
Influence of Friction Stir Process on the Physical, Microstructural, Corrosive, and Electrical Properties of an Al–Mg Alloy Modified with Ti–B Additives

 , ,
, ,  , ,
, ,  , and
, and
Abstract
:1. Introduction
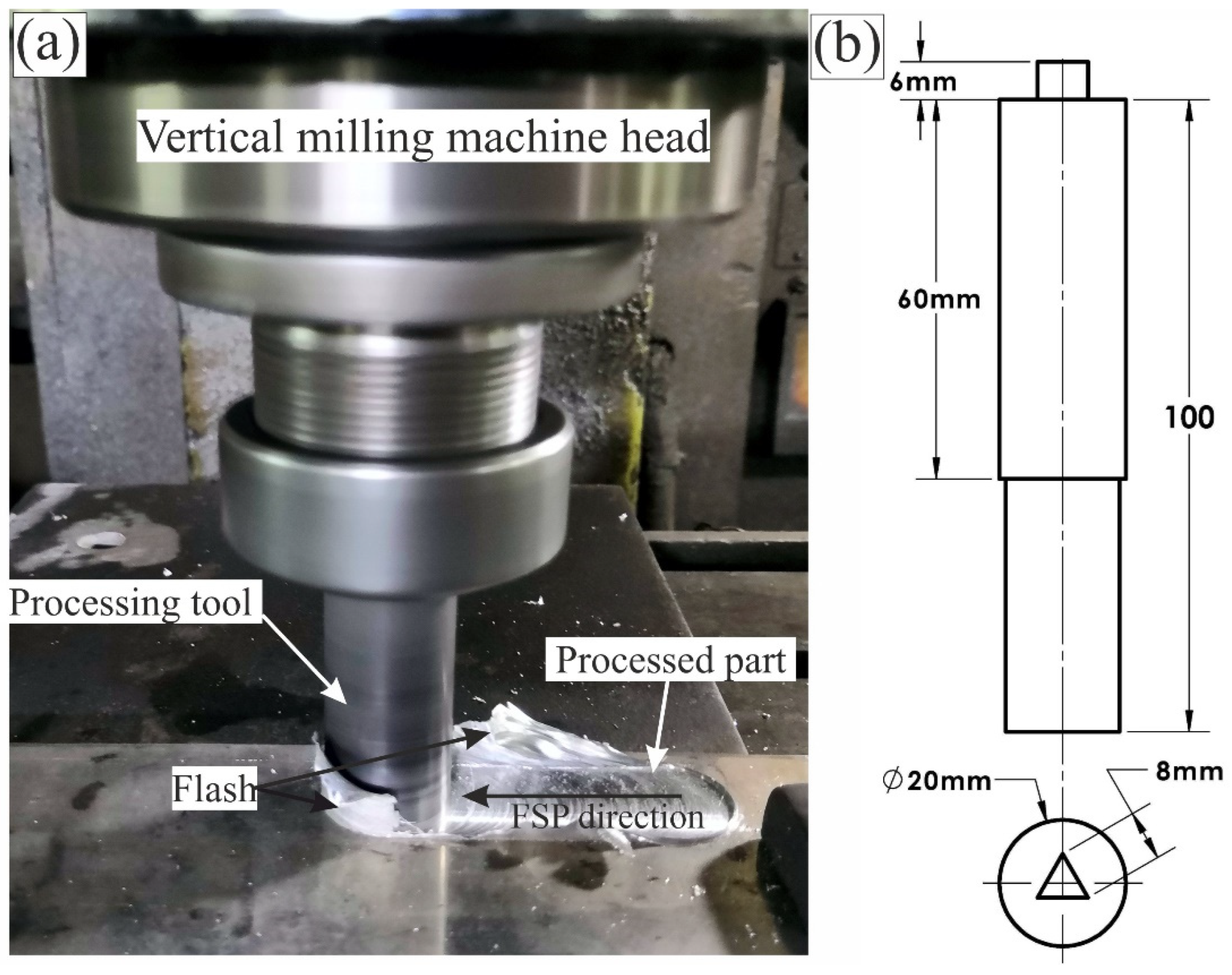
2. Materials and Methods
3. Results and Discussion
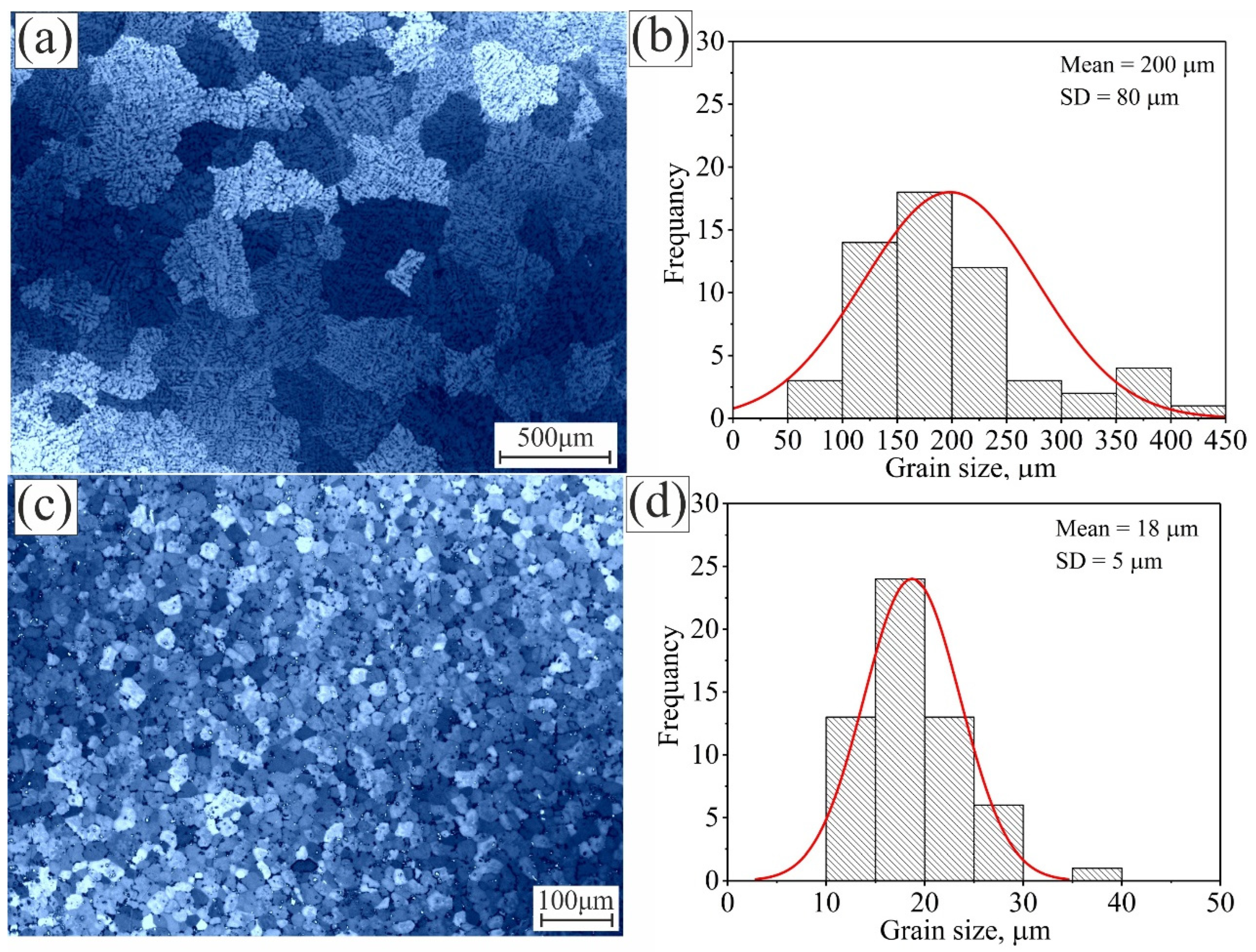
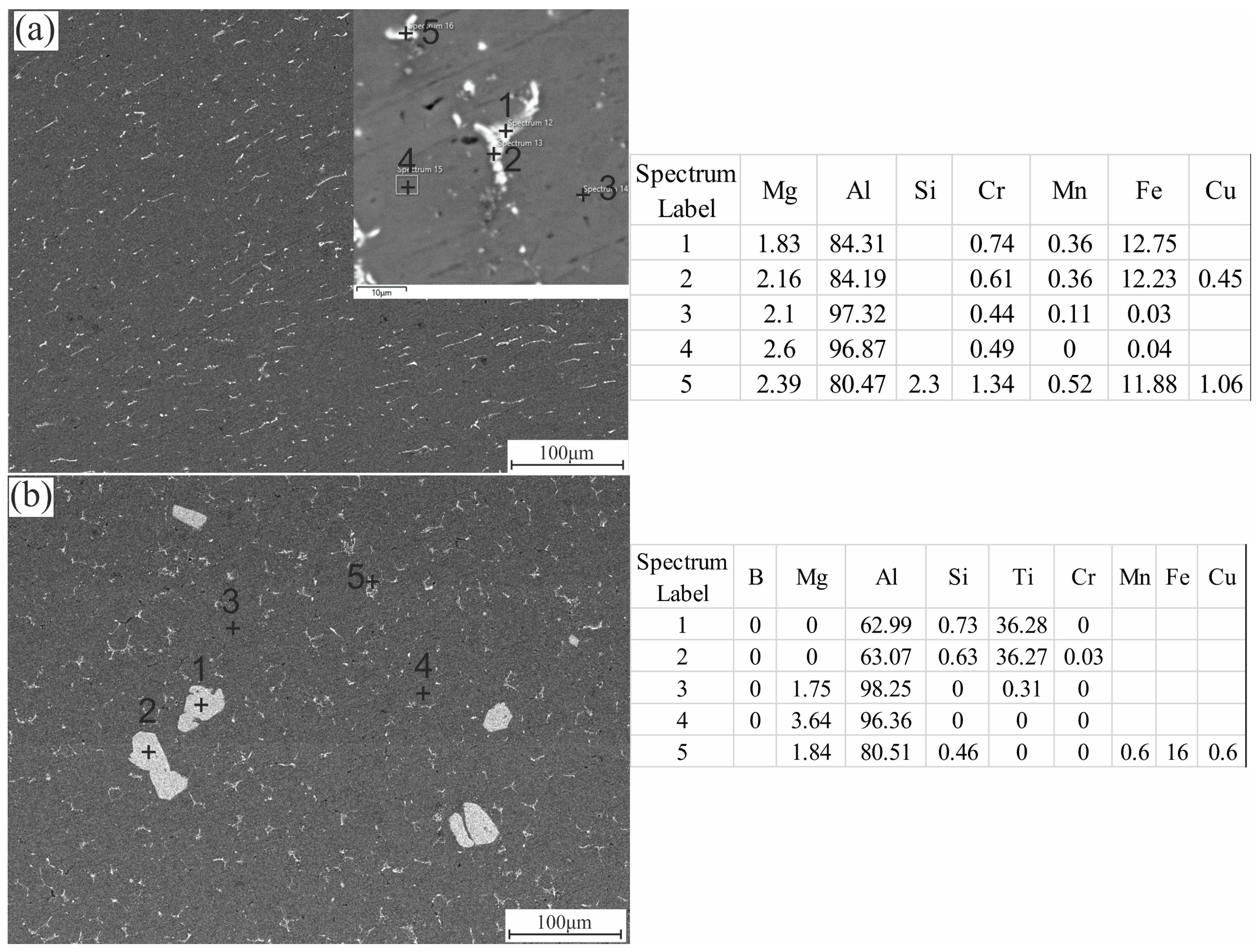
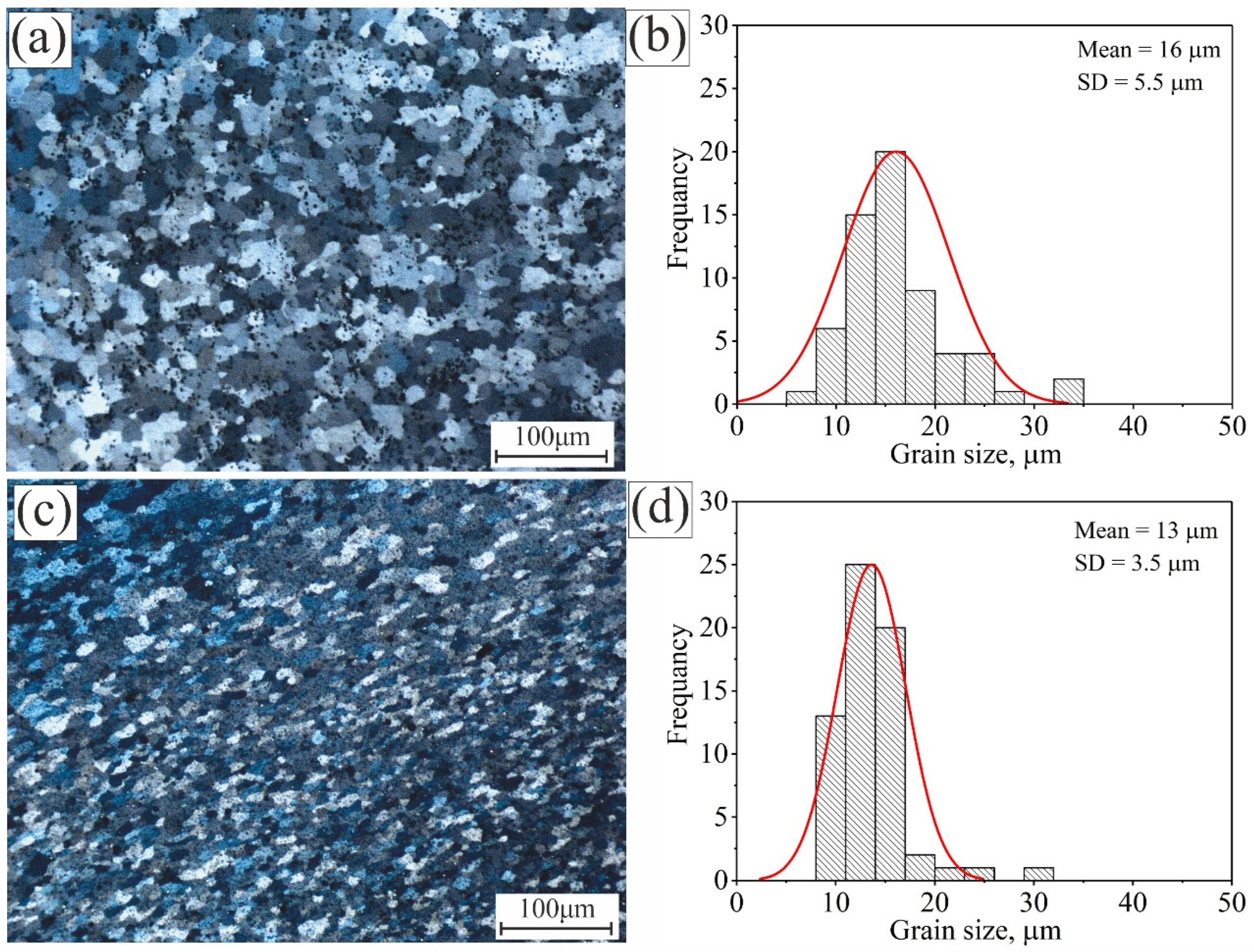
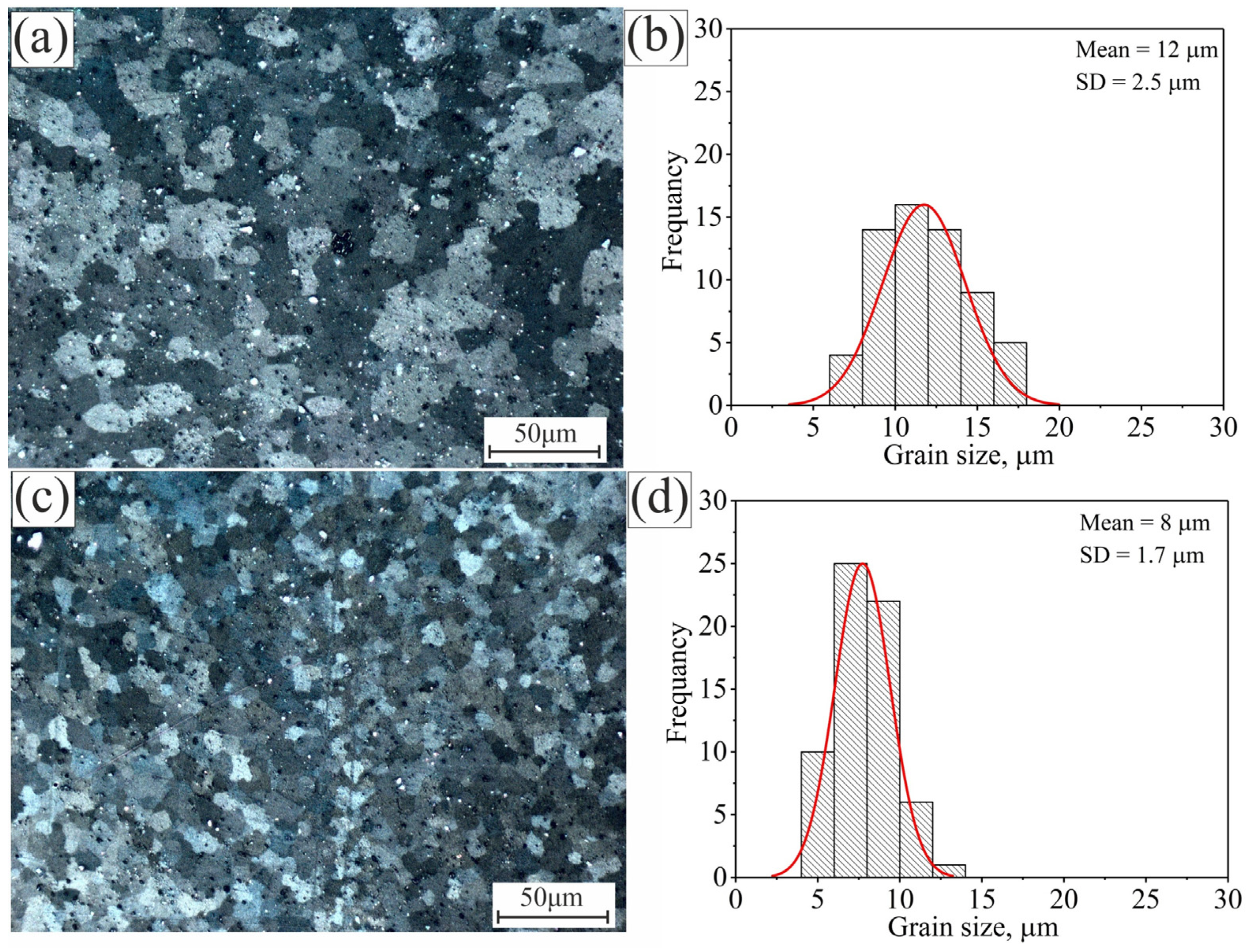
3.1. Microstructure Analysis
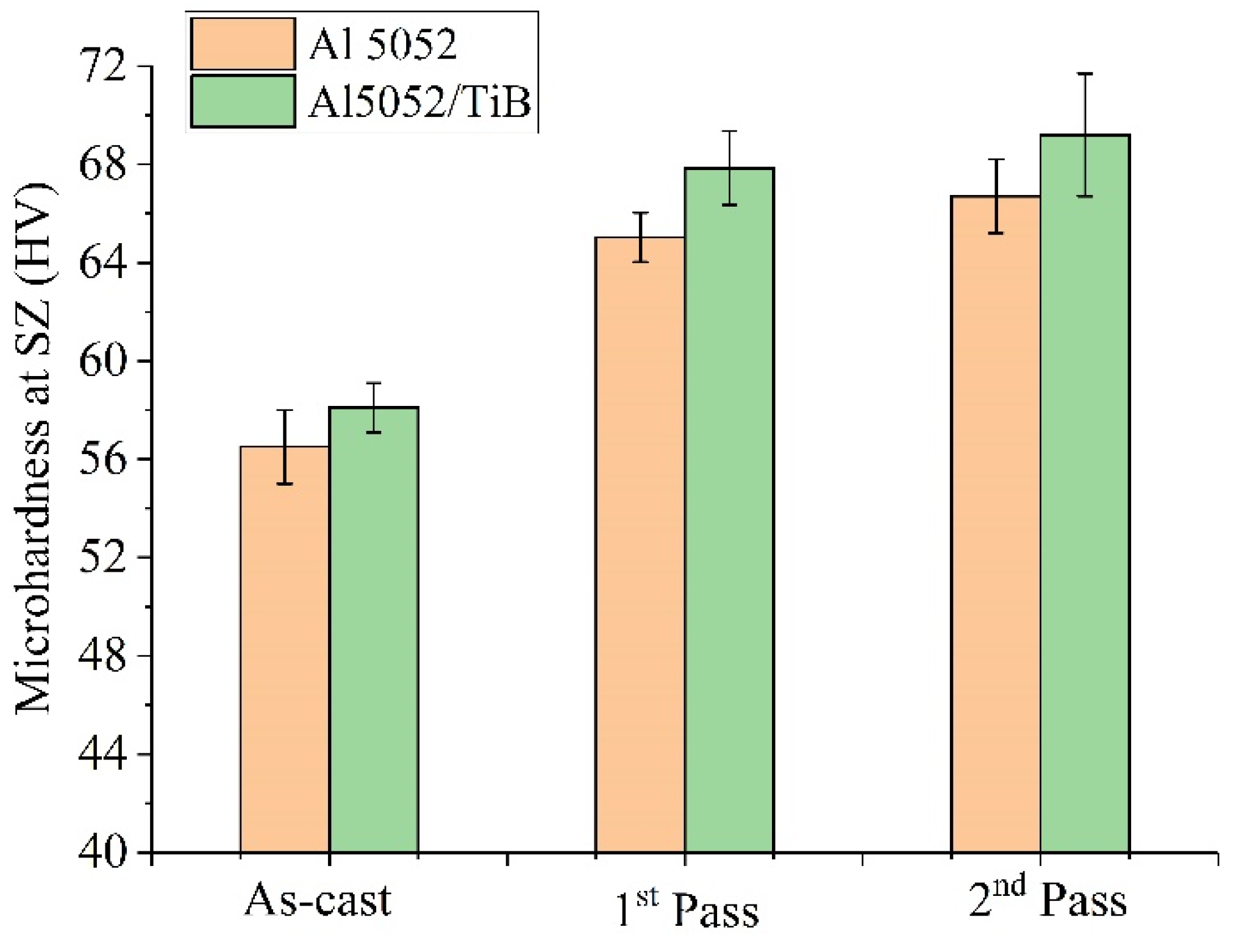
3.2. Hardness Behavior
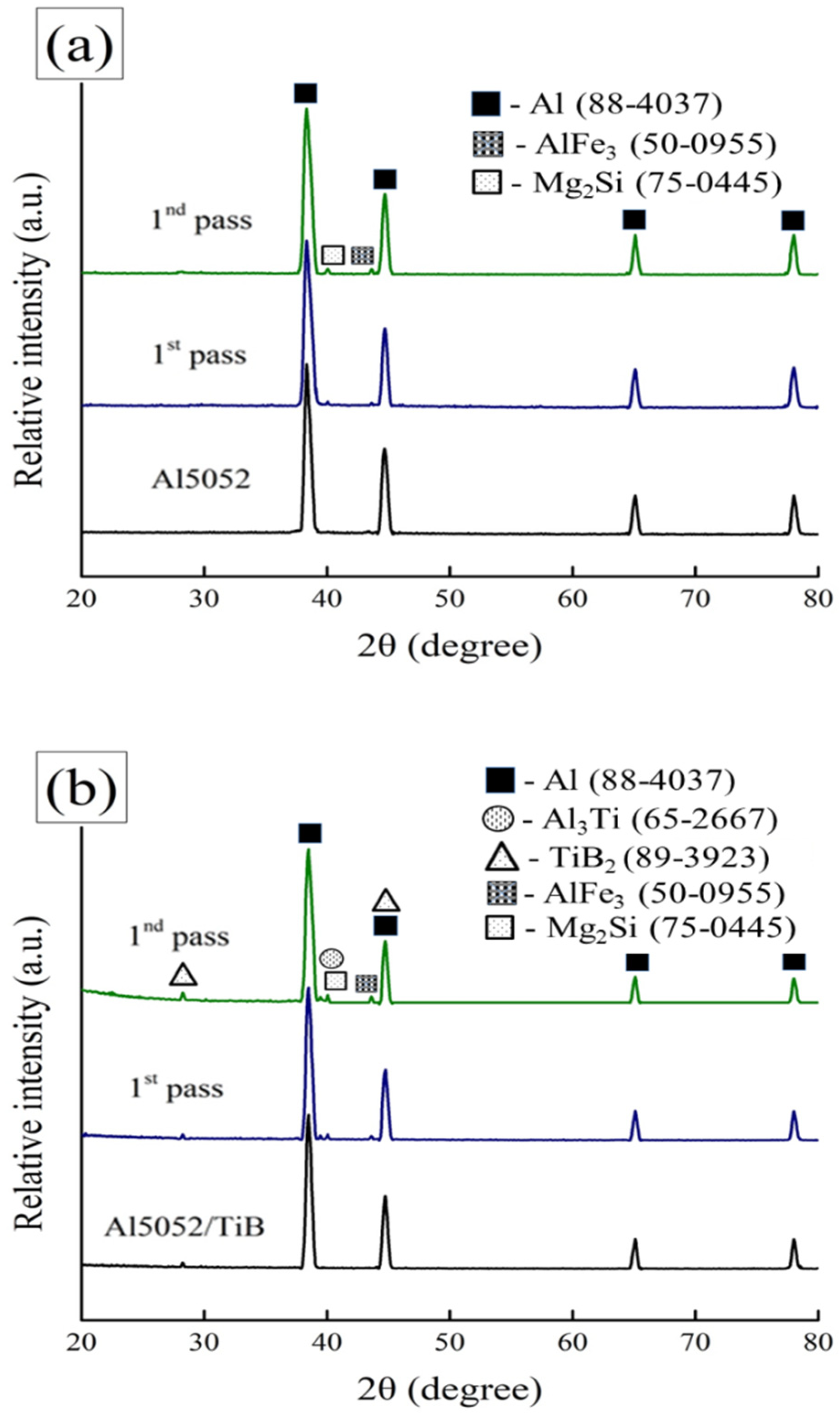
3.3. XRD Analysis
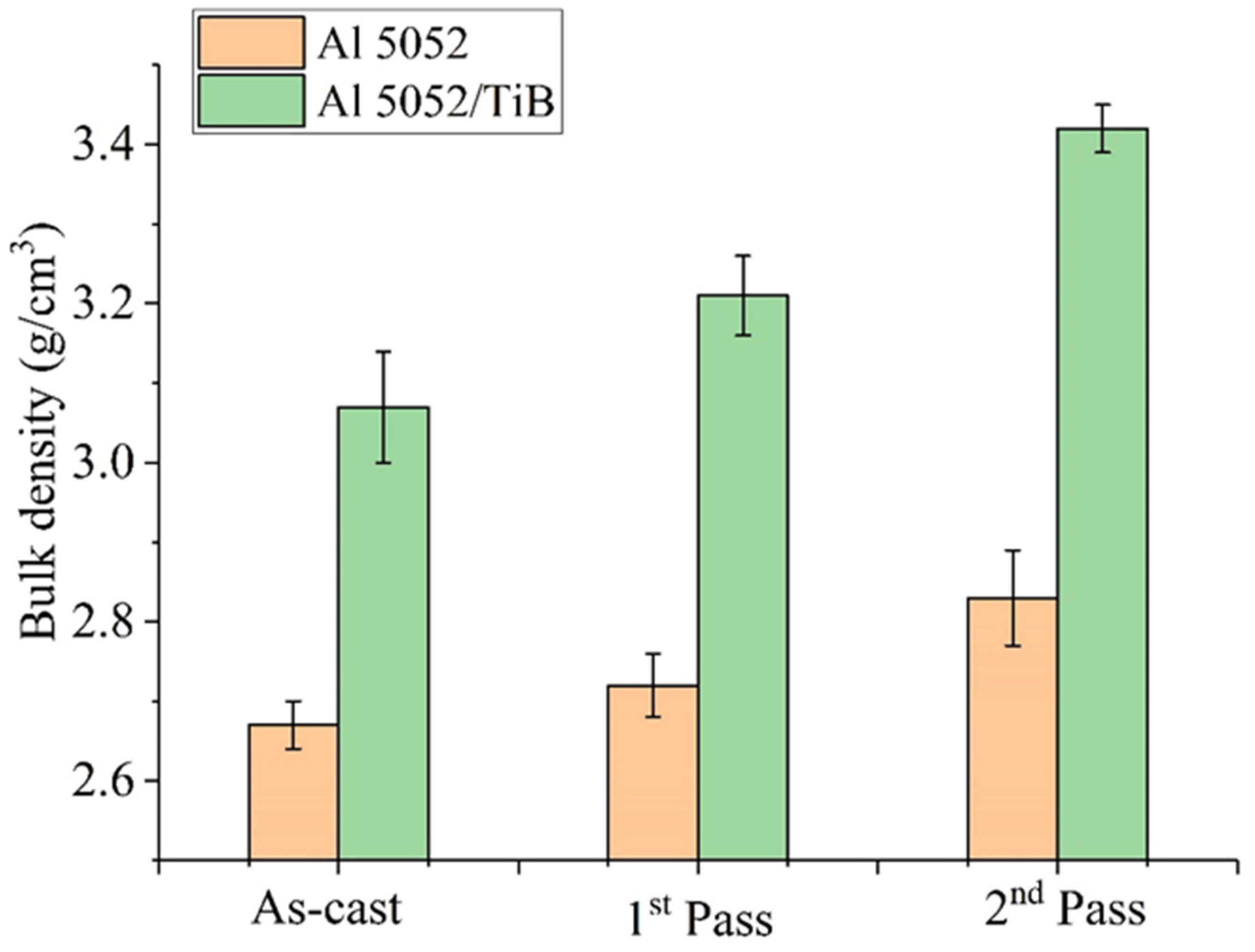
3.4. Bulk Density
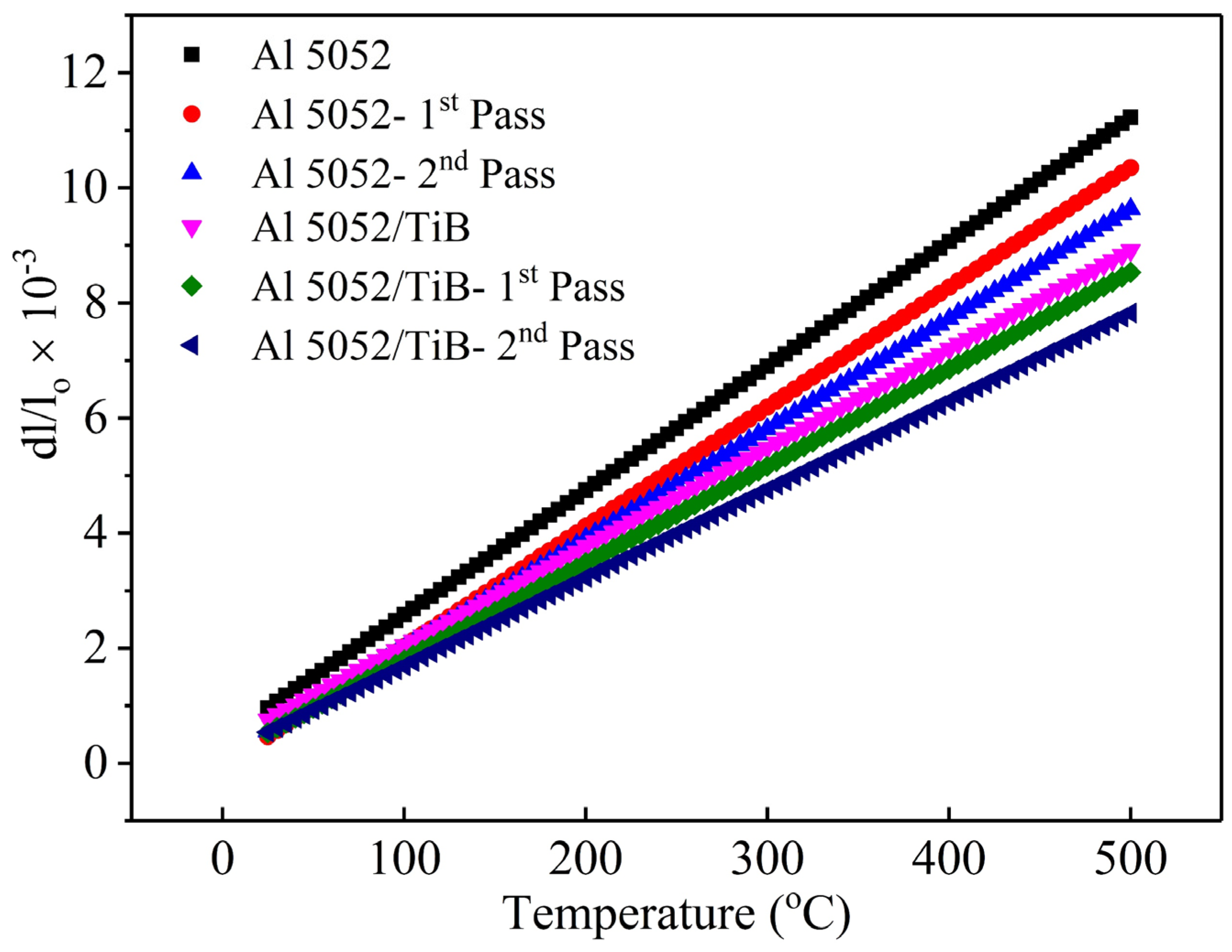
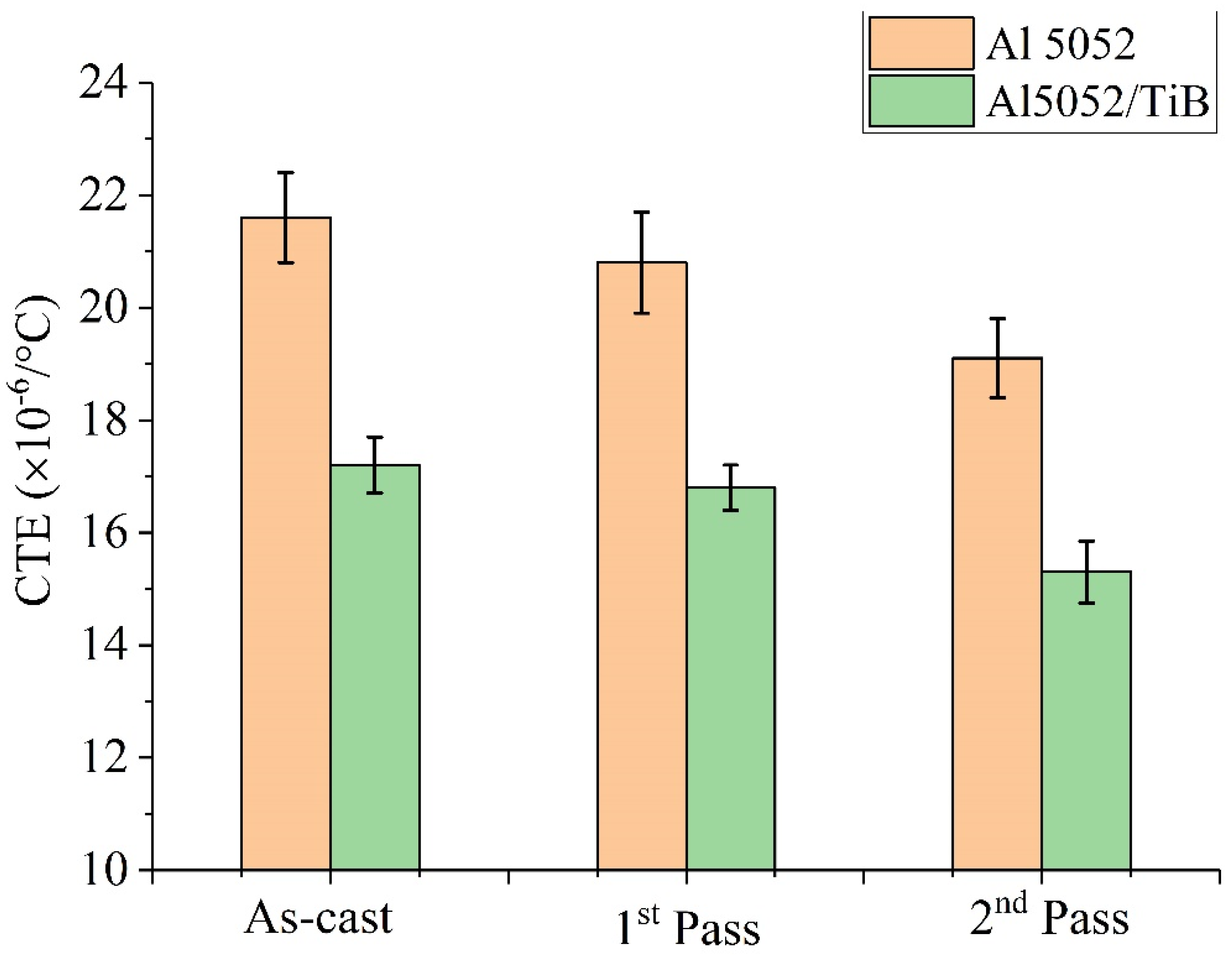
4. Thermal Expansion
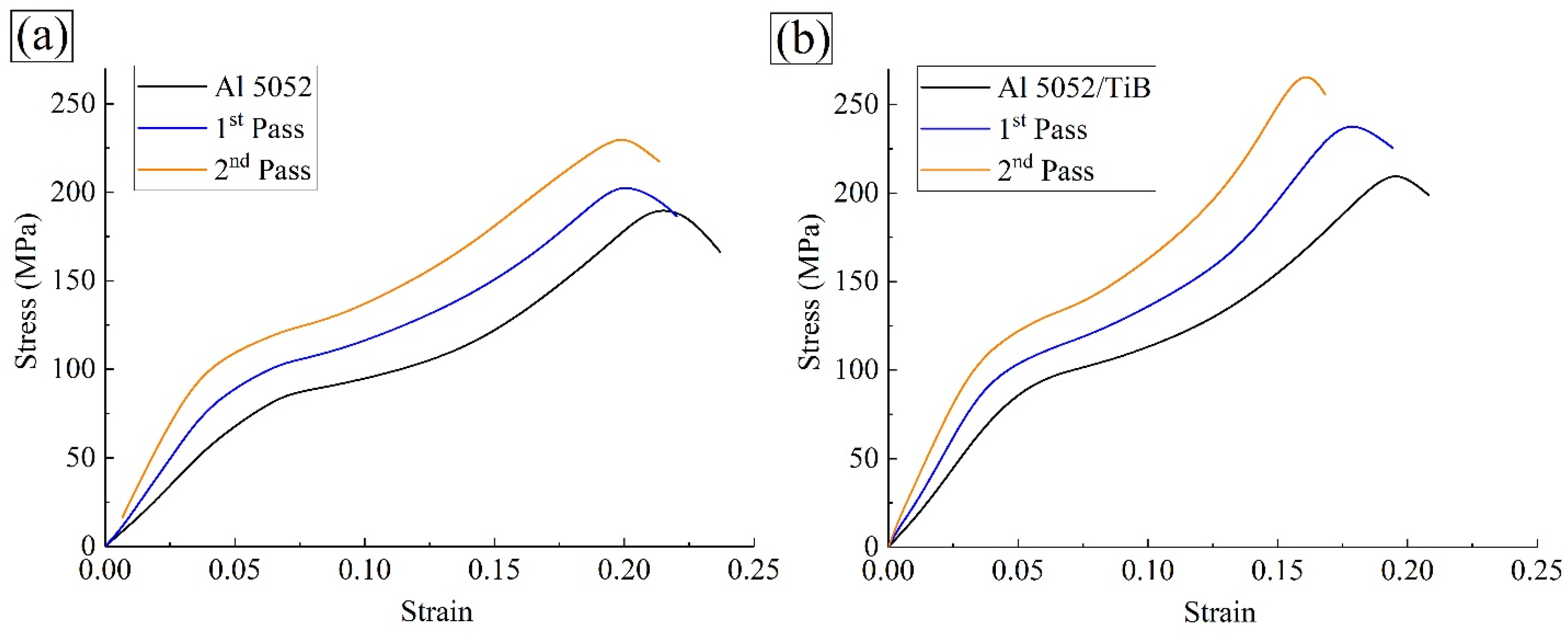
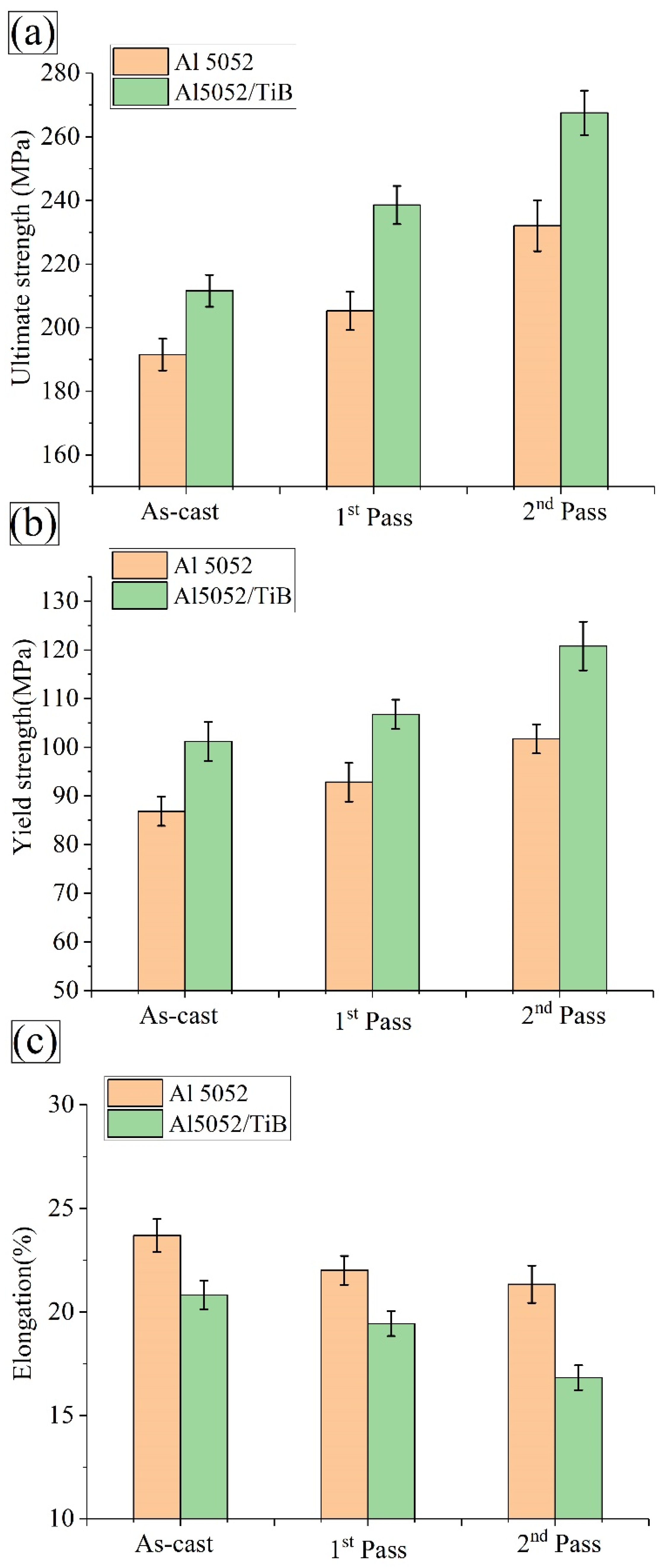
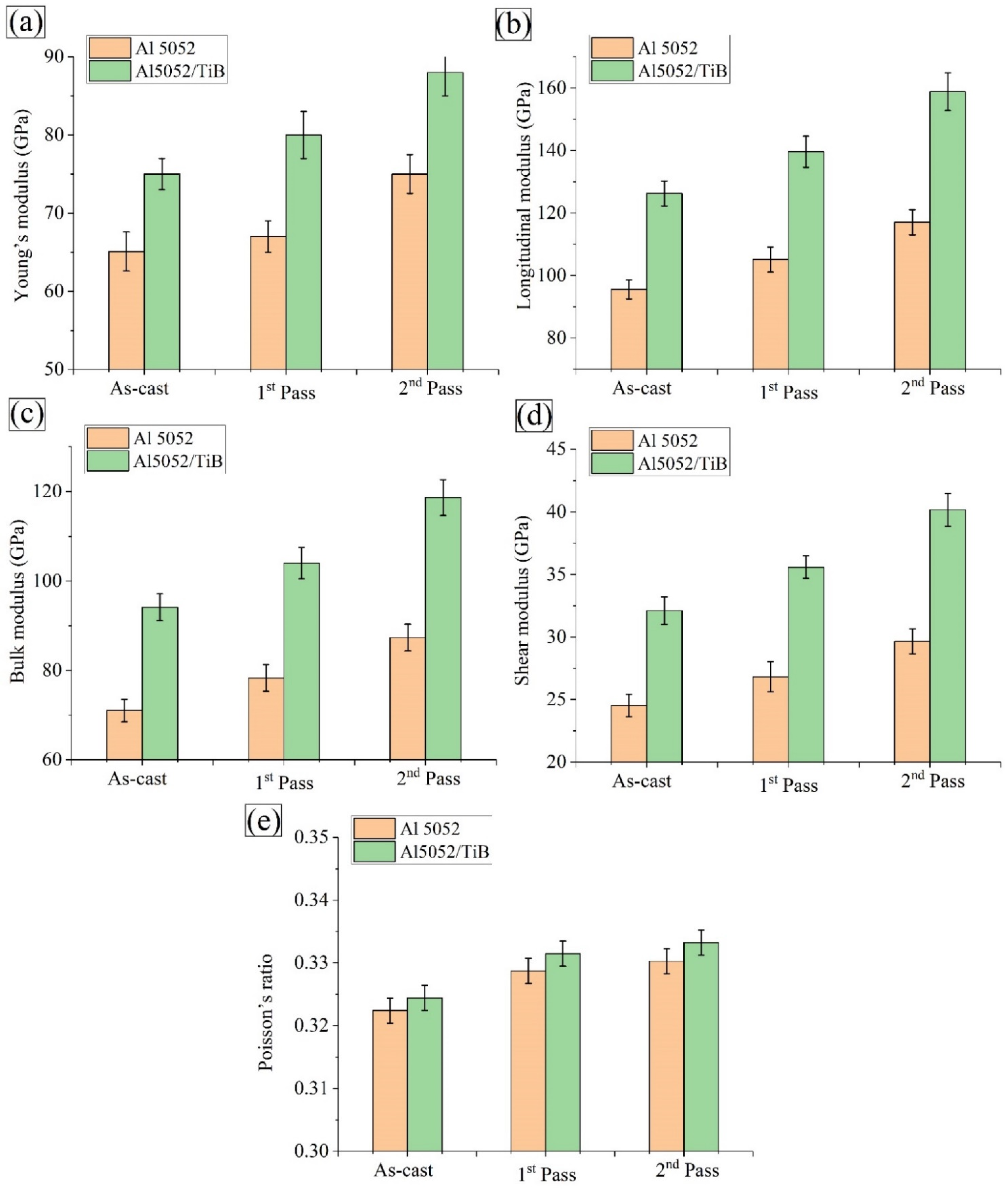
5. Mechanical Properties
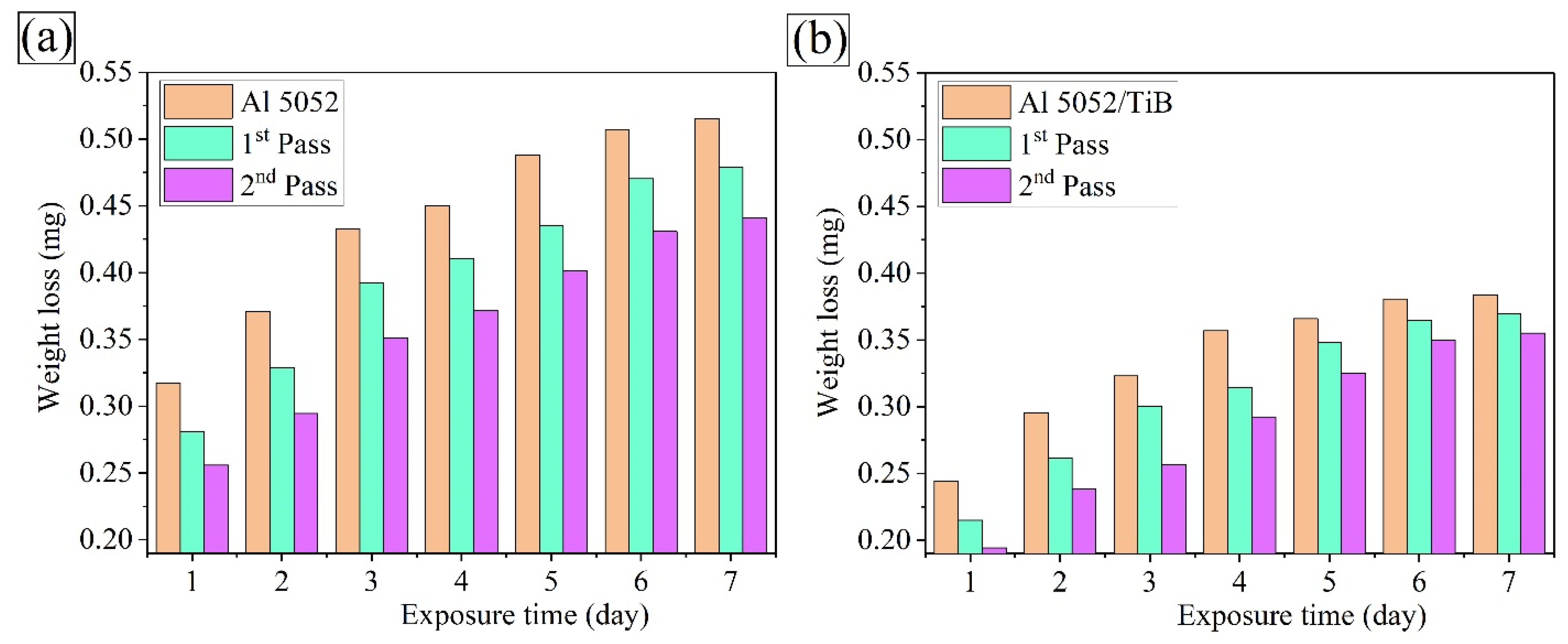
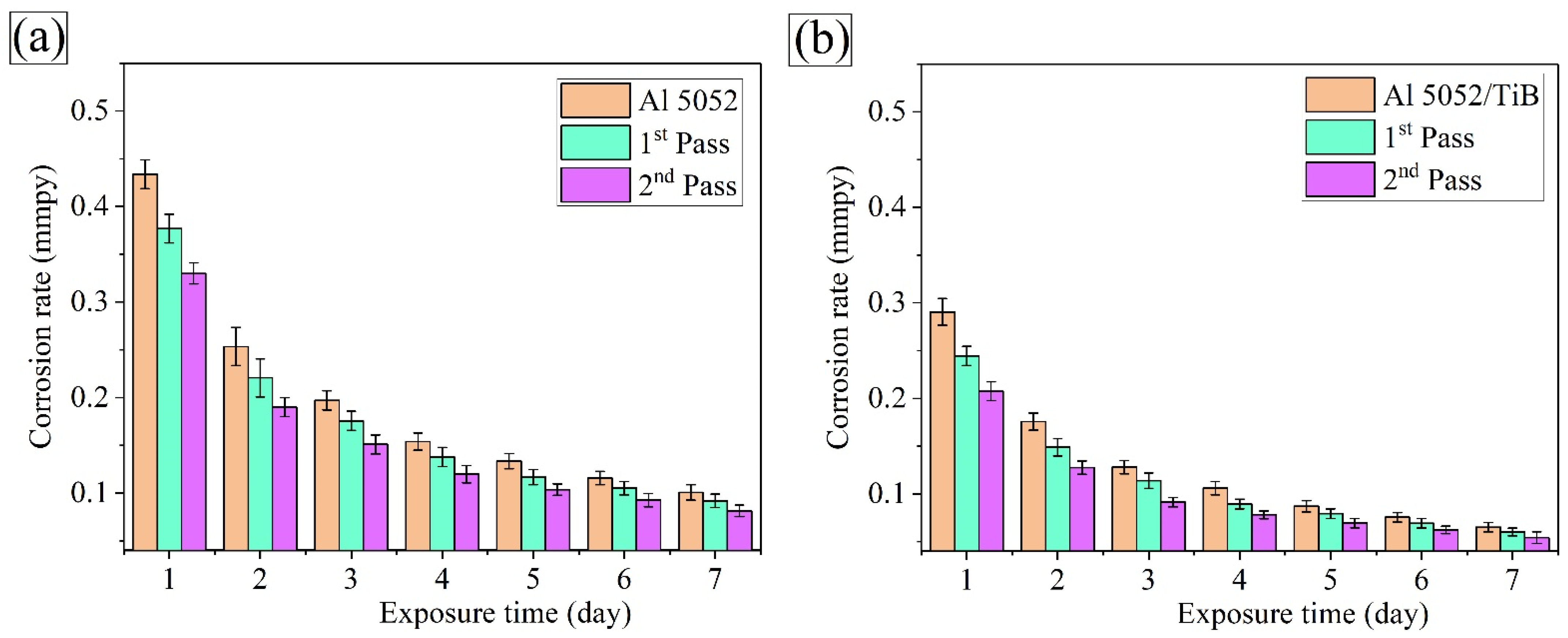
6. Corrosion Behavior
7. Electrical Conductivity
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jahedi, M.; Mani, B.; Shakoorian, S.; Pourkhorshid, E.; Hossein Paydar, M. Deformation rate effect on the microstructure and mechanical properties of Al–SiCp composites consolidated by hot extrusion. Mater. Sci. Eng. A 2012, 556, 23–30. [Google Scholar] [CrossRef]
- Shanmugasundaram, T.; Heilmaier, M.; Murty, B.S.; Subramanya Sarma, V. Microstructure and Mechanical Properties of Nanostructured Al-4Cu Alloy Produced by Mechanical Alloying and Vacuum Hot Pressing. Metall. Mater. Trans. A 2009, 40, 2798–2801. [Google Scholar] [CrossRef]
