
Irradiation of W and K-Doped W Laminates without or with Cu, V, Ti Interlayers under a Pulsed 6 MeV Electron Beam

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Samples Structures
2.2. Irradiation Procedure
3. Results and Discussion
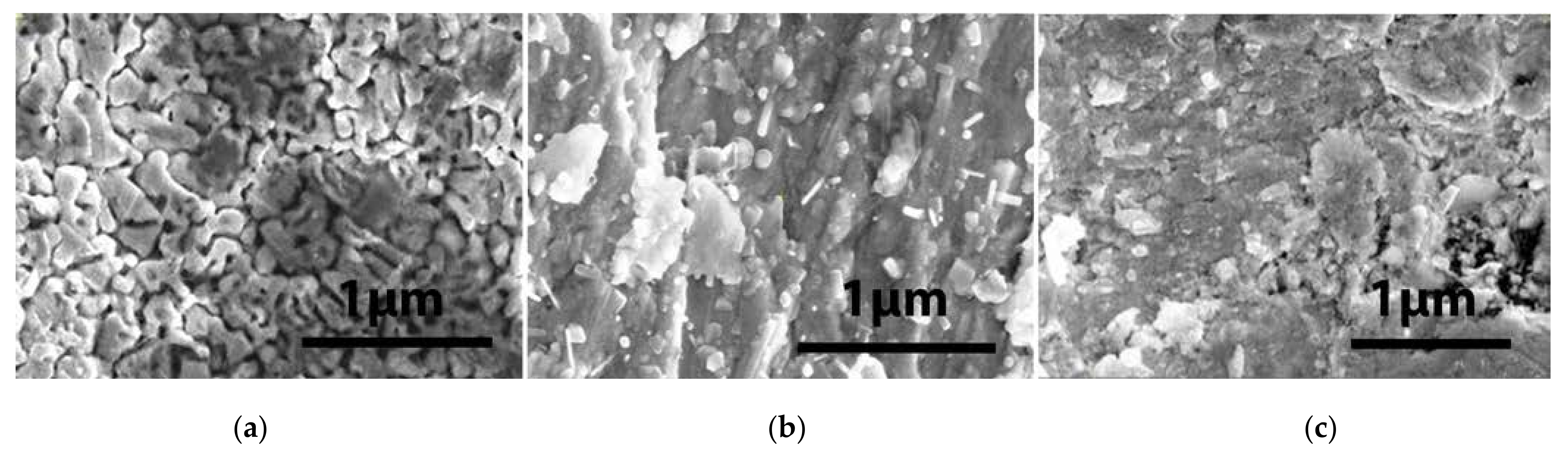
3.1. First Irradiation Session of Multi-Layer Laminates at the 6 MeV LINAC
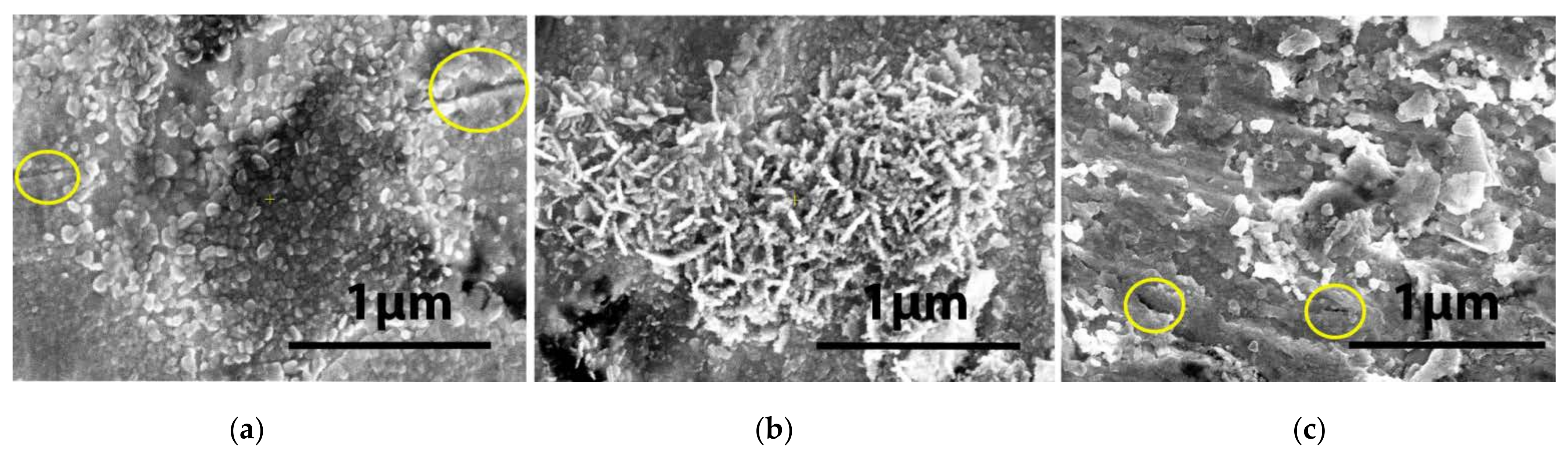
3.2. Second Irradiation Session of Multi-Layer Laminates at the 6 MeV LINAC
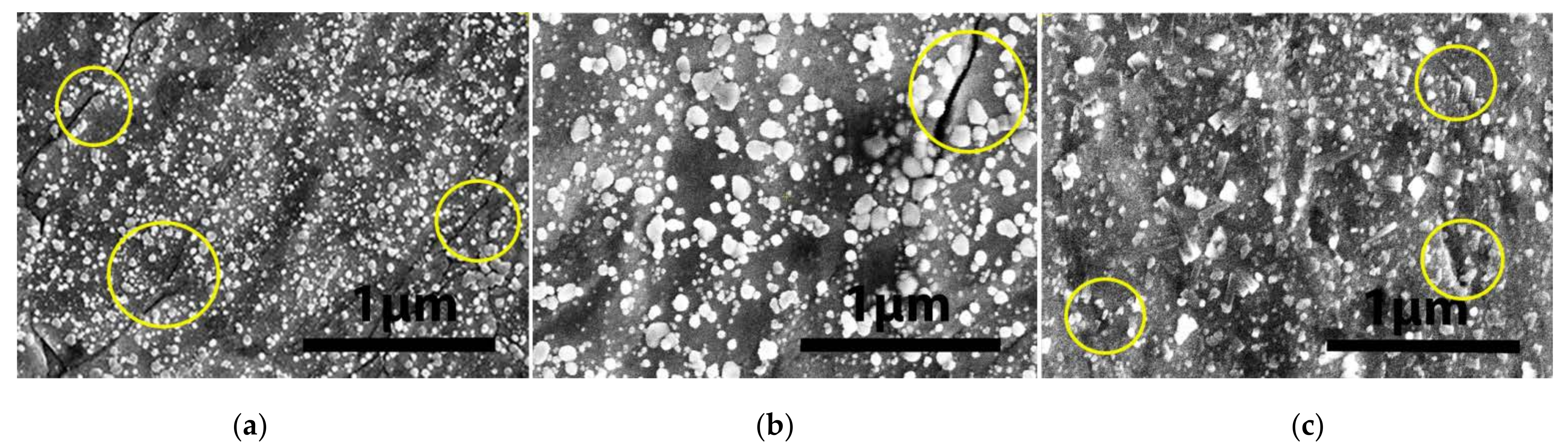
3.3. Third Irradiation Session of Multi-Layer Laminates at the 6 MeV LINAC
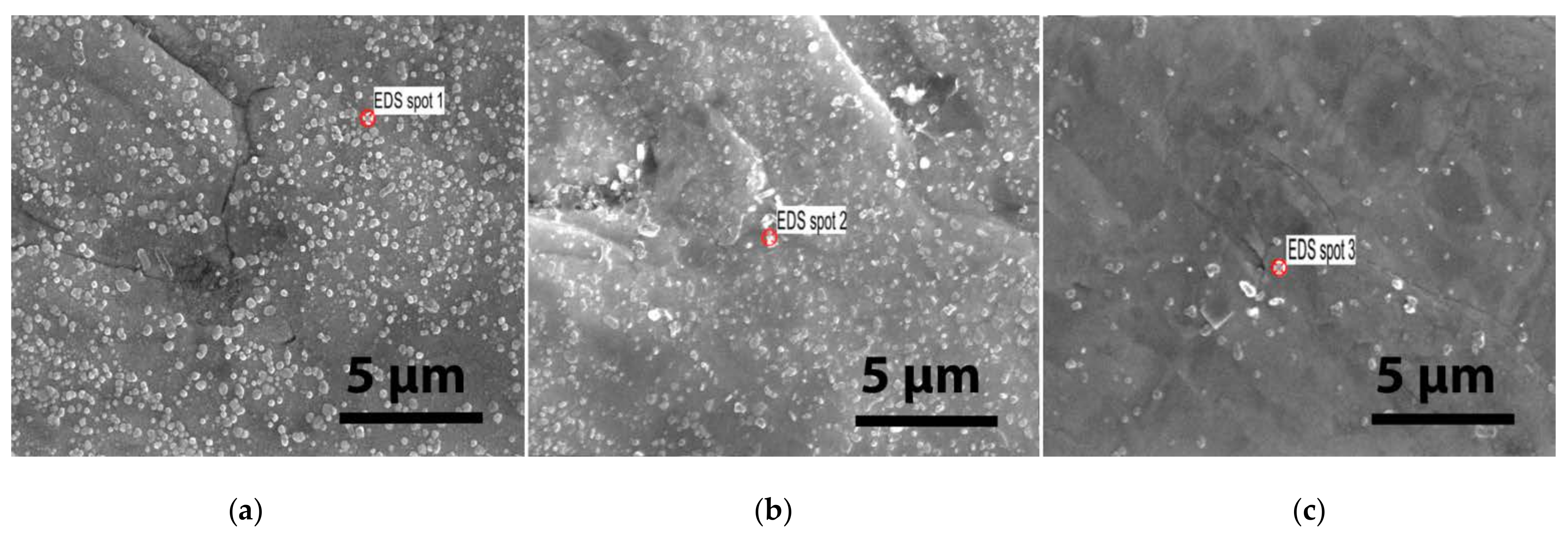
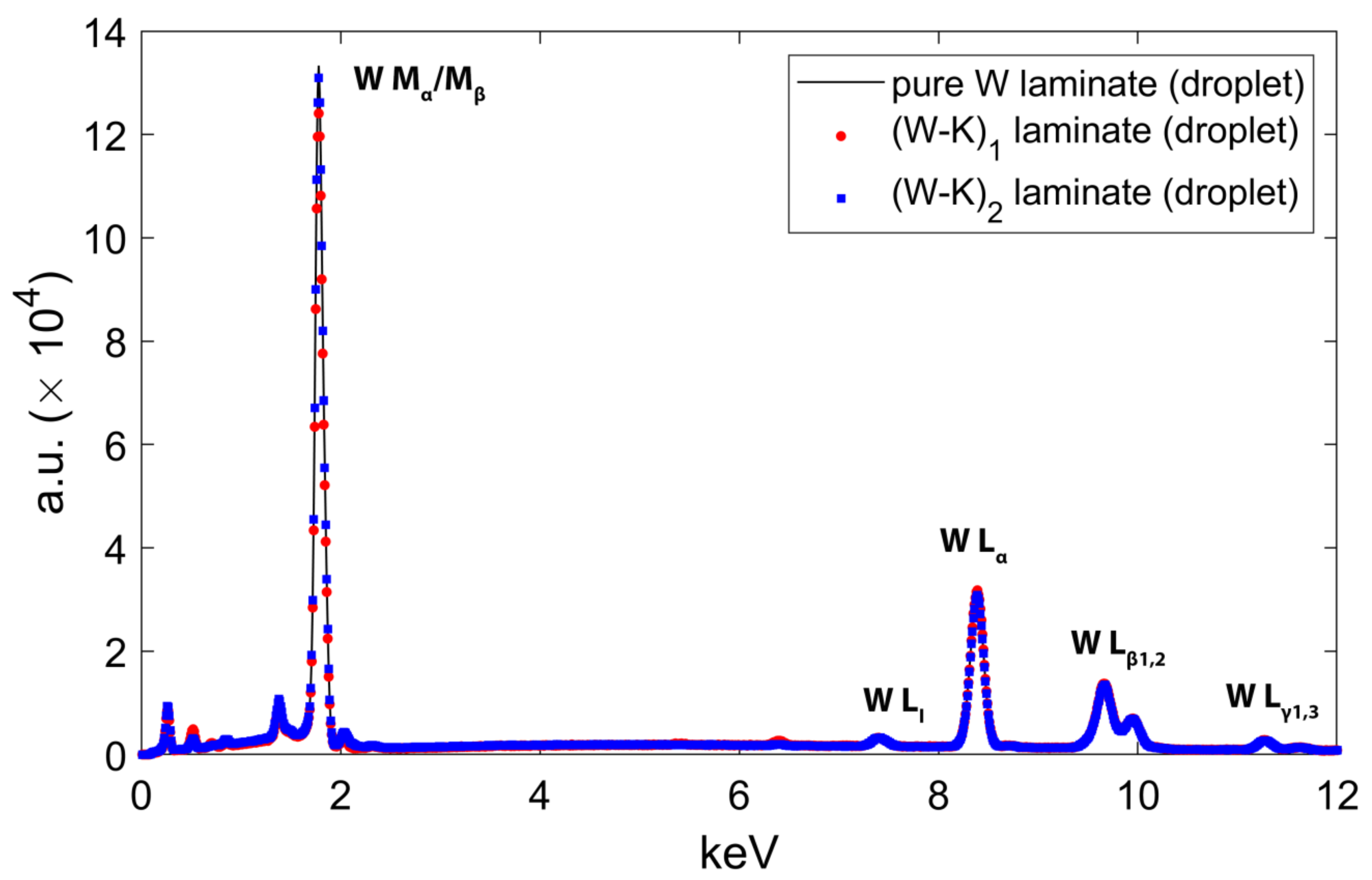
3.4. Single Irradiation Session of the K-Doped W and Pure W Laminates at 6 MeV
3.5. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kalinin, G.; Barabash, V.; Cardella, A.; Dietz, J.; Ioki, K.; Matera, R.; Santoro, R.T.; Tivey, R. The ITER Home Teams Assessment and selection of materials for ITER in-vessel Components. J. Nucl. Mater. 2000, 283–287, 10–19. [Google Scholar] [CrossRef]
- Barabash, V.; The ITER International Team; Peacock, A.; Fabritsiev, S.; Kalinin, G.; Zinkle, S.; Rowcliffe, A.; Rensman, J.-W.; Tavassoli, A.A.; Marmy, P.; et al. Materials challenges for ITER—Current status and future activities. J. Nucl. Mater. 2007, 367–370, 21–32. [Google Scholar] [CrossRef]
