| 3 | 250 | 920 | 70 |
| 4 | 300 | 1050 | 80 |
| 5 | 350 | 1180 | 90 |
| Symbols | Process Parameters | Unit | Levels | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
| H.T. | Holding time | S | 60 | 120 | 180 |
| C.R. | Cooling rate | °C/min | 50 | 150 | 250 |
| P | Pressure | MPa | 30 | 45 | 60 |
| S.T. | Sintering temperature | °C | 920 | 1050 | 1180 |
| Run | Holding Time (min) | Cooling Rate (°C/min) | Pressure (MPa) | Sintering Temperature (°C) |
|---|---|---|---|---|
| 1 | 60 | 50 | 30 | 920 |
| 2 | 60 | 100 | 45 | 1050 |
| 3 | 60 | 150 | 60 | 1180 |
| 4 | 120 | 50 | 45 | 1180 |
| 5 | 120 | 100 | 60 | 920 |
| 6 | 120 | 150 | 30 | 1050 |
| 7 | 180 | 50 | 60 | 1050 |
| 8 | 180 | 100 | 30 | 1180 |
| 9 | 180 | 150 | 45 | 920 |
| Exp. Runs | Results | S/N Ratio of Results | ||
|---|---|---|---|---|
| Mrǁ (emu/g) | MrꞱ (emu/g) | Mrǁ (dB) | MrꞱ (dB) | |
| 1 | 22.70 | 10.89 | 27.12 | −20.74 |
| 2 | 20.30 | 9.50 | 26.14 | −19.55 |
| 3 | 20.80 | 9.78 | 26.36 | −19.80 |
| 4 | 22.00 | 10.60 | 26.84 | −20.50 |
| 5 | 16.00 | 7.00 | 24.08 | −16.90 |
| 6 | 19.80 | 9.20 | 25.93 | −19.27 |
| 7 | 17.66 | 8.00 | 24.93 | −18.06 |
| 8 | 22.00 | 10.60 | 26.84 | −20.50 |
| 9 | 16.00 | 7.00 | 24.08 | −16.90 |
| Symbol | Process Parameters | Mean S/N Ratio | ||||
|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Max–Min | Rank | ||
| H.T. | Holding time (s) | 26.54 | 25.62 | 25.29 | 1.25 | 3 |
| C.R. | Cooling rate (A/min) | 26.30 | 25.69 | 25.46 | 0.84 | 4 |
| P | Pressure (KN) | 26.63 | 25.69 | 25.13 | 1.51 | 2 |
| S.T. | S. temp. (°C) | 25.10 | 25.67 | 26.69 | 1.59 | 1 |
| Symbol | Process Parameters | Mean S/N Ratio | ||||
|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Max–Min | Rank | ||
| H.T. | Holding time (s) | −20.03 | −18.89 | −18.49 | 1.54 | 3 |
| C.R. | Cooling rate (A/min) | −19.77 | −18.99 | −18.66 | 1.11 | 4 |
| P | Pressure (KN) | −20.17 | −18.99 | −18.26 | 1.92 | 2 |
| S.T. | S. temp. (°C) | −18.18 | −18.96 | −20.27 | 2.09 | 1 |
| Optimal Process Parameters | |||
|---|---|---|---|
| Initial Process Parameters | Prediction | Experimental | |
| Levels | (H.T.)2-(C.R.)2-P2-(S.T.)2 | (H.T.)1-(C.R.)1-P1-(S.T.)3 | (H.T.)1-(C.R.)1-P1-(S.T.)3 |
| Mrǁ | 19.91 | 28.71 | 27.11 |
| S/N ratio (dB) | 24.84 | 29.72 | |
| Improvement in S/N ratio (dB) | 5.23 | ||
| Percentage of the increment in Mrǁ (emu/g) | 26.56% | ||
| Optimal Process Parameters | |||
|---|---|---|---|
| Initial Process Parameters | Prediction | Experimental | |
| Levels | (H.T.)2-(C.R.)2-P2-(S.T.)2 | (H.T.)1-(C.R.)1-P1-(S.T.)3 | (H.T.)1-(C.R.)1-P1-(S.T.)3 |
| MrꞱ. | 9.87 | −22.83 | 7.72 |
| S/N ratio (dB) | −19.91 | −26.01 | |
| Improvement in S/N ratio (dB) | 6.09 | ||
| Percentage of the reduction in MrꞱ (emu/g) | 27.83% | ||