- Zhou, S.-m.; Zhang, X.-b.; Ding, Z.-p.; Min, C.-y.; Xu, G.-l.; Zhu, W.-m. Fabrication and tribological properties of carbon nanotubes reinforced Al composites prepared by pressureless infiltration technique. Compos. Part A Appl. Sci. Manuf. 2007, 38, 301–306. [Google Scholar] [CrossRef]
- AbuShanab, W.S.; Moustafa, E.B.; Ghandourah, E.; Taha, M.A. The Effect of Different Fly Ash and Vanadium Carbide Contents on the Various Properties of Hypereutectic Al-Si Alloys-Based Hybrid Nanocomposites. Silicon 2021. [Google Scholar] [CrossRef]
- Moustafa, E.B.; AbuShanab, W.S.; Ghandourah, E.; Taha, M.A. Microstructural, mechanical and thermal properties evaluation of AA6061/Al2O3-BN hybrid and mono nanocomposite surface. J. Mater. Res. Technol. 2020, 9, 15486–15495. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Mosleh, A.O. Effect of (Ti–B) modifier elements and FSP on 5052 aluminum alloy. J. Alloy. Compd. 2020, 823, 153745. [Google Scholar] [CrossRef]
- Wang, X.-J.; Xu, C.; Muhammad, A.; Hanada, S.; Yamagata, H.; Wang, W.-H.; Ma, C.-L. Effects of Al-Ti-B-RE grain refiner on microstructure and mechanical properties of Al-7.0Si-0.55Mg alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 2244–2250. [Google Scholar] [CrossRef]
- Górny, M.; Kawalec, M.; Sikora, G. Effect of Titanium and Boron on the Stability of Grain Refinement of Al-Cu Alloy. Arch. Foundry Eng. 2016, 16, 35–38. [Google Scholar] [CrossRef] [Green Version]
- Sycheva, G.A. Homogeneous and Heterogeneous Crystal Nucleation in Glass of the Li2O–SiO2 System. Glass Phys. Chem. 2018, 44, 183–191. [Google Scholar] [CrossRef]