- Toschi, R. Nuclear fusion, an energy source. Fusion Eng. Des. 1997, 36, 1. [Google Scholar] [CrossRef]
- Linke, J.; Barabash, V.R.; Bolt, H.; Gervash, A.; Mazul, I.; Ovchinnikov, I.; Rödig, M.J. Erosion of metals and carbon based materials during disruptions—Simulation experiments in plasma accelerators. Nucl. Mater. 1994, 212–215 Pt B, 1195. [Google Scholar] [CrossRef]
- Landman, I.S.; Bazylev, B.N.; Garkusha, I.E.; Loarte, A.; Pestchanyi, S.E.; Safronov, V.M. Simulation of tokamak armour erosion and plasma contamination at intense transient heat fluxes in ITER. J. Nucl. Mater. 2005, 337–339, 761. [Google Scholar] [CrossRef]
- Tereshin, V.I.; Garkusha, I.E.; Bandura, A.N.; Byrka, O.V.; Chebotarev, V.V.; Makhlaj, V.A.; Solyakov, D.G.; Wuerz, H.J. Influence of plasma pressure gradient on melt layer macroscopic erosion of metal targets in disruption simulation experiments. Nucl. Mater. 2003, 313–316, 685. [Google Scholar] [CrossRef]
- Belan, V.G.; Levashov, V.F.; Maynashev, V.S.; Muzichenko, A.D.; Podkovirov, V.L. Features of dynamics and structure of the shielding layer at the interaction of plasma flow with target. J. Nucl. Mater. 1996, 233–237, 763. [Google Scholar] [CrossRef]
- Arkhipov, N.I.; Bakhtin, V.P.; Kurkin, S.M.; Safronov, V.M.; Toporkov, D.A.; Vasenin, S.G.; Zhitlukhin, A.M.; Würz, H. Material erosion and erosion products in disruption simulation experiments at the MK-200 UG facility. Fusion Eng. Des. 2000, 49–50, 151. [Google Scholar] [CrossRef]