| Sample | Crystal Plane | |||||
|---|---|---|---|---|---|---|
| (006) | (107) | (114) | (1011) | (217) | (313) | |
| Intial process parameters | 11.90 | 3.50 | 2.00 | 6.40 | 2.00 | 1.20 |
| Optimized parameters | 12.20 | 4.40 | 1.70 | 5.90 | 1.50 | 0.80 |
| Source | Degree of Freedom | Sum of Square | Means Square | % Contributions |
|---|---|---|---|---|
| H.T. (s) | 2 | 2.53 | 1.26 | 22.95 |
| C.R. (A/min) | 2 | 1.13 | 0.56 | 10.32 |
| P (MPa) | 2 | 3.47 | 1.73 | 31.48 |
| S.T. (°C) | 2 | 3.89 | 1.94 | 35.25 |
| Total | 8 | 11.03 | 100 |
| Source | Degree of Freedom | Sum of Square | Means Square | % Contributions |
|---|---|---|---|---|
| H.T. (s) | 2 | 3.84 | 1.92 | 21.24 |
| C.R. (A/min) | 2 | 1.94 | 0.97 | 10.74 |
| P (MPa) | 2 | 5.62 | 2.80 | 31.02 |
| S.T. (oC) | 2 | 6.70 | 3.35 | 36.99 |
| Total | 8 | 18.11 | 100 |
| Run | Experimental | Predicted | Residuals | % Error | ||||
|---|---|---|---|---|---|---|---|---|
| Mrǁ (emu/g) | MrꞱ (emu/g) | Mrǁ (emu/g) | MrꞱ (emu/g) | Mrǁ (emu/g) | MrꞱ (emu/g) | Mrǁ (emu/g) | MrꞱ (emu/g) | |
| 2 | 20.30 | 9.50 | 19.69 | 9.17 | −0.60 | −0.32 | 2.97 | 3.44 |
| 5 | 16 | 7 | 16.35 | 7.18 | 0.355 | 0.18 | 2.21 | 2.57 |
| 8 | 22 | 10.6 | 23.05 | 11.17 | 1.05 | 0.57 | 4.78 | 5.40 |
| 9 | 16 | 7 | 15.70 | 6.81 | −0.29 | −0.18 | 1.81 | 2.58 |
| Method | Mrǁ (emu/g) | MrꞱ (emu/g) | References |
|---|---|---|---|
| Magnetic-field-assisted hydrothermal process | 23.10 | - | [53] |
| SPS with NaCl | 29.30 | 24.90 | [32] |
| SPS with protection layer | 13.00 | 9.50 | [17] |
| SPS | 19.00 | - | [28] |
| Powder injection molding | 9.00 | 3.60 | [54] |
| MASPS | 27.10 | 7.70 | Current study |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammed, H.G.; Albarody, T.M.B.; Susilawati, S.; Gohari, S.; Doyan, A.; Prayogi, S.; Bilad, M.R.; Alebrahim, R.; Saeed, A.A.H. Process Optimization of In Situ Magnetic-Anisotropy Spark Plasma Sintering of M-Type-Based Barium Hexaferrite BaFe12O19. Materials 2021, 14, 2650. https://doi.org/10.3390/ma14102650
Mohammed HG, Albarody TMB, Susilawati S, Gohari S, Doyan A, Prayogi S, Bilad MR, Alebrahim R, Saeed AAH. Process Optimization of In Situ Magnetic-Anisotropy Spark Plasma Sintering of M-Type-Based Barium Hexaferrite BaFe12O19. Materials. 2021; 14(10):2650. https://doi.org/10.3390/ma14102650
Chicago/Turabian StyleMohammed, Haetham G., Thar Mohammed Badri Albarody, Susilawati Susilawati, Soheil Gohari, Aris Doyan, Saiful Prayogi, Muhammad Roil Bilad, Reza Alebrahim, and Anwar Ameen Hezam Saeed. 2021. "Process Optimization of In Situ Magnetic-Anisotropy Spark Plasma Sintering of M-Type-Based Barium Hexaferrite BaFe12O19" Materials 14, no. 10: 2650. https://doi.org/10.3390/ma14102650