- Sigworth, G.K.; Kuhn, T.A. Grain Refinement of Aluminum Casting Alloys. Int. J. Met. 2007, 1, 31–40. [Google Scholar] [CrossRef]
- Birol, Y. AlB3 master alloy to grain refine AlSi10Mg and AlSi12Cu aluminium foundry alloys. J. Alloy. Compd. 2012, 513, 150–153. [Google Scholar] [CrossRef]
- Schaffer, P.L.; Dahle, A.K. Settling behaviour of different grain refiners in aluminium. Mater. Sci. Eng. A 2005, 413, 373–378. [Google Scholar] [CrossRef]
- Li, P.T.; Ma, X.G.; Li, Y.G.; Nie, J.F.; Liu, X.F. Effects of trace C addition on the microstructure and refining efficiency of Al–Ti–B master alloy. J. Alloy. Compd. 2010, 503, 286–290. [Google Scholar] [CrossRef]
- Han, Y.; Li, K.; Wang, J.; Shu, D.; Sun, B. Influence of high-intensity ultrasound on grain refining performance of Al–5Ti–1B master alloy on aluminium. Mater. Sci. Eng. A 2005, 405, 306–312. [Google Scholar] [CrossRef]
- Zhang, Y.; Yan, F.; Zhao, Y.-H.; Song, C.-L.; Hou, H. Effect of Ti on microstructure and mechanical properties of die-cast Al-Mg-Zn-Si alloy. Mater. Res. Express 2020, 7, 036526. [Google Scholar] [CrossRef]
- Ding, W.; Xia, T.; Zhao, W. Performance comparison of Al–Ti master alloys with different microstructures in grain refinement of commercial purity aluminum. Materials 2014, 7, 3663–3676. [Google Scholar] [CrossRef] [Green Version]