- Ticos, C.M.; Galatanu, M.; Galatanu, A.; Luculescu, C.; Scurtu, A.; Udrea, N.; Ticos, D.; Dumitru, M. Cracks and nanodroplets produced on tungsten surface samples by dense plasma jets. Appl. Surf. Sci. 2018, 434, 1122–1128. [Google Scholar] [CrossRef]
- Kikuchi, Y.; Nakanishi, R.; Nakatsuka, M.; Fukumoto, N.; Nagata, M. Characteristics of Magnetized Coaxial Plasma Gun for Simulation Experiment of Thermal Transient Events in ITER. IEEE Trans. Plasma Sci. 2010, 38, 232. [Google Scholar] [CrossRef]
- Compan, J.; Renk, T.J.; Hirai, T.; Linke, J. Reduction of preferential erosion of carbon fibre composites under intense transient heat pulses. Phys. Scr. 2007, T128, 246. [Google Scholar] [CrossRef]
- Astrelin, V.T.; Burdakov, A.V.; Chebotaev, P.Z.; Filippov, V.V.; Koidan, V.S.; Mekler, K.I.; Melnikov, P.I.; Postupaev, V.V.; Rovenskikh, A.F.; Shcheglov, M.A. Hot electron target interaction experiments at the GOL-3 facility. Nucl. Fusion 1997, 37, 11. [Google Scholar] [CrossRef]
- Majerus, P.; Duwe, R.; Hirai, T.; Kühnlein, W.; Linke, J.; Rodig, M. The new electron beam test facility JUDITH II for high heat flux experiments on plasma facing components. Fusion Eng. Des. 2005, 75, 365. [Google Scholar] [CrossRef]
- Coenen, J.W.; Philipps, V.; Brezinsek, S.; Pintsuk, G.; Tanabe, T.; Ueda, Y.; Samm, U. Analysis of structural changes and high-heat-flux tests on pre-damaged tungsten from tokamak melt experiments. Phys. Scr. 2011, T145, 014066. [Google Scholar] [CrossRef]
- Linsmeier, C.; Unterberg, B.; Coenen, J.W.; Doerner, R.P.; Greuner, H.; Kreter, A.; Linke, J.; Maier, H. Material testing facilities and programs for plasma-facing component testing. Nucl. Fusion 2017, 57, 092012. [Google Scholar] [CrossRef] [Green Version]
- Pestchanyi, S.; Safronov, V.; Landman, I. Estimation of carbon fibre composites as ITER divertor armour. J. Nucl. Mater. 2004, 329–333, 697–701. [Google Scholar] [CrossRef]
- Das, S. Review Paper Recent advances in characterising irradiation damage in tungsten for fusion power. SN Appl. Sci. 2019, 1, 1614. [Google Scholar] [CrossRef] [Green Version]
- ARaffray, R.; El-Guebaly, L.; Federici, G.; Haynes, D.; Najmabadi, F.; Petti, D.; ARIES-IFE TEAM. Dry-Wall Survival under IFE Conditions. Fusion Sci. Technol. 2004, 46, 417–437. [Google Scholar] [CrossRef]
- Singheiser, L.; Hirai, T.; Linke, J.; Pintsuk, G.; Rödig, M. Plasma-facing materials for thermo-nuclear fusion devices. Trans. Indian Inst. Met. 2009, 62, 123–128. [Google Scholar] [CrossRef]
- Bolt, H.; Barabash, V.; Krauss, W.; Linke, J.; Neu, R.; Suzuki, S.; Yoshida, N.; ASDEX Upgrade Team. Materials for the plasma-facing components of fusion reactors. J. Nucl. Mater. 2004, 329–333, 66–73. [Google Scholar] [CrossRef] [Green Version]