- Pio, L.Y.; Sulaiman, S.; Hamouda, A.M.; Ahmad, M.M.H.M. Grain refinement of LM6 Al–Si alloy sand castings to enhance mechanical properties. J. Mater. Process. Technol. 2005, 162, 435–441. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Sharma, S.R.; Mishra, R.S. Effect of multiple-pass friction stir processing on microstructure and tensile properties of a cast aluminum–silicon alloy. Scr. Mater. 2006, 54, 1623–1626. [Google Scholar] [CrossRef]
- Santella, M.L.; Engstrom, T.; Storjohann, D.; Pan, T.Y. Effects of friction stir processing on mechanical properties of the cast aluminum alloys A319 and A356. Scr. Mater. 2005, 53, 201–206. [Google Scholar] [CrossRef]
- Cavaliere, P.; Squillace, A. High temperature deformation of friction stir processed 7075 aluminium alloy. Mater. Charact. 2005, 55, 136–142. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Mishra, R.S.; Mahoney, M.W. Superplasticity in cast A356 induced via friction stir processing. Scr. Mater. 2004, 50, 931–935. [Google Scholar] [CrossRef]
- Rasouli, S.; Behnagh, R.A.; Dadvand, A.; Saleki-Haselghoubi, N. Improvement in corrosion resistance of 5083 aluminum alloy via friction stir processing. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2014, 230, 142–150. [Google Scholar] [CrossRef]
- Nelaturu, P.; Jana, S.; Mishra, R.S.; Grant, G.; Carlson, B.E. Influence of friction stir processing on the room temperature fatigue cracking mechanisms of A356 aluminum alloy. Mater. Sci. Eng. A 2018, 716, 165–178. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Taha, M.A. Evaluation of the microstructure, thermal and mechanical properties of Cu/SiC nanocomposites fabricated by mechanical alloying. Int. J. Miner. Metall. Mater. 2021, 28, 475–486. [Google Scholar] [CrossRef]