- Philipps, V. Tungsten as material for plasma-facing components in fusion devices. J. Nucl. Mater. 2011, 415, S2–S9. [Google Scholar] [CrossRef]
- Reux, C.; Plyusnin, V.; Alper, B.; Alves, D.; Bazylev, B.; Belonohy, E.; Boboc, A.; Brezinsek, S.; Coffey, I.; Decker, J.; et al. Corrigendum: Runaway electron beam generation and mitigation during disruptions at JET-ILW. Nucl. Fusion 2015, 55, 093013. [Google Scholar] [CrossRef]
- Oane, M.; Toader, D.; Iacob, N.; Ticos, C.M. Thermal phenomena induced in a small tungsten sample during irradiation with a few MeV electron beam: Experiment versus simulations. Nucl. Instrum. Methods Phys. Res. 2014, 337, 17–20. [Google Scholar] [CrossRef]
- Oane, M.; Toader, D.; Iacob, N.; Ticos, C.M. Thermal phenomena induced in a small graphite sample during irradiation with a few MeV electron beam: Experiment versus theoretical simulations. Nucl. Instrum. Methods Phys. Res. 2014, 318, 232–236. [Google Scholar] [CrossRef]
- Rieth, M.; Dudarev, S.L.; de Vicente, S.M.G.; Aktaa, J.; Ahlgren, T.; Antusch, S.; Armstrong, D.E.J.; Balden, M.; Baluc, N.; Barthe, M.-F.; et al. Review Recent progress in research on tungsten materials for nuclear fusion applications in Europe. J. Nucl. Mater. 2013, 432, 482–500. [Google Scholar] [CrossRef] [Green Version]