- Moustafa, E.B. Hybridization effect of BN and Al2O3 nanoparticles on the physical, wear, and electrical properties of aluminum AA1060 nanocomposites. Appl. Phys. A 2021, 127, 724. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Khalil, A.M.; Ahmed, H.M.; Hefni, M.; Mosleh, A.O. Microstructure, Hardness, and Wear Behavior Investigation of the Surface Nanocomposite Metal Matrix Reinforced by Silicon Carbide and Alumina Nanoparticles. J. Miner. Met. Mater. Eng. 2021, 7, 57–62. [Google Scholar] [CrossRef]
- Chalfoun, D.; Chocron, M.; Kappes, M.A.; Rebak, R.B. Localized Corrosion of UNS A95052 Aluminum Alloy in Desalination Plants. Corrosion 2017, 2017, 15. [Google Scholar]
- Musa, A.Y.; Mohamad, A.B.; Kadhum, A.A.H.; Tabal, Y.B.A. Inhibition of Aluminum Alloy Corrosion in 0.5 M Nitric Acid Solution by 4-4-Dimethyloxazolidine-2-thione. J. Mater. Eng. Perform. 2011, 20, 394–398. [Google Scholar] [CrossRef]
- Mosleh, A.O.; Mahmoud, F.H.; Mahmoud, T.S.; Khalifa, T.A. Microstructure and static immersion corrosion behavior of AA7020-O Al plates joined by friction stir welding. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2015, 230, 1030–1040. [Google Scholar] [CrossRef]
- Abdo, H.S.; Seikh, A.H.; Mohammed, J.A.; Soliman, M.S. Alloying Elements Effects on Electrical Conductivity and Mechanical Properties of Newly Fabricated Al Based Alloys Produced by Conventional Casting Process. Materials 2021, 14, 3971. [Google Scholar] [CrossRef] [PubMed]
- Werner-Juszczuk, A.J. The influence of the thickness of an aluminium radiant sheet on the performance of the lightweight floor heating. J. Build. Eng. 2021, 44, 102896. [Google Scholar] [CrossRef]