- Ueda, Y.; Coenen, J.W.; de Temmerman, G.; Doerner, R.P.; Linke, J.; Philipps, V.; Tsitrone, E. Research status and issues of tungsten plasma facing materials for ITER and beyond. Fusion Eng. Des. 2014, 89, 901–906. [Google Scholar] [CrossRef]
- Pintsuk, G.; Diegele, E.; Dudarev, S.L.; Gorley, M.; Henry, J.; Reiser, J.; Rieth, M. European materials development: Results and perspective. Fusion Eng. Des. 2019, 146, 1300–1307. [Google Scholar] [CrossRef]
- Galatanu, M.; Enculescu, M.; Ruiu, G.; Popescu, B.; Galatanu, A. Cu-based composites as thermal barrier materials in DEMO divertor components. Fusion Eng. Des. 2017, 124, 1131–1134. [Google Scholar] [CrossRef]
- Reiser, J.; Garrison, L.; Greuner, H.; Hoffmann, J.; Weingärtner, T.; Jäntsch, U.; Klimenkov, M.; Franke, P.; Bonk, S.; Bonnekoh, C.; et al. Ductilisation of tungsten (W): Tungsten laminated composites. Int. J. Refract. Met. Hard Mater. 2017, 69, 66–109. [Google Scholar] [CrossRef]
- Galatanu, A.; Galatanu, M.; Enculescu, M.; Reiser, J.; Sickinger, S. Thermophysical and mechanical properties of W-Cu laminates produced by FAST joining. Fusion Eng. Des. 2019, 146, 2371–2374. [Google Scholar] [CrossRef]
- Ticoş, D.; Scurtu, A.; Oane, M.; Diplaşu, C.; Giubega, G.; Călina, I.; Ticoş, C.M. Complementary dosimetry for a 6 MeV electron beam. Results Phys. 2019, 14, 102377. [Google Scholar] [CrossRef]
- ESTAR. Available online: https://physics.nist.gov/PhysRefData/Star/Text/ESTAR.html (accessed on 6 December 2021).