- Jeong, Y.-H.; Hossain, M.A.M.; Hong, S.-T.; Han, K.-S.; Lee, K.-J.; Park, J.-W.; Han, H.N. Effects of friction stir processing on the thermal conductivity of a strain-hardened Al-Mg alloy. Int. J. Precis. Eng. Manuf. 2015, 16, 1969–1974. [Google Scholar] [CrossRef]
- Mahmoud, T.S. Effect of friction stir processing on electrical conductivity and corrosion resistance of AA6063-T6 Al alloy. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2008, 222, 1117–1123. [Google Scholar] [CrossRef]
- Moustafa, E. Effect of Multi-Pass Friction Stir Processing on Mechanical Properties for AA2024/Al2O3 Nanocomposites. Materials 2017, 10, 1053. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abdel Aziz, S.S.; Abulkhair, H.; Moustafa, E.B. Role of hybrid nanoparticles on thermal, electrical conductivity, microstructure, and hardness behavior of nanocomposite matrix. J. Mater. Res. Technol. 2021, 13, 1275–1284. [Google Scholar] [CrossRef]
- Abulyazied, D.E.; Alturki, A.M.; Youness, R.A.; Abomostafa, H.M. Synthesis, Structural and Biomedical Characterization of Hydroxyapatite/Borosilicate Bioactive Glass Nanocomposites. J. Inorg. Organomet. Polym. Mater. 2021, 31, 4077–4092. [Google Scholar] [CrossRef]
- Alturki, A.M.; Abulyazied, D.E.; Taha, M.A.; Abomostafa, H.M.; Youness, R.A. A Study to Evaluate the Bioactivity Behavior and Electrical Properties of Hydroxyapatite/Ag2O-Borosilicate Glass Nanocomposites for Biomedical Applications. J. Inorg. Organomet. Polym. Mater. 2022, 32, 169–179. [Google Scholar] [CrossRef]