- Pervikov, A.; Filippov, A.; Mironov, Y.; Kalashnikov, M.; Krinitcyn, M.; Eskin, D.; Lerner, M.; Tarasov, S. Microstructure and properties of a nanostructured W-31 wt% Cu composite produced by magnetic pulse compaction of bimetallic nanoparticles. Int. J. Refract. Met. Hard Mater. 2022, 103, 105735. [Google Scholar] [CrossRef]
- Pervikov, A.; Suliz, K.; Kazantsev, S.; Rodkevich, N.; Tarasov, S.; Lerner, M. Preparation of nano/micro-bimodal Ti/Al/(Mo, W, Cu) powders by simultaneous electrical explosion of dissimilar metal wires. Powder Technol. 2021, 117093. [Google Scholar] [CrossRef]
- Sinclair, G.; Tripathi, J.K.; Diwakar, P.K.; Wirtz, M.; Linke, J.; Hassanein, A. Structural evolution of tungsten surface exposed to sequential low-energy helium ion irradiation and transient heat loading. Nucl. Mater. Energy 2017, 12, 405–411. [Google Scholar] [CrossRef]
- El-Atwani, O.; Gonderman, S.; Efe, M.; de Temmerman, G.; Morgan, T.; Bystrov, K.; Klenosky, D.; Qiu, T.; Allain, J.P. Ultrafine tungsten as a plasma-facing component in fusion devices: Effect of high flux, high fluence low energy helium irradiation. Nucl. Fusion 2014, 54, 083013. [Google Scholar] [CrossRef]
- Meyer, F.W.; Han, L.; Hijazi, H.; Bannister, M.E.; Unocic, K.A.; Parish, C.M.; Krstic, P.S. Energy dependence of He-ion-induced tungsten nanofuzz formation at non-normal incidence angles. Nucl. Mater. Energy 2017, 12, 366–371. [Google Scholar] [CrossRef]
- Dasgupta, D.; Kolasinski, R.D.; Friddle, R.W.; Du, L.; Maroudas, D.; Wirth, B.D. On the origin of ‘fuzz’ formation in plasma-facing materials. Nucl. Fusion 2019, 59, 086057. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Irradiation Session | Electron Beam Total Fluence (el/cm2) |
|---|---|---|
| W-Cu | 1 | |
| W-Cu | 2 | |
| W-Cu | 3 | |
| W-V | 1 | |
| W-V | 2 | |
| W-V | 3 | |
| W-Ti | 1 | |
| W-Ti | 2 | |
| W-Ti | 3 | |
| W | 1 | |
| (W-K)1 | 1 | |
| (W-K)2 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ticoș, D.; Galaţanu, M.; Galaţanu, A.; Dumitru, M.; Mitu, M.L.; Udrea, N.; Scurtu, A.; Ticoș, C.M. Irradiation of W and K-Doped W Laminates without or with Cu, V, Ti Interlayers under a Pulsed 6 MeV Electron Beam. Materials 2022, 15, 956. https://doi.org/10.3390/ma15030956
Ticoș D, Galaţanu M, Galaţanu A, Dumitru M, Mitu ML, Udrea N, Scurtu A, Ticoș CM. Irradiation of W and K-Doped W Laminates without or with Cu, V, Ti Interlayers under a Pulsed 6 MeV Electron Beam. Materials. 2022; 15(3):956. https://doi.org/10.3390/ma15030956
Chicago/Turabian StyleTicoș, D., M. Galaţanu, A. Galaţanu, M. Dumitru, M. L. Mitu, N. Udrea, A. Scurtu, and C. M. Ticoș. 2022. "Irradiation of W and K-Doped W Laminates without or with Cu, V, Ti Interlayers under a Pulsed 6 MeV Electron Beam" Materials 15, no. 3: 956. https://doi.org/10.3390/ma15030956