- Shu, S.; Yang, H.; Tong, C.; Qiu, F. Fabrication of TiCx-TiB(2)/Al Composites for Application as a Heat Sink. Materials 2016, 9, 642. [Google Scholar] [CrossRef] [Green Version]
- Murugesan, R.; Gopal, M.; Murali, G. Effect of Cu, Ni addition on the CNTs dispersion, wear and thermal expansion behavior of Al-CNT composites by molecular mixing and mechanical alloying. Appl. Surf. Sci. 2019, 495, 143542. [Google Scholar] [CrossRef]
- Nazari, M.; Eskandari, H.; Khodabakhshi, F. Production and characterization of an advanced AA6061-Graphene-TiB2 hybrid surface nanocomposite by multi-pass friction stir processing. Surf. Coat. Technol. 2019, 377, 124914. [Google Scholar] [CrossRef]
- Mehdi, H.; Mishra, R.S. Effect of multi-pass friction stir processing and SiC nanoparticles on microstructure and mechanical properties of AA6082-T6. Adv. Ind. Manuf. Eng. 2021, 3, 100062. [Google Scholar] [CrossRef]
- Zawrah, M.F.; El-Meligy, W.M.; Saudi, H.A.; Ramadan, S.; Taha, M.A. Mechanical and Electrical Properties of Nano Al-Matrix Composites Reinforced with SiC and Prepared by Powder Metallurgy. Biointerface Res. Appl. Chem. 2022, 12, 2068–2083. [Google Scholar] [CrossRef]
- AbuShanab, W.S.; Moustafa, E.B.; Ghandourah, E.; Taha, M.A. Effect of graphene nanoparticles on the physical and mechanical properties of the Al2024-graphene nanocomposites fabricated by powder metallurgy. Results Phys. 2020, 19, 103343. [Google Scholar] [CrossRef]
- Majeed, T.; Mehta, Y.; Siddiquee, A.N. Precipitation-dependent corrosion analysis of heat treatable aluminum alloys via friction stir welding, a review. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 7600–7626. [Google Scholar] [CrossRef]
- Rao, D.S.; Ramanaiah, N. Evaluation of Wear and Corrosion Properties of AA6061/TiB2 Composites Produced by FSP Technique. J. Miner. Mater. Charact. Eng. 2017, 5, 353–361. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Cu | Fe | Mn | Mg | Zn | Cr | Ti | B | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| Al 5052 | 0.55 | 0.11 | 0.39 | 0.10 | 2.57 | 0.15 | 0.3 | - | - | remainder |
| Al 5052 + Ti–B | 0.71 | 0.12 | 0.38 | 0.11 | 2.54 | 0.13 | 0.23 | 0.99 | 0.2 | remainder |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moustafa, E.B.; Alazwari, M.A.; Abushanab, W.S.; Ghandourah, E.I.; Mosleh, A.O.; Ahmed, H.M.; Taha, M.A. Influence of Friction Stir Process on the Physical, Microstructural, Corrosive, and Electrical Properties of an Al–Mg Alloy Modified with Ti–B Additives. Materials 2022, 15, 835. https://doi.org/10.3390/ma15030835
Moustafa EB, Alazwari MA, Abushanab WS, Ghandourah EI, Mosleh AO, Ahmed HM, Taha MA. Influence of Friction Stir Process on the Physical, Microstructural, Corrosive, and Electrical Properties of an Al–Mg Alloy Modified with Ti–B Additives. Materials. 2022; 15(3):835. https://doi.org/10.3390/ma15030835
Chicago/Turabian StyleMoustafa, Essam B., Mashhour A. Alazwari, Waheed Sami Abushanab, Emad Ismat Ghandourah, Ahmed O. Mosleh, Haitham M. Ahmed, and Mohamed A. Taha. 2022. "Influence of Friction Stir Process on the Physical, Microstructural, Corrosive, and Electrical Properties of an Al–Mg Alloy Modified with Ti–B Additives" Materials 15, no. 3: 835. https://doi.org/10.3390/ma15030835